Skateboards as a Sustainable Recyclable Material

Abstract
:1. Introduction
The Skateboard
- Develop a process in which skateboard deck plywood material can be fabricated into panels.
- Determine strength and stiffness in bending of strips used to make the panels.
- Measure the moisture content and specific gravity of several used skateboard decks.
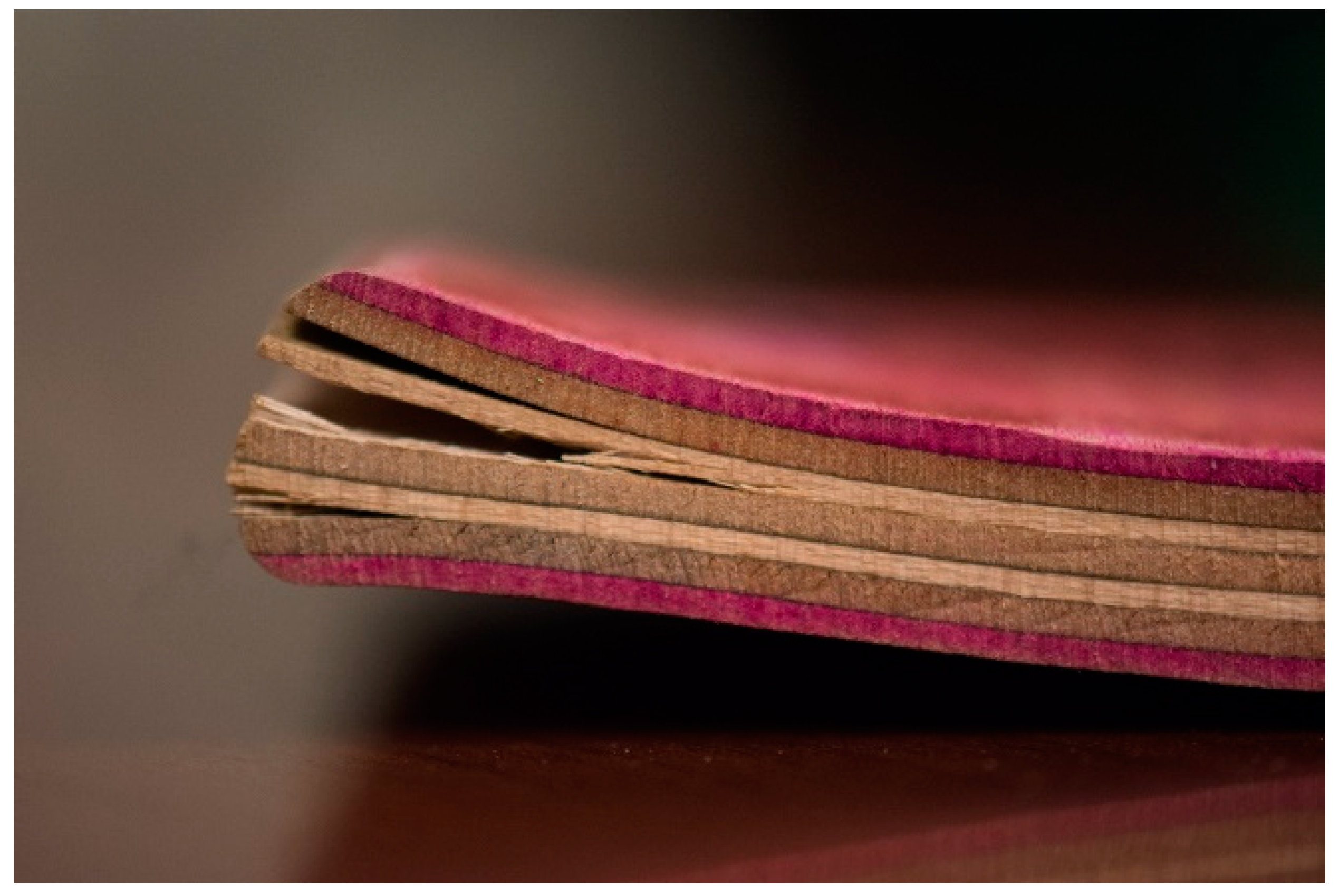
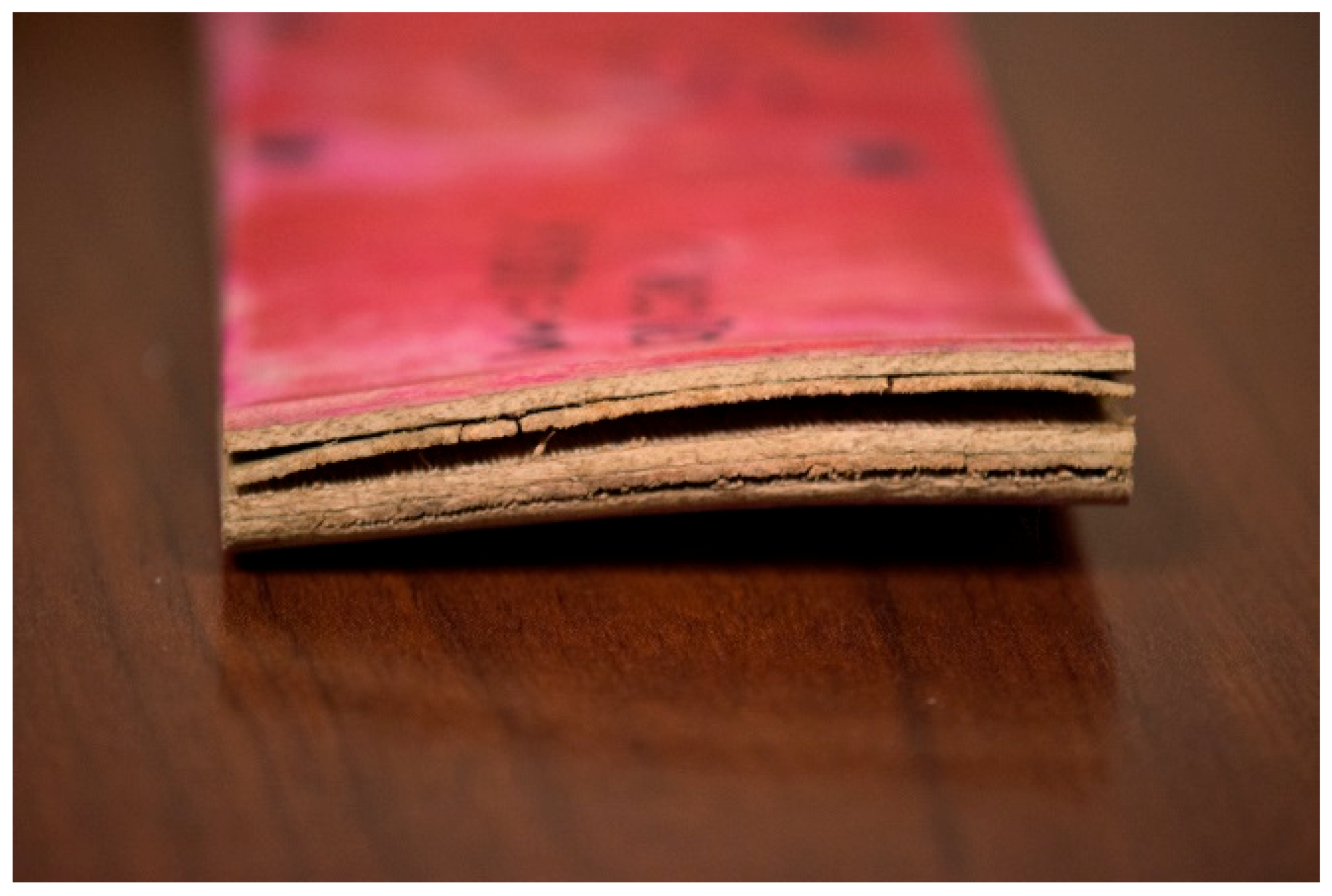
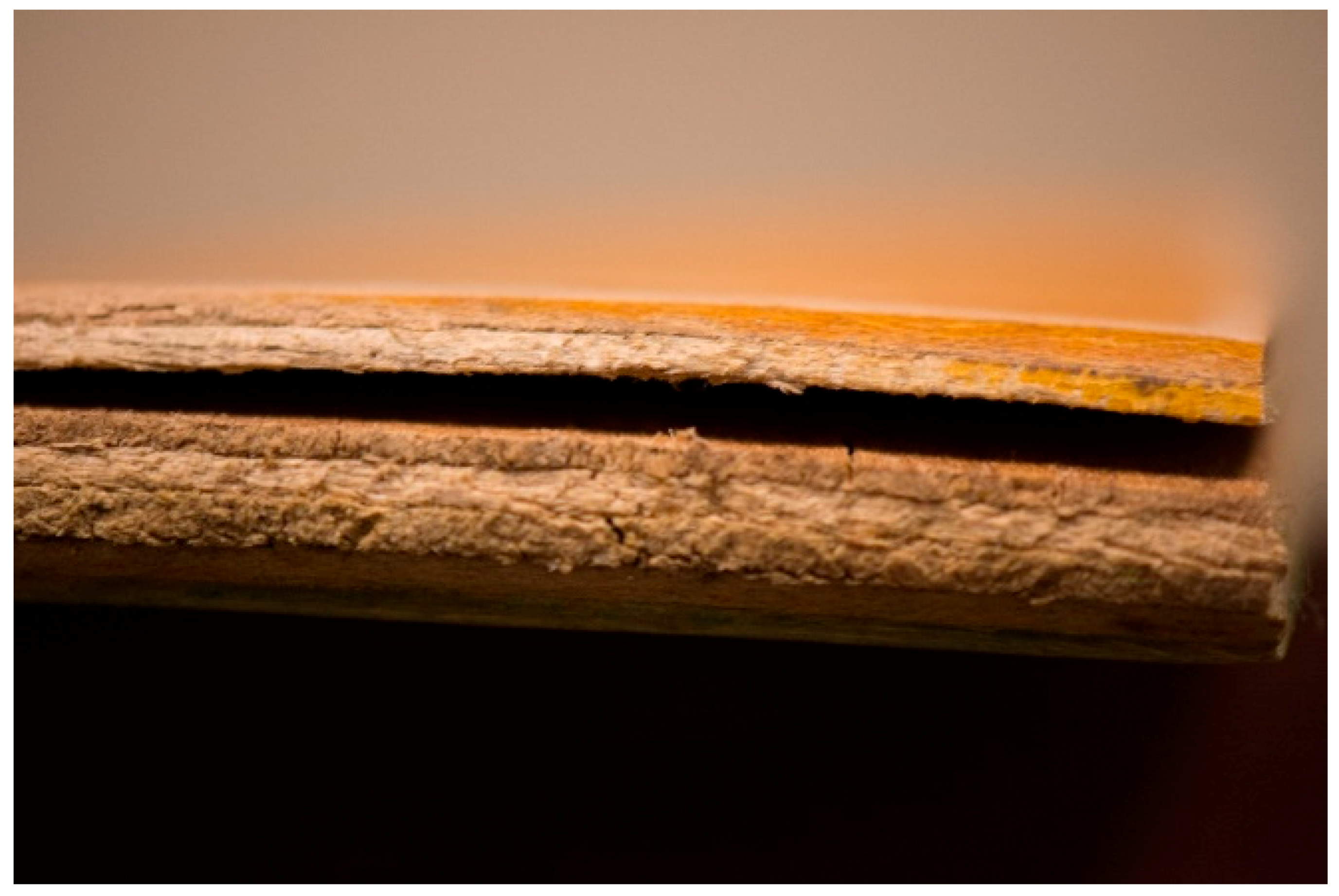
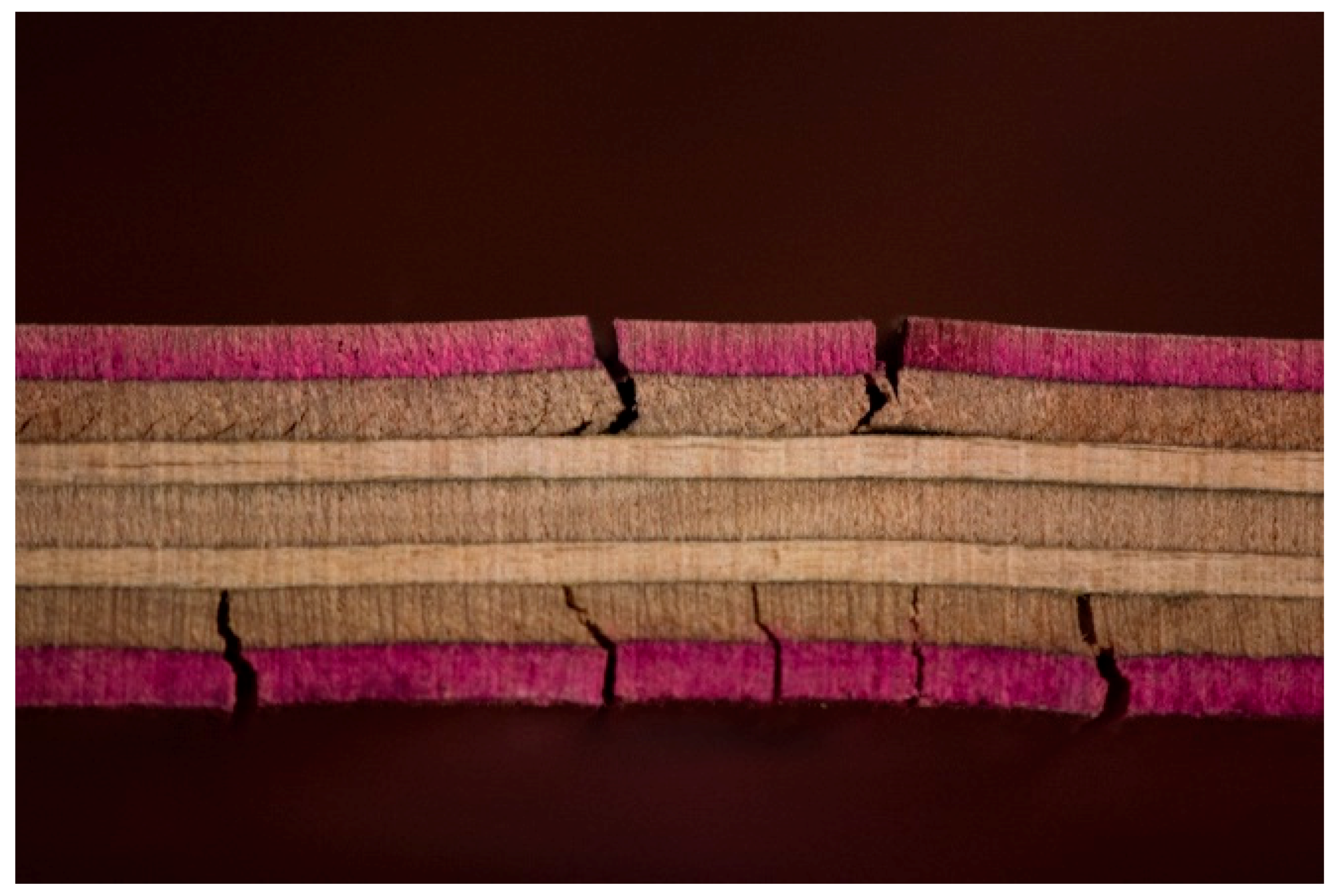
- Determine the moisture durability of the adhesives used in the skateboard deck plywood and evaluate the propensity for splitting of veneers.
- Identify the species of wood used in the plywood.
2. Turning Skateboards into Wood-Based Composite Panels
- Preparation: After initial disassembly of the trucks from the skateboard, the griptape is removed, and leftover adhesive is scraped off the top of the deck. Once completed, the deck is ready for processing.
- Sanding: The skateboard decks were smoothed using sand paper to remove dirt, paint, hydrophobic material, or stain that may be left on the wood. Sanding also prepares the wood material for gluing.
- Rough Sizing: Due to the awkward shape of a skateboard deck, cutting using wood working machines, such as a table saw or radial arm saw, can be difficult or dangerous. Because the board is concave, it cannot be placed flat on the bottom side of the skateboard deck. Likewise, due to the nose and tail projecting upward the board cannot lie flat on its top side. A band-saw can be used to safely remove the nose and tail from the ends, allowing the center portion to lay flat for further processing with a radial arm saw or similar tool. At this point the board is cut into three pieces: a nose, tail, and middle section. The middle section of the skateboard is used to create the panels in this project. The nose and tail can be saved for other purposes.
- Rough cutting: After making the rough cut to remove the nose and tail, the middle portions of the deck can be cut on a radial arm saw. The nose and tail were removed in step 3, the skateboard deck can be placed top side down (i.e., concave down), which allows the board to remain stable when cutting, because the board can sit on the two parallel edges of the concave surface. The fence of the radial arm saw is perpendicular to the direction in which the saw cuts, the edge of the skateboard deck can be held against the fence and ends can be precisely cut to 90°. The cut made by the radial arm saw improves the rough cut previously made by the band saw and produces a rectangular middle section. The skateboard deck is now ready to be cut into strips. If the skateboard deck has suffered severe damage or has cracks, these areas can be cut off by the radial arm saw and smaller panels can be made from these zones.
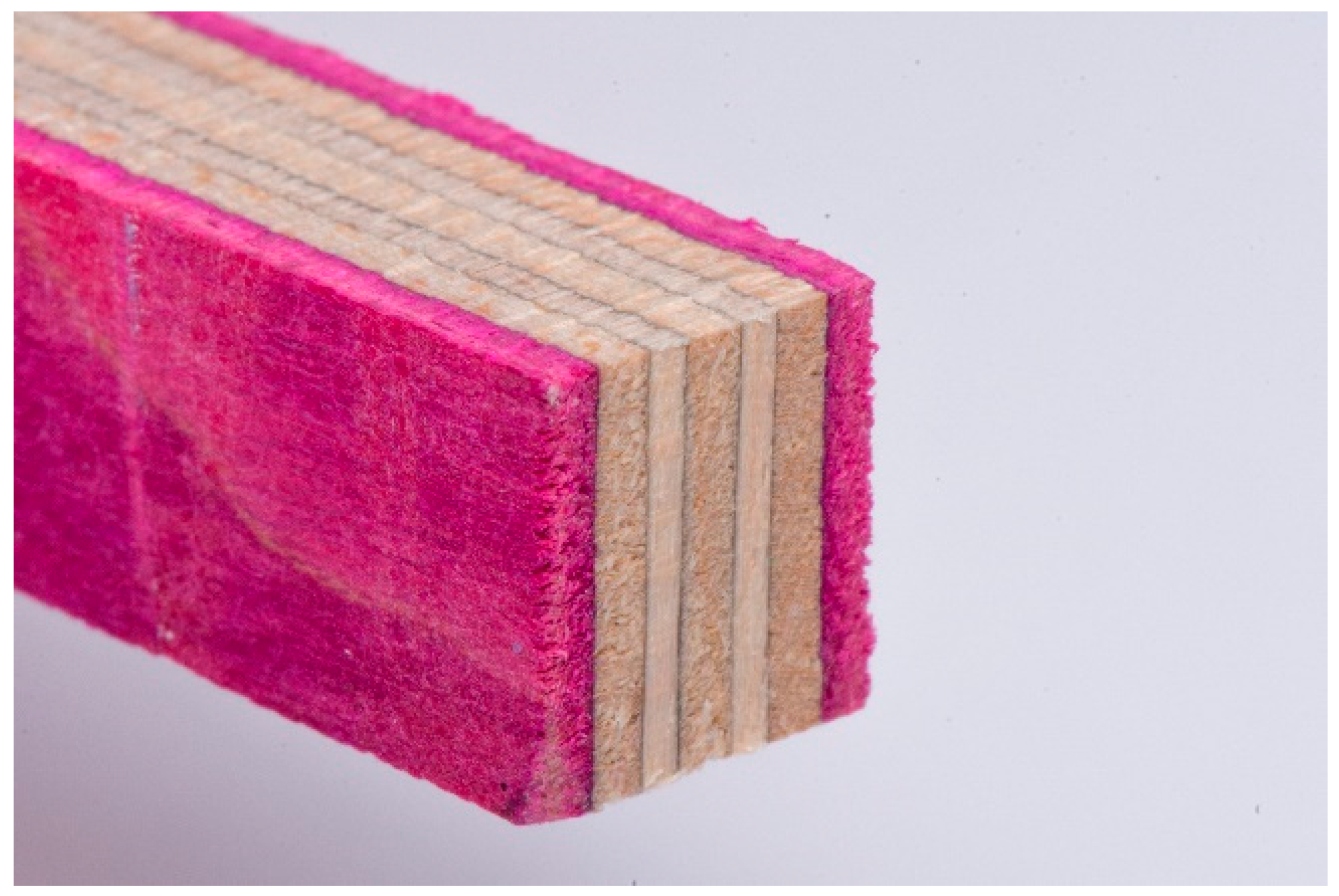
- Final Cutting: A band saw is used to cut strips out of the middle section of the board, which was made using the radial arm saw in step 4. The band saw has a thin kerf compared to a table saw, which is an advantage when making multiple cuts, because less waste material is produced. Due to the board’s concavity, the strips must be cut with square cross sections and parallel edges. If the middle section is not cut properly, the strips will have an uneven parallelogram like shape, making them difficult to process into panels. Cutting parallel to the long axis of the board (i.e., rip cutting) through the center, multiple times, helps to reduce the skew in the shape of the strip, because the cut will always be made along the high point on the arch of the board’s concavity. Skateboards are manufactured in widths between 196–210 mm (7.75–8.25 in.), with the most common size of 203 mm (8 in.). If the boards are rip cut four times, each strip will be approximately 12.7 mm (½ in.) thick. Since the thickness of a skateboard deck is also 12.7 mm (½ in.) thick, the strips will be approximately square in cross section. This process will make 16 strips from a middle section of a skateboard deck, of which only 14 strips will be usable, because the edge strips, which were exposed during the skateboards lifetime, are rounded and damaged from usage. Once all of the strips have been cut, they are ready to be glued and pressed together.
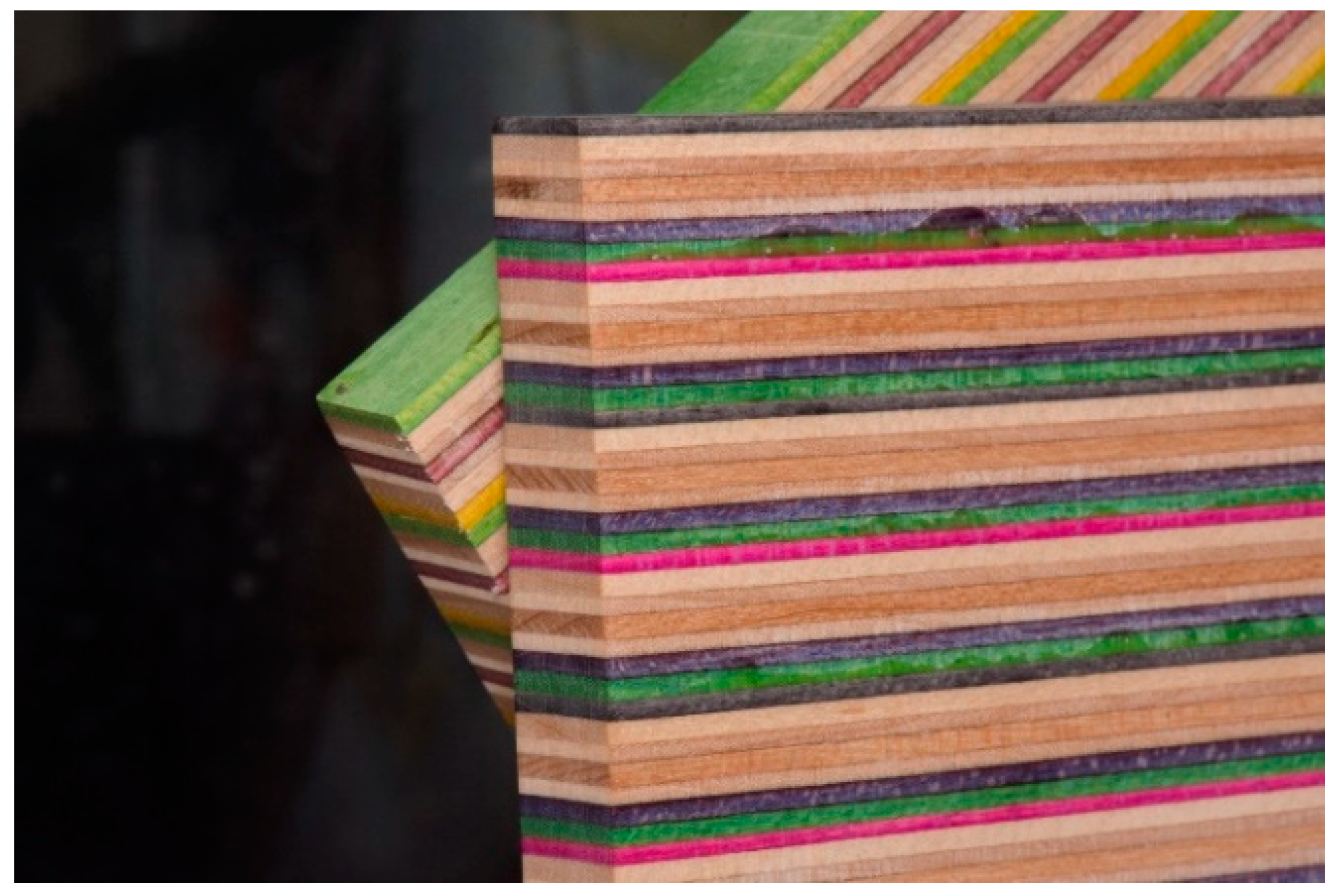
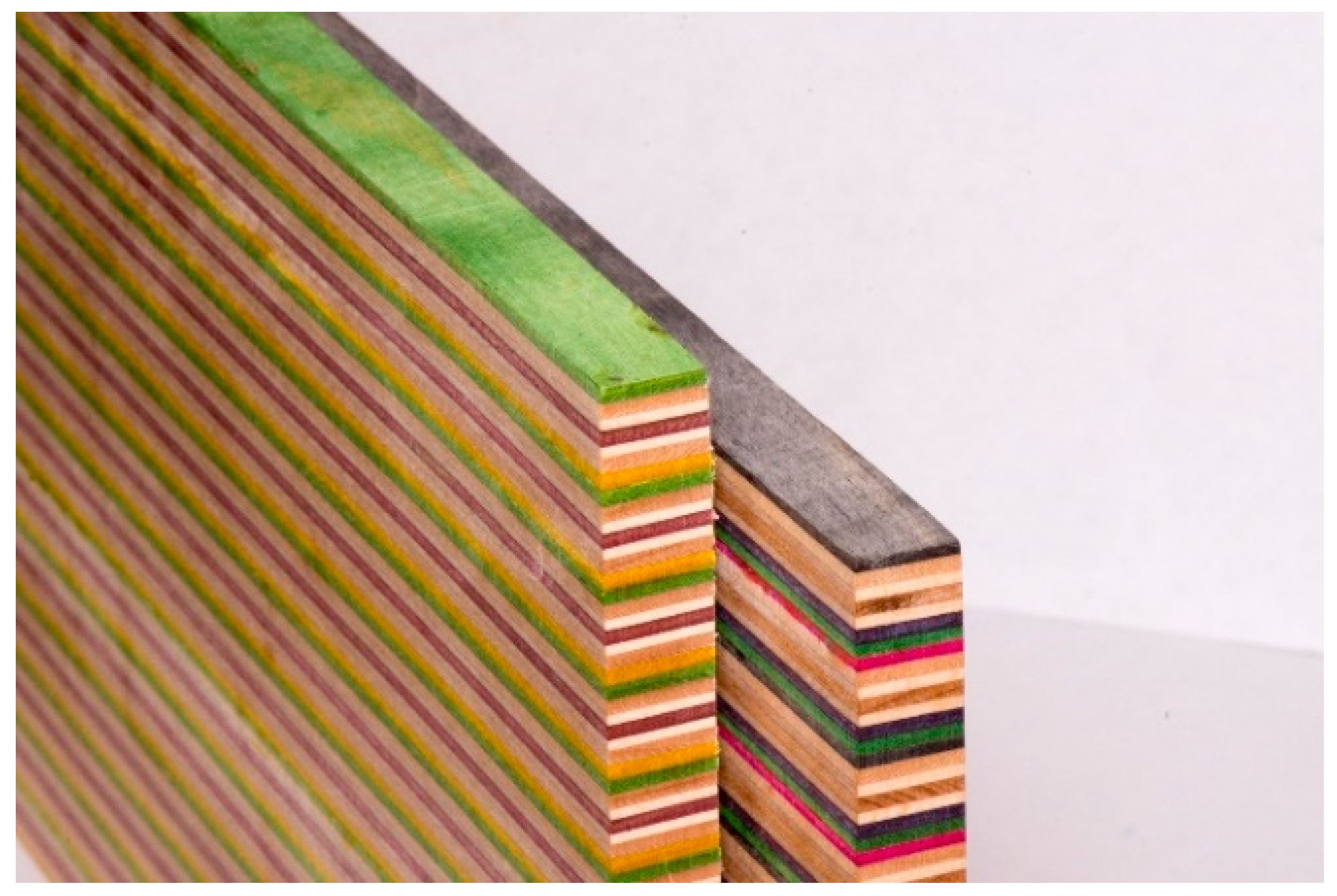
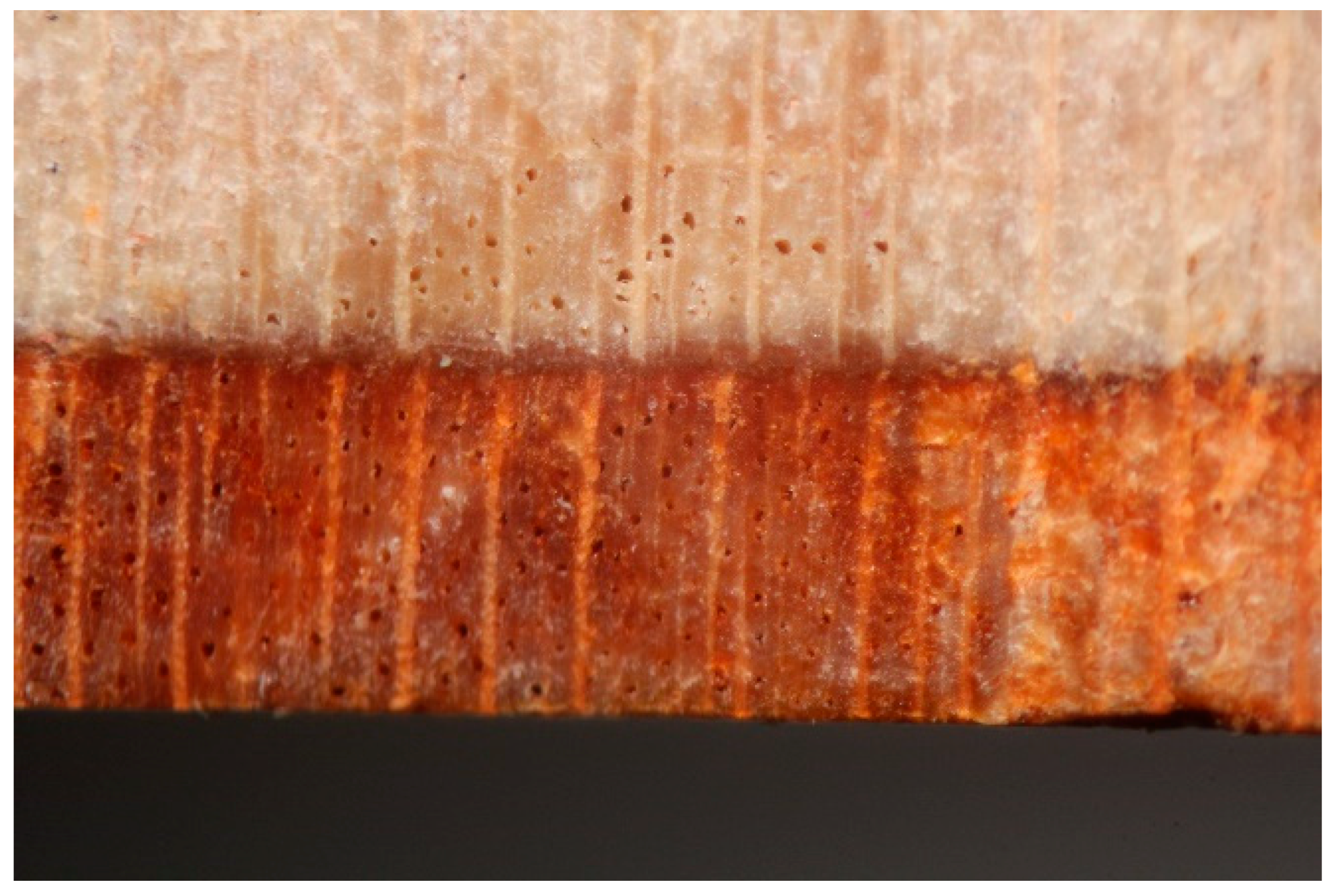
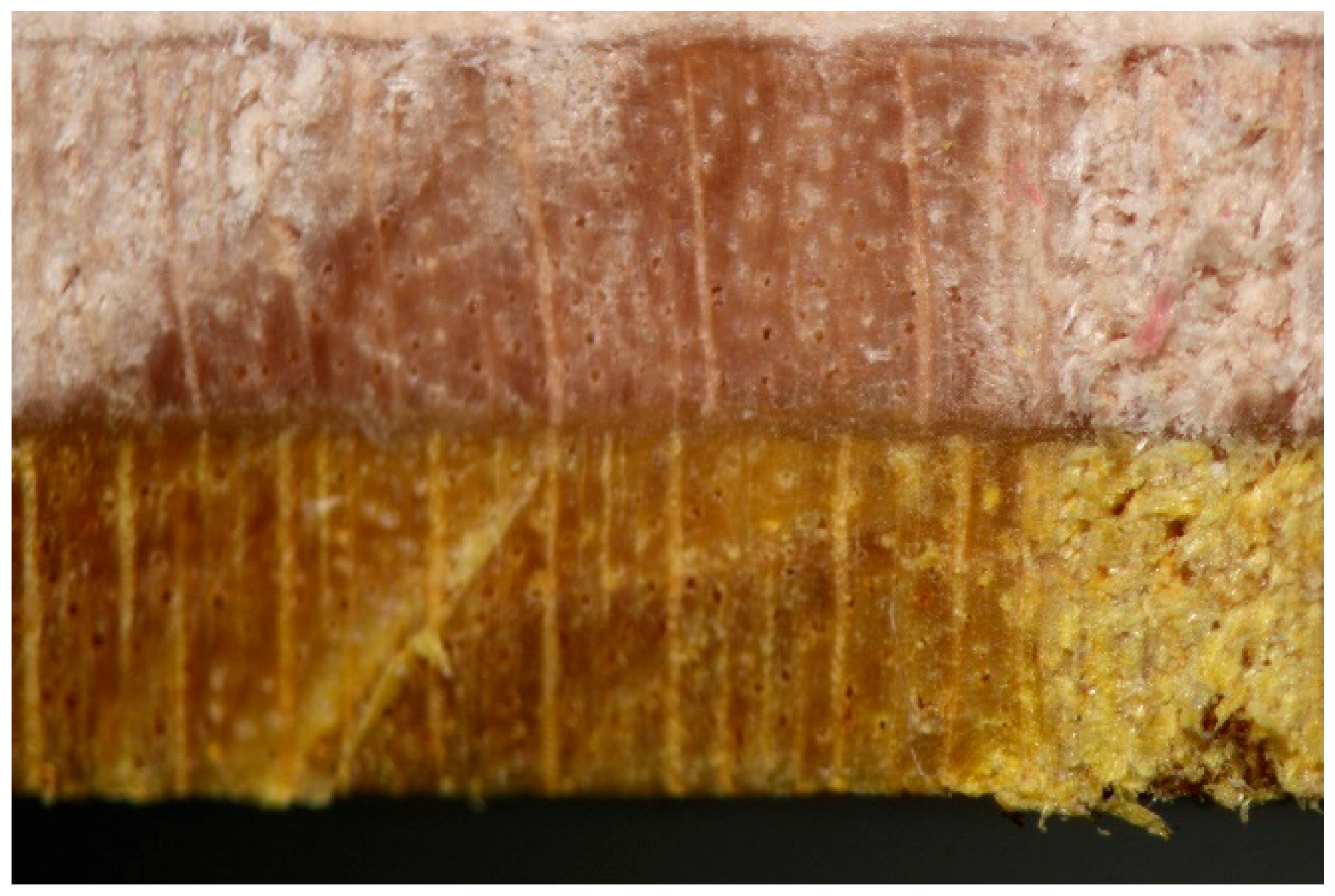
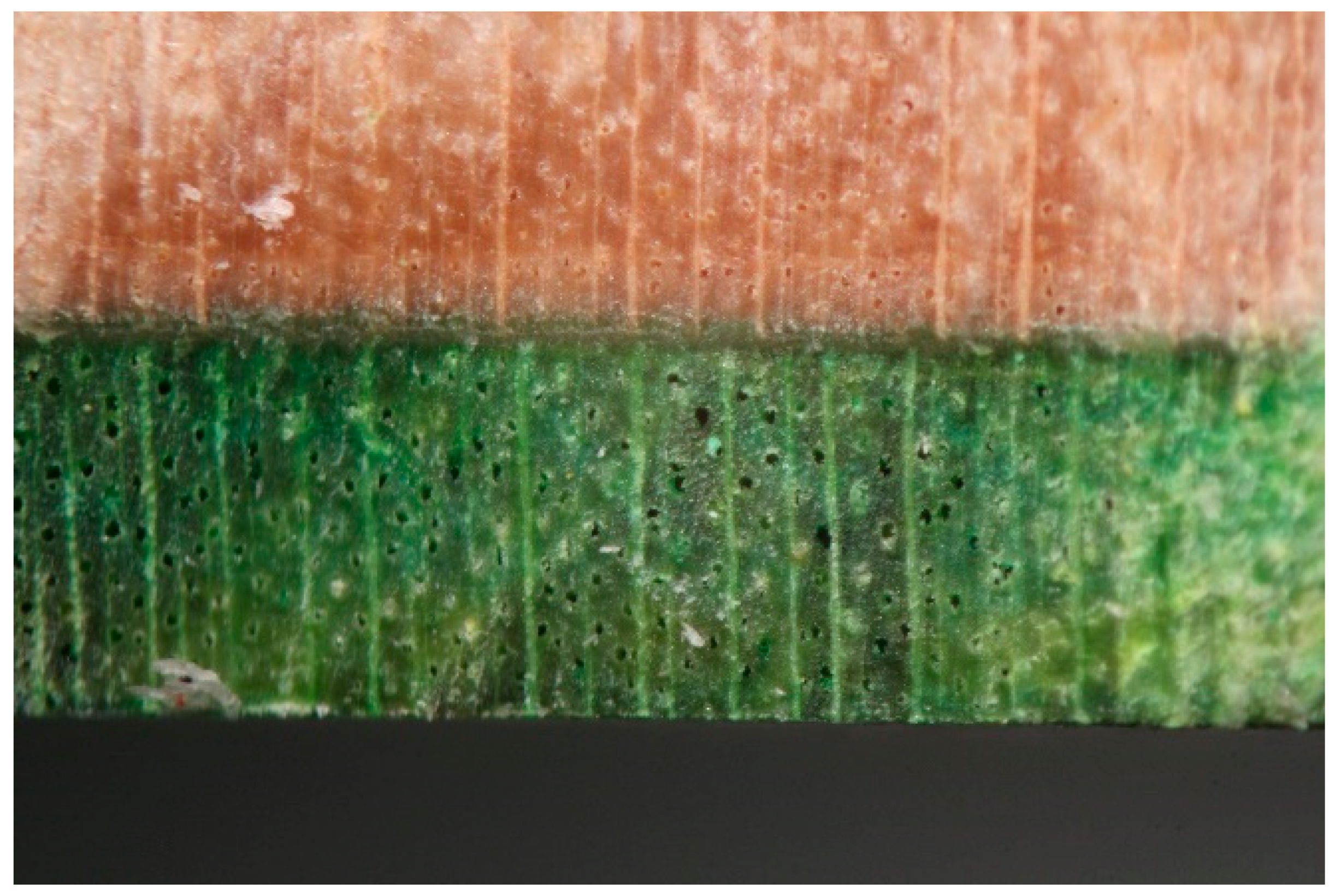
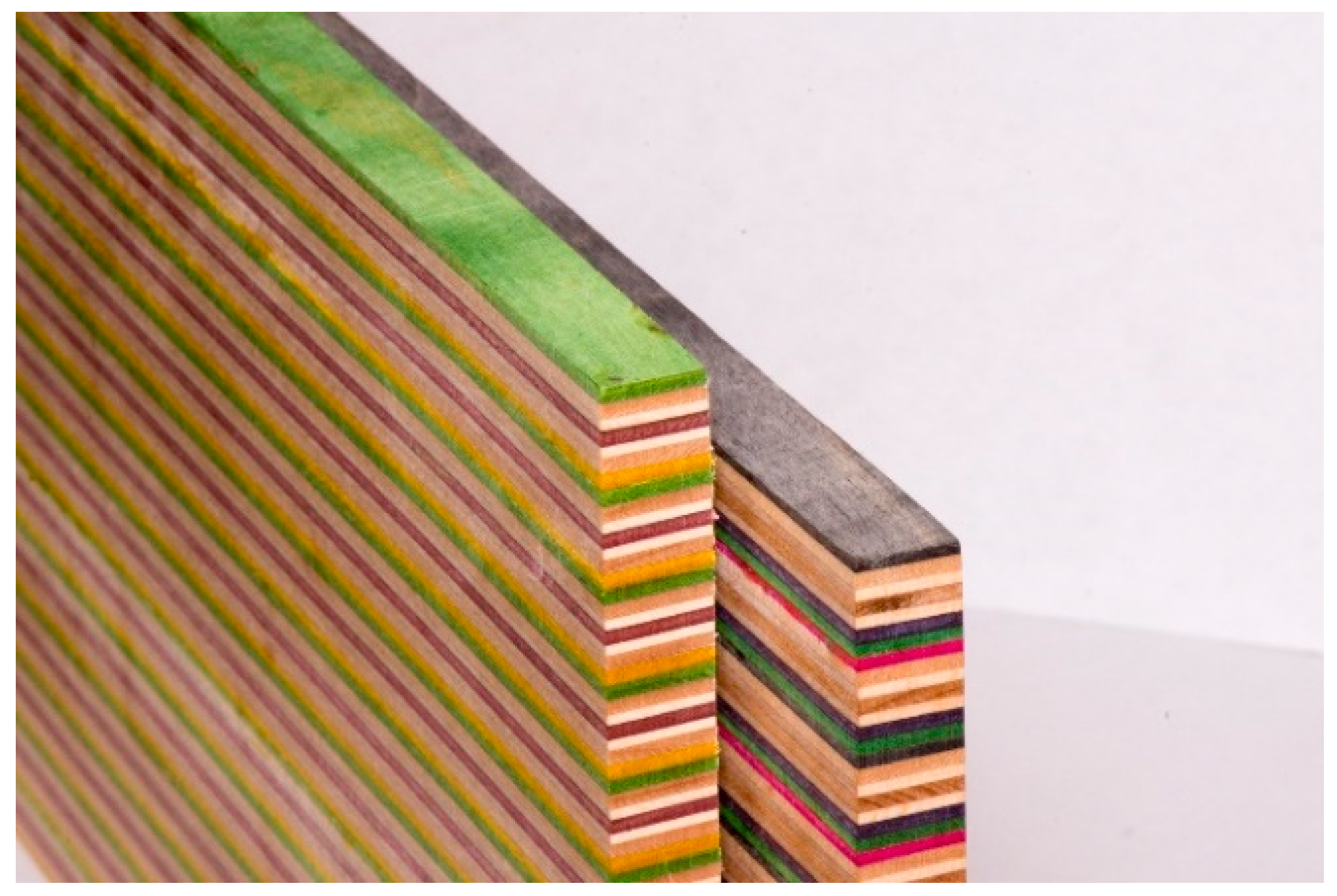
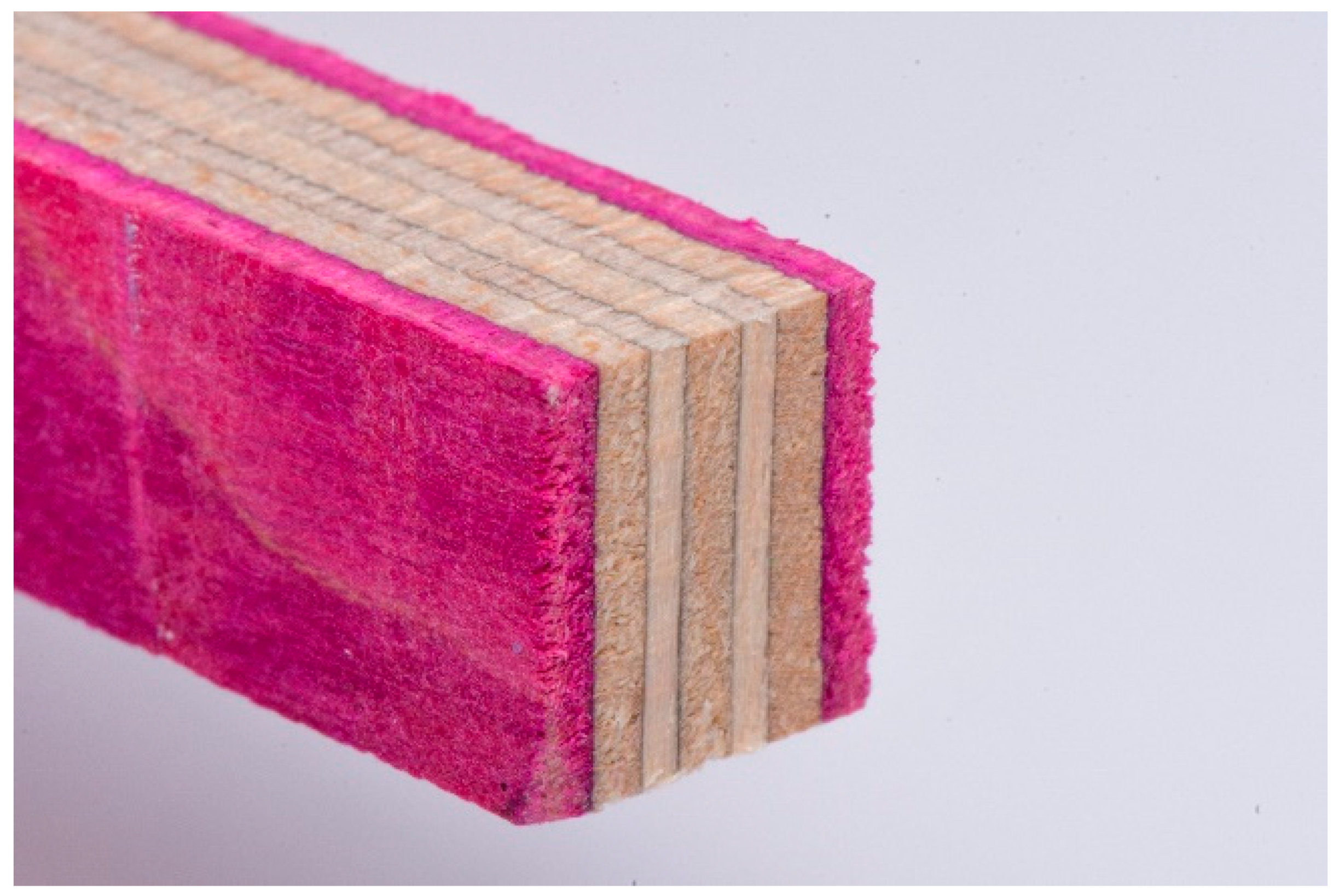
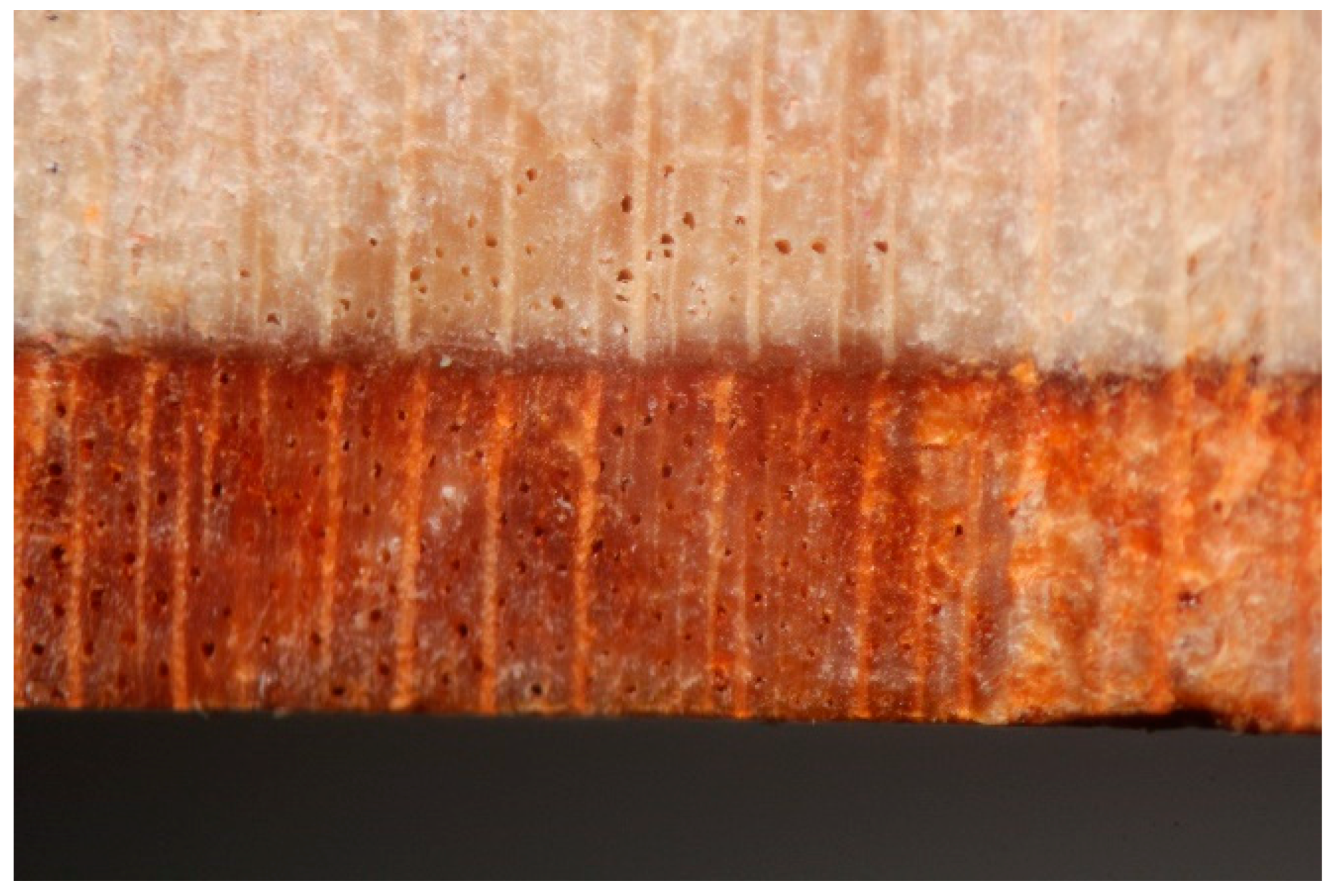
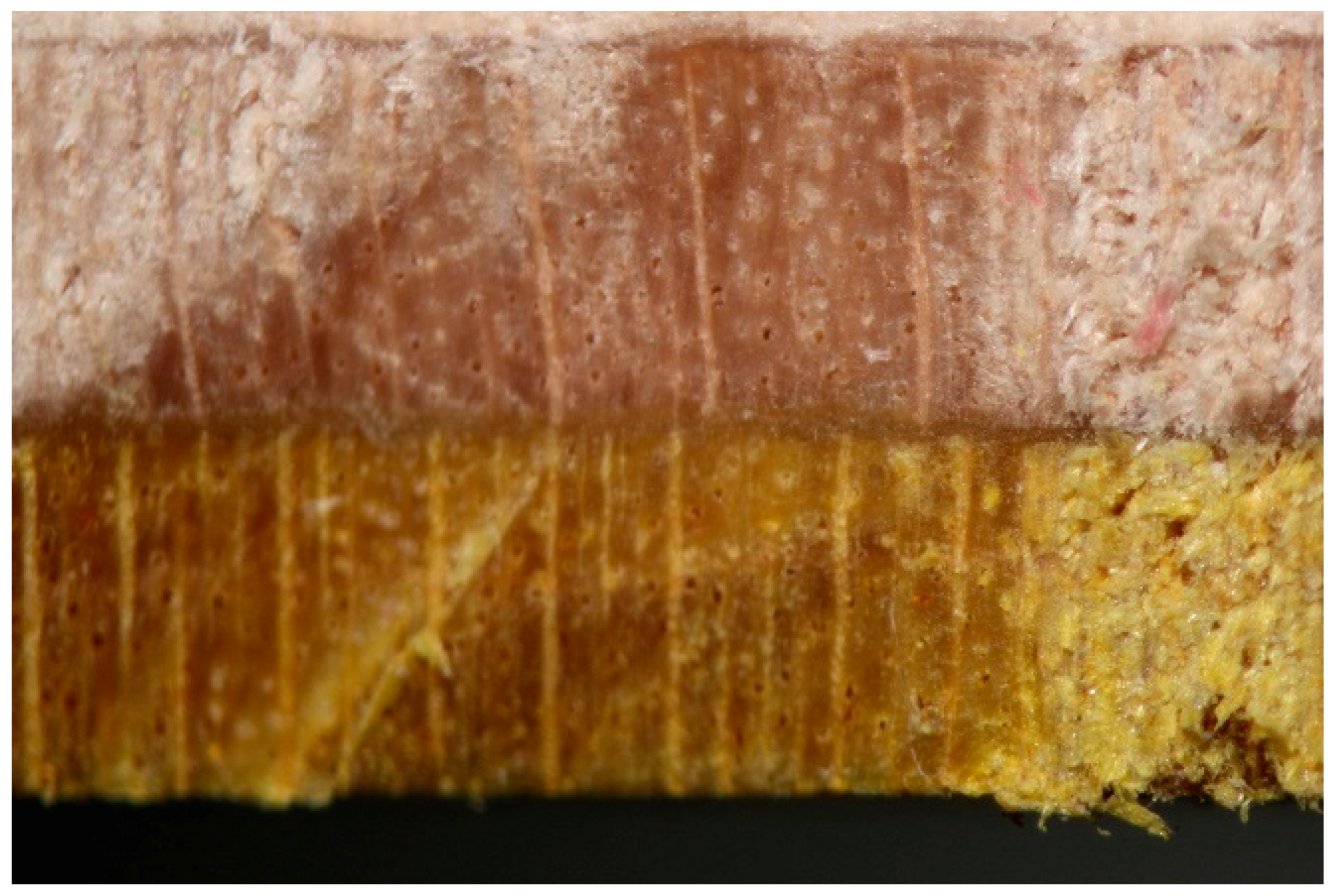
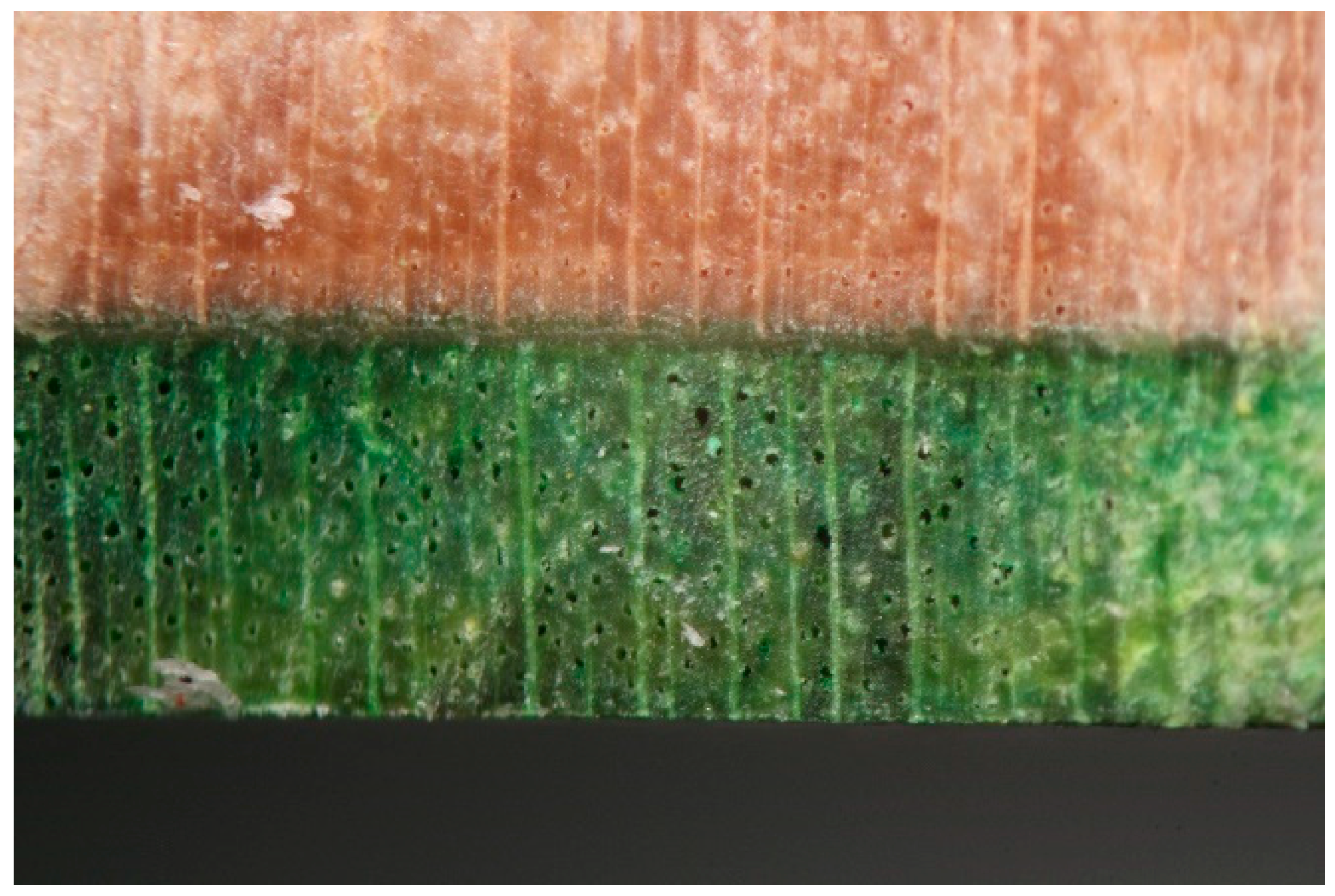
- Gluing: The strips are edge glued into panels, by rotating them so that the face veneers of the original skateboard deck can be glued together. This is a change in orientation from face wise to edge wise, which can be seen in Figure 7 and Figure 8. This change in the orientation of the plywood strips provides increased load capacity and adds an aesthetic quality to the panels. Many skateboard companies dye some veneers various colors, which are exposed when the strips are reoriented in the final product of the panels. Adhesive is the applied to the face veneers of the strips, which are then clamped and left to cure for 24 h. Aliphatic resin was used as the adhesive, because it is water resistant, non-toxic, and easy to use.
3. Measuring Material Properties
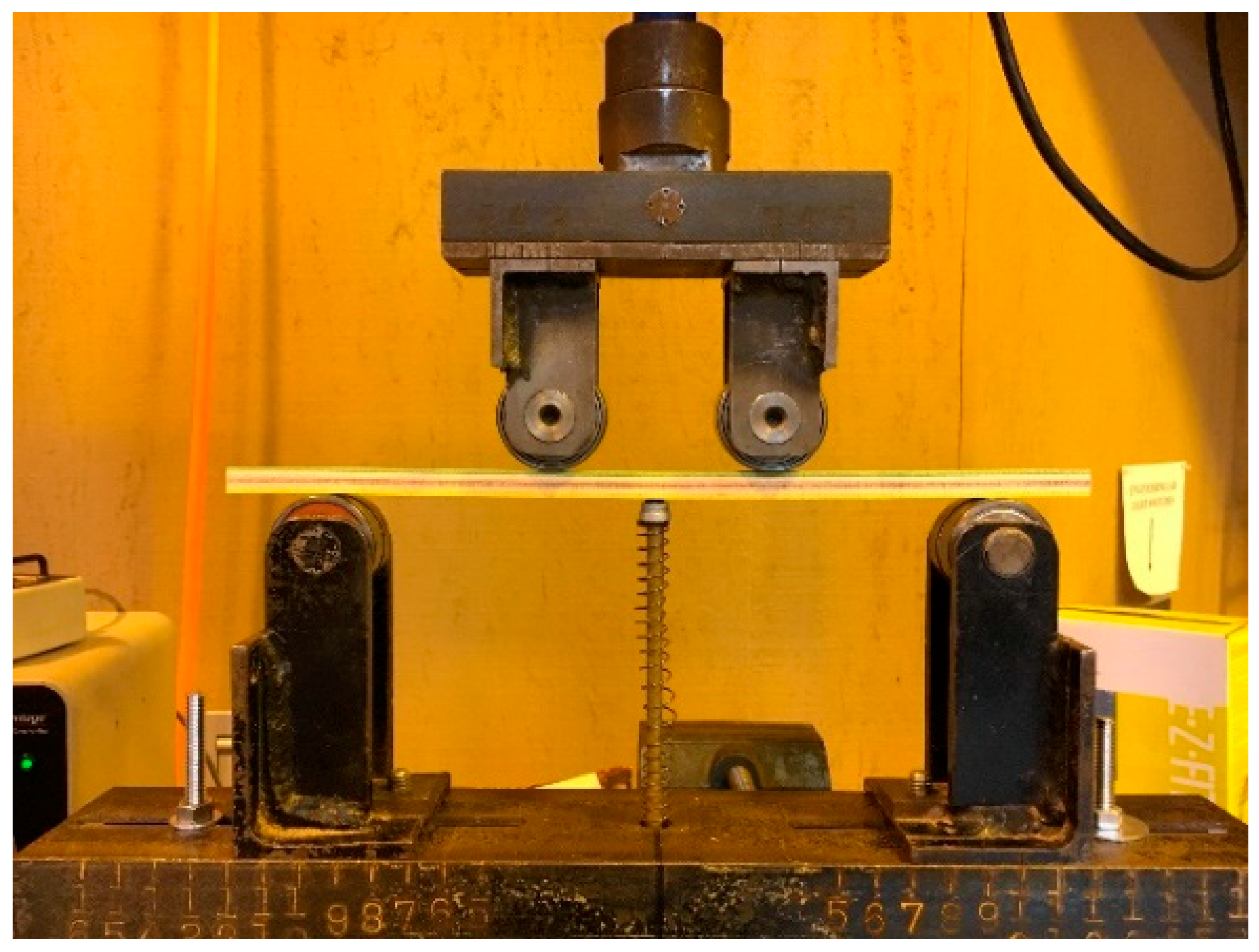
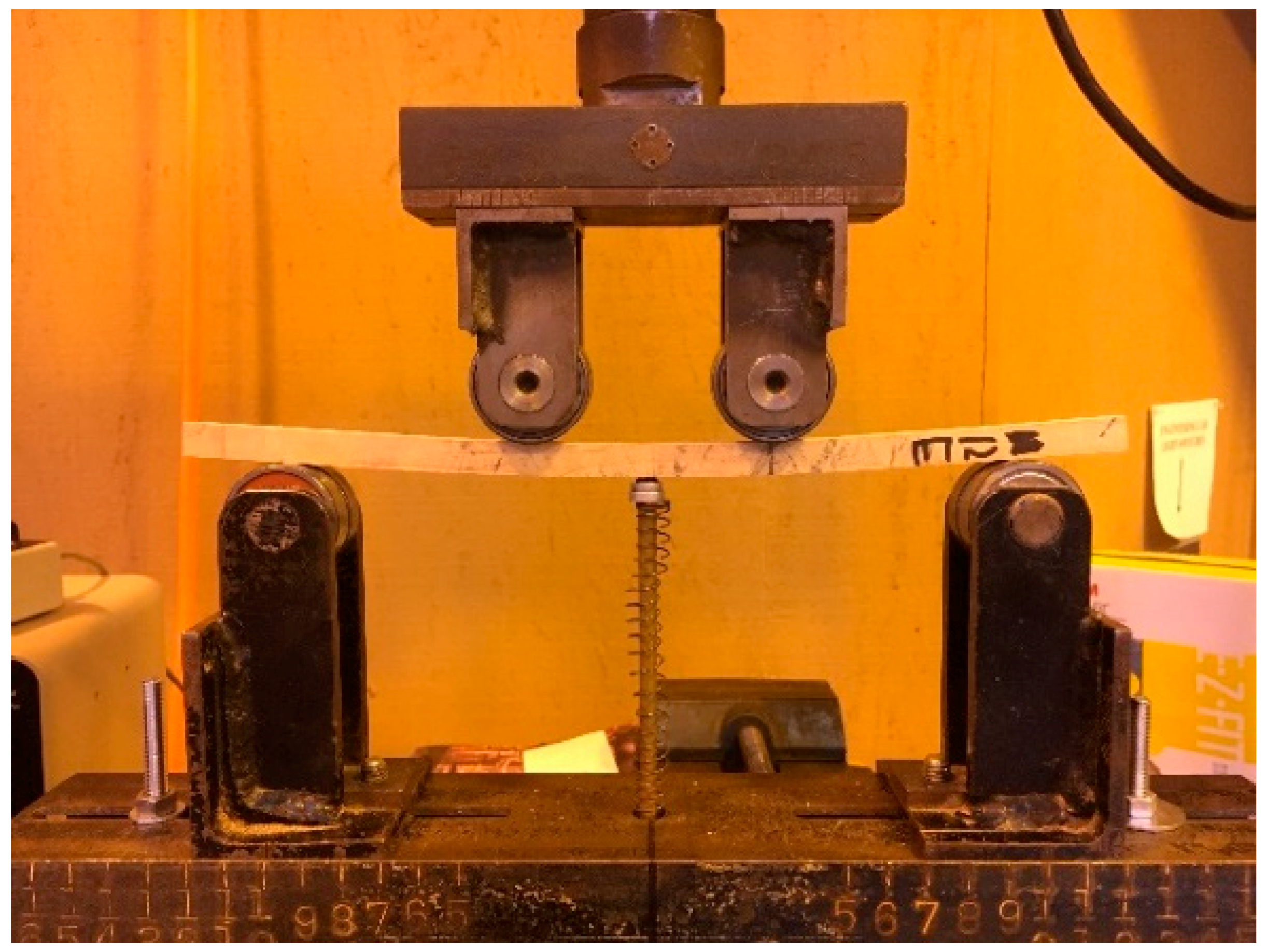
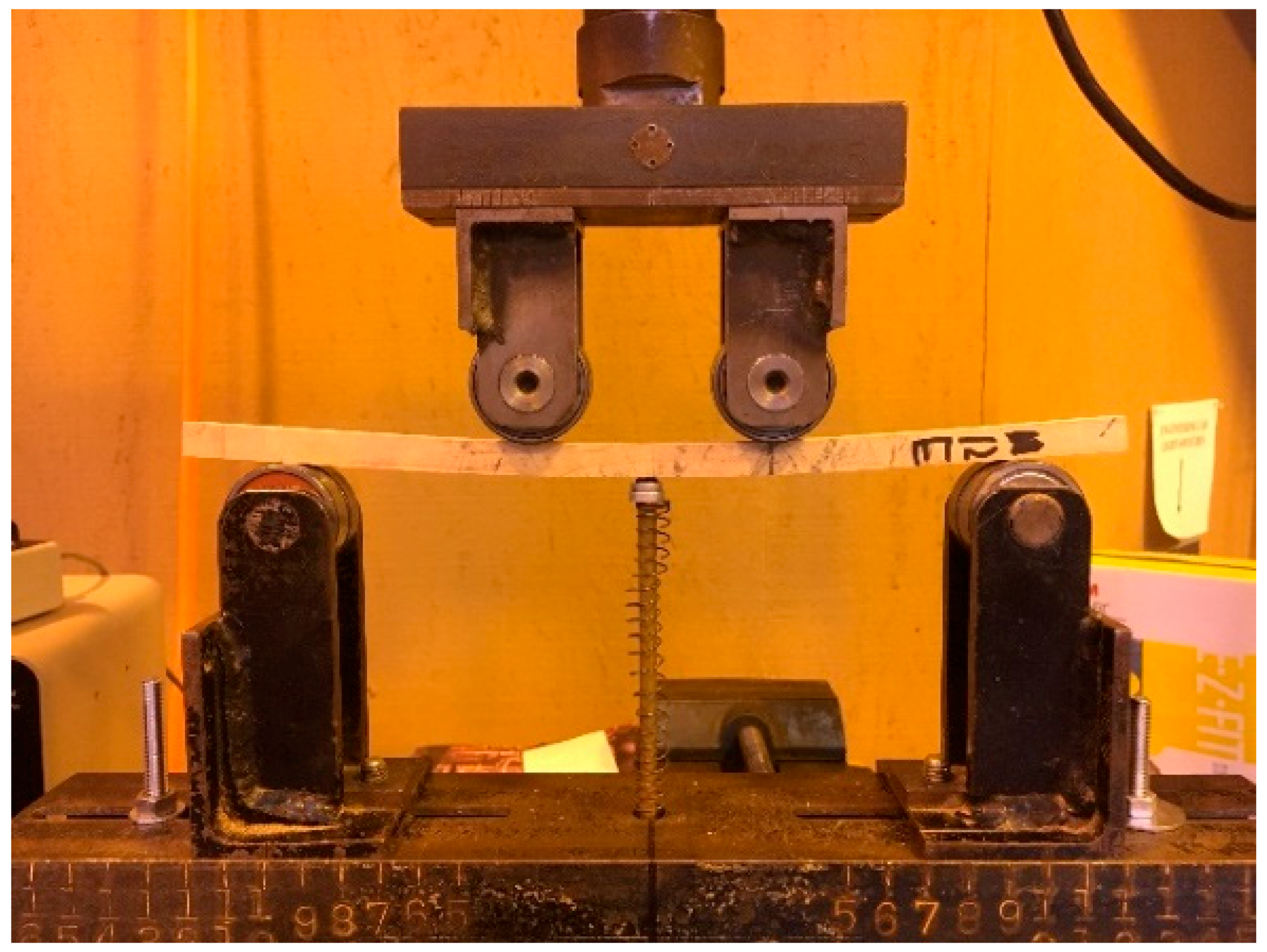
3.1. Stiffness and Strength in Bending
- P = Q/2 = The load at each load point (kg) or (lbs.)
- Q = Total load in the linear range below proportional limit (kg) or (lbs.)
- L = Span (mm) or (in.)
- a = Distance between load points (mm) or (in)
- Δ = Deflection at load Q (mm) or (in)
- F = Stress at failure (kpa) or (psi.)
- S = Section modulus (mm3) or (in.3)
- MMax = PMax × L/3 (mm-kg) or (in.-lbs.)
- PMax = QMax/2 = Maximum at each load point
- QMax = Total maximum load measured by load cell (kg) or (lbs.)
- L = Span (mm) or (in.)
3.2. Moisture Content and Specific Gravity
- MC% = Moisture Content in Percent
- AD = Air Dry initial Mass (g)
- OD = Oven Dry Mass (g)
- SG = Specific Gravity
- V = Volume (cm3)
- D = Density of Water (1 g/cm3)
3.3. Moisture Durability
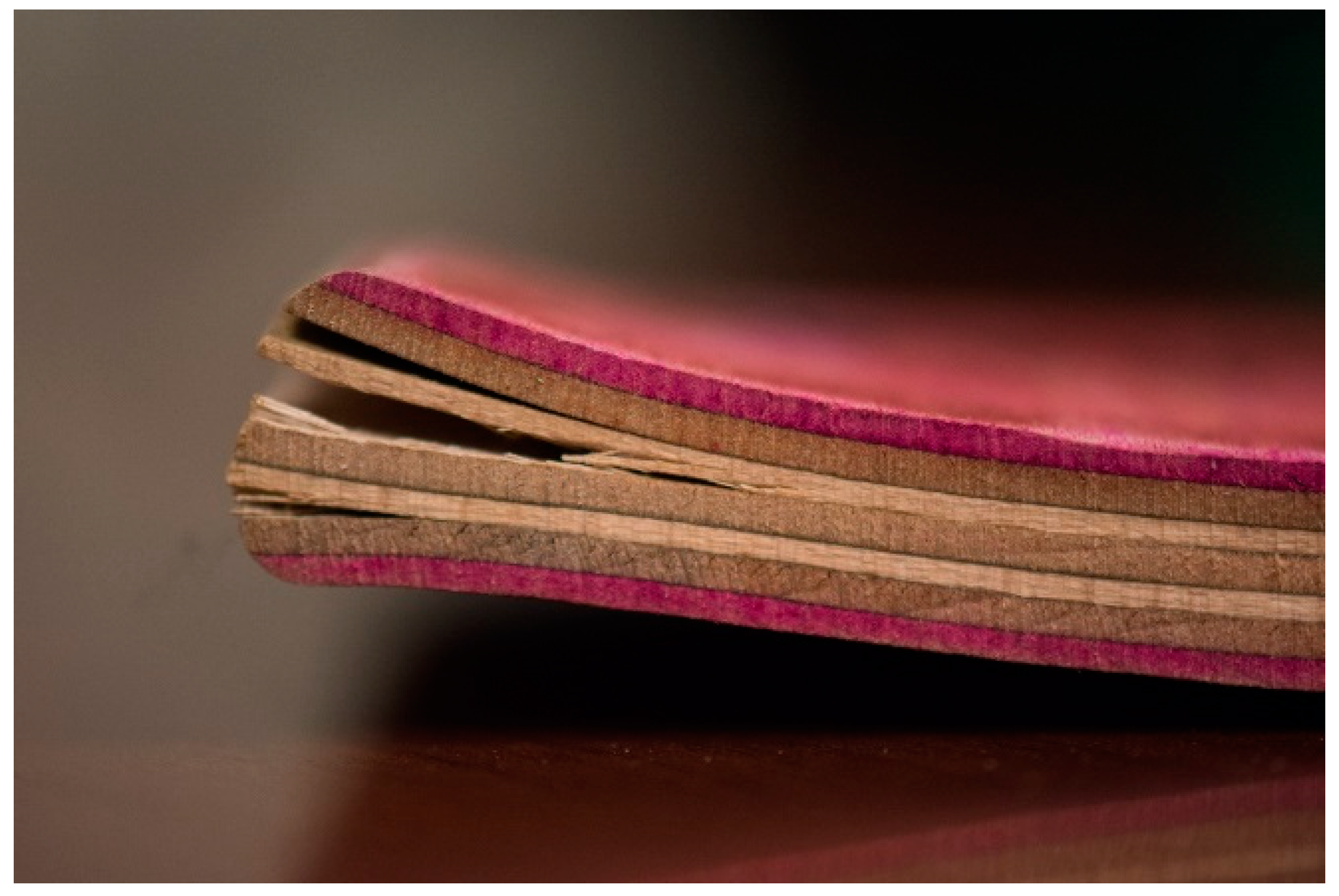
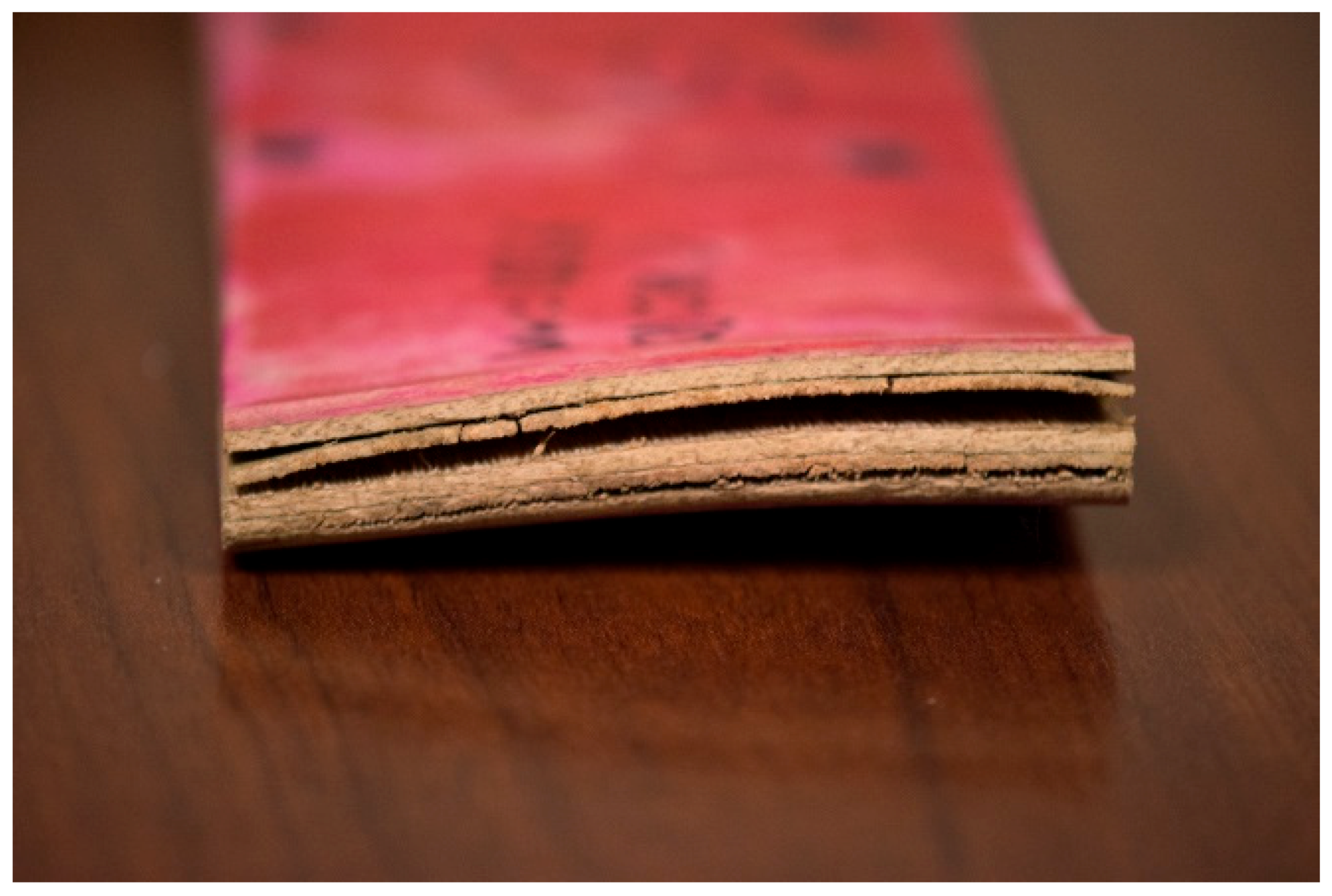
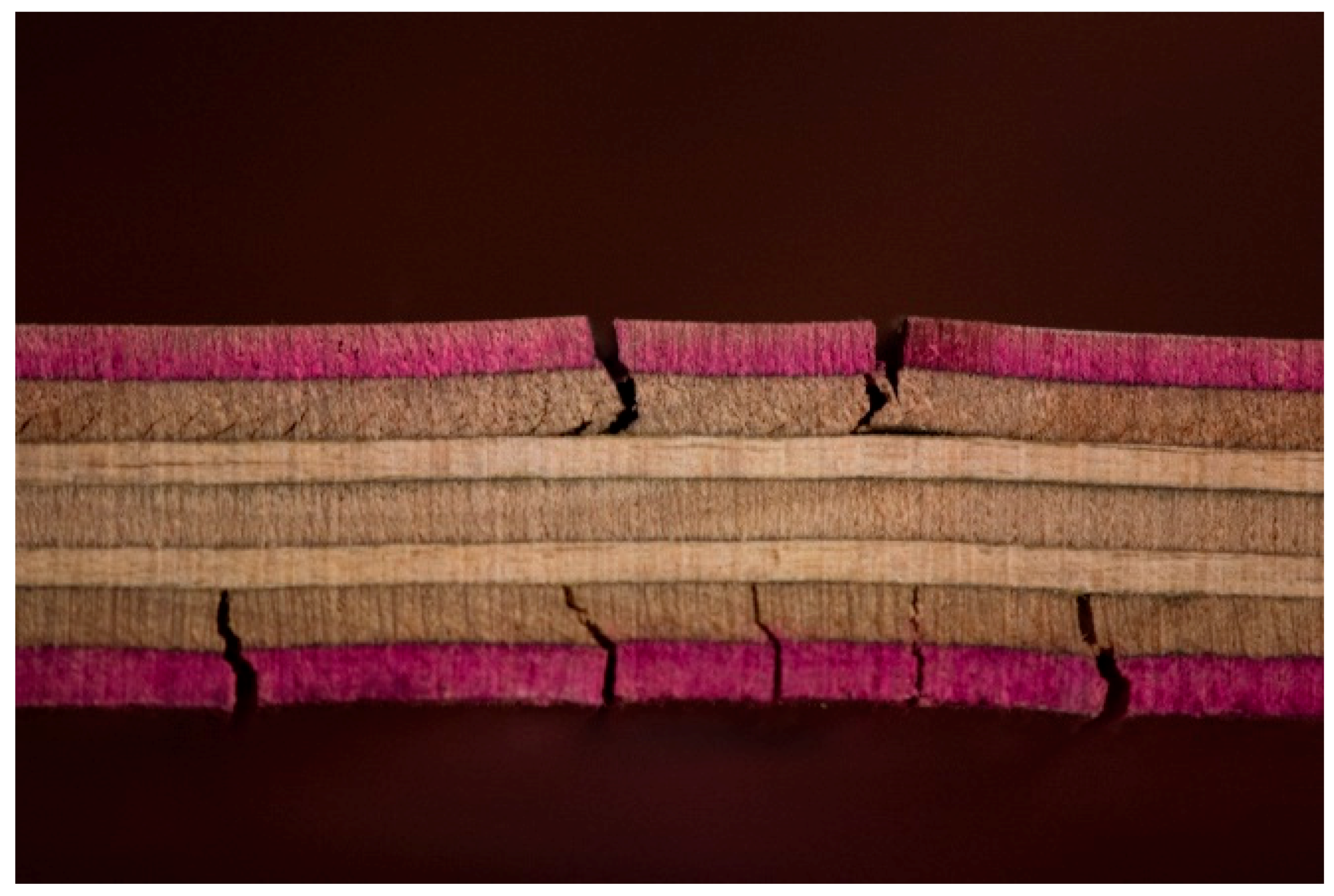
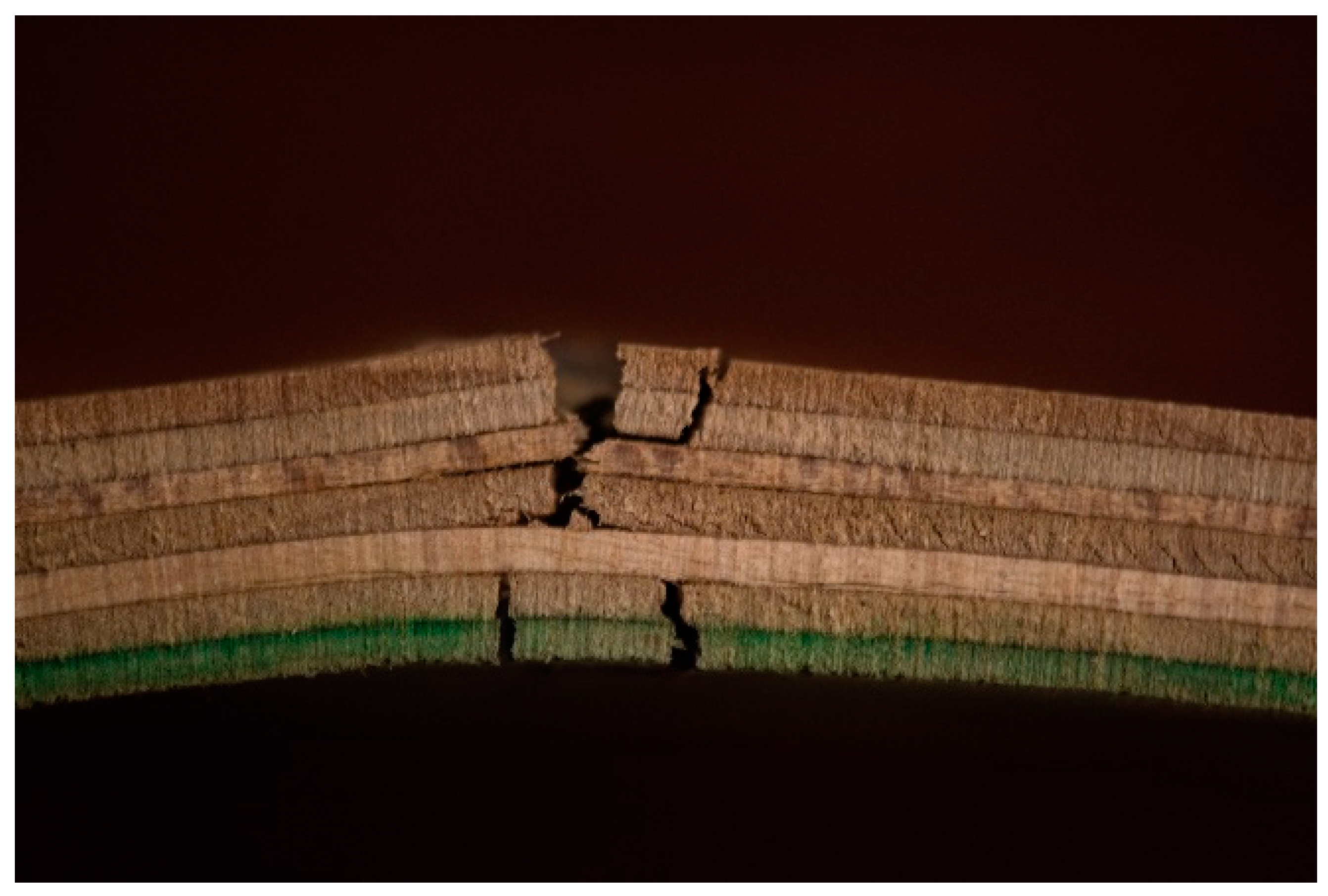
“The sample is considered as failing when any single delamination between two plies is greater than 50.8 mm (2 in.) long, more than 6.35 mm (0.25 in.) deep and 0.076 mm (0.003 in.) in width as determined with a feeler gauge.”(ANSI/HVPA EF 2009 [4]).
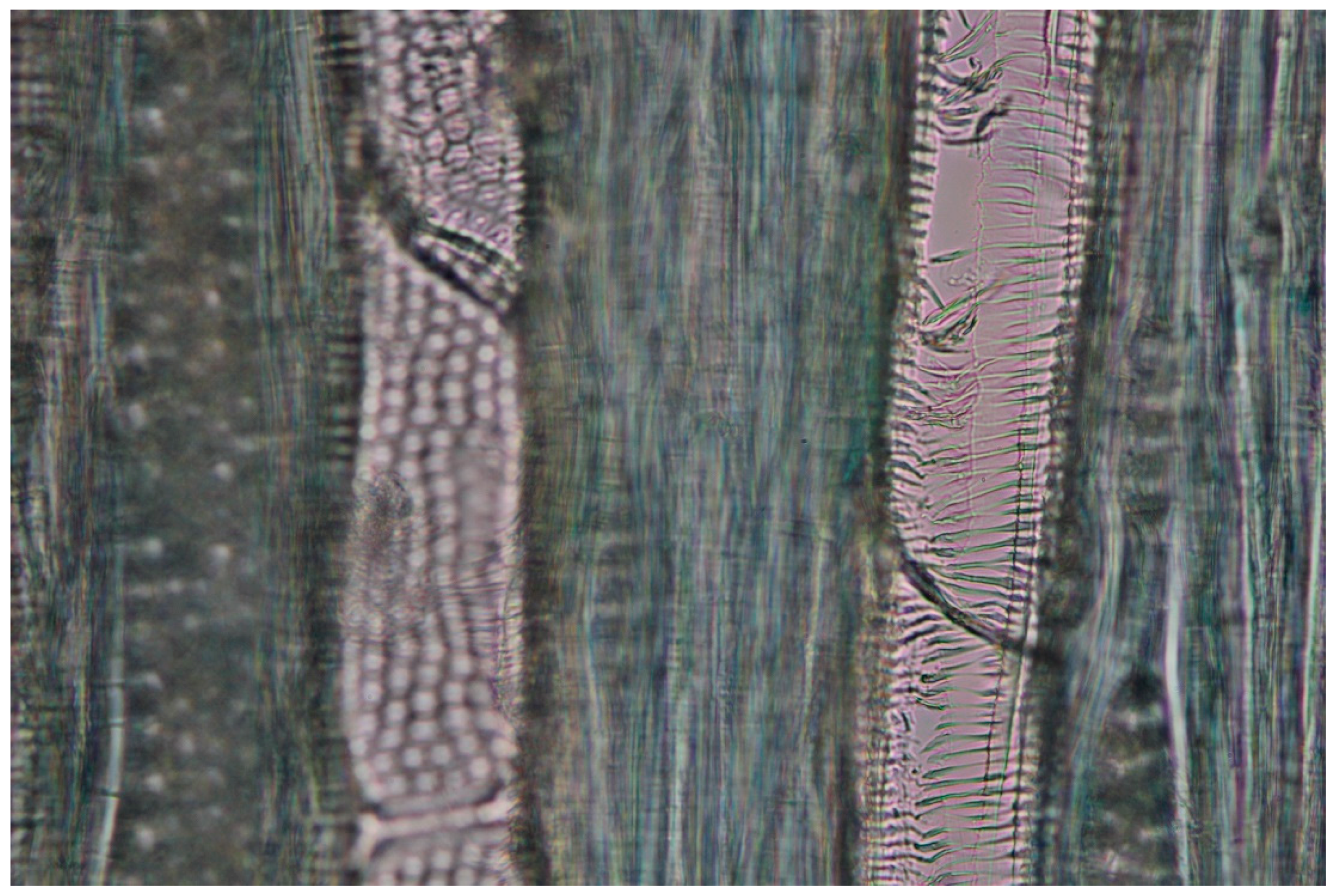
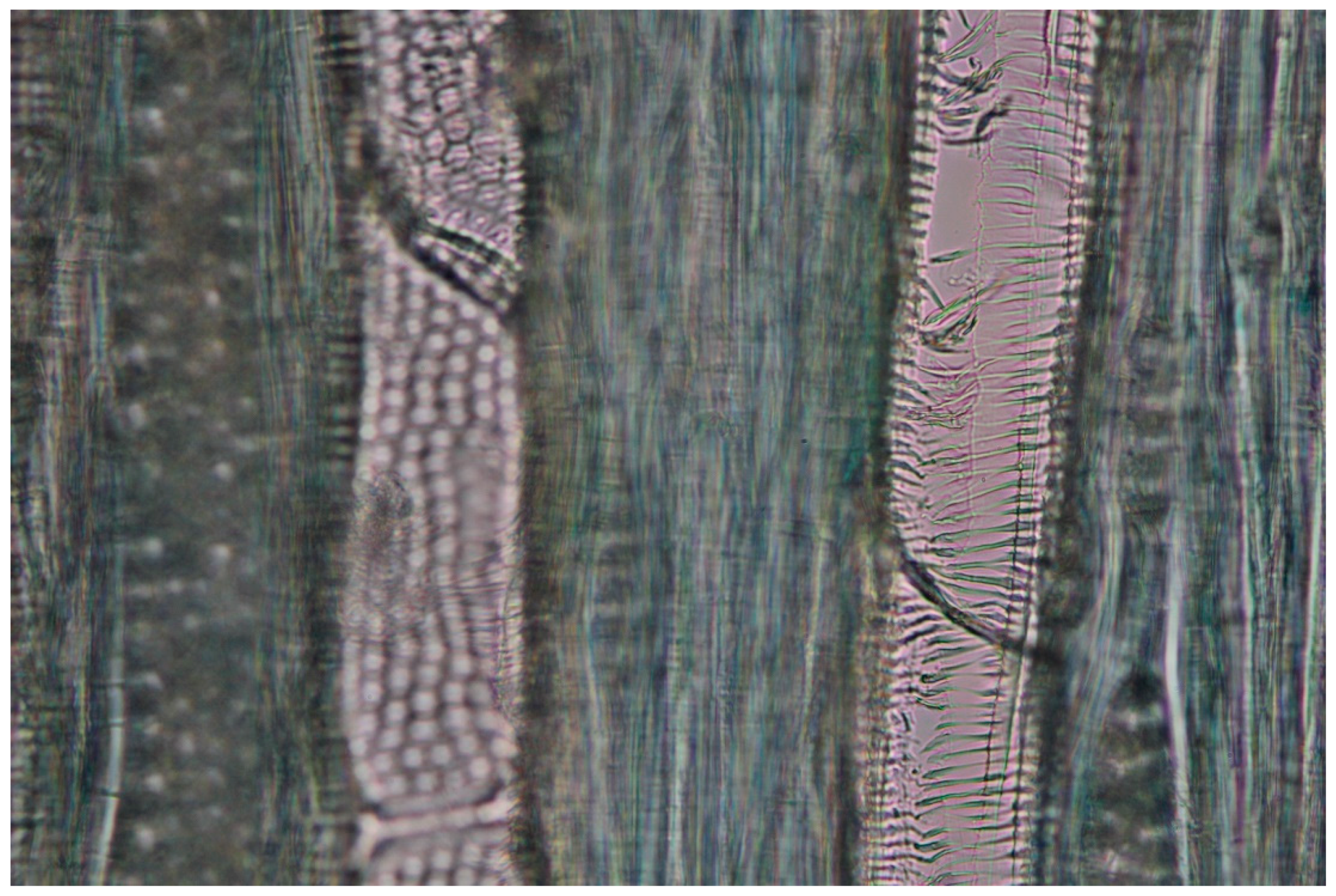
3.4. Species Identification
4. Summary and Conclusions
4.1. Summary
4.2. Conclusions
- (1)
- Strength and Stiffness of the strips in two orientations were measured in third point bending. The average stiffness (EI) of the strips face wise and edge wise were 1,095,000 kg-mm2 (3740.9 lbs-in.2) and 1,396,000 kg-mm2 (4771.2 lbs-in.2) respectively. The average strength (FS) of the strips face wise and edge wise were 1840 kg-m (159.7 lbs.-in.) and 2112 kg-mm (183.3 lbs.-in.) respectively.
- (2)
- Average moisture content of the skateboard decks at the time of testing was 9.76%. Average specific gravity of the skateboard decks was 0.721.
- (3)
- Moisture durability tested according to ANSI/HVPA EF 2009 showed that half of the samples failed by delamination. Therefore, adhesives used in skateboard deck manufacturing have poor to moderate moisture resistance. All the test samples had splits which penetrated through the top and bottom veneers.
- (4)
- The species used in all the samples tested was sugar maple (Acer saccharum).
Author Contributions
Acknowledgments
Conflicts of Interest
References
- Schmitt, P.; (CEO and Founder, Los Angles, CA, USA); Stix, P.S.; (Los Angles, CA, USA). Personal Communication, 2017.
- ASTM D4442. Standard Test Methods for Direct Moisture Content Measurement of Wood and Wood-Based Materials; Annual Book of ASTM Standards 2016; ASTM International: West Conshohocken, PA, USA, 2016.
- ASTM D2395. Standard Test Methods for Density and Specific Gravity of Wood and Wood-Based Materials; Annual Book of ASTM Standards 2016; ASTM International: West Conshohocken, PA, USA, 2016.
- American National Standard. American National Standard for Engineered Wood Flooring (ANSI/HVPA EF 2009); Bond Line Test; American National Standard Institute (ANSI): New York, NY, USA, 2009; 12p.
- Bruce Hoadley, R. Understanding Wood: A Craftsman’s Guide to Wood Technology; The Taunton Press: Newtown, CT, USA, 2000; p. 280. [Google Scholar]
- The Nitty Gritty Materials. Skateboard Builder Directory, Ministry of Wood. Available online: ministryofwood.com/the-nitty-gritty-materials/ (accessed on 21 February 2018).














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample Number | QMax (lbs.) | QMax (kg) | FS (lbs.-in.) | FS (kg-mm) | EI (lbs-in.²) | EI (kg-mm2) |
|---|---|---|---|---|---|---|
| 1F | 105.6 | 47.9 | 178.2 | 2053 | 4336 | 1,269,000 |
| 2F | 98.1 | 44.5 | 165.6 | 1908 | 4018 | 1,176,000 |
| 3F | 99.5 | 45.1 | 167.9 | 1934 | 4201 | 1,229,000 |
| 4F | 66.5 | 30.2 | 112.2 | 1293 | 3354 | 982,000 |
| 5F | 78.6 | 35.7 | 132.7 | 1529 | 3332 | 975,000 |
| 6F | 89.6 | 40.6 | 151.2 | 1742 | 793 | 232,000 |
| 7F | 119.4 | 54.2 | 201.5 | 2322 | 4948 | 1,448,000 |
| 8F | 99.7 | 45.2 | 168.2 | 1938 | 4946 | 1,447,000 |
| Face Wise | Average | STDV | COV (%) | |||
| EI (lbs-in.2) | 3741 | 1253 | 33.5 | |||
| EI (kg-mm2) | 1,095,000 | 367,000 | ||||
| FS (lbs.-in.) | 159.7 | 25.79 | 16.1 | |||
| FS (kg-mm) | 1840 | 297 | ||||
| Sample Number | QMax (lbs.) | QMax (kg) | FS (lbs.-in.) | FS (kg-mm) | EI (lbs-in.²) | EI (kg-mm2) |
|---|---|---|---|---|---|---|
| 9E | 116.1 | 52.7 | 196 | 2258 | 4950 | 1,449,000 |
| 10E | 113 | 51.3 | 190.7 | 2197 | 4707 | 1,377,000 |
| 11E | 118.8 | 53.9 | 200.4 | 2309 | 5122 | 1,499,000 |
| 12E | 119.7 | 54.3 | 201.9 | 2326 | 5254 | 1,538,000 |
| 13E | 105 | 47.6 | 177.2 | 2042 | 4407 | 1,290,000 |
| 14E | 116.7 | 52.9 | 196.9 | 2269 | 5486 | 1,605,000 |
| 15E | 113.6 | 51.5 | 191.6 | 2207 | 4728 | 1,384,000 |
| 16E | 102.8 | 46.6 | 173.5 | 1999 | 5084 | 1,488,000 |
| 17E | 75.3 | 34.2 | 127.1 | 1464 | 3181 | 931,000 |
| 18E | 73.9 | 33.5 | 124.7 | 1437 | 2996 | 877,000 |
| 19E | 110.7 | 50.2 | 186.7 | 2151 | 5032 | 1,473,000 |
| 20E | 121.4 | 55.1 | 204.9 | 2361 | 5137 | 1,503,000 |
| 21E | 117.2 | 53.2 | 197.8 | 2279 | 5419 | 1,586,000 |
| 22E | 105.2 | 47.7 | 177.6 | 2046 | 4689 | 1,372,000 |
| 23E | 119.8 | 54.3 | 202.2 | 2330 | 5376 | 1,573,000 |
| Edge Wise | Average | STDV | COV (%) | |||
| EI (lbs-in.2) | 4771 | 721.6 | 15.1 | |||
| EI (kg-mm2) | 1,396,000 | 21,100 | ||||
| FS (lbs.-in.) | 183.3 | 24.39 | 13.3 | |||
| FS (kg-mm) | 2112 | 281 | ||||
| Sample Number | Moisture Content % | Specific Gravity |
|---|---|---|
| 1 | 10.12 | 0.714 |
| 2 | 10.09 | 0.699 |
| 3 | 10.1 | 0.711 |
| 4 | 10.14 | 0.712 |
| 5 | 9.72 | 0.745 |
| 6 | 9.72 | 0.749 |
| 7 | 6.36 | 0.755 |
| 8 | 9.35 | 0.728 |
| 9 | 10.44 | 0.698 |
| 10 | 10.22 | 0.709 |
| 11 | 10.46 | 0.716 |
| 12 | 10.33 | 0.712 |
| Moisture Content Average | 9.76 | |
| Moisture Content STVD | 1.07 | |
| Moisture Content COV % | 10.97 | |
| Specific Gravity Average | 0.721 | |
| Specific Gravity STVD | 0.0183 | |
| Specific Gravity COV % | 2.541 | |
| Sample Number | Initial Moisture Content (%) | MC After 4 h Soak/24 h Dry (%) | MC After 24 h Soak/24 h Dry (%) | Delamination (Yes/No) | Top Split (Yes/No) | Bottom Split (Yes/No) |
|---|---|---|---|---|---|---|
| 1 | 6.96 | 5 | 4.78 | No | Yes | Yes |
| 2 | 6.34 | 4.23 | 4.23 | Yes | Yes | Yes |
| 3 | 6.18 | 4 | 3.89 | No | Yes | Yes |
| 4 | 5.66 | 3.93 | 3.58 | Yes | Yes | Yes |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Willard, D.T.; Loferski, J.R. Skateboards as a Sustainable Recyclable Material. Recycling 2018, 3, 20. https://doi.org/10.3390/recycling3020020
Willard DT, Loferski JR. Skateboards as a Sustainable Recyclable Material. Recycling. 2018; 3(2):20. https://doi.org/10.3390/recycling3020020
Chicago/Turabian StyleWillard, Dylan T., and Joseph R. Loferski. 2018. "Skateboards as a Sustainable Recyclable Material" Recycling 3, no. 2: 20. https://doi.org/10.3390/recycling3020020
APA StyleWillard, D. T., & Loferski, J. R. (2018). Skateboards as a Sustainable Recyclable Material. Recycling, 3(2), 20. https://doi.org/10.3390/recycling3020020