
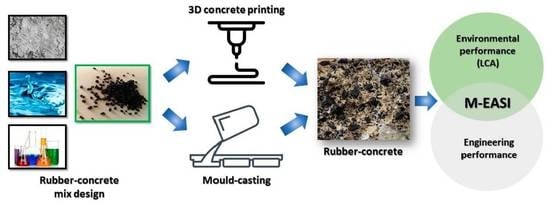
Life Cycle Assessment (LCA) of 3D Concrete Printing and Casting Processes for Cementitious Materials Incorporating Ground Waste Tire Rubber




Abstract
1. Introduction
Aim of the Work
2. Results and Discussion
2.1. Performance Characterization of Materials
2.1.1. Mechanical Strength Indicator
- Mix design. Printable mix designs are technologically advanced formulations and well optimized for extrusion-based AM, which necessarily involves a certain content of chemical admixtures and fillers (generally not required in traditional mixes for casting) aimed at ensuring adequate rheology for 3D printing, reduced w/c ratios (less than ordinary values for casting), and the enhanced strength and microstructural development of concrete [26].
- GWTR and cement contents. The special rheology of the printable mixtures would limit the use of high contents of GWTR aggregates. Due to their hydrophobicity and pozzolanic inertia, a higher rubber content drastically reduces the workability of the fresh concrete paste requiring a high dosage of mixing water [27], which is not suitable in terms of fluidity requirements for the extrudability and buildability in AM processes. By comparing the mix designs in below, it can be observed that, with the same volume (1 m3), the rubber content incorporated in the 3D-printable rubberized formulation is about 44% lower than that in the c-RuC mix. As can be expected, a low content of GWTR would imply the preservation of a good mechanical performance. As also confirmed by the literature on 3D concrete printing technology, a higher binder dosage is used in printable cementitious mixtures compared to conventional concrete [28]. In addition to providing adequate printability properties, high cement amount over aggregate content improves the load-bearing capacity of concrete. However, the performance improvement led to clashes with the environmental criticality resulting from the use of high rates of the binding material (Portland cement).
- Manufacturing method. As pointed out by several authors [29,30], rubberized concretes made by mold-casting process could suffer from an inhomogeneous distribution of polymer particles into the matrix. Due to their low unit weight and poor bonding with the cement, there is a tendency for the tire aggregates to move upwards during the vibration, promoting a greater concentration of rubber particles in the upper layer of the molded samples. The non-uniformity in the hardened material is detrimental to the mechanical properties. On the other hand, extrusion-based 3D printing production allows for a more homogeneous dispersion and the alignment of the rubber aggregates due to both the layer-by-layer deposition technology and the rheology of the material, which is designed to ensure rapid mixture hardening after deposition and, consequently, better stabilization of the GWTR inside the cement matrix. This enhanced distribution of rubber aggregates would lead to a superior mechanical performance of the printed specimens compared to that of the mold-cast ones [31]. In addition, the better mechanical behavior of the printed mixes compared to that of the casted ones can be traced by the contribution of the pumping system in the 3D printing process to the material’s compaction. The application of high pressure during the extrusion would ensure a greater densification of the 3D-printed parts compared to that of their molded counterpart [26], with a consequent improvement in the mechanical performance and microstructural quality (fewer voids and less porosity).
2.1.2. Durability Indicator
2.1.3. Energy-Efficiency Indicators
2.2. Life Cycle Assessment (LCA) Results
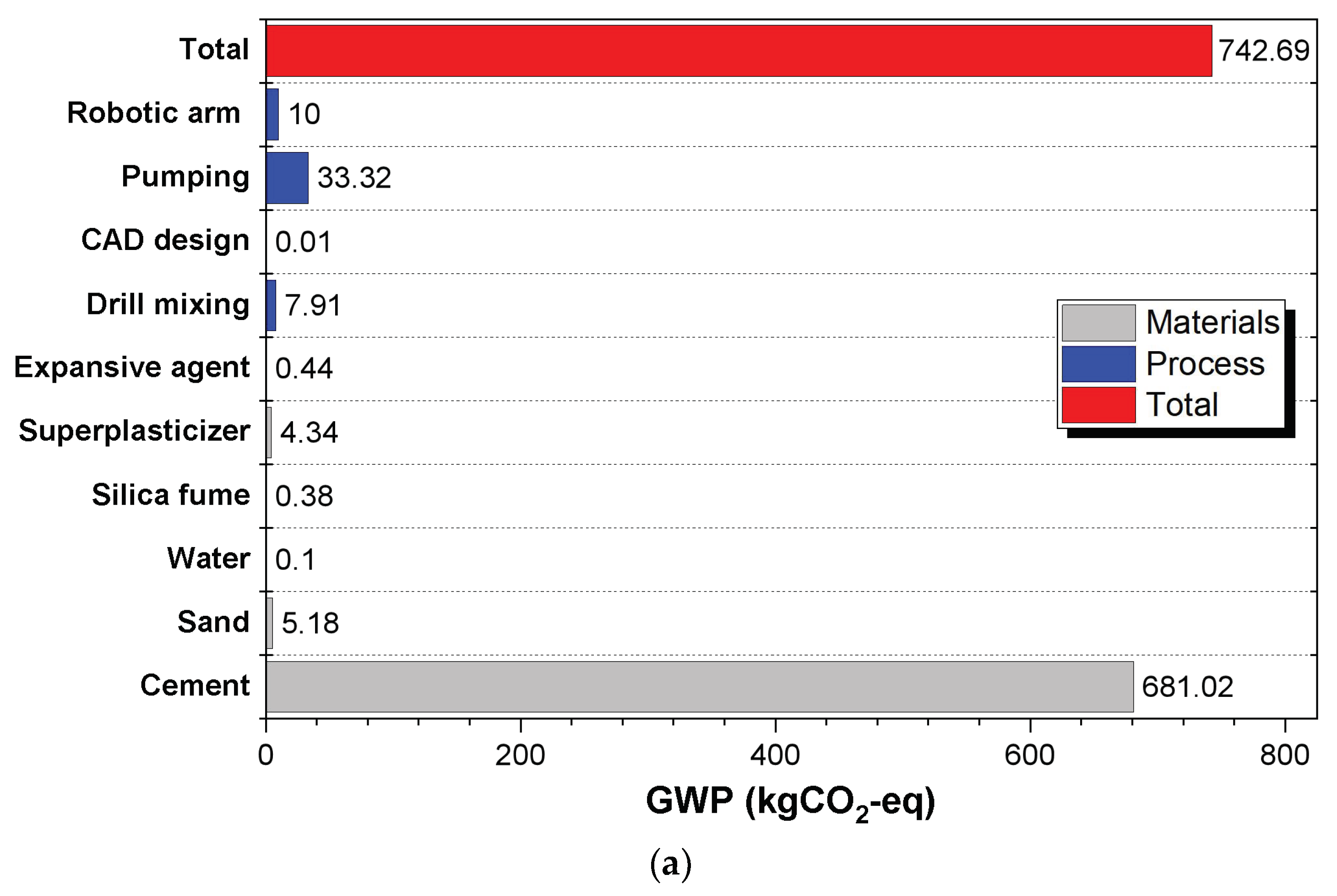
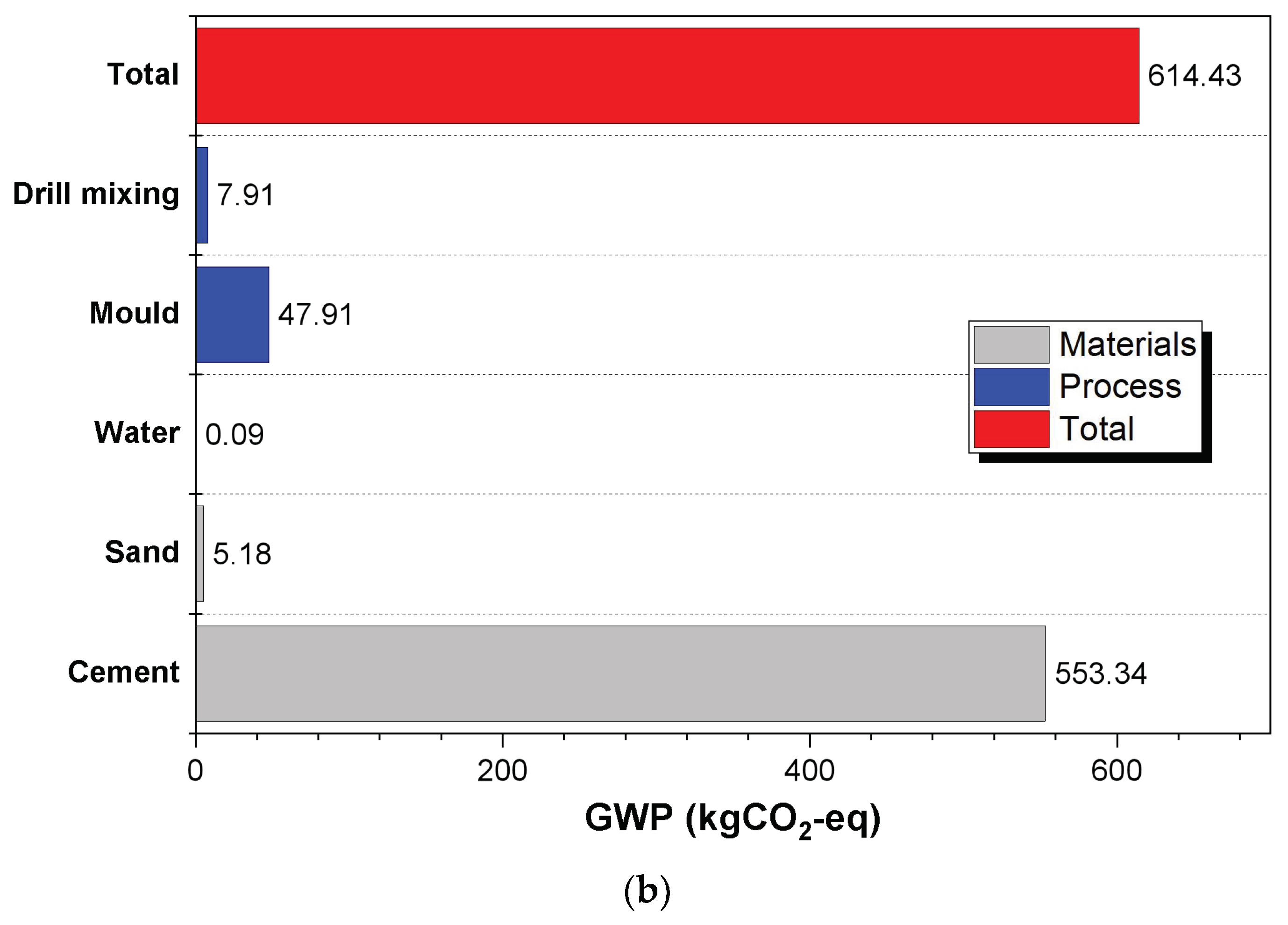
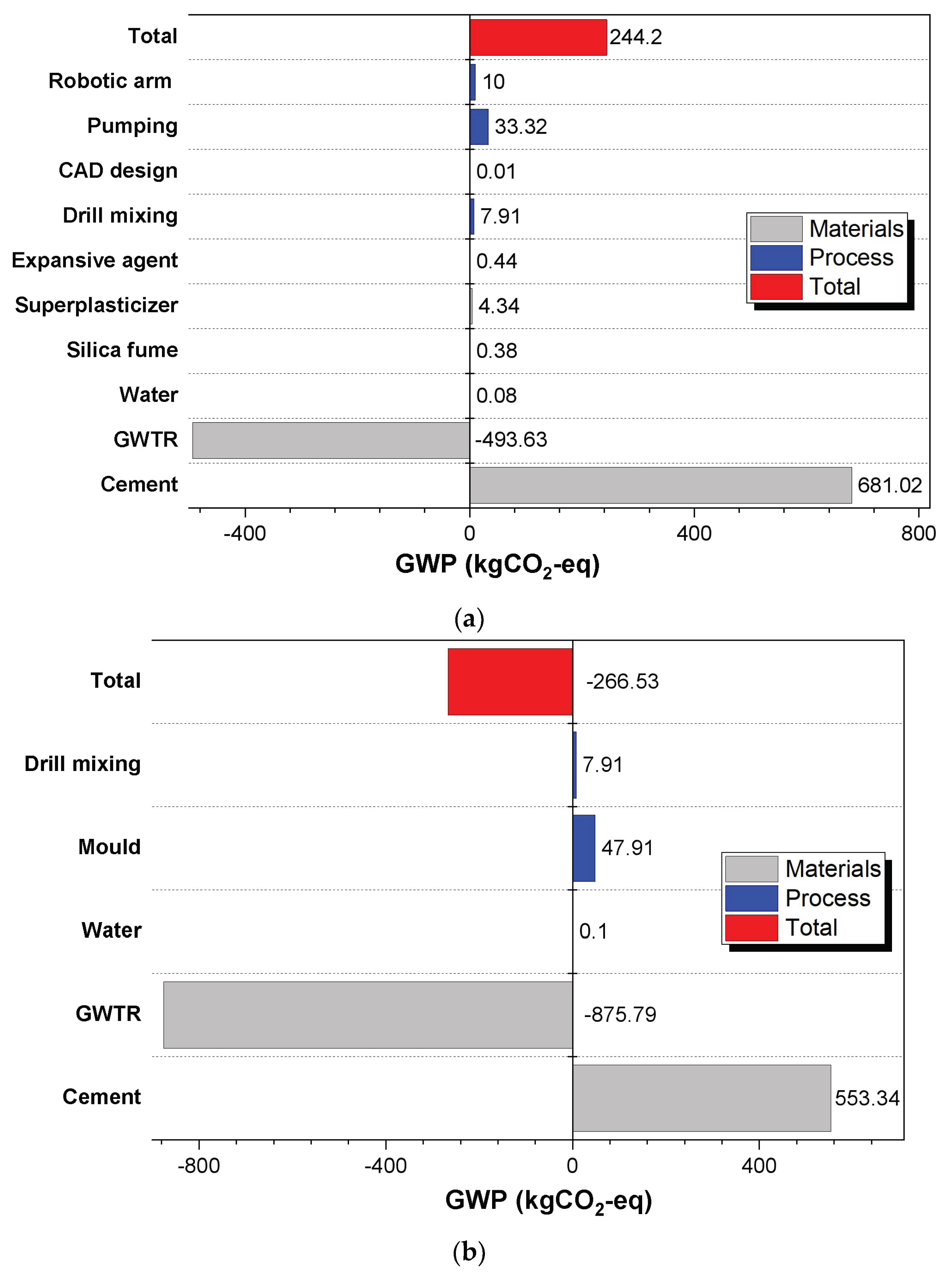
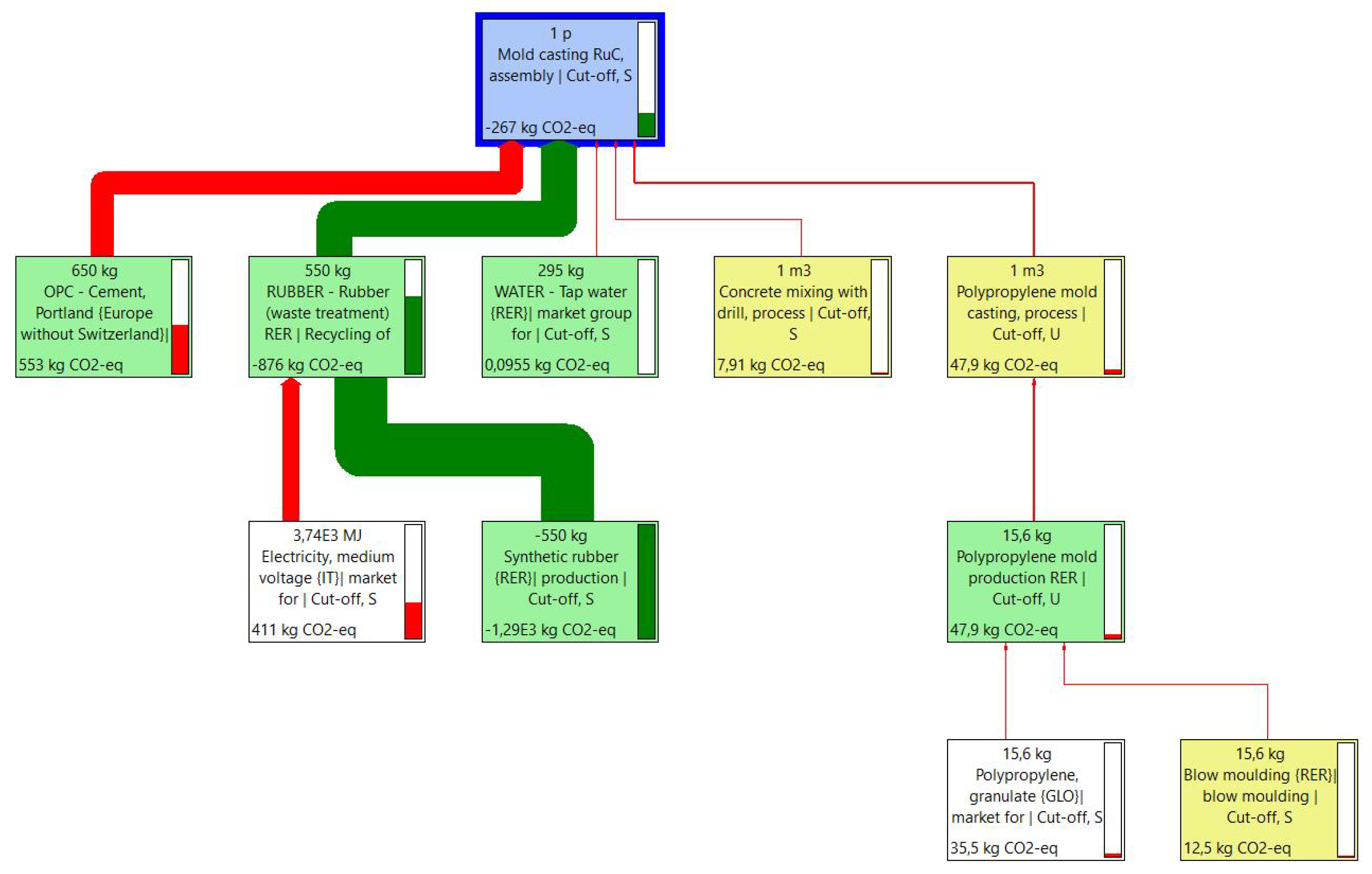
2.2.1. Global Warming Potential (GWP) Analysis
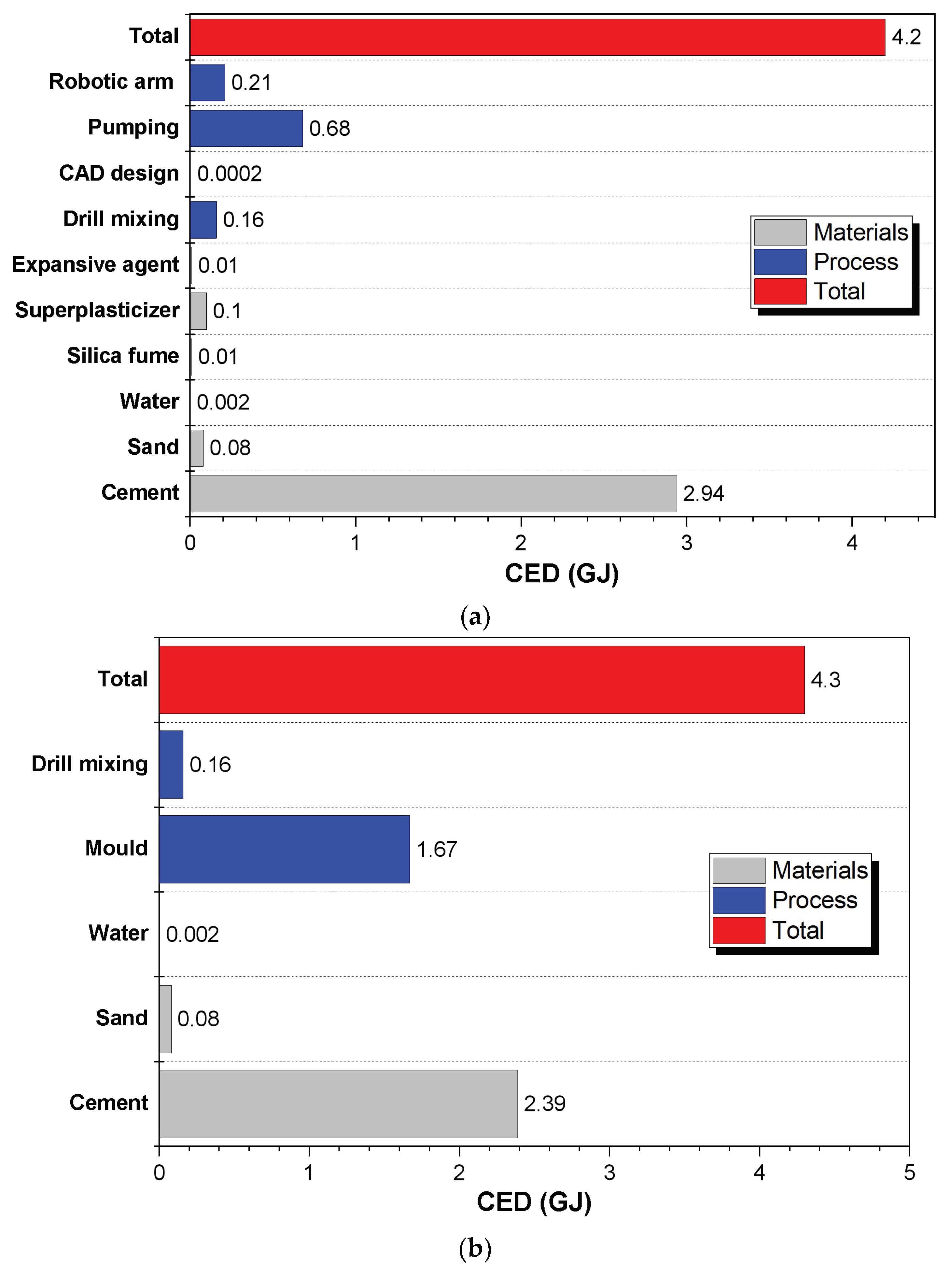
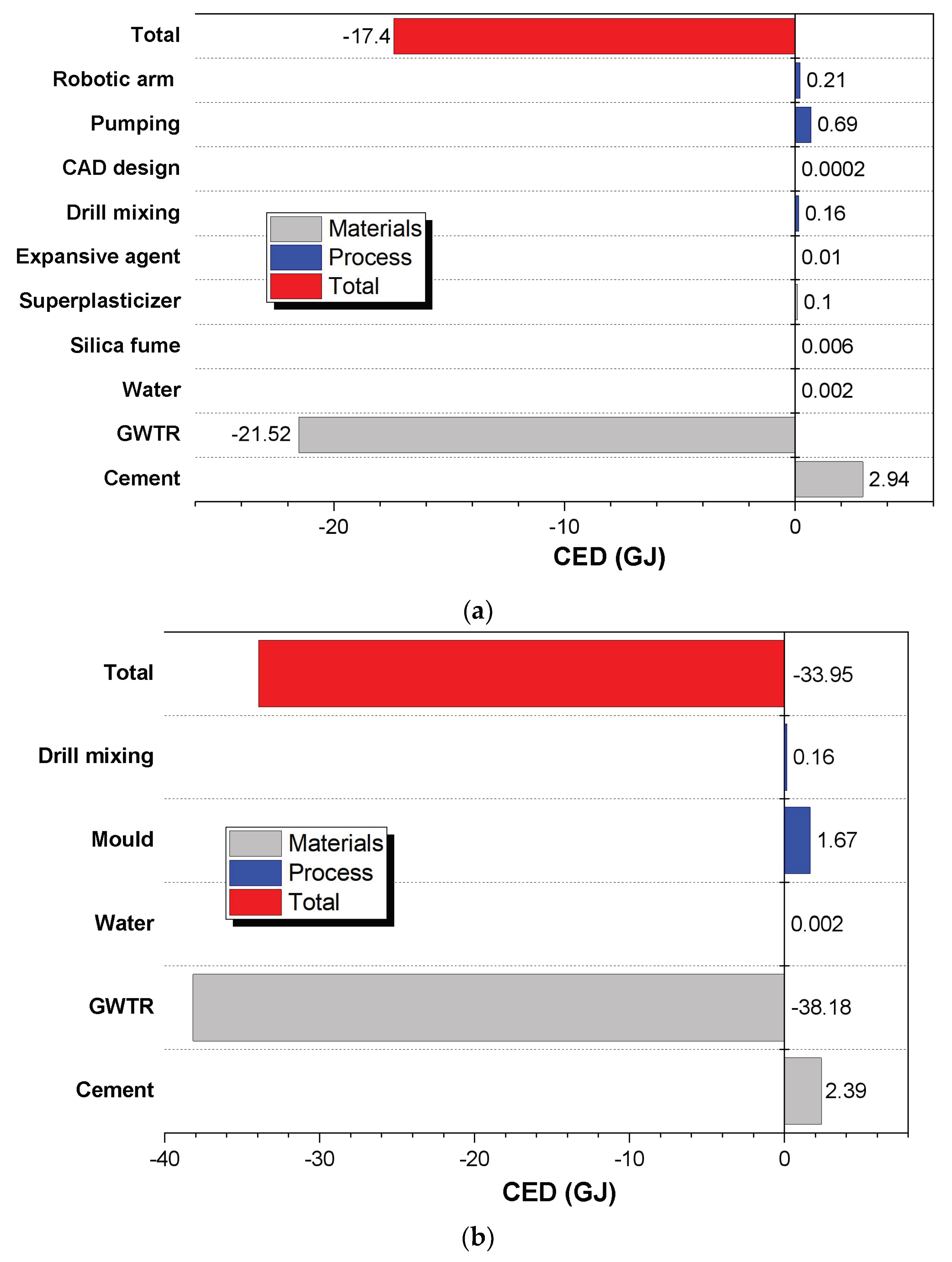
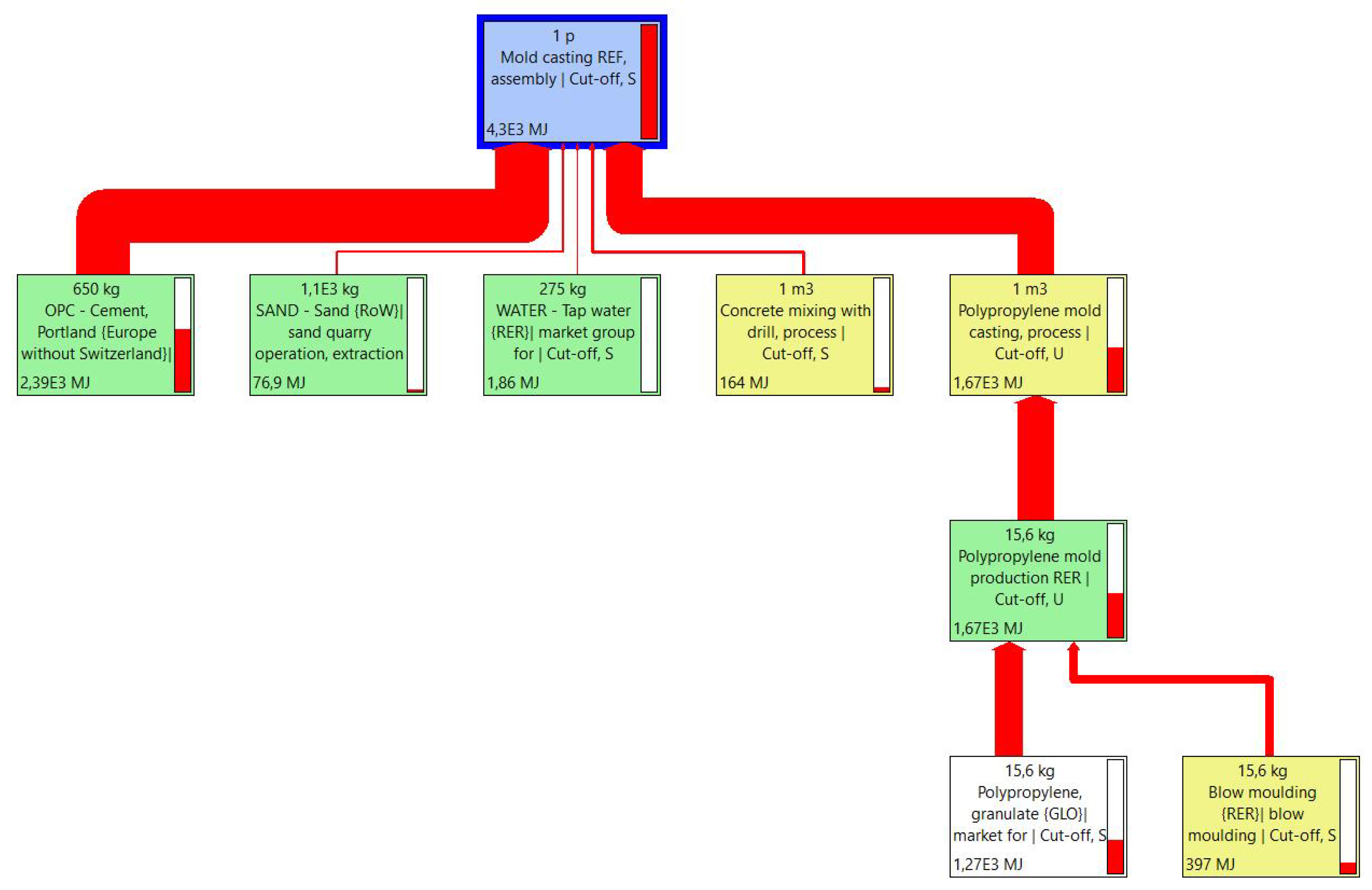
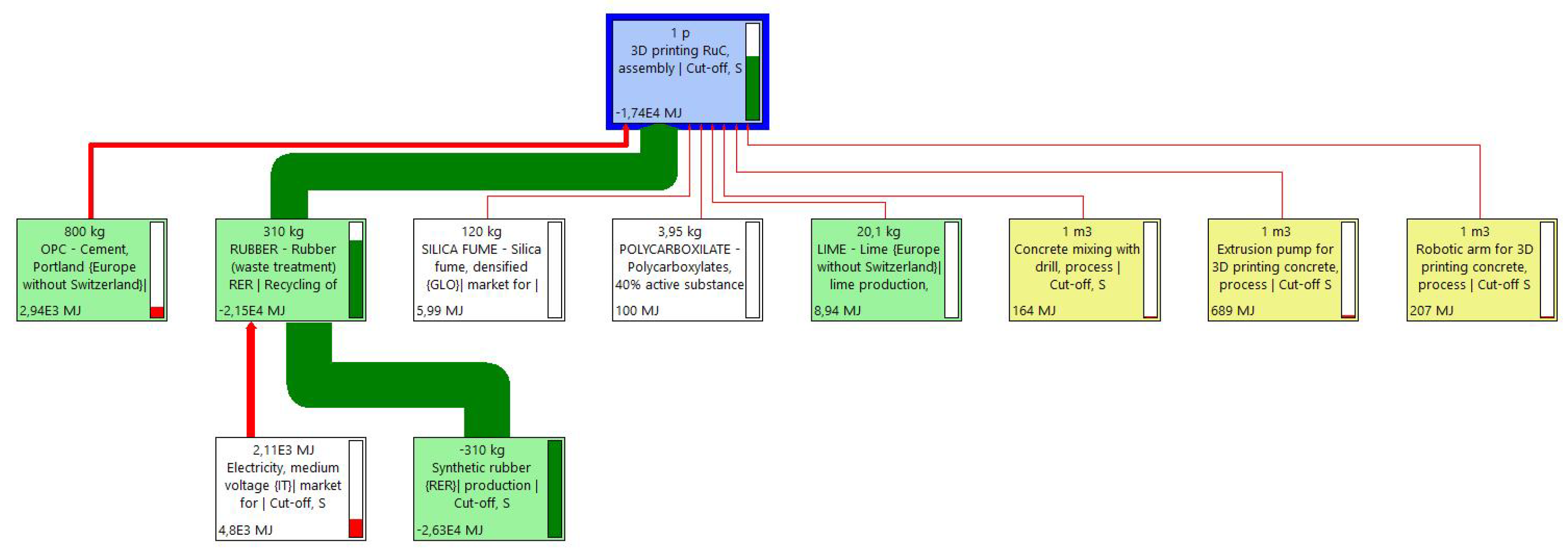
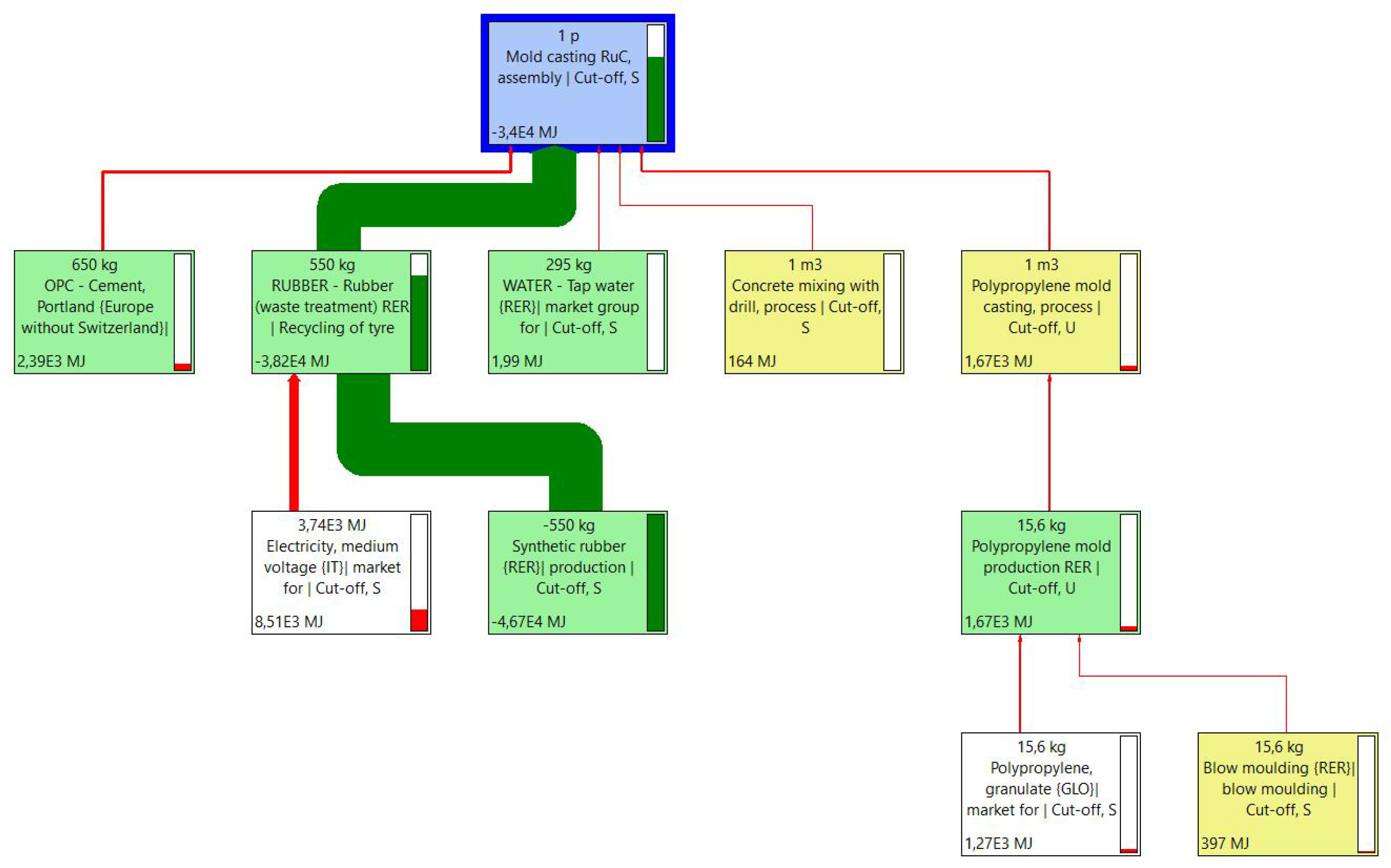
2.2.2. Cumulative Energy Demand (CED) Analysis
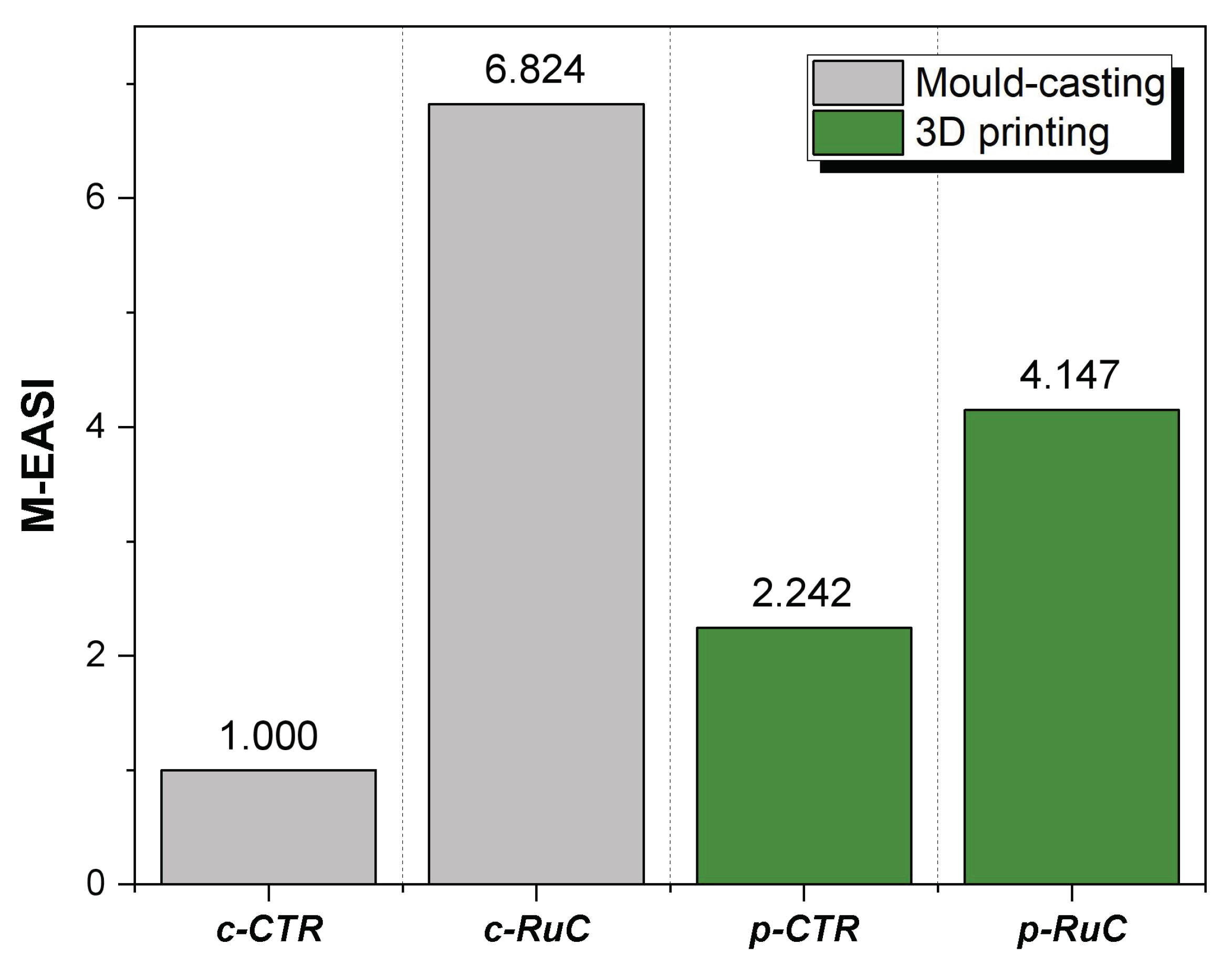
2.3. M-EASI Results
3. Materials, Methodology, and Setup of the Study
3.1. Materials
3.1.1. 3D Printing
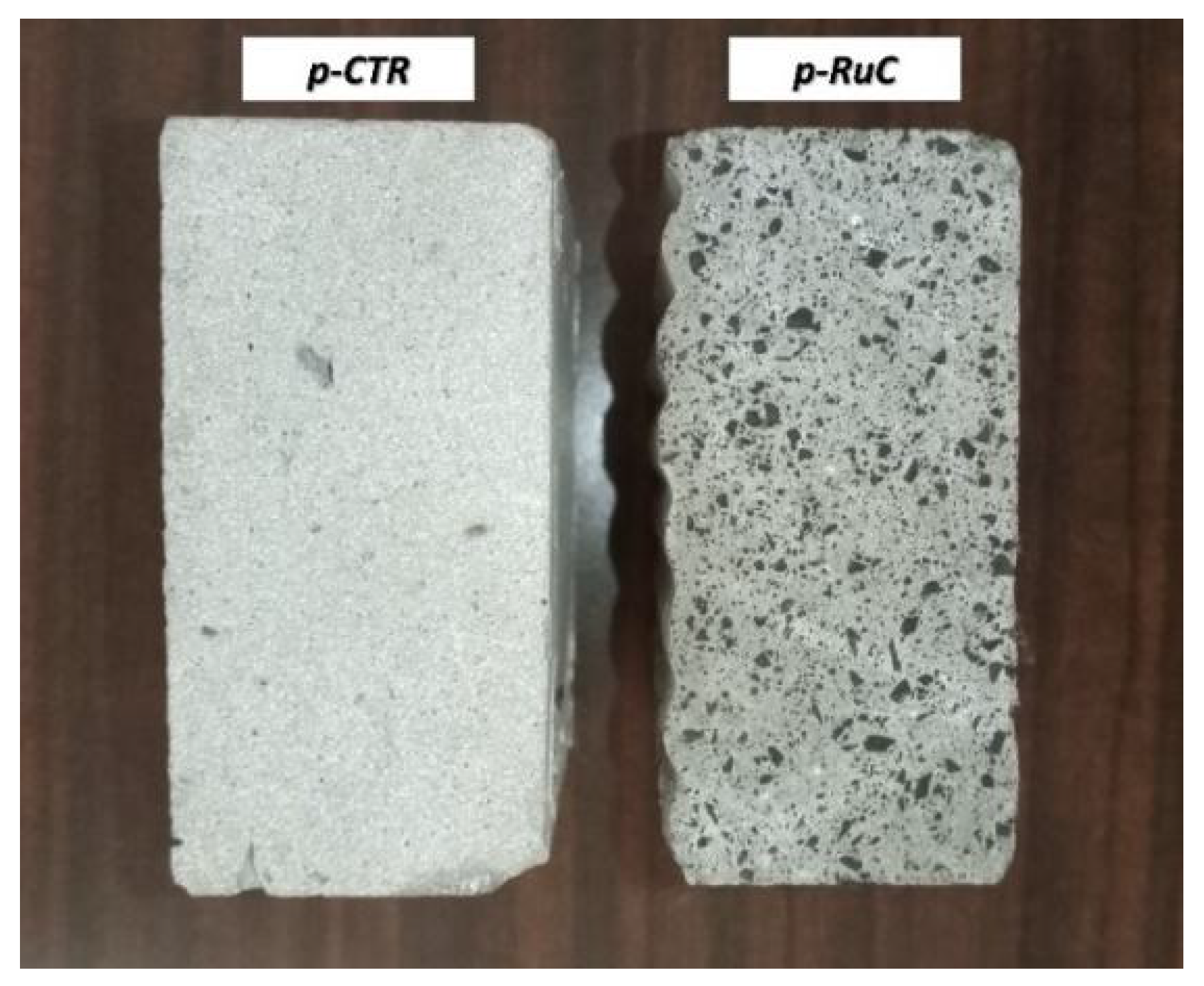
- Printable control mixture (p-CTR) incorporating fine mineral aggregates (sand) in the mix design
- Printable rubberized mixture (p-RuC) incorporating GWTR in two different particle size gradations, i.e., 0–1 mm rubber powder (fine fraction) and 1–3 mm rubber granules (coarse fraction), as a total replacement (100% v/v) of sand. The polymer aggregate blend included an equal proportion of fine and coarse fractions (50% v/v–50% v/v). This type of mix design was selected in the present investigation, as, from the results of the studies above, it was the “best” in terms of mechanical performance.
3.1.2. Mold-Casting
3.2. Manufacturing Processes
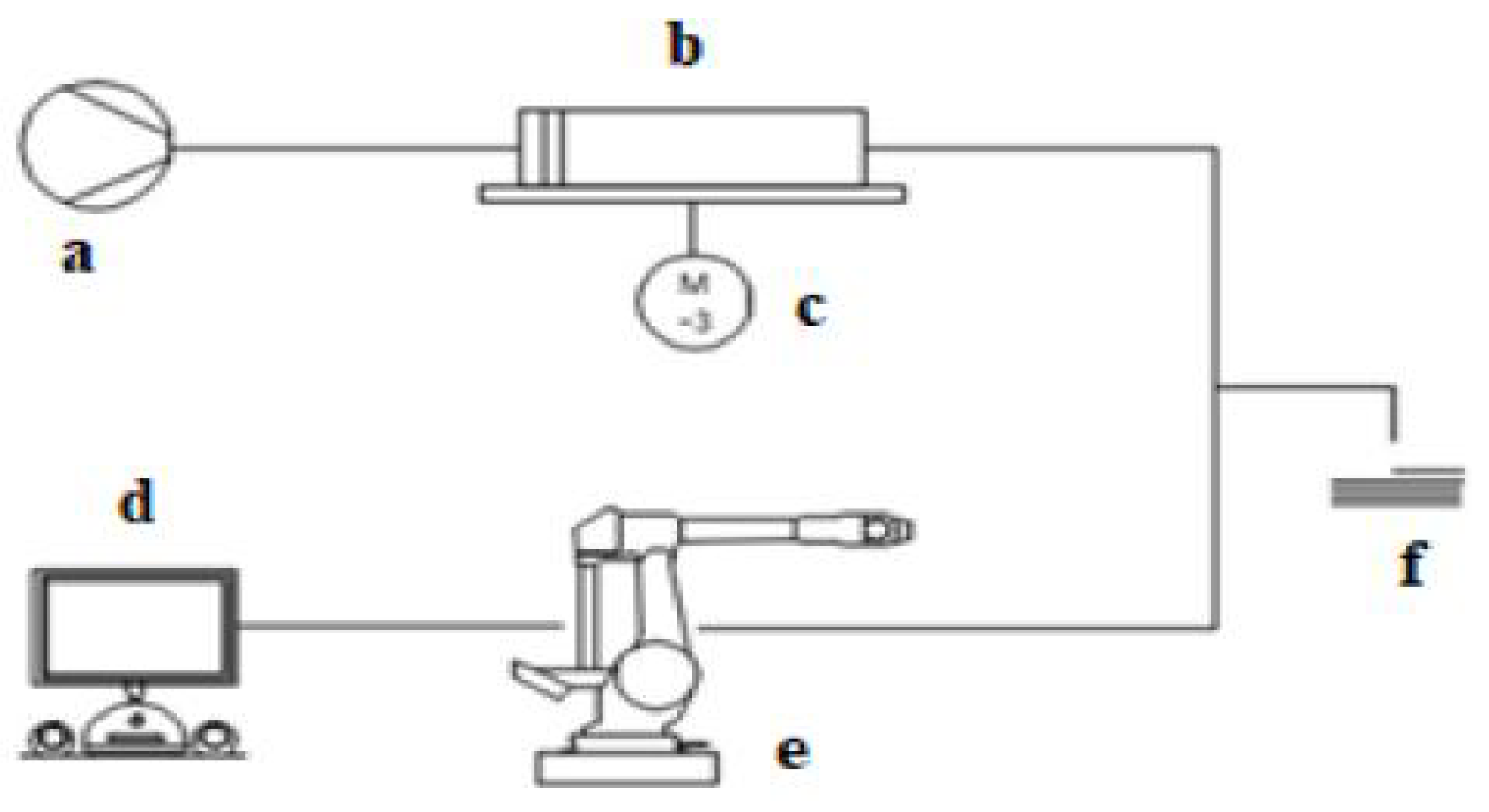
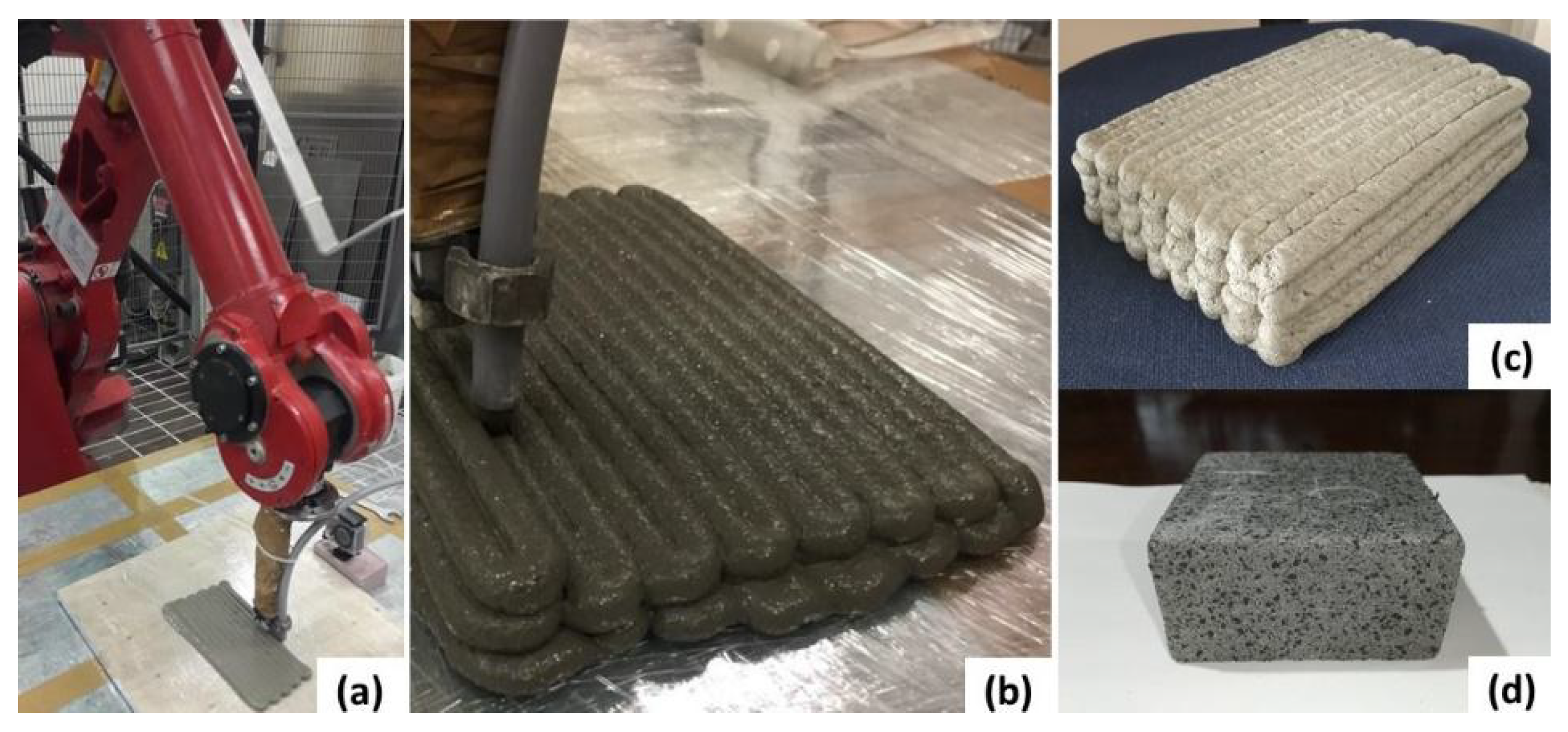
3.2.1. 3D Printing
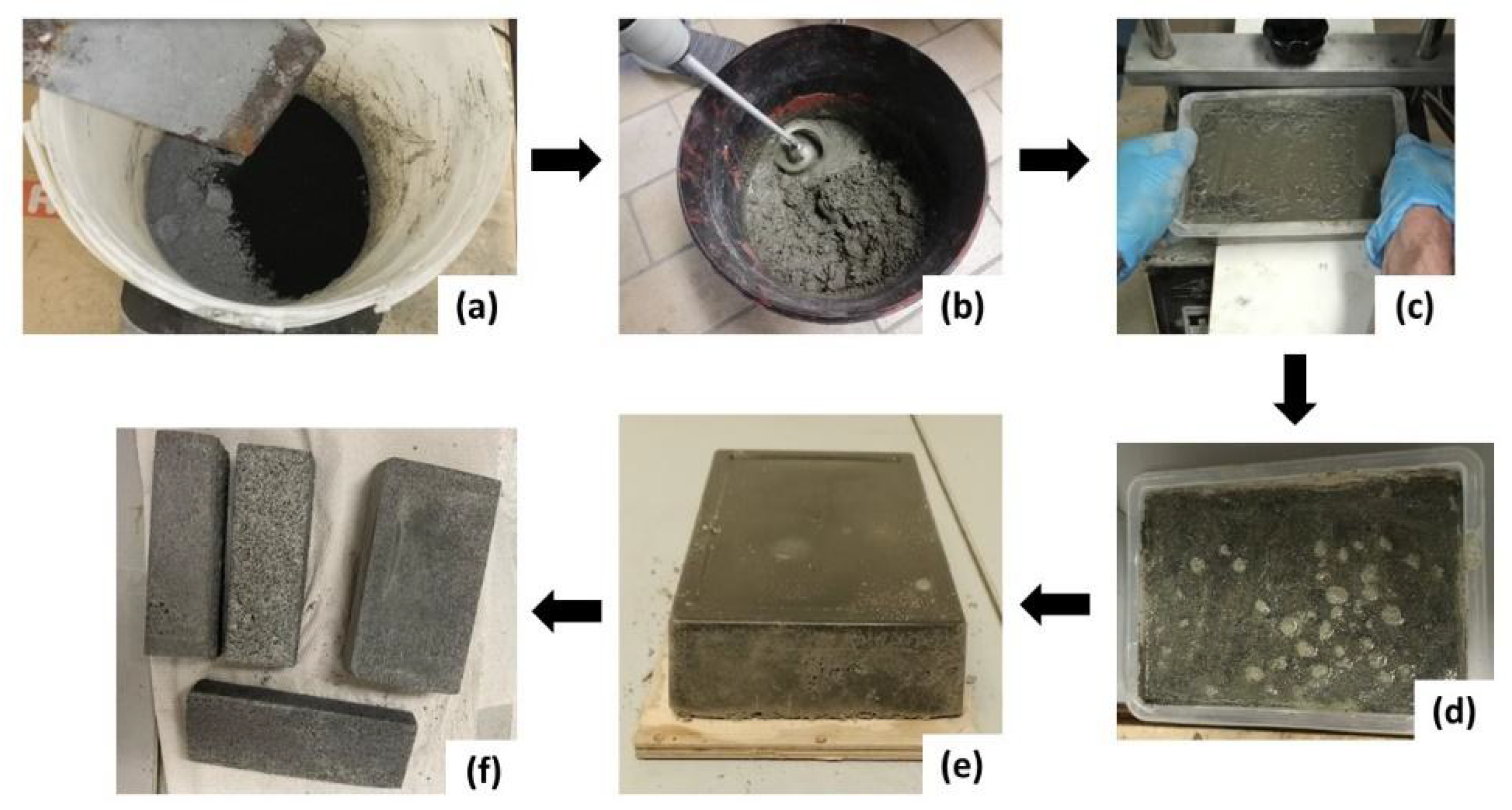
3.2.2. Mold-Casting
3.3. Performance Characterization of Materials
- Mechanical strength indicator. Compressive strength (Rc) is recognized as the major indicator of concrete quality. It provides a performance index useful for classifying concrete in agreement with its mechanical strength class and therefore the application field [46]. The ASTM C109/C109M-20a test method [47] was used to examine the Rc differences between printed and mold-casted concrete samples. In the case of 3D-printed samples, where the compressive strength performance was determined as a function of the printing direction for anisotropy reasons [18,19], an average value of Rc obtained in the two directions will be considered to have a unique value for the comparison with the casted samples.
- Durability indicator. The permeable porosity (Φ) was selected as a durability indicator of the investigated mixes, reflecting the resistance of the concrete against the permeation of deteriorating chemical-physical agents [48]. Experimentally, Φ was assessed by the vacuum saturation method, following the ASTM C1202 standard method [49].
- Energy-efficiency indicators. Th energy efficiency of buildings is one of the basic requirements of current architectural engineering. To minimize energy consumption and improve occupant comfort, thermal and acoustic insulation are considered key requirements for the construction materials selected in the building design [50]. Lightweight rubber-concrete mixes may be good candidates for thermal insulation and noise reduction applications due to the low heat conductivity and enhanced damping properties provided by the tire rubber aggregates [51]. In this work, thermal conductivity (k) and the sound reduction index (SRI) were used as energy-efficiency indicators to evaluate the thermo-acoustic performance of CTR and RuC samples, respectively. The ASTM D7984 test method [52] was employed to analyze the k-values of the specimens. SRI was determined by impedance tube measurements, following the experimental procedure described in Refs. [19,25].
3.4. Modified Empathetic Added Sustainability Index (M-EASI)
3.4.1. Goals and Scope of the LCA
3.4.2. Life Cycle Inventory
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
Appendix A








References
- Du Plessis, A.; Babafemi, A.J.; Paul, S.C.; Panda, B.; Tran, J.P.; Broeckhoven, C. Biomimicry for 3D concrete printing: A review and perspective. Addit. Manuf. 2021, 38, 101823. [Google Scholar] [CrossRef]
- United Nations. Available online: https://sdgs.un.org/goals (accessed on 16 November 2022).
- Kaszyńska, M.; Skibicki, S.; Hoffmann, M. 3D Concrete Printing for Sustainable Construction. Energies 2020, 13, 6351. [Google Scholar] [CrossRef]
- Yang, H.; Chung, J.K.H.; Chen, Y.; Li, Y. The cost calculation method of construction 3D printing aligned with internet of things. J. Wirel. Commun. Netw. 2018, 2018, 147. [Google Scholar] [CrossRef]
- Bhattacherjee, S.; Basavaraj, A.S.; Rahul, A.V.; Santhanam, M.; Gettu, R.; Panda, B.; Mechtcherine, V. Sustainable materials for 3D concrete printing. Cem. Concr. Compos. 2021, 122, 104156. [Google Scholar] [CrossRef]
- Valente, M.; Sibai, A.; Sambucci, M. Extrusion-Based Additive Manufacturing of Concrete Products: Revolutionizing and Remodeling the Construction Industry. J. Compos. Sci. 2019, 3, 88. [Google Scholar] [CrossRef]
- Tinoco, M.P.; de Mendonça, É.M.; Fernandez, L.I.C.; Caldas, L.R.; Reales, O.A.M.; Toledo Filho, R.D. Life cycle assessment (LCA) and environmental sustainability of cementitious materials for 3D concrete printing: A systematic literature review. J. Build. Eng. 2022, 52, 104456. [Google Scholar] [CrossRef]
- Amran, M.; Abdelgader, H.S.; Onaizi, A.M.; Fediuk, R.; Ozbakkaloglu, T.; Rashid, R.S.; Murali, G. 3D-printable alkali-activated concretes for building applications: A critical review. Constr. Build. Mater. 2022, 319, 126126. [Google Scholar] [CrossRef]
- Chen, M.; Guo, X.; Zheng, Y.; Li, L.; Yan, Z.; Zhao, P.; Lu, L.; Cheng, X. Effect of Tartaric Acid on the Printable, Rheological and Mechanical Properties of 3D Printing Sulphoaluminate Cement Paste. Materials 2018, 11, 2417. [Google Scholar] [CrossRef]
- Weng, Y.; Ruan, S.; Li, M.; Mo, L.; Unluer, C.; Tan, M.J.; Qian, S. Feasibility study on sustainable magnesium potassium phosphate cement paste for 3D printing. Constr. Build. Mater. 2019, 221, 595–603. [Google Scholar] [CrossRef]
- Chen, W.; Jin, R.; Xu, Y.; Wanatowski, D.; Li, B.; Yan, L.; Yang, Y. Adopting recycled aggregates as sustainable construction materials: A review of the scientific literature. Constr. Build. Mater. 2019, 218, 483–496. [Google Scholar] [CrossRef]
- Rahul, A.V.; Mohan, M.K.; De Schutter, G.; Van Tittelboom, K. 3D printable concrete with natural and recycled coarse aggregates: Rheological, mechanical and shrinkage behaviour. Cem. Concr. Compos. 2022, 125, 104311. [Google Scholar] [CrossRef]
- Rigotti, D.; Dorigato, A. Novel uses of recycled rubber in civil applications. Adv. Ind. Eng. Polym. Res. 2022, 5, 214–233. [Google Scholar] [CrossRef]
- Mohajerani, A.; Burnett, L.; Smith, J.V.; Markovski, S.; Rodwell, G.; Rahman, M.T.; Maghool, F. Recycling waste rubber tyres in construction materials and associated environmental considerations: A review. Resour. Conserv. Recycl. 2020, 155, 104679. [Google Scholar] [CrossRef]
- Sambucci, M.; Marini, D.; Valente, M. Tire Recycled Rubber for More Eco-Sustainable Advanced Cementitious Aggregate. Recycling 2020, 5, 11. [Google Scholar] [CrossRef]
- Kumaran, G.B.; Mushule, N.; Lakshmipathy, M. A Review on Construction Technologies that Enables Environmental Protection: Rubberized Concrete. Am. J. Eng. Applied Sci 2008, 1, 40–44. [Google Scholar] [CrossRef]
- Mikulski, M.; Ambrosewicz-Walacik, M.; Hunicz, J.; Nitkiewicz, S. Combustion engine applications of waste tyre pyrolytic oil. Prog. Energy Combust. Sci. 2021, 85, 100915. [Google Scholar] [CrossRef]
- Sambucci, M.; Marini, D.; Sibai, A.; Valente, M. Preliminary Mechanical Analysis of Rubber-Cement Composites Suitable for Additive Process Construction. J. Compos. Sci. 2020, 4, 120. [Google Scholar] [CrossRef]
- Sambucci, M.; Valente, M. Influence of waste tire rubber particles size on the microstructural, mechanical, and acoustic insulation properties of 3D-printable cement mortars. Civ. Eng. J 2021, 7, 937–952. [Google Scholar] [CrossRef]
- Sambucci, M.; Valente, M.; Sibai, A.; Marini, D.; Quitadamo, A.; Musacchi, E. Rubber-Cement Composites for Additive Manufacturing: Physical, Mechanical and Thermo-Acoustic Characterization. In RILEM International Conference on Concrete and Digital Fabrication; Springer: Cham, Switzerland, 2020; pp. 113–124. [Google Scholar] [CrossRef]
- Ye, J.; Cui, C.; Yu, J.; Yu, K.; Xiao, J. Fresh and anisotropic-mechanical properties of 3D printable ultra-high ductile concrete with crumb rubber. Compos. Part B Eng. 2021, 211, 108639. [Google Scholar] [CrossRef]
- Liu, J.; Setunge, S.; Tran, P. 3D concrete printing with cement-coated recycled crumb rubber: Compressive and microstructural properties. Constr. Build. Mater. 2022, 347, 128507. [Google Scholar] [CrossRef]
- Aslani, F.; Dale, R.; Hamidi, F.; Valizadeh, A. Mechanical and shrinkage performance of 3D-printed rubberised engineered cementitious composites. Constr. Build. Mater. 2022, 339, 127665. [Google Scholar] [CrossRef]
- Sambucci, M.; Sibai, A.; Fattore, L.; Martufi, R.; Lucibello, S.; Valente, M. Finite Element Multi-Physics Analysis and Experimental Testing for Hollow Brick Solutions with Lightweight and Eco-Sustainable Cement Mix. J. Compos. Sci. 2022, 6, 107. [Google Scholar] [CrossRef]
- Valente, M.; Sambucci, M.; Sibai, A.; Iannone, A. Novel cement-based sandwich composites engineered with ground waste tire rubber: Design, production, and preliminary results. Mater. Today Sustain. 2022, 20, 100247. [Google Scholar] [CrossRef]
- Chougan, M.; Ghaffar, S.H.; Jahanzat, M.; Albar, A.; Mujaddedi, N.; Swash, R. The influence of nano-additives in strengthening mechanical performance of 3D printed multi-binder geopolymer composites. Constr. Build. Mater. 2020, 250, 118928. [Google Scholar] [CrossRef]
- Bayraktar, O.Y.; Soylemez, H.; Kaplan, G.; Benli, A.; Gencel, O.; Turkoglu, M. Effect of cement dosage and waste tire rubber on the mechanical, transport and abrasion characteristics of foam concretes subjected to H2SO4 and freeze–Thaw. Constr. Build. Mater. 2021, 302, 124229. [Google Scholar] [CrossRef]
- Şahin, H.G.; Mardani-Aghabaglou, A. Assessment of materials, design parameters and some properties of 3D printing concrete mixtures; a state-of-the-art review. Constr. Build. Mater. 2022, 316, 125865. [Google Scholar] [CrossRef]
- Ganjian, E.; Khorami, M.; Maghsoudi, A.A. Scrap-tyre-rubber replacement for aggregate and filler in concrete. Constr. Build. Mater. 2009, 23, 1828–1836. [Google Scholar] [CrossRef]
- Thomas, B.S.; Gupta, R.C. A comprehensive review on the applications of waste tire rubber in cement concrete. Renew. Sustain. Energy Rev. 2016, 54, 1323–1333. [Google Scholar] [CrossRef]
- Arunothayan, A.R.; Nematollahi, B.; Ranade, R.L.; Bong, S.H.; Sanjayan, J.G.; Khayat, K.H. Fiber orientation effects on ultra-high performance concrete formed by 3D printing. Cem. Concr. Res. 2021, 143, 106384. [Google Scholar] [CrossRef]
- Khan, R.B.N.; Khitab, A. Enhancing physical, mechanical and thermal properties of rubberized concrete. Eng. Technol. Q. Rev. 2020, 3. [Google Scholar]
- Wang, L.; Xiao, W.; Wang, Q.; Jiang, H.; Ma, G. Freeze-thaw resistance of 3D-printed composites with desert sand. Cem. Concr. Compos. 2022, 133, 104693. [Google Scholar] [CrossRef]
- Wang, J.; Du, B. Experimental studies of thermal and acoustic properties of recycled aggregate crumb rubber concrete. J. Build. Eng. 2020, 32, 101836. [Google Scholar] [CrossRef]
- Suntharalingam, T.; Gatheeshgar, P.; Upasiri, I.; Poologanathan, K.; Nagaratnam, B.; Rajanayagam, H.; Navaratnam, S. Numerical Study of Fire and Energy Performance of Innovative Light-Weight 3D Printed Concrete Wall Configurations in Modular Building System. Sustainability 2021, 13, 2314. [Google Scholar] [CrossRef]
- Akbar, A.; Liew, K.M. Assessing recycling potential of carbon fiber reinforced plastic waste in production of eco-efficient cement-based materials. J. Clean. Prod. 2020, 274, 123001. [Google Scholar] [CrossRef]
- Shobeiri, V.; Bennett, B.; Xie, T.; Visintin, P. A comprehensive assessment of the global warming potential of geopolymer concrete. J. Clean. Prod. 2021, 297, 126669. [Google Scholar] [CrossRef]
- Weng, Y.; Li, M.; Ruan, S.; Wong, T.N.; Tan, M.J.; Yeong, K.L.O.; Qian, S. Comparative economic, environmental and productivity assessment of a concrete bathroom unit fabricated through 3D printing and a precast approach. J. Clean. Prod. 2020, 261, 121245. [Google Scholar] [CrossRef]
- Ortiz, O.; Pasqualino, J.C.; Castells, F. Environmental performance of construction waste: Comparing three scenarios from a case study in Catalonia, Spain. Waste Manag. 2010, 30, 646–654. [Google Scholar] [CrossRef]
- El-Seidy, E.; Sambucci, M.; Chougan, M.; Al-Kheetan, M.J.; Biblioteca, i.; Valente, M.; Ghaffar, S.H. Mechanical and physical characteristics of alkali-activated mortars incorporated with recycled polyvinyl chloride and rubber aggregates. J. Build. Eng. 2022, 60, 105043. [Google Scholar] [CrossRef]
- Consonni, S.; Giugliano, M.; Massarutto, A.; Ragazzi, M.; Saccani, C. Material and energy recovery in integrated waste management systems: Project overview and main results. Waste Manag. 2011, 31, 2057–2065. [Google Scholar] [CrossRef]
- Coffetti, D.; Crotti, E.; Gazzaniga, G.; Carrara, M.; Pastore, T.; Coppola, L. Pathways towards sustainable concrete. Cem. Concr. Res. 2022, 154, 106718. [Google Scholar] [CrossRef]
- Zhang, Y.; Aslani, F. Development of fibre reinforced engineered cementitious composite using polyvinyl alcohol fibre and activated carbon powder for 3D concrete printing. Constr. Build. Mater. 2021, 303, 124453. [Google Scholar] [CrossRef]
- Merlonetti, G. Study of Advanced Cement-Based Materials for Additive Manufacturing. Ph.D. Dissertation, Università Politecnica delle Marche—Scuola di Dottorato di Ricerca in Scienza dell’Ingegneria, Ancona, Italy, February 2020. [Google Scholar]
- Niemelä, M.; Shi, A.; Shirowzhan, S.; Sepasgozar, S.; Liu, C. 3D printing architectural freeform elements: Challenges and opportunities in manufacturing for industry 4.0. In Proceedings of the 36th International Symposium on Automation and Robotics in Construction (ISARC), Banff, AB, Canada, 21–24 May 2019; pp. 1298–1304. [Google Scholar]
- Richardson, A.E. Compressive strength of concrete with polypropylene fibre additions. Struct. Surv. 2006, 24, 138–153. [Google Scholar] [CrossRef]
- ASTM C109/C109M-20a; Standard Test Method for Compressive Strength of Hydraulic Cement Mortars (Using 2-in. or [50- mm] Cube Specimens). ASTM International: West Conshohocken, PA, USA, 2020.
- Kanellopoulos, A.; Petrou, M.F.; Ioannou, I. Durability performance of self-compacting concrete. Constr. Build. Mater. 2012, 37, 320–325. [Google Scholar] [CrossRef]
- ASTM C 1202; Standard Test Method for Electrical Indication of Concrete’s Ability to Resist Chloride Ion Penetration. ASTM International: West Conshohocken, PA, USA, 2010.
- Jedinak, R. Energy efficiency of building envelopes. Adv. Mater. Res. 2014, 855, 39–42. [Google Scholar] [CrossRef]
- Sambucci, M.; Valente, M. Ground Waste Tire Rubber as a Total Replacement of Natural Aggregates in Concrete Mixes: Application for Lightweight Paving Blocks. Materials 2021, 14, 7493. [Google Scholar] [CrossRef]
- ASTM D7984; Standard Test Method for Measurement of Thermal Effusivity of Fabrics Using a Modified Transient Plane Source (MTPS) Instrument. ASTM International: West Conshohocken, PA, USA, 2021.
- ISO 14040; Environmental Management—Life Cycle Assessment—Principles and Framework. International Organization for Standardization: Geneva, Switzerland, 2006.
- Karger-Kocsis, J.; Mészáros, L.; Bárány, T. Ground tyre rubber (GTR) in thermoplastics, thermosets, and rubbers. J. Mater. Sci. 2013, 48, 1–38. [Google Scholar] [CrossRef]
- Chemnitz, M.; Schreck, G.; Krüger, J. Analyzing energy consumption of industrial robots. ETFA2011 2011, 1–4. [Google Scholar] [CrossRef]
- Valente, M.; Sambucci, M.; Chougan, M.; Ghaffar, S.H. Reducing the emission of climate-altering substances in cementitious materials: A comparison between alkali-activated materials and Portland cement-based composites incorporating recycled tire rubber. J. Clean. Prod. 2022, 333, 130013. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Performance Indicator | 3D Printing | Mold-Casting | ||
|---|---|---|---|---|
| p-CTR | p-RuC | c-CTR | c-RuC | |
| Rc (MPa) | 53.60 | 17.85 | 35.89 | 4.93 |
| Φ (1) | 0.189 | 0.217 | 0.214 | 0.228 |
| k (W/m∙K) | 1.32 | 0.84 | 2.29 | 0.46 |
| SRI (dB) | 10.49 | 10.67 | 12.45 | 15.96 |
| Mix Constituent | Sample | |
|---|---|---|
| p-CTR | p-RuC | |
| GWTR in total sand (% v/v) | 0 | 100 |
| Portland cement (kg/m3) | 800 | 800 |
| Water (kg/m3) | 300 | 250 |
| Water/cement ratio (w/c) | 0.380 | 0.310 |
| Sand (kg/m3) | 1100 | 0 |
| GWTR (kg/m3) | 0 | 310 |
| Silica fume (kg/m3) | 120 | 120 |
| Polycarboxylate ether-based superplasticizer (kg/m3) | 4 | 4 |
| Calcium oxide-based expansive agents (kg/m3) | 20 | 20 |
| Mix Constituent | Sample | |
|---|---|---|
| c-CTR | c-RuC | |
| GWTR in total sand (% v/v) | 0 | 100 |
| Portland cement (kg/m3) | 650 | 650 |
| Water (kg/m3) | 275 | 295 |
| Water/cement ratio (w/c) | 0.42 | 0.45 |
| Sand (kg/m3) | 1100 | 0 |
| GWTR (kg/m3) | 0 | 550 |
| Process | Reference Flow |
|---|---|
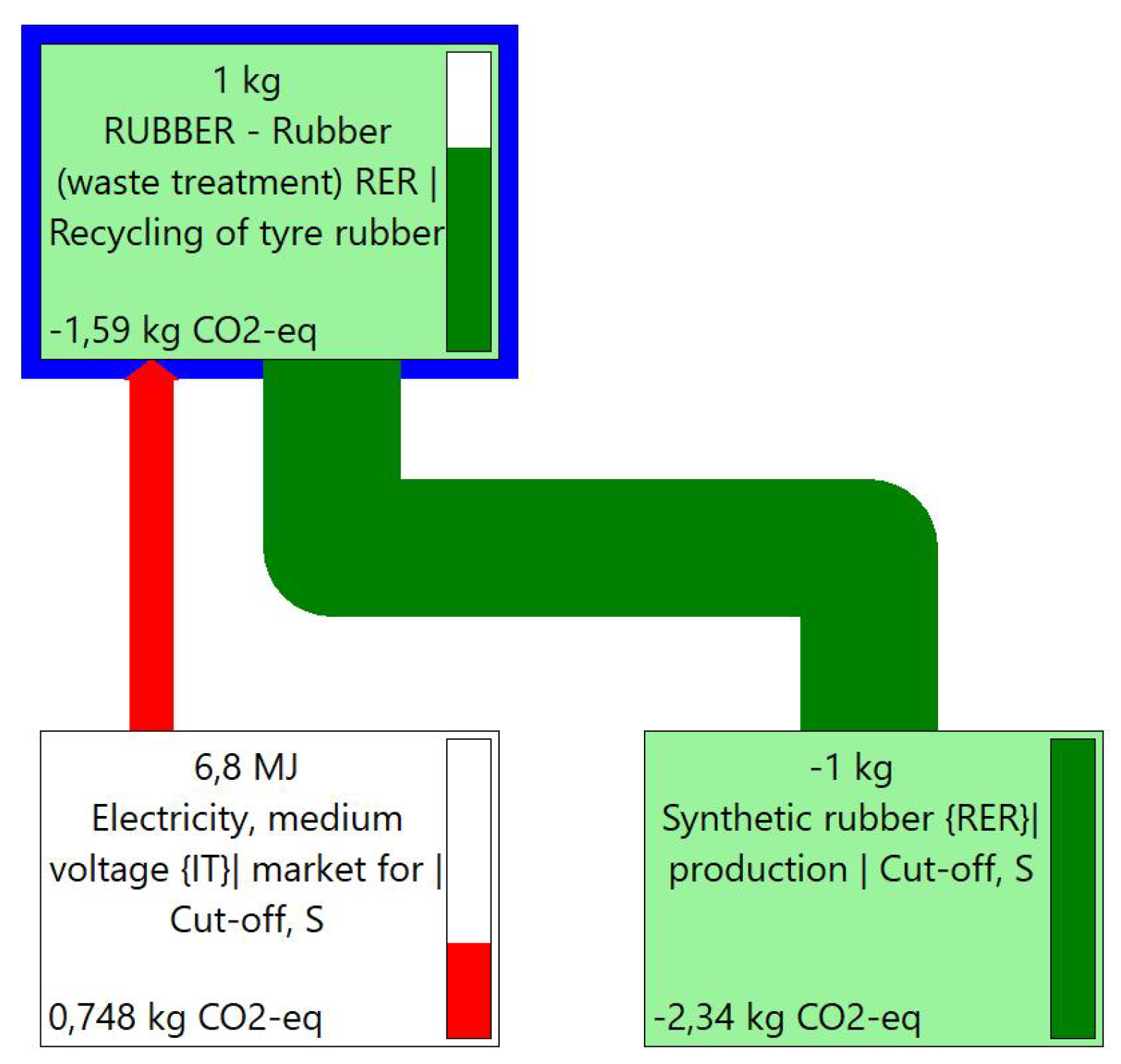
| GWTR processing | 1 kg |
| Synthetic rubber (avoided product) | −1 kg |
| Electricity | 6.8 MJ |
| Concrete drill mixing | 10 L |
| Electricity | 200 Wh |
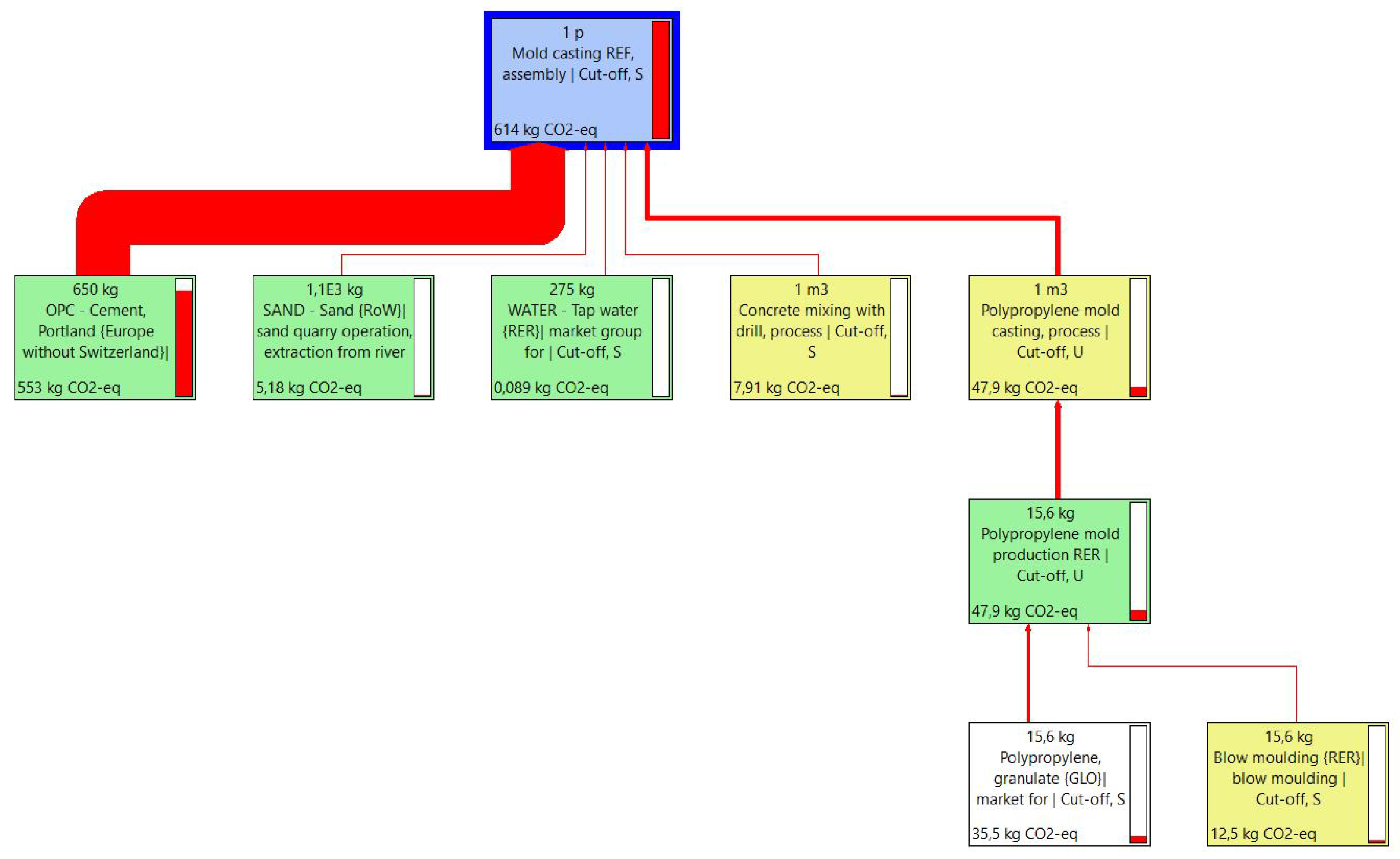
| Molding | 2024 cm3 |
| PP granulate (material) | 31.5 g |
| Mold production by blow-molding (process) | 31.5 g |
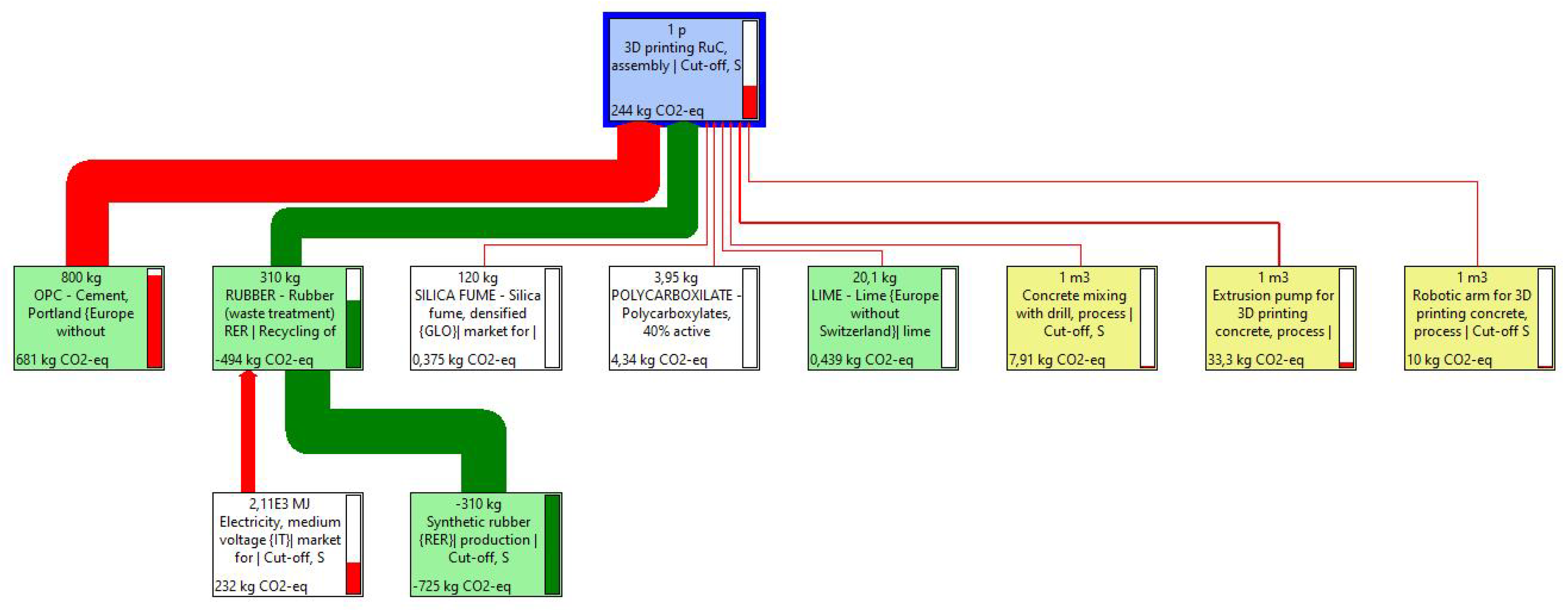
| Extrusion (pumping) | 2024 cm3 |
| Electricity | 170.45 Wh |
| Extrusion (robotic arm) | 2024 cm3 |
| Electricity | 51.1 Wh |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sambucci, M.; Biblioteca, I.; Valente, M. Life Cycle Assessment (LCA) of 3D Concrete Printing and Casting Processes for Cementitious Materials Incorporating Ground Waste Tire Rubber. Recycling 2023, 8, 15. https://doi.org/10.3390/recycling8010015
Sambucci M, Biblioteca I, Valente M. Life Cycle Assessment (LCA) of 3D Concrete Printing and Casting Processes for Cementitious Materials Incorporating Ground Waste Tire Rubber. Recycling. 2023; 8(1):15. https://doi.org/10.3390/recycling8010015
Chicago/Turabian StyleSambucci, Matteo, Ilario Biblioteca, and Marco Valente. 2023. "Life Cycle Assessment (LCA) of 3D Concrete Printing and Casting Processes for Cementitious Materials Incorporating Ground Waste Tire Rubber" Recycling 8, no. 1: 15. https://doi.org/10.3390/recycling8010015
APA StyleSambucci, M., Biblioteca, I., & Valente, M. (2023). Life Cycle Assessment (LCA) of 3D Concrete Printing and Casting Processes for Cementitious Materials Incorporating Ground Waste Tire Rubber. Recycling, 8(1), 15. https://doi.org/10.3390/recycling8010015