1. Introduction
The genus hogweed
Heracleum sp. includes more than a hundred species and belongs to the large family
Apiaceae (
Umbelliferae).
Heracleum is a biennial, rarely perennial plant, and can reach heights of up to two to three meters. Since the 1970s, the invasive spread of hogweed, a feral culture used for forage purposes until the 1980s in the USSR, began to acquire a massive character. Without proper supervision, the plant easily goes wild and penetrates natural ecosystems, almost completely destroying them [
1].
In the countries of Eastern and Northern Europe—Germany, Belarus, Estonia, Latvia, Lithuania, Poland, and the Scandinavian countries—according to the International Convention on Quarantine and Plant Protection, hogweed is classified as weeds to be destroyed. In 2015, Sosnovsky’s borscht was included in the Russian Industry Classifier of weeds, and since 2011, the Leningrad Region has been fighting borscht [
2,
3]. Russia, and the Leningrad Region in particular, are now facing the task of getting rid of the
Sosnovsky hogweed, a plant that is dangerous to humans and invasive to the entire environment.
Heracleum sosnowskyi Manden, or
Sosnowskyc’s hogweed, is a monocarpic perennial herbaceous flowering plant in the carrot family,
Apiaceae.
Sosnovsky hogweed was described by Soviet scientists in the late 1940s and was distributed as a silage crop during the post-war famine. Later, due to the danger to humans, its cultivation was stopped. Nevertheless,
Sosnovsky hogweed spreads very quickly and productively. The plant has a tendency to crosses with plants of the genus
Heraculum sp., which may also increase its distribution area [
4,
5]. According to rough estimates, hogweed occupies up to 15% of the natural landscapes of the European part of Russia. On average, one plant produces about 20,000 seeds. This shows that it is extremely widespread and very dangerous. The danger of the plant lies in the fact that its juice is phototoxic—hogweed juice contains photocoumarins. According to the Shklyarevskaya Olga and Yakimovich Elena in the article “Hogweed Control Strategies” [
6], photocoumarins increases the sensitivity of the skin to sunlight, namely ultraviolet radiation, and cause burns in humans and animals. At the same time, cases of severe sunburn with numerous blisters up to third degree after short-term contact with the plant were identified in medical institutions [
7].
An aerosol of hogweed juice and its pollen can cause photochemical dermatitis with mainly lesions of the upper and lower extremities [
8]. At the same time, government programs to combat hogweed are ineffective. In the Leningrad region, according to 2013 data, hogweed was found on an area of more than 100,000 ha. For the period from 2011 to 2019 in agricultural territories of this region, work to remove hogweed was carried out on 23,000 ha. In the period from 2011 to 2013 at the expense of the regional budget, a survey of the territory with a total area of over 346,500 hectares was carried out. This amounted to 58% of all settlement lands and 12% of agricultural lands [
9]. According to the results of the survey, hogweed was identified on a total area of more than 100,000 hectares (about 30% of all surveyed territories) [
10]. Laws are being adopted that oblige the removal of hogweed from land, otherwise a fine of 2,000 to 1 million rubles threatens (about 26.77 to 12,885.69 euro). Before proceeding to the total eradication of hogweed, it is important to use the biomass of the plant, process it and use it as an alternative source for obtaining, for example, bioethanol, cellulose, and other products [
11,
12,
13].
We have analyzed utilizations of hogweed or similar/related biomass for bioethanol and potentially other biofuel production. According to Zhukova Y.A and Mezenova O.Y. [
14], among the non-traditional raw materials for the production of bioethanol, dry lignin-cellulose raw materials (herbs, leaves of trees and shrubs, and straw), which are underclaimed in the food, agricultural, fuel, and other industries, seem to be promising. Likewise, potato, beetroot, banana, horse manure, cow manure, bird droppings, and sawdust can be used [
15]. However, for these raw materials, it is necessary to create a special technology.
The capacity of the bioethanol fuel market is growing (
Table 1). Most European countries are getting big biofuel blend mandates in 2020, with the Netherlands increasing its mandate to 16.4% from 12.5% [
16].
According to the calculations of analysts at Discovery Research Group, the volume of production bioethanol in the world in 2019 was equal to 109,254 billion liters [
18]. According to Chachina S.B. and Dvoyan A.V. [
15], in the case of obtaining alcohol from crushed beets (3 kg of crushed beets, 1000 mL of water, 50 mL of yeast, and 100 g of sugar), 170 mL of 60% alcohol will be obtained from 1 kg of beets, at a cost of 65 rubles (about 0.84 euro). Thus, the cost of a liter of 60% alcohol is 382 rubles (4.92 euro), and the cost of a liter of 70% alcohol is 445 rubles (about 5.73 euro).
In the case of obtaining alcohol from chopped bananas (1 kg of chopped bananas, 1000 mL of water, 50 mL of yeast, and 100 g of sugar), it showed the same efficiency as the variant from chopped beets, but at a lower cost (55 rubles is about 0.70 euro). From 1 kg of bananas and 100 g of sugar, 160 mL of 45% alcohol were obtained. The cost of a liter of 45% alcohol is 343 rubles (about 4.42 euro), and the cost of a liter of 70% alcohol is 531 rubles (about 6.84 euro) [
15]. In the case of obtaining alcohol from crushed potatoes (1 kg of crushed potatoes, 1000 mL of water, 50 mL of yeast, and 180 g of sugar), we get 235 mL of 70% alcohol (for 25 rubles or about 0.32 euro). The cost of a liter of alcohol is 106 rubles (about 1.37 euro) [
15]. In the case of using hogweed, the cost of a liter of bioethanol will be 82 rubles (about 1.06 euro) for 1 hectare of hogweed. That is not profitable and connected with a low yield of alcohol from hogweed juice. The indicator can be improved in the course of further study of methods for processing hogweed. The cost of a thone of cellulose is 48,832 rubles (about 0.63 euro), which allows a profit of 61,386 rubles (about 0.72 euro) per hectare of hogweed. The calculation is presented later in the article.
The vast majority of today’s transport fuels and organic chemicals is derived from fossil resources, mainly oil. In 2019, with petroleum accounting for nearly 33.1%, coal accounting for 27%, and gas accounting for 24.3%, fossil fuels account for almost 84.4% of total global energy consumption [
19]. However, the continued use of petroleum-based fuels is unsustainable: the main hydrocarbon reserves are located in hard-to-reach areas, including in the coastal zone or on the shelf. Many deposits require active additional exploration and preparation for work [
20]. To reduce the use of fossil fuels, more use of renewable energy sources, such as plant-based biofuels, is needed [
21]. The high content of sugars and proteins in the hogweed distinguish it as a possible substrate in the biofuel industry [
22,
23,
24,
25].
In addition, hogweed has a negative impact on the environment, as it quickly displaces native vegetation. Using the methods of bioconversion of plant raw materials, it is possible to obtain useful products from a weed plant, for example, bioethanol from hogweed. Hogweed can also be considered as a source for the production of cellulose.
Currently, there are developments for the processing of hogweed into bioethanol [
26]. Applying modern biotechnological approaches, such as enzymatic processing of raw materials, screening of yeast strains, type, quantity and time of application of nitrogenous nutrition, it is possible to significantly increase the bioethanol yield per unit mass of the plant [
27,
28].
Taking into account the scale of the territory occupied [
9] by hogweed today, it is advisable to develop a technology for obtaining bioethanol and cellulose from this plant and submit a project proposal for the integrated processing of hogweed. The climatic features of the Leningrad region contribute to the development of hogweed with a height of up to 5 m and a stem diameter of more than 15 cm [
29].
Depending on the harvesting season, the dry matter of
H. sosnowskyi varies in the range of 13.4–16.6% for crude protein and 20.7–25.8% for sugar [
30]. During the flowering period, the concentration of carbohydrates in vegetable juice ranges from 7 to 23% (average 10%), and at the time of fruit ripening, up to 30% [
31].
The amount of carbohydrates depends on the growth phase of the plant, for example, when budding, the carbohydrate content is 17%, and before flowering, sugars can be up to 31% [
32]. It was found that more water-soluble carbohydrates are accumulated in the stems and peduncles. In the stems of Sosnovsky, Leman, and Mantegazzi hogweed, the amount of sugar reaches 30–34%, in the green mass (21.0–23.7% of the dry matter). Water-soluble carbohydrates of green mass are represented mainly by glucose (7.9–17.8%), sucrose (1.3–5.8%), and fructose (2.0–3.8%) [
33].
The shoots and leaves of
Sosnowskyi hogweed (H. sosnowskyi) contain a significant amount of cellulose, although not of very high quality: about 60% of the dry matter or 9% of the weight of the green mass [
34]. Musikhin and Sigaev [
25] determined the content of cellulose in
H. sosnowskyi to be 39.6%. To date, it is very difficult to completely eliminate hogweed, due to the difficulty of harvesting and the scattered growth of hogweed populations. The use of chemical methods to combat hogweed does not use the potential of the plant [
35].
Complex processing of green hogweed biomass involves mowing, uprooting, chopping, and collecting hogweed in contaminated areas, and delivery to the base, where further processing of the plant mass will take place. It is assumed that the hogweed processing site will be located within easy reach of the hogweed growing area and close to local utilities: electricity, water supply, and sewerage. Taking into account the existing volumes of already growing cow parsnip, the elimination of which cannot be solved in the shortest possible time, the organization of complexes for the removal of hogweed seems to be economically feasible.
The main problem that this study solves is that there are no sustainable business models for processing plants that would allow them to carry out hogweed processing activities and make a profit. The purpose of this study is to consider and compare possible business models for processing hogweed using the proposed technology to produce cellulose and bioethanol.
2. Results and Dicussion
2.1. Processing of Sosnovsky hogweed
One of the ways to deal with hogweed is to mow its green mass and uproot it. It is important to use this biomass for processing and obtaining alternative products, for example, for the production of bioethanol or for the production of cellulose. The chemical composition of hogweed allows us to consider it for obtaining alternative energy sources from it instead of traditional resources, such as petroleum or obtaining cellulose using biotechnological methods for processing plant raw materials instead of traditional methods for obtaining cellulose from wood materials. Solving these issues is an urgent task.
To produce bioethanol, it is necessary to identify substances that may affect the fermentation process. Hogweed chemicals are usually considered as a quality characteristic of a silage plant, while the composition of hogweed juice as a component suitable for fermentation is analyzed to a lesser extent. In this regard, the main chemical components of hogweed are determined [
29,
36], which are necessary for feeding yeast during fermentation, as well as for the highest bioethanol yield.
The chemical composition of hogweed juice of the 2019 collection, stored at a temperature of −18 °C is presented in
Table 2. The humidity of hogweed during its analysis was 86.22 ± 0.67%.
The amount of free nitrogen of 215.91 mg/dm3 is sufficient to feed and maintain the physiological state of yeast. The concentration of soluble carbohydrates and the proportion of dry substances is lower than in standard candied wort from grain raw materials, so before adding yeast, the raw material must be processed to extract compounds from it. Such a processing method can be an enzymatic treatment using pectolytic, proteolytic, or cellulolytic enzymes.
For the study, the leaves and stems of hogweed were crushed mechanically until the particle size reached no more than 10 mm. In such plants as hogweed, there is a high content of pectin and carbohydrates [
24], which provides grounds for obtaining bioethanol, which is obtained by fermenting juice. To increase the yield of juice, first, hydrolysis of sections of the pectin molecule is necessary. For this, it is necessary to use complex preparations with different activities [
37,
38]. Complex enzyme preparations were added to the resulting pulp: Fructozym UF, Fructozym P6-L, and Fructozym Flux (Erbsloeh, Germany). The amount of applied enzyme preparations was selected based on the recommendations given in certificates from the manufacturer of enzyme preparations; the dose of application was 0.05% by weight of ground hogweed.
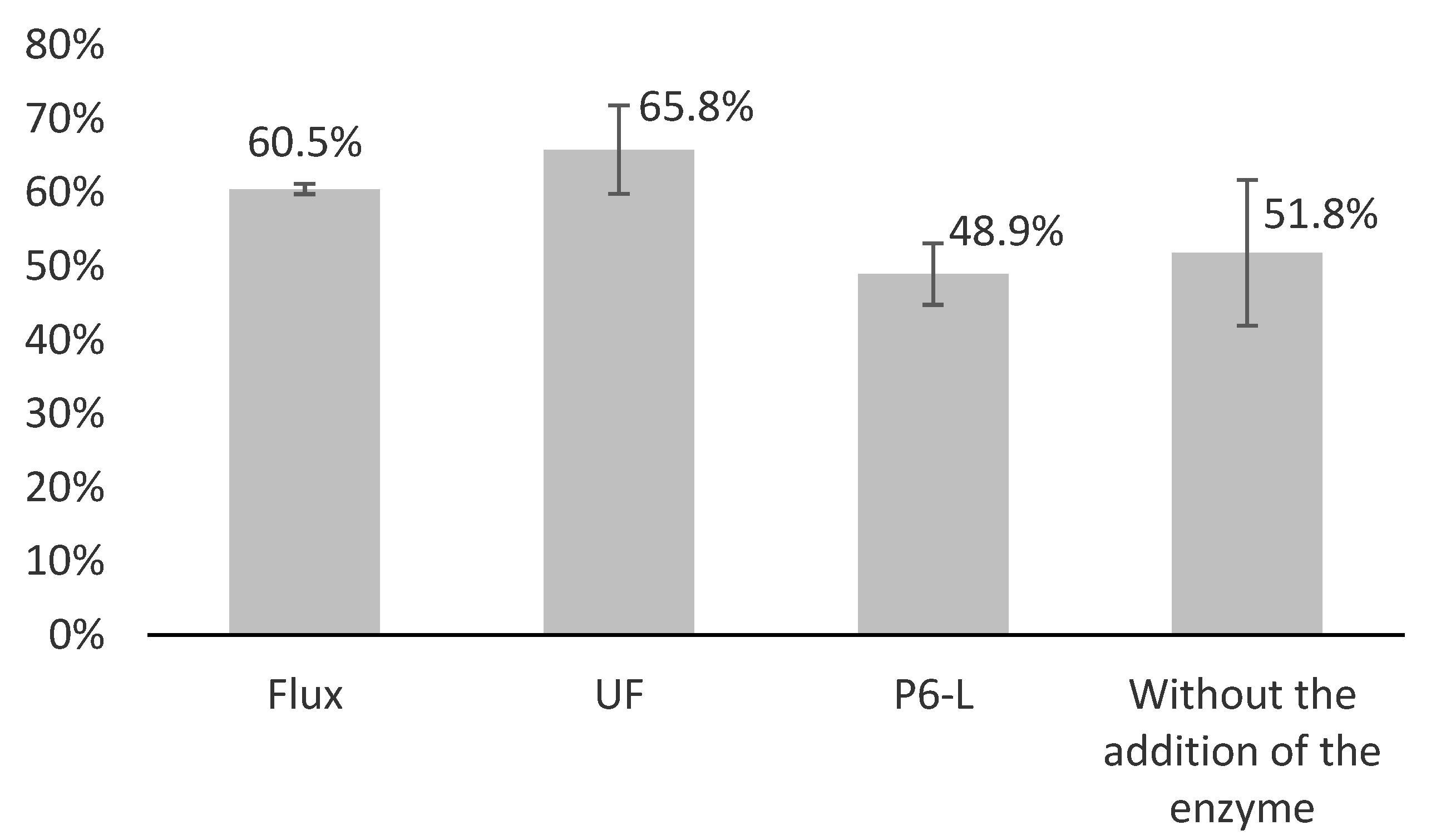
Enzymatic treatment of the crushed green mass was carried out at a temperature of 50 °C for 1.5 h, while a sample was taken every 0.5 h to determine dry substances on a PTR45 refractometer. At the end of the enzymatic treatment, the pulp was pressed, and the juice was extracted. The output of hogweed juice after a three-hour heat treatment is shown in
Figure 1.
It was found that the use of the enzyme preparations Fructozym UF and Fructozym Flux increased the yield of juice compared to the sample without the addition of the enzyme (14.0% and 8.7%, respectively). The introduction of the enzyme preparation Fructozym P6-L led to a decrease in juice yield, which is due to a deeper destruction of the hogweed biomass structure and a violation of the drainage layer.
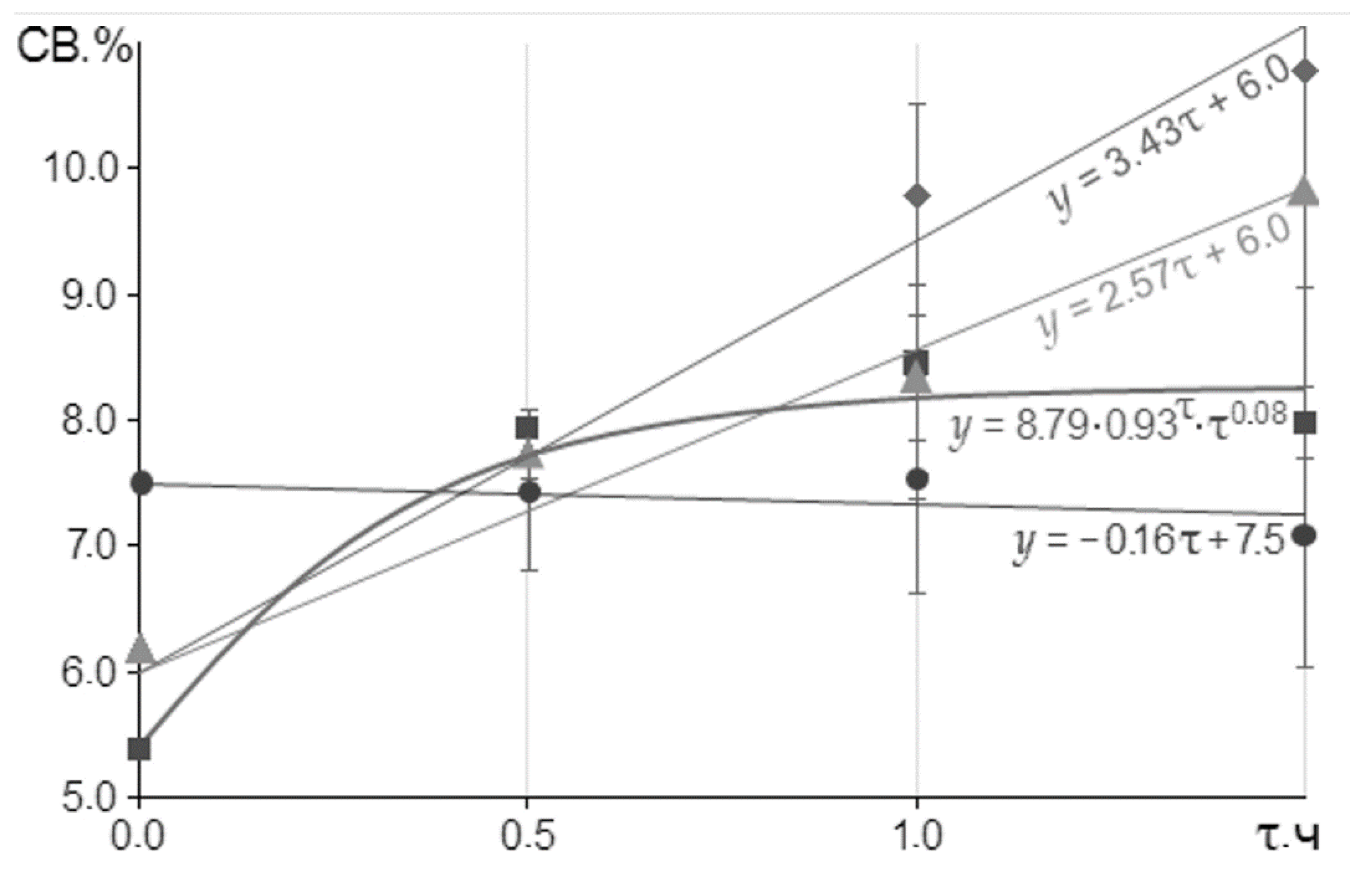
The highest juice yield (65.8%) was obtained from hogweed pulp treated with the enzyme preparation Fructozym UF. The dynamics of the accumulation of dissolved solids in juice during the enzymatic treatment of ground hogweed is shown in
Figure 2.
The maximum dry matter content was observed in juice samples treated with Fructozym UF (10.6%) and Fructozym P6-L (9.8%) for 1.5 h. The regression analysis of the experimental data in
Figure 2 showed that in the juice treated with enzyme preparation Fructozym UV and Fructozym P6-L, the concentration of dry substances increased linearly, but to describe the dynamics of the extractivity of samples containing Fructozym FLUX the exponential-power model (y = a · b
τ · τ
c) is best suited and the last term τ
c with a small exponent making the largest contribution to the nonlinearity of the equation.
This means that the effect of Fructozym FLUX on the release of solids is ambiguous: after 1.5 h of treatment, the positive effect completely disappears, neutralized by some side effect. It can be assumed that the high pectinase activity of this enzyme preparation creates new active zones on the surface of the substrate that bind molecules of other extractive substances, converting them into an insoluble form. The regression equation relating to juice samples subjected to heat treatment without the addition of an enzyme preparation has a negative term, but in comparison with the confidence intervals of the experimental results, this coefficient is not significant. It can be said that, in fact, heat treatment of hogweed juice in the absence of enzyme preparations does not lead to a change in extractivity.
Experimental data show that to intensify the extraction of juice from hogweed, it is rational to use pectolytic enzyme preparations. The best of the investigated is the drug Fructozym UF.
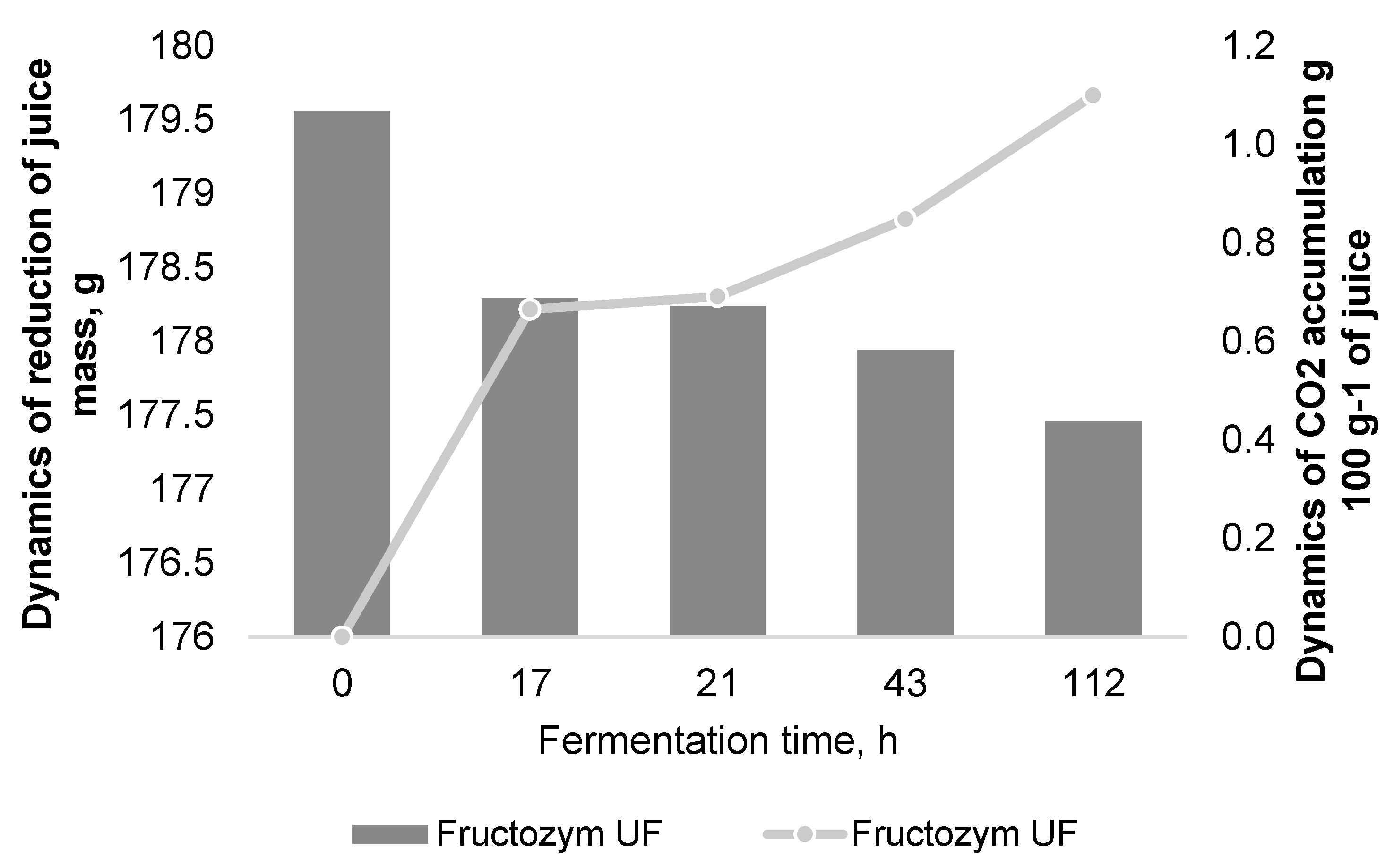
Next, the juice obtained from hogweed treated with the addition of Fructozyme UF in an amount of 0.05% of the green mass of the plant was fermented for 1.5 h. The dose of alcohol yeast DistilaMax DS was 25 g hl
-1. Reactivation temperature of dry alcoholic yeast is 30 °C. During the fermentation period, a decrease in the mass of fermenting juice was noted. At the end of the change in the mass of the mash, distillation was carried out and the alcohol content was determined by hydrometric method [
39]. The results are shown in
Figure 3.
The fermentation rate of hogweed juice was estimated by the amount of carbon dioxide released per unit of time from a certain volume of the medium [
40]. Thus, the accumulation of carbon dioxide in the test sample was slow due to the low content of fermented carbohydrates. The low content of fermentable carbohydrates in the juice and the production of alcohol in the fermented juice in an amount of 1.5% by volume indicates the need for further research to increase the amount of fermentable carbohydrates by acidic or enzymatic hydrolysis of cellulose by cellulolytic enzymes and the production of fermentable monosaccharide (glucose).
From the aboveground part of the plant, in addition to bioethanol, cellulose can be obtained, the content of which in hogweed reaches 40%. The lignocellulose structure is an integral part of the plant cell wall. It is a complex natural compound consisting of cellulose, hemicellulose, and lignin. Cellulose and hemicellulose are strongly bound to lignin and form a complex lignocellulose network. This network is very stable and resists depolymerization. It is important to extract cellulose from the part of the hogweed that is compressed after receiving the juice.
To obtain cellulose from hogweed, the raw material was crushed to a particle size of no more than 10 mm. Then the raw material was pressed with a manual press, juice and pulp were separated. Pulp in the amount of 200 g with a humidity of 73.2% was mixed with 0.4 n hydrochloric acid solution in a ratio of 1:6 and kept in a water bath at a temperature of 90 °C for 3 h. After acid-heat treatment, the resulting raw materials were washed with distilled water to pH 5–6.
The resulting mass of hogweed pulp in the amount of 1000 g with a humidity of 98.3% was mixed with 1% sodium hydroxide solution in the ratio 1:5. The resulting mass was kept in a bath at a temperature of 60 °C for 1.5 h. After alkaline-thermal purification, the cellulose was washed with distilled water to pH 5.5. After the manipulations, cellulose weighing 167.9 g with a humidity of 91.3% was obtained, which was re-treated with hydrochloric acid with a concentration of 0.1 n for 1 h at a temperature of 60 °C. The resulting cellulose was washed with water to a pH of 5–6, pressed and obtained cellulose weighing 108.8 g with a humidity of 72%.
Dry substances in the sediment after extraction were determined by weight method. The resulting precipitate was transferred to a pre-dried weighing bottle to a constant weight and placed in a drying cabinet at 60 °C for drying to a constant weight. The dry matter content was determined as the difference in the mass of buckets with sediment and without sediment.
To bring the weighing bottles to a constant mass, they were placed in a drying cabinet and dried to a constant mass for 24 h at a temperature of 105 °C. Then the buckets were cooled in a desiccator for 30 min. After a lapse of time, the weighing bottles were weighed with an accuracy of 0.0001 g. Drying and weighing were repeated. The amount of cellulose was determined by formula (1) [
41]:
where
A is the mass of weighing bottle with sediment, g;
B is the mass of weighing bottle without sediment, g;
M is the mass of cellulose, g;
C is the volume taken for analysis, mL.
The pulp yield from hogweed pulp was 6.75%. To check the purity of cellulose, the content of alpha-cellulose was determined, which shows the uniformity of raw materials and their resistance to alkalis. The content of alpha-cellulose in relation to the resulting cellulose is 90.2% [
42].
Based on the presented results, a proposed scheme for processing the plant mass of hogweed was drawn up, where the ground part of the hogweed will undergo enzymatic heat treatment using pectolytic enzymes to increase the extractivity and yield of juice, the juice will be fermented with further manipulations to obtain bioethanol. The remaining compressed vegetable mass of the hogweed will be cleaned to extract cellulose.
2.2. Commercialization of Technology
As a result of the tests, the chemical composition of hogweed was analyzed and the components that can affect the duration and activity of fermentation were determined. Mash with a mass fraction of alcohol up to 1.5% vol was obtained from the juice of hogweed during pretreatment in the presence of enzymes. Pulp with 90.2% alpha-cellulose content was obtained from hogweed pulp.
The proposed business models were evaluated according to three main criteria: feasibility, profitability and environmental impact. The ranking results are shown in
Table 3. Summing up all the ranking values, we find that processing plant gets ten points, installations with pretreatment receives five points, industrial symbiosis-1 receives seven points, and industrial symbiosis-2 receives seven points.
Thus, we can conclude that the processing plant has the greatest appeal.
As part of the PURE project [
43], implemented as part of the Russia–South-East Finland 2014–2020 cross-border cooperation program, the authors of the project calculated the cost of equipment for pulp production using processing plant business model. The total costs for pulp production is about 18,960,000. The calculation table is presented as
Table 4.
The estimated amount of water, energy resources and costs for the purchase of acid and alkali, acid-base extraction, production of cellulose, as well as profit from the sale of the obtained cellulose are presented in the
Table 5 for processing plant business model.
Thus, the costs of equipment for cellulose processing is about 18,960,000 rubles (about 244,312.70 euro). The cost of 1 thone of cellulose is 48,832 rubles (about 629.23 euro), providing a profit of 61,386 rubles (about 791.00 euro) per hectare of hogweed. The profit from 1 ton of cellulose from hogweed is 61,387 (about 791.01 euro) rubles. Therefore, the breakeven point will be around 309 hectares of hogweed processed by the plant. According to the municipalities data [
44], at the moment there are more than 100,000 hectares of hogweed in Leningradskaya oblast. One plant can form several umbrellas and produce more than 20,000 seeds. The structure of the fruits contributes to their distribution with the help of wind, rain and sewage, and human activities over a distance of up to 2 km. Unripe seeds have the ability to ripen on the surface of the soil and in umbrellas cut during the struggle. The viability of seeds lasts up to five years [
45]. Hence, the period of decline in the hogweed population will depend on the capacity of the processing plant and is planned to be calculated in future research. In addition, in the future, other business models may be proposed that surpass those considered in the study in these characteristics.
3. Results and Discussion
3.1. Processing of Sosnovsky hogweed
The experiments were carried out using the biomass of
Sosnowskyi hogweed collected in Volkhonsky SNT (Pushkin city, St. Petersburg, Russia) in September 2019. Samples for analysis were placed in bags and stored at a temperature of −18 °C. Juice was obtained by grinding hogweed to obtain particles up to 10 mm long and pressing the resulting mass using a PI10 hand tool. The amount of free nitrogen in the juice was determined using a colorimetric method using ninhydrin [
37]. Determination of soluble carbohydrates in hogweed juice was carried out using 0.2% anthrone solution [
46]. Determination of the mass fraction of dry hogweed juice in hogweed was carried out by the refractometric method on a PTR46 Index Instruments refractometer. The mass concentration of titratable acids in the juice was determined by direct titration of the juice with a titrated alkali solution to a neutral reaction [
47]. Determination of the hydrogen index (pH) in the juice was carried out with a portable device PH-200 (HM-Digital, Seoul, South Korea).
In this work, complex enzyme preparations of pectolytic, proteolytic, and cellulose action were used—Fructozyme Flux, Fructozyme P6-L, Fructozyme UV (Erblslöh, Geisenheim, Germany). For fermentation, Lallemand DistilaMax DS yeast strains were used, which are used in ethanol production. The selection of cellulose was carried out by the method of acid and alkaline extraction [
48].
3.2. Comparison of Used Models
For this study, we used the method of ranking and comparing business models based on three indicators: feasibility, profitability, and environmental impact. The choice of the following criteria was justified by certain factors. Feasibility of production is necessary since the goal is to get rid of hogweed from farm and fallow areas. Thus, the model must adapt to changes in the supply chain. The profitability of the business model will ensure a high investment attractiveness of the project. Thanks to this, we can expect a wide distribution of such projects, which will eventually help to overcome the excessive spread of this dangerous plant. The environmental impact was chosen as a criterion, since the goal of the entire project is to rid natural landscapes of uncharacteristic thickets of Sosnovsky hogweed. In other words, it is important that the impact on the environment is limited only to the destruction of this plant and does not affect other species living in this area.
Following is an explanation of how the evaluation was performed according to the criteria described below. Profitability was evaluated based on absolute indicators of the expected profit indicator, with the highest rating (four points) received by the company with the highest profitability indicator, and the lowest rating (one point) received by the company with the lowest profitability indicator. The feasibility criterion depended on the number of partners needed for the business to exist. Therefore, the company that needs the least number of partners gets the highest rating (four points), and the company that needs the greatest number of partners gets the lowest rating (one point). The environmental impact was assessed by the direct impact on the thickets of Sosnovsky hogweed. The model that offers the greatest possibility of destroying hogweed gets the highest score (four points), and the model that assumes the possibility of increasing the spread of plants or not reducing the prevalence gets the lowest score (one point).
3.3. Business Model Canvas
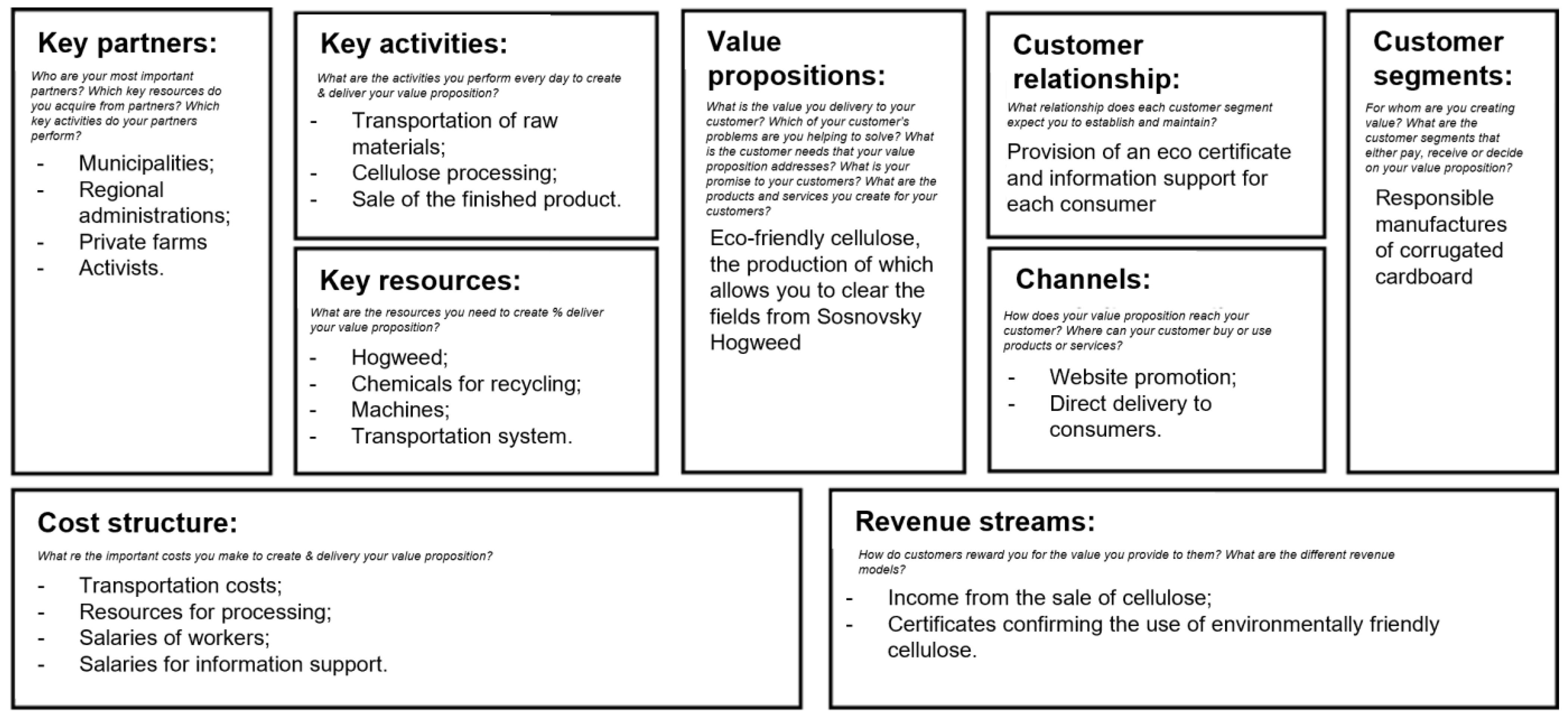
The business model developed by Alexander Osterwalder [
49] is recognized as one of the standards for building business models. Based on it, a business model was created that describes all the business models proposed in the study (
Figure 4).
The customer segments are companies responsible for corrugated board manufacturing. Using hogweed (cow parsnip) as a raw material for the production of corrugated cardboard, they will be able to increase their own sustainability, as well as have a positive effect on the ecology of the region in which they are located. The target audience is responsible corrugated board manufacturers.
The main competitive advantage (value proposition) of the technology is the environmentally friendly production of pulp, which at the same time results in ridding the fields of Sosnowski hogweed. The main revenue streams are the sale of cellulose, as well as the issuance of certificates confirming the use of sustainable cellulose. The main channels for satiating the final product (cellulose for the manufacture of cardboard) will be advertising on the Internet, as well as direct channels with consumers. Regarding customer relationship, as part of the proposed business model, each customer will be provided with an eco-certificate, as well as information support. Key activities are transportation of raw materials, production of pulp, and sale of the final product. These processes will be handled by the project team with the involvement of outsourcing. Key resources for the project team in this business model are the hogweed itself, chemicals for recycling, equipment, and transport infrastructure (cars, people, etc.). In the absence of one of these resources, the implementation of the business model is not possible. Key partners in this business model are municipalities, regional administrations, private households, and activists. They will be able to provide areas for the collection of hogweed as well as provide labor. The main costs are the costs of transporting the cow parsnip, as well as its processing. This also includes the wages of employees and the cost of information support for consumers.
This canvas does not describe the key differences between the models, and it is necessary to build separate diagrams to show the key aspects for which the division was conducted. This aspect is the implementation of certain activities for the implementation of the business.
3.3.1. Processing Plant
This business model is a traditional linear scheme for the production of a product or material, in this case
Sosnovsky hogweed cellulose (
Figure 5). The model will be useful if a large-scale fight against hogweed is not started, and the company will have to collect
Sosnovsky hogweed from the fields itself.
According to this business model, the company will collect hogweed on its own during the period from June to September, transport it to the plant, where it will be processed into pulp, which will be sold. The model describes that the resulting pulp will be sold to a company that produces cardboard. The fact is that due to the potential danger of the resource obtained from hogweed, it will only be used as a corrugated gasket between sheets of cardboard. Implementing this model will require an investment of $262,847. Discounted payback period will be around four years.
3.3.2. Installations with Pretreatment
According to the second model, it is not the processing company that deals with the collection of hogweeds, but other companies and individual entrepreneurs who are interested in making a profit (
Figure 6). The company produces plants for pre-processing hogweed and produces informational materials explaining how to use the platforms. People or companies then collect hogweed and process it in a special platform. This helps to make the process of transporting raw materials pay off. Then the material goes to the plant, where it is processed into cellulose.
3.3.3. Industrial Symbiosis-1
This model will work if the plant would be destroying by a state, regional, or municipal government, or if the activist movement is gaining huge strength (
Figure 7). It is assumed that the company will use waste from cleaning the territory from hogweed. As mentioned earlier, there is a possibility that other actors will take up the fight against an invasive plant. Thus, the plant becomes a waste product of one process and at the same time becomes a resource for another process. Otherwise, the model repeats the business-model ‘Processing plant’.
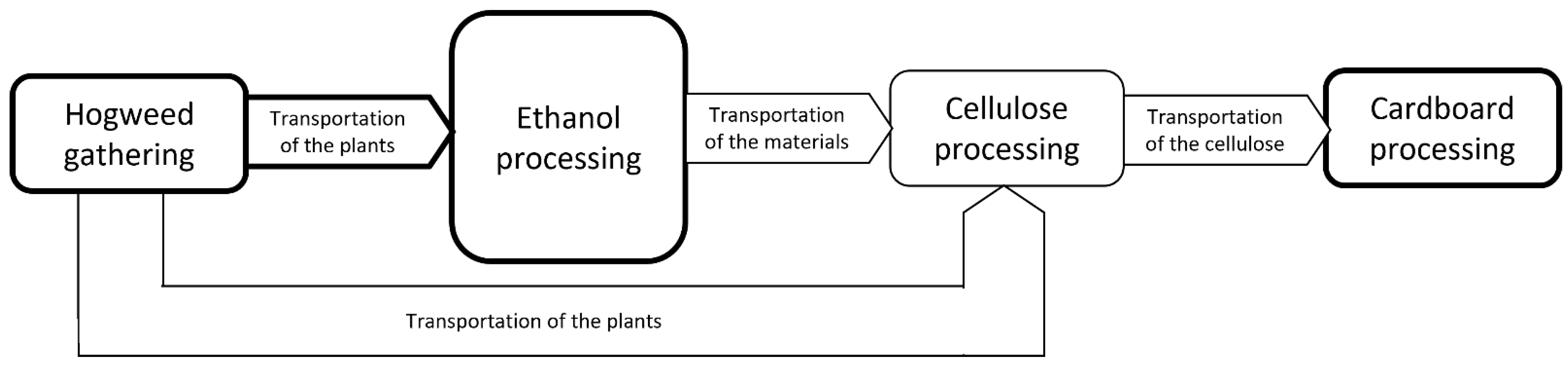
3.3.4. Industrial Symbiosis-2
The processing of
Sosnovsky hogweed in the Leningrad region was also considered (
Figure 8). Its peculiarity lies in the fact that hogweed does not contain enough sugar, which is necessary to produce ethanol. However, in other regions where hogweed grows, the chemical composition allows production of ethanol from it. This ethanol can then be used as a fuel additive. After the production of ethanol, waste remains, which can then be used to produce cellulose. The company that processes hogweed will have to buy the waste from the company that produces bioethanol, recycle it, and sell it to the company that produces cardboard. It is also possible to buy extra hogweed grown in the fields of the Leningrad region to produce pulp.
3.4. Ranking and Comparison
Based on the results of drawing up business plans, the following results were obtained:
Expected profitability as a percentage of revenue for processing plant is 33% [
50]; for installations with pretreatment, 15%; for industrial symbiosis-1, 20%; and for industrial symbiosis-2, 37%. Thus, processing plant receives two points, installations with pretreatment receives one point, industrial symbiosis-1 receives three points, and industrial symbiosis-2 receives four points.
The feasibility of processing plant is higher than that of other models, since all the company’s activities are carried out independently and do not require the participation of other entities. The business model for installations with pretreatment is less feasible than for processing plant since there is a risk of not selling platforms. However, it is more feasible than industrial symbiosis models. Industrial symbiosis models are relatively less feasible, since they require the active participation of a third party: the civil community or a government entity (federal, regional, or municipal) for industrial symbiosis-1 and other businesses for industrial symbiosis-2. Nevertheless, today, the emergence of a business is much more likely than a successful government program at any level to clean up the territory from Sosnovsky hogweed. Therefore, processing plant receives four points, installations with pretreatment receives three points, industrial symbiosis-1 receives two points, and industrial symbiosis-2 receives one point.
The environmental impact assessment indicates that processing plant creates ‘green zones’ in which there are other stakeholders interested in increasing the number of Sosnovsky hogweed thickets. For installations with pretreatment, these zones include stakeholders who buy platforms. They are directly interested in getting more of the right plant. Changing a network for a different plant is much more difficult than changing a single enterprise. Industrial symbiosis schemes show the same results, because on the one hand, they do not control the process of collecting hogweed, and on the other hand, they inspire confidence, since non-profit organizations are not interested in making a profit (industrial symbiosis-1) and the actions of one organization are easier to track than the actions of several stakeholders (industrial symbiosis-2). As a result, processing plant receives four points, installations with pretreatment receives one point, industrial symbiosis-1 receives two points, and industrial symbiosis-2 receives two points.


 ,
, 









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}