
Mechanical and Thermal Characterization of Melt-Filtered, Blended and Reprocessed Post-Consumer WEEE Thermoplastics

Abstract
:1. Introduction
2. Experimental Section
2.1. Materials
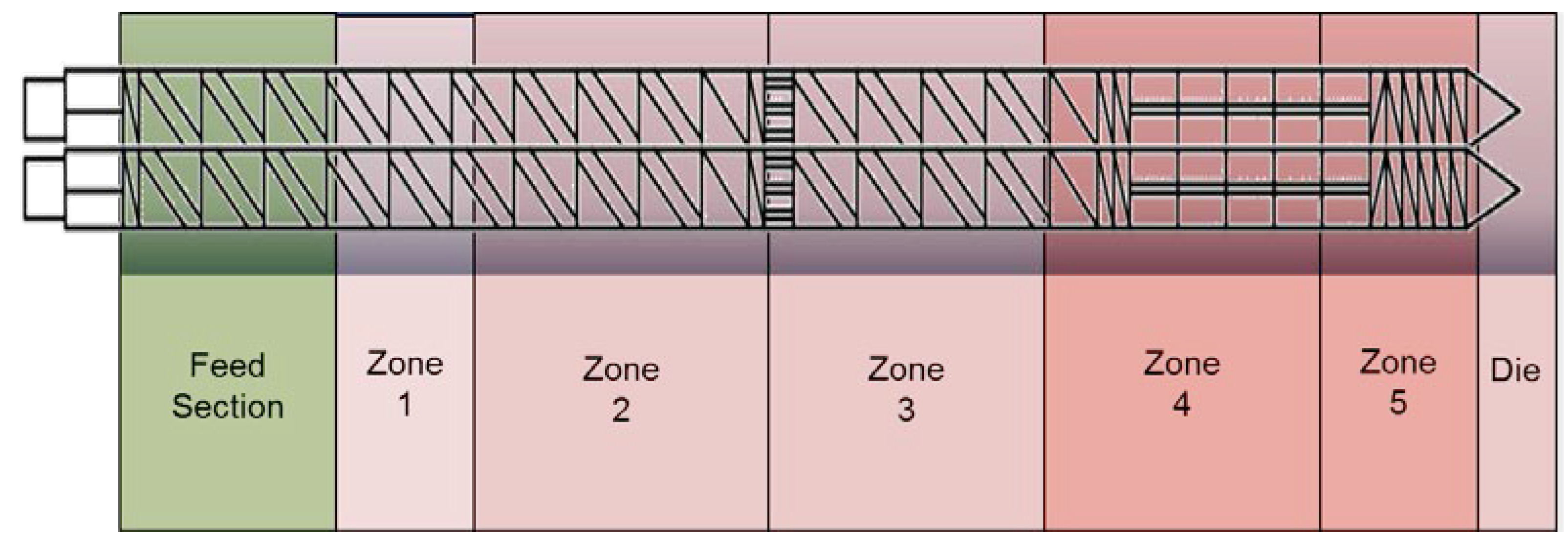
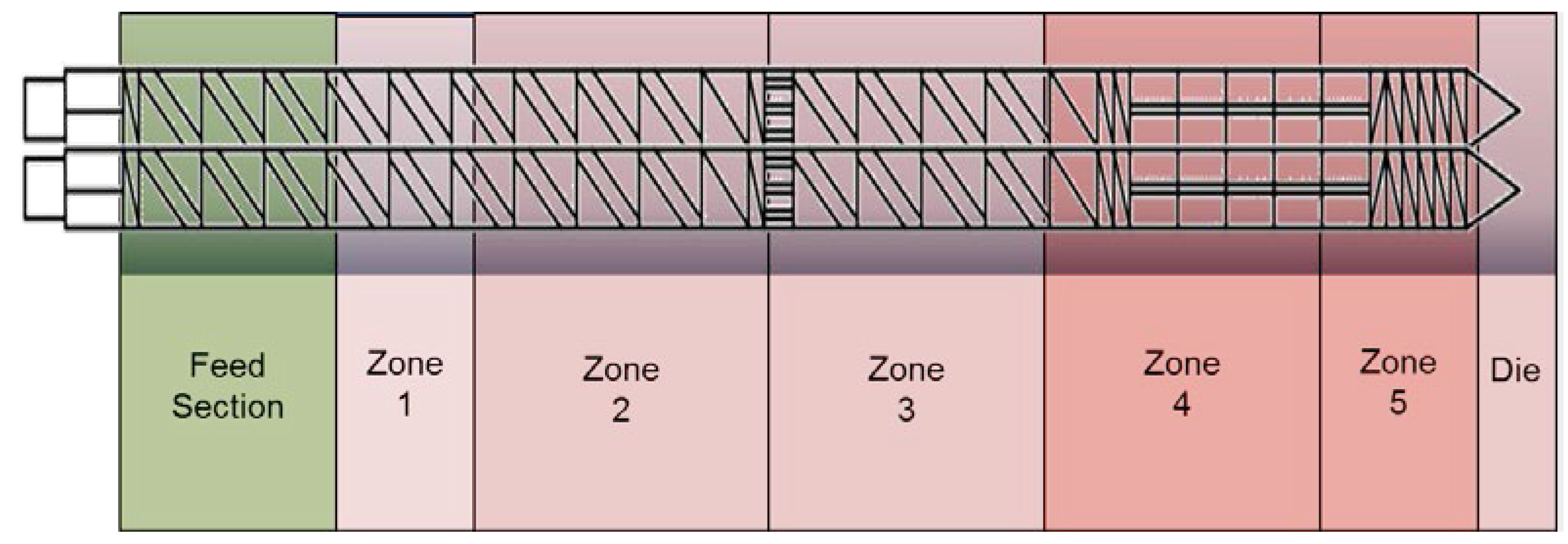
2.2. Processing Equipment

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Twin Screw Extrusion | Temperature Profile (“Hopper to Die”) |
|---|---|
| T1 | 140-170-170-180-180-170 °C |
| T1.5 | 150-180-180-190-190-180 °C |
| T2 | 160-190-190-200-200-190 °C |
| T2.5 | 170-200-200-210-210-200 °C |
| T3 | 180-210-210-220-220-210 °C |
| Cavity Standard: | ISO 3167-B | ISO 527-2-5B |
|---|---|---|
| Parameter/Dimensions | ||
| Thickness | 4 mm | 1 mm |
| Mass (including sample, runners, sprue) | 14 g | 3.9 g |
| Total Cycle Time | 30 s | 11 s |
| Injection Time | 0.7 s | 0.2 s |
| Holding Pressure Time | 8 s | 2 s |
| Total Cooling Time | 24 s | 5 s |
| Holding Pressure | 700 bar | 800 bar |
2.3. Material Characterization
3. Results and Discussion
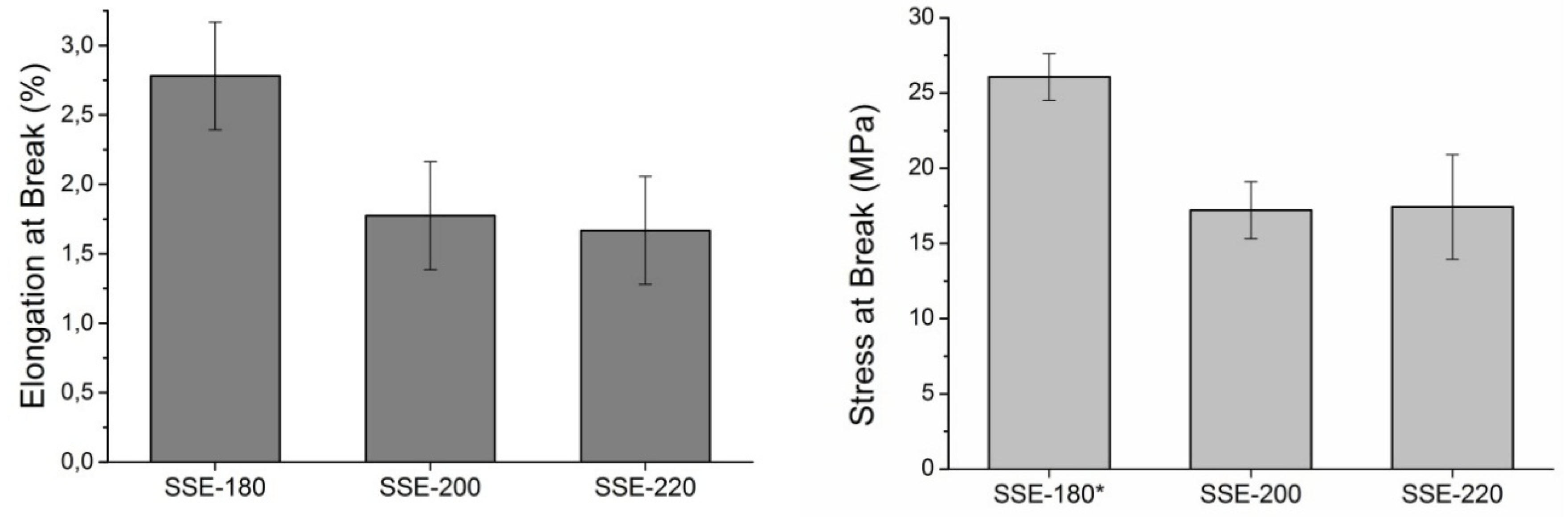
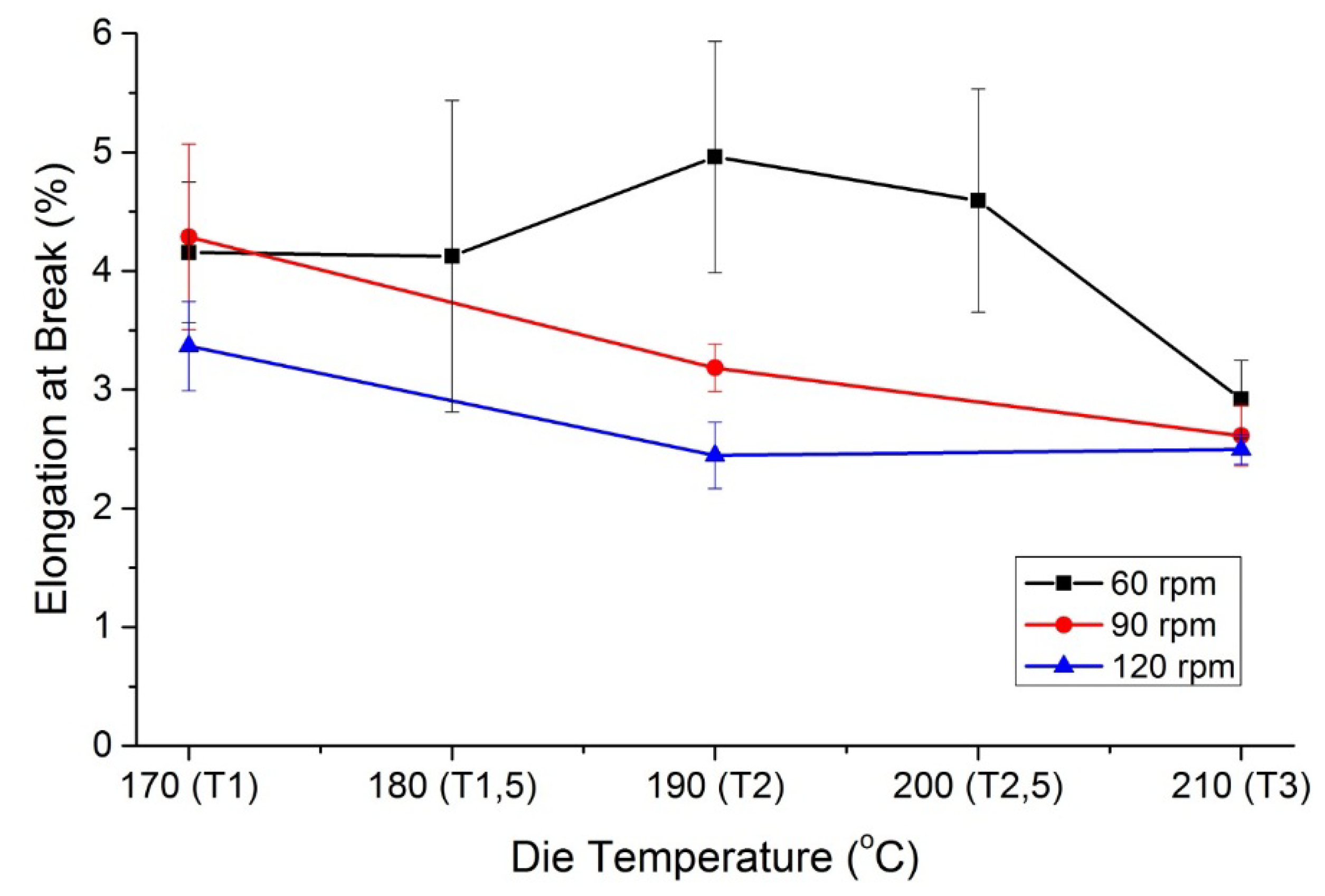
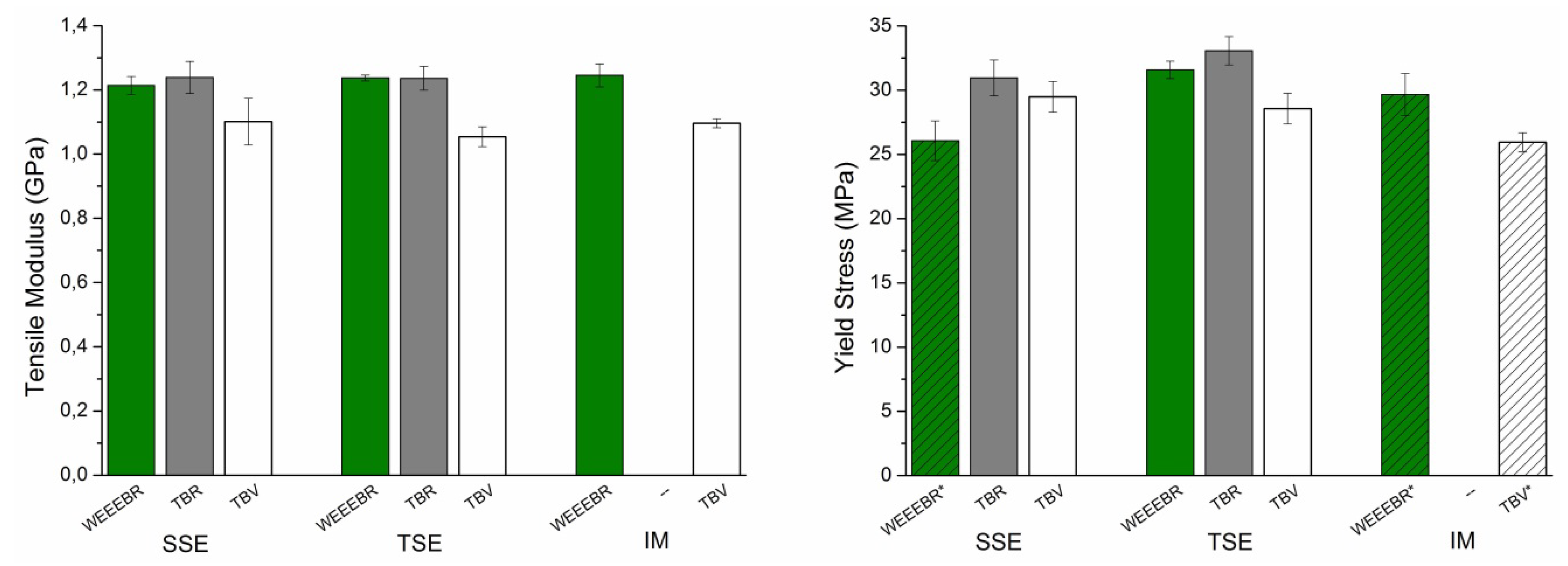
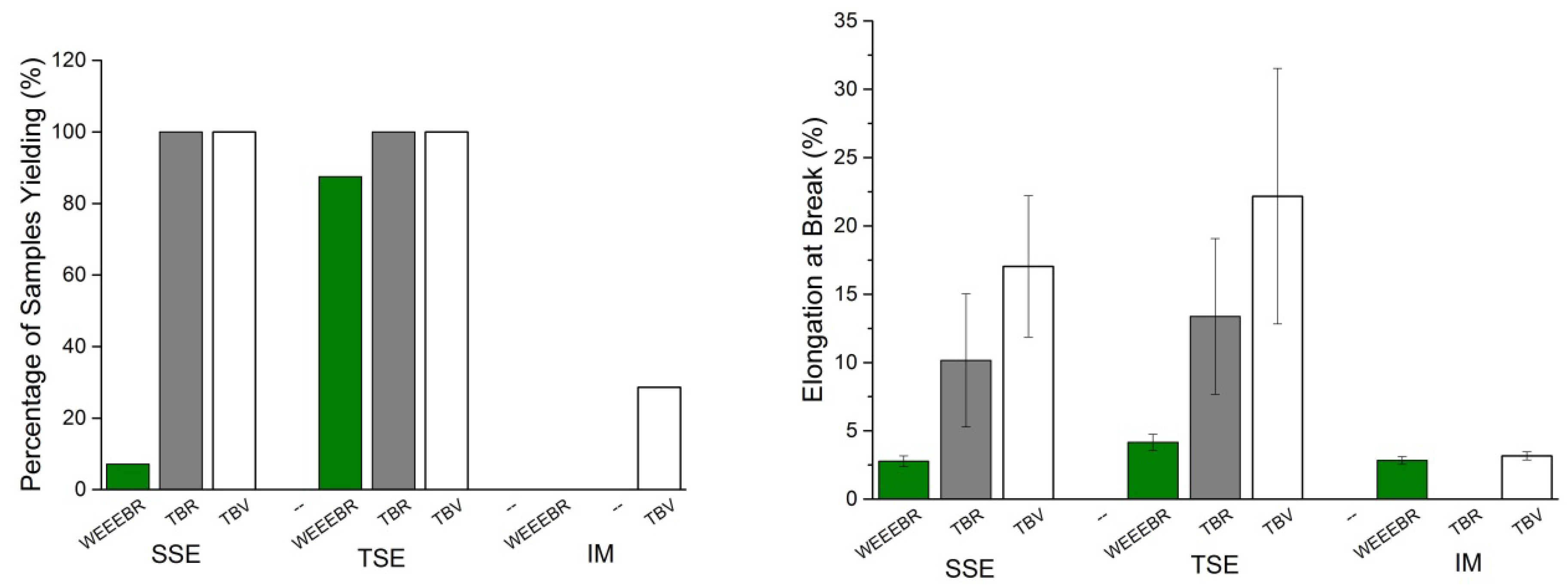
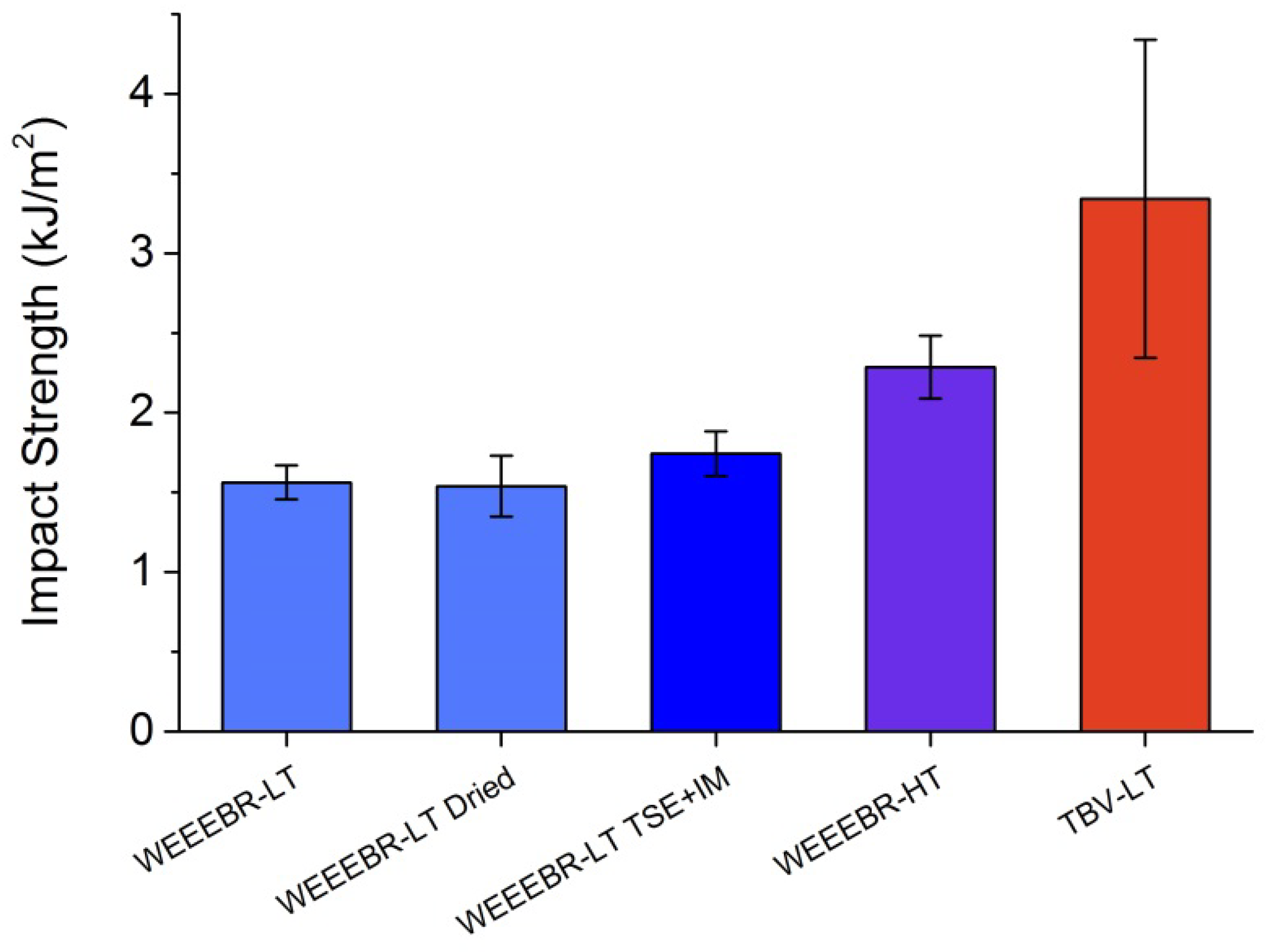
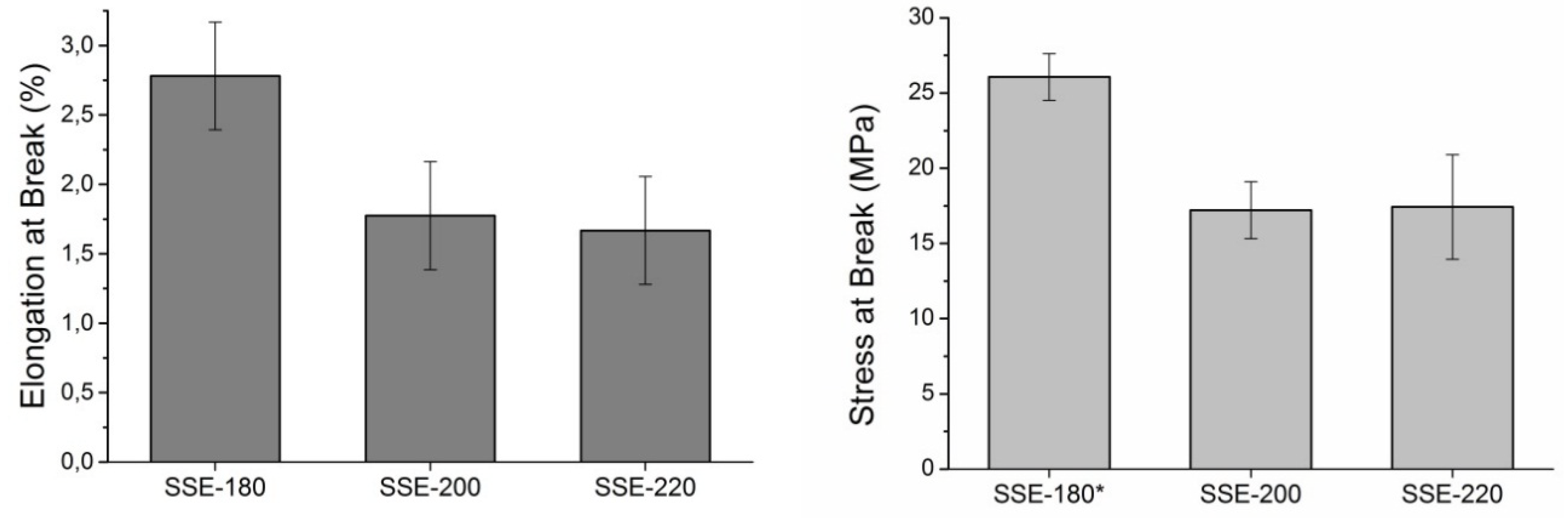
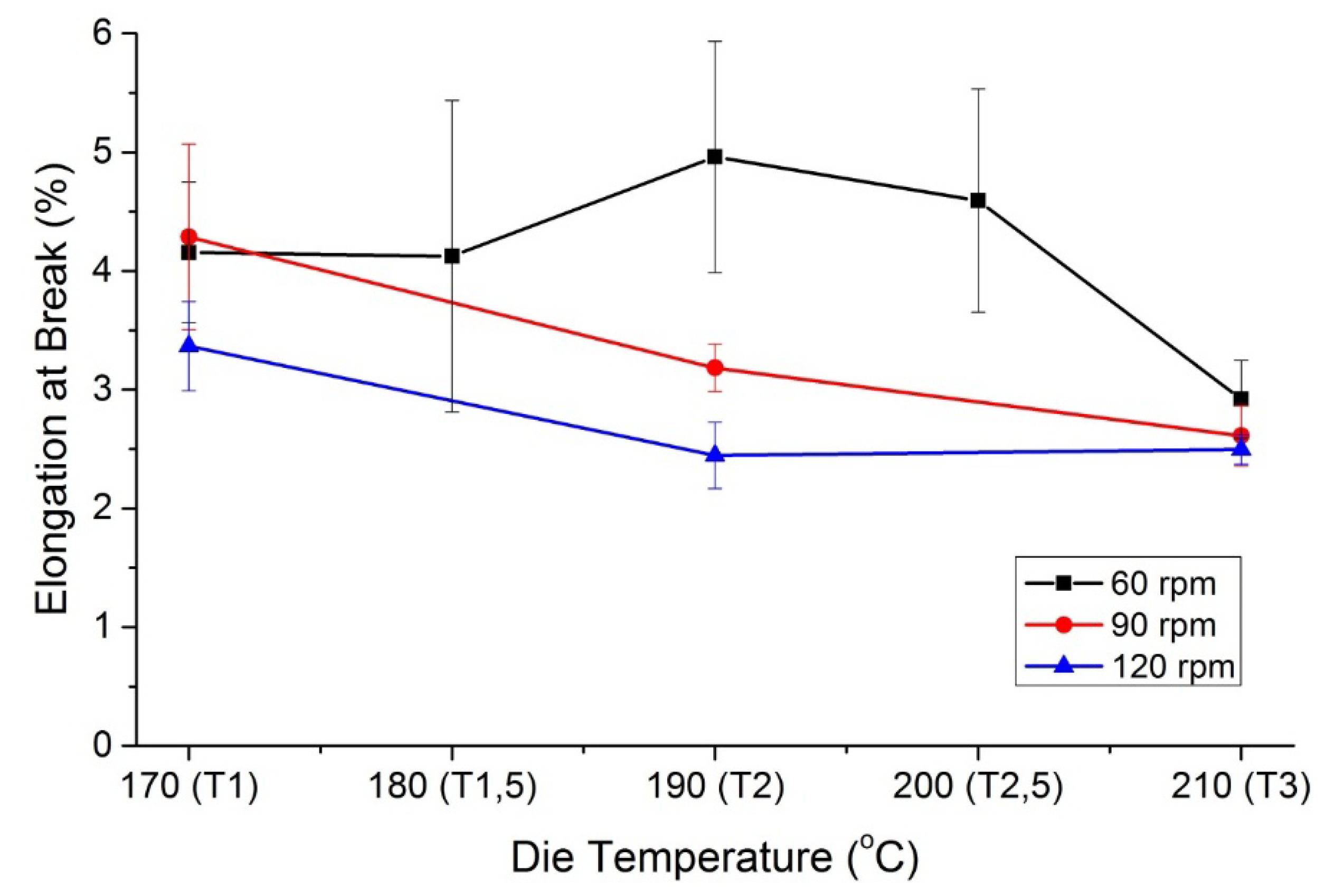
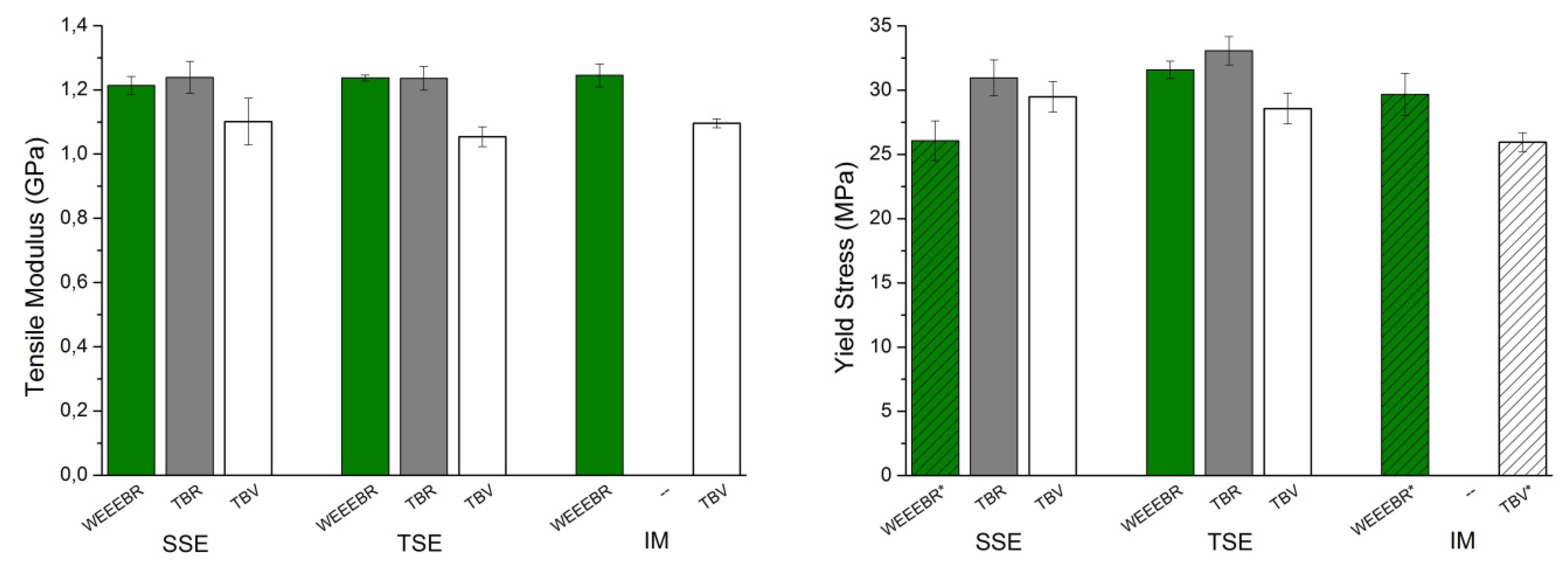
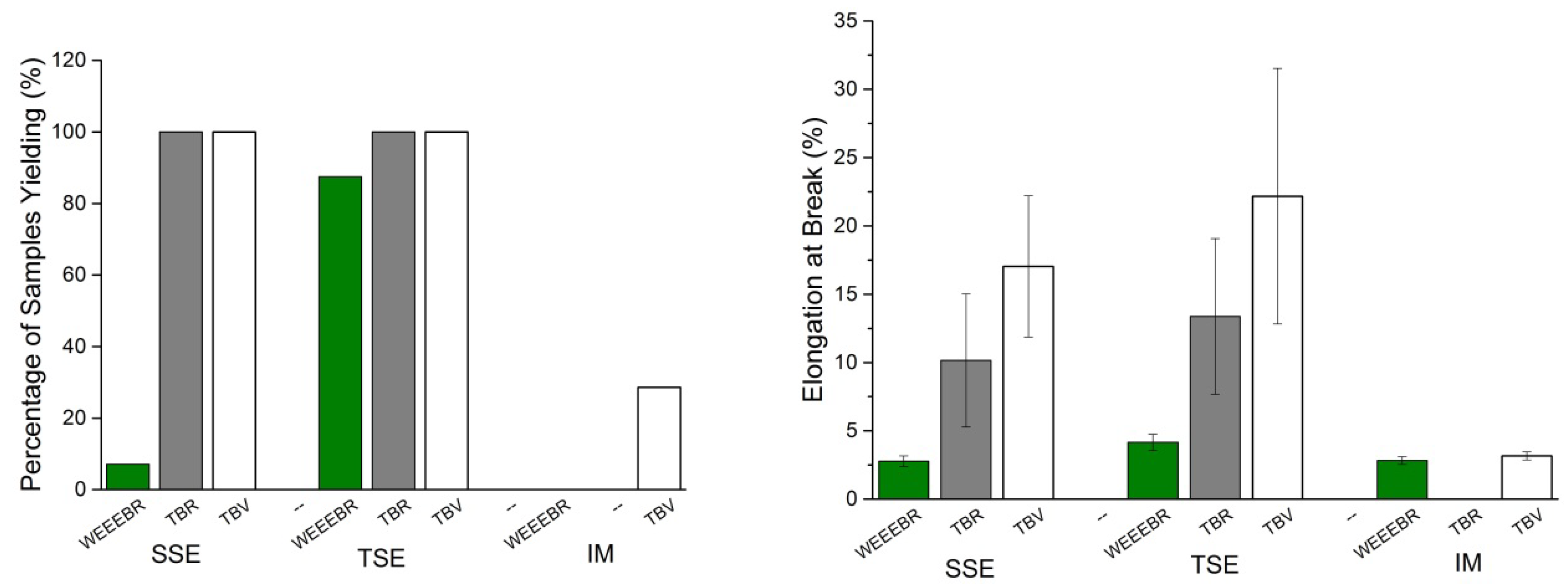
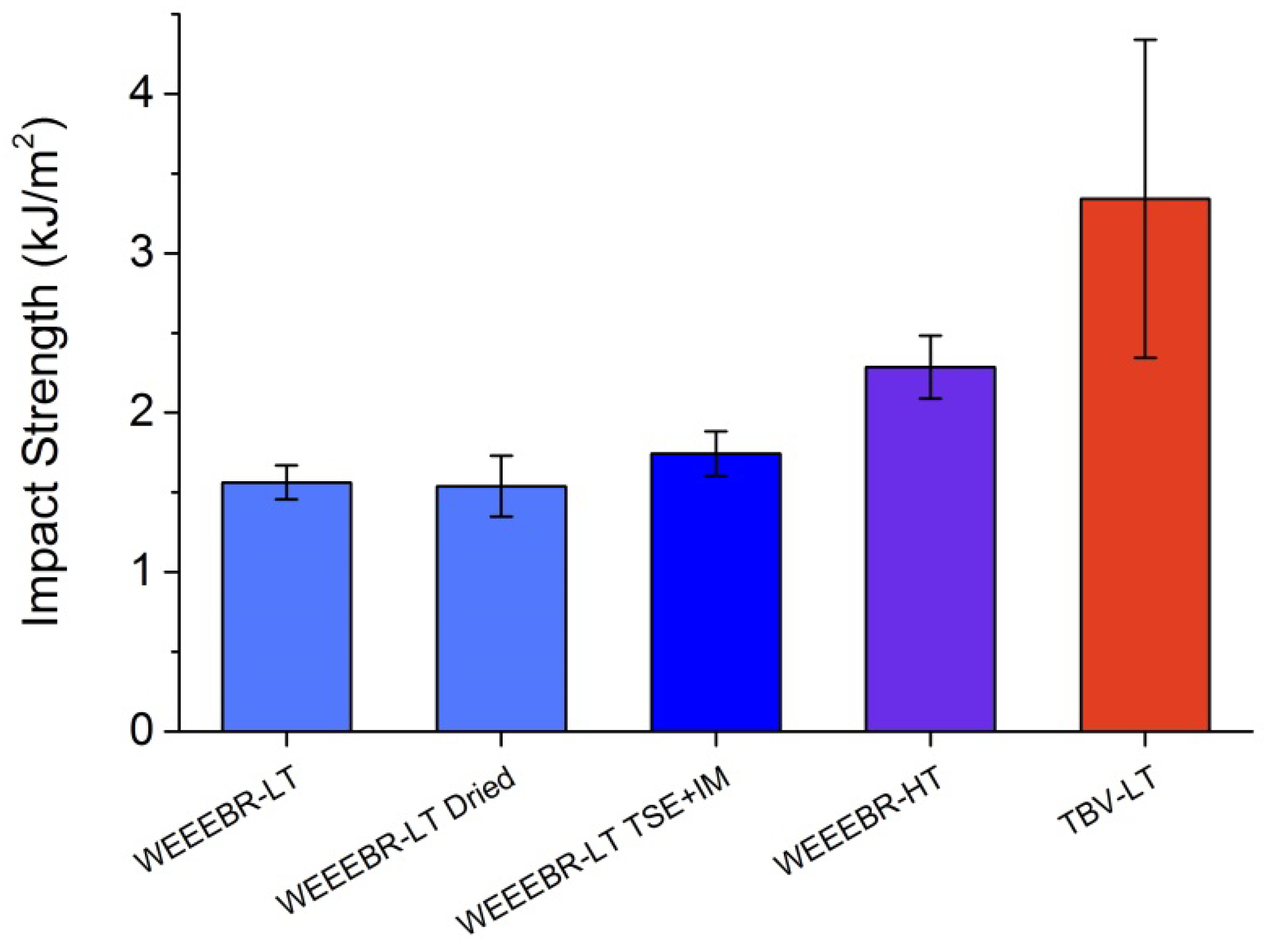
3.1. Mechanical Properties
| Samples | Tensile Modulus (GPa) | Yield Stress (MPa) | Stress at Break (MPa) | Elongation at Break (%) | Elongation at Yield (%) | Number of Samples Yielding |
|---|---|---|---|---|---|---|
| WEEEBR TSE 60-T1 | 1.20 ± 0.02 | 30.1 ± 0.4 | - | 4.2 ± 0.6 | 3.1 ± 0.2 | 7/7 |
| WEEEBR TSE 60-T2 | 1.24 ± 0.01 | 31.6 ± 0.7 | - | 5.0 ± 1 | 3.2 ± 0.1 | 7/7 |
| WEEEBR TSE 60-T3 | 1.23 ± 0.01 | 30.5 ** | 28.8 ± 0.5 * | 2.9 ± 0.3 | 3.1 ** | 1/7 |
| WEEEBR TSE 90-T1 | 1.24 ± 0.02 | 31.5 ± 0.5 * | 31.4 ** | 4.3 ± 0.8 | 3.2 ± 0.1 * | 6/7 |
| WEEEBR TSE 120-T1 | 1.25 ± 0.01 | 30.4 ** | 29.9 ** | 3.4 ± 0.4 | 3.0 ** | 4/7 |
| WEEEBR TSE 120-T3 | 1.29 ± 0.02 | - | 28.1 ± 1.1 | 2.5 ± 0.1 | - | 0/7 |
| TBV TSE 60-T1 | 1.05 ± 0.03 | 28.6 ± 1.2 | - | 22 ± 9 | 3.4 ± 0.2 | 7/7 |
| TBV TSE 60-T3 | 1.16 ± 0.01 | 30.7 ± 0.5 | - | 5.4 ± 0.6 | 3.2 ± 0.1 | 7/7 |
| TBV TSE 120-T3 | 1.19 ± 0.03 | 30.3 ± 0.4 | - | 5.4 ± 0.9 | 3.0 ± 0.0 | 7/7 |
| TBR TSE 60-T1 | 1.24 ± 0.04 | 33.1 ± 1.1 | - | 13 ± 6 | 3.2 ± 0.1 | 7/7 |
| TBR TSE 60-T3 | 1.32 ± 0.06 | 34.7 ± 0.4 | - | 8.7 ± 5 | 3.1 ± 0.1 | 7/7 |
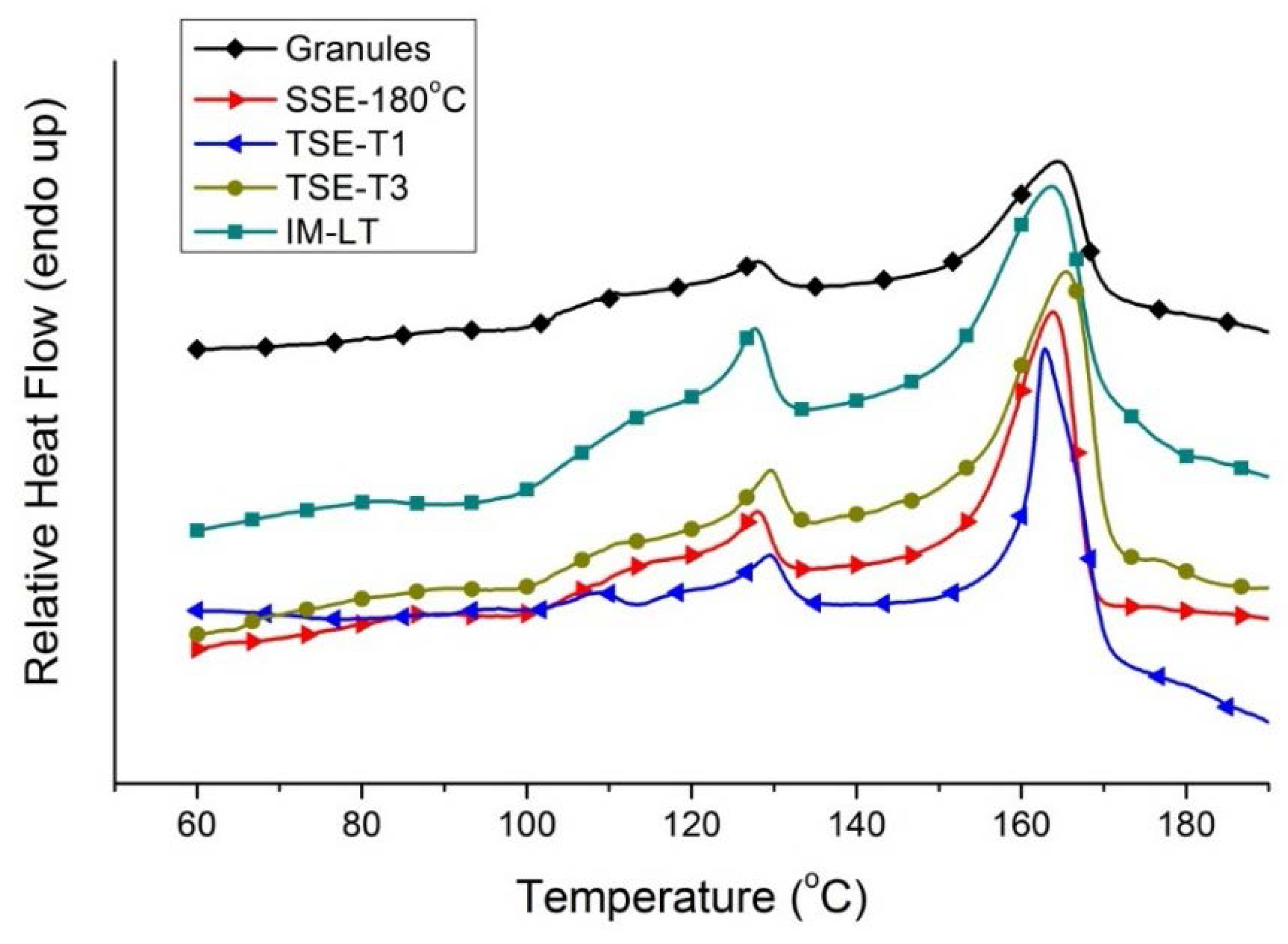
3.2. Thermal Properties
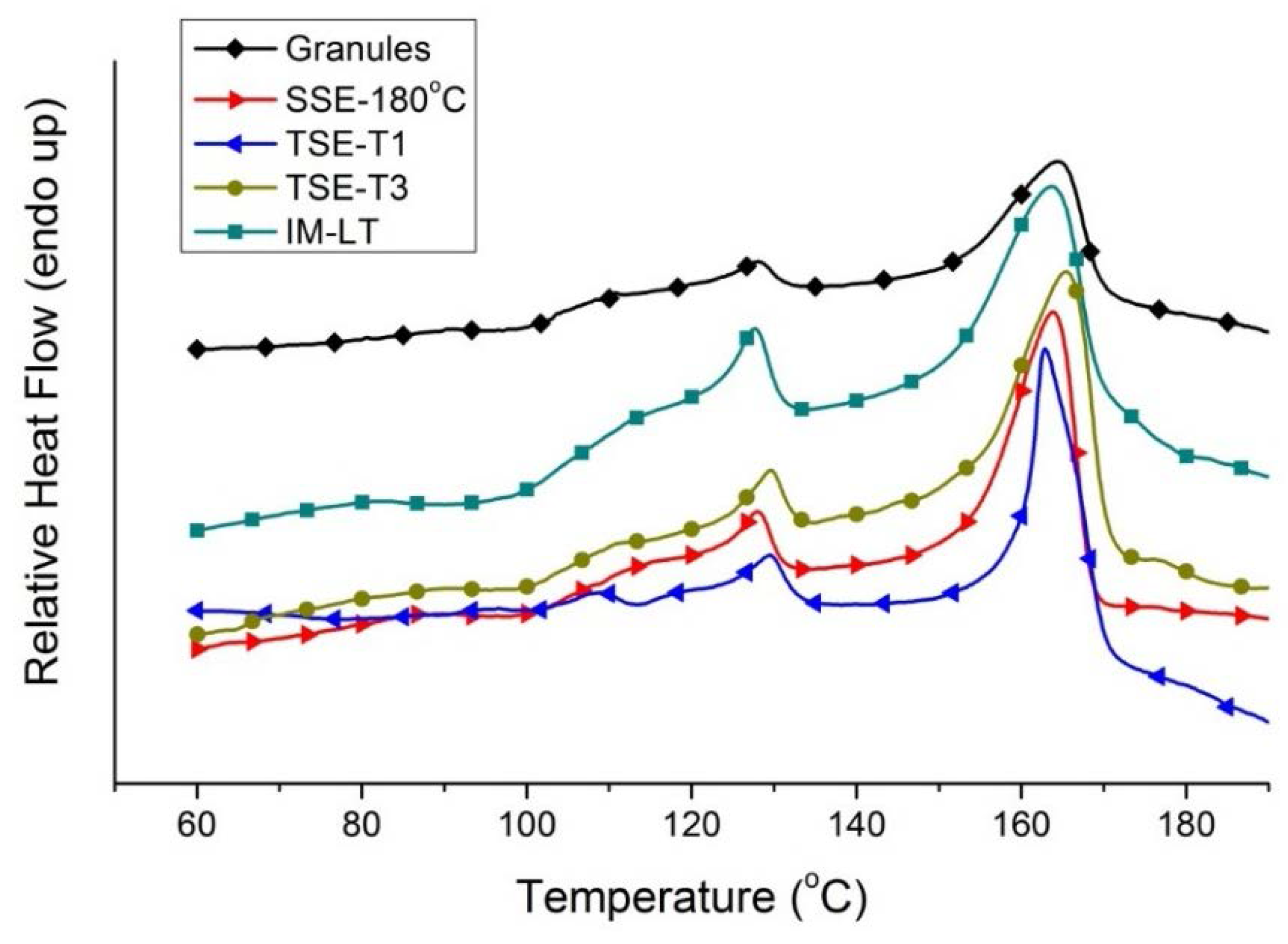
| Samples | PE Melting Peak (°C) | PP Melting Onset (°C) | PP Melting Peak (°C) | PP Melting Point (°C) | PP Enthalpy of Fusion (J/g) |
|---|---|---|---|---|---|
| WEEEBR Granules | 128 | 153 | 164 | 169 | 8 |
| WEEEBR SSE-180 | 128 | 155 | 164 | 168 | 10 |
| WEEEBR SSE-220 | 129 | 155 | 165 | 169 | 9 |
| WEEEBR TSE-T1 | 129 | 158 | 163 | 170 | 9 |
| WEEEBR TSE-T3 | 130 | 156 | 166 | 170 | 9 |
| WEEEBR TSE + IM-LT | 128 | 154 | 164 | 169 | 10 |
| WEEEBR IM-LT | 128 | 153 | 164 | 170 | 8 |
| WEEEBR IM-HT | 130 | 158 | 165 | 171 | 9 |
| TBR TSE-T1 | 129 | 152 | 163 | 169 | 4 |
| TBV TSE-T1 | - | 151 | 161 | 168 | 7 |
| TBV TSE-T3 | - | 152 | 162 | 167 | 7 |
4. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- European Parliament; Council of the European Union. Directive_2012/19/EU Directive 2012/19/EU of the European Parliament and of the Council of 4 July 2012 on Waste Electrical and Electronic Equipment (WEEE). Off. J. Eur. Union 2012, L 197, 38–71. [Google Scholar]
- Flaris, V.; Singh, G.; Rao, A.R. Recycling Electronic Waste. Plast. Eng. 2009, 65, 10–15. [Google Scholar]
- EPA. Recycling and Disposal of Electronic Waste; The Swedish Environmental Protection Agency: Bromma, Sweden, 2011. [Google Scholar]
- Dimitrakakis, E.; Janz, A.; Bilitewski, B.; Gidarakos, E. Small WEEE: Determining recyclables and hazardous substances in plastics. J. Hazard. Mater. 2009, 161, 913–919. [Google Scholar] [CrossRef] [PubMed]
- UNEP. Converting Waste Plastics into a Resource; United Nations Environmental Programme: Nairobi, Kenya, 2009. [Google Scholar]
- Wäger, P.; Böni, H.; Buser, A.; Morf, L.; Schluep, M.; Streicher, M. Recycling of Plastics from Waste Electrical and Electronic Equipment (WEEE)—Tentative Results of a Swiss Study. In Proceedings of the R’09 World Congress, Davos, Switzerland, 14–16 September 2009.
- Freegard, K.; Tan, G.; Morton, R. Develop a Process to Separate Brominated Flame Retardants from WEEE Polymers; The Waste & Resources Action Programme: Banbury, UK, 2006. [Google Scholar]
- Martinho, G.; Pires, A.; Saraiva, L.; Ribeiro, R. Composition of plastics from waste electrical and electronic equipment (WEEE) by direct sampling. Waste Manag. 2012, 32, 1213–1217. [Google Scholar] [CrossRef] [PubMed]
- Stenvall, E.; Tostar, S.; Boldizar, A.; Foreman, M.R.S.; Möller, K. An analysis of the composition and metal contamination of plastics from waste electrical and electronic equipment (WEEE). Waste Manag. 2013, 33, 915–922. [Google Scholar] [CrossRef] [PubMed]
- Robinson, B.H. E-waste: An assessment of global production and environmental impacts. Sci. Total Environ. 2009, 408, 183–191. [Google Scholar] [CrossRef] [PubMed]
- Tojo, N.; Fischer, C. Europe as a Recycling Society European Recycling Policies in Relation to the Actual Recycling Achieved; European Topic Centre on Sustainable Consumption and Production (ETC/SCP): New York, NY, USA, 2011. [Google Scholar]
- Dodbiba, G.; Fujita, T. Progress in Separating Plastic Materials for Recycling. Phys. Sep. Sci. Eng. 2004, 13, 165–182. [Google Scholar] [CrossRef]
- IPTS. End-of-Waste Criteria for Waste Plastic for Conversion; JRC European Comission, IPTS: Seville, Spain, 2013. [Google Scholar]
- Dodbiba, G.; Takahashi, K.; Sadaki, J.; Fujita, T. The recycling of plastic wastes from discarded TV sets: Comparing energy recovery with mechanical recycling in the context of life cycle assessment. J. Clean. Prod. 2008, 16, 458–470. [Google Scholar] [CrossRef]
- Freegard, K.; Tan, G.; Frisch, S. WEEE Plastics Separation Technologies; DEFRA Waste Research Team: Bramhall, UK, 2007. [Google Scholar]
- Tall, S. Recycling of Mixed Plastic Waste—Is Separation Worthwhile? Ph.D. Thesis, Royal Institute of Technology, Stockholm, Sweden, 2000. [Google Scholar]
- Dvorak, R.; Evans, R.; Kosior, E. Commercial Scale Mixed Plastics Recycling; WRAP: Banbury, UK, 2009. [Google Scholar]
- Stenvall, E.; Tostar, S.; Boldizar, A.; Foreman, M.R.S.J. The Influence of Extrusion Conditions on Mechanical and Thermal Properties of Virgin and Recycled PP, HIPS, ABS and Their Ternary Blends. Int. Polym. Process. 2013, 28, 541–549. [Google Scholar] [CrossRef]
- Brennan, L.B.; Isaac, D.H.; Arnold, J.C. Recycling of acrylonitrile-butadiene-styrene and high-impact polystyrene from waste computer equipment. J. Appl. Polym. Sci. 2002, 86, 572–578. [Google Scholar] [CrossRef]
- Tarantili, P.A.; Mitsakaki, A.N.; Petoussi, M.A. Processing and properties of engineering plastics recycled from waste electrical and electronic equipment (WEEE). Polym. Degrad. Stab. 2010, 95, 405–410. [Google Scholar] [CrossRef]
- De Souza, A.C.; Ereio, A.V. ABS/HIPS Blends Obtained from Waste Electrical and Electronic Equipment (WEEE); PlasticsEurope: Nuremberg, Germany, 2013. [Google Scholar]
- Lazzaro, E.; Sbarski, I.; Bishop, J. Recycling of Engineering Thermoplastics Used in Consumer Electrical and Electronic Equipment; IRIS, Swinburne University of Technology: Victoria, Australia, 2007; pp. 717–724. [Google Scholar]
- Lindsey, C.R.; Barlow, J.W.; Paul, D.R. Blends from reprocessed coextruded products. J. Appl. Polym. Sci. 1981, 26, 9–16. [Google Scholar] [CrossRef]
- Li, J.; Li, H.; Wu, C.; Ke, Y.; Wang, D.; Li, Q.; Zhang, L.; Hu, Y. Morphologies, crystallinity and dynamic mechanical characterizations of polypropylene/polystyrene blends compatibilized with PP-g-PS copolymer: Effect of the side chain length. Eur. Polym. J. 2009, 45, 2619–2628. [Google Scholar] [CrossRef]
- Wycisk, R.; Trochimczuk, W.M.; Matys, J. Polyethylene-polystyrene blends. Eur. Polym. J. 1990, 26, 535–539. [Google Scholar] [CrossRef]
- European Parliament; Council of the European Union. Directive_2011/65/EU Directive 2011/65/EC of the European Parliament and of the Council of 8 June 2011 on the Restriction of the Use of Certain Hazardous Substances in Electrical and Electronic Equipment. Off. J. Eur. Union 2011, 32, 88–110. [Google Scholar]
- Giles, H.F., Jr.; Wagner, J.R., Jr.; Mount, E.M., III. Extrusion—The Definitive Processing Guide and Handbook; William Andrew Publishing: New York, NY, USA, 2005. [Google Scholar]
- Calhoun, A.; Golmanavich, J. Plastics Technician’s Toolbox, Volumes 1–6; Society of Plastics Engineers: Bethel, CT, USA, 2002. [Google Scholar]
- Stenvall, E. Electronic Waste Plastics Characterisation and Recycling by Melt-Processing. Licentiate Thesis, Chalmers University of Technology, Gothenburg, Sweden, 2013. [Google Scholar]
- Santana, R.M.C.; Manrich, S. Studies on morphology and mechanical properties of PP/HIPS blends from postconsumer plastic waste. J. Appl. Polym. Sci. 2003, 87, 747–751. [Google Scholar] [CrossRef]
- Vilaplana, F.; Karlsson, S. Quality Concepts for the Improved Use of Recycled Polymeric Materials: A Review. Macromol. Mater. Eng. 2008, 293, 274–297. [Google Scholar] [CrossRef]
- Pisciotti, F. On Defect Generation and the Appearance of Injection-Moulded Polymers; Chalmers Univeristy of Technology: Gothenburg, Sweden, 2004. [Google Scholar]
- Lawal, A.; Kalyon, D.M. Mechanisms of mixing in single and co-rotating twin screw extruders. Polym. Eng. Sci. 1995, 35, 1325–1338. [Google Scholar] [CrossRef]
- Gedde, U.W. Polymer Physics; Chapman & Hall: London, UK, 1999. [Google Scholar]
- Chang, H.; Zhang, Y.; Ren, S.; Dang, X.; Zhang, L.; Li, H.; Hu, Y. Study on the sequence length distribution of polypropylene by the successive self-nucleation and annealing (SSA) calorimetric technique. Polym. Chem. 2012, 3, 2909–2919. [Google Scholar] [CrossRef]
- Maier, C.; Calafut, T. Polypropylene: The Definitive User’s Guide and Databook; Elsevier Science: Amsterdam, Netherlands, 2008. [Google Scholar]
- Wu, P.C.; Huang, C.F.; Gogos, C.G. Simulation of the mold-filling process. Polym. Eng. Sci. 1974, 14, 223–230. [Google Scholar] [CrossRef]
- Patel, A.; Bajpai, R.; Keller, J.M. On the crystallinity of PVA/palm leaf biocomposite using DSC and XRD techniques. Microsyst. Technol. 2014, 20, 41–49. [Google Scholar] [CrossRef]
- Barone, J.R. Polyethylene/keratin fiber composites with varying polyethylene crystallinity. Compos. Part A Appl. Sci. Manuf. 2005, 36, 1518–1524. [Google Scholar] [CrossRef]
- Akinci, A. Mechanical and structural properties of polypropylene composites filled with graphite flakes. Arch. Mater. Sci. Eng. 2009, 35, 91–94. [Google Scholar]
© 2016 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons by Attribution (CC-BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Stenvall, E.; Boldizar, A. Mechanical and Thermal Characterization of Melt-Filtered, Blended and Reprocessed Post-Consumer WEEE Thermoplastics. Recycling 2016, 1, 89-100. https://doi.org/10.3390/recycling1010089
Stenvall E, Boldizar A. Mechanical and Thermal Characterization of Melt-Filtered, Blended and Reprocessed Post-Consumer WEEE Thermoplastics. Recycling. 2016; 1(1):89-100. https://doi.org/10.3390/recycling1010089
Chicago/Turabian StyleStenvall, Erik, and Antal Boldizar. 2016. "Mechanical and Thermal Characterization of Melt-Filtered, Blended and Reprocessed Post-Consumer WEEE Thermoplastics" Recycling 1, no. 1: 89-100. https://doi.org/10.3390/recycling1010089
APA StyleStenvall, E., & Boldizar, A. (2016). Mechanical and Thermal Characterization of Melt-Filtered, Blended and Reprocessed Post-Consumer WEEE Thermoplastics. Recycling, 1(1), 89-100. https://doi.org/10.3390/recycling1010089