1. Introduction
Global plastic production is growing by 3.86% per year and is expected to increase to 850 million tons per year by 2050 [
1,
2]. This growth aggravates the challenges of waste plastics disposal, especially in remote areas [
3]. Landfill and incineration methods induce several negative environmental issues [
4,
5,
6], and this linear model of resource consumption with a “take-make-dispose” pattern has increasingly significant economic limits [
7]. To mitigate the contradiction between the rapid economic growth and the shortage of virgin materials and energy, the circular economy was first proposed in 1998 to build up the circular flow of materials and the use of resources and energy through multiple phases [
8,
9]. Following the goals of a circular economy, recycling is becoming the mainstream method to dispose of waste plastics [
10]. The conventional recycling method is to collect and transport waste plastic to a collection center and reclamation facility for separation and recycling [
11]. This method usually consumes large amounts of energy for transportation [
12], and needs considerable labor to separate the waste plastics [
13]. In developing regions, this labor is provided by waste pickers, which collect post-consumer plastic in landfills [
14].
Compared to conventional recycling methods, the distributed recycling of plastic has the potential to conserve energy. For example, plastic air-filled bottles have been used as building units to replace traditional concrete blocks and have demonstrated superior thermal insulation [
15]. This conserves the energy used for the resultant building HVAC (heating, ventilation, and air conditioning), as well as the embodied energy of concrete and conventional recycling of waste plastic. Another example uses plastic containers converted into bio-gas digesters, which has demonstrated higher gas yields in black-coated plastic containers than other materials [
16]. Those studies indicate that distributed plastic recycling has the potential to conserve energy for sustainable development. In this study, another distributed recycling method using a recyclebot is investigated in detail.
The recyclebot, an open source waste plastic extruder, offers a new approach to plastics recycling, which can be distributed and operated as a small business or even at home [
17]. The recyclebot contains a feeding zone, heating pipe, and extrusion section. Plastic melts in the heating pipe and is extruded through a nozzle to form a filament for 3-D printing [
17]. This recycling method is not difficult to operate and is supported for many thermo-plastic products, which are identified with recycling codes [
18]. The system is automated, although the plastic containers must be cleaned and shredded before processing in the recyclebot. Using a recyclebot in the location that plastic waste is generated not only saves the energy required for transportation [
19,
20], but can also increase personal income when the filament is sold [
14]. As 3-D printing technology is developing to be of wide applicability for distributed manufacturing throughout the world [
21,
22], an expensive commercial filament is one of the remaining impediments to the extended popularity of 3-D printing. The application of a recyclebot, which can produce a filament for about 10 cents per kg of electricity [
17], can further improve the economics of 3-D printing and extend distributed manufacturing [
23].
The conventional recyclebot is powered by grid-provided electricity (referred to here as an AC recyclebot for clarity). For an AC recyclebot, previous studies have shown that the embodied energy for shredding waste plastic is trivial, so the energy for producing a filament is equivalent to the electricity consumption of the recyclebot alone [
24,
25]. The emissions from recycling waste plastic into a 3-D printer filament are thus dependent on the greenhouse gas emissions of the electric grid that varies widely, from 0.00019 to 1.94 kg/kWh [
26].
As a potential source of wide-scale renewable energy, solar electricity generation is increasing in popularity globally because of technical advances and reductions in costs [
27]. Solar photovoltaic (PV) technology has been found to be particularly appropriate in the developing world [
28,
29,
30,
31,
32,
33]. Recent developments in the RepRap 3-D printer community [
34] to make PV-powered 3-D printer designs [
35,
36] can be directly transferred to direct current (DC)-based recyclebot technology [
37]. These solar-powered recyclebots would have a double effect on energy and emissions savings. First, they offset grid electricity to make commercial 3-D printer filaments, and then again, by reducing the energy used and emissions with distributed recycling itself.
The solar-powered recyclebot has not been quantified previously and to do this, a life cycle energy analysis is needed. Energy analysis is the process of determining the energy required directly and indirectly to allow a system to produce a specific good or service. Energy payback time (EPBT) is one metric adopted by several analysts in characterizing the energy sustainability of various technologies [
38].
This paper quantifies the embodied energy of a vertical DC solar-powered recyclebot based on life cycle energy analysis and compares it to a horizontal AC recyclebot, conventional recycling, and the production of virgin 3-D printer filaments. The EPBT is calculated using the embodied energy of the materials making up the recyclebot itself and the calculations are detailed in the Methods section below. The mass of a 3-D printer filament that the recyclebot must produce to offset the embodied energy for creating the recyclebot device is calculated. In addition, after combining a recyclebot and solar PV system, the amount of filament needed to pay for the whole system is also calculated, as well as the energy payback time. These results are compared to previous studies that only investigated the energy payback time for PV alone and are discussed in the context of distributed recycling, energy conservation, and greenhouse gas (GHG) emissions mitigation.
3. Discussion
Based on the data in
Table 1,
Table 2,
Table 3,
Table 4 and
Table 5, the embodied energy of the recyclebot is 353.933–390.201 MJ, which is equivalent to the energy for producing two coffee makers [
40].
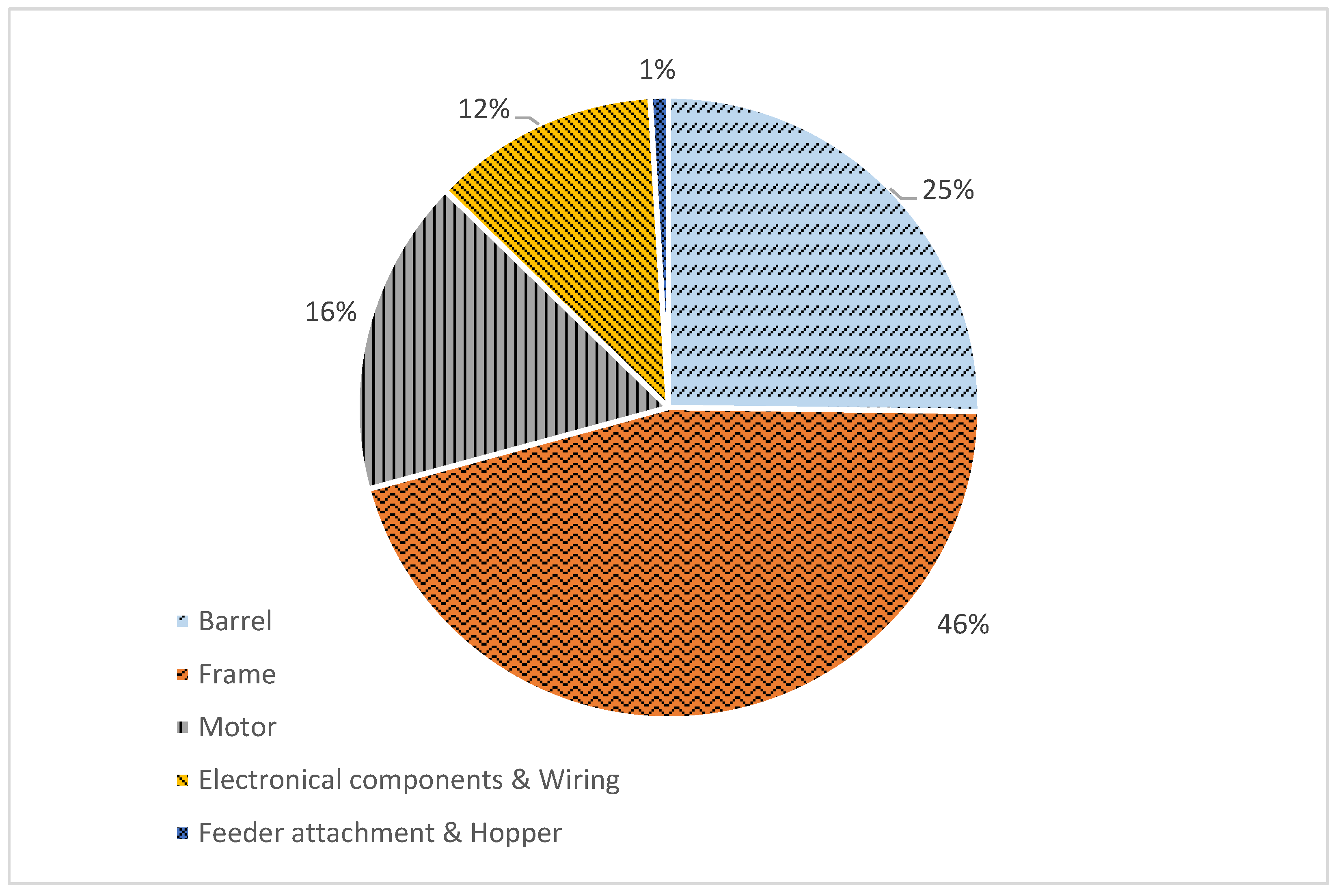
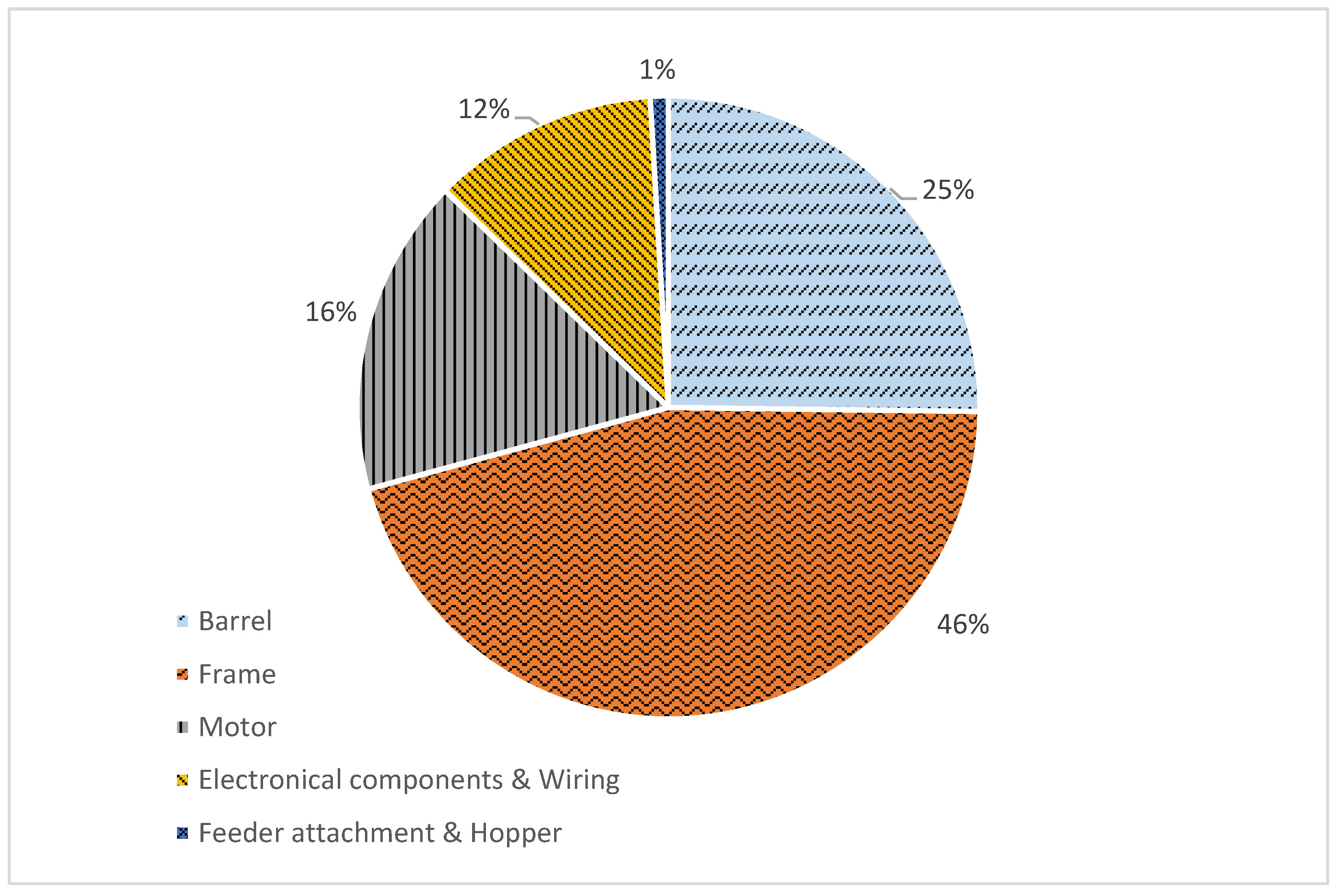
Figure 1 is a pie chart showing the percentage of minimum embodied energy of each core component in a recyclebot. There is not much difference between the minimum embodied energy percentage and the maximum embodied energy percentage: the maximum drops from 46 to 45% for the frame, while the motor increases to 17%. In all cases, the frame part consumes nearly half of the total embodied energy. The strut channel of the frame has 98.56–108.48 MJ embodied energy, which is equivalent to the energy of a barrel part or double the energy of the electrical components and the wiring part. The frame contains many heavy components made of metal, which is the cause of the high embodied energy. Thus, to improve the sustainability of the device, this indicates that the design effort should focus on minimizing the use of metal in the frame in the future. In the electrical components and wiring parts, there are several materials which contain very high embodied energy, such as electrical grade silicon in the speed controller and platinum in the temperature controller. These materials, however, have low masses in the components so they do not contribute much to the total embodied energy. There are some small components created by a 3-D printer, such as the bearing house and the feeder attachment. When the 3-D printer is powered by the solar PV system, the embodied energy of these printed components can be reduced further [
29].
As can be seen by comparing
Table 6 with
Table 1,
Table 2,
Table 3,
Table 4 and
Table 5, the energy needed to make a solar PV system is 2276 MJ, which is 484–523% more than that of a recyclebot. The purification and growing crystal silicon process consumes half of the total energy. In the purification process, silicon dioxide is reduced to silicon with carbon and purified in the furnace repeatedly to metallurgical grade silicon, and then further purified to obtain solar-grade silicon, which needs a lot of energy [
41]. An approach to reduce this embodied energy of the PV component in the future would be to use thin film PV [
42]. In the balance of systems, the electrical components have the largest embodied energy in this case. If the solar powered recyclebot needs to be designed as a permanent device, the foundation and support structures are required. Then, the support structure will consume the largest energy in the balance of systems, which is 1800 MJ/m
2 in the open field and 720 MJ/m
2 on the roof top [
39,
43]. However, it should be noted that there are low-mass racking systems that may be appropriate, which will reduce these values [
44].
3.1. Energy Payback Time of Recyclebot
The EPBT of a recyclebot varies with the material of the filament. In this project, it takes 1.59 MJ for a DC recyclebot to extrude 1 kg of the PLA filament, while 1 kg of commercial filament made from virgin PLA consumes 49.2–54.2 MJ. Thus, the PLA filament produced by a recyclebot from waste plastic can save 47.61–52.61 MJ/kg. Compared to the embodied energy of a recyclebot, which is 353.94–390.20 MJ, producing 6.73–8.20 kg of the PLA filament from waste plastic can pay for a recyclebot in terms of energy. Given the extrusion rate of the DC recyclebot, this could be accomplished conservatively in one week.
From this study on an AC recyclebot, the average energy used for ABS filament production from the recyclebot is 1.24 MJ/kg. Compared to a commercial filament made from virgin ABS, which needs 90.6–99.9 MJ/kg, the filament produced by the recyclebot from consumed ABS saves 89.36–98.66 MJ/kg of energy. Therefore, the recyclebot needs to produce 3.59–4.37 kg of ABS filament, and the energy saved from it will be equal to the energy for creating the recyclebot.
During the vertical DC recyclebot extrusion process, the average extrusion rate of the PLA filament was found to be 0.19 kg/h, while that of the ABS filament was 0.22 kg/h on a vertical AC-based recyclebot. It is found that the recyclebot needs to work 35.42–43.16 h with the PLA filament or 16.32–19.86 h with the ABS filament to pay for itself. Here, assuming that the recyclebot works eight hours per day, the energy payback time can be obtained in only five days based on a PLA filament or about 2.5 days based on an ABS filament. Clearly, the potential to conserve energy with distributed waste plastic recycling is substantial.
3.2. Cost of Recyclebot-Made Filament
If labor and capital costs are excluded, the cost to produce a recycled waste plastic filament can be determined by the energy use of the recyclebot. In a single recyclebot system, the energy used in the extrusion process was provided from the electricity grid. The average electricity price in the U.S. is $0.12/kWh or 3 cents/MJ. The energy consumption required to produce 1 kg of PLA and 1kg of ABS is 1.59 MJ and 1.24 MJ, respectively. With the average electricity price, the estimated cost for producing 1 kg of PLA and 1 kg of ABS can be calculated as 5 cents and 4 cents, respectively.
However, the electricity price varies from different locations. From the EIA database [
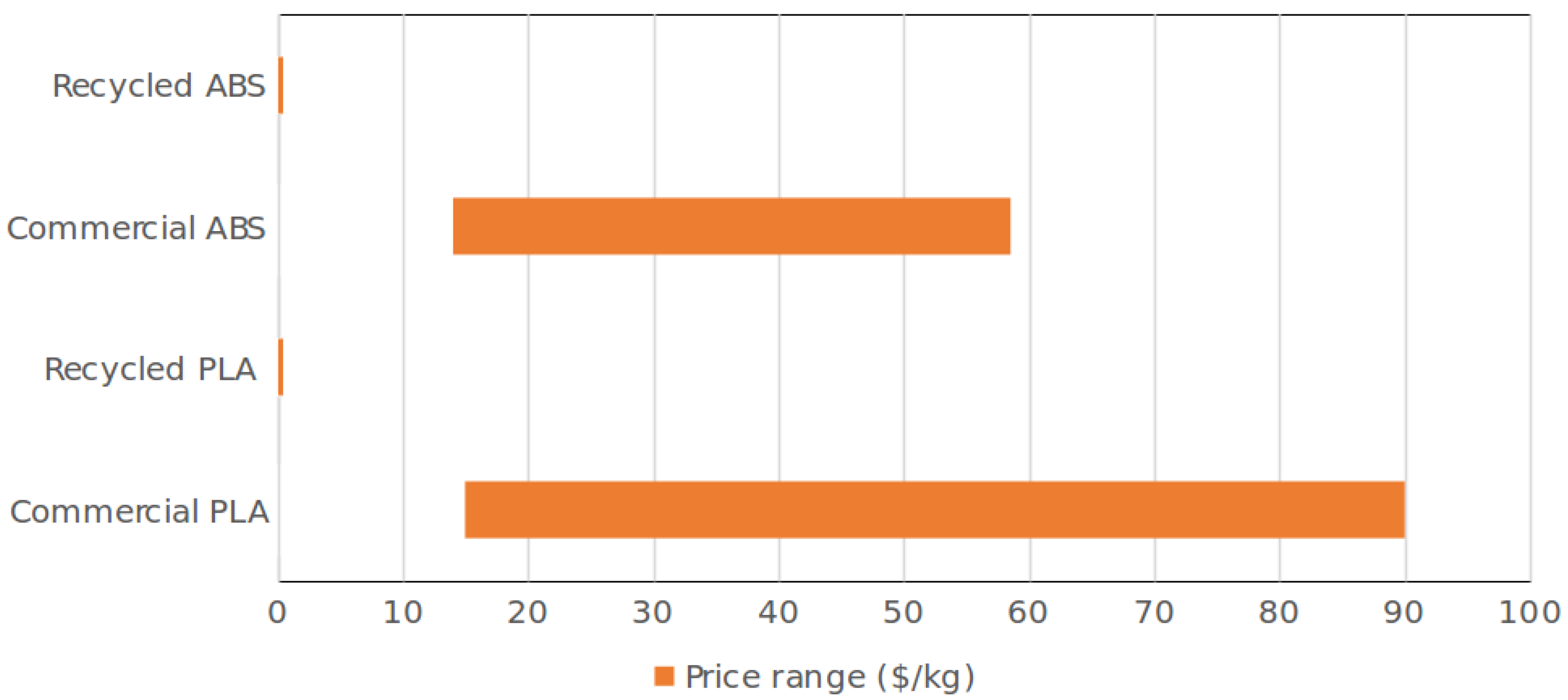
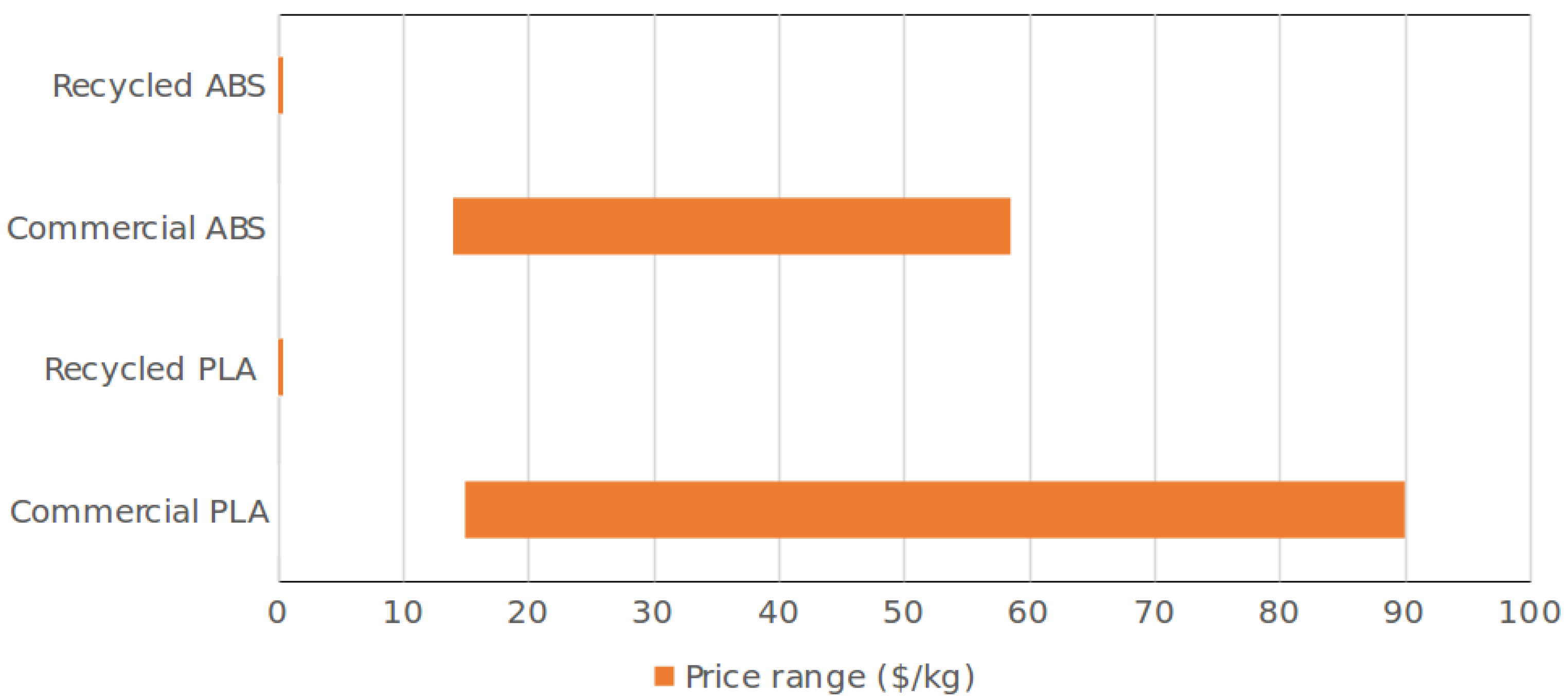
45], the electricity prices in January 2017 vary from 1.74 cents/MJ to 7.04 cents/MJ in different states. The estimated costs for producing 1 kg of PLA and 1 kg of ABS can vary from 2.77 cents to 11.19 cents and 2.16 cents to 8.73 cents, respectively. Even though the device is operated in Hawaii, which has the most expensive electricity price in the U.S., the cost to produce 1 kg of PLA filament and 1 kg of ABS filament are still very inexpensive, at just 11.19 cents and 8.73 cents. The price for 1 kg of PLA filament on Amazon ranges from
$14.95 to
$89.99 and the price for 1 kg of ABS filament is from
$13.99 and
$58.51 [
46,
47,
48,
49]. Compared to the commercial filament, the recycled filament produced by the recyclebot can save significant amounts of money.
Figure 2 is a comparison of the general cost ranges for producing recycled filaments and buying commercial filaments in the market, and it can be seen that the cost for the recycled filament is negligible.
3.3. Energy Payback Time of Solar PV System
The EPBT of the solar PV system depends on the materials of the module, the balance of systems, and the geographic location [
50]. Among them, the type of material determines the energy conversion efficiency and the geographical location determines the solar flux, and the energy generated by the solar PV system can be obtained by the product of solar flux and energy conversion efficiency. The EPBT can be calculated by dividing the embodied energy by the annual energy generated by the system [
50]. In order to compare the effect of the solar powered recyclebot on saving energy, the general case of a monocrystalline silicon PV system is chosen for comparison, which has an energy conversion efficiency of 16.1% [
51] and is located in a place which has a global average solar flux of 8 kWh/m
2/day. Then, the annual average insolation is 2920 kWh/m
2/year and the energy generated by PV system in this project is 245.68 kWh/year. Thus, the EPBT of the solar PV system used in this project, which has an embodied energy of 632.34 kWh, is about 2.57 years. The fact that PV systems are an extremely favorable energy and emissions performer is well established. However, the results here show that these values can be improved further when PV power is used for recycling.
3.4. Energy Payback Time of Solar PV-Powered Recyclebot System
Due to two monocrystalline solar panels being used, the embodied energy of the solar PV system is 2276.44 MJ and the embodied energy of the whole system is 2630.37–2666.64 MJ (i.e., the whole system is the sum of the recyclebot and the solar PV system). When the recyclebot is powered by the solar PV system, the electricity used in producing the filament from waste material can also be saved, which means that the energy saved is equal to the embodied energy of the commercial filament. Thus, 48.53–54.2 kg of PLA filament needs to be produced from consumed plastic to pay for the whole system in terms of energy. This means that the energy payback time of the whole system is 255.42–285.26 h in terms of PLA, which is about one month, based on the assumption that the whole system works eight h per day. When compared to the EPBT of a single crystal solar PV system, whose EPBT is about 2.57 years, the EPBT of the solar PV system combined with the recyclebot can be decreased by at least 96.20% if the PLA filament is produced. Thus, the effect on saving energy of the whole system is clear. Likewise, if the ABS filament is produced from a recyclebot powered by the solar PV system, the energy saved is 90.6–99.9 MJ/kg. A total of 26.33–29.43 kg of ABS filament needs to be produced from waste plastic to pay for the whole system. As the average extrusion rate of an ABS filament is 0.22 kg/h, the EPBT of the whole system based on the ABS filament is 119.68–133.77 h, which is about 0.04 years or about half a month.
The results clearly show that the solar PV system powered recyclebot is already an excellent way to save energy for sustainable development as the EPBT is even greater than the substantial benefits from well-known sustainable technologies such as PV alone. Among PV modules, thin film modules have the lowest EPBT, which is 0.5 years, while considering the balance of system, its EPBT is 1.5 years [
42]. However, the EPBT of the single-crystal silicon PV system can decrease from 2.57 years to 0.09 years when it is combined with a recyclebot, which produces the PLA filament. Thus, the single crystal silicon PV system combined with recyclebots, has about one thirtieth of the EPBT of thin film PV systems alone. However, the performance can be improved with the use of solar powered recyclebots consisting of a low-embodied energy thin film PV.
Furthermore, the EPBT of the solar PV system powered recyclebot can be further reduced with device improvements itself. In a recyclebot, the embodied energy of the strut channel is a substantial fraction of the total energy of the recyclebot. If the strut channel uses other materials which contain less embodied energy instead of steel, the total energy of the system will decrease. Properly designed platic struts could offer a good choice because of the strength and impact resistance. The size of the individual components would need to be augmented to withstand the load when materials with a greater strength are used, similar to previous work on the brackets for PV modules [
24,
43]. The plastic strut channel, which is a little larger in size in this project, could be strong enough to hold the recyclebot and motor. Future work is needed to optimize such a design. This would decrease the embodied energy and accelerate the EPBT, as for example, ABS has 95,300 MJ/m
3 of embodied energy, while steel has 285,400.5 MJ/m
3 of embodied energy. In addition to the strut channel, the barrel bracket and motor mount can also be made from ABS, which can also reduce the total embodied energy. Future recyclebots should strive to meet the RepRap model and be primarily composed from 3-D printed parts.
3.5. Economic Payback Time of Solar Powered Recyclebot
Compared to the individual recyclebot, the energy for producing filaments from waste plastics by the PV powered recyclebot can also be saved from the electricity grid, so the cost from the electricity grid can be saved by the whole system, which means that the total cost saving by the whole system is equal to the price of the commercial filament. The total cost for building the entire system is around $1000, which is the cost sum of a recyclebot and a solar PV system. The normal price of 1 kg of PLA or ABS filament is $20, so 50 kg of filament needs to be produced by the whole system to pay for itself in terms of monetary cost. With the PLA and ABS filament extrusion rates, 263.16 h and 227.27 h are needed to produce 50 kg of PLA filament and 50 kg of ABS filament, respectively. Therefore, the monetary payback time of the whole system is 263.16 h (32.9 days) with PLA filament production, or 227.27 h (28.4 days) with ABS filament production.
3.6. Applications for Developing Countries
For those developing countries whose energy access promotions have not met the requirement of sustainable development [
52], the results of this study indicate that solar-powered recycling may be beneficial from an energy perspective in the future. In addition, solar-powered recycling can help developing countries to reduce carbon emissions, which is necessary because the carbon emissions from developing countries are greater than from developed countries with the same unit of value-added [
53]. Finally, it is well established that access to modern energy can increase the income for families in developing countries [
54,
55]. This study has shown one application of modern energy using a solar-powered recyclebot that has the potential to profitably produce filaments, while avoiding the consumption of raw materials and grid electricity. This filament can be sold or higher value items can be printed to expand an entrepreneur’s or community’s income.
In addition, when a 3-D printer creates products, further energy is needed to melt filaments and form products. If a solar PV system not only powers the recyclebot, but also powers the 3-D printer to manufacture products, further energy and emissions are saved. Moreover, if some small components used in a recyclebot, such as a barrel bracket, motor mount, bearing house, and feeder attachment, are produced by a 3-D printer powered by solar PV system, the embodied energy of the recyclebot can be further reduced. The solar PV system powered recyclebot and 3-D printer systems are an excellent method to manufacture products from waste plastics by consumers anywhere in the world. This method can turn waste plastics into useful high-value products, so it effectively decreases the expenditure from the cost of products and transportation. In conclusion, this method not only saves energy and money, but also reduces the emission of greenhouse gas, which is in accordance with sustainable development.
4. Materials and Methods
4.1. Energy Payback Time
The goal of this study is to investigate the energy payback time of a solar PV powered vertical DC recyclebot, which consists of the PV module, a small battery system, and all of the parts for the thermo-mechanical system of the recyclebot. The EPBT can be mathematically determined by first determining the energy saved by a system,
where
ES (MJ) is the energy saved by the system,
EF (MJ) is the energy needed to form the system, and
EG (MJ) is the energy generated or conserved by the system. Equation (1) is the generalized form of the equation.
The input energy
EF in the system can be classified as the respective embodied energies of each material present in the whole device. The embodied energy is the amount of energy required to produce the material in its product form [
39]. Thus, here,
EF is different, depending on whether the system scope is limited to only the recyclebot (
ER) or the entire system with a solar powered recyclebot (
Ewhole). In the case of a PV system alone,
EG is the energy generated by the PV, and in the case of a recyclebot, it is the difference between the energy used to make a commercial filament and the recyclebot filament, which is
EV −
EW, shown in the denominator of Equation (2) (note that these two terms are in terms of energy per unit mass).
The EPBT for the recyclebot alone will be calculated as:
where
ER (MJ) is the embodied energy of the recyclebot,
EV (MJ/kg) is the energy for producing the filament from virgin material,
EW (MJ/kg) is the energy for producing the filament by the recyclebot from waste plastic, and
v (kg/h) is the extrusion rate (measured and discussed in
Section 2.3). The energy for producing the recycled filament (
ER) and the filament extrusion rate (
v) is obtained from the filament production experiment, and the detailed process is introduced below. Specifically, the
ER values for Equation (2) are taken from
Table 1,
Table 2,
Table 3,
Table 4 and
Table 5 for the embodied energy of the recyclebot. The energy for producing the commercial filament (
EV) is estimated with the plastic embodied energy, which is searched from the CES EduPack, which provides a comprehensive database of materials and process information, powerful materials software tools, and a range of supporting resources [
56,
57]. The CES EduPack database is populated with data from the peer reviewed literature. Finally,
EW is a measured experimental value.
The EPBT of the solar PV system powered recyclebot can be calculated as,
where
Ewhole (MJ) is the embodied energy of the whole system, which is the sum of the embodied energies of the recyclebot (from Equation (2)) and the solar PV system (from
Table 6).
It should be noted that the embodied energy of the recyclebot (
ER) is calculated by the sum of the embodied energies of all components, but the manual energy (e.g., human labor) is not included. The embodied energy of the solar PV system is estimated by the PV module area, and the energy consumption to produce the PV system in unit size is also determined from prior LCA studies. A previous study investigating a horizontal AC-powered recyclebot found that the energy required for producing a filament is low (8.74 MJ to produce 1 kg HDPE filament) compared to the production from virgin resin (76.7 MJ/kg) and waste HDPE processed in a conventional recycling center (48.9 MJ/kg) [
25]. It should be noted that the energy required during the extrusion differs with thermoplastic materials and insulation used on a particular recyclebot machine.
The solar modules use solar insolation for the generation of electricity, which is stored in batteries. The power from the battery is then used to power the recyclebot for the extrusion of the filament. The total energy used in the whole process from solar panels to extrusion can be calculated with the consumed energy during extrusion. These calculated energies can now be used in obtaining the EPBT of the whole system.
It should be pointed out here that this study is not a full cradle to grave LCA. The recyclebot technology is new and not yet widespread, so it is difficult to account for the wide divergence in the expected environmental impacts related to the end-of-life phases of the product. However, this study does go beyond the common cradle to gate analysis as the energy related to the use of the recyclebot over the lifetime is included in order to obtain a true EPBT.
4.2. Embodied Energy
4.2.1. Solar Photovoltaic System
Solar PV is a clean, sustainable, renewable energy conversion technology that can help meet the energy demands of the world’s growing population, while reducing the adverse anthropogenic impacts of fossil fuel use [
58]. Solar PV growth has been rapid and by 2018, the worldwide PV capacity is predicted to double to 430 GW [
59]. As the AC recyclebot extrusion of an HDPE filament requires 21.13 W power, the initial heating needs 0.06 kWh [
25]. In this project, it was assumed that the DC recyclebot would use approximately the same power for initial heating, so two small monocrystalline silicon solar modules were used in the design of the system. Each module has an effective area of 0.2613 m
2 and produces 30 W of power. According to the energy requirement of initial heating, it requires a battery that has an output of 0.06 kW to finish within 1 h. An identical small battery system for the off-grid 3-D printer [
36] was used. The storage battery access allows the recyclebot to work, even in the absence of solar energy (e.g., during cloudy weather). PV modules need a support structure for the setup, but this can be improvised in the field from the materials found as the system can be mobile. For example, PV modules can be propped against a wall or a rock in the field. The energy output of the solar module depends on the radiation and the proper placement of the panels, so as to receive the maximum solar radiation for maximum efficiency. Insolation varies by location and also affects the energy output of the system.
With the size of the solar PV system, its embodied energy can be estimated by the embodied energy of the solar PV system in unit size, which is found from the literature. In the solar PV system of this study, the energy consumptions for all of the production processes and accessories are assumed to be scaled to the size of the solar PV system.
4.2.2. Recyclebot (Recyclebot v4.0)
Both AC powered and DC powered vertical recyclebots v4.0 [
37] are used in this study (
Figure 3). The devices consist of a high power motor, feed tube, heating tube, frame, electrical components, and wiring. All of the components of the recyclebot are determined from the complete bill of the materials and their corresponding mass is obtained. The embodied energies of all the materials used in the recyclebot are tabulated from the CES database [
56,
57]. Then, the embodied energy of each component can be calculated by multiplying the mass by the corresponding material’s embodied energy. For example, the recyclebot requires a support structure, which consists of two 60.96 cm long, 1.6 kg weight strut channels made of steel whose embodied energy is 30.8–33.9 MJ/kg. According to the product of the mass of the strut channels and embodied energy of steel, the embodied energy of the strut channels is 98.56–108.48 MJ. The embodied energies of the other components are calculated in the same way.
Table 8 shows the embodied energy of the materials used in a DC recyclebot v4.0. It should be noted that these values of embodied energy are just for the materials and do not include the energy for forming products. Hence, the actual embodied energy might be about 26% larger than the value calculated in this project based on the comparison of energy between materials and forming products. The motor is a 120 W gear motor with 15 rpm combined with the heating tube and feed tube, which helps in the melting and extrusion of the filament. The embodied energy of the motor is obtained by the sum of the embodied energy of its various components within it, which is 58.382–64.373 MJ. Except for the metallic parts, the recyclebot also consists of 3-D printed parts such as a bearing house and feeder attachment, which are made of PLA. The 3-D printed parts in this system were printed from the Rep-Rap 3D printer. The requirement and the dimensions of the object are analyzed. The respective material of every component is important as it determines the strength and efficiency of the whole system.
4.3. Filament Production
PLA pellets and waste plastic ABS shards were used to produce a filament with a DC recyclebot and an AC recyclebot, respectively. Before the filament production, the temperature ranges of 150–180 °C and 158–190 °C with a step of 2 °C were set to find out the best temperatures for PLA and ABS filament extrusion, respectively. The minimum temperature in the ranges was determined by the limit of the mobility of plastics for extrusion, and the temperatures were increased until the plastic materials started to smoke (the maximum temperature). These test experiments were performed under three auger rotation speeds: 6 rpm, 10 rpm, and 15 rpm. It was found that the extrusion rate is largest and the melted plastic has rather higher plasticization properties when the auger rotation speed is 15 rpm. It was also found that the PLA filament extruded at 155 °C and the ABS filament extruded at 158 °C have a rather higher surface gloss and mechanical properties.
In PLA filament production, the DC recyclebot heating tube temperature was set as 155 °C, and 17 min were needed in the initial heating phase of production. In ABS filament production, the AC recyclebot heating tube temperature was set as 158 °C, and 8 min were needed in the initial heating phase. As the temperature reached the set points, the respective motors were activated to rotate the augers. The rotation speed of the augers in both recyclebots was about 15 rpm. The initial 0.5 m of filament was discarded because of poor mechanical properties as the feedback loop was established. Then, the filament was collected in an auto spooler with the help of a light sensor. The filament diameter in this study was 3.00 mm. A watt meter and timer were used to record the power and time during the process.






{kind=link}
{kind=link}
{kind=link}