1. Introduction
Sewage pipes are essential to the effective and secure transportation of wastewater from residences, workplaces, and industry to treatment facilities. These subterranean pipe networks are essential for maintaining appropriate sewage disposal and avoiding contaminated water sources, protecting public health. However, these pipes may deteriorate due to age, corrosion, ground changes, and greater consumption, which could cause leaks, clogs, and structural failures. Numerous researchers have studied mechanical loading and the chemical environment. Since civil constructions are frequently exposed to moisture over their lifetime, it is imperative to comprehend how water affects GFRP composites. In tubular rings, moisture dispersion was found to be slower than in coupons by Ellyin et al. [
1]; however, once penetration was achieved, moisture quickly permeated the resin, leading to deterioration [
2]. To overcome these difficulties, sewage pipeline rehabilitation has become increasingly important. This is carried out by restoring hydraulic efficiency, structural integrity, and functioning using cutting-edge methods and technology.
A wide range of tasks are included in the rehabilitation process, such as relining, cleaning, repair, and inspection. The condition of the pipeline is assessed using inspection techniques like robotic equipment and closed-circuit television (CCTV) cameras. Cleaning techniques that remove sediment and blockages, such as hydro-jetting and mechanical scraping, restore flow capacity. In comparison with conventional replacement techniques, this strategy offers financial savings, lessens the impact on the environment, and minimizes disturbances to communities.
Buried pipes undergo stress by backfill loads and, in the event of a pressure main, by internal pressure [
3]. Extended exposure to these kinds of in-service pressures can lead to structural deterioration that necessitates regular maintenance, particularly in older sewage pipelines. Ibrahim Y. Hakeem et al. [
4] investigated the crashworthiness characteristics of Glass reinforced plastic (GRP) pipes by analyzing how the winding angle of fibers and the thickness of the tube wall influence energy absorption in quasi-static compression tests. The study showed a gradual failure pattern in specimens with [±90] orientation across various layer configurations. Among these, the [±90]
3 specimen, with three layers, demonstrated superior performance in both load-carrying capacity and energy absorption. The GRP pipe’s large size and irregular shape make typical non-disruptive techniques of restoration difficult. Because they are resistant to corrosion from various kinds of chemicals, composite pipes, such as GFRP or fiber-reinforced polymer (FRP) pipes, are recommended as the perfect alternative for sewer rehabilitation [
5]. With a life expectancy of more than a century, GFRPs are lightweight in comparison to most other materials. The greater chemical resistance of GFRPs in comparison to traditional steel and concrete pipes is another significant benefit [
6]. Hybrid composites are predominantly becoming common for underground construction industry due to their enhanced strength and bespoke engineering advantages. Emrah Madenci et al. [
7] studied the buckling characteristics of FRP composites with the incorporation of carbon nanotubes (CNTs). The experimental results indicated that the inclusion of 0.3% CNTs improved the composite’s buckling resistance. Furthermore, it is noteworthy that the average load-carrying capacity under the clamped–clamped boundary condition was 268% higher in the CNT samples and 282% higher in the neat samples compared to the simple–simple condition. Pultruded GFRP composites are favored in civil engineering for their lightness, corrosion resistance, and strength. Y.O. Özkılıç et al. [
8] explored the behavior of pultruded GFRP in reinforced concrete beams, emphasizing stirrup spacing. Eight beams, including one reference and seven hybrids with varied stirrup spacings, were tested under four-point loading. Wrapping hybrid beams with GFRP composites increased load and energy capacities, preventing brittle failure, suggesting a need to strengthen unidirectional pultruded profiles with 90° GFRP wrapping for ductile behavior.
One of the key challenges with using GFRP composites in civil structures is how exposure to chemicals and water affects the materials’ longevity. Moreover, it is equally crucial to study how alkali affects the durability of GFRP composites, given the high alkaline nature of concrete. Composite pipes retain their structural integrity and functionality in corrosive conditions in contrast to metal pipes, which can corrode when exposed to hostile substances. Composite pipes can tolerate a variety of chemicals by tailoring the reinforcement materials and resin matrix, increasing their longevity and lowering maintenance and replacement costs. Chemical-resistant composite pipes are ideal for a variety of industries, such as water management and chemical processing, since they guard against contamination and preserve the purity of fluids being conveyed. Additionally, the flexibility, efficiency of installation, resistance to corrosion, lifespan, structural integrity, and sustainability of GFRP pipes make them extremely beneficial [
5,
6]. Because of its segmented form, less excavation and disruption are required when adjusting and customizing it to different sewer geometries. Their ability to withstand corrosion guarantees long-term durability and reduces maintenance requirements. Furthermore, because they are lightweight, they produce less waste and emit less carbon emissions, supporting environmental sustainability. As a result, sewage pipeline restoration is crucial to preserving public health and avoiding environmental contamination. Most importantly, GFRP pipes are an affordable and sustainable option that provide chemical resistance, structural integrity, and longevity. These qualities make them ideal for a range of industrial uses and guarantee the secure and effective transportation of chemicals.
Over the past twenty years, a comprehensive analysis of GFRP composites’ durability with respect to their application in civil infrastructure has been conducted. Referencing [
9,
10], the results of these studies have been carefully combined. Understanding how environmental elements including moisture, alkali, chloride, temperature swings, and wetting–drying cycles affect GFRP composites has been the main area of focus. The way in which these environmental factors affect the tensile and bond properties of GFRP composites is of particular significance.
The California Greenbook [
11] for sewage rehabilitation and Australian standard AS 3572.2 [
12] have created a chemical resistance guide to assist engineers in selecting the different chemical environments in which the samples should be exposed to during weight loss and tensile testing. Similar studies on strain corrosion are available in the literature for unitary pipes [
13,
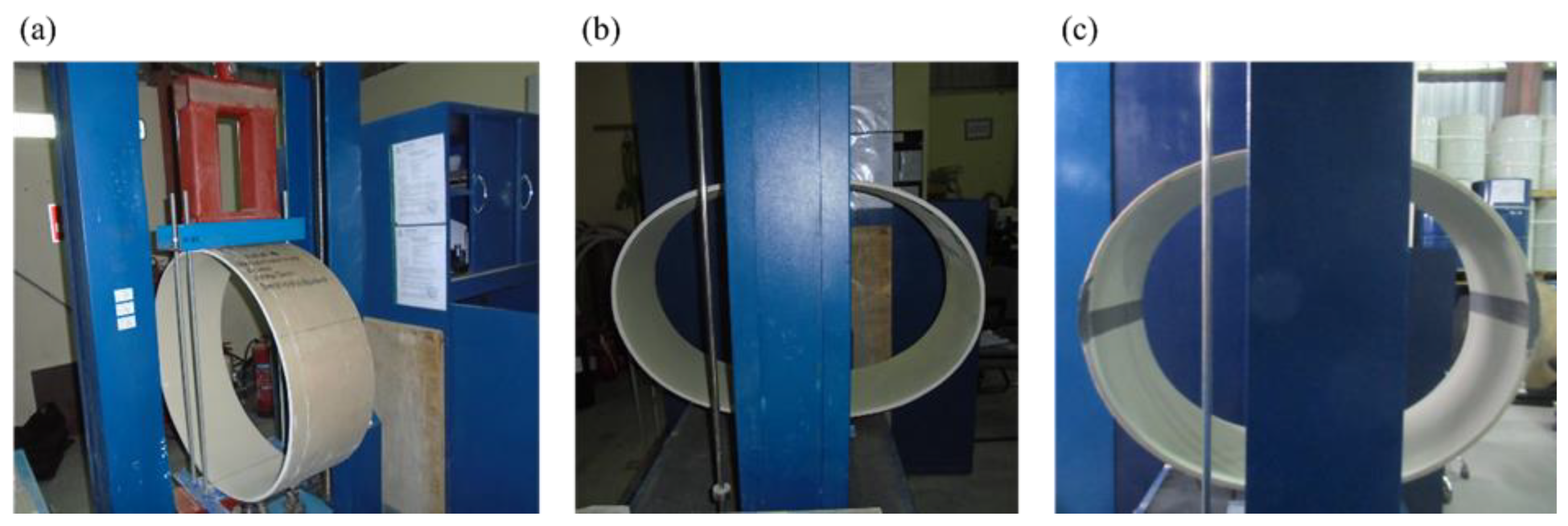
14], but to best of our knowledge, strain corrosion study for multi-piece pipes is not yet available. In the current work, a comparative strain corrosion test [
15] was performed to study the deterioration of a life-size pipe over time for a unitary and a two-piece pipe. The inside of the pipe surface was exposed to sulfuric acid for 10,000 h. Following chemical exposure, one pipe from each of the unitary and two-piece pipe configurations was selected for an apparent hoop tensile test [
16] to assess the strength change in the pipe samples before and after exposure. The proposed multi-piece approach not only aims to improve the long-term chemical resistance of sandwich GFRP pipes when compared to unitary pipes, but it also makes it more sustainable by lowering shipping costs and recycling fiberglass waste as reinforcement.
3. Results and Discussion
The uniaxial lateral compression test performed on the dry ring for both unitary and two-pieces showed a 25.5% and 24.5% deformation at break, respectively, with a short-term strain of 1.70% and 1.26%, respectively. A study conducted by Farshad et al. [
19] for a unitary GRP pipe revealed a 23.4% deformation at break, and the bending strain datum for a short-term maximum strain in the acid environment was about 2.1%. Under the influence of constant diametric deflection and sulfuric acid, the maximum strain reduced to about 0.5% after 1000 h.
In our study, the strain corrosion experimental investigation explores the chemical resistance and performance characteristics of GFRP pipes, focusing on the distinction between unitary and two-piece pipe designs. The primary objective was to extrapolate the recorded data toward predicting the behavior of these pipes over a 50-year period, emphasizing two key parameters, namely, failure strain % and long-term bending stress.
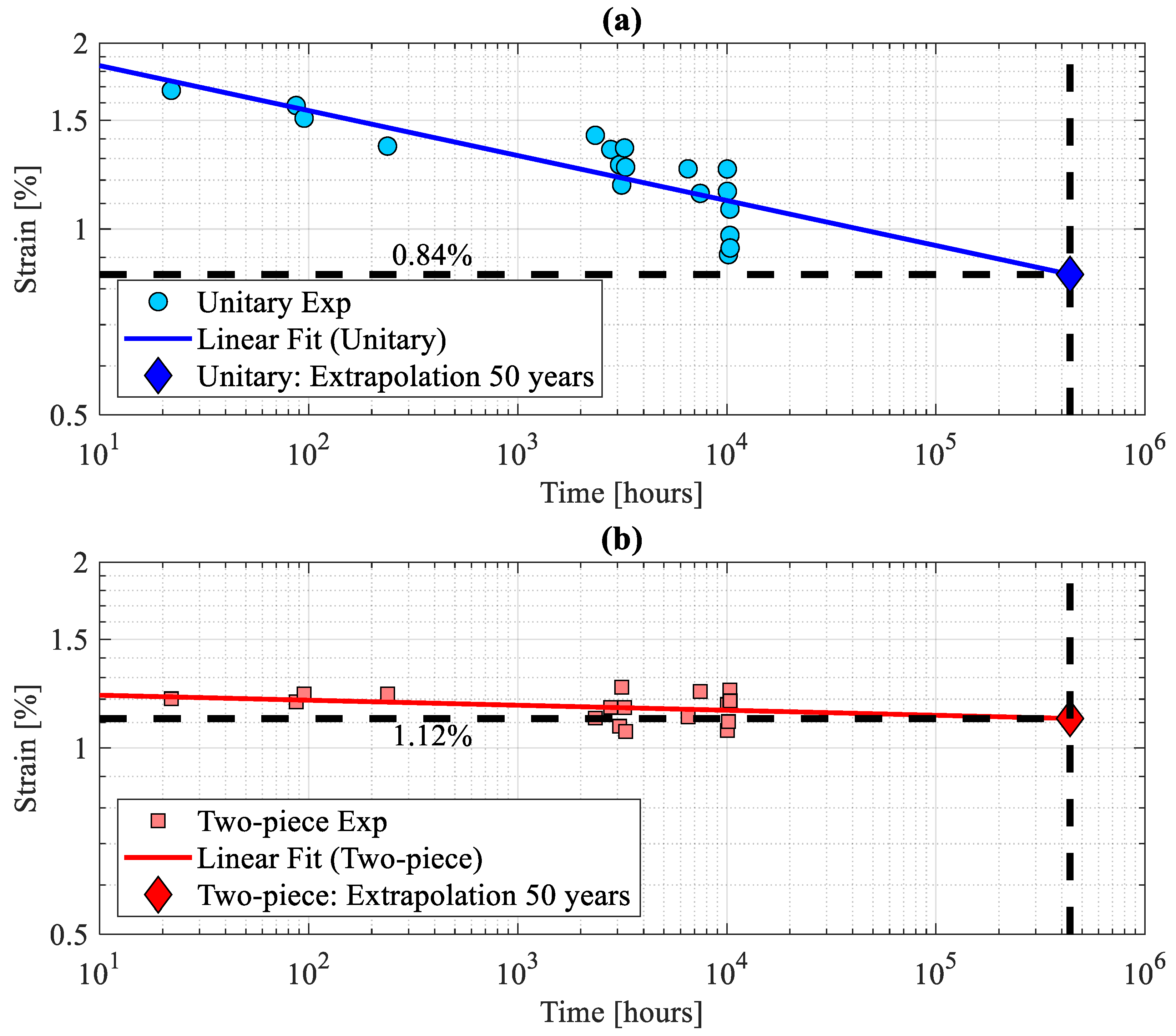
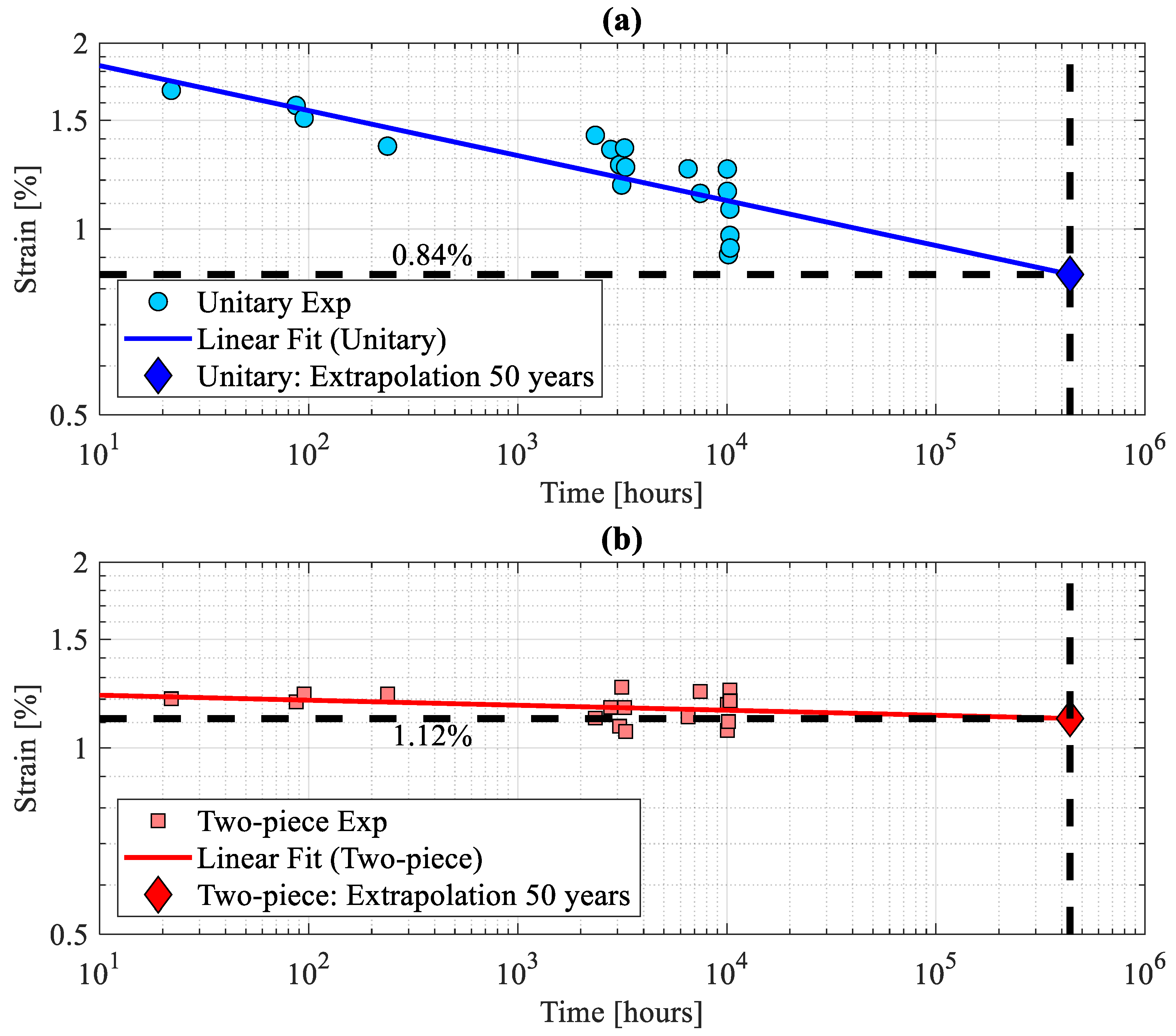
Under the influence of constant diametric deflection and sulfuric acid, the maximum strain for unitary and two-piece rings reduced to about 1.31% and 1.17%, respectively, after 1000 h. Hence, according to these results, a deformation capacity reduction of about 22.8% and 7.2% less than the short-term deformation of dry rings was reached for unitary and two-piece rings, respectively, after 1000 h. The long-term results of the strain corrosion test are illustrated in
Figure 4a,b on a logarithmic scale, depicting the failure strain versus time data for the unitary and two-piece pipe, respectively. The regression fit reveals a failure strain of 0.84% at 50 years (438,000 h). In contrast, the two-piece GFRP pipe displays a notably higher failure strain of 1.12% under the same conditions, as shown in
Figure 4a, signifying its superior resilience when exposed to prolonged periods of sulfuric acid. The expected failure times are equally distributed with four failures before 1000 h, six failures in between 1000 and 6000 h, and eight failures after more than 6000 h. There were 5–6 samples that did not fail even after exposure for 10,000 h, and these samples were considered failed as per the guidelines in ISO 10952 [
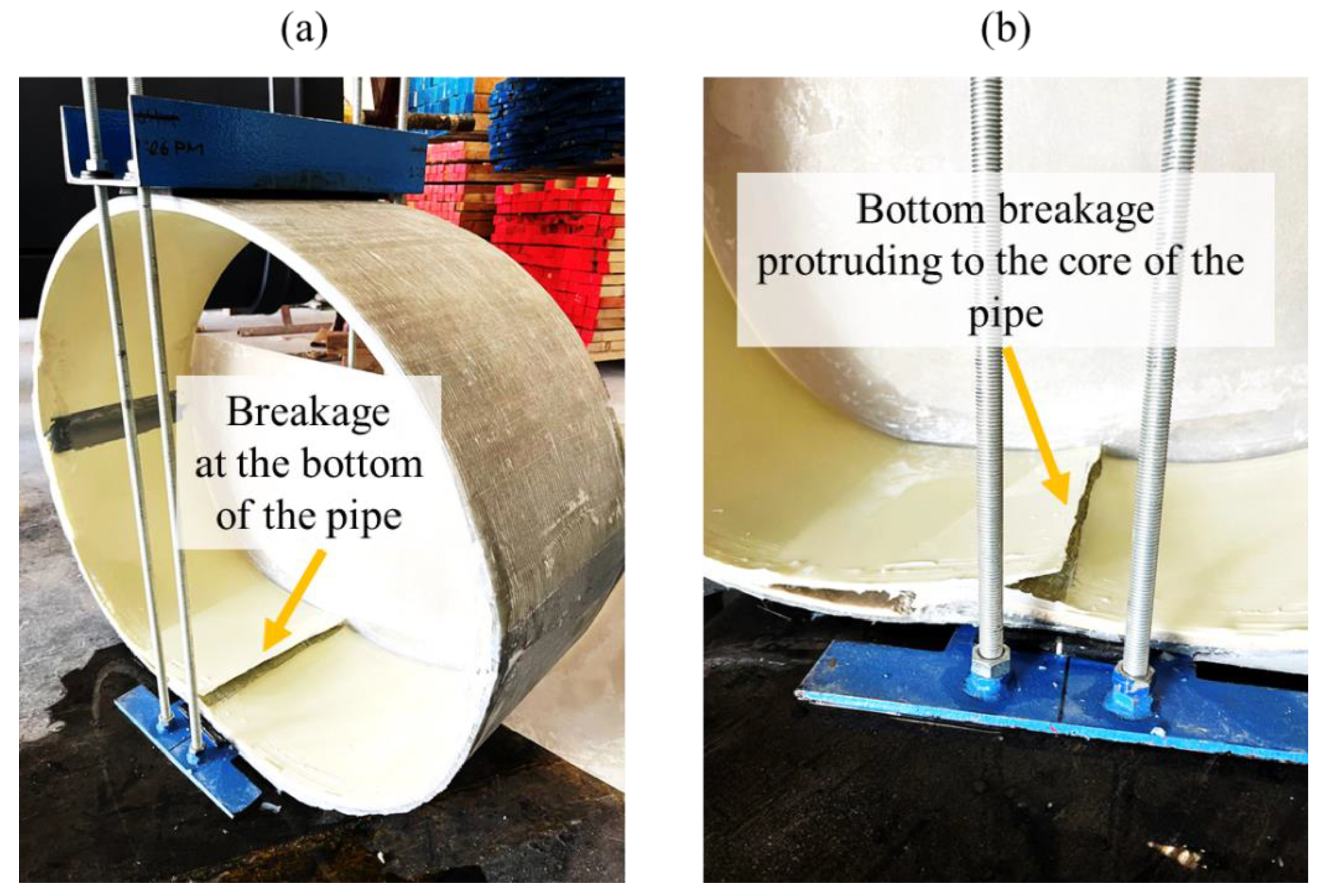
15]. The bottom section of the pipe breakage was observed for both unitary and two-piece rings. A common form of damage is the initiation and spread of cracks along the interface between the matrix and fibers. This occurrence results from the combined impact of stress and exposure to a corrosive atmosphere, causing the deterioration of the resin matrix and subsequent weakening of the composite structure. Moreover, delamination, characterized by the separation of layers within the pipe’s wall, can manifest, particularly in regions of stress concentration.
The TGJ of the two-piece pipe remained intact even during failure. To analyze the experimental strain corrosion data, a regression analysis was performed as per the recommendation given in ISO 10928:2016 [
20]. Such an extrapolation typically extends the trend from data obtained over 10,000 h to estimate stress and/or strain after 50 years, which is the maximum extrapolation time. The independent variable is the logarithmic of time to failure, whereas the dependent variable is the anticipated value (stress or strain). During the regression analysis, a logarithmic linear curve was fitted to the strain vs. time-to-failure data. The coefficient of
represents the rate of degradation owing to chemical exposure. A larger absolute value for this coefficient indicates more deterioration. For unitary rings, the following mathematical Equations (1) and (2) between the strain
and time to failure (in hours) was obtained.
Similarly, for the two-piece pipe, the following mathematical Equation (6) between the strain
and time to failure (in hours) was obtained.
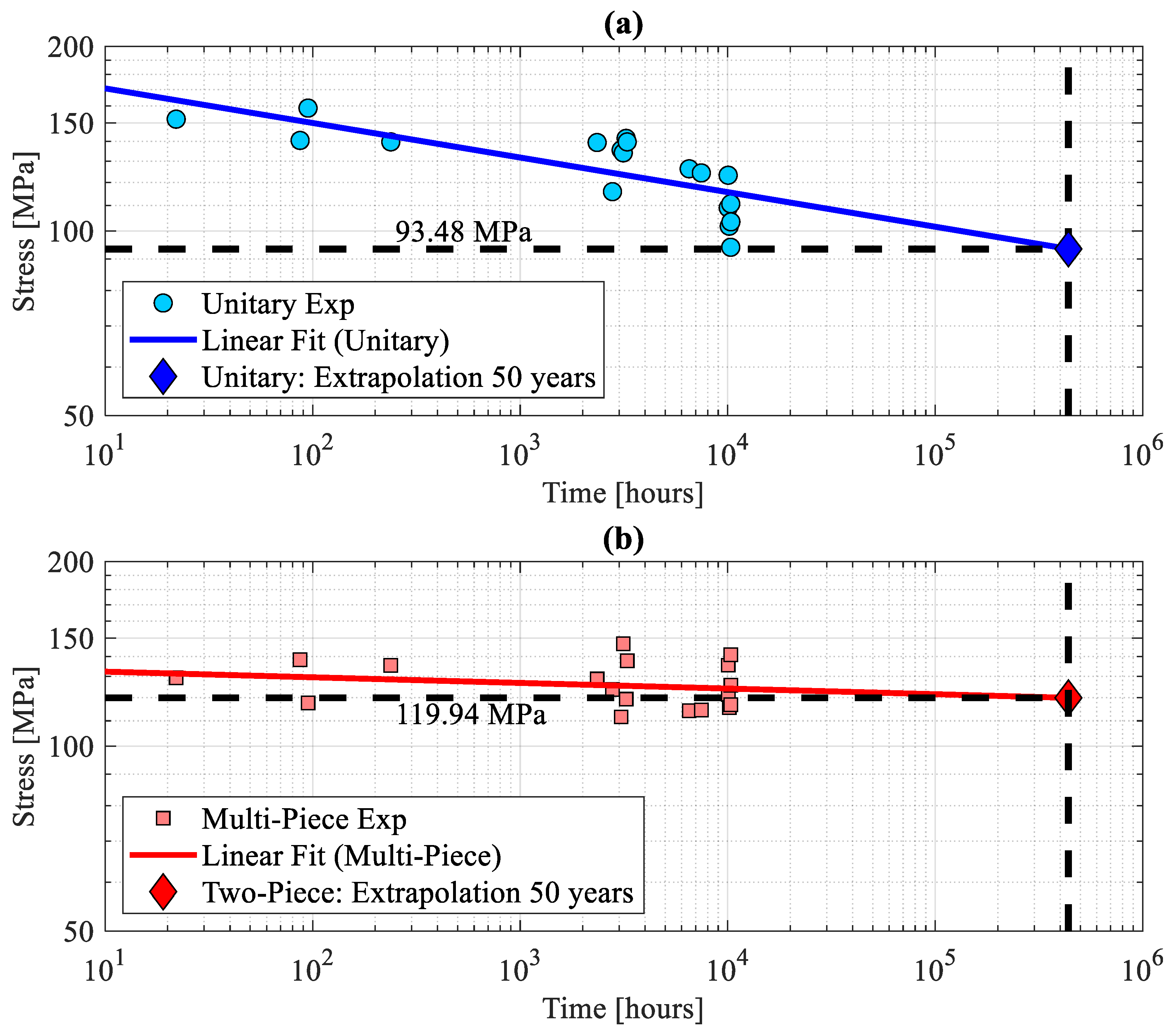
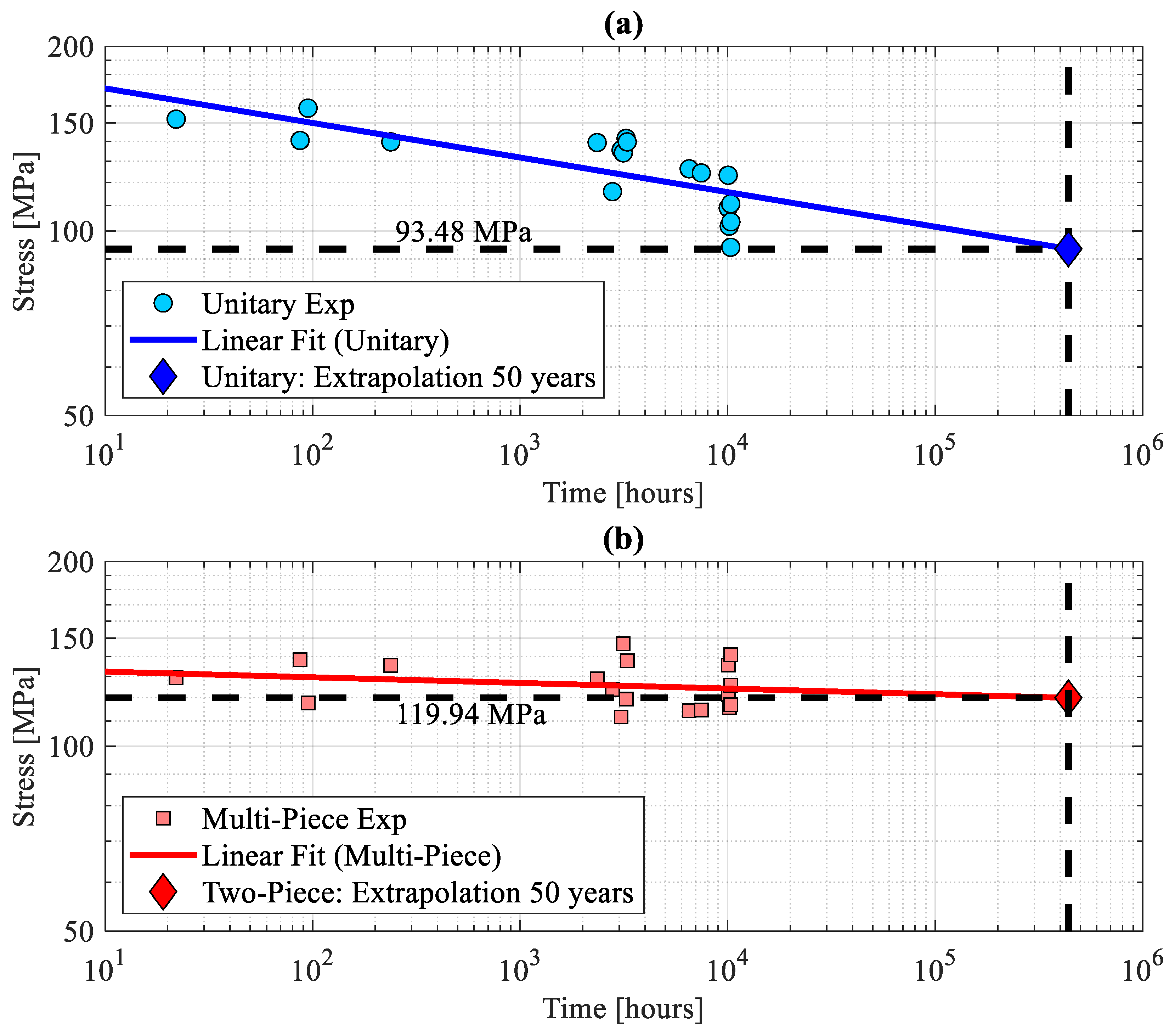
Furthermore, the long-term bending stress was assessed, with the unitary pipe reaching 93.48 MPa at the 50-year mark. In contrast, the two-piece GFRP pipe exhibited a significantly higher long-term bending stress of 119.94 MPa at the 50-year mark, as indicated in
Figure 5a, b. This outcome indicates a greater structural integrity and load-carrying capacity of the two-piece pipe over extended timeframes. For unitary rings, the following mathematical Equations (3) and (4) between the long-term bending stress
and time to failure (in hours) was obtained.
Similarly, for the two-piece pipe, the following mathematical Equation (8) between the long-term bending stress
and time to failure (in hours) was obtained.
In our previous study, it was demonstrated that the stiffness of the pipe with any shape and size increases with the introduction of TGJ on the pipe body [
21]. In
Figure 4 and
Figure 5, it is noticeable that the graph depicting the unitary ring undergoes a sharp decline over a prolonged period. This drop might be attributed to the presence of the uniform L4 layer. This layer, comprising blended sand, imparts greater flexibility but reduces stress resistance in the GFRP. Consequently, an inconsistency becomes apparent in the graph over an extended timeframe. Conversely, a diminished decline in stress and strain is observed in a pipe subjected to prolonged deflection in the case of a two-piece pipe ring. The improved TGJ of the two-piece facilitates stress distribution in areas where the pipe requires more load for deflection. This mechanical response is a result of the heightened load-carrying capacity of the pipe. Further support for this claim comes from the results of the apparent hoop tensile strength test, revealing that two-piece rings exhibit greater resistance to breakage compared to unitary rings after exposure to sulfuric acid.
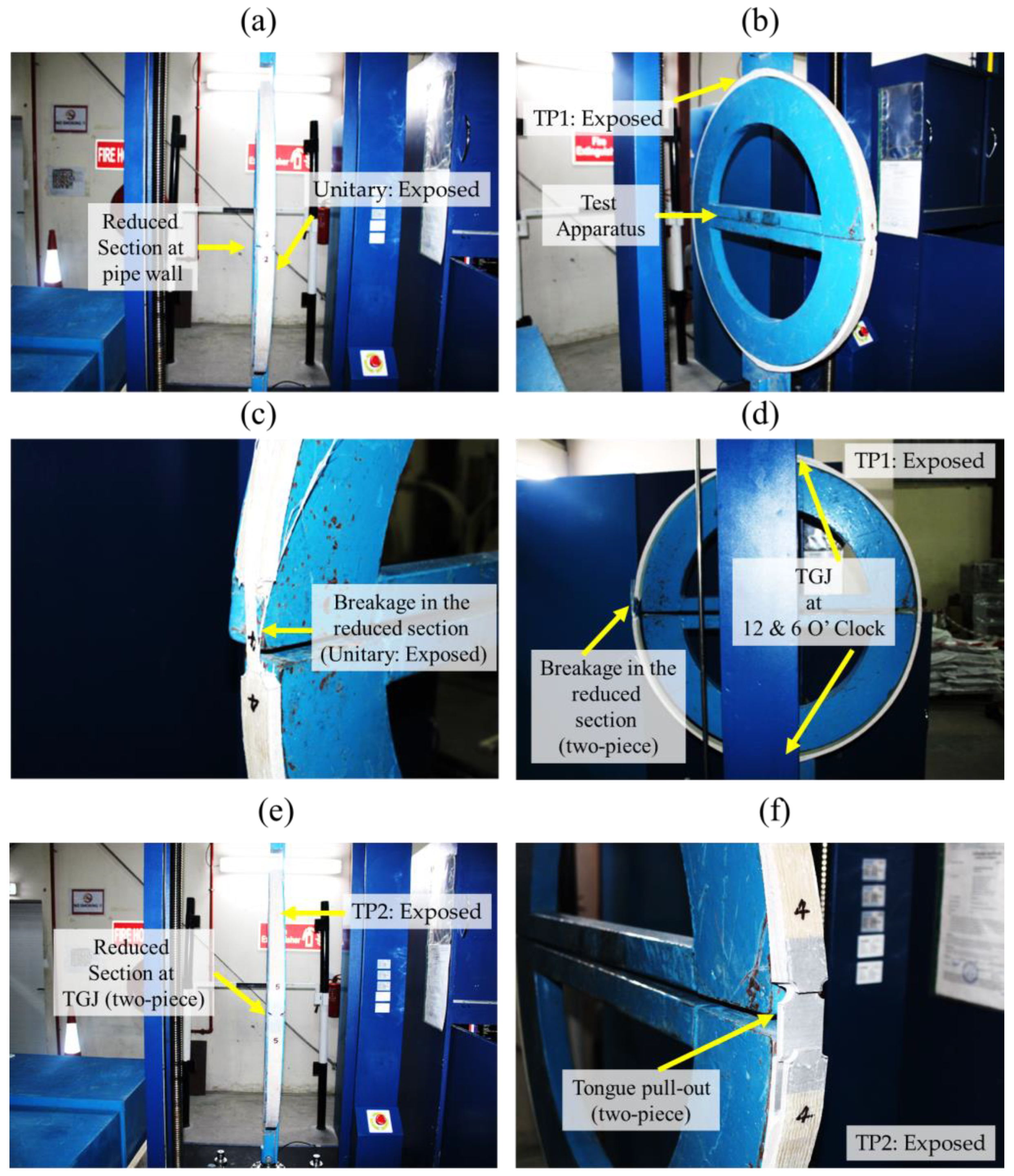
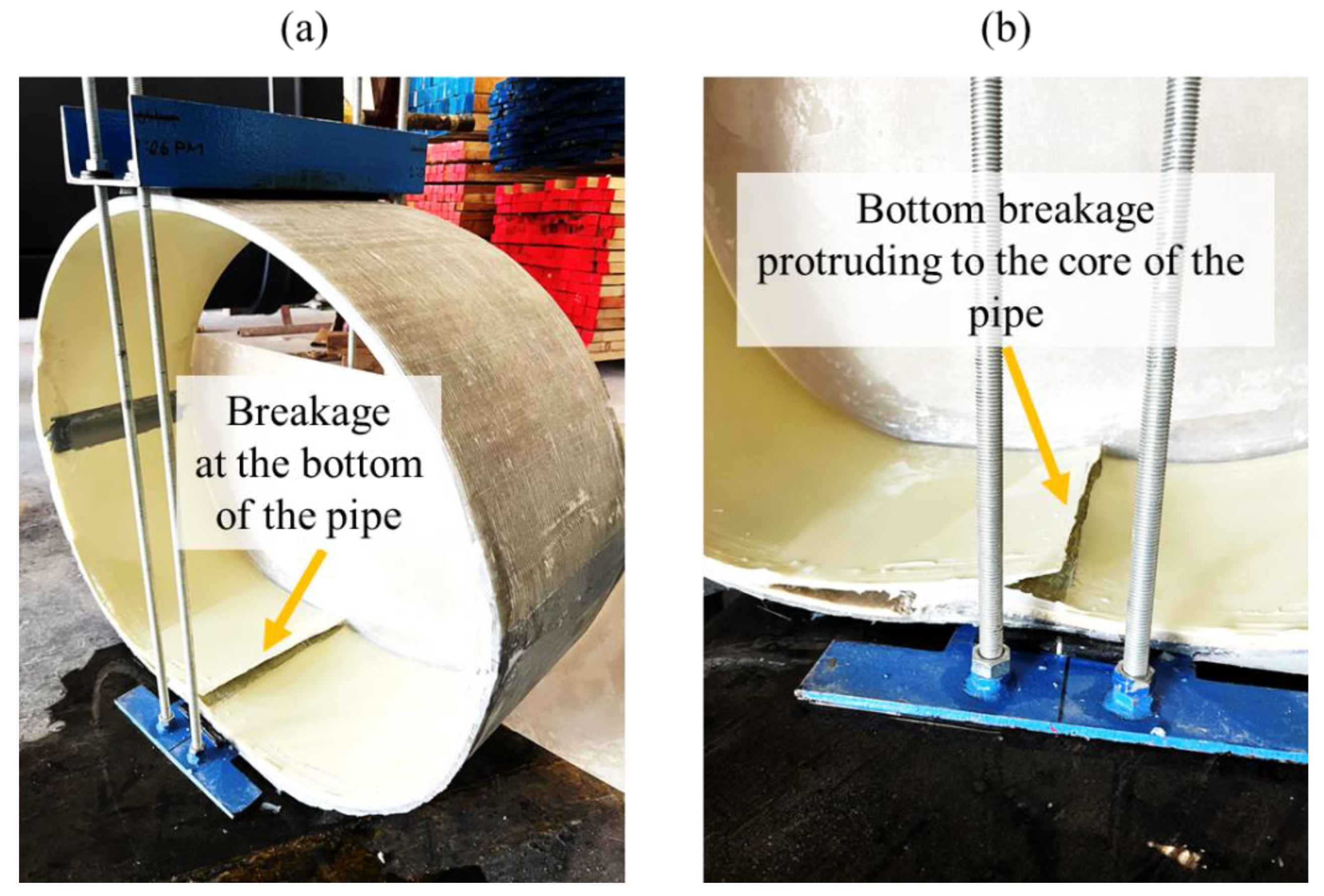
When sulfuric acid comes into contact with the inner surface of the pipe, it directly impacts both the resin matrix and the fiber reinforcement. While isophthalic resin can aid in resisting the hydrolysis of the polymer matrix, the combination of deflection-induced mechanical stress and chemical attack results in material deterioration. This occurs through the breakdown of chemical bonds due to the combined effects of mechanical stress and acid exposure, ultimately weakening the material. During the initial period of 0–1000 h, sulfuric acid initiates its attack on the inner surface of the GFRP samples, particularly focusing on areas of stress concentration. Due to chemical attacks, the resin matrix gradually softens, leading to the formation of microcracks at the interface between the resin matrix and the fibers. As the test progresses to 5000–10,000 h, the extensive chemical attack along with mechanical stress causes the development of larger cracks visible on both the inner and outer surfaces of the pipe. These cracks penetrate through the thickness of the pipe wall, resulting in a decrease in wall thickness due to erosion and material loss. Instances of both top and bottom failures in our test rings were observed, as shown in
Figure 6a,b. Moisture absorption by the sandwich GFRP pipe, along with exposure to chemicals, can result in changes to material properties, potentially leading to stress cracking or structural weakening over time. The bending of the rings has caused localized stress concentrations, particularly in regions with abrupt geometric changes, thereby increasing the impact of chemical exposure and facilitating the initiation of cracks. For two-piece rings, no cracks were observed on the longitudinal joints. The tongue section, which is replacing the sand-based material, is manufactured exclusively from unidirectional fibers, making it more resilient in comparison to the pipe wall. This change in the pipe body between unitary and two-piece rings is indicated by the discrepancy in stress distribution which is more evidently seen in unitary than in two-piece rings which has led to an increased stress concentration at both the top and bottom, rendering them more prone to failure [
22]. Sulfuric acid, being a potent oxidizing agent, can prompt the dissolution and expansion of the resin matrix within the pipe, therefore compromising its structural integrity, resulting in a decrease in mechanical strength, and potentially giving rise to microcracks in the resin. The corrosive properties of sulfuric acid, in conjunction with the hand layup manufacturing technique employed, may have played a role in degrading the inner corrosion barrier layer of the pipes. Sulfuric acid has the capacity to interact with the glass fibers in the GFRP, inducing a disintegration of the fibers, which in turn reduces the material’s structural integrity to endure mechanical stress. Since the resin used is an isophthalic chemical resistant resin, the effect of the exposure to sulfuric acid will be smaller. Over time, the cumulative corrosive effects of sulfuric acid can result in a gradual decline in the pipe’s chemical resilience and mechanical properties. As the material decreases in its mechanical strength and stiffness, the cracking under stress increases, which will result in less strain to develop cracks over time. Given that these pipes were designed with an inner layer serving as a corrosion barrier, any breach or weakening of this layer, especially at the bottom, could expose the underlying layers to aggressive corrosion. Consequently, this would compromise the overall structural integrity of the pipes in this specific region.
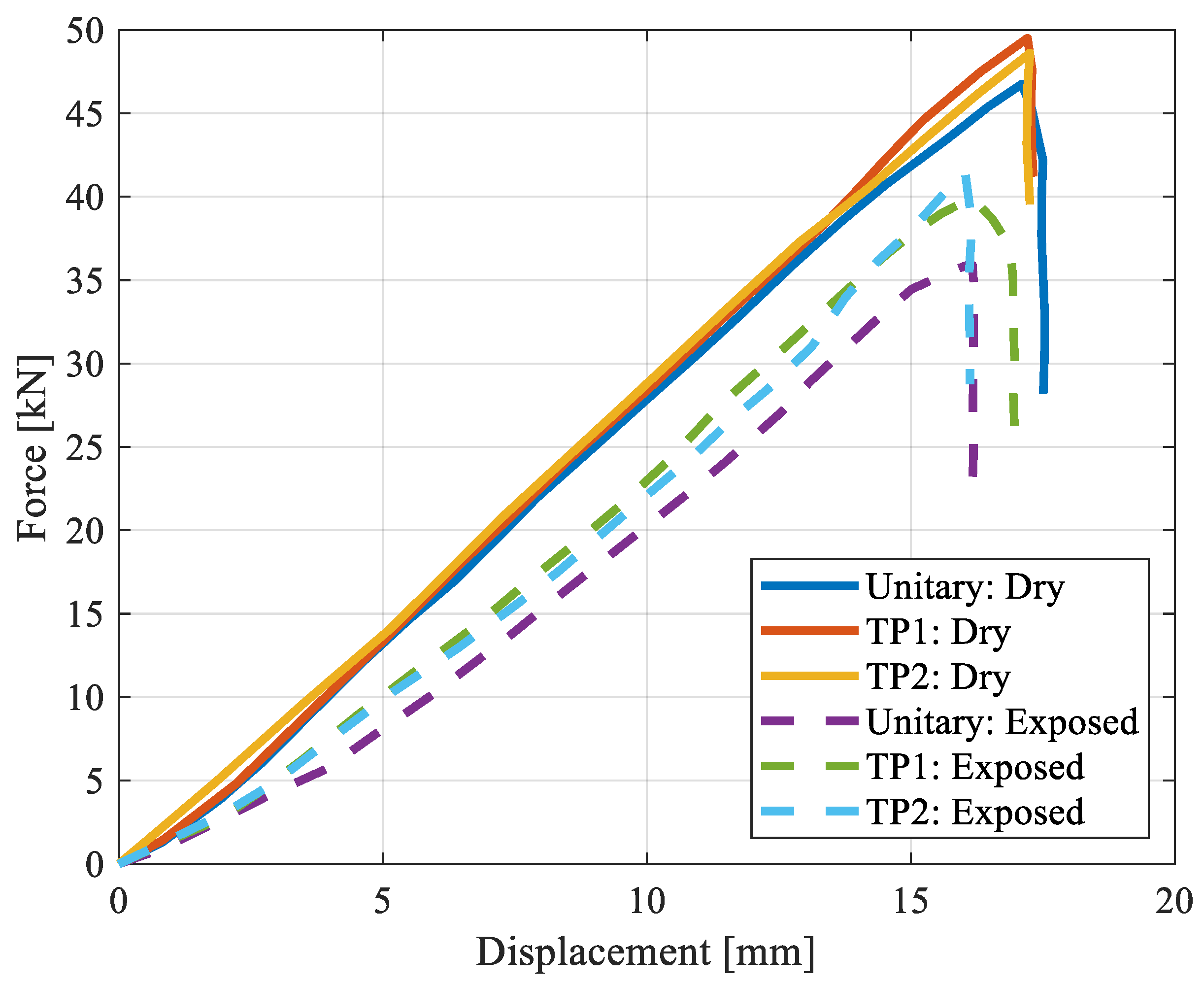
The apparent hoop tensile test data for rings before and after exposure to H
2SO
4 are presented in
Figure 7. The unitary dry ring is indicated as Unitary: Dry followed by the two-piece rings with joint locations at 12 o’clock and 6 o’clock positions as TP1: Dry and joint locations at 3 o’clock 9 o’clock position as TP2: Dry. The dry rings data are shown with solid lines. The maximum load attained by TP1: Dry and TP2: Dry is 49.50 kN (stress value of 87.96 MPa) and 48.61 kN (stress value of 86.38 MPa) respectively, whereas the Unitary: Dry attained a maximum load of 46.76 kN (stress value of 83.09 MPa). Although there is not much difference shown in the apparent hoop strength values of unitary and two-piece rings, it is to be noted that the advantage of having stronger TGJ is indicated in the dry ring testing unilateral compression. The two-piece rings indicate a higher compressive strength and a higher load carrying capacity than the unitary ring.
The apparent hoop rings tested after exposure for 10,000 h showed a decrease in the tensile strength. In
Figure 7, the two-piece ring after exposure is indicated as TP1: Exposed and TP2: Exposed for joint locations at 12 o’clock and 6 o’clock positions and 3 o’clock and 9 o’clock position, respectively. The unitary ring is indicated as Unitary: Exposed.
Notably, TP1: Exposed exhibits the highest tensile strength, measuring a load value of 41.41 kN (stress value of 73.58 MPa), followed by TP2: Exposed, which attained a load value of 39.94 kN (stress value of 70.97 MPa). In contrast, Unitary: Exposed shows a lower tensile strength with a load value of 36.00 kN (stress value of 63.97 MPa), as shown in
Figure 7. In contrast to the dry rings, exposed rings demonstrated that the apparent hoop strength is improved by 10% and 20% for TP1 and TP2, respectively, when compared to the unitary rings.
4. Materials and Manufacturing
The hand layup method, which was used to make the GFRP pipes, has the benefit of creating a wide range of shapes and sizes without any machinery or specialized equipment [
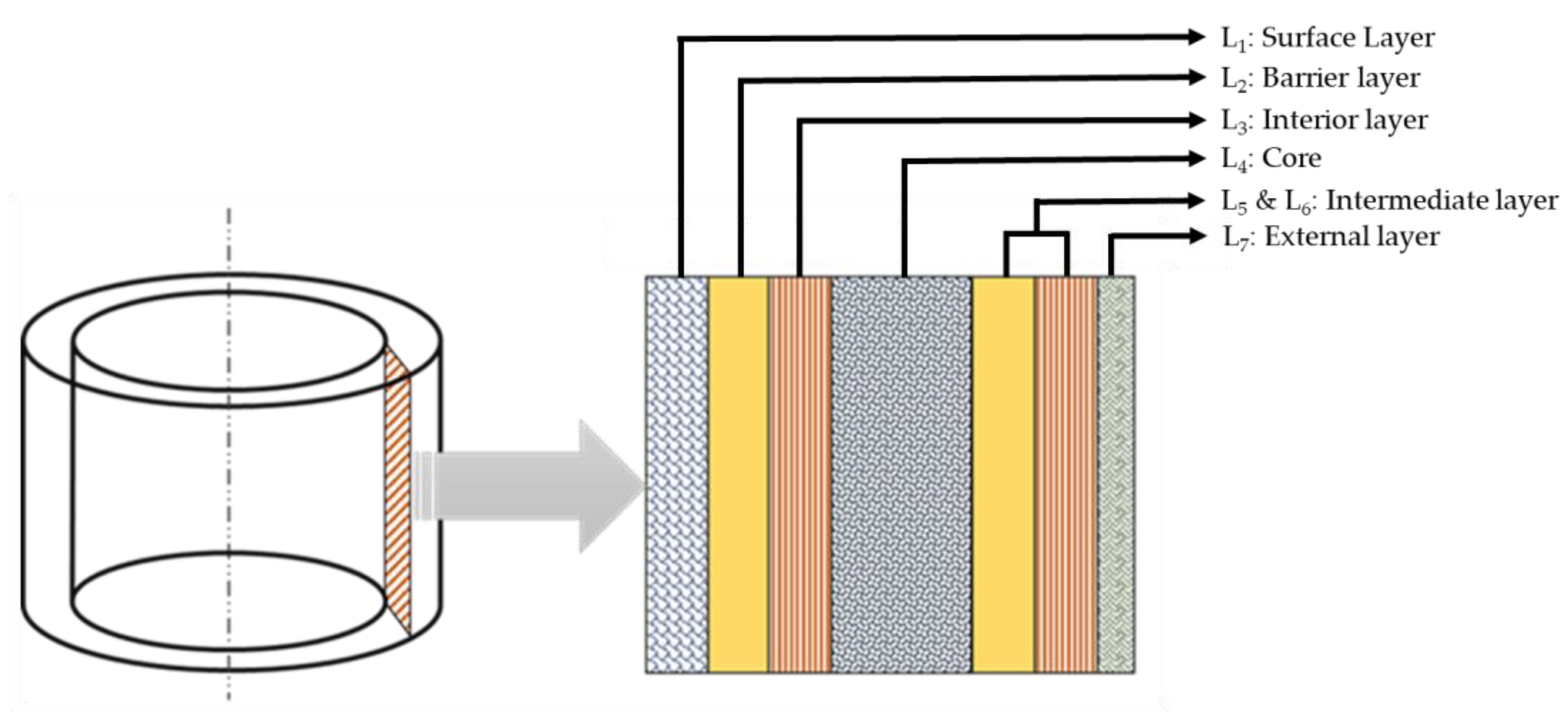
18,
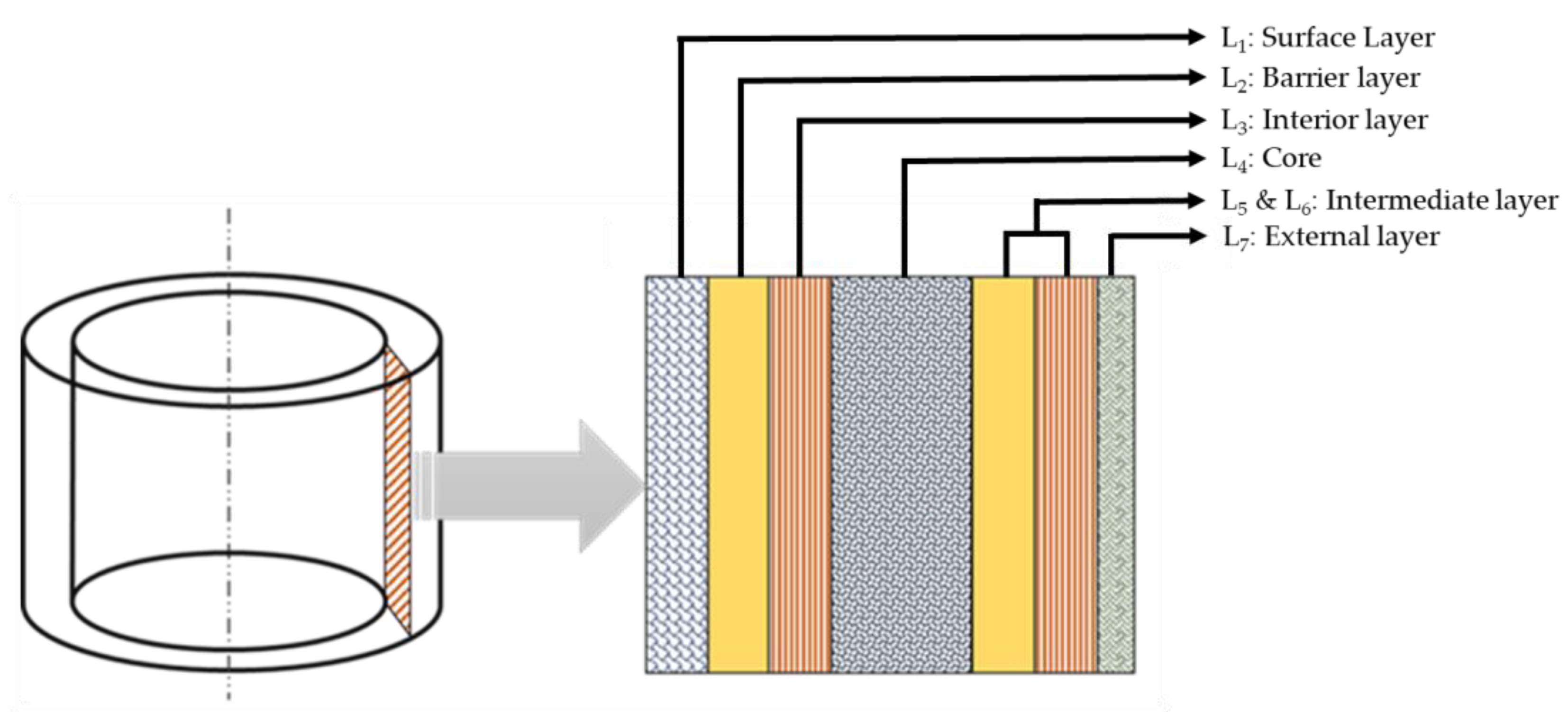
23]. These pipes were carefully designed for sewage applications with an inner layer that served as a protective barrier against corrosion and was composed of a surface tissue and chopped strand mat impregnated with isophthalic resin. The core of the sandwich pipe consisted of a blended sand infused with dicyclopentadiene (DCPD) resin. The outer layer was constructed from unidirectional fabric and chopped strand mat, both impregnated with an isophthalic resin.
The function and material of each layer are presented in
Table 3, and the arrangement of the layers is shown in
Figure 8.
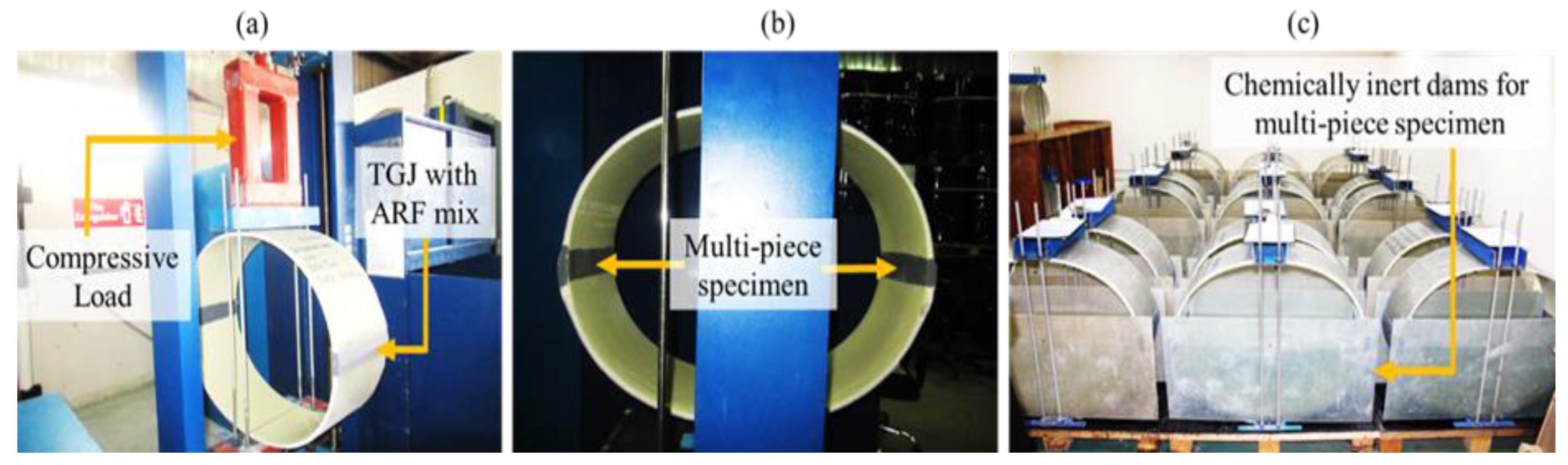
The manufacturing process involved the pipes being made in two sections. A TGJ was adopted to join the two segments [
24,
25]. The assembling of a two-piece pipe involved the procedure of the crown (top section) being lowered down and joined into the invert (bottom section) of the pipe. In two-piece pipes, joint areas are prone to cracking, delamination, and damage that may lead to a reduction in the mechanical performance of these pipes. For this purpose, the tongue that replaced the weaker core material was fabricated solely using unidirectional fibers, thus making it more resilient compared to the pipe wall layup [
21]. An adhesive resin fiber (ARF) mix [
26] that was developed in our previous work [
21,
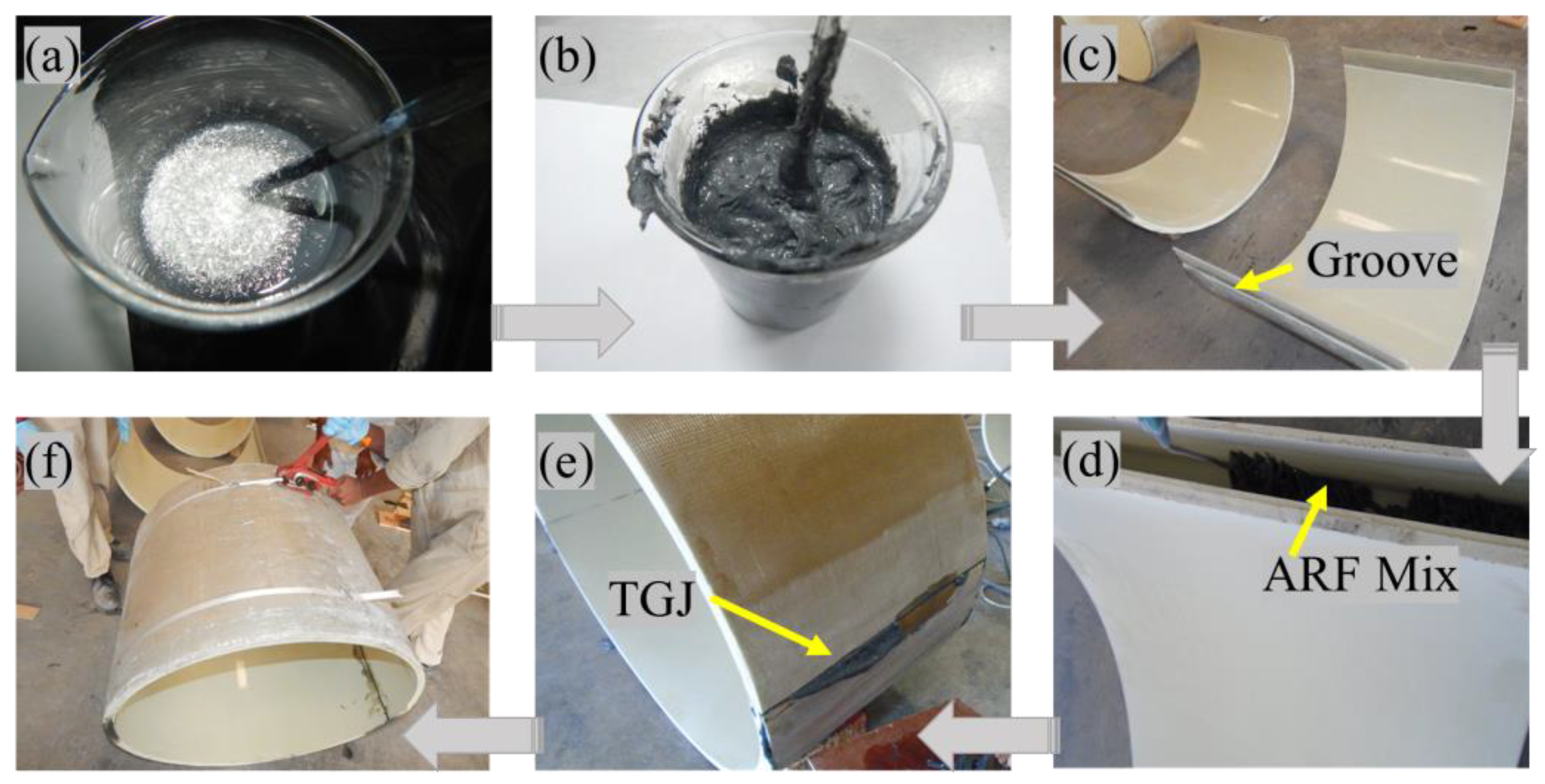
27] was used for joining the two segments. The ARF mix incorporated repurposed glass fibers ranging in length from 50 to 100 microns with a diameter of approximately 10 microns. Improving fiber wettability was accomplished by initially creating a consistent resin–fiber (RF) mix, combining milled fiber and isophthalic resin at a ratio of 4:1. Subsequently, Crestabond M1-20 structural adhesive was introduced to form the adhesive–resin–fiber (ARF) mix. Notably, the actual fiber volume fractions in the ARF mix constituted only one-fifth of the volume fraction in the RF mix. For instance, an ARF sample comprising 15% RF mix and 85% adhesive contains only 3% milled fiber. The curing time for this mixture was 20–25 min at 25 (±2) °C, and the manufacturing process is depicted in
Figure 9. Prior to inserting the crown in the invert, the 65% ARF mix was applied to the TGJ section on the segments (
Figure 9d). Immediately following the application of the ARF mix, both segments were glued together and cured for a period of at least three hours. This approach, utilizing short fibers derived from grinding and milling fiberglass waste generated during the pipe lamination process, minimizes material wastage, and promotes sustainable practices in utilizing fiberglass waste.
Incorporating milled fiber into the adhesive significantly enhances the flexural modulus and strength of the adhesive [
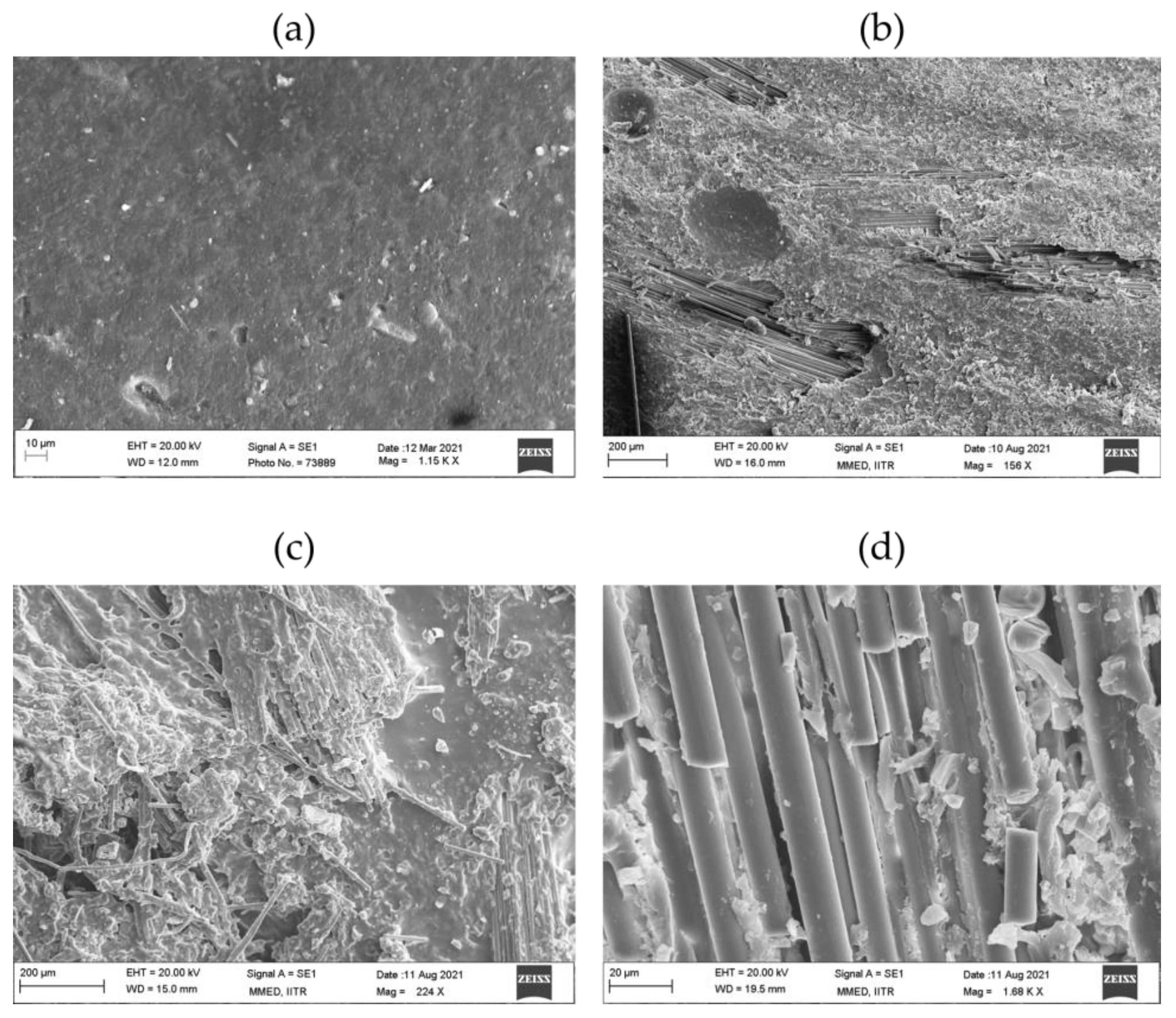
27]. The optimal performance, in terms of modulus and peak strength, is observed in rings with an ARF composition of 65%. The SEM images depicted in
Figure 10 illustrate the fractured surface of the VRF = 65% composite. A clear depiction in
Figure 10a shows the surface of the fiber-reinforced adhesive matrix. This distribution appears to be uneven, with clusters of fibers irregularly dispersed within the adhesive–resin matrix. Upon closer inspection of the fractured surface, a residue of broken fibers and adhesive matrix is visible in
Figure 10d, indicating a potential brittle fracture at the interface. Furthermore, the smooth cross-section of the fractured fibers, as displayed in
Figure 10b, further suggests the characteristics of a brittle fracture. Detailed scrutiny of the fiber–matrix interface unveils a robust attachment of the adhesive–resin matrix to the glass fiber surface. Notably, the lateral surfaces of the fractured glass fibers are entirely covered by the adhesive matrix. This observation suggests that an optimal surface tension between the glass fibers and adhesive facilitates fiber wetting, consequently fostering strong interfacial bonding. Such robust interfacial bonding plays a pivotal role in fortifying the glass fiber composites. Additionally, the fracture surface exhibits several larger-sized pores that are occasionally introduced by the glass fibers [
27].
The lateral surfaces of the short glass fibers are fully coated with the matrix. This observation suggests that the appropriate surface tension between the glass fibers and adhesive results in effective wetting of the fibers, leading to a strong interfacial bond. This robust interfacial bonding, in turn, contributes to the reinforcement of glass fiber composites. In the next section, the experimental methods used to evaluate the mechanical integrity and chemical resilience of the pipes are presented.
Table 3.
Constituents of the pipe layers [
27].
Table 3.
Constituents of the pipe layers [
27].
| No. | Purpose | Material |
|---|
| L1: Surface Layer | This assures a smooth surface resistant to wastewater and rainwater. | Resin reinforced with a surface tissue in type C glass |
| L2: Barrier layer | This contributes to both the structural aspect and the chemical resistance of the pipes. | Chopped strand mat (CSM) impregnated with resin |
| L3: Interior layer | This contributes to both the structural aspect and the chemical resistance of the pipes. | A layer of CSM and unidirectional mats (UDMs) or bi-directional mats (BDMs) impregnated with resin. |
| L4: Core | The core layer contributes to the structural aspect of the pipe, mainly the pipe stiffness. | A mixture of blended sand, calcium carbonate, and resin |
| L5 and L6: Intermediate layer | This contributes to the structural aspect of the pipe. | Consists of glass fibers (CSM and UDM or BDM) impregnated with resin |
| L7: External layer | This layer contributes to the shear bond between the exterior of the pipe and the annular grout. | Consists mainly of silica sand and resin |





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}