
Combined Frozen Crystallization and Stepwise Decompression Evaporation for Na2SO4/NaCl Separation from Mixed Salts


Abstract
1. Introduction
2. Results and Discussion
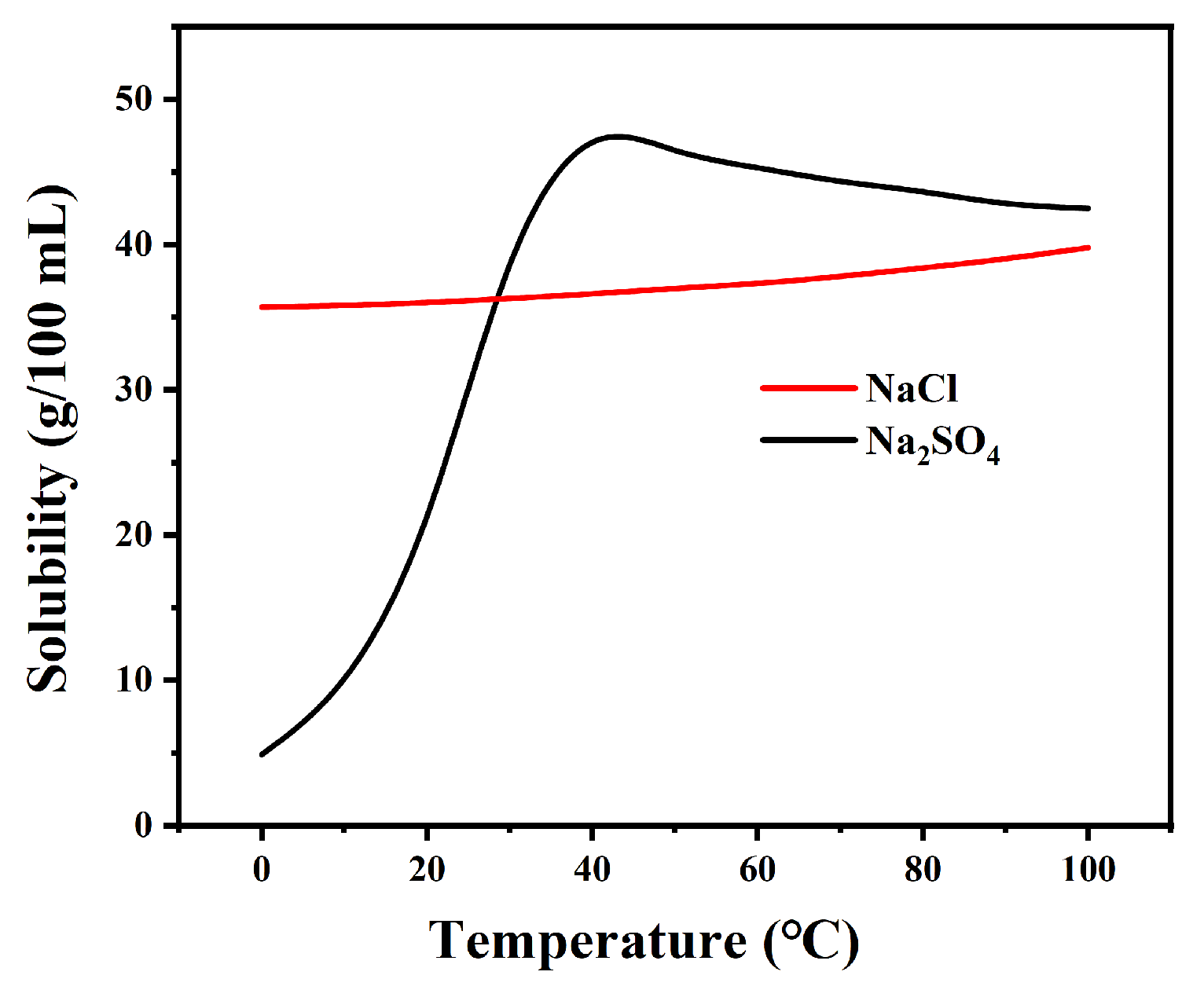
2.1. Separation of Sodium Sulfate by Frozen Crystallization
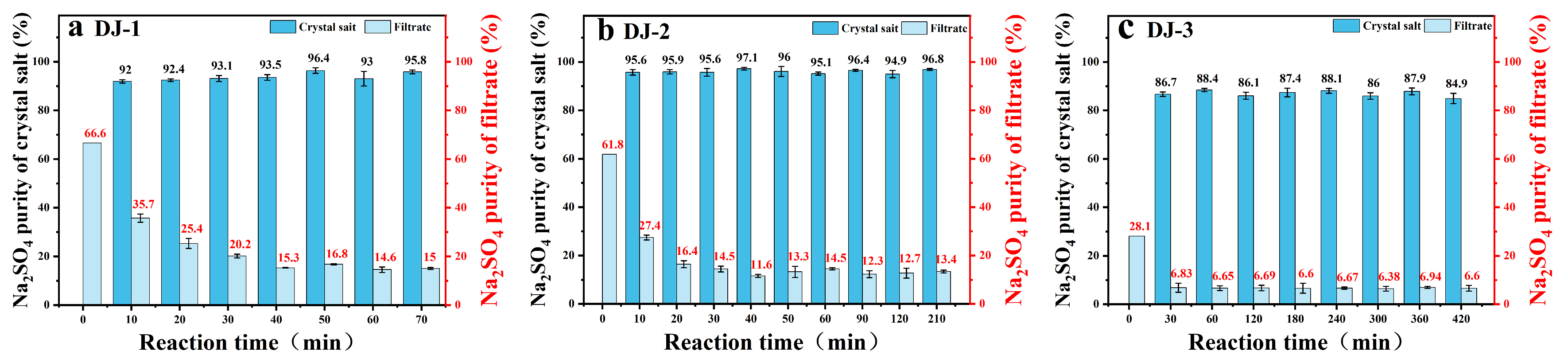
2.1.1. Effect of Reaction Time on Crystallization Purity
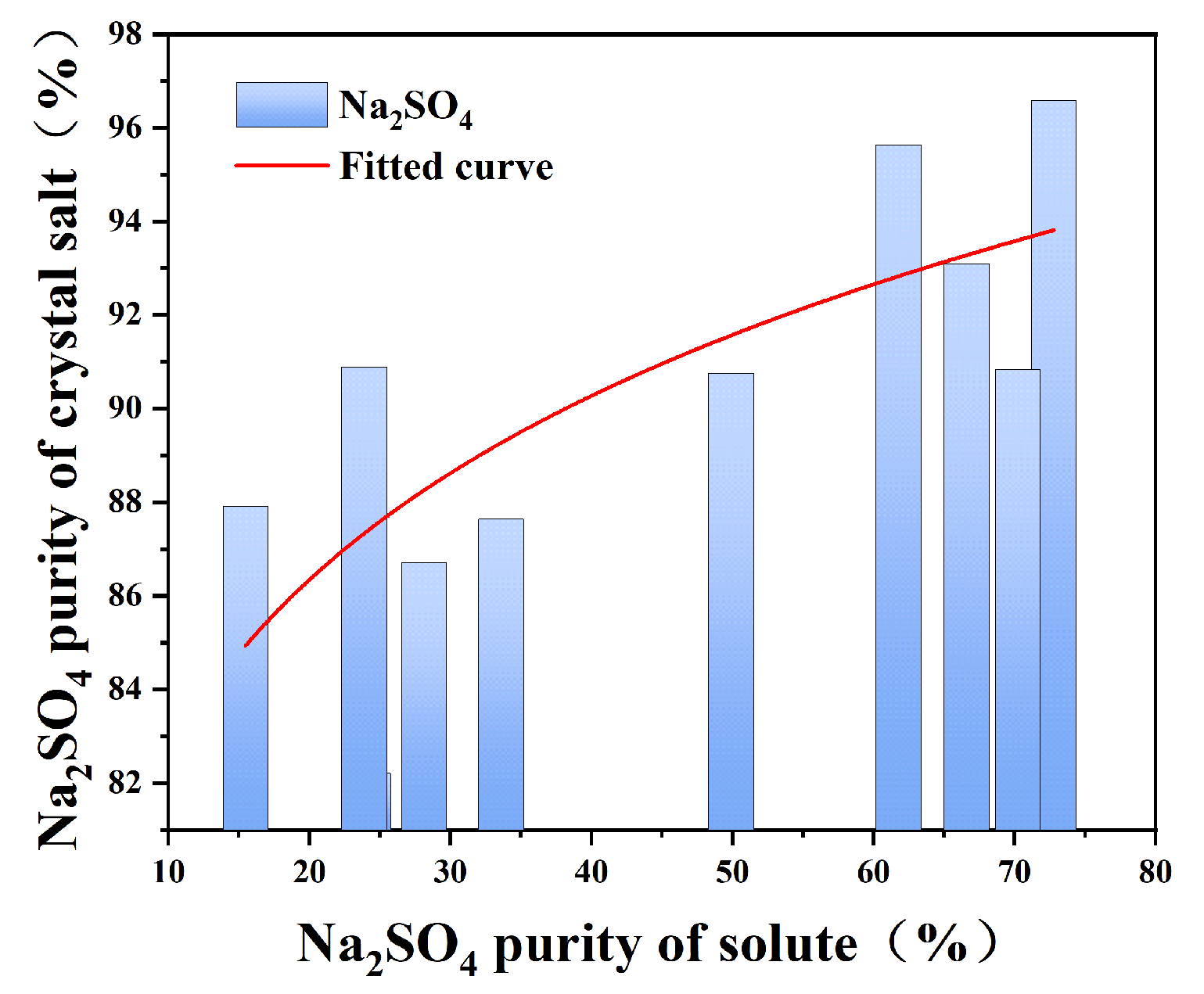
2.1.2. Effect of Initial Concentration on Crystallization Efficiency at Low Temperatures
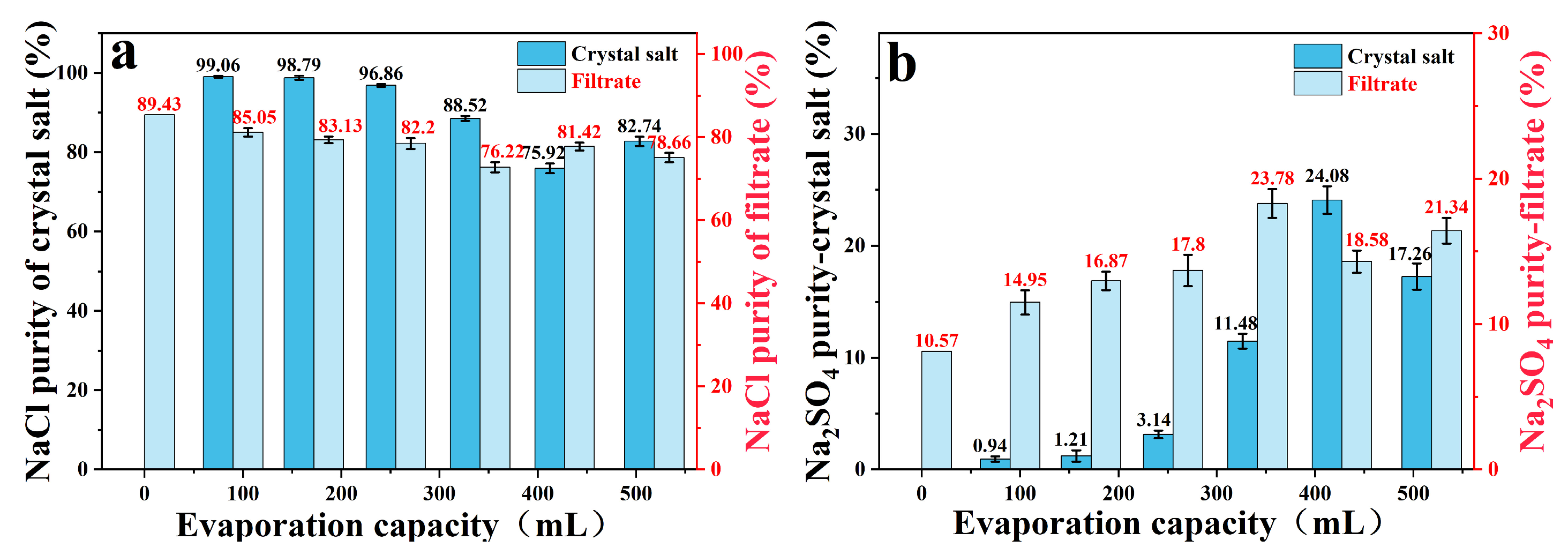
2.2. Stepwise Decompression Evaporation Crystallization Separates Sodium Chloride
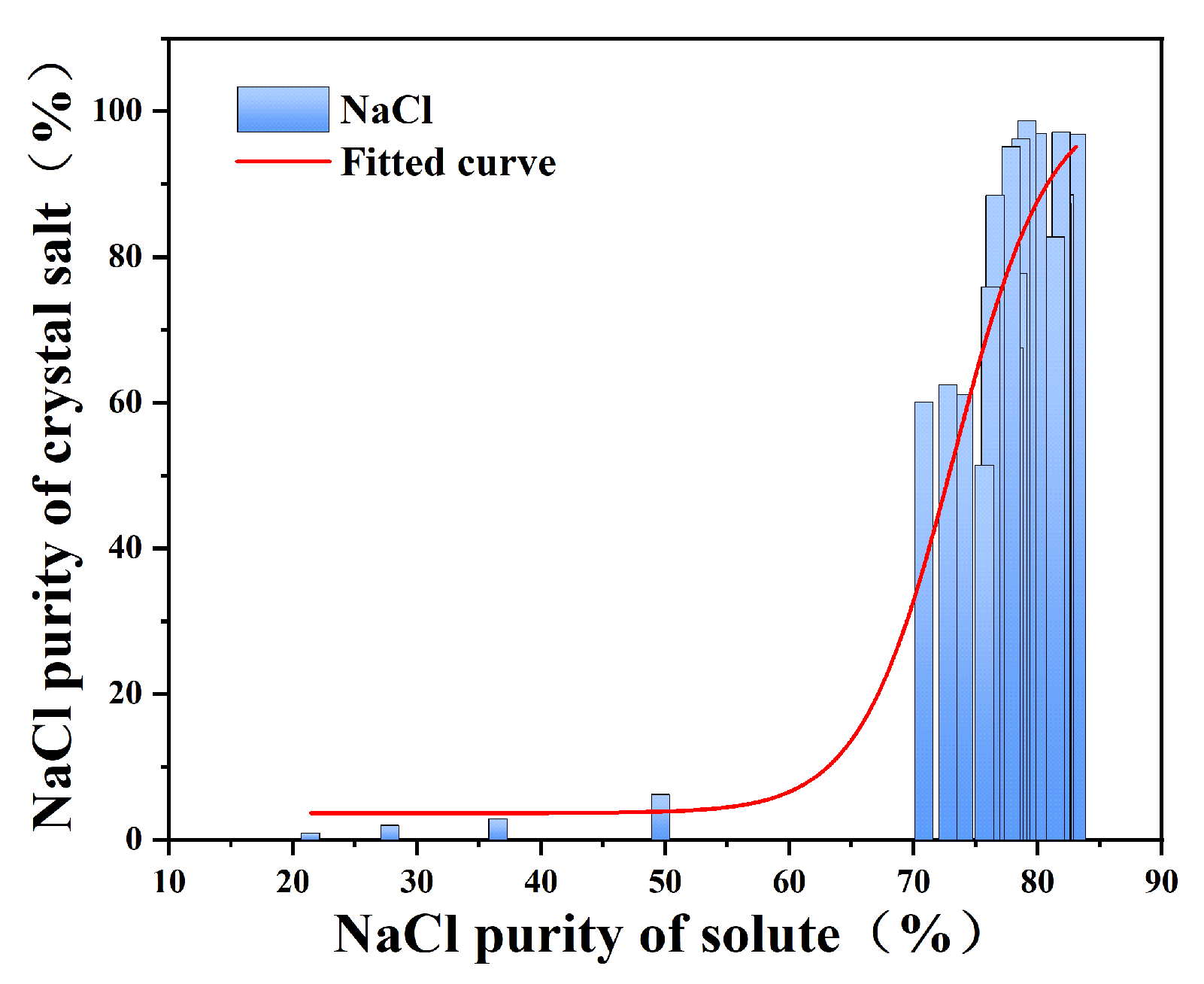
2.2.1. Effect of Solute Composition on Evaporation Purity
2.2.2. Select the Node for Crystallization Mode
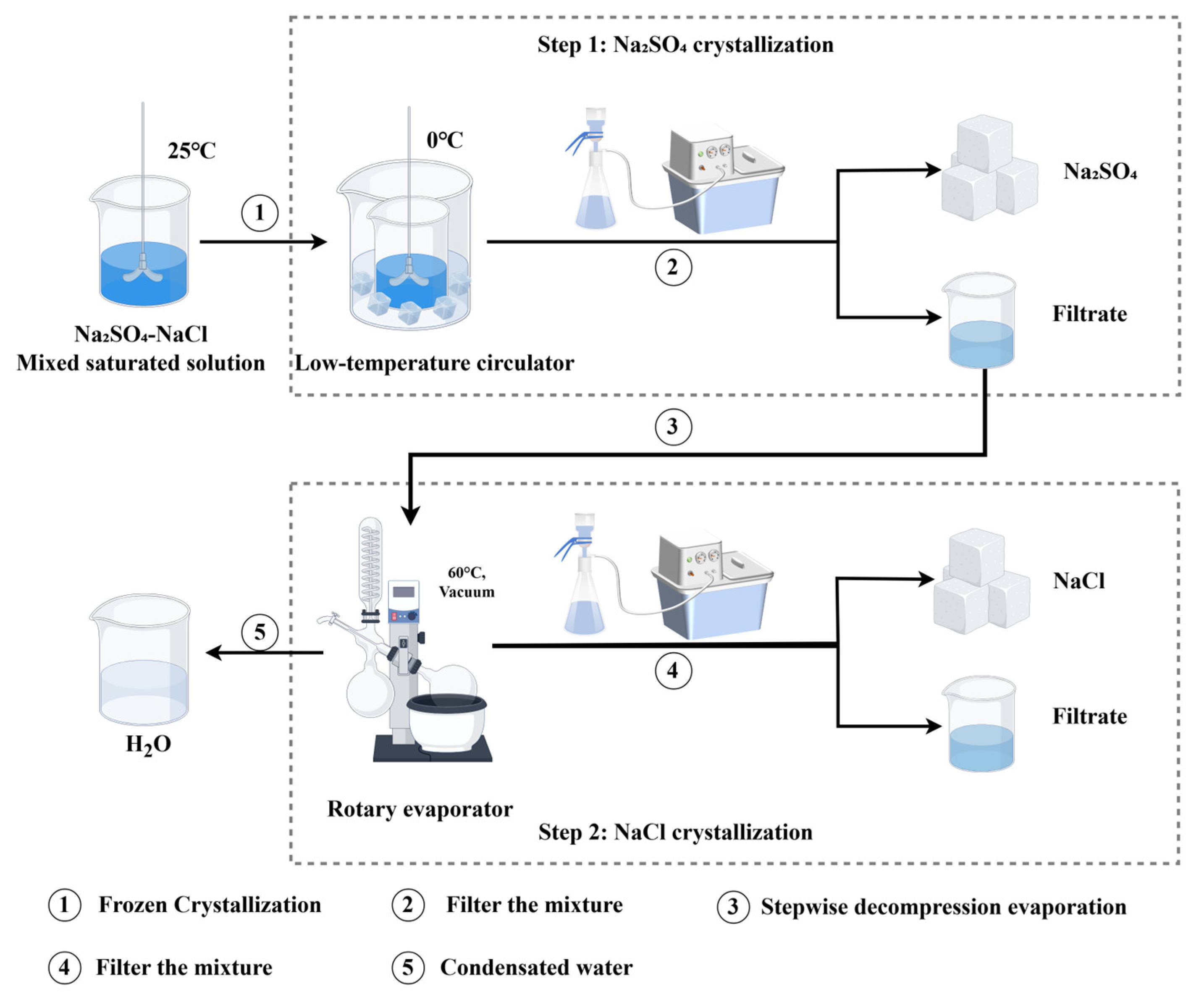
2.3. Frozen Crystallization–Stepwise Decompression Evaporation Combined Separation Process
Combined Process Test Results
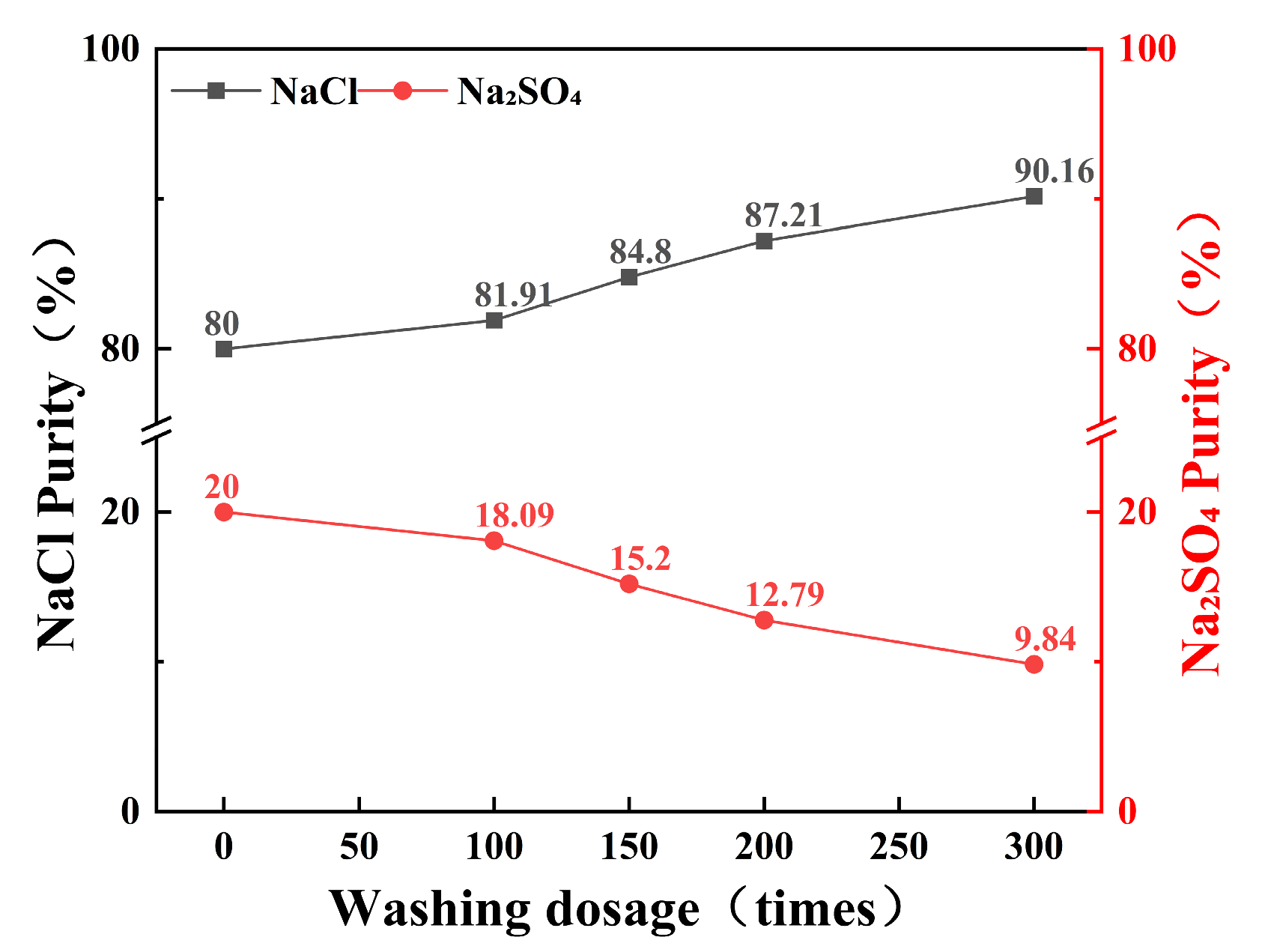
2.4. Salt Washing and Purification of Sodium Chloride
2.4.1. Investigation of Wash Liquor Reusability
2.4.2. Wash the Same Batch of Salt Many Times
2.4.3. Influence of Lotion Amount on Solubility
2.5. X-Ray Diffraction Fluorescence Spectroscopic Analysis
2.6. Impact of Impurity Ions
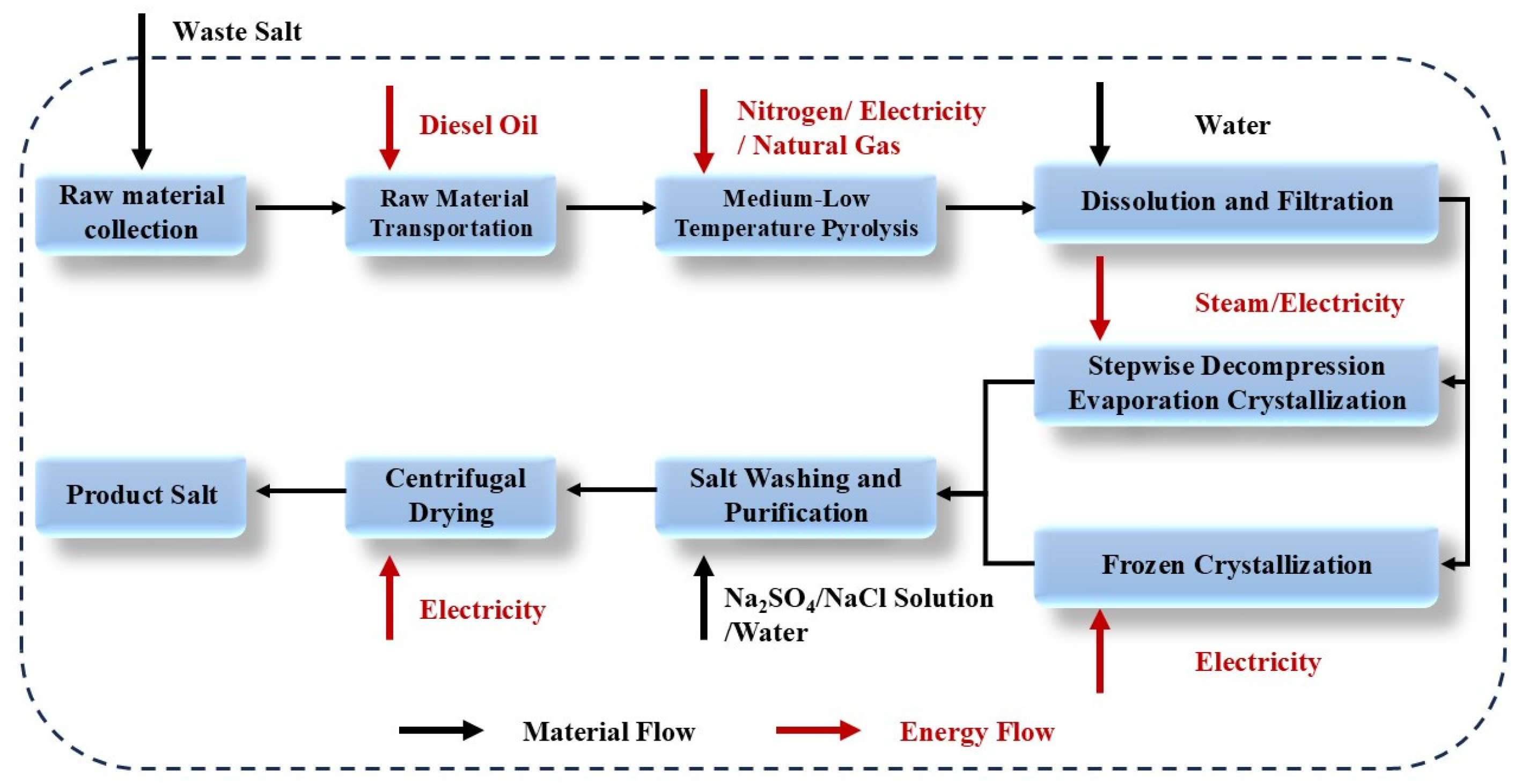
2.7. Analysis of Industrial Application Potential
3. Experimental Materials and Methods
3.1. Reagents and Instruments
3.2. Experimental Methods
3.2.1. Sodium Sulfate Crystals Were Precipitated by Frozen Crystallization
3.2.2. Stepwise Decompression Evaporation Crystallization Method
3.2.3. Frozen Crystallization–Stepwise Decompression Evaporation Combined Separation Process
3.2.4. Salt Washing and Purification
3.2.5. Analytical Methods
3.2.6. Lifecycle Assessment (LCA)
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Chen, F.; Zhang, Z.; Zeng, F.; Yang, Y.; Li, X. Pilot-scale treatment of hypersaline coal chemical wastewater with zero liquid discharge. Desalination 2021, 518, 115303. [Google Scholar] [CrossRef]
- Bakke, T.; Klungsøyr, J.; Sanni, S. Environmental impacts of produced water and drilling waste discharges from the Norwegian offshore petroleum industry. Mar. Environ. Res. 2013, 92, 154–169. [Google Scholar] [CrossRef]
- Berkessa, Y.W.; Lang, Q.; Yan, B.; Kuang, S.; Mao, D.; Shu, L.; Zhang, Y. Anion exchange membrane organic fouling and mitigation in salt valorization process from high salinity textile wastewater by bipolar membrane electrodialysis. Desalination 2019, 465, 94–103. [Google Scholar] [CrossRef]
- Feng, L.; Tian, B.; Zhu, M.; Yang, M. Current progresses in the analysis, treatment and resource utilization of industrial waste salt in China: A comprehensive review. Resour. Conserv. Recycl. 2025, 217, 108224. [Google Scholar] [CrossRef]
- Liu, D.; Liu, Q.; Zhang, Y. Research Progress on Zero Discharge and Resource Utilization of Industrial High-Salt Wastewater. CLEAN–Soil Air Water 2021, 49, 2000410. [Google Scholar] [CrossRef]
- Du, L.; Zhang, Z.; Chen, Y.; Wang, Y.; Zhou, C.; Yang, H.; Zhang, W. Heterogeneous impact of soil acidification on crop yield reduction and its regulatory variables: A global meta-analysis. Field Crops Res. 2024, 319, 109643. [Google Scholar] [CrossRef]
- Alotaibi, M.; Refaat, A.; Munshi, F.; El-Said, M.A.; El-Shafai, S.A. Influence of Salinity Level on the Treatment Performance and Membrane Fouling of MBRs Treating Saline Industrial Effluent. Water 2024, 16, 3150. [Google Scholar] [CrossRef]
- Song, Q.; Chen, X.; Hua, Y.; Chen, S.; Ren, L.; Dai, X. Biological treatment processes for saline organic wastewater and related inhibition mechanisms and facilitation techniques: A comprehensive review. Environ. Res. 2023, 239, 117404. [Google Scholar] [CrossRef] [PubMed]
- Miao, Q.; Xie, Y.; Ismail, S.; Wang, Z.-B.; Ni, S.-Q. Salt-tolerant marine sludge is more suitable for stable and efficient high-salinity wastewater treatment than activated sludge. Chem. Eng. J. 2025, 505, 159404. [Google Scholar] [CrossRef]
- Reddy, S.T.; Lewis, A.E.; Witkamp, G.J.; Kramer, H.J.M.; van Spronsen, J. Recovery of Na2SO4·10H2O from a reverse osmosis retentate by eutectic freeze crystallisation technology. Chem. Eng. Res. Des. 2010, 88, 1153–1157. [Google Scholar] [CrossRef]
- Choi, Y.; Naidu, G.; Lee, S.; Vigneswaran, S. Recovery of sodium sulfate from seawater brine using fractional submerged membrane distillation crystallizer. Chemosphere 2020, 238, 124641. [Google Scholar] [CrossRef]
- Shi, X.; Zhang, C.; Wang, X.; Wu, J.; Huang, X. Optimization design analysis on sodium chloride solution evaporative crystallization system driven by high-temperature heat pump. Appl. Therm. Eng. 2024, 254, 123860. [Google Scholar] [CrossRef]
- Luo, L.; Chang, J.; Chung, T.-S. Cooling Crystallization of Sodium Chloride via Hollow Fiber Devices to Convert Waste Concentrated Brines to Useful Products. Ind. Eng. Chem. Res. 2017, 56, 10183–10192. [Google Scholar] [CrossRef]
- Penha, F.M.; Andrade, F.R.D.; Lanzotti, A.S.; Moreira Junior, P.F.; Zago, G.P.; Seckler, M.M. In Situ Observation of Epitaxial Growth during Evaporative Simultaneous Crystallization from Aqueous Electrolytes in Droplets. Crystals 2021, 11, 1122. [Google Scholar] [CrossRef]
- FernÁNdez-Lozano, J.A. Sodium Sulphate from Bittern by Methanol. Chem. Eng. Commun. 1996, 154, 87–99. [Google Scholar] [CrossRef]
- Sahu, P.; Gao, B.; Bhatti, S.; Capellades, G.; Yenkie, K.M. Process Design Framework for Inorganic Salt Recovery Using Antisolvent Crystallization (ASC). ACS Sustain. Chem. Eng. 2024, 12, 154–165. [Google Scholar] [CrossRef]
- Luo, X.-L.; Wei, C.; Li, X.; Deng, Z.; Li, M.; Fan, G. Optimization of NaOH–Na2CO3 brine purification method: From laboratory experiments to industrial application. Sep. Purif. Technol. 2022, 296, 121367. [Google Scholar] [CrossRef]
- Pitzer, K.S.; Murdzek, J.S. Thermodynamics of aqueous sodium sulfate. J. Solut. Chem. 1982, 11, 409–413. [Google Scholar] [CrossRef]
- Bharmoria, P.; Gehlot, P.S.; Gupta, H.; Kumar, A. Temperature-Dependent Solubility Transition of Na2SO4 in Water and the Effect of NaCl Therein: Solution Structures and Salt Water Dynamics. J. Phys. Chem. B 2014, 118, 12734–12742. [Google Scholar] [CrossRef]
- Millero, F.J. The apparent and partial molal volume of aqueous sodium chloride solutions at various temperatures. J. Phys. Chem. 1970, 74, 356–362. [Google Scholar] [CrossRef]
- Bharmoria, P.; Gupta, H.; Mohandas, V.P.; Ghosh, P.K.; Kumar, A. Temperature Invariance of NaCl Solubility in Water: Inferences from Salt–Water Cluster Behavior of NaCl, KCl, and NH4Cl. J. Phys. Chem. B 2012, 116, 11712–11719. [Google Scholar] [CrossRef] [PubMed]
- Ding, X.; Lei, Y.; Shen, Z.; Yu, Y.; Zhou, Q.; Wei, J.; Fang, T. Experimental Determination and Modeling of the Solubility of Sodium Chloride in Subcritical Water from (568 to 598) K and (10 to 25) MPa. J. Chem. Eng. Data 2017, 62, 3374–3390. [Google Scholar] [CrossRef]
- Zhang, Q.; Li, M.; Kong, J.; Chen, Y.; Liu, J. Explanation and Exploration of the Isothermal Titration Curve for the NaCl + Na2SO4 + H2O System at 298.15 K and 102.2 kPa. ACS Omega 2022, 7, 25811–25821. [Google Scholar] [CrossRef] [PubMed]
- Tong, T.; Xu, L.; Horseman, T.; Westerhoff, P.; Xu, P.; Yao, Y.; Zhang, X.; Alghanayem, R.; Lin, S. Brine management with zero and minimal liquid discharge. Nat. Rev. Clean Technol. 2025, 1, 185–200. [Google Scholar] [CrossRef]
- Liu, Y.; Li, Q.; Li, Y.; Feng, H.; Deng, R. Directional salt crystallization system for high-efficiency solar-driven evaporation to achieve zero-liquid discharge. Sep. Purif. Technol. 2025, 354, 129412. [Google Scholar] [CrossRef]
- Lu, X.; Mu, C.; Liu, Y.; Wu, L.; Tong, Z.; Huang, K. Recent advances in solar-driven interfacial evaporation coupling systems: Energy conversion, water purification, and seawater resource extraction. Nano Energy 2024, 120, 109180. [Google Scholar] [CrossRef]
- Li, K.; Gao, M.; Li, Z.; Yang, H.; Jing, L.; Tian, X.; Li, Y.; Li, S.; Li, H.; Wang, Q.; et al. Multi-interface engineering of solar evaporation devices via scalable, synchronous thermal shrinkage and foaming. Nano Energy 2020, 74, 104875. [Google Scholar] [CrossRef]
- Semblante, G.U.; Lee, J.Z.; Lee, L.Y.; Ong, S.L.; Ng, H.Y. Brine pre-treatment technologies for zero liquid discharge systems. Desalination 2018, 441, 96–111. [Google Scholar] [CrossRef]
- Dai, M.; Bian, H.; Liu, X.; Rong, R.; Song, D.; Peng, C. Feasibility of effective separation of NaCl and Na2SO4 after simultaneous crystallization from solution. Powder Technol. 2024, 444, 120053. [Google Scholar] [CrossRef]
- Bhatti, S.; Sahu, P.; Masani, H.R.; Dinesh, A.K.; Upadhyay, S.C.; Vyas, B.G.; Kumar, A. Process integration and techno-economic assessment of crystallization techniques for Na2SO4 and NaCl recovery from saline effluents. Chem. Eng. Process.-Process Intensif. 2024, 203, 109879. [Google Scholar] [CrossRef]
- Dighe, A.V.; Podupu, P.K.R.; Coliaie, P.; Singh, M.R. Three-Step Mechanism of Antisolvent Crystallization. Cryst. Growth Des. 2022, 22, 3119–3127. [Google Scholar] [CrossRef]
- Luo, X.; Li, X.; Wei, C.; Deng, Z.; Liu, Y.; Li, M.; Zheng, S.; Huang, X. Recovery of NaCl and Na2SO4 from high salinity brine by purification and evaporation. Desalination 2022, 530, 115631. [Google Scholar] [CrossRef]
- Balis, E.; Griffin, J.C.; Hiibel, S.R. Membrane Distillation-Crystallization for inland desalination brine treatment. Sep. Purif. Technol. 2022, 290, 120788. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Frozen crystallization | Reaction time/min | Filtrate | Crystal salt | Crystal salt Yield/% | Na2SO4 Yield/% | ||
| NaCl/% | Na2SO4/% | NaCl/% | Na2SO4/% | ||||
| 0 | 76.18 | 23.82 | - | - | - | - | |
| 30 | 89.43 ± 0.46 | 10.57 ± 0.46 | 10.01 ± 0.85 | 89.99 ± 0.85 | 72.88 | 72.88 | |
| Stepwise decompression evaporation crystallization | Cumulative evaporation/mL | Filtrate | Crystal salt | Crystal salt Yield/% | NaCl Yield/% | ||
| NaCl/% | Na2SO4/% | NaCl/% | Na2SO4/% | ||||
| 0 | 89.43 | 10.57 | - | - | - | - | |
| 89.9 | 85.05 ± 1.07 | 14.95 ± 1.07 | 99.06 ± 0.23 | 0.94 ± 0.23 | 13.37 | 13.23 | |
| 172.1 | 83.13 ± 0.83 | 16.87 ± 0.83 | 98.79 ± 0.51 | 1.21 ± 0.51 | 26.79 | 26,49 | |
| 255.5 | 82.20 ± 1.38 | 17.80 ± 1.38 | 96.86 ± 0.34 | 3.14 ± 0.34 | 40.58 | 39.86 | |
| 341.3 | 76.22 ± 1.29 | 23.78 ± 1.29 | 88.52 ± 0.65 | 11.48 ± 0.65 | 54.78 | 52.43 | |
| 427.2 | 81.42 ± 0.99 | 18.58 ± 0.99 | 75.92 ± 1.24 | 24.08 ± 1.24 | 69.01 | 63.22 | |
| 518.5 | 78.66 ± 1.15 | 21.34 ± 1.15 | 82.74 ± 1.17 | 17.26 ± 1.17 | 83.71 | 75.38 | |
| S/N | Ionic Composition of Mixed Salts (%) | Ionic Composition of Crystallized Salts (%) | Removal Efficiency (%) | |||||||
|---|---|---|---|---|---|---|---|---|---|---|
| NaCl | Na2SO4 | K+ | NO3− | NaCl | Na2SO4 | NaNO3 | K+ | K+ | NO3− | |
| 1 | 71.25 | 20.75 | 6.0 | 1.5 | 99.89 | -- | 0.11 | -- | 100.00 | 94.65 |
| 2 | 71.25 | 16.75 | 10.0 | 1.5 | 99.80 | 0.20 | -- | -- | 100.00 | 100.00 |
| 3 | 71.25 | 11.75 | 15.0 | 1.5 | 98.26 | 1.36 | 0.38 | -- | 100.00 | 81.52 |
| 4 | 71.25 | 23.16 | 1.5 | 2.0 | 99.30 | -- | -- | 0.38 | 74.67 | 100.00 |
| 5 | 71.25 | 17.67 | 1.5 | 6.0 | 98.92 | 0.46 | 0.62 | -- | 100.00 | 92.46 |
| 6 | 71.25 | 14.93 | 1.5 | 8.0 | 99.85 | 0.15 | -- | -- | 100.00 | 100.00 |
| 7 | 71.25 | 5.34 | 1.5 | 15.0 | 99.28 | -- | 0.72 | -- | 100.00 | 96.50 |
| S/N | Ionic Composition of Mixed Salts (%) | Ionic Composition of Crystallized Salts (%) | Removal Efficiency (%) | |||||||
|---|---|---|---|---|---|---|---|---|---|---|
| NaCl | Na2SO4 | K+ | NO3− | NaCl | Na2SO4 | NaNO3 | K+ | K+ | NO3− | |
| 1 | 63.25 | 28.75 | 6 | 1.5 | 8.35 | 90.84 | 0.39 | 0.16 | 97.33 | 81.03 |
| 2 | 59.25 | 28.75 | 10 | 1.5 | 6.39 | 93.61 | -- | -- | 100.00 | 100.00 |
| 3 | 54.25 | 28.75 | 15 | 1.5 | 1.13 | 98.87 | -- | -- | 100.00 | 100.00 |
| 4 | 67.65 | 28.75 | 1.5 | 2 | 7.26 | 92.37 | 0.37 | -- | 100.00 | 86.50 |
| 5 | 60.17 | 28.75 | 1.5 | 6 | 4.53 | 93.71 | 1.76 | -- | 100.00 | 78.60 |
| 6 | 54.69 | 28.75 | 1.5 | 10 | 3.32 | 96.68 | -- | -- | 100.00 | 100.00 |
| 7 | 47.84 | 28.75 | 1.5 | 15 | 3.26 | 95.78 | 0.60 | -- | 100.00 | 97.08 |
| Number | Initial Na2SO4 Purity/% | Reaction Time/min |
|---|---|---|
| DJ-1 | 66.6 | 70 |
| DJ-2 | 61.8 | 210 |
| DJ-3 | 28.2 | 420 |
| Input/Output | Unit | Foreground System Sample |
|---|---|---|
| Input | ||
| Waste Salt | kg | 1000 |
| Truck Transportation | kg km | 10 |
| Natural Gas | m3 | 27.36 |
| Nitrogen Gas | m3 | 1200 |
| Electricity | kwh | 289.4 |
| Water | kg | 280 |
| Pipeline Transportation | m | 150 |
| Steam | kg | 20 |
| Sodium Chloride | kg | 50 |
| Sodium Sulfate | kg | 10 |
| Output | ||
| Grade I Sodium Chloride Industrial Salt | kg | 553.8 |
| Grade II Sodium Sulfate Industrial Salt | kg | 42.2 |
| Waste Gas | kg | 1.2 |
| Coke Residue | kg | 98 |
| Wastewater | kg | 98 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, C.; Huang, X.; Wang, H.; Chen, R.; Ruan, X. Combined Frozen Crystallization and Stepwise Decompression Evaporation for Na2SO4/NaCl Separation from Mixed Salts. Recycling 2025, 10, 106. https://doi.org/10.3390/recycling10030106
Wang C, Huang X, Wang H, Chen R, Ruan X. Combined Frozen Crystallization and Stepwise Decompression Evaporation for Na2SO4/NaCl Separation from Mixed Salts. Recycling. 2025; 10(3):106. https://doi.org/10.3390/recycling10030106
Chicago/Turabian StyleWang, Chuqi, Xinyu Huang, Hao Wang, Rui Chen, and Xiuxiu Ruan. 2025. "Combined Frozen Crystallization and Stepwise Decompression Evaporation for Na2SO4/NaCl Separation from Mixed Salts" Recycling 10, no. 3: 106. https://doi.org/10.3390/recycling10030106
APA StyleWang, C., Huang, X., Wang, H., Chen, R., & Ruan, X. (2025). Combined Frozen Crystallization and Stepwise Decompression Evaporation for Na2SO4/NaCl Separation from Mixed Salts. Recycling, 10(3), 106. https://doi.org/10.3390/recycling10030106