1. Introduction
Advances in materials technology have the potential to greatly affect a plethora of applications in different sectors. Urgent needs to be fulfilled are the development of low-weight structures, the integration of different functionalities and sensing abilities, as well as the energy efficiency and financial feasibility in different applications.
In nature, extremely complex movements can be realized through the materials’ self-shaping and self-folding capabilities in response to a stimulus [
1,
2,
3,
4,
5,
6,
7,
8,
9]. The nonliving tissues of various plants are designed to undergo predetermined shape transformations through their anisotropic fibrous structure [
1,
2,
3,
6,
7,
8,
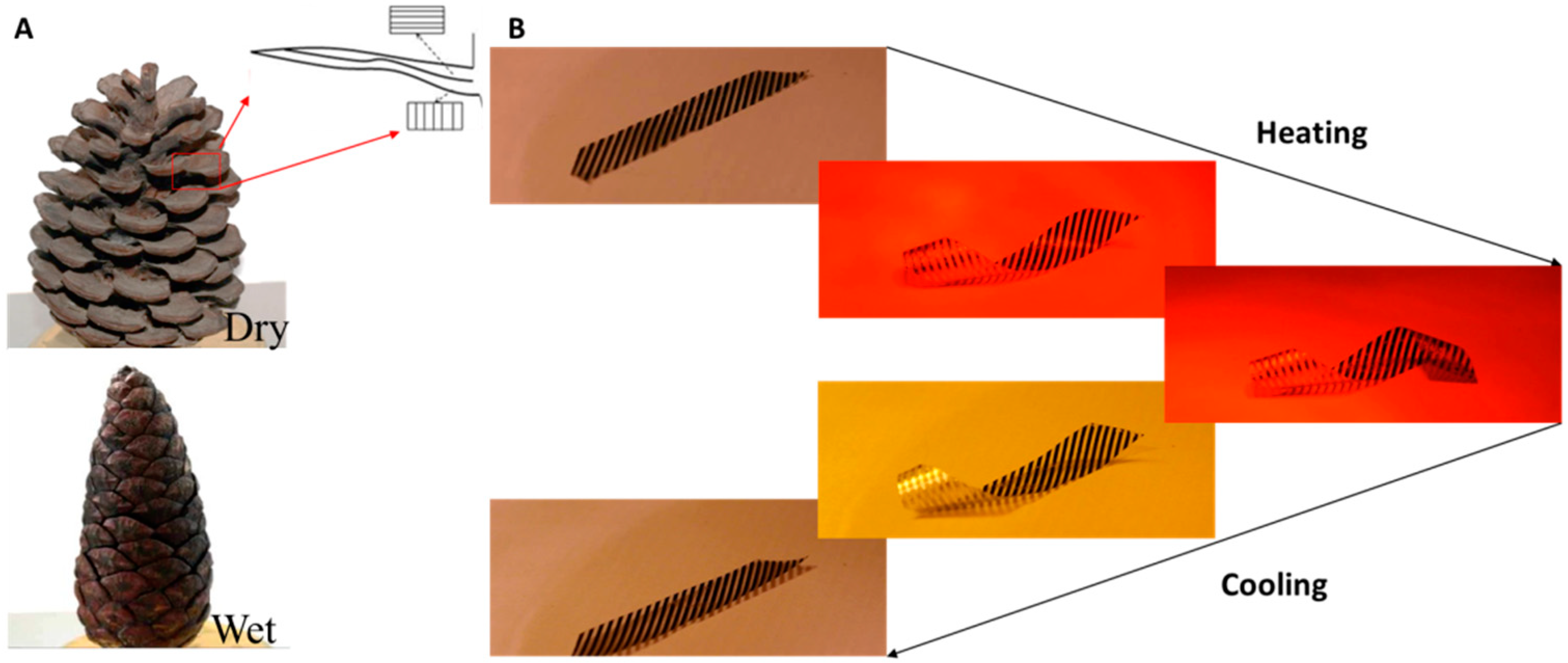
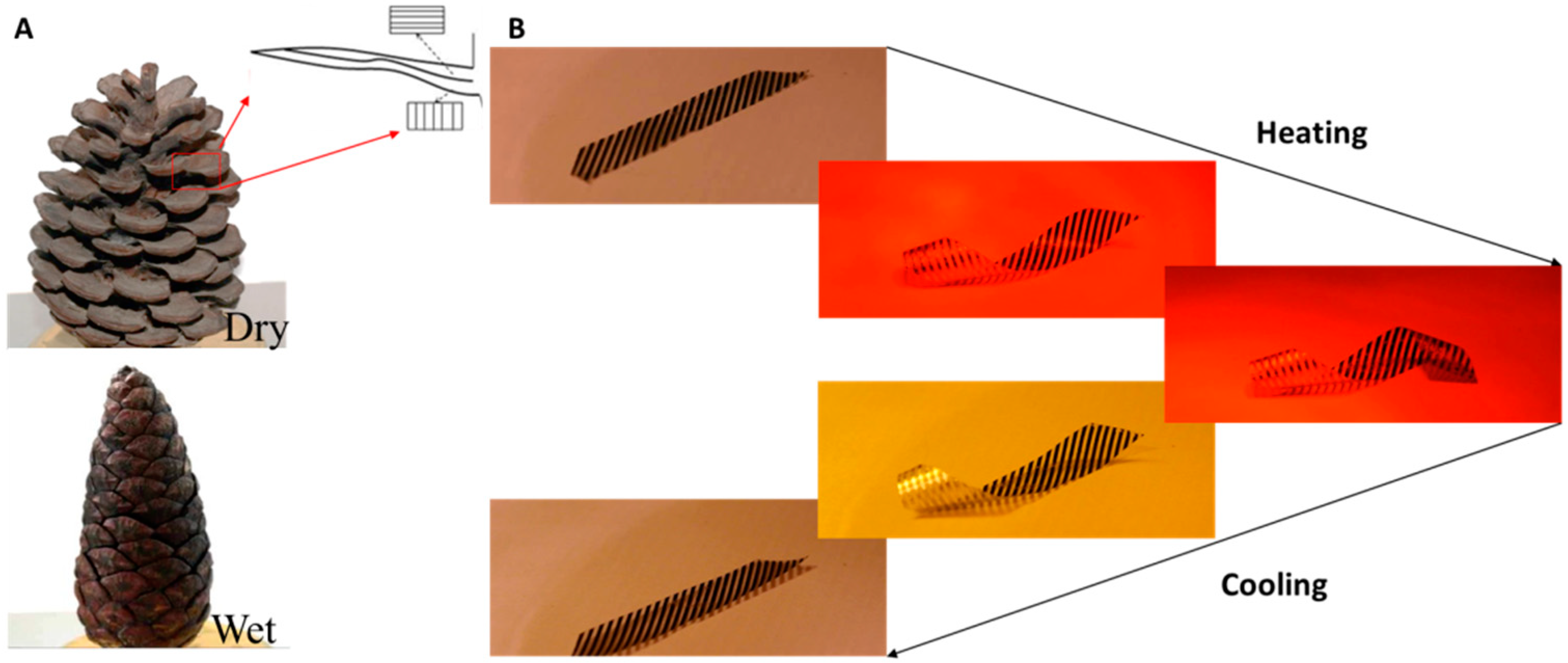
9]. The coefficients of hygroscopic expansion are the corresponding parameters characterizing such changes in the physical dimensions of the plants’ nonliving tissues. Pine cones drastically transform their shape using only their anisotropic structure and the mismatch of the coefficients of hygroscopic expansion [
1] (
Figure 1A). This simple mechanism leads to the bending of the scales, which consequently opens the cone. This system can be regarded as a hygrosensitive bilayer material [
1,
3].
The mechanistic behavior/transformation of the aforementioned nonliving tissues inspired various researchers and can be imitated through the use of multilayered fibrous anisotropic materials, anisotropic nanocomposites, pre-stressed sheets, and nanoreinforced multilayer hydrogels [
10,
11,
12,
13,
14,
15,
16,
17,
18]. The geometry of these materials can be transformed under humidity or temperature stimulus or both, whereas their initial and final shapes can be determined by the geometry, the homogeneous or nonhomogeneous nature of the materials’ structure, as well as the anisotropic nature of the different layers. Folding structures have been developed using shape-memory alloys (SMAs) in order to control their shape [
18]. Apart from the well-known SMAs and shape-memory polymers (SMPs), three-dimensional (3D) printed hydrogel architectures have been developed. The shape shift of the biomimetic four-dimensional (4D) printed materials is actuated through the anisotropic swelling behavior in water. Various parameters control the shape transformation of the material, such as the filament size, orientation, and interfilament spacing [
13]. Moreover, the swelling mechanism has been used to produce hygroscopic multilayer composites that control the orientation of microplatelets [
14]. Other researchers use layer-by-layer (LBL) techniques for the fabrication of polymeric multilayers that are capable of driving shape transformations in response to environmental humidity and temperature variations. In this case, a hydrophilic multilayer is stacked with a less responsive carbon nanotube layer. The differential swelling of the two LBL films results in reversible out-of-plane deformations [
11]. Moreover, complex flower structures have been developed from two-dimensional (2D) flat anisotropic polymeric sheets, whose shape-shifting behavior is enabled by the coefficient of thermal expansion (CTE) mismatch of the layers [
19]. Other, techniques use 3D printed layers under tension and control their shape through the glass transition temperature of the materials and the applied stress [
12]. Moreover, multilayer materials with anisotropic properties have been developed by the authors in order to actuate smart patterned surfaces to passively control the temperature of a body [
16].
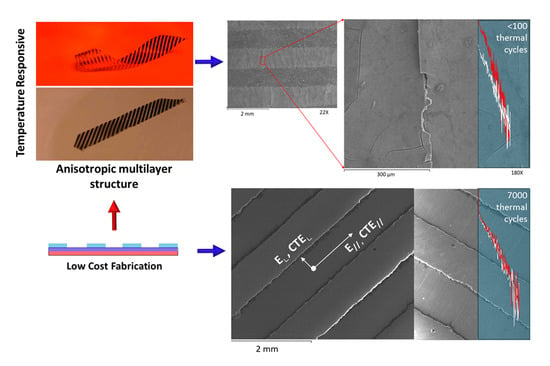
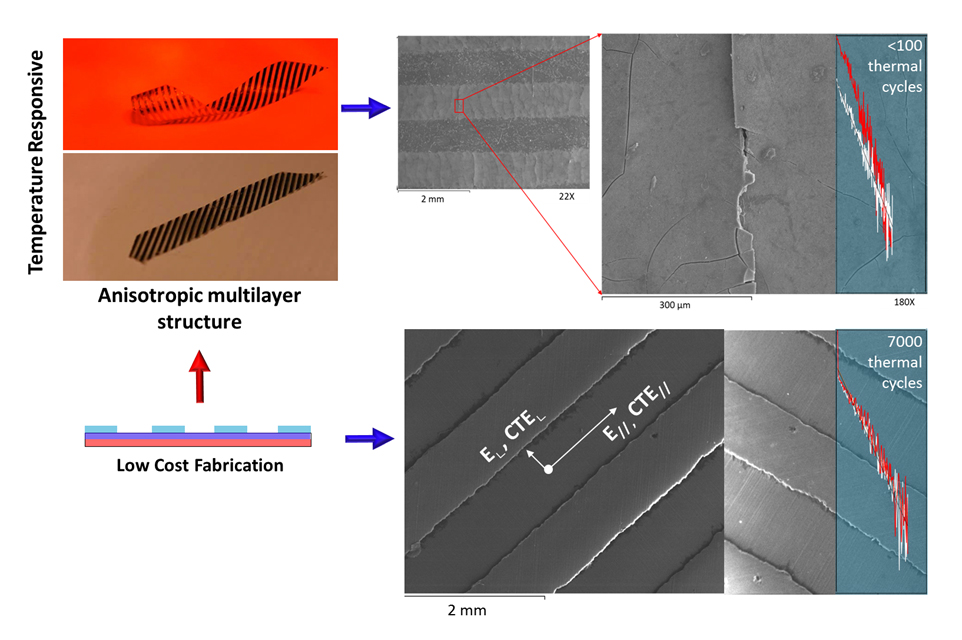
In this study, the deformation of the developed multilayer anisotropic materials is reversible and repeatable. The movements of these materials can be controlled by forming anisotropic homogenous metallic strips over an anisotropic thermoplastic layer. Owing to their large deformation, one of the most important parameters that affects their integrity is their performance under thermal fatigue conditions. The thermal fatigue performance is strongly related to the fabrication method. The proposed responsive multilayer anisotropic materials/films are able to passively react under temperature stimuli by transforming from 2D to 3D complex shapes. Here, we present a combination of low-cost fabrication processes for the development of anisotropic multilayer films in which a temperature change generates large deformations; this behavior is attributed to the mismatch in the CTE and to the anisotropic structure of the multilayer film, which causes the material transformation. Consequently, the thermal fatigue resistance of the developed materials regulates the potential of the material to be used in engineering applications. Three different anisotropic multilayer films with a different thickness and layer sequence were tested under thermal fatigue; we investigated the types of failure and crack formation using scanning electron microscopy (SEM). In addition, we present the fabrication process step by step, which yielded very good results regarding the thermal fatigue of the developed materials. A cold and hot rolling press, as well as etching techniques, have been employed in the fabrication process. These techniques are reliable and have been adopted for decades in the electronics industry. Furthermore, the layers of the multilayer responsive material consist of common and low-cost materials. For these reasons, we believe that the proposed fabrication methodology could be upscaled and be cost-effective.
2. Materials and Methods
2.1. Structure of the Material and Shape Transformation
The films consist of passive and responsive/active regions (black color) (
Figure 1B). The sensitivity of the film is related to the density of the strips, the CTE of the different materials, and the degree of the orientation of the polyethylene (PE). The high CTE mismatch between the polymeric layers and the metallic strips creates materials that are very sensitive to temperature and alter their shape drastically owing to the developed internal stresses and the anisotropic nature of the material. The deformable regions are very responsive to temperature, presenting extremely large deformations. The spatial distribution of these strips and their direction determine the shape of the film as a function of temperature. Therefore, the areal density of the strips, the thickness, and the thermo-mechanical properties of the various materials determine the entire geometry transformation, thus enabling their a priori design.
The multilayer structure of the film differs for each region; however, the following layers must be combined to achieve proper function: one anisotropic low-CTE layer (strips), one anisotropic high-CTE layer (oriented PE), and one layer of adhesive. Moreover, we can incorporate more layers in order to achieve higher deformation, better thermal fatigue performance, and durability.
Figure 1B shows the response of a film that has been designed to be transformed to a helix. In this case, the principal axes of the oriented PE and those of the aluminum strips coincide in a 45° direction. The maximum temperature is ≈55 °C.
Supplementary Videos S1, S2, and S3 show the transformation of the multilayer films with different anisotropic properties and geometries.
2.2. Fabrication Process
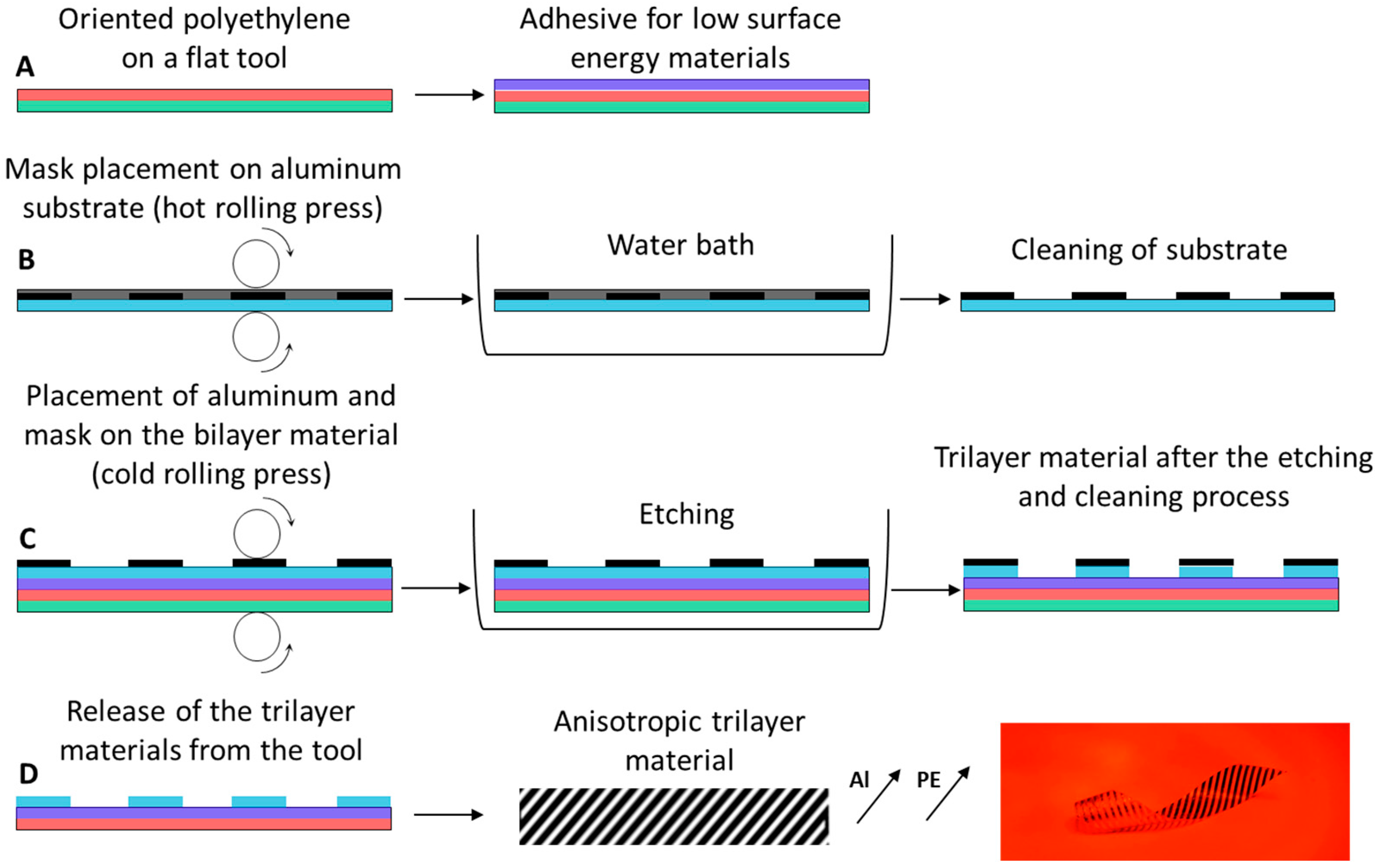
A two-component adhesive for low-surface energy plastics (methacrylate- and trimethylenediamine based resins (NEOTEX S.A., Greece) were used and applied on the oriented PE (
Figure 2A). It should be mentioned that any adhesive for low-surface energy plastics can be used. The mask was attached over an aluminum film under pressure using a hot rolling press (PEAK PP330, PEAK, UK) at 180 °C in order to form the strips in the desired directions (
Figure 2B).
The substrate of the mask was removed in a water bath and (
Figure 2B) the masked aluminum film was pressed together with the bilayer material using a cold rolling press (
Figure 2C). Then, the aluminum strips were formed by employing a chemical etching technique using a ferric chloride solution at 40 °C for <20 min. The fabricated multilayer materials were cleaned using water and acetone ≥99.5% (
Figure 2C,D). The multilayer film was removed from the flat aluminum tool (
Figure 2D). The fabrication process comprises low-cost manufacturing techniques, and different thermoplastic and metallic materials can be used.
2.3. Developed and Tested Anisotropic Multilayer Films
The sequence of the anisotropic layers and the strips of the passive and responsive/active regions that were used are shown in
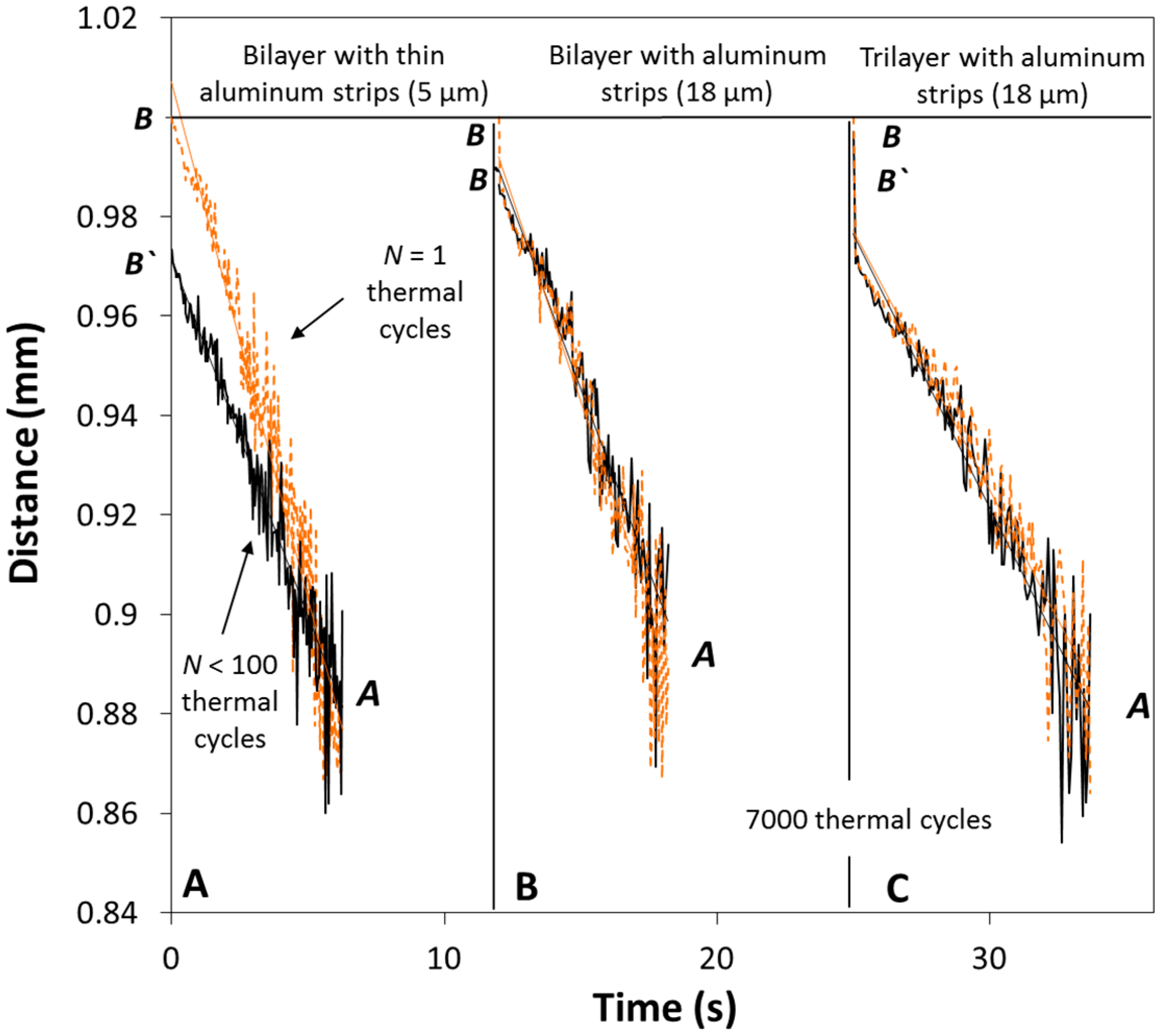
Figure 3. Three different films were developed and tested. The first multilayer material consists of aluminum strips (thickness ≈ 5 μm) over a bilayer material (41 μm oriented PE and adhesive) (
Figure 3A). The second multilayer film consists of aluminum strips (thickness = 18 μm) over the same bilayer material (
Figure 3B). The third multilayer material consists of aluminium strips (thickness = 18 μm) over a trilayer material (41 μm PE, adhesive, 18 μm aluminum film) (
Figure 3C).
The multilayer materials were tested under thermal cycling fatigue; we measured their deflection at the beginning of the test and after N thermal cycles. The failure modes were examined using a JEOL 6300 scanning electron microscope (JEOL, USA).
2.4. Thermal Cycling Measurement Setup
The scope of this experimental procedure is to evaluate the performance of the bioinspired film under accelerated thermal fatigue. An experimental setup was developed to study the degradation of the mechanical properties and the shape-shifting of the film. During the transformation of the material, any degradation in the polymeric layers would result in a different shape. Moreover, any failure of the layers or any interlaminar failure between the strips and the substrate (PE) would result in the shape-shifting of the film.
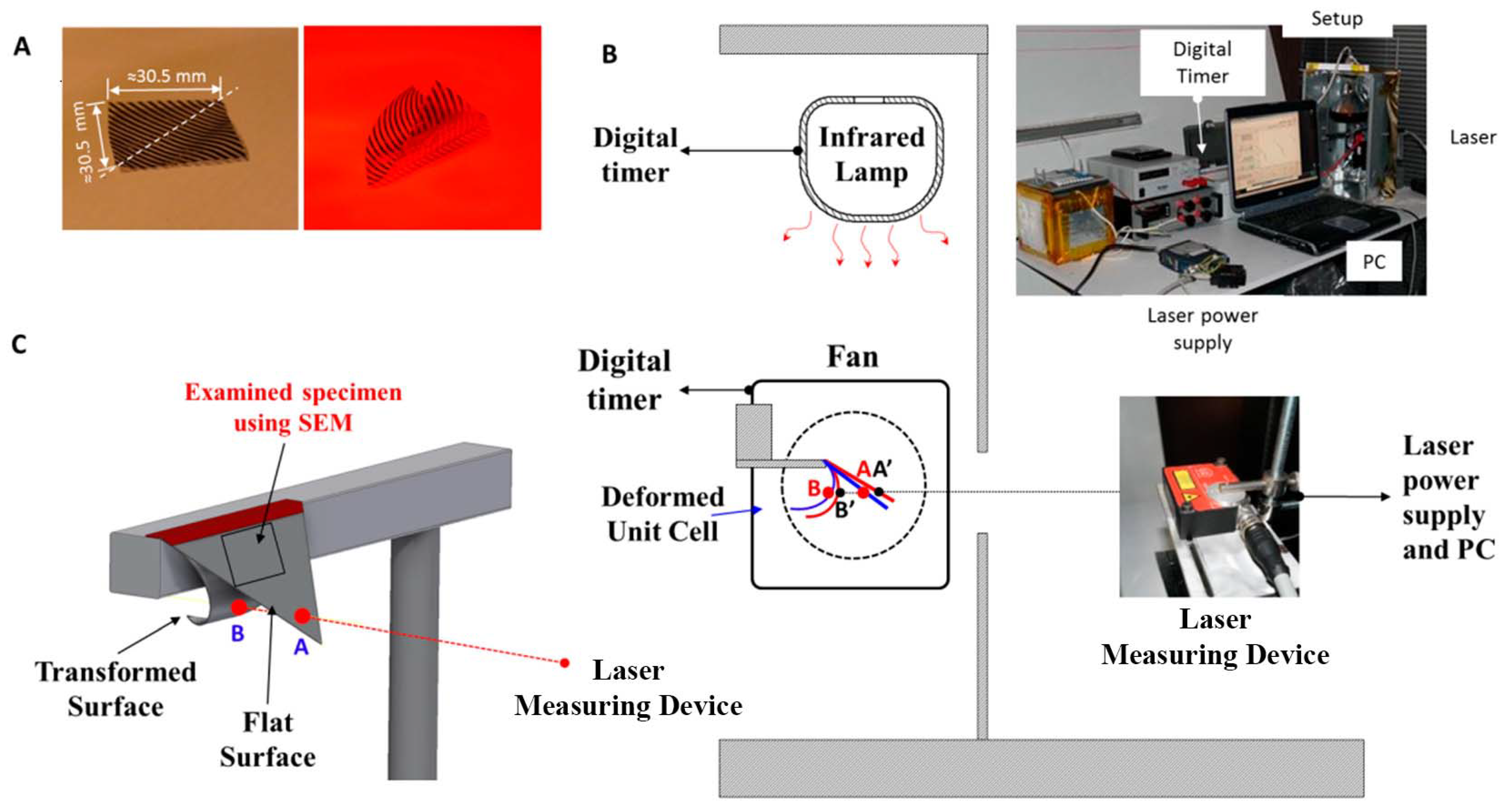
We fabricated three different multilayer materials with dimensions (30.5 mm × 30.5 mm) (
Figure 4A). We cut the film in half (from one corner to the other). The first half was the healthy material and the other half was tested under thermal cycling. The multilayer material can be cut without damages using sharp scissors or a roller cutter. Each triangular specimen was placed between two plastic strips (sandwich structure).
The experimental setup (
Figure 4B) consisted of an infrared (IR) lamp (Philips BR125 IR 250 W, E27, 230–250 V), a fan, a digital timer and counter, a power supply, a laser measuring device (Micro-Epsilon CS3, Micro-Epsilon, USA), a reflector curtain, and the tested anisotropic multilayer film (
Figure 4A). The digital timer controlled the operation time of the IR lamp and that of the fan. The IR lamp heated the film until it reached its final transformation position. Immediately after the heating phase, the film was cooled using a fan as a cooler, and it returned to its initial position. A laser measuring device was continuously recording the distance between point A and point B (
Figure 4B,C) during the cooling phase. A black mat spray was applied at the edge of the specimen (near point A) in order to record the measured distance as accurately as possible. The black spray forms a mat surface that minimizes the reflections of the laser beam. Any change in the recorded distance during cooling or any change in the measured distance of the initial position (A) or final position (B) would indicate that the mechanical properties of the multilayer material have been degraded or that a failure has occurred.
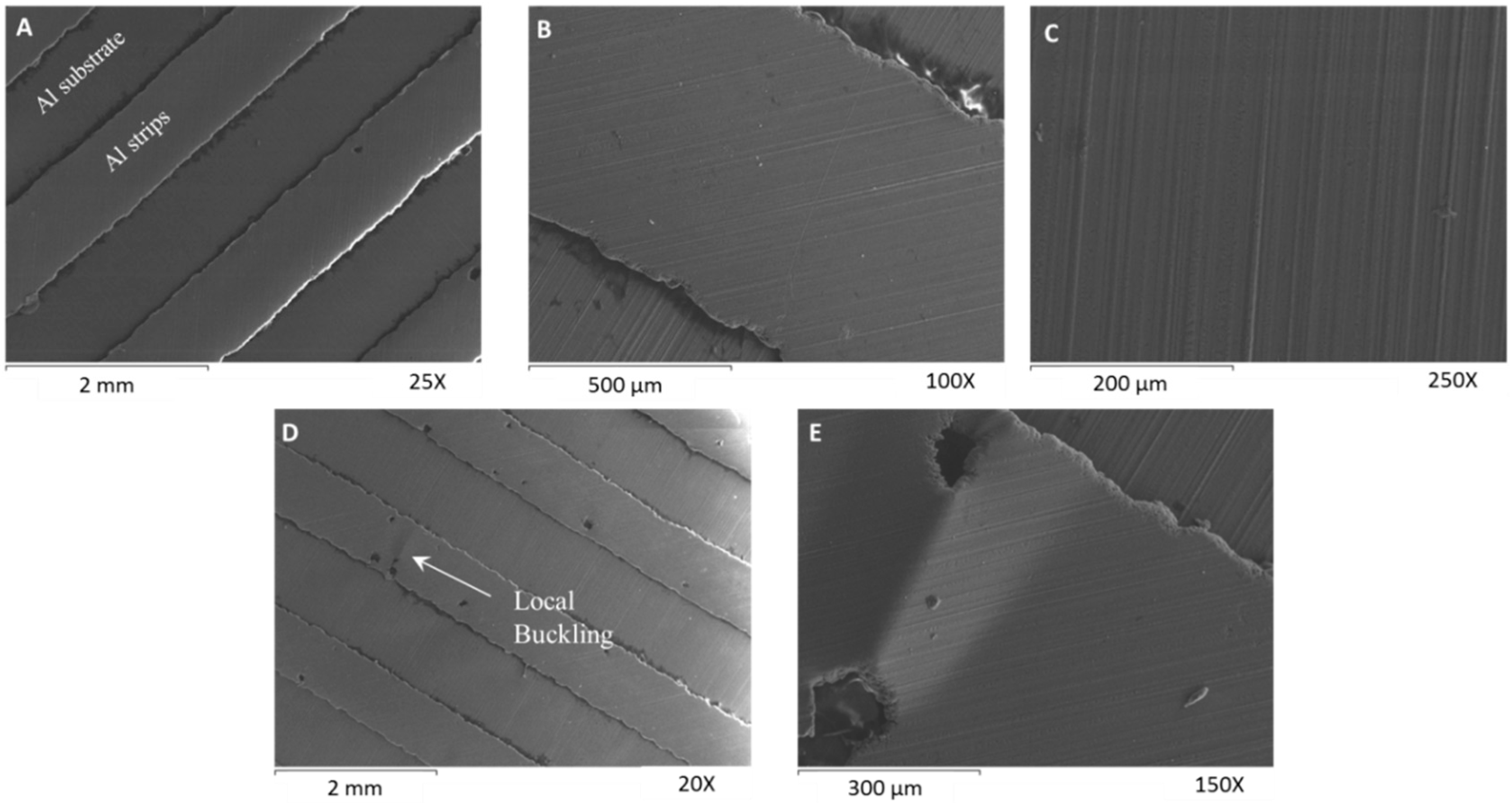
We cut smaller specimens (≈11 mm × 11 mm) and we scanned their entire surface using SEM of both the healthy and the fatigued multilayer materials, (detail of
Figure 4C). The three pairs of specimens were examined through SEM.
4. Conclusions
Nonliving tissues drastically alter their geometry using only their multilayer and anisotropic structure. Similarly, complex movements and large deformations in response to a stimulus can be realized using common/commercial multilayer materials. The shape-shifting of the material can be triggered by temperature stimuli. The spatial distribution of the strips on the PE surface determines the manner in which they transform their structure. By controlling the direction and the distribution of the strips, we can design a material that can form a circle, a helix or more complex shapes.
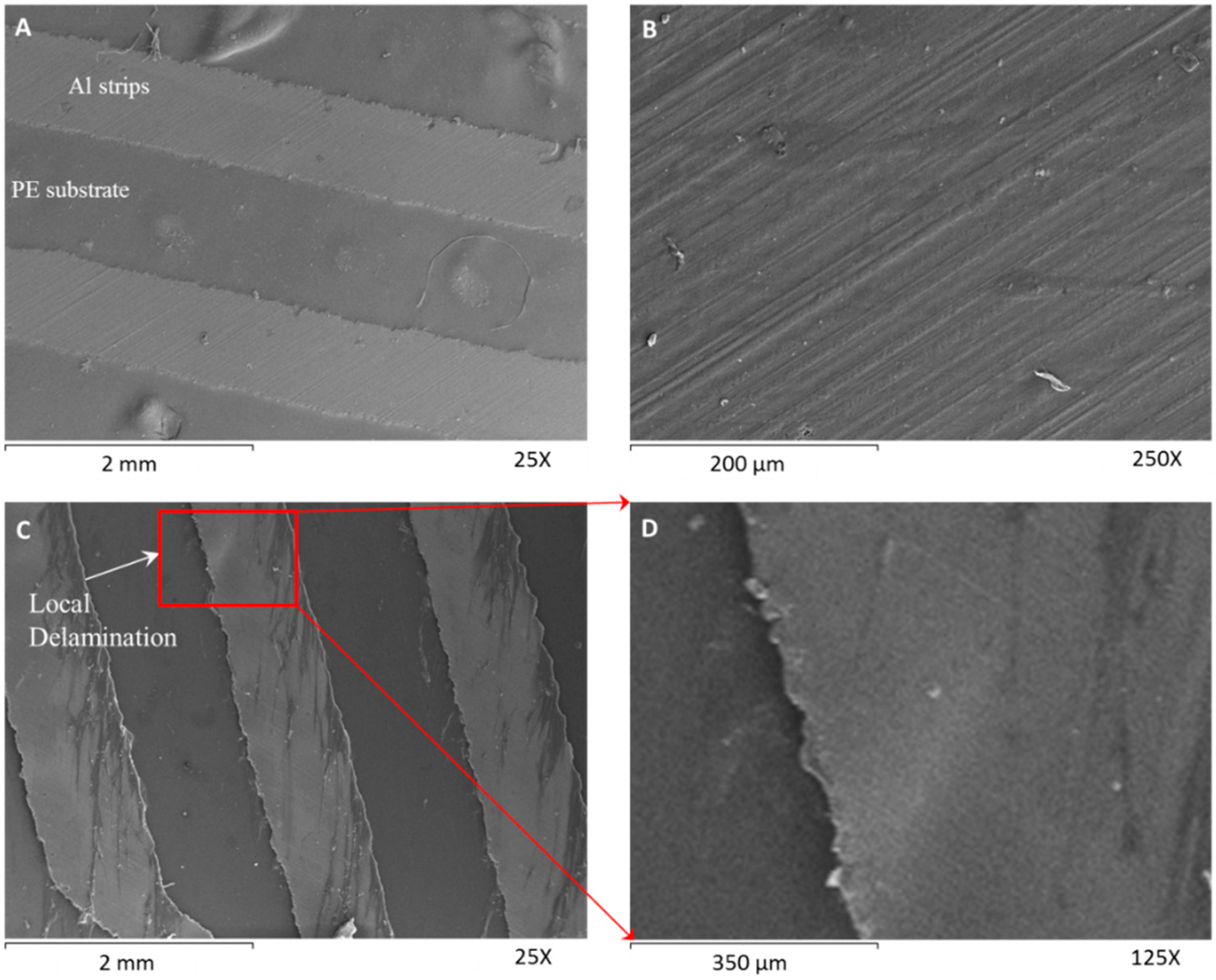
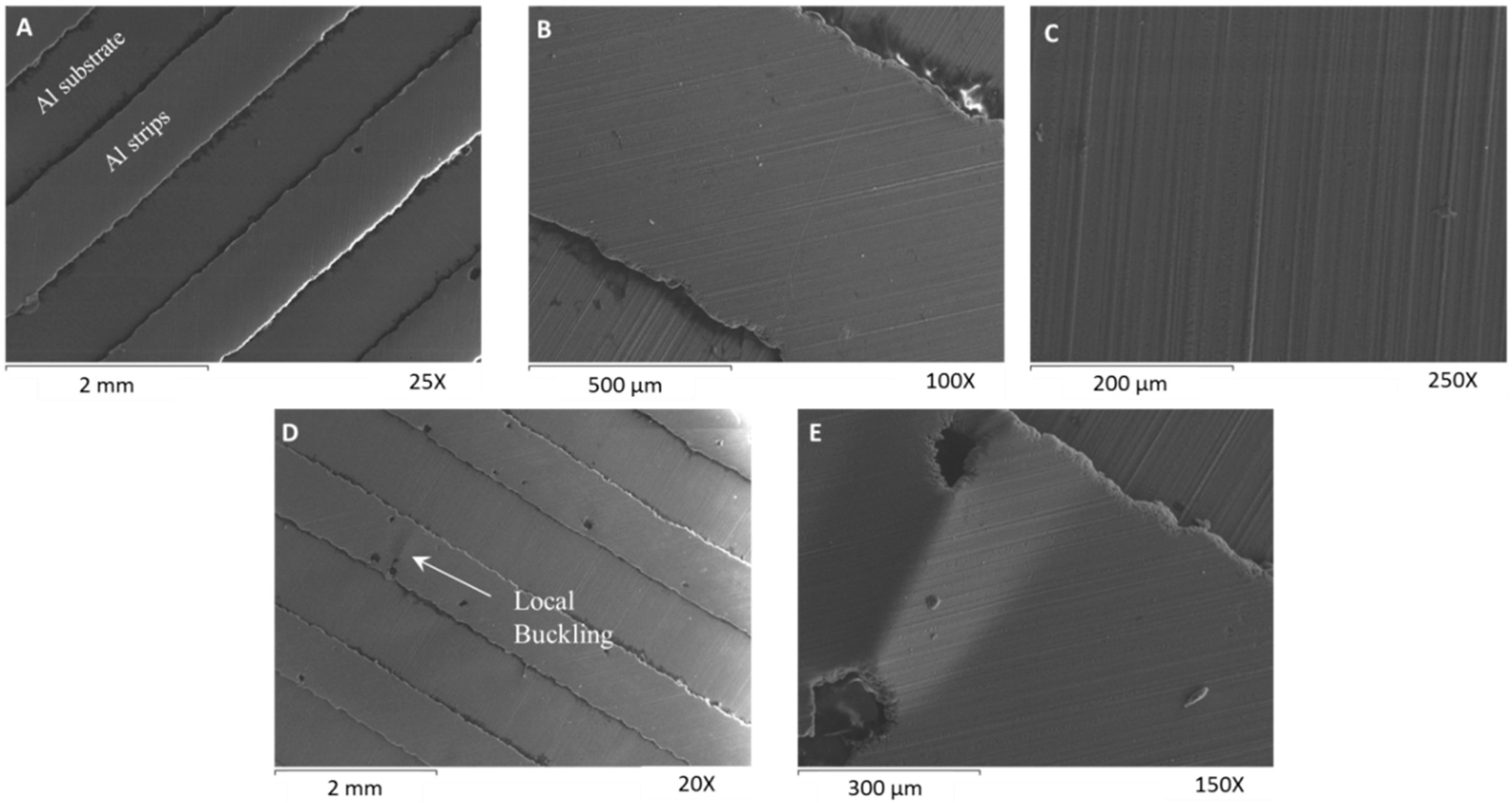
The resistance of these bioinspired films in thermal cycling is strongly related to the thickness of the strip and the type of the substrate. Very thin aluminum strips cannot withstand the excessive thermal fatigue owing to the compression forces. Small imperfections and poor adhesion initiate small delaminations and buckling failures after a few thermal cycles. In contrast, thicker aluminum strips show excellent resistance to thermal fatigue after a few thousand thermal cycles. This fabrication process may become upscaled because (i) the multilayer material consists of common thermoplastic materials, and (ii) the hot and cold rolling pressing techniques, as well as the etching techniques, are used in large industries and may lead to the fabrication of inexpensive responsive materials in the building sector [
23,
24], sensors, robotics [
12], light control [
23,
24], passive thermal control in space applications [
16], and additive manufacturing.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}