Improving the Energy Concentration in Waste Printed Circuit Boards Using Gravity Separation

Abstract
:1. Introduction
2. Materials and Methods
2.1. Material
2.2. Equipment and Test Procedures
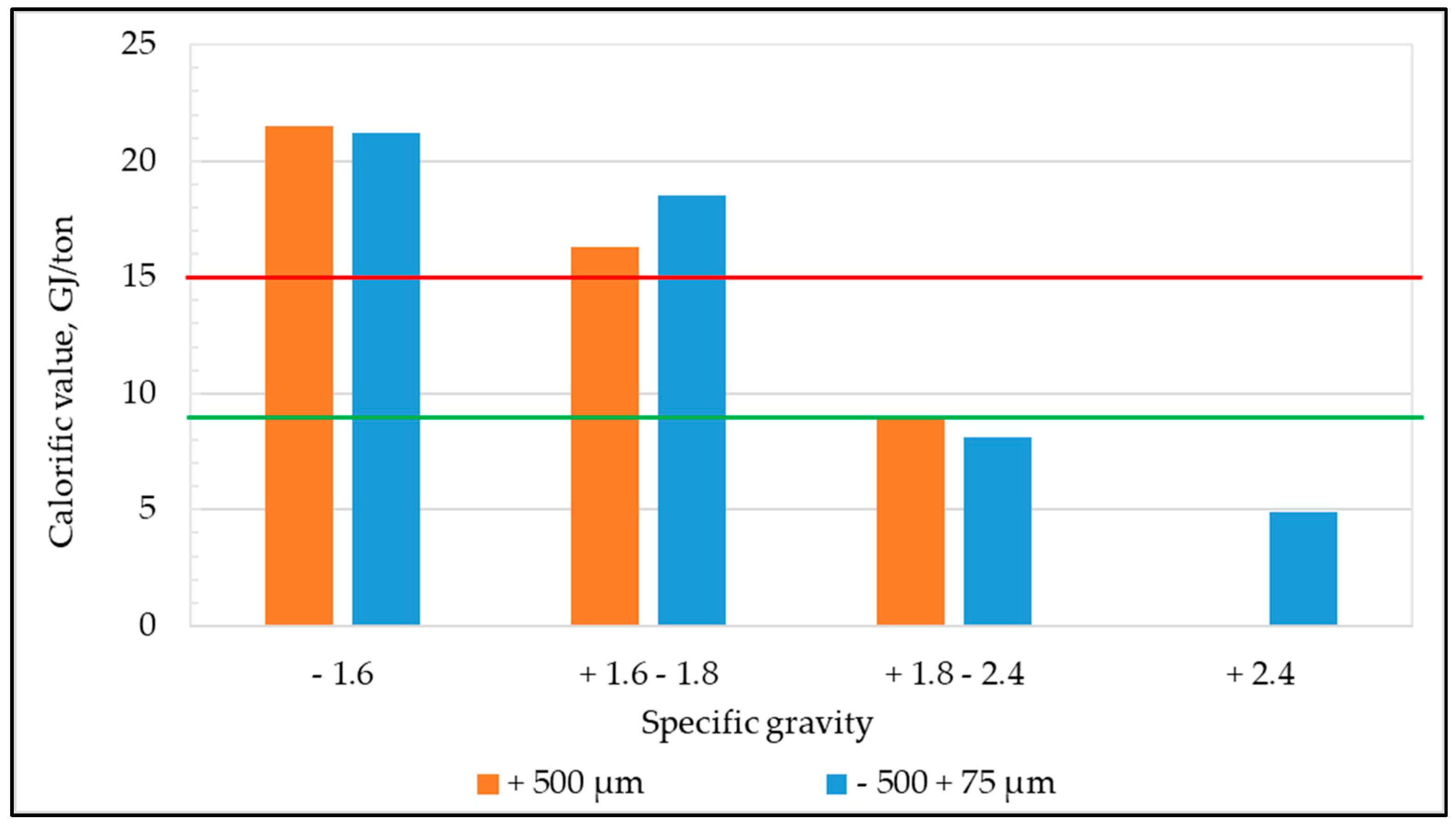
2.2.1. Calorific Value Measurement
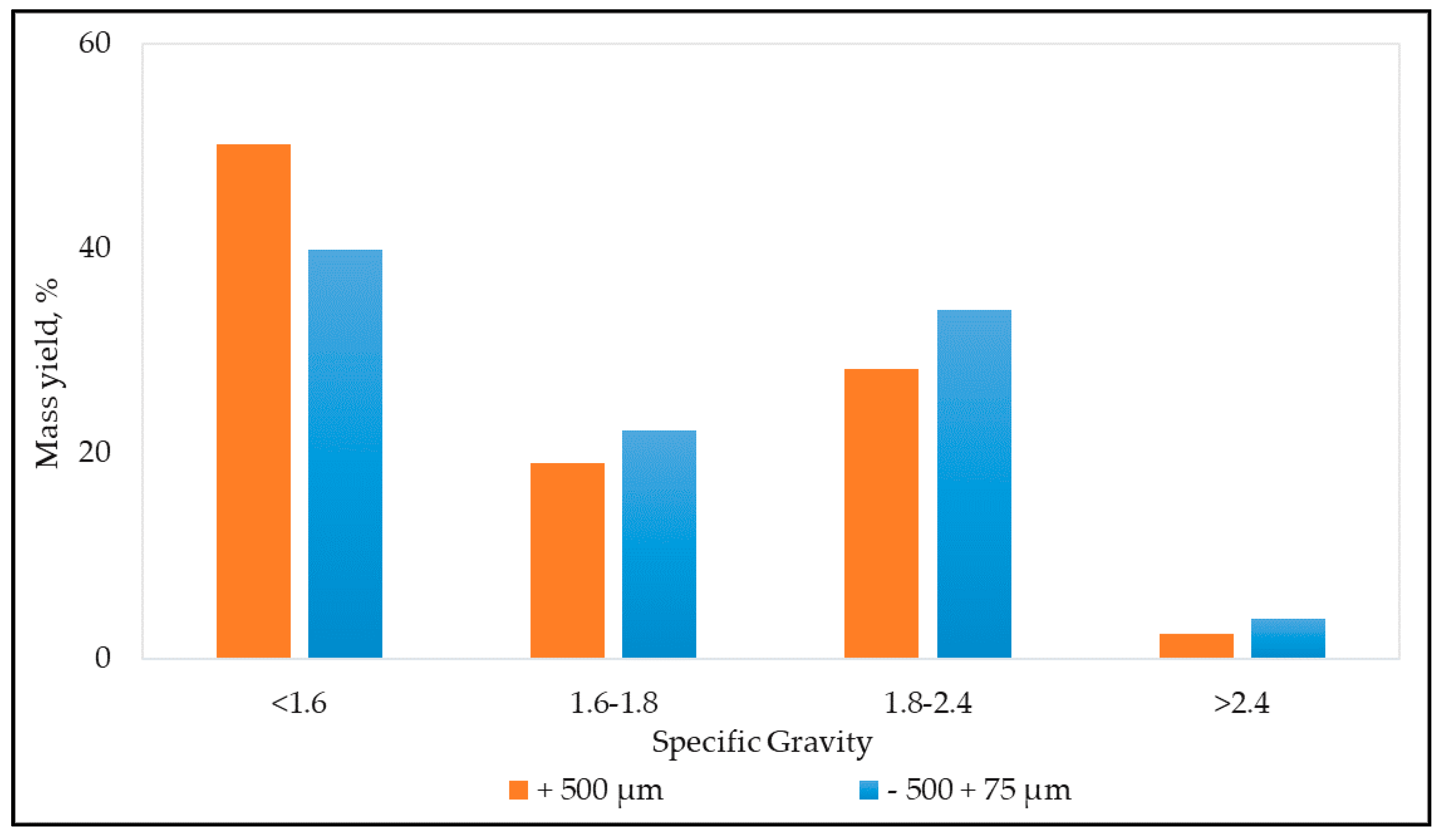
2.2.2. Float-Sink Test
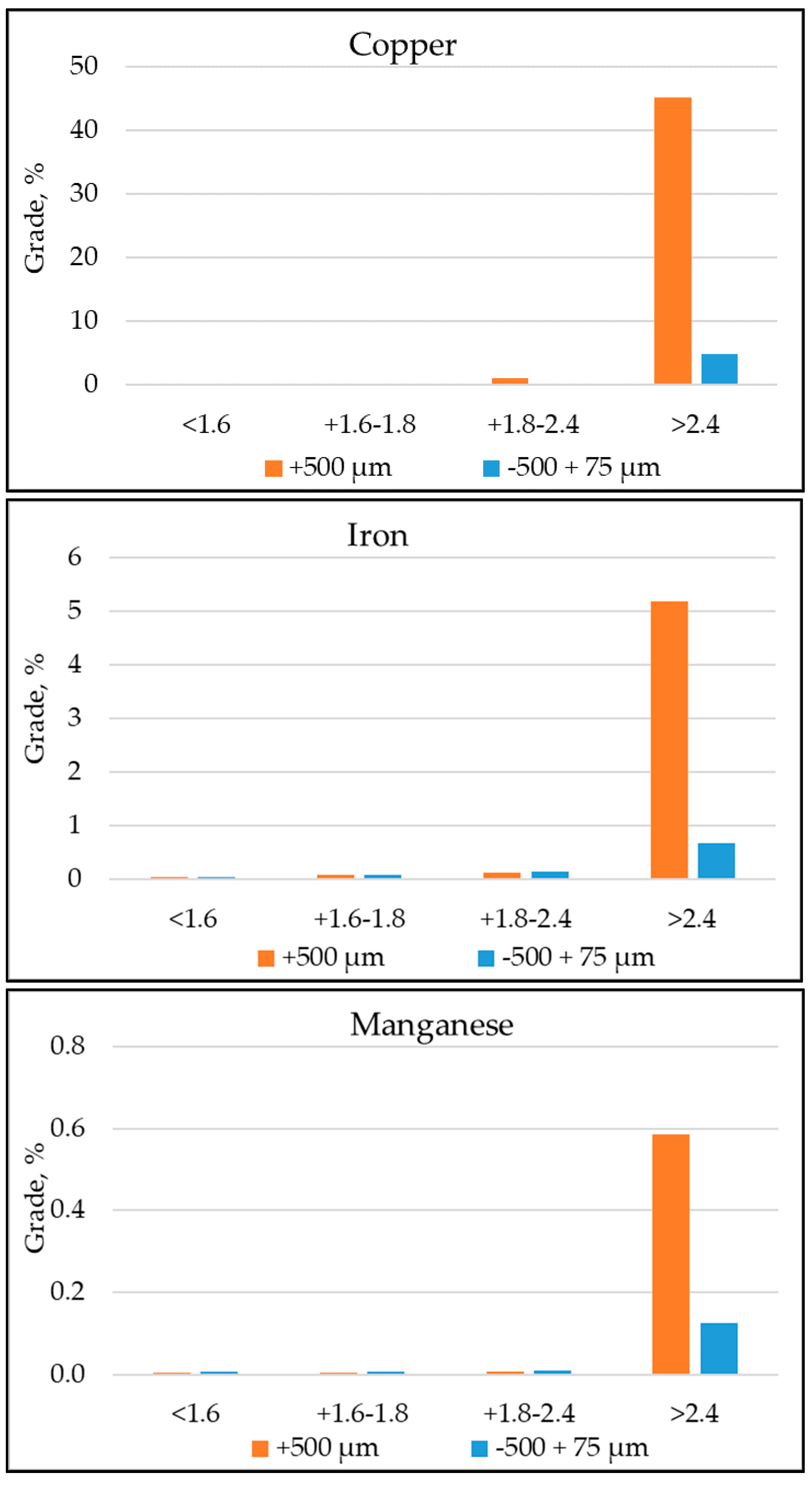
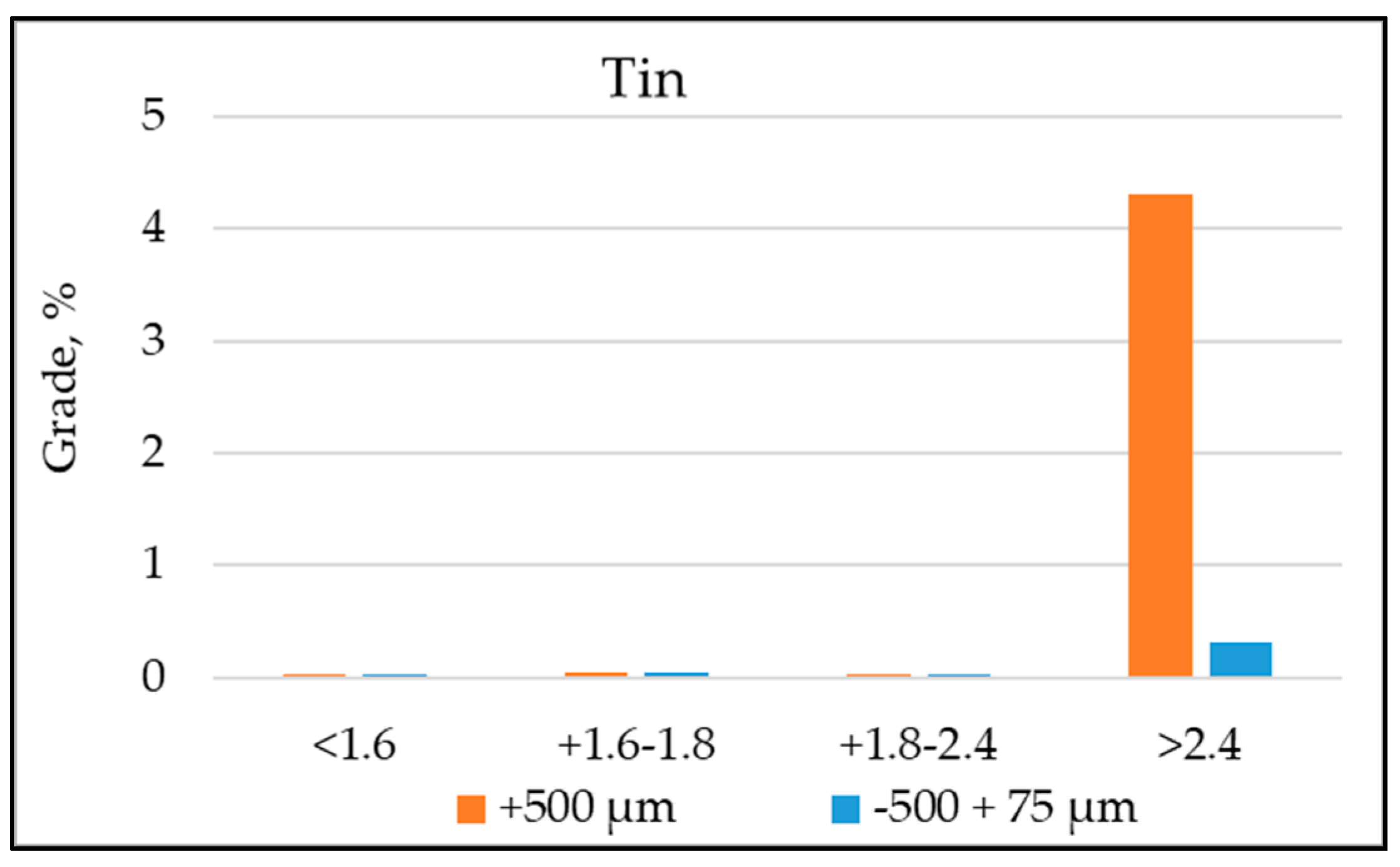
2.2.3. Metal Assay
2.2.4. Polybrominated Diphenyl Ether (PBDE) Analysis
3. Results and Discussion
4. Conclusions
Author Contributions
Acknowledgments
Conflicts of Interest
References
- Baldé, C.P.; Forti, V.; Gray, V.; Kuehr, R.; Stegmann, P. The Global E-Waste Monitor; UNU-IAS: Bonn, Germany, 2017. [Google Scholar]
- Evangelopoulos, P.; Kantarelis, E.; Yang, W. Investigation of the thermal decomposition of printed circuit boards (PCBs) via thermogravimetric analysis (TGA) and analytical pyrolysis (Py–GC/MS). J. Anal. Appl. Pyrolysis 2015, 115, 337–343. [Google Scholar] [CrossRef]
- Golev, A.; Schmeda-Lopez, D.R.; Smart, S.K.; Corder, G.D.; McFarland, E.W. Where next on e-waste in Australia? Waste Manag. 2016, 58, 348–358. [Google Scholar] [CrossRef] [PubMed]
- Marques, A.C.; Cabrera Marrero, J.-M.; de Fraga Malfatti, C. A review of the recycling of non-metallic fractions of printed circuit boards. Springerplus 2013, 2, 521. [Google Scholar] [CrossRef] [PubMed]
- Veit, H.M.; de Freitas Juchneski, N.C.; Scherer, J. Use of gravity separation in metals concentration from printed circuit board scraps. Rem Rev. Esc. Minas 2014, 67, 73–79. [Google Scholar] [CrossRef]
- Zheng, Y.; Shen, Z.; Ma, S.; Cai, C.; Zhao, X.; Xing, Y. A novel approach to recycling of glass fibers from nonmetal materials of waste printed circuit boards. J. Hazard. Mater. 2009, 170, 978–982. [Google Scholar] [CrossRef] [PubMed]
- Bizzo, W.; Figueiredo, R.; de Andrade, V. Characterization of Printed Circuit Boards for Metal and Energy Recovery after Milling and Mechanical Separation. Materials 2014, 7, 4555–4566. [Google Scholar] [CrossRef] [PubMed]
- Das, A.; Vidyadhar, A.; Mehrotra, S.P. A novel flowsheet for the recovery of metal values from waste printed circuit boards. Resour. Conserv. Recycl. 2009, 53, 464–469. [Google Scholar] [CrossRef]
- Duan, C.; Wen, X.; Shi, C.; Zhao, Y.; Wen, B.; He, Y. Recovery of metals from waste printed circuit boards by a mechanical method using a water medium. J. Hazard. Mater. 2009, 166, 478–482. [Google Scholar] [CrossRef] [PubMed]
- EPA. Printed Circuit Board Recycling Methods [WWW Document]. 2012. Available online: https://www.epa.gov/sites/production/files/2014-05/documents/handout-10-circuitboards.pdf (accessed on 16 August 2011).
- Guo, J.; Guo, J.; Xu, Z. Recycling of non-metallic fractions from waste printed circuit boards: A review. J. Hazard. Mater. 2009, 168, 567–590. [Google Scholar] [CrossRef] [PubMed]
- Sohaili, J.; Muniyandi, S.K.; Mohamad, S.S. A review on printed circuit boards waste recycling technologies and reusing of recovered nonmetallic materials. Int. J. Sci. Eng. Res. 2012, 3, 138–144. [Google Scholar]
- Zhang, G.; Wang, H.; He, Y.; Yang, X.; Peng, Z.; Zhang, T.; Wang, S. Triboelectric separation technology for removing inorganics from non-metallic fraction of waste printed circuit boards: Influence of size fraction and process optimization. Waste Manag. 2017, 60, 42–49. [Google Scholar] [CrossRef] [PubMed]
- EPA. Method 200.2, Revision 2.8: Sample Preparation Procedure for Spectrochemical Determination of Total Recoverable Elements [WWW Document]. 1994. Available online: https://www.epa.gov/sites/production/files/2015-08/documents/method_200-2_rev_2-8_1994.pdf (accessed on 22 September 2017).
- Guo, J.; Zhang, R.; Xu, Z. Polybrominated Diphenyl Ethers (PBDEs) Emitted from Heating Machine for Waste Printed Wiring Boards Disassembling. Procedia Environ. Sci. 2016, 31, 849–854. [Google Scholar] [CrossRef]
- EPA. Technical Fact Sheet—Polybrominated Diphenyl Ethers (PBDEs) and Polybrominated Biphenyls (PBBs) [WWW Document]. 2014. Available online: https://www.epa.gov/sites/production/files/2014-03/documents/ffrrofactsheet_contaminant_perchlorate_january2014_final_0.pdf (accessed on 16 August 2011).

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample Type | Calorific Value, (GJ/t) | Total Carbon, % | Nitrogen, % | Hydrogen, % |
|---|---|---|---|---|
| Shredded PCB | 9.17 | 18.46 | 0.53 | 1.89 |
| Nonmetal fraction | 15.31 | 37.75 | 1.22 | 4.07 |
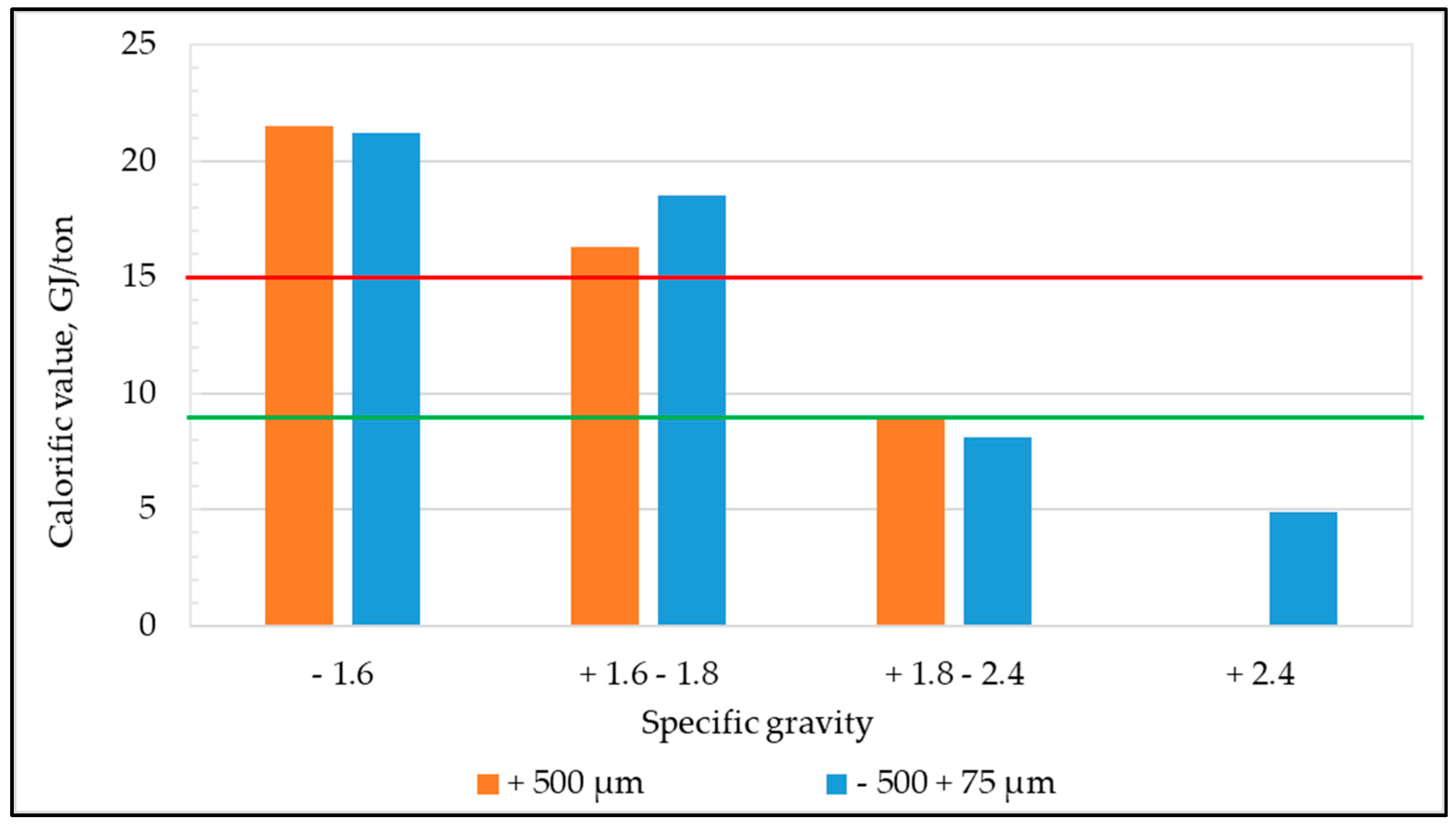
| Specific Gravity | +500 µm | −500 + 75 µm |
|---|---|---|
| <1.6 | +41% | +39% |
| 1.6–1.8 | +7% | +21% |
| 1.8–2.4 | −42% | −47% |
| >2.4 | - | −68% |
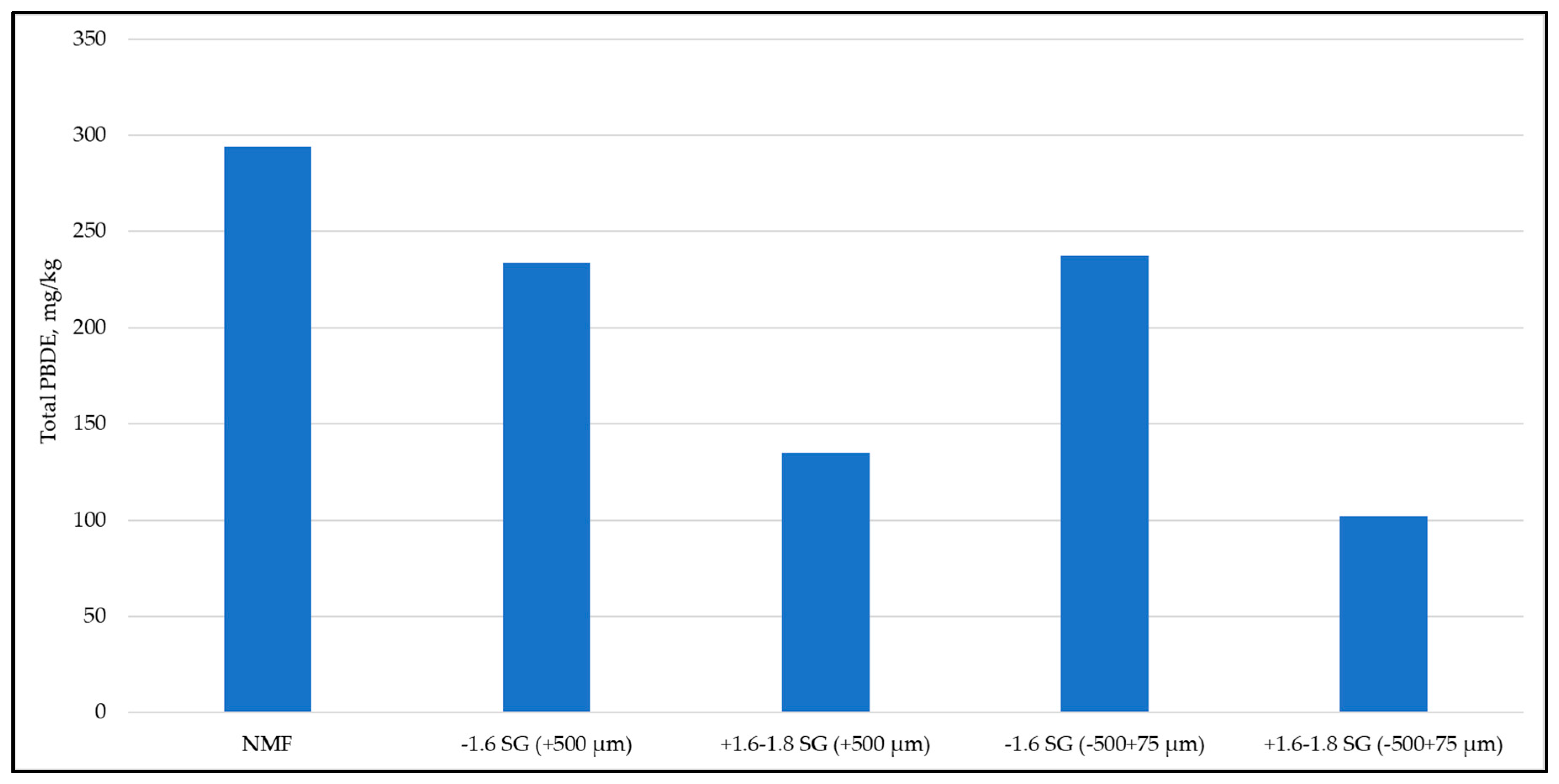
| Analyte Name | Nonmetal Fraction | +500 µm | −500 + 75 µm | ||
|---|---|---|---|---|---|
| −1.6 SG | +1.6–1.8 SG | −1.6 SG | +1.6–1.8 SG | ||
| PBDE 17 | 6.4 | 5.9 | 1.7 | 3.0 | 1.3 |
| PBDE 28 | 9.2 | 8.7 | 2.6 | 4.3 | 1.8 |
| PBDE 71 | 1.7 | 1.0 | 0.2 | 0.4 | 0.2 |
| PBDE 47 | 52.0 | 54.0 | 14.0 | 27.0 | 12.0 |
| PBDE 66 | 18.0 | 17.0 | 4.9 | 8.8 | 3.6 |
| PBDE 100 | 3.8 | 4.5 | 1.1 | 2.1 | 0.8 |
| PBDE 99 | 48.0 | 57.0 | 15.0 | 26.0 | 12.0 |
| PBDE 85 | 3.0 | 3.3 | 0.9 | 0.1 | 0.7 |
| PBDE 154 | 2.9 | 3.3 | 1.0 | 1.5 | 0.7 |
| PBDE 153 | 12.0 | 11.0 | 3.4 | 5.9 | 2.5 |
| PBDE 138 | 1.4 | 1.4 | 0.4 | 0.7 | 0.3 |
| PBDE 128 | 0.1 | 0.0 | 0.0 | 0.0 | 0.0 |
| PBDE 183 | 5.5 | 1.1 | 1.4 | 0.8 | 0.6 |
| PBDE 190 | 0.2 | 0.1 | 0.0 | 0.0 | 0.0 |
| PBDE 203 | 0.7 | 0.2 | 0.3 | 0.2 | 0.1 |
| PBDE 206 | 9.0 | 5.4 | 6.3 | 6.5 | 4.4 |
| PBDE 209 | 120.0 | 60.0 | 82.0 | 150.0 | 61.0 |
| Total | 293.9 | 233.8 | 135.2 | 237.3 | 102.0 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kumar, A.; Kuppusamy, V.K.; Holuszko, M.E.; Janke, T. Improving the Energy Concentration in Waste Printed Circuit Boards Using Gravity Separation. Recycling 2018, 3, 21. https://doi.org/10.3390/recycling3020021
Kumar A, Kuppusamy VK, Holuszko ME, Janke T. Improving the Energy Concentration in Waste Printed Circuit Boards Using Gravity Separation. Recycling. 2018; 3(2):21. https://doi.org/10.3390/recycling3020021
Chicago/Turabian StyleKumar, Amit, Vinoth Kumar Kuppusamy, Maria E. Holuszko, and Travis Janke. 2018. "Improving the Energy Concentration in Waste Printed Circuit Boards Using Gravity Separation" Recycling 3, no. 2: 21. https://doi.org/10.3390/recycling3020021
APA StyleKumar, A., Kuppusamy, V. K., Holuszko, M. E., & Janke, T. (2018). Improving the Energy Concentration in Waste Printed Circuit Boards Using Gravity Separation. Recycling, 3(2), 21. https://doi.org/10.3390/recycling3020021