Abstract
When it comes to the disposal of paperboard and cardboard packaging waste to reduce their environmental impact, recycling is one of the most desirable options. With innovations and development of biopolymer coatings and their application in packaging materials, new paper-based packaging solutions are expected on the market. Besides evaluating their mechanical and barrier properties, it is essential to assess their environmental impact. Therefore, this study investigated the impact of biodegradable polycaprolactone (PCL) polymer coating, as well as PCL modified with SiO2, Al2O3, and ZnO nanoparticles, on the recycling behavior of paperboard. The coating samples were prepared by dissolving PCL polymer in ethyl acetate and nanoparticle dispersion. Paperboard (230 g/m2) was printed by offset printing process and then coated with PCL and PCL nanocomposite coatings. Recycling was performed under controlled laboratory conditions following a standardized method. Deinkability was assessed by evaluating the optical properties and using an image analysis system. From the obtained results, it can be concluded that the use of PCL coatings and PCL coating modified with SiO2, Al2O3, and ZnO nanoparticles do not significantly impact the optical properties of the recycled pulp, thereby not restricting the implementation in paperboard production and waste management.
1. Introduction
Paper serves as a crucial raw material that significantly contributes to sustainability, making it the waste stream with the highest recycling rate [1]. The Confederation of European Paper Industries (CEPI) reported that, in 2023, 79.3% of all the paper consumed in Europe was recycled [2]. Target recycling rates for paper-based packaging have been set at 75% by 2025 and 85% by 2030 [3]. In addition, CEPI reported that different types of paper intended for recycling are recycled in varying amounts [2], primarily due to recent changes in the global consumption ratio of paper and board grades [4]. As stated by Smithers, the printing industry is undergoing changes, and by 2030, packaging is expected to account for nearly two-thirds of the global print market, while publishing will represent nearly 40% of print volume, influencing the market for printing substrates [5]. In summary, the global consumption ratio of paper and board grades will continue to grow in the future, influenced by technical, economic, and social developments both within individual countries and globally [6]. Since the volume of paper-based packaging products exceeds the proportion of graphic papers in the collection system, it is crucial to mitigate the negative impacts of specific materials (such as adhesives, additives, and multi-layer materials) on the quality of recycled paper, as well as to reduce rejects in the recycling process and minimize fiber loss [7]. Corrugated boxes and folding boxboards represent the largest share among paper-based product categories and are typically easy to recycle in standard paper mills [7]. To increase the recycling rates of paper packaging, CEPI defined the most important parameters for its good recyclability (repulpability, yield of fibrous material, coarse rejects, flake content, stickies, and technical quality) and provided a list of recommendations that should be followed [3]. The CEPI guideline suggests that during the design phase, the producers should consider the intended purpose and the end-of-life stage of the packaging. This means considering the quantity of non-paper constituents, the use of recycled alternative fibers, the use of adhesives, chemicals, coatings, and varnishes, and the use of optimized ink quantity (ensuring the ink is free of mineral oils and contains the minimal share of metallic components in its formulation) [3]. In addition, CEPI suggests that, when it is possible, deinkable printing technology should be considered [3].
Paper recycling and the key fundamentals of deinking have been extensively documented in the literature [8,9,10,11,12]. Deinking is of major importance in the production of recycled graphic papers, primarily due to the high demand for its optical properties [8]. It is also gaining attention in packaging grades, driven by the increasing trend to print certain products such as paperboard [13]. Given that packaging waste represents a large share of the waste stream, it can potentially serve as a good raw material for recycled fibers. Flotation deinking is an effective method for removing offset prints, and consequently, for eliminating toxic substances from recycled paper [14,15,16]. The recycling of packaging board is one of the most simplified fiber recycling processes, starting with pulping and without deinking process. The primary objective is to break down the packaging board into a pumpable suspension, typically achieved through high-consistency drum pulping and low-consistency vat pulping, which are commonly used methods in industrial packaging board processing [17].
Through the improvement of collection systems and sorting activities, along with increased environmental awareness among the public, the quality of collected paper for recycling has improved, leading to a reduction in waste [7,18,19,20]. The low quality of paper for recycling is determined by the high content of unusable materials consisting of non-paper components and unwanted paper and board, depending on the collection and handling processes [21]. Generally, the non-paper components do not affect recyclability, unless the substances belong to “prohibited materials” such as laminated covers, staples, adhesive, polymeric components, varnishes, and inks [8,22]. A higher presence of non-fiber components can result in greater difficulties during the later stages of the recycling process [9]. Pivnenko et al. (2015) demonstrated that paper and board products, as well as waste paper, may contain numerous hazardous chemical substances [23]. These are primarily linked to the printing industry and are likely to remain in the solid matrix during paper recycling and thereby end up in new products made from recycled fibers. Therefore, improving the removal of printing ink residues from recycled pulp is of great importance, especially in new ink and material design.
The quality of collected paper packaging for recycling and its deinkability can potentially be influenced by certain external factors such as elevated temperature and humidity, increase in recycling rates, and sorting technologies [7,24,25]. Accordingly, the research showed a decrease in the ISO brightness of recycled paper made from paperboard samples that were exposed to elevated temperature and humidity [24]. Aguilar-Rivera (2021) proposed a method for the sustainable production of bleached pulp from recovered cardboard evaluated through pilot-scale tests [26]. In this process, mixed OCC was collected as waste from a landfill, cleaned, repulped, and treated with extended delignification with the alkaline soda process, followed by bleaching through a sequence absent of chlorinated compounds (TCF). The pulp obtained with emerging and existing technologies is available for use in various grades of printing and writing paper replacing totally or partially bleached wood pulp. Recycled paperboards are a cost-effective alternative to virgin fiber paperboards, offering good printing quality. While not ideal for premium packaging with specific color requirements, they are suitable for consumer goods packaging, including stationery and non-food products [27].
Multilayer materials and nondegradable synthetic polymers are expected to be replaced by biopolymers, due to lower harmful environmental effects. All these new materials should have good mechanical and barrier properties [28]. Recently, several biopolymers, including chitosan, starch, cellulose, polycaprolactone, and polylactic acid, have been extensively studied for packaging applications [29,30]. The mechanical properties of biopolymers are sometimes weaker than those of synthetic polymers, which is why nanoparticles are often incorporated into their matrix, to enhance their performance. Besides evaluating their mechanical properties, it is essential to assess their environmental impact and ensure good recyclability behavior [7,15]. The recyclability of coated paper-based packaging has not been extensively researched. Zhang et al. (2016) studied the recycling process of the packaging material, specifically PLA (Polylactic Acid) coated paper incorporating zinc oxide nanoparticles in the coating layer [31]. The study reported that the mass balance results indicated that 86–91% of the zinc oxide nanoparticles were directed to the rejected material stream, primarily embedded in the polymer coating, while 7–16% were found in the accepted material stream [31].
The aim of this research was to evaluate the influence of the PCL nanocomposite coating on the optical and mechanical properties of recycled paper. In addition, the pulp suspension was deinked to achieve a higher rate of ink particle removal. This paper focuses on the optical and mechanical properties of recycled pulp, while toxicity, nanoparticles in wastewater, and the sticky potential of recycled pulp are not the focus of the study.
2. Results
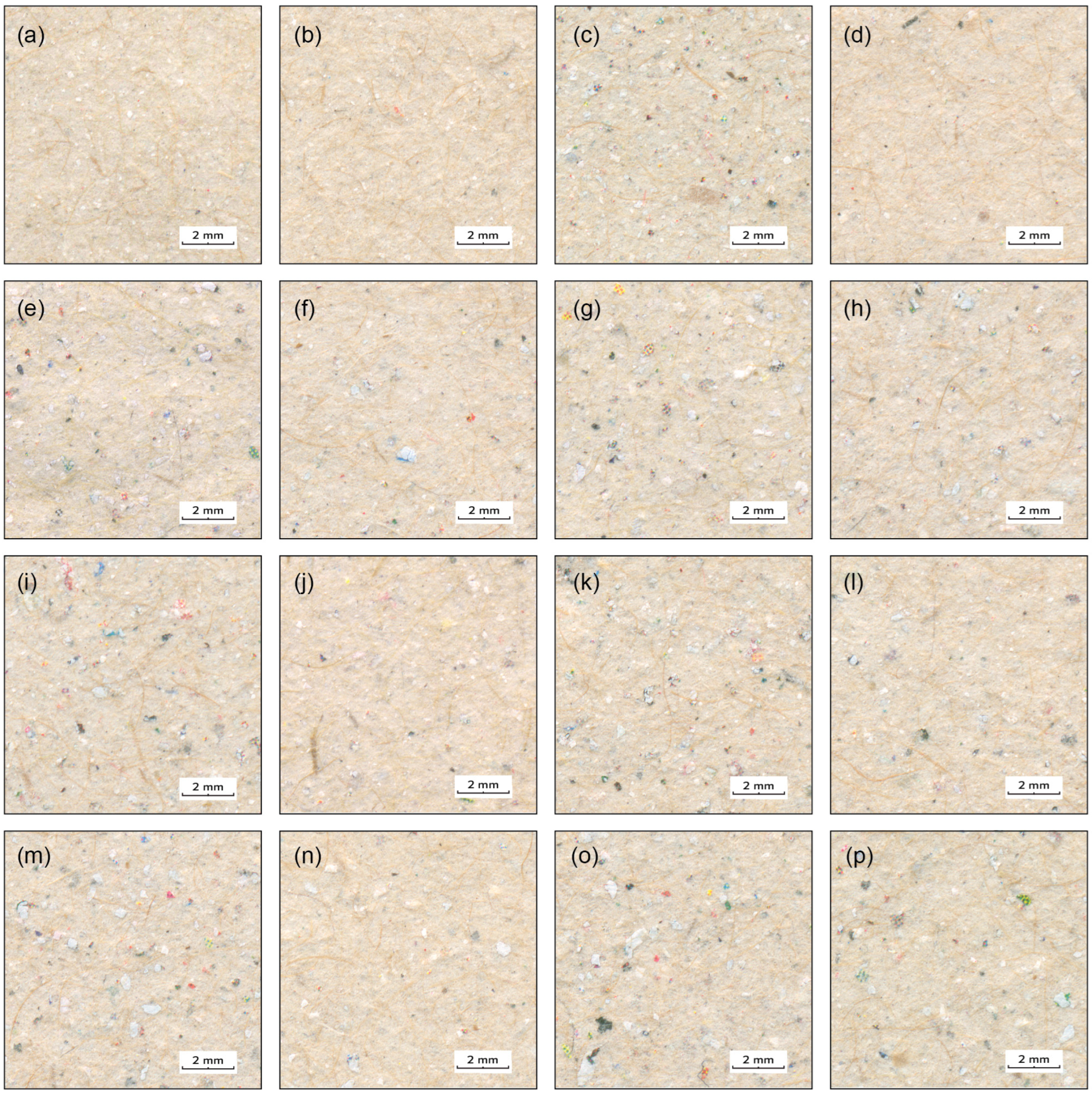
In Figure 1, various ink particles and impurities are visible in all undeinked pulp (UP) and deinked pulp (DP) laboratory handsheets made from printed and coated samples. These are compared to the UP and DP laboratory paper handsheets made from unprinted and uncoated paperboard which serve as a blank reference (Figure 1a,b). It is evident that the ink particles have not been completely removed during the flotation process. The different sizes of ink particles may indicate varying fragmentation of the ink during the disintegration process. For example, Figure 1g) (P/PCL/Zn) and Figure 1o) (P/PCL/Si/Zn) visually display large ink particles.

Figure 1.
Visual representation of recycled laboratory paper handsheets made for UP and DP pulp obtained after recycling process of following samples: (a) neat printing substrate UP; (b) neat printing substrate DP; (c) P—UP; (d) P—DP; (e) P/PCL—UP; (f) P/PCL—DP; (g) P/PCL/2Zn—UP; (h) P/PCL/2Zn—DP; (i) P/PCL/1Al—UP; (j) P/PCL/1Al—DP; (k) P/PCL/2Si—UP; (l) P/PCL/2Si—DP; (m) P/PCL/2Si/05Al—UP; (n) P/PCL/2Si/05Al—DP; (o) P/PCL/2Si/05Zn—UP; (p) P/PCL/2Si/05Zn—DP.
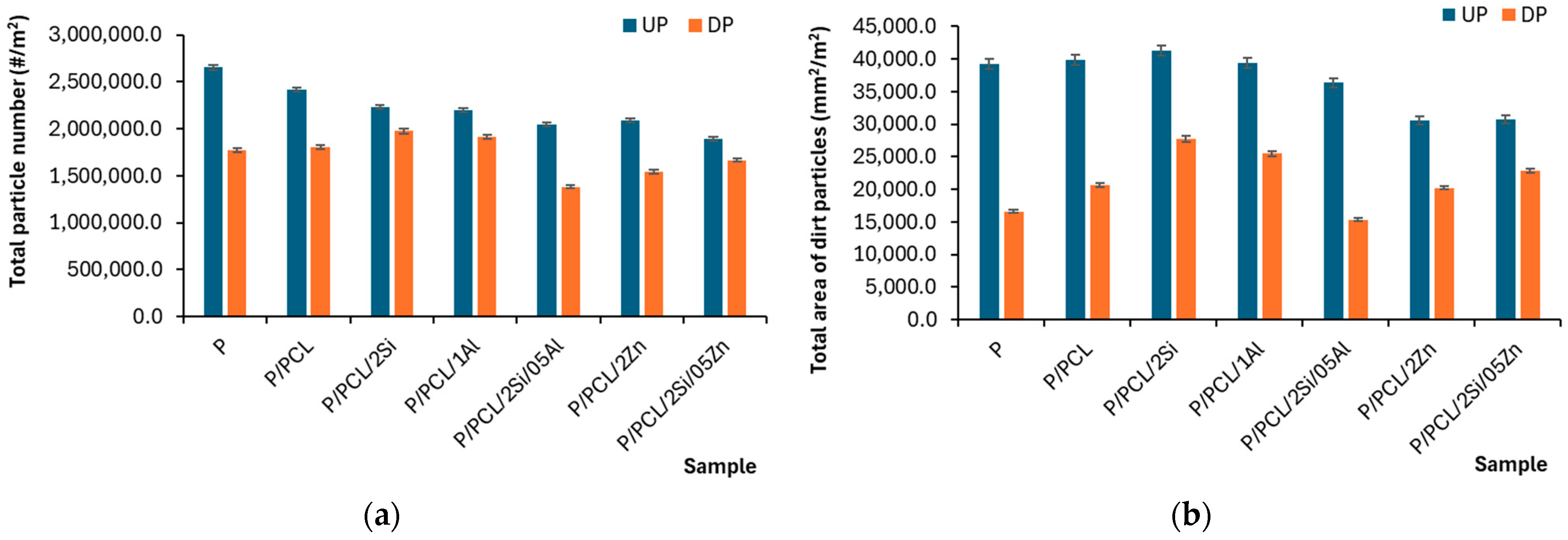
For all samples, the total particle number decreases after flotation, indicating the effectiveness of the deinking process in the removal of fragmented ink particles from the pulp. Sample P (uncoated printed paperboard) has the highest total particle number on laboratory handsheets obtained from the pulp that was not subjected to a process of flotation (UP) indicating that the print is broken into smaller fragments (Figure 2a). Laboratory paper handsheets obtained from coated samples show a decrease in the total particle number compared to sample P, but the differences between individual coatings are relatively small (Figure 2a). Laboratory paper handsheets obtained from coated samples with PCL coatings in combination with nanoparticles (e.g., P/PCL/2Si/05Zn) retain the lowest number of particles after flotation, indicating higher efficiency in ink separation.
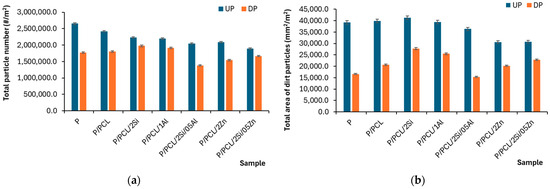
Figure 2.
Total particle number (a) and Total area of dirt particles (b) obtained on recycled laboratory paper handsheets from undeinked (UP) and deinked pulp (DP).
For all DP laboratory handsheet samples, a decrease in the total area of dirt particles is observed, indicating the feasibility of ink particle separation (Figure 2b). The largest decrease in the total area of dirt particles was observed for sample P, while samples coated with PCL coatings and nanoparticles showed a smaller decrease in the total area of dirt particles. In the samples made from coated paperboard, the ink particles form larger fragments that can be removed during flotation, but the total surface area of these particles in DP samples remains higher compared to the laboratory handsheets made from printed uncoated (P) samples. The samples with PCL coatings in combination with nanoparticles, especially P/PCL/2Si/05Al, show the smallest total area of dirt particles in the DP laboratory handsheets.
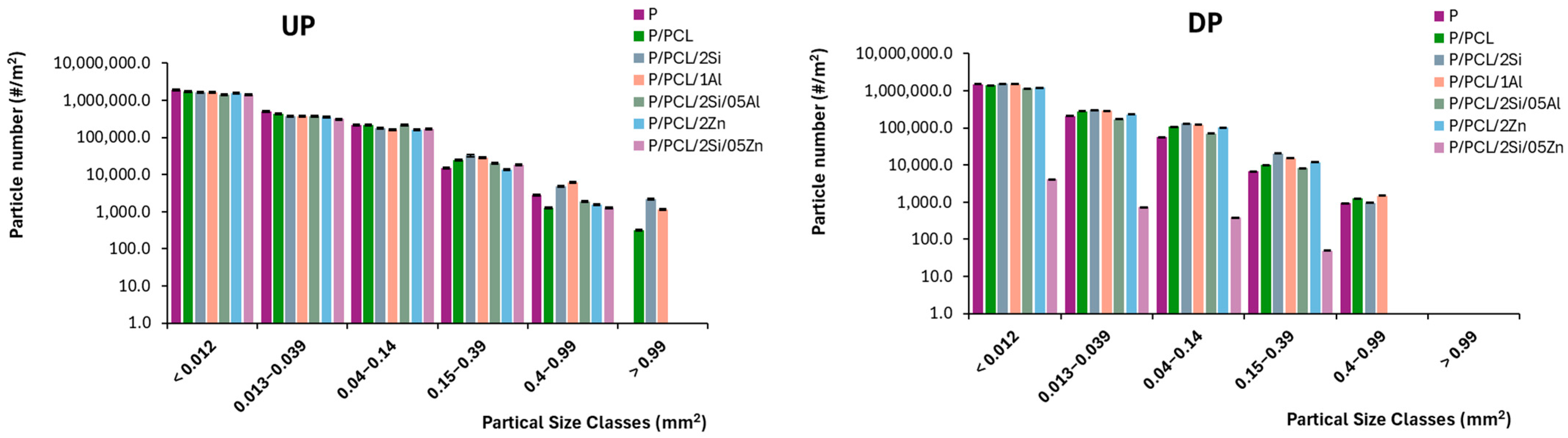
Figure 3 shows that the print is mostly broken into the smallest particles, less than 40 µm. The application of the coating significantly reduces the total number of particles across all size classes. Notably, large particles (>0.99 mm2) are absent in sample P, while occurring in samples P/PCL, P/PCL/2Si/1Al, and P/PCL/2Si/05Al. Flotation also effectively removes large particles (>0.99 mm2) in the mentioned coated samples. This is also observed for both samples containing ZnO nanoparticles (P/PCL/2Zn and P/PCL/2Si/05Zn) for particle size class 0.4–0.99 mm2.
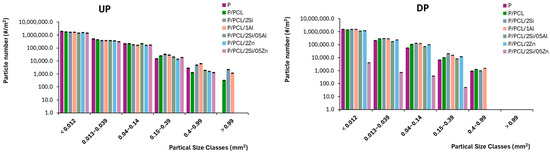
Figure 3.
Particle size distribution on recycled paper handsheets made from undeinked (UP) and deinked pulp (DP).
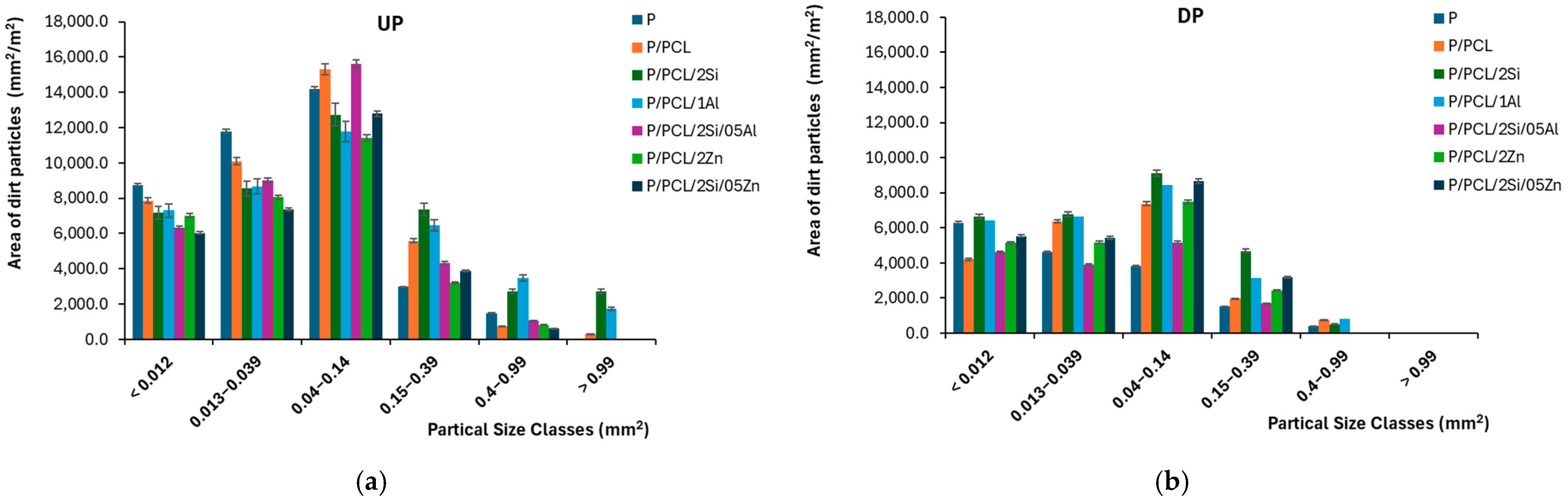
The largest contribution to the area of dirt particles is made by ink particles with a size of 0.4–0.14 mm2, as can be seen in Figure 4. It is also visible that flotation significantly reduces the area of dirt particles of all observed size classes.
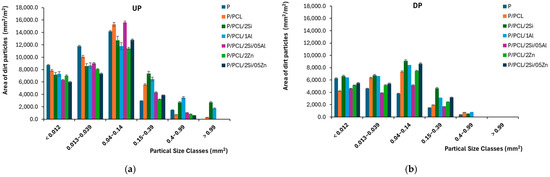
Figure 4.
Area of dirt particles distribution on recycled paper handsheets made from (a) undeinked (UP) and (b) deinked pulp (DP).
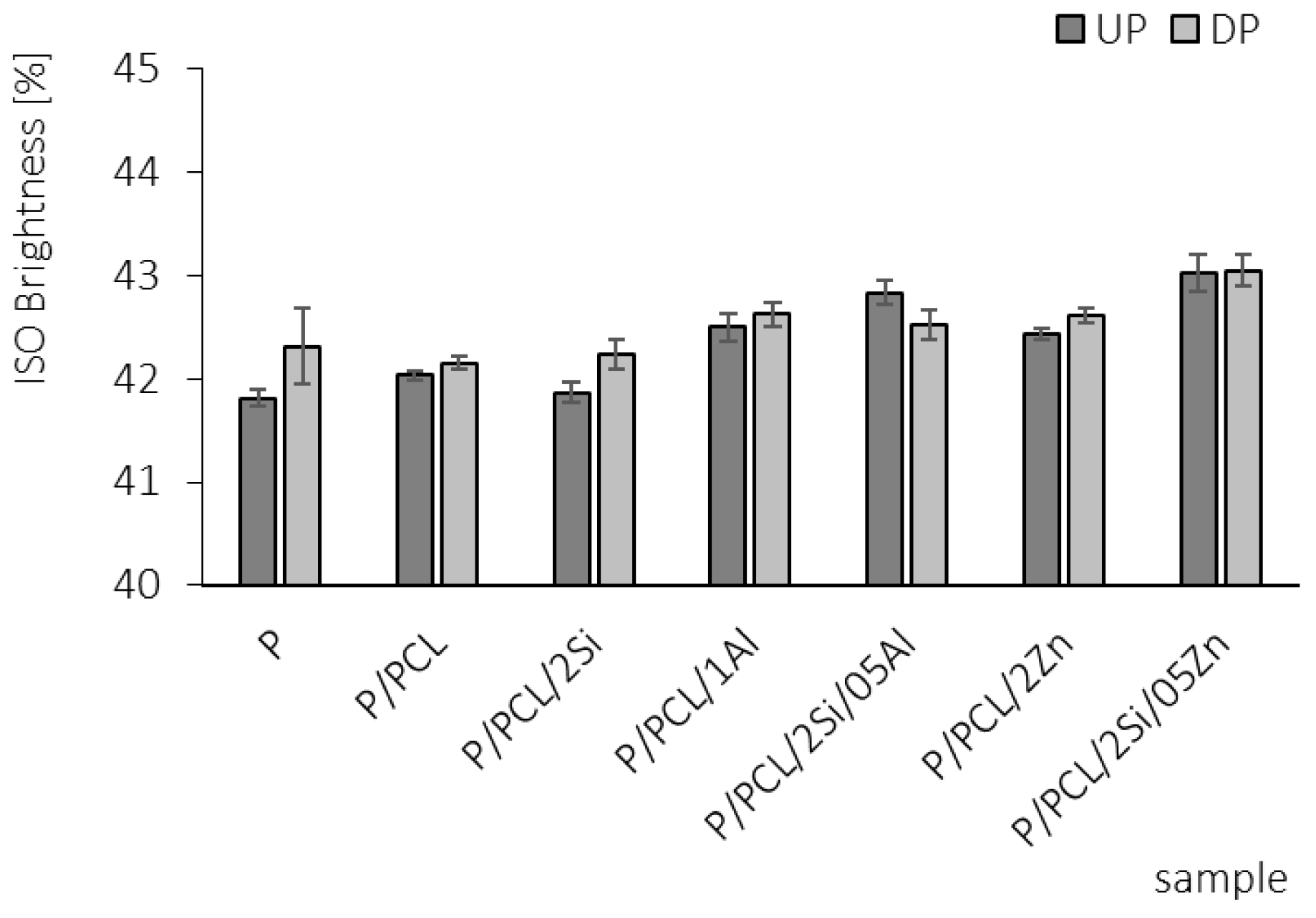
Figure 5 shows the ISO brightness (%) for UP and DP recycled laboratory handsheets paper. Paper samples made from pulp that has undergone the flotation process (DP) exhibit higher ISO brightness compared to those made from pulp that has not undergone the flotation process (UP). Sample P (uncoated) has the lowest brightness. Recycled laboratory paper handsheets made from PCL nanocoating samples (especially silicon and zinc) achieve the highest ISO brightness (e.g., P/PCL/2Si/O5Zn and P/PCL/2Zn).
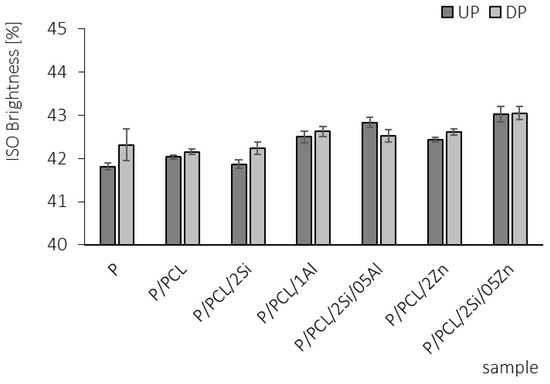
Figure 5.
ISO Brightness of recycled paper handsheets from undeinked (UP) and deinked pulp (DP).
The CIELab system describes color through three coordinates: L* (lightness, from 0 black to 100 white), a* (green-red axis, with negative values for green and positive for red tones), and b* (blue-yellow axis, with negative values for blue and positive for yellow tones). The combination of these values allows for precise color characterization [32]. From Table 1 it is evident that UP and DP recycled laboratory handsheets have a pronounced yellowish tone (positive a* and b* values). Recycled laboratory handsheets made from uncoated and coated samples show lower a* and b* values compared to the blank. Additions of nanoparticles contribute to the reduction of the yellow tone compared to samples without nanoparticles. Following the flotation process, the resulting pulp produces recycled sheets with slightly higher a* values. Although changes in colorimetric parameters were detected, these changes are negligible and do not impact the visual appearance of the recycled paper.

Table 1.
CIE colorimetric properties of recycled handsheets.
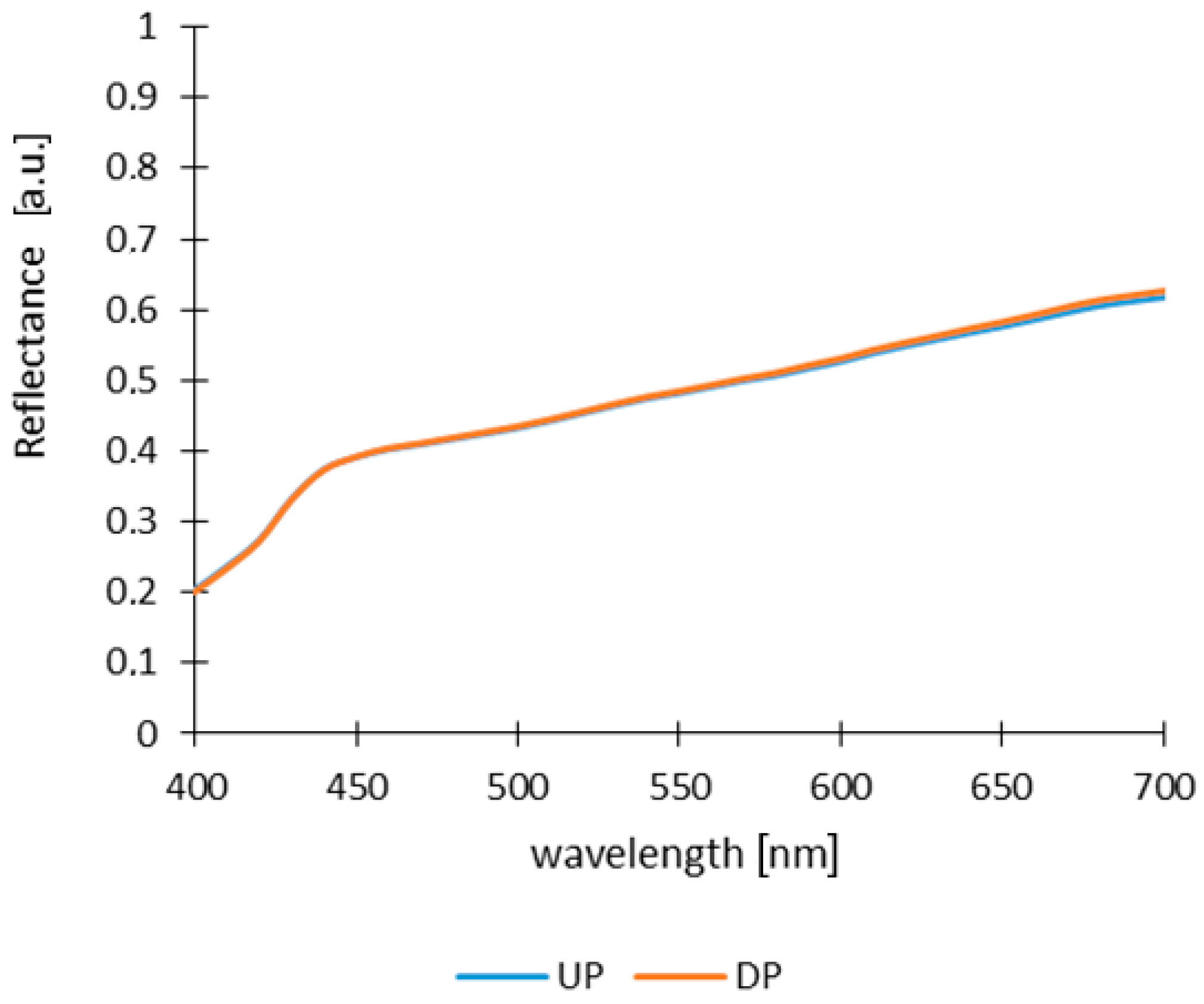
The pulp made from uncoated and unprinted paperboard sample (blank), does not contain optical brighteners as confirmed by the results of spectral reflectance curves (Figure 6), which exhibit no reflection in the blue part of the spectrum (around 450 nm). In addition, the spectral reflectance curve of the blank sample indicates a yellow coloration of UP and DP laboratory handsheets.
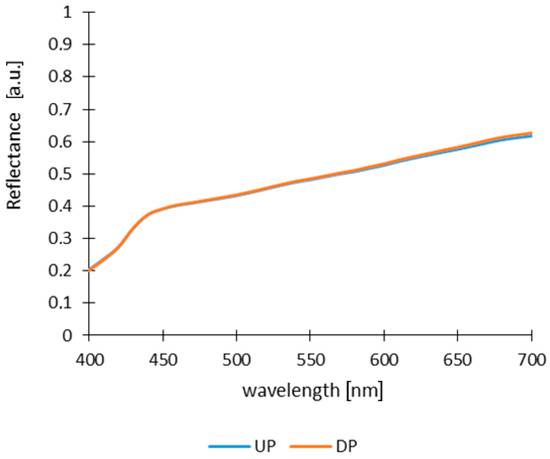
Figure 6.
Spectral reflectance cure of recycled paper handsheets from undeinked (UP) and deinked blank pulp (DP) (uncoated and unprinted paperboard sample).
The mechanical properties were analyzed to evaluate the differences in the deinking process as well as the impact of coatings. Due to the specific nature of the undefined fiber orientation in the recycled samples, the burst test was deemed the most suitable method for determining the mechanical properties of UP and DP laboratory handsheets which was also used in other research [33,34,35,36]. The results indicate that all recycled paper handsheets without undergoing the deinking process failed the burst test, registering burst strengths below 160 kPa (Table 2), except for the blank sheet, which recorded an average of 190 kPa. Even though some research found that deinking degrades mechanical properties [37].
Table 2.
Bursting Strength Test of recycled paper handsheets.
3. Discussion
Recycling of waste paperboard into recycled paper is essential for reducing packaging waste and preserving natural resources. However, the process often leads to changes in the optical properties of the recycled material. Dyes, coatings, and other impurities present in the paperboard can affect the uniformity and quality of the recycled paper. Additionally, the uneven distribution of ink particles may reduce the aesthetic value of the material, limiting its further application. Given the continuous emergence of new materials with different compositions and properties on the market, it is crucial to thoroughly study their recyclability and impact on the quality of the recycled product. Understanding these factors is key to optimizing the recycling process and developing more sustainable materials in the future. Thus, this study gives new insights into the influence of PCL nanocoating on the optical and mechanical properties of recycled paper. PCL nanocomposite coatings can improve the mechanical and barrier properties of paperboard and thereby expand their application for different uses. Bota et al. (2017 a,b) showed in previous research that the nanoparticles strongly affected the surface properties of the coated paperboard with PCL nanocomposite [38,39]. In addition, the presence of SiO2, Al2O3, and ZnO nanoparticles in the PCL matrix improves mechanical, water vapor barrier properties and UV stability of the coating, g, leading to improved color stability of the applied prints [38,39].
When the studied coated paperboard is disintegrated into the pulp suspension, the coated print breaks into very small particles which are clearly visible in Figure 1. But, with the application of PCL nanocomposite coatings, the larger particles are observed (Figure 1g for P/PCL/Zn and Figure 1o for P/PCL/Si/Zn). When disintegrated, the uncoated sample (P) shows the highest total particle number in undeinked (UP) laboratory handsheets, indicating greater ink fragmentation.
This behavior could result from stronger adhesive interactions between the PCL nanocoating and the printed substrate in accordance with a previously published paper [38]. After the flotation process, all samples show a decrease in total particle number, confirming the deinking process’s effectiveness. Coated samples show less total particle number, with minor differences between coatings. Samples with PCL nanocoatings (e.g., P/PCL/2Si/05Zn) retain the lowest particle number after flotation, suggesting improved ink removal. These results also confirm that, by the application of coatings, stronger adhesive forces between print and coating [38] form larger particles.
The flotation process is influenced by various factors, such as surface properties including hydrophobicity and particle size. The hydrophobicity of the ink plays a key role in the efficiency of particle separation during flotation, as hydrophobic particles more easily adhere to air bubbles and are removed from the pulp. Previous research shows that samples P/PCL/2Si/05Al with the smallest total area of dirt particles in DP laboratory handsheets, have the highest surface hydrophobicity [38].
On the other hand, particle size also significantly affects the process—smaller particles may remain trapped in the paper fibers, while larger particles are more easily eliminated during flotation. The results show that in all DP laboratory handsheets, a decrease in the total area of dirt particles is observed, confirming the effectiveness of flotation in separating ink particles (Figure 2b). The largest decrease in the total dirt particle area was recorded for sample P (uncoated, printed sample), suggesting that ink on this material fragments into smaller particles, which are more effectively removed during flotation. In samples made from PCL-coated paperboard, ink particles form larger fragments that can be removed during flotation. However, the total surface area of these particles in DP samples remains higher compared to the laboratory handsheets made from the uncoated printed (P) sample, probably resulting from stronger adhesive forces between the ink and the PCL coatings, leading to larger ink fragments during the print disintegration process.
The largest contribution to the area of dirt particles comes from ink particles sized between 0.4 and 0.14 mm2, as shown in Figure 4, and flotation significantly reduces the area of dirt particles across all observed size classes. This aligns with previous findings that ink particles ranging from 40 to 150 μm are the most likely to be adsorbed onto the surface of the flotation foam and removed through the flotation deinking method, highlighting the effectiveness of flotation in targeting particles within this size range [40].
During the recycling process, ink particles break down into very small fragments, with most being smaller than 40 μm, which increases the grayness of the paper and negatively affects its brightness [41]. The smallest visible particle size that can be recognized by observers is greater than 0.4 mm2 [41]. Small ink particles influence the recycled paper brightness, while larger ink particles affect the general appearance of the paper [42]. These small particles are difficult to remove by flotation, and their size is particularly significant because they have the greatest impact on the brightness of the pulp, making them the primary cause of poor flotation efficiency. Moreover, smaller ink particles have a greater tendency to redeposit onto the fibers compared to larger ones, further diminishing the effectiveness of the deinking process. The presence of very small ink particles in deinked pulp has a more adverse effect on brightness than an equal amount of larger ink particles, exacerbating the challenges of achieving high-quality recycled paper [40,42].
Zhang et al. reported that incorporation of ZnO nanoparticles in coatings can reduce the reflectance at low wavelength and result in a lower brightness value of laboratory paper handsheets which is opposite from the results obtained in this study [31]. The process of flotation, when ink particles are removed, improves the brightness of laboratory paper handsheets. Paper coated with PCL and combinations of nanoparticles provides better recycling results, resulting in a better quality final product.
Although the original paperboard is coated with a base primer (or pigmented coating) composed primarily of CaCO3 and kaolin [43], the recycling process causes the base primer to degrade into fine particulates. Consequently, the brightness of the recycled paper also depends on the color of the fibers, which in this case are yellow as confirmed by the results of colorimetric properties in Table 1, where positive a* and b* values are measured. In addition to the coloration of the laboratory paper handsheets, the pulp, which forms part of the paperboard beneath the base coating, does not contain optical brighteners that influence the whiteness and brightness of the recycled laboratory handsheet paper. This has been confirmed by the results of spectral reflectance curves (Figure 6), which exhibit no reflection in the blue part of the spectrum (around 450 nm) [44]. The spectral reflectance curves show that the DP sample reflects slightly lighter than the UP sample across the entire spectrum, suggesting that DP appears visually brighter. Both curves exhibit an increasing trend toward longer wavelengths, indicating that the samples absorb more blue light and may have a slightly yellowish tone. The shape of the spectral reflectance curve determines the color of a material—higher absorption in the blue region of the spectrum (400–500 nm) results in warmer tones, while more uniform reflectance produces a neutral or lighter color perception. In this case, the small differences in reflectance between the samples indicate subtle changes in their optical appearance.
Deinked handsheets in this study exhibited an increase in bursting strength, supporting the claim that the flotation process removes inks and contaminants from recycled paper, thereby enhancing fiber bonding and overall strength [45,46]. Interestingly, this improvement was also observed in blank sheets. Deinked blank and printed samples yielded comparable bursting strengths, while PCL-coated samples demonstrated a negligible reduction in mechanical performance. The results further suggest that individual incorporation of Si and Al nanoparticles (P/PCL/2Si and P/PCL/1Al) partially impacts bursting strength. However, combinations of Si and Al, or Zn nanoparticles (e.g., P/PCL/2Si/05Al, P/PCL/2Zn, and P/PCL/2Si/05Zn), show a more notable decrease with 2 and 3 failed tests.
4. Materials and Methods
4.1. Materials
GD2 grade paperboard (Umka color®, Belgrade, Serbia) is a commonly used material in the packaging industry and was cut into 30 cm × 35 cm sheets. The paperboard samples (230 g/m2) were offset printed using basic colors of subtractive color synthesis and key black (CMYK). The printed paperboard sample was denoted as P.
The paperboard was coated with PCL nanocoatings (Table 3). The coating was prepared from polycaprolactone (PCL) biopolymer, (molecular mass: Mw ~80,000, Mn ~10,000) Aldrich®, Saint Louis, MI, USA. Hydrophobic fumed silica (AEROSIL® R 8200 Evonik, Essen, Germany), SiO2 content > 99.8%, specific surface area (BET) 220 ± 25 m2/g; aluminum oxide nanopowder (Aeroxide® Alu C, Alumina Evonik, Essen, Germany), Al2O3, 13-nm primary particle size, content > 99.8%, specific surface area (BET) 85–115 m2/g; and zinc oxide (Lach-ner), ZnO, content > 99.6% were also used. The ethyl acetate solvent (C4H8O2) (99%), Kemika® (Zagreb, Croatia) was used for the coating preparation. The ethyl acetate solvent (C4H8O2) (99%), Kemika® (Zagreb, Croatia) was used for the coating preparation.
Table 3.
Composition of PCL nanocomposite coatings with different proportions of Al2O3, SiO2, and ZnO nanoparticles (wt%).
The PCL nanocoating was prepared according to the procedure described by Bota et al. [38]. PCL polymer was dissolved in ethyl acetate, by heating at 40 °C and stirring for about 30 min to obtain a 10% homogeneous solution, using a magnetic stirrer. PCL nanocomposite coatings were further prepared by dispersing nanoparticles with a disperser (IKA T25 digital TURRAX, Staufen, Germany) for 8 min at 15,000 rpm. The nanoparticle amount was calculated on the basis of PCL weight (w/w).
4.2. Coating Application
The coating was applied as described earlier [38] using K202 Control Coater in controlled conditions according to standard procedure (ISO 187:1990) [47]. The wet coating thickness was defined using the standard coating bars to 24 μm. The thickness of the dry coating (on the paperboard) was 6.1 μm. All coatings were applied on the printed side of the paperboard.
4.3. Recycling Process
Recycled pulp was obtained by standardized procedure to simulate the principal process steps for ink detachment and ink removal under standardized alkaline conditions at a laboratory scale, namely ISO 21993 [48]. Pulping was conducted using Enrico Toniolo pulper (consistency c = 10%, 20 min, 45 °C), followed by conditioning in a water bath (c = 5%, 45 °C, 60 min), dilution and flotation in a laboratory flotation cell (c = 0.8%, 45 °C, 10 min). From pulp suspension before (hereinafter referred to as undeinked pulp handsheets—UP) and after the flotation stage, laboratory paper handsheets were prepared (hereinafter referred to as deinked pulp handsheets—DP) on the Rapid-Köthen Sheet Machine, PTI (Birkenau, Germany) with a basis weight of 45 g/m2 [49]. Handsheets prepared from undeinked (UP) and deinked (DP) pulps were required to enable an optical and mechanical properties evaluation. Prepared laboratory paper handsheets were scanned using an Epson Perfection 2580 Photo scanner (Epson, Suwa, Japan) a resolution of 4800 dpi. Based on this resolution, an appropriate scale bar was added to the images.
4.4. Deinking Efficiency
The efficiency of the deinking process was assessed by measuring the residual ink area (mm2/m2) and optical properties (CIE L* a*b*, ISO brightness) following standard methods. The area of dirt (residual ink) particles on handsheets was determined through image analysis using the Spec Scan 2000 system (Apogee Systems Inc., Powder Springs, GA, USA). Handsheets were scanned at a resolution of 600 dpi, with the threshold value set to 100 (manual) in 256 grayscale mode. Image analysis covered 0.001935 m2 of each handsheet surface to evaluate particle size distribution. All experiments were carried out in triplicate independently and experimental results were represented as the mean ± SD.
Optical properties of undeinked (UP) and deinked pulp (DP) handsheets were measured using a Technydine (New Albany, IN, USA) Colour Touch 2 spectrophotometer. ISO brightness was determined according to ISO 2470 [50], while color components L*a*b* were measured per ISO 11475 [51]. The results were expressed as the mean ± SD of ten replicate measurements.
4.5. Mechanical Properties
The bursting strength of recycled samples was determined using a Lorentzen & Wettre (Stockholm, Sweden) Bursting Strength Tester. The tested samples had a diameter of Ø = 100 mm, with a measurement area diameter of Ø = 50 mm, and the testing elastic diaphragm measured Ø = 33.1 mm in diameter. To achieve a minimal thickeness for the test to be successful, three handsheets were stacked together with a total thickness of 286 ± 14 µm. During the test, pressure was gradually applied to the sample at the diaphragm location until bursting occurred. The maximum pressure at the point of bursting was recorded as the bursting strength. The pressure range of the device was following the ISO 2759:2001 standards [52]. The results presented are with diaphragm stiffness compensation. The results were expressed as the mean ± SD of six replicate measurements.
5. Conclusions
This study demonstrates that the application of PCL and PCL nanocomposite coatings does not adversely impact the optical properties of recycled fibers, which is crucial when selecting recycled materials for commercial use. Results suggest that when designing coatings for paperboard packaging applications, higher hydrophobicity properties are requested since those properties enhance ink separation from the pulp during the flotation process. In addition, adhesion between coating and printing inks plays a very important role since stronger interaction forms larger ink fragments during the paperboard disintegration process. The formation of small ink particles (less than 40 µm) can negatively affect the brightness of the pulp, while larger particles (larger than 150 µm) can affect the visual appearance of the recycled paper. Thus, it is important that during the disintegration process, particles of appropriate sizes are formed to ensure their effective removal by flotation. If the particles are too large, they may hinder the flotation process, while excessively small particles can remain dispersed in the suspension, reducing separation efficiency. Optimal particle size enables their stable adsorption onto air bubbles, enhancing the separation of unwanted components from the pulp. The results of this study also support findings that deinking improves the bursting strength of recycled handsheets. However, the result indicates that adding certain nanoparticles, especially combinations of Si, Al, and Zn, could reduce mechanical properties so the effect of PCL and PCL nanocomposite coatings on mechanical properties should also be further explored. Consequently, these coatings do not limit their application in the production of specific graphic products. However, this study has some limitations, particularly related to the unexamined migration of nanoparticles (SiO2, Al2O3, and ZnO) into wastewater during the paper recycling process and their potential impact on the toxicological properties of recycled materials. Future research should address these aspects to provide a more comprehensive evaluation of the sustainability and safety of using these coatings.
Author Contributions
Conceptualization, M.V. and J.B.; methodology, M.V. and J.B.; software, M.V.; validation, M.V. and J.B.; formal analysis, M.V. and J.B.; investigation, M.V.; resources, M.V. and J.B.; data curation, M.V. and J.B.; writing—original draft preparation, M.V.; writing—review and editing, J.B.; visualization, M.V. and J.B.; supervision, M.V.; project administration, J.B.; funding acquisition, J.B. All authors have read and agreed to the published version of the manuscript.
Funding
The APC was funded by the University of Zagreb.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
The original contributions presented in this study are included in the article. Further inquiries can be directed to the corresponding author.
Conflicts of Interest
The authors declare no conflicts of interest.
References
- Pivnenko, K.; Olsson, M.E.; Götze, R.; Eriksson, E.; Astrup, T.F. Quantification of chemical contaminants in the paper and board fractions of municipal solid waste. Waste Manag. 2016, 51, 43–54. [Google Scholar] [CrossRef] [PubMed]
- CEPI. KEY STATISTICS 2023; CEPI: Brussels, Belgium, 2023. [Google Scholar]
- CEPI. Paper-Based Packaging Recyclability Guidelines; CEPI: Brussels, Belgium, 2019. [Google Scholar]
- Holik, H. (Ed.) Handbook of Paper and Board; Wiley-VCH: Weinheim, Germany, 2013. [Google Scholar]
- Smithers. How Will the Print Industry Change in 2021—And Beyond? Available online: https://whattheythink.com/articles/104174-how-will-print-industry-change-2021-beyond/ (accessed on 14 May 2021).
- Statista. Global Consumption of Paper and Cardboard 1961–2023. Available online: https://www.statista.com/statistics/270319/consumption-of-paper-and-cardboard-since-2006/ (accessed on 20 February 2025).
- Runte, S.; Putz, H.-J.; Bussini, D.; Limongi, L.; Elegir, G. Recyclability criteria for paper based packaging products. Cellul. Chem. Technol. 2015, 49, 667–676. [Google Scholar]
- Faul, A. Quality requirements in graphic paper recycling. Cellul. Chem. Technol. 2010, 44, 451–460. [Google Scholar]
- Vukoje, M.; Rožić, M. Various valorisation routes of paper intended for recycling—A Review. Cellul. Chem. Technol. 2018, 52, 515–541. [Google Scholar]
- Grossmann, H.; Handke, T.; Brenner, T. Handbook of Recycling—State-of-the-Art for Practitioners, Analysts, and Scientists; Worrell, E., Reuter, M.A., Eds.; Elsevier: Amsterdam, The Netherlands, 2014. [Google Scholar]
- Jiang, C.; Ma, J. De-Inking of Waste Paper: Flotation. Enzym. Deinking Technol. 2000, 1, 2537–2544. [Google Scholar]
- Carré, B.; Magnin, L. Digital prints: A survey of the various deinkability behaviours In Proceedings of the 7th Research Forum on Recycling, PAPTAC, Quebec, QC, Canada, 27–29 September 2004.
- Blanco, A.; Miranda, R.; Monte, M.C. Extending the limits of paper recycling: Improvements along the paper value chain. For. Syst. 2013, 22, 471–483. [Google Scholar] [CrossRef]
- Jamnicki Hanzer, S.; Rožić, M.; Vukoje, M.; Jukić, M.; Galić, A. Safety Evaluation of Deinked Pulp Containing Offset Thermochromic Inks. BioResources 2018, 13, 678–690. [Google Scholar] [CrossRef]
- Khan, M.R.; Sadiq, M.B.; Vápenka, L.; Volpe, S.; Rajchl, A.; Torrieri, E. Role of quality assessment of the recycled packaging material in determining its safety profile as food contact material. Waste Manag. 2024, 188, 72–85. [Google Scholar] [CrossRef]
- Vukoje, M.; Mirković, I.B.; Bolanča, Z. Influence of printing technique and printing conditions on prints recycling efficiency and effluents quality. Sustainability 2022, 14, 335. [Google Scholar] [CrossRef]
- Upola, H.; Laitinen, O.; Körkkö, M.; Ämmälä, A. Applying image analysis to measure flake content and flake size distribution in pulping of packaging board. Nord. Pulp Pap. Res. J. 2015, 30, 536–540. [Google Scholar] [CrossRef]
- Miranda, R.; Monte, M.C.; Blanco, A. Analysis of the quality of the recovered paper from commingled collection systems. Resour. Conserv. Recycl. 2013, 72, 60–66. [Google Scholar] [CrossRef]
- Miranda, R.; Concepcion Monte, M.; Blanco, A. Impact of increased collection rates and the use of commingled collection systems on the quality of recovered paper. Part 1: Increased collection rates. Waste Manag. 2011, 31, 2208–2216. [Google Scholar] [CrossRef]
- Miranda, R.; Blanco, A. Environmental awareness and paper recycling. Cellul. Chem. Technol. 2010, 44, 431–449. [Google Scholar]
- Iosip, A.; Nicu, R.; Ciolacu, F.; Bobu, E. Influence of recoverd paper quality on recycled pulp properties. Cellul. Chem. Technol. 2010, 44, 513–519. [Google Scholar]
- Aydemir, C.; Yenidoğan, S.; Tutak, D. Sustainability in the Print and Packaging Industry. Cellul. Chem. Technol. 2023, 57, 565–577. [Google Scholar] [CrossRef]
- Pivnenko, K.; Eriksson, E.; Astrup, T.F. Waste paper for recycling: Overview and identification of potentially critical substances. Waste Manag. 2015, 45, 134–142. [Google Scholar] [CrossRef]
- Vukoje, M.; Bolanča Mirković, I.; Bešlić, M.; Petković, G. The influence of artificial aging on recyclability and mechanical stability of pharmaceutical packaging. In Proceedings of the 10th International Symposium GRID, Novi Sad, Serbia, 12–14 November 2020; Dedijer, S., Ed.; University of Novi Sad, Faculty of Technical Sciences, Department of Graphic Engineering and Design: Novi Sad, Serbia, 2020; pp. 251–259. [Google Scholar]
- Iosip, A.; Dobon, A.; Hortal, M.; Bobu, E. The influence of contaminants in the environmental impact of recovered paper: A life cycle assessment perspective. Int. J. Life Cycle Assess. 2012, 17, 1050–1058. [Google Scholar] [CrossRef]
- Aguilar-Rivera, N. Emerging technology for sustainable production of bleached pulp from recovered cardboard. Clean Technol. Environ. Policy 2021, 23, 2575–2588. [Google Scholar] [CrossRef]
- Tikhomirova, E.; Aleksandrov, D.; Tofanica, B.M.; Mikhailidi, A. Evaluation of Recycled Paperboard Properties and Characteristics. Appl. Sci. 2024, 14, 1661. [Google Scholar] [CrossRef]
- Adibi, A.; Trinh, B.M.; Mekonnen, T.H. Recent progress in sustainable barrier paper coating for food packaging applications. Prog. Org. Coat. 2023, 181, 107566. [Google Scholar] [CrossRef]
- Bhardwaj, S.; Kaur, P.; Bhardwaj, N.K.; Negi, Y.S. Surface application of different concentrations of chitosan on recycled paper and its impact on packaging properties. J. Coat. Technol. Res. 2023, 20, 1285–1298. [Google Scholar] [CrossRef]
- Kunam, P.K.; Ramakanth, D.; Akhila, K.; Gaikwad, K.K. Bio-based materials for barrier coatings on paper packaging. Biomass Convers. Biorefin. 2024, 14, 12637–12652. [Google Scholar] [CrossRef]
- Zhang, H.; Bussini, D.; Hortal, M.; Elegir, G.; Mendes, J.; Jordá Beneyto, M. PLA coated paper containing active inorganic nanoparticles: Material characterization and fate of nanoparticles in the paper recycling process. Waste Manag. 2016, 52, 339–345. [Google Scholar] [CrossRef]
- CIE Central Bureau. Colorimetry, 3rd ed.; CIE Central Bureau: Vienna, Austria, 2004. [Google Scholar]
- Singh, A.; Kaur, A.; Yadav, R.D.; Mahajan, R. An efficient eco-friendly approach for recycling of newspaper waste. 3Biotech 2019, 9, 51. [Google Scholar] [CrossRef] [PubMed]
- Jamnicki, S.; Àngels, M.; Serra, P.; Lozo, B.; Stanic, M.; Barusic, L. Deinking Flotation of Recycled Linerboard for Food Packaging Applications. Cellul. Chem. Technol. 2010, 44, 481–488. [Google Scholar]
- Khantayanuwong, S.; Boonpitaksakul, W.; Chitbanyong, K.; Pisutpiched, S.; Puangsin, B. Physical properties of handsheets derived from Coi (Streblus asper Lour.) pulp fiber as papermaking material traced from ancient times. BioResources 2021, 16, 6201–6211. [Google Scholar] [CrossRef]
- Zhang, M.; Zhang, D.; Feng, Y.; Min, D.; Dai, H. The Optimization of the Water Footprint and Strength Properties of Handsheets by the Extreme Vertices Mixture Design. BioResources 2015, 10, 5830–5844. [Google Scholar] [CrossRef]
- Tayeb, S.A.H.M.; Jahan Latibari, A.; Tajdini, A.; Sepidehdam, S.M.J. The influence of pulp refining on de-inking potential and strength properties of ink jet printed paper. BioResources 2012, 7, 3837–3846. [Google Scholar] [CrossRef]
- Bota, J.; Kratofil Krehula, L.; Katančić, Z.; Brozović, M.; Hrnjak-Murgić, Z. Surface characteristics and enhancement of water vapour properties of paperboard coated with polycaprolactone nanocomposites. J. Adhes. Sci. Technol. 2017, 31, 466–486. [Google Scholar] [CrossRef]
- Bota, J.; Vukoje, M.; Brozović, M.; Hrnjak-Murgić, Z. Reduced Water Permeability of Biodegradable PCL Nanocomposite Coated Paperboard Packaging. Chem. Biochem. Eng. Q. 2017, 31, 417–424. [Google Scholar] [CrossRef]
- Yang, S.; Shen, J.; He, T.; Chen, C.; Wang, J.; Tang, Y. Flotation de-inking for recycling paper: Contrasting the effects of three mineral oil-free offset printing inks on its efficiency. Environ. Sci. Pollut. Res. 2022, 29, 89283–89294. [Google Scholar] [CrossRef]
- Fairbank, M.; Keenan, D.; Peters, H.; Prein, M.; Schwarzbach, A.; Wells, L. Effect of recovered paper quality and deinking process parameters on dirt levels in newsprint. Pulp Pap. Can. 2006, 107, 64–67. [Google Scholar]
- Kumar, A.; Dutt, D. A comparative study of conventional chemical deinking and environment-friendly bio-deinking of mixed office wastepaper. Sci. Afr. 2021, 12, e00793. [Google Scholar] [CrossRef]
- Vukoje, M.; Kulčar, R.; Itrić, K.; Rožić, M. Spectroscopic evaluation of thermochromic printed cardboard biodegradation. In Proceedings of the Ninth International Symposium GRID, Novi Sad, Serbia, 8–10 November 2018; pp. 87–96. [Google Scholar]
- Vukoje, M.; Itrić Ivanda, K.; Kulčar, R.; Marošević Dolovski, A. Spectroscopic Stability Studies of Pressure Sensitive Labels Facestock Made from Recycled Post-Consumer Waste and Agro-Industrial By-Products. Forests 2021, 12, 1703. [Google Scholar] [CrossRef]
- Obradovic, D.; Mishra, L.N. Mechanical Properties Of Recycled Paper And Cardboard. J. Eng. Exact. Sci. 2020, 6, 0429–0434. [Google Scholar] [CrossRef]
- Zhang, X.; Bo, X.; Cong, L.; Wei, L.; McDonald, A.G. Characteristics of undeinked, alkaline deinked, and neutral deinked old newspaper fibers reinforced recycled polypropylene composites. Polym. Compos. 2018, 39, 3537–3544. [Google Scholar] [CrossRef]
- ISO 187:1990; Paper, Board and Pulps—Standard Atmosphere for Conditioning and Testing and Procedure for Monitoring the Atmosphere and Conditioning of Samples. ISO: Geneva, Switzerland, 1990.
- ISO 21993:2020; Paper and Pulp—Deinkability Test for Printed Paper Products. ISO: Geneva, Switzerland, 2020.
- ISO 5269-2:2004; Pulps—Preparation of Laboratory Sheets for Physical Testing—Part 2: Rapid-Köthen Method. ISO: Geneva, Switzerland, 2004.
- ISO 2470-1:2016; Paper, Board and Pulps—Measurement of Diffuse Blue Reflectance Factor—Part 1: Indoor Daylight Conditions (ISO Brightness). ISO: Geneva, Switzerland, 2016.
- ISO 11475:2017; Paper and Board—Determination of CIE Whiteness, D65/10 Degrees (Outdoor Daylight). ISO: Geneva, Switzerland, 2017.
- ISO 2759:2001; Board—Determination of bursting strength. ISO: Geneva, Switzerland, 2001.
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).