

Quality Assurance Framework for Recovered Binders and Aggregates from Asphalt Mixtures Incorporating Recycled Materials


Abstract
1. Introduction
2. Results and Discussion
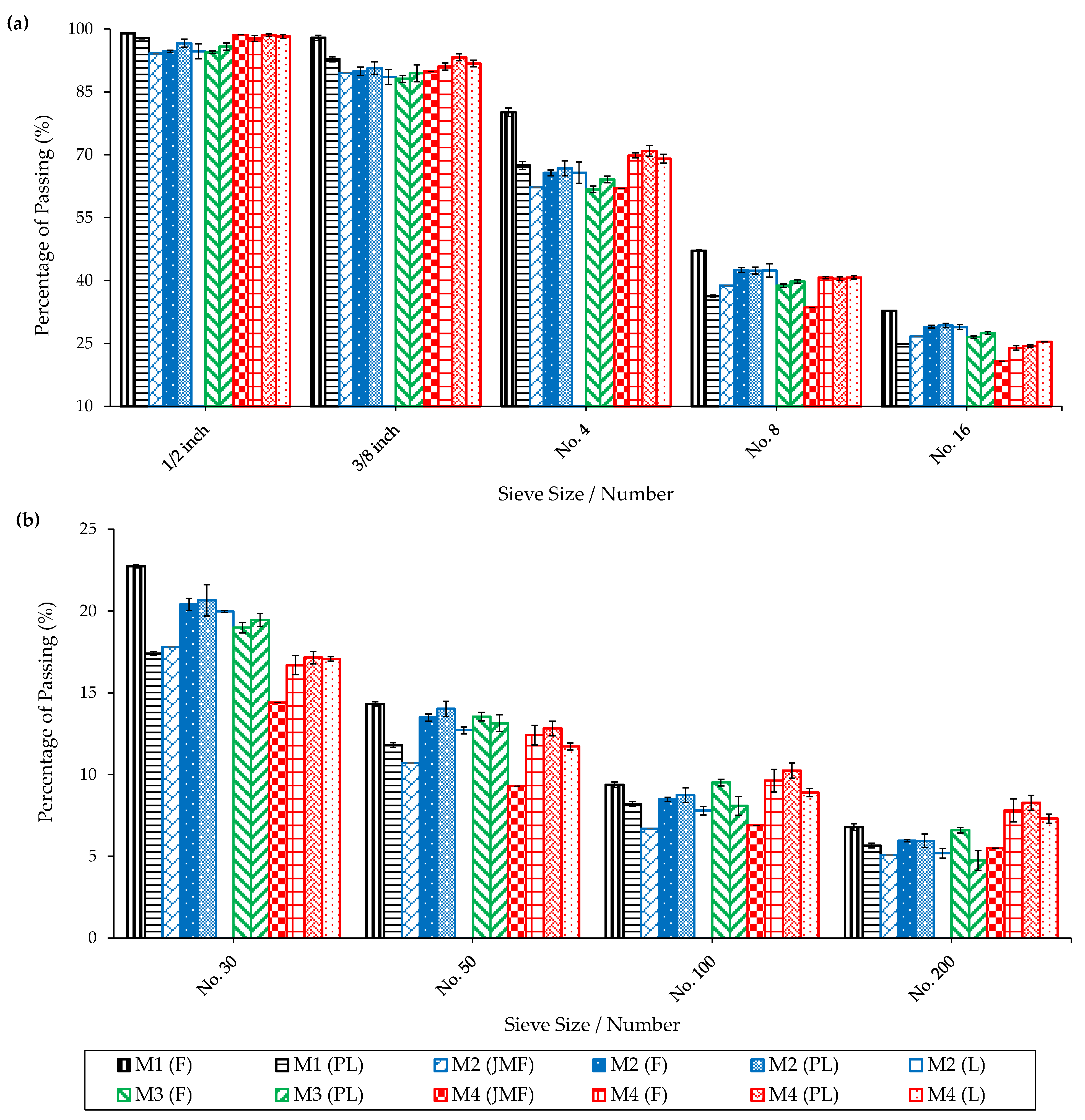
2.1. Gradation Consistency of Extracted Aggregates
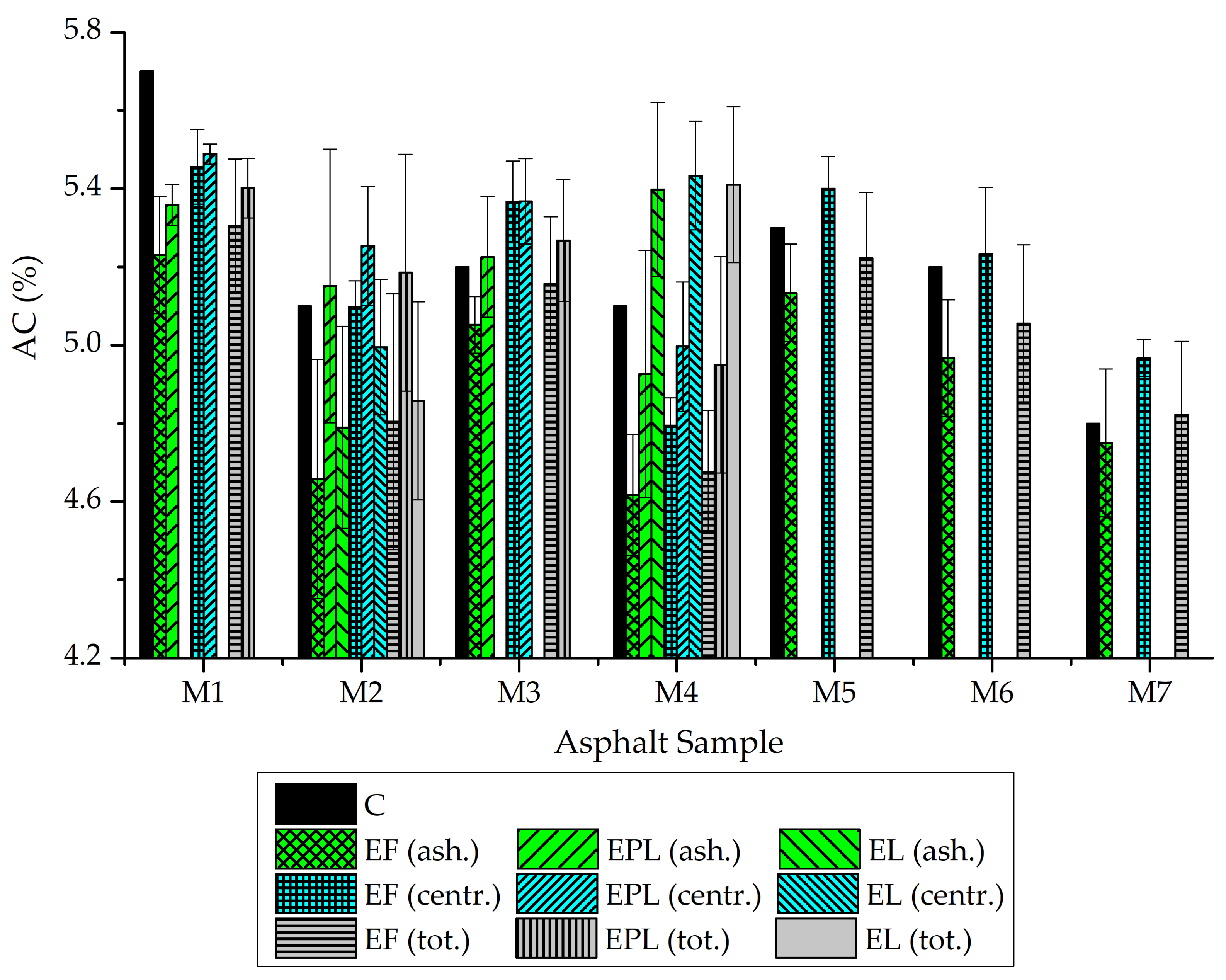
2.2. Binder Quantitative Analyses
2.3. Binder Qualitative Analyses
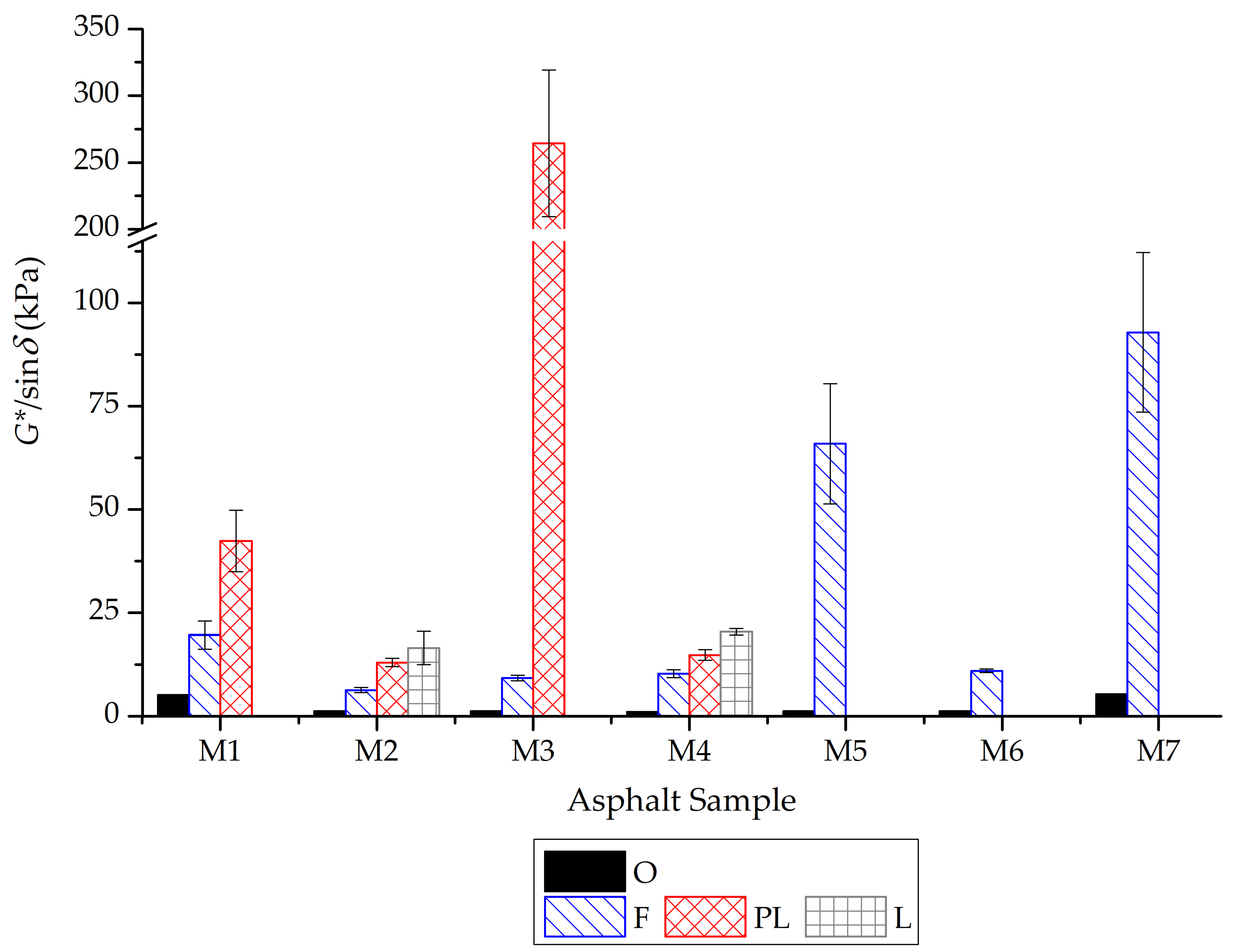
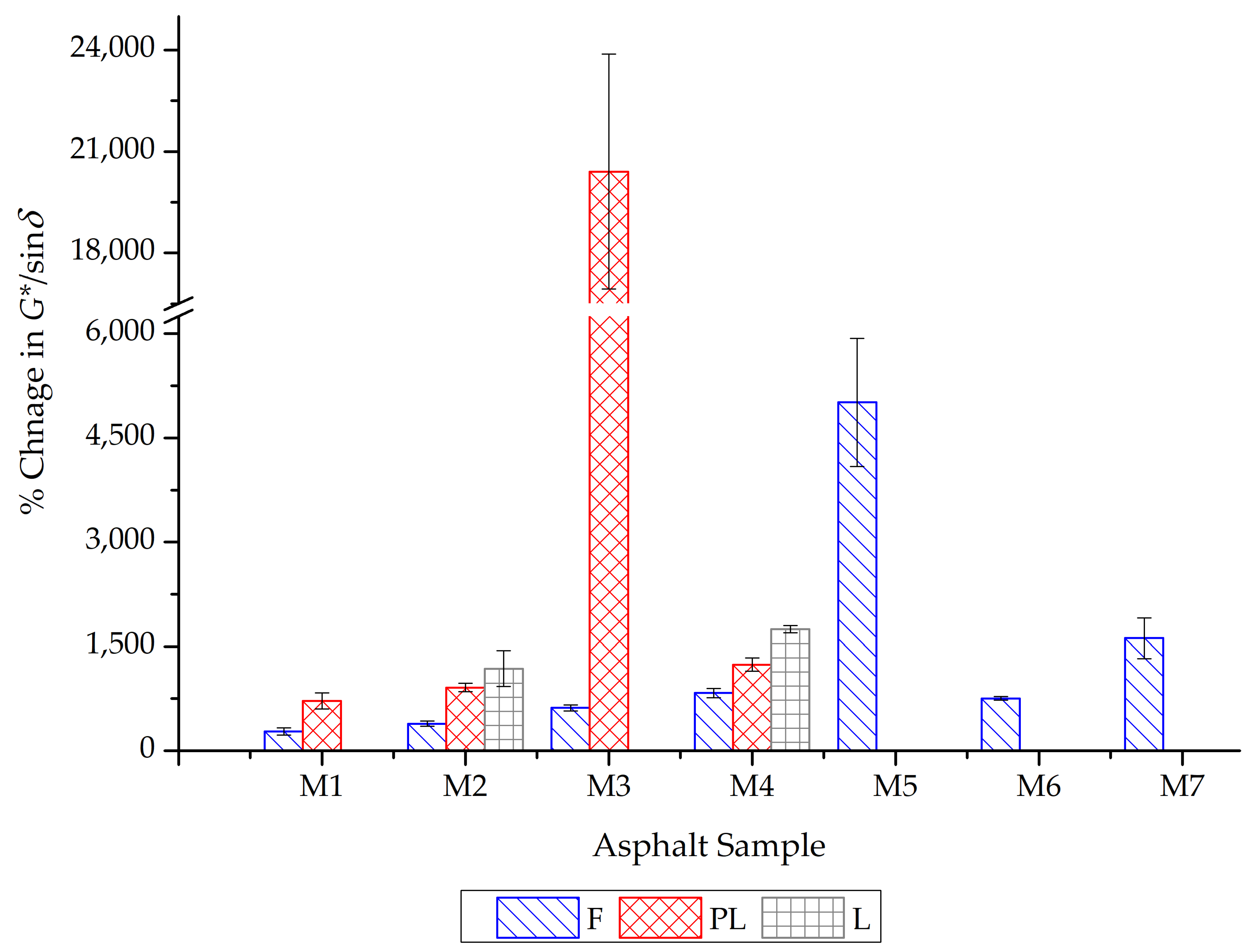
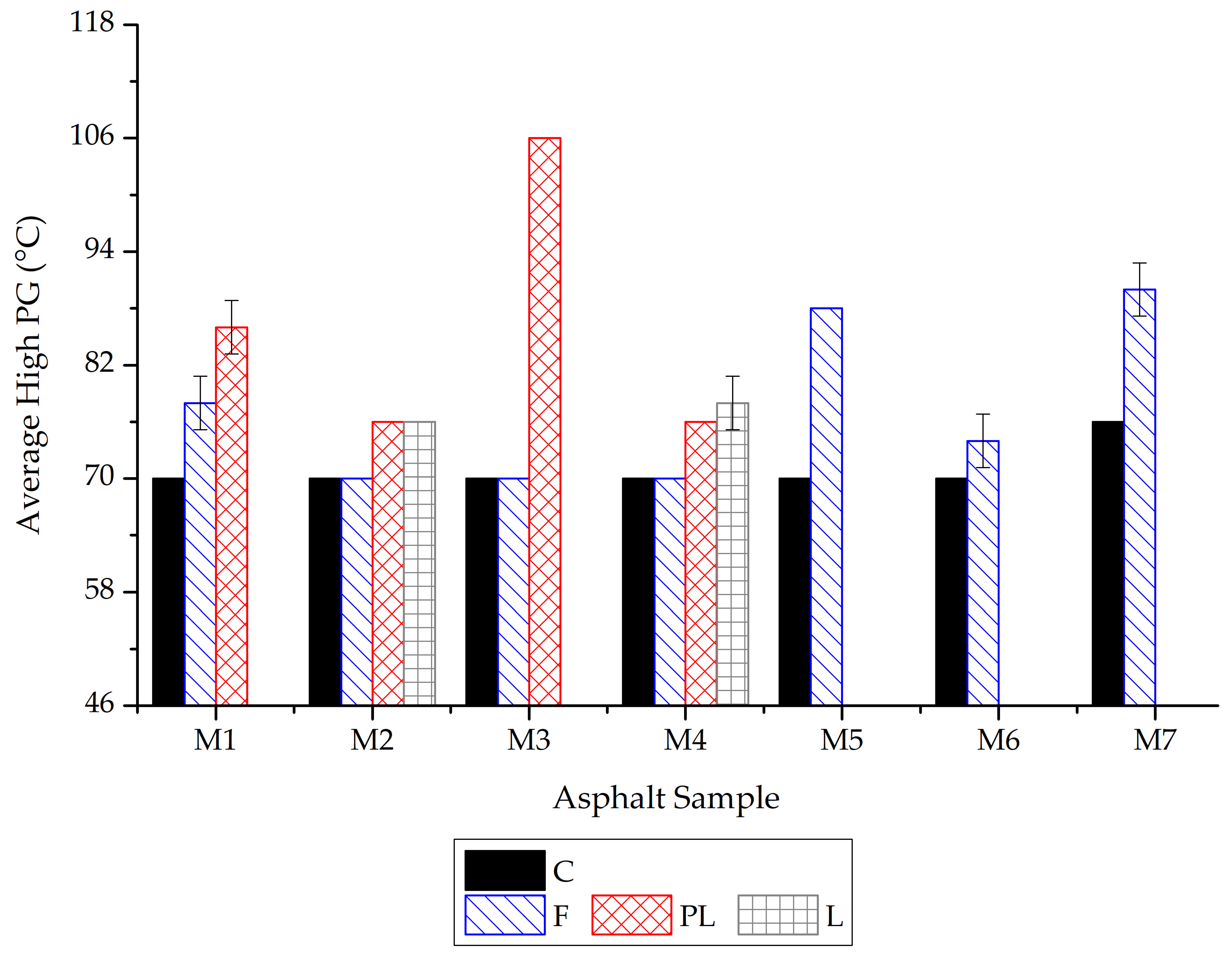
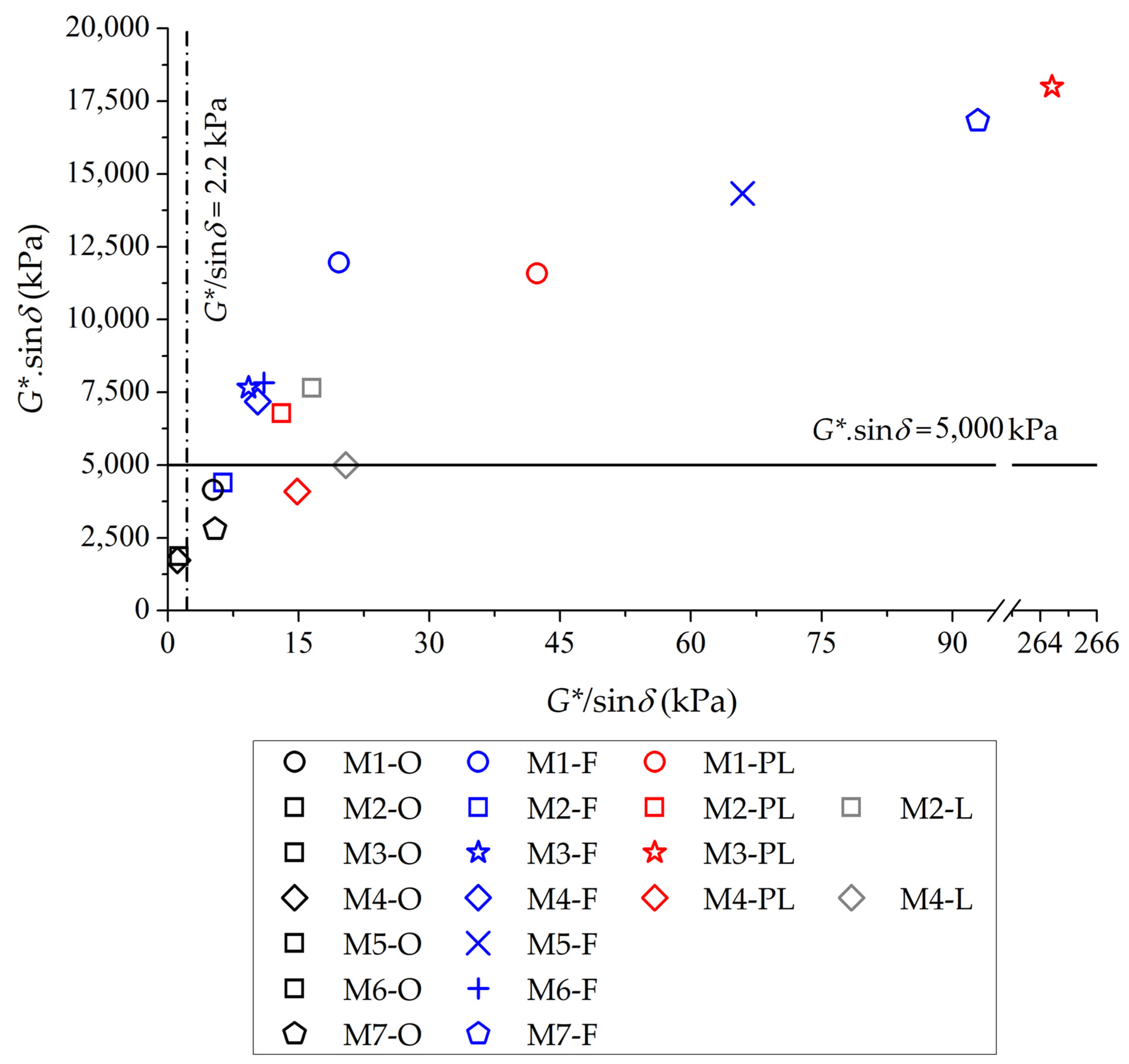
2.3.1. High-Temperature Rheological Analyses
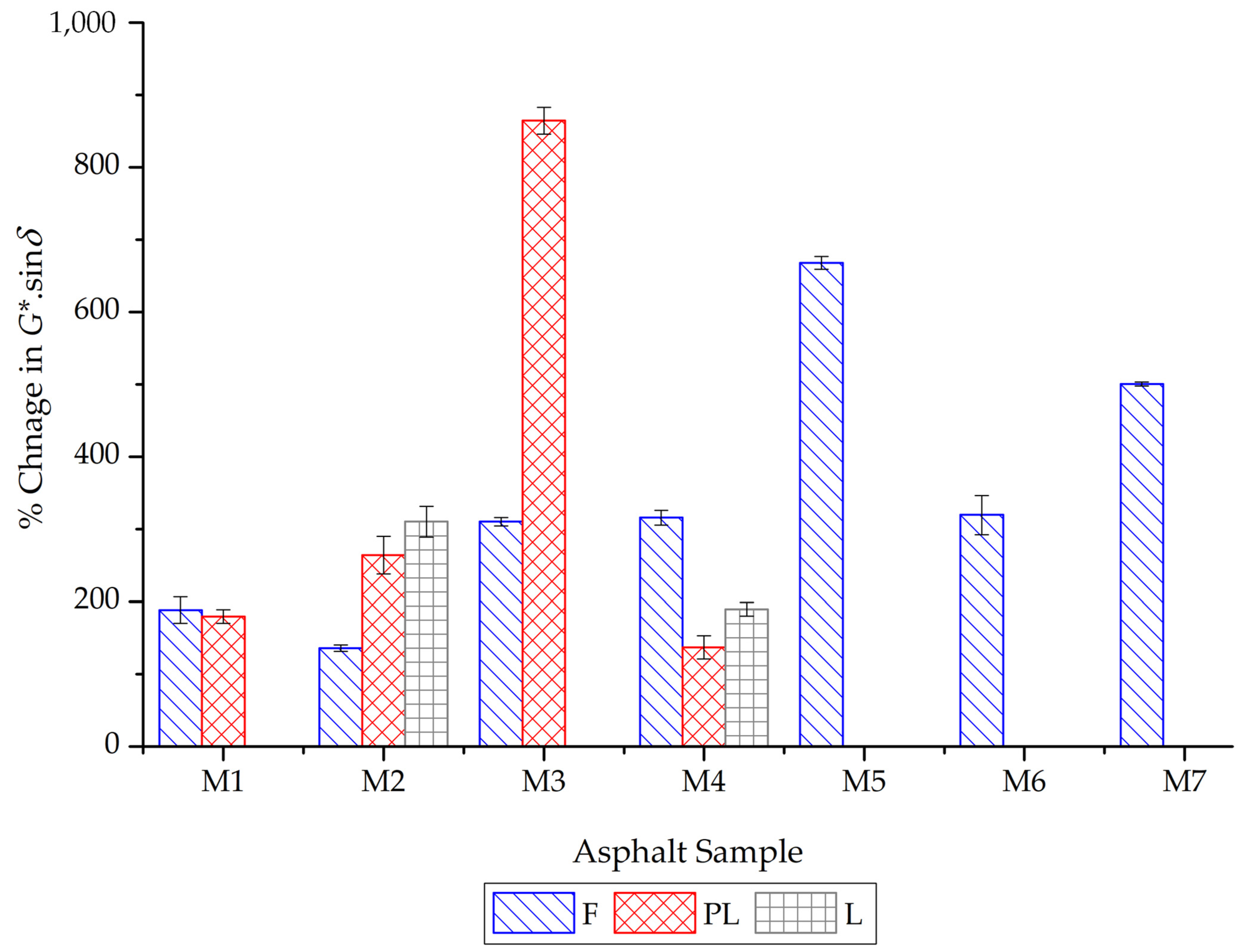
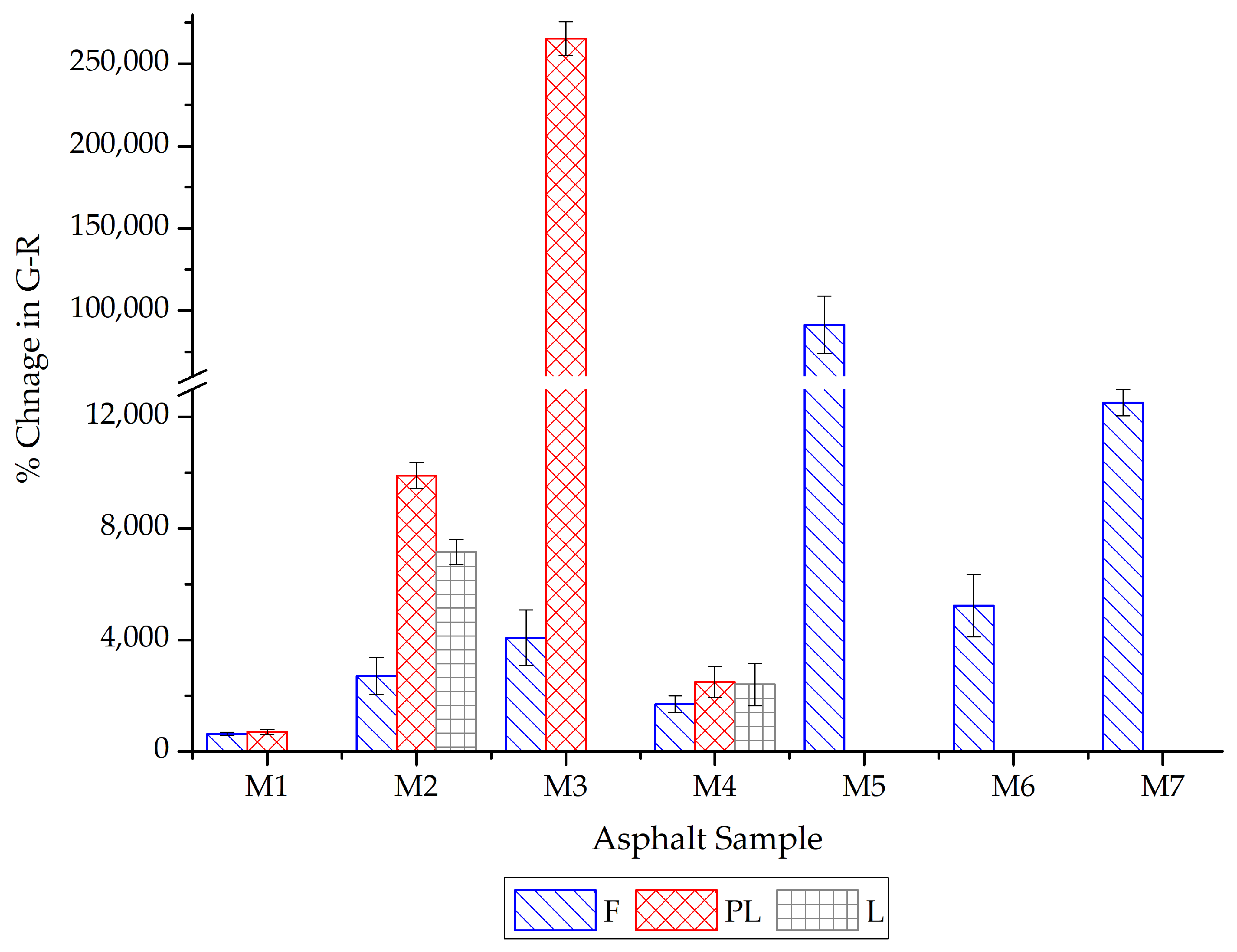
2.3.2. Intermediate-Temperature Rheological Analyses
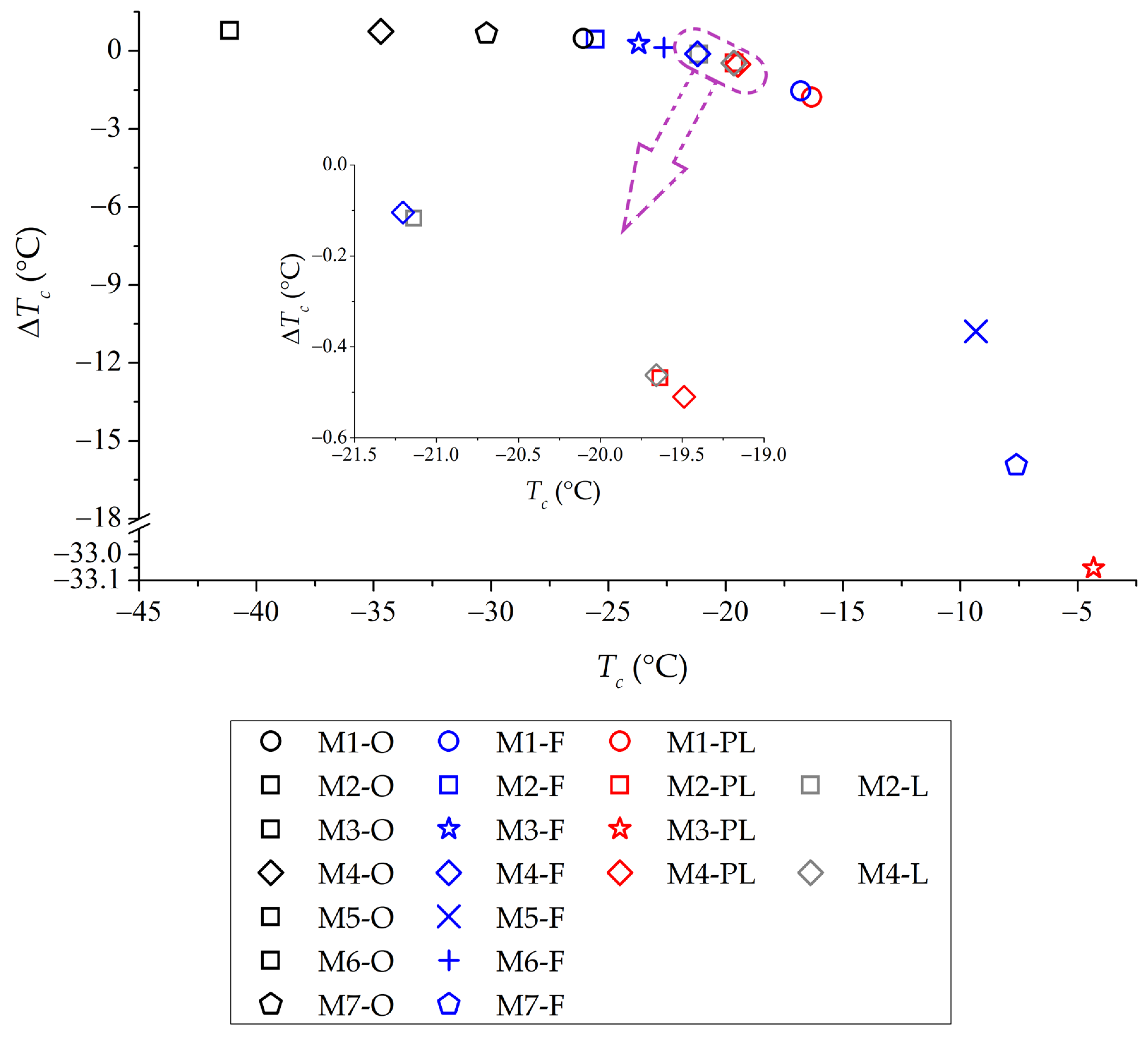
2.3.3. Low-Temperature Rheological Analyses
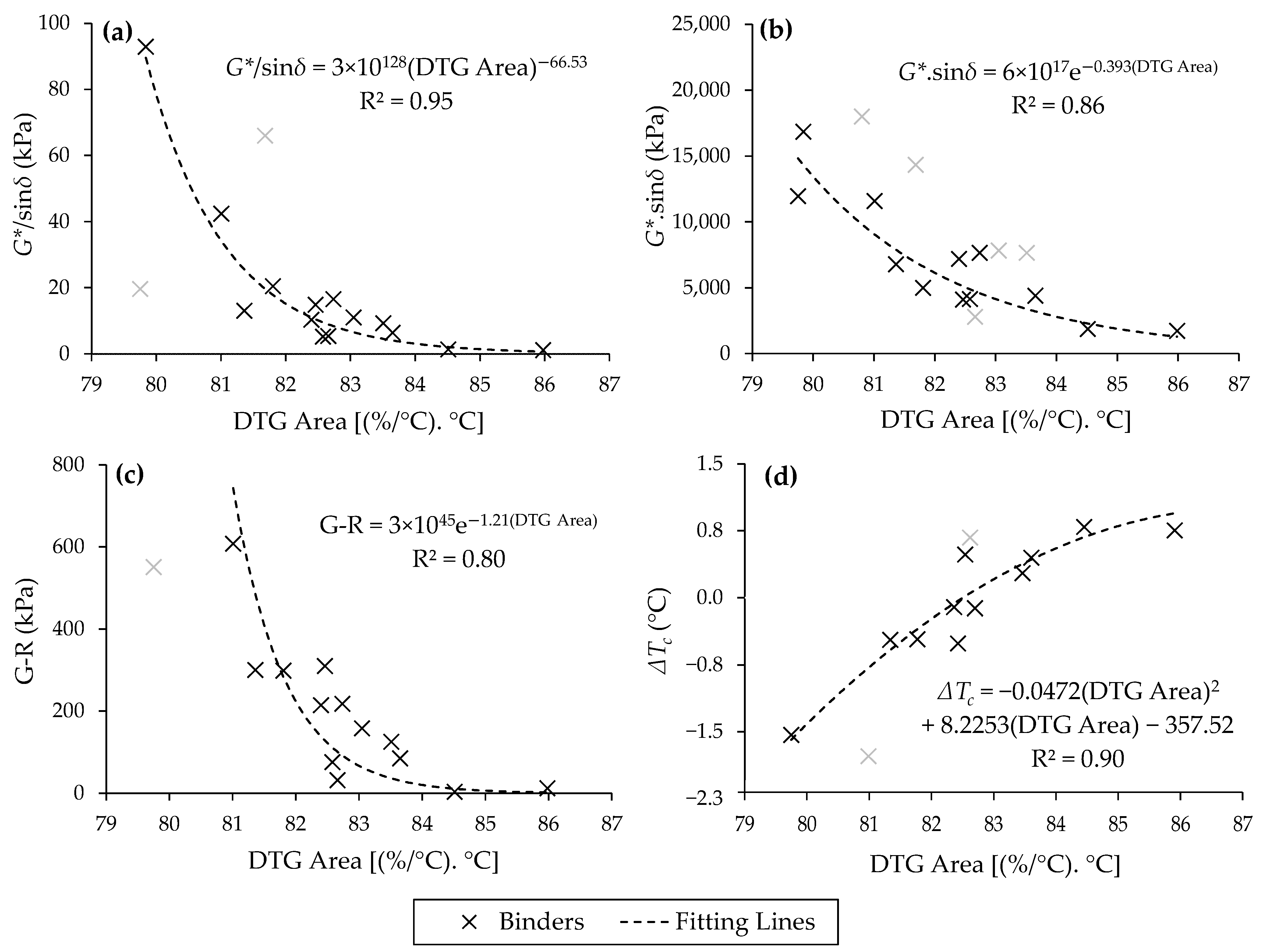
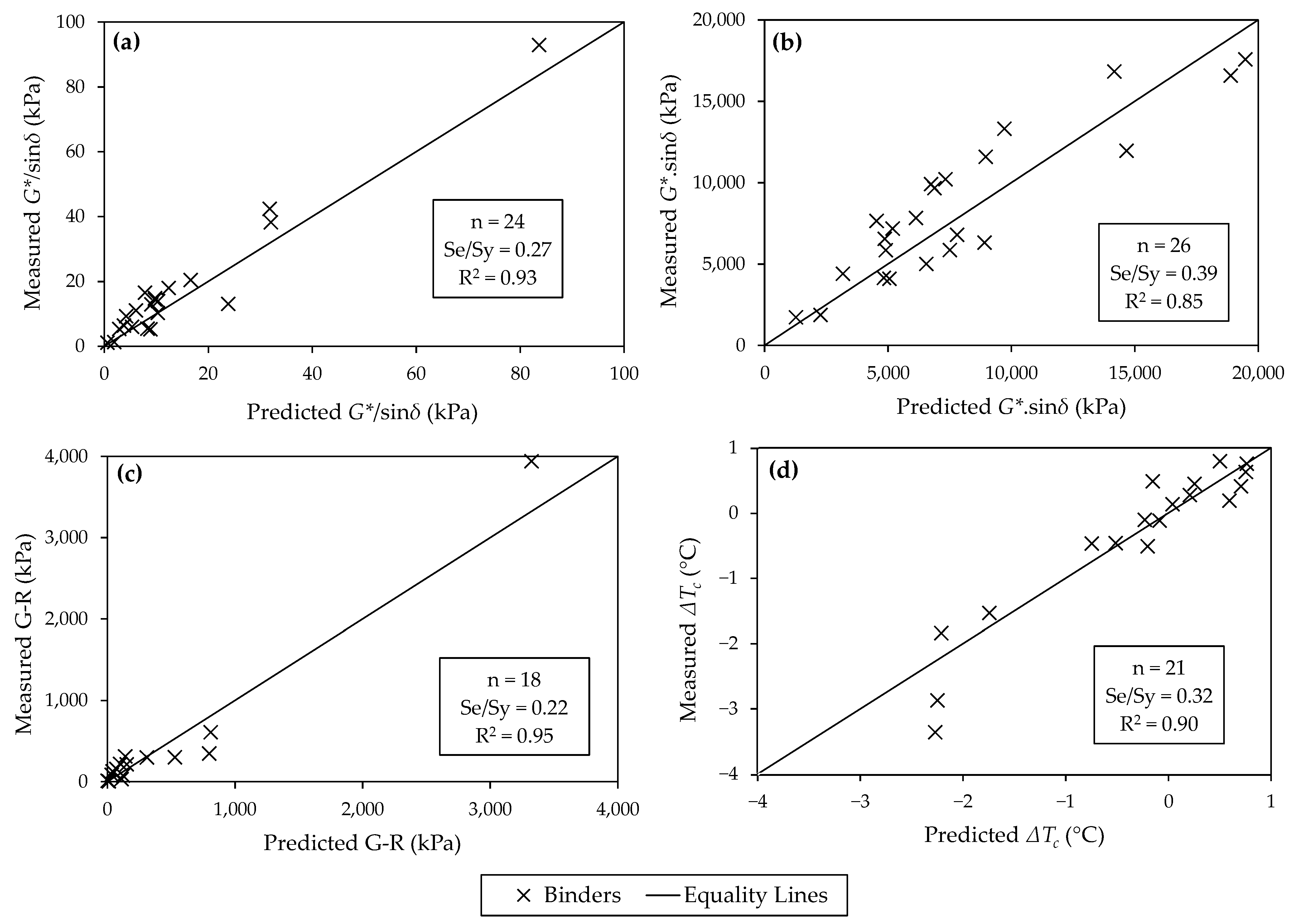
2.3.4. Thermal Analyses
2.4. QA of Mixtures Based on the QA Decision Matrix
3. Material and Methods
3.1. Materials
3.2. Methods
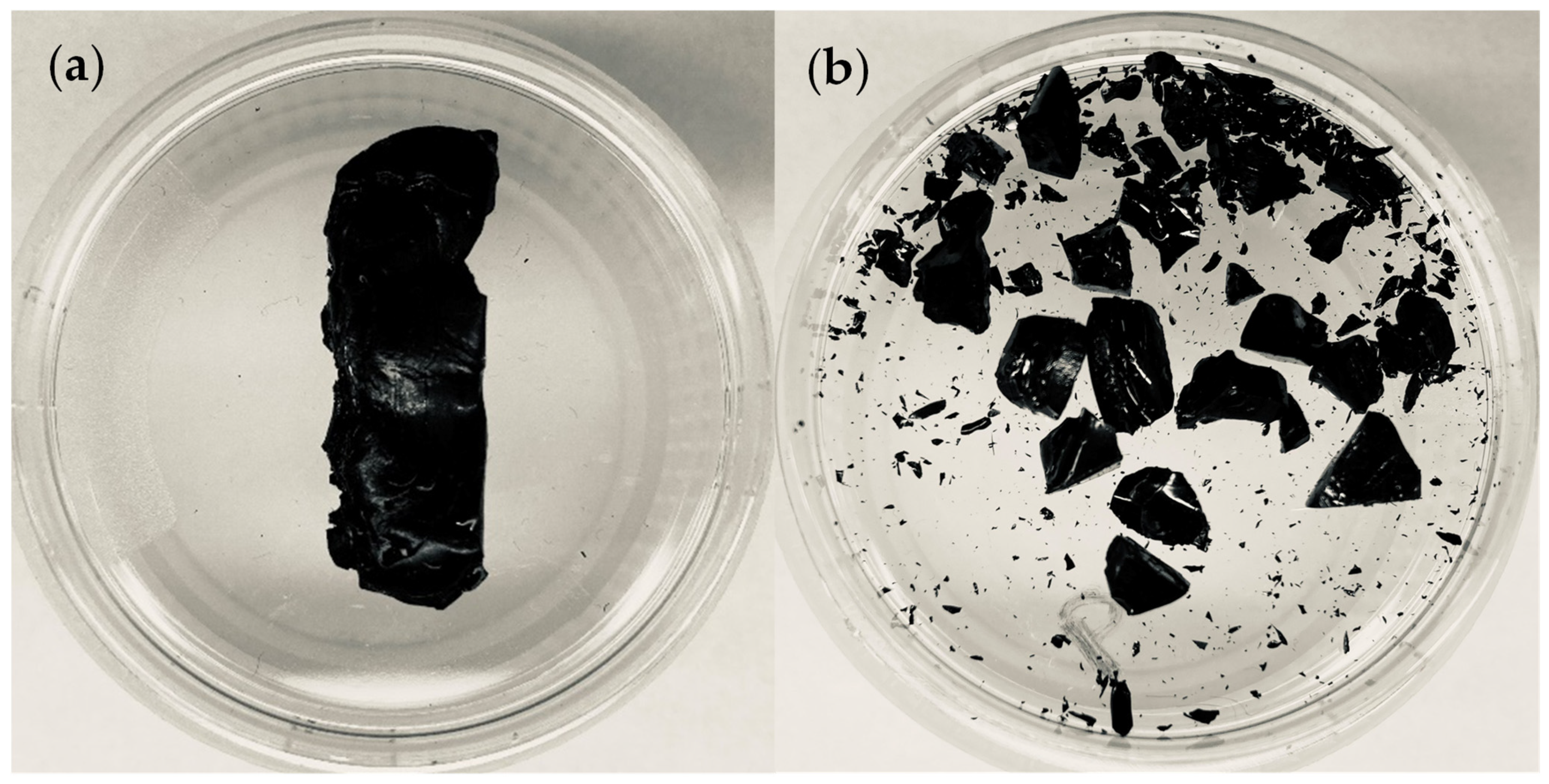
3.2.1. Extraction and Recovery Procedures
Aggregates and Binders Extraction from Asphalt Mixtures
Recovery of Binders from Binder-TCE Solvents
3.2.2. Aggregate Gradations
3.2.3. Analyses of Binders
Quantitative Analyses
Qualitative Analyses
- Aging of Original Binders
- 2.
- Rheological Analyses
- 3.
- Thermal Analyses
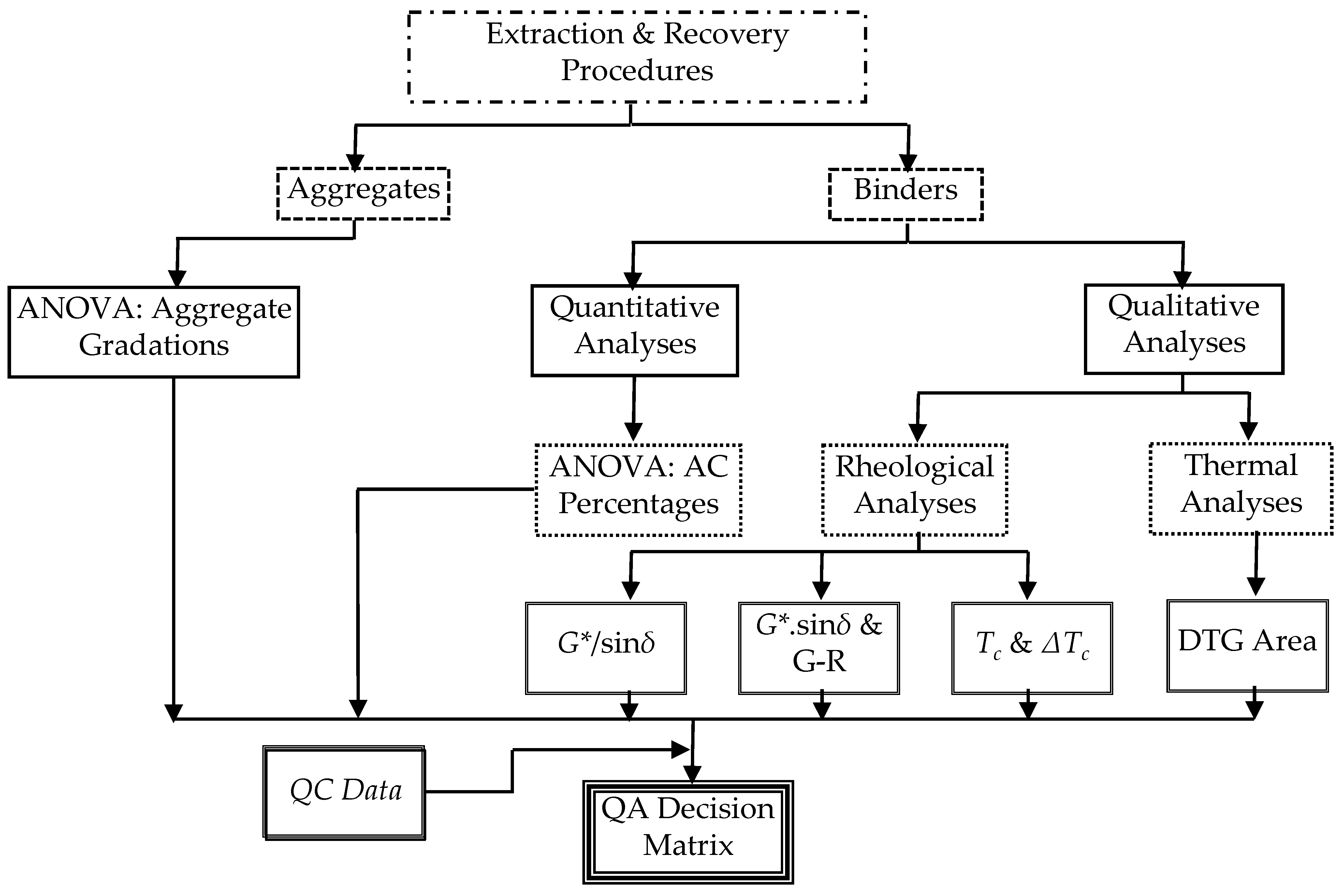
3.2.4. QA Decision Matrix
4. Conclusions
- For mixtures including recycled materials, the proposed QA framework is a necessary process displaying a thorough approach for component evaluation.
- The component-level analyses revealed that aggregate sizes and asphalt contents showed compliance with the JMF targets, reflecting minimal disruption from the extraction process.
- The recovered binders, particularly PL and L binders, had significant alterations when compared to the contract binders in the JMF, with increased stiffnesses, greater elasticity values, and reduced capabilities to relax thermal stresses, reflecting the need for QA framework targeting the behavior of the recovered binders.
- Increasing the ABR% by RAP-RAS enhanced the rutting resistance; however, heightened susceptibility to fatigue, block, and thermal cracking, confirmed the need for a QA decision matrix to balance the performance evaluation.
- RAP binders interacted readily with the original binders; however, the RAS binders had a delayed interaction, especially in F mixtures. This reflected the need for a QA decision matrix to compare the recovered binders from different fabricated mixtures.
- The QA decision matrix is an effective approach for assessing and determining the adherence of asphalt mixtures to JMF specifications, combining statistical analysis with performance-based evaluation.
5. Recommendations and Future Work
- This study advocates the use of the QA framework and the decision matrix for asphalt mixtures containing recycled materials. These tools will facilitate materials compliance monitoring for decision makers.
- It is recommended that thermal analyses and the proposed models be used to assess the performance of the recovered binders in limited quantities.
- A more in-depth investigation of the lab’s aging and compaction mechanisms, as well as their impact on the interactions between the original and aged binders, is required. Understanding these interactions has the potential to significantly influence the mixtures’ long-term performance.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
Abbreviations
| ABR | Asphalt Binder Replacement |
| AC | Asphalt Content |
| ANOVA | Analysis of Variance |
| DTG | Derivative of Thermograph |
| F | Field |
| G-R | Glover–Rowe |
| JMF | Job Mix Formula |
| P | Plant |
| PG | Performance Grade |
| PL | Plant and Lab Compacted |
| QA | Quality Assurance |
| QC | Quality Control |
| RAS | Recycled Asphalt Shingles |
| RAP | Reclaimed Asphalt Pavement |
| RTFO | Rolling Thin-Film Oven |
| TCE | Trichloroethylene |
| TGA | Thermogravimetric Analysis |
References
- Nguyen, P.H.D.; Tran, D. Exploring the use of quality control plans for alternative contracting methods in highway projects. J. Constr. Eng. Manag. 2024, 150, 04024030. [Google Scholar] [CrossRef]
- Han, C.; Han, T.; Ma, T.; Tong, Z.; Wang, S. A BIM-based framework for road construction quality control and quality assurance. Int. J. Pavement Eng. 2023, 24, 2209903. [Google Scholar] [CrossRef]
- Battikha, M.G. Quality management practice in highway construction. Int. J. Qual. Reliab. Manag. 2003, 20, 532–550. [Google Scholar] [CrossRef]
- Lee, J.-S.; Lee, S.-Y.; Le, T.H.M. Developing performance-based mix design framework using asphalt mixture performance tester and mechanistic models. Polymers 2023, 15, 1692. [Google Scholar] [CrossRef]
- Zhang, Q.; An, Z.; Huangfu, Z.; Li, Q. A review on roller compaction quality control and assurance methods for earthwork in five application scenarios. Materials 2022, 15, 2610. [Google Scholar] [CrossRef]
- Kraft, E.; Molenaar, K.R. Quality Assurance organization selection factors for highway design and construction projects. J. Manag. Eng. 2015, 31, 04014069. [Google Scholar] [CrossRef]
- Mocelin, D.M.; Isied, M.M.; Castorena, C. Influence of reclaimed asphalt pavement (RAP) and recycled asphalt shingle (RAS) binder availability on the composition of asphalt mixtures. J. Clean. Prod. 2023, 426, 139156. [Google Scholar] [CrossRef]
- Tarsi, G.; Tataranni, P.; Sangiorgi, C. The challenges of using reclaimed asphalt pavement for new asphalt mixtures: A review. Materials 2020, 13, 4052. [Google Scholar] [CrossRef]
- West, R.C.; Willis, J.R. Case Studies on Successful Utilization of Reclaimed Asphalt Pavement and Recycled Asphalt Shingles in Asphalt Pavements; Final Report 14-06; National Center for Asphalt Technology, Auburn University: Auburn, AL, USA, 2014. [Google Scholar]
- Deef-Allah, E.; Abdelrahman, M. Performance evaluation of extracted asphalt binders from field cores containing recycled components: Load- and non-load-associated cracking resistance. Adv. Mater. Res. 2023, 1175, 149–170. [Google Scholar] [CrossRef]
- Dhandapani, B.P.; Mullapudi, R.S. Design and performance characteristics of cement grouted bituminous mixtures—A review. Constr. Build. Mater. 2023, 369, 130586. [Google Scholar] [CrossRef]
- Deef Allah, E.; Abdelrahman, M.; Ragab, M. Thermal and chemical validation of the compatibility of virgin and recycled asphalt binders. Curr. Trends. Civ. Struct. Eng. 2024, 11, 000756. [Google Scholar] [CrossRef]
- ASTM D8012-18; Standard Practice for Reclamation of Scrap and Waste Asphalt Shingles to Produce Reclaimed Asphalt Shingles (RAS) for Use in Transportation Applications. ASTM International: West Conshohocken, PA, USA, 2018. [CrossRef]
- Williams, B.A.; Willis, J.R.; Hansen, K.R.; Stanton, B. Guidelines for the Use of Reclaimed Asphalt Shingles in Asphalt Pavements, 2nd ed.; Final Report 136; National Asphalt Pavement Association: Lanham, MD, USA, 2019. [Google Scholar]
- Alavi, Z.; He, Y.; Harvey, J.; Jones, D. Evaluation of the Combined Effects of Reclaimed Asphalt Pavement (RAP), Reclaimed Asphalt Shingles (RAS), and Different Virgin Binder Sources on the Performance of Blended Binders for Mixes with Higher Percentages of RAP and RAS; Final Report UCPRC-RR-2015-06; National Center for Sustainable Transportation: Berkeley, CA, USA, 2015. [Google Scholar]
- Deef-Allah, E.; Abdelrahman, M.; Ragab, M. Components’ exchanges between recycled materials and asphalt binders in asphalt mixes. Adv. Civ. Eng. Mater. 2022, 11, 20210105. [Google Scholar] [CrossRef]
- Yan, Y.; Zhang, H.; Bekoe, M.; Allen, C.; Zhou, J.; Roque, R. Effects of asphalt binder type, aggregate type, and gradation characteristics on fracture properties and performance of asphalt mixtures at intermediate temperatures. Constr. Build. Mater. 2023, 409, 133801. [Google Scholar] [CrossRef]
- Li, Z.; Cao, X.; Li, J.; Yang, X. Research on the correlation between the chemical components and the macroscopic properties of asphalt binder. Materials 2025, 18, 610. [Google Scholar] [CrossRef] [PubMed]
- Guerrero-Bustamante, O.; Guillen, A.; Moreno-Navarro, F.; Rubio-Gámez, M.C.; Sol-Sánchez, M. Suitable granular road base from reclaimed asphalt pavement. Materials 2025, 18, 854. [Google Scholar] [CrossRef]
- Tian, S.; Wang, J.; Li, G.; Gao, X.; Zeng, F.; Chen, B. Functional design of skeleton-dense asphalt mixtures in high humidity and heat regions. Int. J. Pavement Res. Technol. 2025, 1–13. [Google Scholar] [CrossRef]
- Shi, C.; Qian, G.; Yu, H.; Zhu, X.; Yuan, M.; Dai, W.; Ge, J.; Zheng, X. Research on the evolution of aggregate skeleton characteristics of asphalt mixture under uniaxial compression loading. Constr. Build. Mater. 2024, 413, 134769. [Google Scholar] [CrossRef]
- Cao, S.; Li, P.; Nan, X.; Yi, Z.; Sun, M. Optimization of aggregate characteristic parameters for asphalt binder—Aggregate system under moisture susceptibility condition based on random forest analysis model. Appl. Sci. 2023, 13, 4732. [Google Scholar] [CrossRef]
- Li, W.; Cao, W.; Ren, X.; Lou, S.; Liu, S.; Zhang, J. Impacts of aggregate gradation on the volumetric parameters and rutting performance of asphalt concrete mixtures. Materials 2022, 15, 4866. [Google Scholar] [CrossRef]
- Vigneswaran, S.; Yun, J.; Kim, H.; Lee, M.-S.; Lee, S.-J. Enhancing asphalt binder performance and storage stability with Trinidad lake asphalt (TLA). Appl. Sci. 2024, 14, 6023. [Google Scholar] [CrossRef]
- Kou, C.; Xiao, P.; Kang, A.; Mikhailenko, P.; Baaj, H.; Wu, Z. Methods to evaluate the aging grades of reclaimed asphalt binder. Appl. Sci. 2017, 7, 1209. [Google Scholar] [CrossRef]
- Li, Y.; Hesp, S.A.M. Enhanced acceptance specification of asphalt binder to drive sustainability in the paving industry. Materials 2021, 14, 6828. [Google Scholar] [CrossRef]
- Mikhailenko, P.; Ataeian, P.; Baaj, H. Extraction and recovery of asphalt binder: A literature review. Int. J. Pavement Res. Technol. 2020, 13, 20–31. [Google Scholar] [CrossRef]
- Liu, Z.; Sun, L.; Zhai, J.; Huang, W. A review of design methods for cold in-place recycling asphalt mixtures: Design processes, key parameters, and evaluation. J. Clean. Prod. 2022, 370, 133530. [Google Scholar] [CrossRef]
- Deef-Allah, E.; Abdelrahman, M. Investigating the relationship between the fatigue cracking resistance and thermal characteristics of asphalt binders extracted from field mixes containing recycled materials. Transp. Eng. 2021, 4, 100055. [Google Scholar] [CrossRef]
- Pinheiro, G.; Vasconcelos, K.; Bernucci, L. Reclaimed asphalt pavement binder extraction and recovery evaluation and their effects on the recycling agent assessment. Transp. Res. Rec. 2022, 2676, 707–721. [Google Scholar] [CrossRef]
- Garcia, V.M.; Barros, L.; Garibay, J.; Abdallah, I.; Nazarian, S. Effect of aggregate gradation on performance of asphalt concrete mixtures. J. Mater. Civ. Eng. 2020, 32, 04020102. [Google Scholar] [CrossRef]
- Yue, Y.; Abdelsalam, M.; Eisa, M.S. Aggregate gradation variation on the properties of asphalt mixtures. Coatings 2022, 12, 1608. [Google Scholar] [CrossRef]
- Solaimanian, M. Best Practices for the Design, Evaluation and Quality Control of High Percentage RAP Mixes; Final Report FHWA-PA-2015-011-PSU WO 10A; The Pennsylvania Department of Transportation: Harrisburg, PA, USA, 2015.
- Zhou, F.; Button, J.W.; Epps, J. Best Practice for Using RAS in HMA; Final Report FHWA/TX-12/0-6614-1; Texas Department of Transportation: Austin, Texas, USA, 2012.
- Deef-Allah, E.; Abdelrahman, M. Thermal, chemical and rheological properties of asphalt binders extracted from field cores. Innov. Infrastruct. Solut. 2022, 7, 235. [Google Scholar] [CrossRef]
- West, R. Best Practices for RAP And RAS Management; Final Report QIP 129; Federal Highway Administration: Washington, DC, USA, 2015.
- Deef-Allah, E.; Abdelrahman, M. Correlating the compositional changes to the rheological properties of recovered asphalt binders from recycled asphalt mixtures: Insights from the thermogravimetric measurements. Metrology 2025, 5, 16. [Google Scholar] [CrossRef]
- Prosperi, E.; Bocci, E. A review on bitumen aging and rejuvenation chemistry: Processes, materials and analyses. Sustainability 2021, 13, 6523. [Google Scholar] [CrossRef]
- Glover, C.J.; Davison, R.R.; Domke, C.H.; Ruan, Y.; Juristyarini, P.; Knorr, D.B.; Jung, S.H. Development of a New Method for Assessing Asphalt Binder Durability with Field Validation; Final Report FHWA/TX-05/1872-2; Texas Transportation Institute: College Station, TX, USA, 2005. [Google Scholar]
- McDaniel, R.S.; Shah, A. Investigation of Delta Tc for Implementation in Indiana; Final Report FHWA/IN/JTRP-2019/14; Joint Transportation Research Program: West Lafayette, IN, USA, 2020. [Google Scholar] [CrossRef]
- AASHTO PP 78; Standard Practice for Design Considerations When Using Reclaimed Asphalt Shingles (RAS) in Asphalt Mixtures. AASHTO Provisional Standards: Washington, DC, USA, 2017.
- ASTM D2172/D2172M-24; Test Methods for Quantitative Extraction of Asphalt Binder from Asphalt Mixtures. ASTM International: West Conshohocken, PA, USA, 2024. [CrossRef]
- ASTM D5404/D5404M-24; Standard Practice for Recovery of Asphalt Binder from Solution Using the Rotary Evaporator. ASTM International: West Conshohocken, PA, USA, 2024. [CrossRef]
- ASTM D2872-22; Test Method for Effect of Heat and Air on a Moving Film of Asphalt (Rolling Thin-Film Oven Test). ASTM International: West Conshohocken, PA, USA, 2022. [CrossRef]
- ASTM D7175-15; Test Method for Determining the Rheological Properties of Asphalt Binder Using a Dynamic Shear Rheometer. ASTM International: West Conshohocken, PA, USA, 2023. [CrossRef]
- Anderson, R.M.; King, G.N.; Hanson, D.I.; Blankenship, P.B. Evaluation of the relationship between asphalt binder properties and non-load related cracking. J. Assoc. Asph. Paving Technol. 2011, 80, 615–664. [Google Scholar]
- ASTM E1131-20; Standard Test Method for Compositional Analysis by Thermogravimetry. ASTM International: West Conshohocken, PA, USA, 2020. [CrossRef]
- Wagner, D.R. Advanced thermogravimetric analyses of stem wood and straw devolatilization: Torrefaction through combustion. Reactions 2024, 5, 350–360. [Google Scholar] [CrossRef]
- Liu, S.; Yu, D.; Chen, Y.; Shi, R.; Zhou, F.; Mu, T. High-resolution thermogravimetric analysis is required for evaluating the thermal stability of deep eutectic solvents. Ind. Eng. Chem. Res. 2022, 61, 14347–14354. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Mixture | Source | DF a | SS b | MS c | F Ratio | Prob > F |
|---|---|---|---|---|---|---|
| M1 | Gradation (F and PL) | 1 | 87.81 | 87.80 | 5.28 × 10−2 | 8.20 × 10−1 |
| Error | 24 | 39,936.25 | 1664.01 | |||
| C. Total | 25 | 40,024.06 | ||||
| M2 | Gradation (F, PL, L, and JMF) | 3 | 23.29 | 7.76 | 4.80 × 10−3 | 9.99 × 10−1 |
| Error | 48 | 77,574.76 | 1616.14 | |||
| C. Total | 51 | 77,598.05 | ||||
| M3 | Gradation (F and PL) | 1 | 0.56 | 0.56 | 3.00 × 10−4 | 9.85 × 10−1 |
| Error | 24 | 38,746.22 | 1614.43 | |||
| C. Total | 25 | 38,746.78 | ||||
| M4 | Gradation (F, PL, L, and JMF) | 3 | 57.34 | 19.11 | 1.13 × 10−2 | 9.98 × 10−1 |
| Error | 48 | 81,337.69 | 1694.54 | |||
| C. Total | 51 | 81,395.03 | ||||
| M5 | Gradation (F and JMF) | 1 | 2.20 | 2.20 | 1.40 × 10−3 | 9.70 × 10−1 |
| Error | 24 | 37,385.67 | 1557.74 | |||
| C. Total | 25 | 37,387.87 | ||||
| M6 | Gradation (F and JMF) | 1 | 3.63 × 10−3 | 3.63 × 10−3 | 2.32 × 10−6 | 9.99 × 10−1 |
| Error | 24 | 37,577.53 | 1565.73 | |||
| C. Total | 25 | 375,577.54 | ||||
| M7 | Gradation (F and JMF) | 1 | 0.03 | 0.03 | 1.85 × 10−5 | 9.96 × 10−1 |
| Error | 24 | 38,373.55 | 1598.90 | |||
| C. Total | 25 | 38,373.58 |
| Source | DF | SS | MS | F Ratio | Prob > F |
|---|---|---|---|---|---|
| AC% (F, PL, L, and C) | 3 | 0.16 | 0.05 | 0.82 | 0.50 |
| Error | 16 | 1.05 | 0.07 | ||
| C. Total | 19 | 1.21 |
| 1. ANOVA Results | |||||||
| Source | DF | SS | MS | F Ratio | Prob > F | ||
| AC% (ash., centr., and C) | 2 | 0.32 | 0.16 | 2.72 | 0.08 | ||
| Error | 36 | 2.14 | 0.06 | ||||
| C. Total | 38 | 2.47 | |||||
| 2. Pairwise Comparisons | |||||||
| Group 1 | Group 2 | Difference | Std Error | t Ratio | Prob > |t| | Lower 95% | Upper 95% |
| AC% (ash.) | AC% (centr.) | −0.20 | 0.11 | −2.08 | 0.11 | −0.43 | 0.04 |
| AC% (ash.) | AC% C | −0.19 | 0.11 | −1.95 | 0.14 | −0.42 | 0.05 |
| AC% (centr.) | AC% C | 0.01 | 0.11 | 0.13 | 0.99 | −0.22 | 0.25 |
| Source | DF | SS | MS | F Ratio | Prob > F |
|---|---|---|---|---|---|
| AC% (AC% categories listed in Figure 2) | 9 | 0.61 | 0.07 | 1.08 | 0.40 |
| Error | 36 | 2.27 | 0.06 | ||
| C. Total | 45 | 2.88 |
| Mixture | ABR% by (RAP-RAS) | Total AC% | Original Binder’s PG | Contract PG | Number of Samples Collected/Fabricated | ||
|---|---|---|---|---|---|---|---|
| F | PL | L | |||||
| M1 | 17% (RAP) | 5.7% | 64H–22 | 70–22 | 3 | 3 | - |
| M2 | 31% (RAP) | 5.1% | 58–28 a | 70–22 | 3 | 3 | 3 |
| M3 | 33% (RAS) | 5.2% | 58–28 a | 70–22 | 3 | 3 | - |
| M4 | 35% (RAP) | 5.1% | 58–28 | 70–22 | 3 | 3 | 3 |
| M5 | 33% (RAP) | 5.3% | 58–28 a | 70–22 | 3 | - | - |
| M6 | 18% (RAP) and 15% (RAS) | 5.2% | 58–28 a | 70–22 | 3 | - | - |
| M7 | 35% (RAP) | 4.8% | 64H–22 | 76–22 | 3 | - | - |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Deef-Allah, E.; Abdelrahman, M. Quality Assurance Framework for Recovered Binders and Aggregates from Asphalt Mixtures Incorporating Recycled Materials. Recycling 2025, 10, 71. https://doi.org/10.3390/recycling10020071
Deef-Allah E, Abdelrahman M. Quality Assurance Framework for Recovered Binders and Aggregates from Asphalt Mixtures Incorporating Recycled Materials. Recycling. 2025; 10(2):71. https://doi.org/10.3390/recycling10020071
Chicago/Turabian StyleDeef-Allah, Eslam, and Magdy Abdelrahman. 2025. "Quality Assurance Framework for Recovered Binders and Aggregates from Asphalt Mixtures Incorporating Recycled Materials" Recycling 10, no. 2: 71. https://doi.org/10.3390/recycling10020071
APA StyleDeef-Allah, E., & Abdelrahman, M. (2025). Quality Assurance Framework for Recovered Binders and Aggregates from Asphalt Mixtures Incorporating Recycled Materials. Recycling, 10(2), 71. https://doi.org/10.3390/recycling10020071