


Recycling of Poly(Propylene) Based Car Bumpers in the Perspective of Polyolefin Nanoclay Composite Film Production

Abstract

1. Introduction
2. Results and Discussion
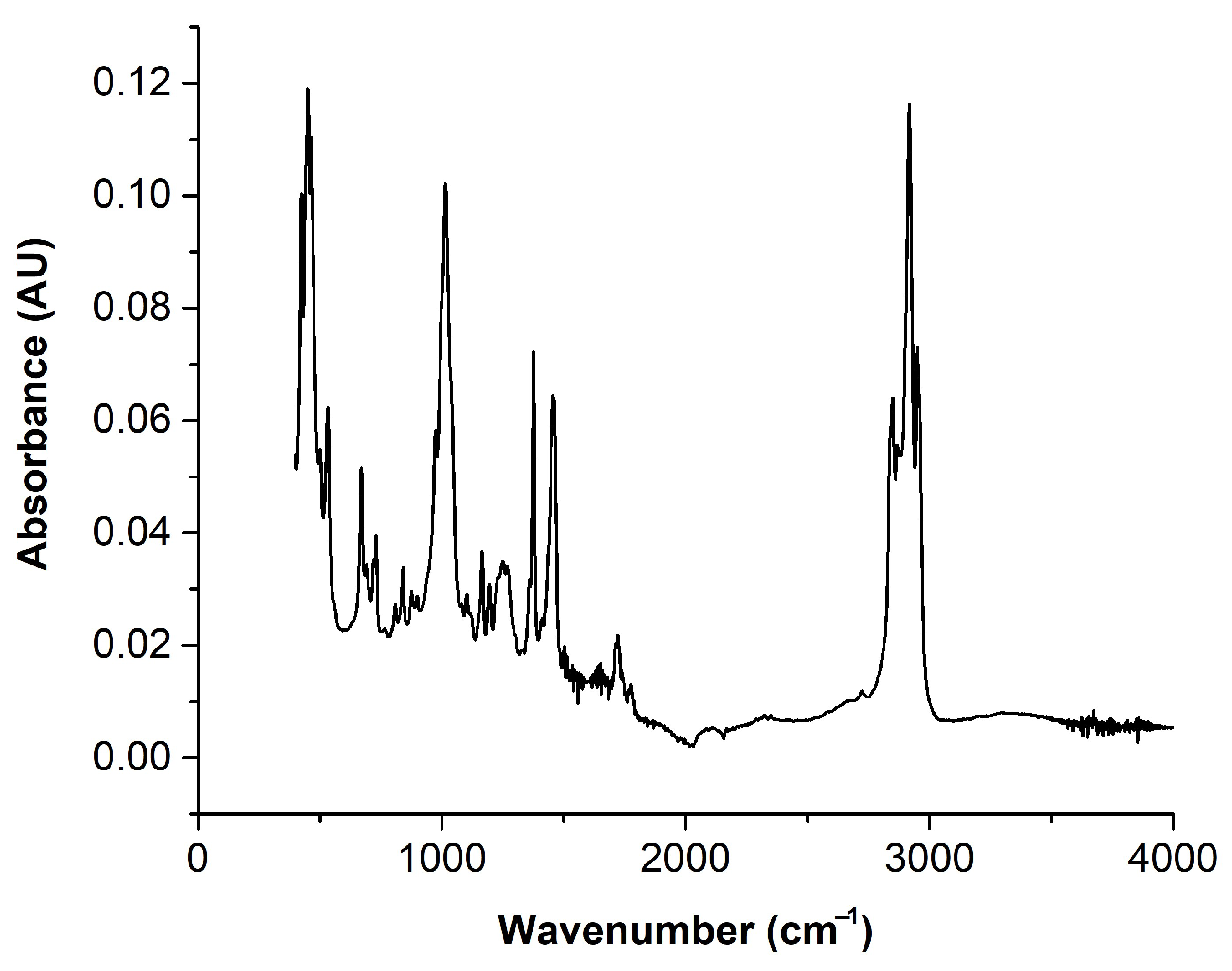
2.1. Car Bumper Composition
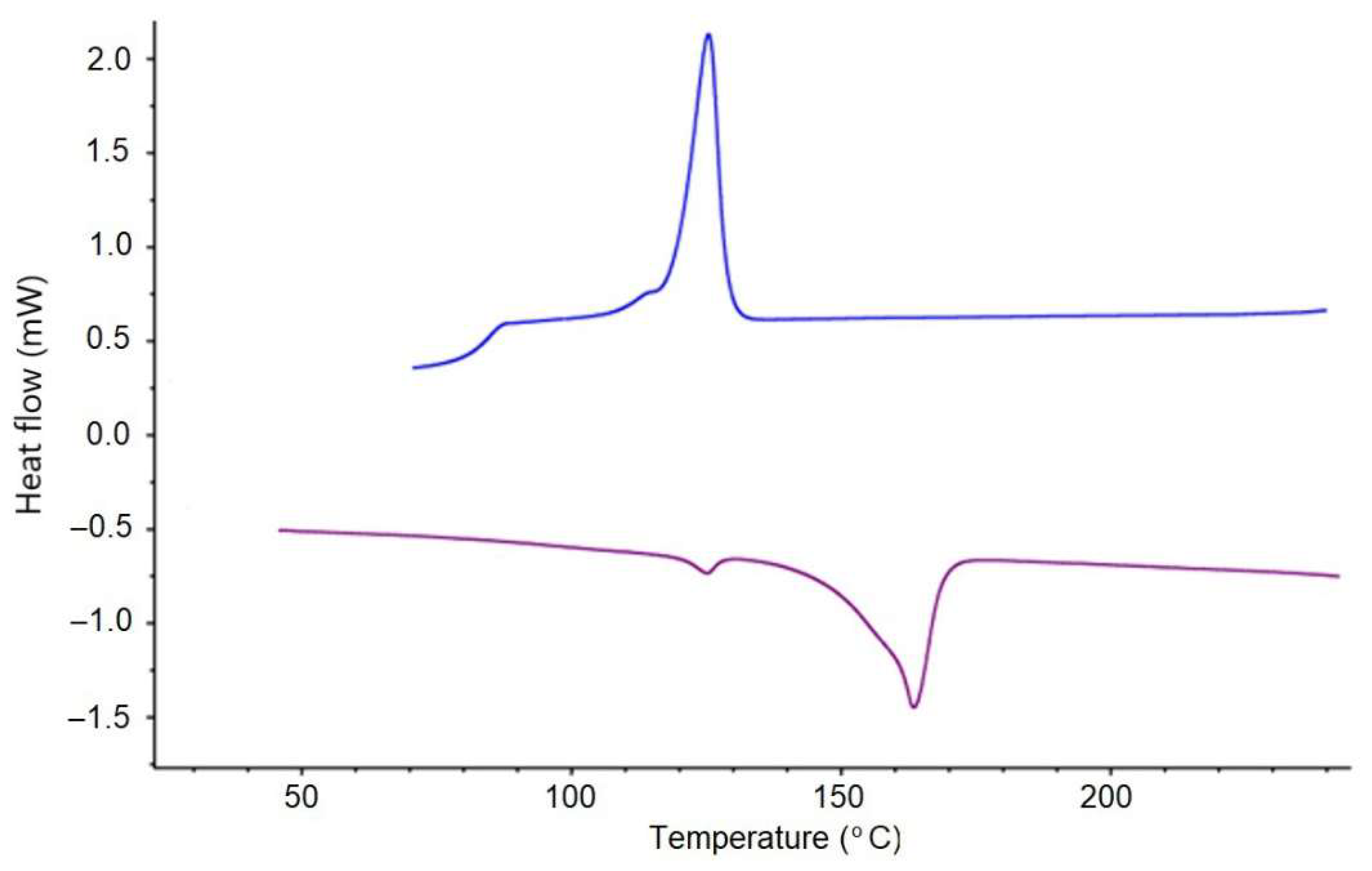
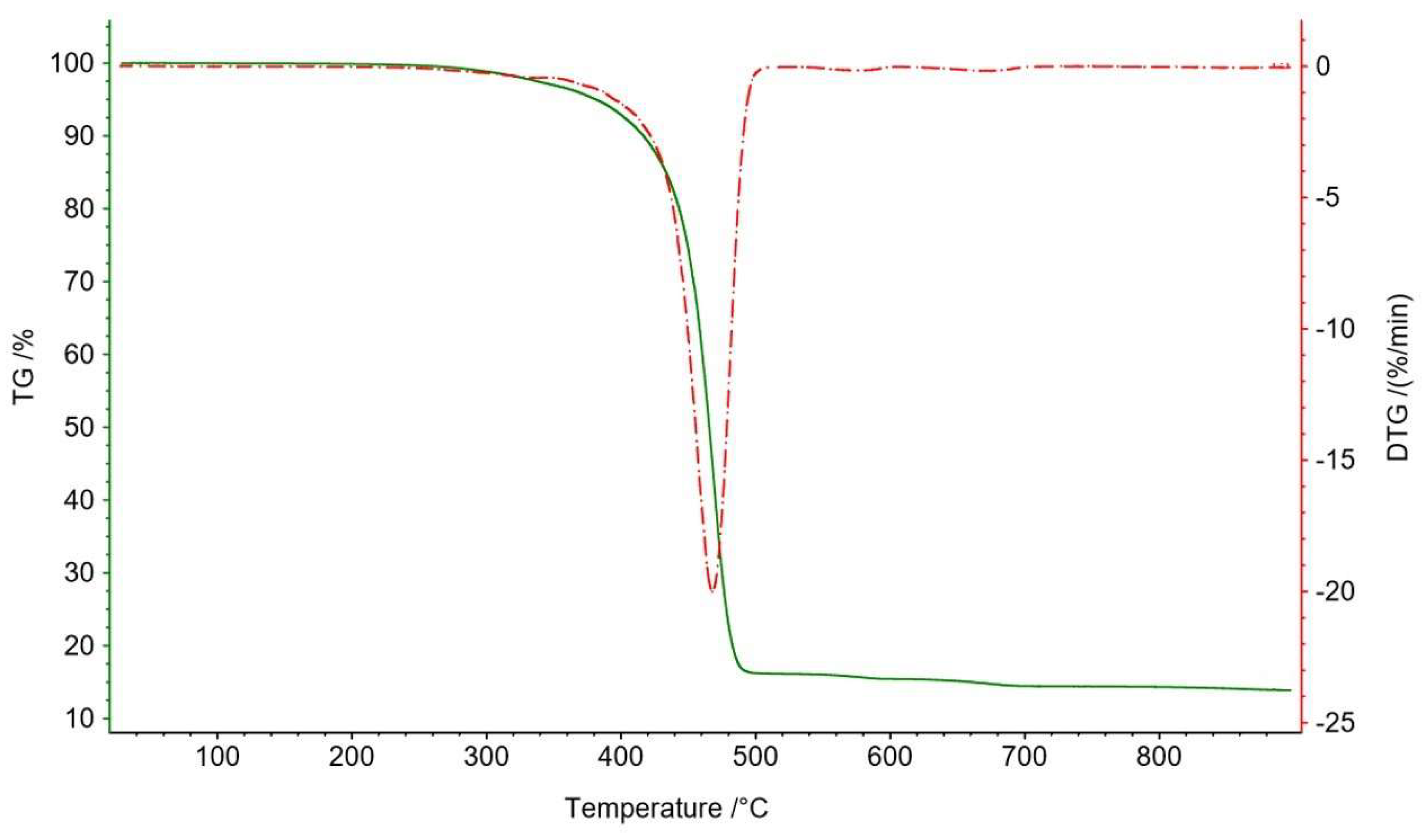
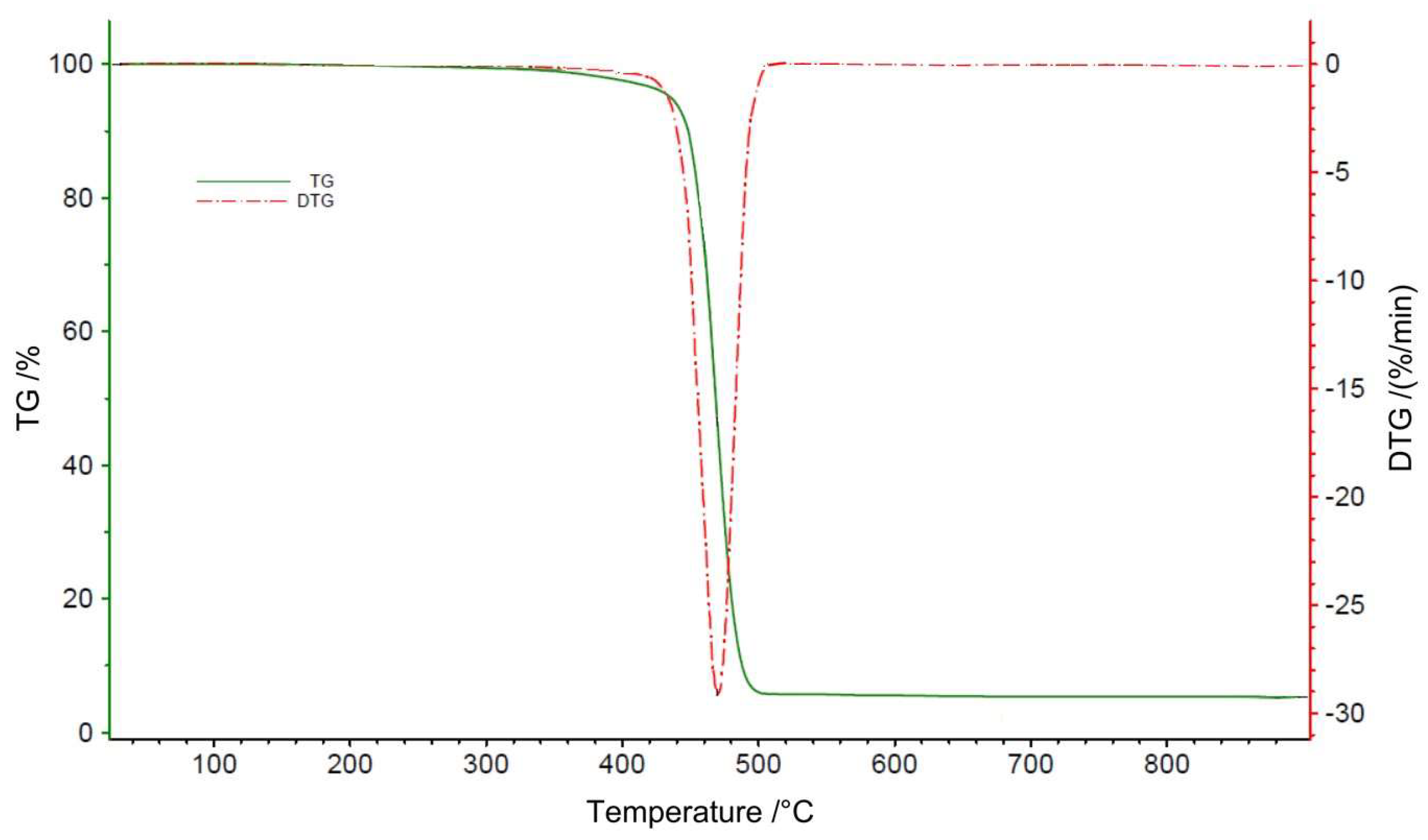
2.2. Thermal Properties of the Nanocomposites
2.3. Mechanical Properties of the Nanocomposites
2.4. Microstructure
2.5. Barrier Properties of the Nanocomposites
3. Materials and Methods
3.1. Materials
3.2. Manufacturing Process
3.3. Characterization Methods
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
Abbreviations
| PP-CBW | polypropylene-based car bumper wastes |
| LLDPE | linear low-density polyethylene |
| PE-g-MAH | anhydride grafted polyethylene |
| TD | transverse direction |
| MD | machine direction |
| TPO | thermoplastic polyolefin elastomers |
| PP | polypropylene |
| PET | polyethylene terephthalate |
| OTR | oxygen transmission rate |
| WVTR | water vapor transmission rate |
| MFR | melt flow rate |
| MFI | melt flow index |
| BUR | blow-up ratio |
| FTIR | Fourier Transform Infrared Spectroscopy |
| TGA | Thermogravimetric analysis |
References
- Mnif, N.; Massardier, V.; Kallel, T.; Elleuch, B. New (PP/EPR)/Nano-CaCO3 Based Formulations in the Perspective of Polymer Recycling. Effect of Nanoparticles Properties and Compatibilizers. Polym. Adv. Technol. 2010, 21, 896–903. [Google Scholar] [CrossRef]
- Luda, M.P.; Brunella, V.; Guaratto, D. Characterisation of Used PP-Based Car Bumpers and Their Recycling Properties. ISRN Mater. Sci. 2013, 2013, 404–411. [Google Scholar] [CrossRef]
- Laryea-Goldsmith, R.; Oakey, J.; Simms, N.J. Gaseous Emissions during Concurrent Combustion of Biomass and Non-Recyclable Municipal Solid Waste. Chem. Cent. J. 2011, 5, 4. [Google Scholar] [CrossRef]
- Achilias, D.S.; Roupakias, C.; Megalokonomos, P.; Lappas, A.A.; Antonakou, Ε.V. Chemical Recycling of Plastic Wastes Made from Polyethylene (LDPE and HDPE) and Polypropylene (PP). J. Hazard. Mater. 2007, 149, 536–542. [Google Scholar] [CrossRef]
- Meran, C.; Ozturk, O.; Yuksel, M. Examination of the Possibility of Recycling and Utilizing Recycled Polyethylene and Polypropylene. Mater. Des. 2008, 29, 701–705. [Google Scholar] [CrossRef]
- Al-Salem, S.M.; Lettieri, P.; Baeyens, J. Recycling and Recovery Routes of Plastic Solid Waste (PSW): A Review. Waste Manag. 2009, 29, 2625–2643. [Google Scholar] [CrossRef]
- Wang, K.; Addiego, F.; Bahlouli, N.; Ahzi, S.; Rémond, Y.; Toniazzo, V. Impact Response of Recycled Polypropylene-Based Composites under a Wide Range of Temperature: Effect of Filler Content and Recycling. Compos. Sci. Technol. 2014, 95, 89–99. [Google Scholar] [CrossRef]
- Grigore, M. Methods of Recycling, Properties and Applications of Recycled Thermoplastic Polymers. Recycling 2017, 2, 24. [Google Scholar] [CrossRef]
- Zgheib, N.; Tahan, D.; Seif, S.; El Hajj, N. Influence of Processing Parameters on the Tensile Strength of PA-W/mLLDPE Composite Films Produced by Blown Film Extrusion. MATEC Web Conf. 2018, 171, 3001. [Google Scholar] [CrossRef]
- El Hajj, N.; Seif, S.; Saliba, K.; Zgheib, N. Recycling of Plastic Mixture Wastes as Carrier Resin for Short Glass Fiber Composites. Waste Biomass Valorization 2020, 11, 2261–2271. [Google Scholar] [CrossRef]
- Matei, E.; Râpă, M.; Andras, Á.A.; Predescu, A.M.; Pantilimon, C.; Pica, A.; Predescu, C. Recycled Polypropylene Improved with Thermoplastic Elastomers. Int. J. Polym. Sci. 2017, 2017, 7525923. [Google Scholar] [CrossRef]
- Ladhari, A.; Kucukpinar, E.; Stoll, H.; Sängerlaub, S. Comparison of Properties with Relevance for the Automotive Sector in Mechanically Recycled and Virgin Polypropylene. Recycling 2021, 6, 76. [Google Scholar] [CrossRef]
- End-of-Life Vehicle (ELV) Recycling PHASE II & III TECHNOLOGY PACKAGE; Plastics Industry Association (PLASTICS): Washington, DC, USA, 2019.
- Sinha Ray, S.; Okamoto, M. Polymer/Layered Silicate Nanocomposites: A Review from Preparation to Processing. Progress. Polym. Sci. 2003, 28, 1539–1641. [Google Scholar] [CrossRef]
- Hosseinkhanli, H.; Aalaie, J.; Abdollahi, M.; Khalkhali, T.; Shojaei, M. Thermal, Mechanical, and Barrier Properties of Polyethylene/Surlyn/Organoclay Nanocomposites Blown Films Prepared by Different Mixing Methods. J. Vinyl Addit. Technol. 2015, 21, 60–69. [Google Scholar] [CrossRef]
- Silica and Clay Dispersed Polymer Nanocomposites; Elsevier: Amsterdam, The Netherlands, 2018; ISBN 978-0-08-102129-3.
- Mural, P.K.S.; Mohanty, S.; Nayak, S.K.; Anbudayanidhi, S. Polypropylene/High Impact Polystyrene Blend Nanocomposites Obtained from E-Waste: Evaluation of Mechanical, Thermal and Morphological Properties. Int. J. Plast. Technol. 2011, 15, 46–60. [Google Scholar] [CrossRef]
- Durmus, A.; Kasgoz, A.; Macosko, C.W. Linear Low Density Polyethylene (LLDPE)/Clay Nanocomposites. Part I: Structural Characterization and Quantifying Clay Dispersion by Melt Rheology. Polymer 2007, 48, 4492–4502. [Google Scholar] [CrossRef]
- Adekunle, A.S.; Adeleke, A.A.; Sam Obu, C.V.; Ikubanni, P.P.; Ibitoye, S.E.; Azeez, T.M. Recycling of Plastics with Compatibilizer as Raw Materials for the Production of Automobile Bumper. Cogent Eng. 2020, 7, 1801247. [Google Scholar] [CrossRef]
- Zhai, H.; Xu, W.; Guo, H.; Zhou, Z.; Shen, S.; Song, Q. Preparation and Characterization of PE and PE-g-MAH/Montmorillonite Nanocomposites. Eur. Polym. J. 2004, 40, 2539–2545. [Google Scholar] [CrossRef]
- Lei, Y.; Wu, Q.; Clemons, C.M.; Yao, F.; Xu, Y. Influence of Nanoclay on Properties of HDPE/Wood Composites. J. Appl. Polym. Sci. 2007, 106, 3958–3966. [Google Scholar] [CrossRef]
- Gopakumar, T.G.; Lee, J.A.; Kontopoulou, M.; Parent, J.S. Influence of Clay Exfoliation on the Physical Properties of Montmorillonite/Polyethylene Composites. Polymer 2002, 43, 5483–5491. [Google Scholar] [CrossRef]
- Wang, K.H.; Choi, M.H.; Koo, C.M.; Choi, Y.S.; Chung, I.J. Synthesis and Characterization of Maleated Polyethylene/Clay Nanocomposites. Polymer 2001, 42, 9819–9826. [Google Scholar] [CrossRef]
- Koo, C.M.; Ham, H.T.; Kim, S.O.; Wang, K.H.; Chung, I.J.; Kim, D.-C.; Zin, W.-C. Morphology Evolution and Anisotropic Phase Formation of the Maleated Polyethylene-Layered Silicate Nanocomposites. Macromolecules 2002, 35, 5116–5122. [Google Scholar] [CrossRef]
- Wu, Q.; Lei, Y.; Yao, F.; Xu, Y.; Lian, K. Properties of HDPE/Clay/Wood Nanocomposites. In Proceedings of the First International Conference on Integration and Commercialization of Micro and Nanosystems, Parts A and B; ASMEDC, Sanya, China, 1 January 2007; pp. 181–188. [Google Scholar]
- Arunvisut, S.; Phummanee, S.; Somwangthanaroj, A. Effect of Clay on Mechanical and Gas Barrier Properties of Blown Film LDPE/Clay Nanocomposites. J. Appl. Polym. Sci. 2007, 106, 2210–2217. [Google Scholar] [CrossRef]
- Lobo, H.; Bonilla, J.V. Handbook of Plastics Analysis; Crc Press: Boca Raton, FL, USA, 2003; Volume 68, ISBN 0-8247-5573-1. [Google Scholar]
- Zgheib, N.; Seif, S.; El Hajj, N. PP-CBW/m-LLDPE/Micro-CaCO3 Composite Films Manufactured from Bumper Waste by Blown Film Extrusion. MATEC Web Conf. 2019, 281, 03001. [Google Scholar] [CrossRef]
- Said, M.; Seif, S.; Challita, G. Development of Blown Film Linear Low-density Polyethylene–Clay Nanocomposites: Part A: Manufacturing Process and Morphology. J. Appl. Polym. Sci. 2020, 137, 48589. [Google Scholar] [CrossRef]
- Liang, G.; Xu, J.; Bao, S.; Xu, W. Polyethylene/Maleic Anhydride Grafted Polyethylene/Organic-Montmorillonite Nanocomposites. I. Preparation, Microstructure, and Mechanical Properties. J. Appl. Polym. Sci. 2004, 91, 3974–3980. [Google Scholar] [CrossRef]
- Raja Beryl, J.; Xavier, J.R. Influence of Silane Functionalized Nanoclay on the Barrier, Mechanical and Hydrophobic Properties by Clay Nanocomposite Films in an Aggressive Chloride Medium. Colloids Surf. A Physicochem. Eng. Asp. 2021, 630, 127625. [Google Scholar] [CrossRef]
- ASTM E1252; Practice for General Techniques for Obtaining Infrared Spectra for Qualitative Analysis. ASTM International: West Conshohocken, PA, USA, 2021.
- ASTM D3418; Test Method for Transition Temperatures and Enthalpies of Fusion and Crystallization of Polymers by Differential Scanning Calorimetry. ASTM International: West Conshohocken, PA, USA, 2021.
- Varga, J. Crystallization, Melting and Supermolecular Structure of Isotactic Polypropylene. Polypropyl. Struct. Blends Compos. 1995, 1, 56–115. [Google Scholar]
- Wunderlich, B.; Czornyj, G. A Study of Equilibrium Melting of Polyethylene. Macromolecules 1977, 10, 906–913. [Google Scholar] [CrossRef]
- ASTM D882-12; Test Method for Tensile Properties of Thin Plastic Sheeting. ASTM International: West Conshohocken, PA, USA, 2018.
- ASTM D1922; Test Method for Propagation Tear Resistance of Plastic Film and Thin Sheeting by Pendulum Method. ASTM International: West Conshohocken, PA, USA, 2020.
- ASTM D3985; Test Method for Oxygen Gas Transmission Rate Through Plastic Film and Sheeting Using a Coulometric Sensor. ASTM International: West Conshohocken, PA, USA, 2010.
- ASTM D1709; Test Methods for Impact Resistance of Plastic Film by the Free-Falling Dart Method. ASTM International: West Conshohocken, PA, USA, 2016.
- BS EN 13655:2002; Plastics. Mulching Thermoplastic Films for Use in Agriculture and Horticulture. British Standards Institution: London, UK, 2002.




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Thermal Properties of Blends C, D, E and F | TGA Data for Blends C, D, E, and F | ||||||
|---|---|---|---|---|---|---|---|
| Blends | ΔH (J/g) | Xc (%) | Tm, PE (°C) | Tm, PP (°C) | Tc, PE (°C) | Td,onset (°C) | Tpeak (°C) |
| C | 198 | 72 | 116 | 165 | 101 | 459 | 480 |
| D | 212 | 79 | 114 | 164 | 102 | 457 | 474 |
| E | 177 | 67 | 115 | 164 | 101 | 452 | 470 |
| F | 210 | 75 | 116 | 165 | 101 | 443 | 482 |
| Blend | MD 1% Secant Modulus | TD 1% Secant Modulus | MD Strain at Break (%) | TD Strain at Break (%) |
|---|---|---|---|---|
| C | 204 ± 10 | 235 ± 9 | 12 ± | 8 ± 0.2 |
| D | 213 ± 7 | 222 ± 7 | 13 ± | 9 ± 0.3 |
| E | 211 ± 9 | 221 ± 8 | 13 ± | 10 ± 0.3 |
| F | 193 ± 9 | 180 ± 8 | 11 ± 0.2 | 9 ± 0.1 |
| Blend | OTR (cc/m2.day) |
|---|---|
| F | 156 ± 2 |
| C | 144 ± 3 |
| D | 131 ± 4 |
| E | 112 ± 2 |
| Blend | Composition | Nanoclay (wt%) | PE-g-MAH (wt%) |
|---|---|---|---|
| A | PP-CBW | 0 | 0 |
| C | PP-CBW/LLDPE/Nanoclay/PE-g-MAH | 1 | 3 |
| D | PP-CBW/LLDPE/Nanoclay/PE-g-MAH | 3 | 9 |
| E | PP-CBW/LLDPE/Nanoclay/PE-g-MAH | 5 | 15 |
| F | PP-CBW/LLDPE/PE-g-MAH | 0 | 9 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
El Hajj, N.; Seif, S.; Zgheib, N. Recycling of Poly(Propylene) Based Car Bumpers in the Perspective of Polyolefin Nanoclay Composite Film Production. Recycling 2025, 10, 95. https://doi.org/10.3390/recycling10030095
El Hajj N, Seif S, Zgheib N. Recycling of Poly(Propylene) Based Car Bumpers in the Perspective of Polyolefin Nanoclay Composite Film Production. Recycling. 2025; 10(3):95. https://doi.org/10.3390/recycling10030095
Chicago/Turabian StyleEl Hajj, Nemr, Sylvain Seif, and Nancy Zgheib. 2025. "Recycling of Poly(Propylene) Based Car Bumpers in the Perspective of Polyolefin Nanoclay Composite Film Production" Recycling 10, no. 3: 95. https://doi.org/10.3390/recycling10030095
APA StyleEl Hajj, N., Seif, S., & Zgheib, N. (2025). Recycling of Poly(Propylene) Based Car Bumpers in the Perspective of Polyolefin Nanoclay Composite Film Production. Recycling, 10(3), 95. https://doi.org/10.3390/recycling10030095