Influence of Laser-Generated Cutting Edges on the Electrical Performance of Large Lithium-Ion Pouch Cells

 ,
,
Abstract
1. Introduction
State of the Art Laser Cutting of Electrodes
2. Experimental
2.1. Materials
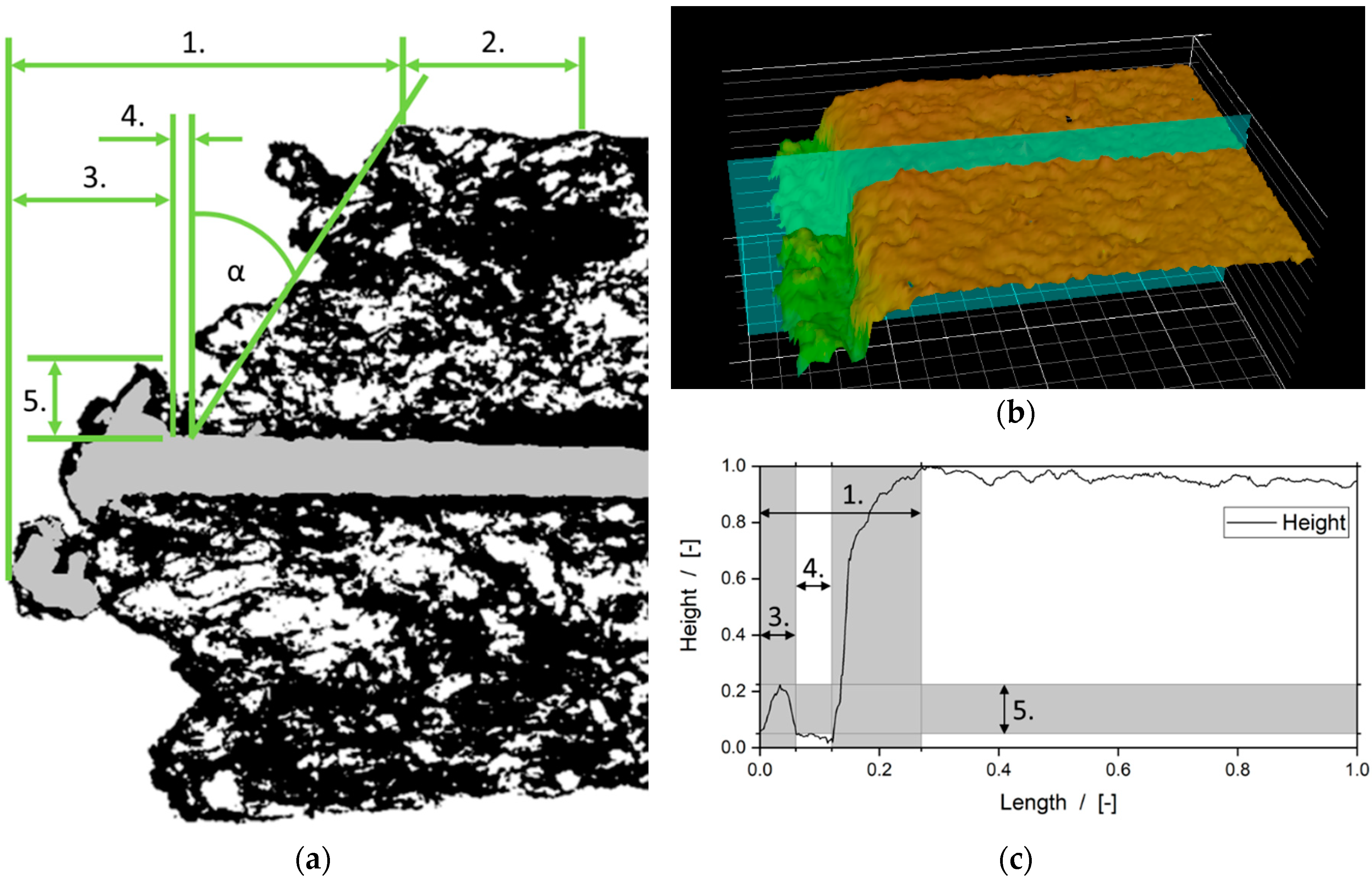
2.2. Analysis of the Cutting Edge Characteristics
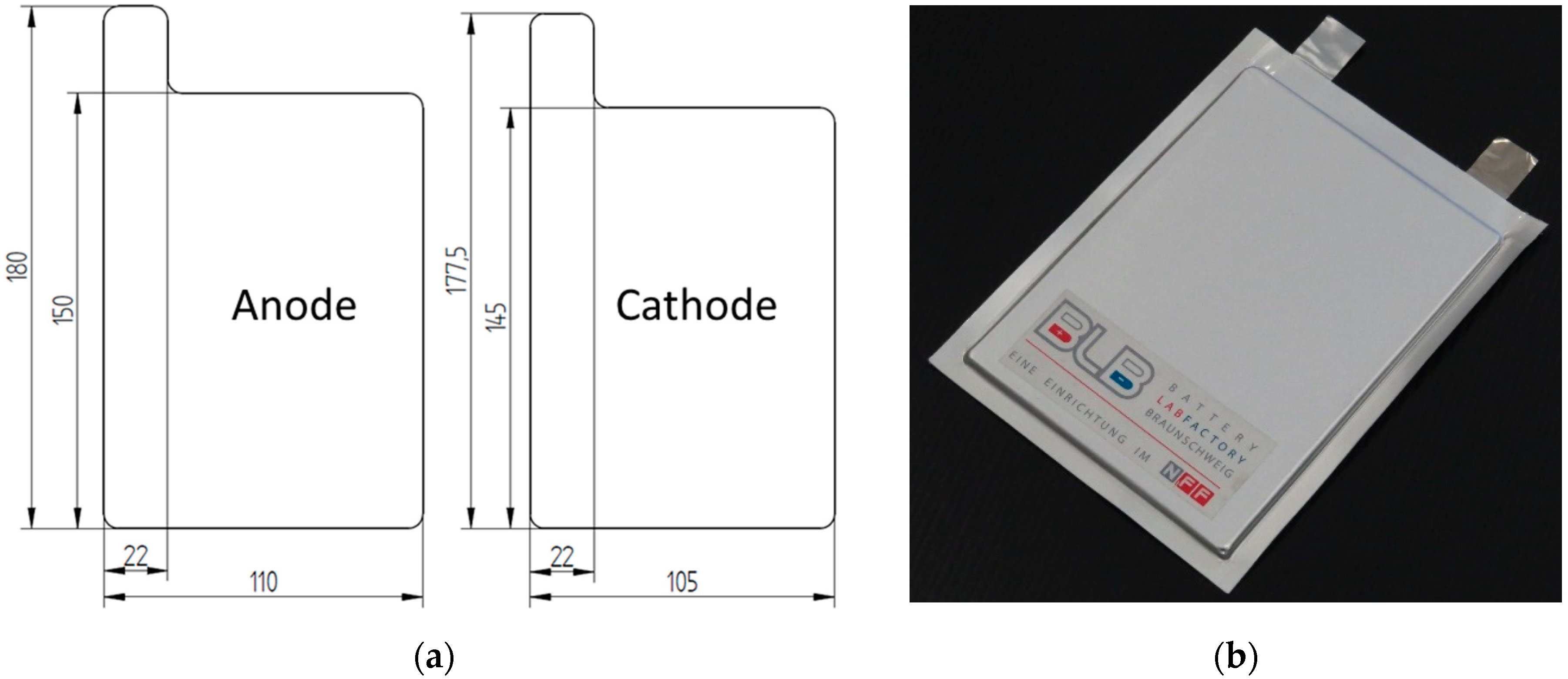
2.3. Cell Format and Manufacturing
2.4. Cell Diagnostic
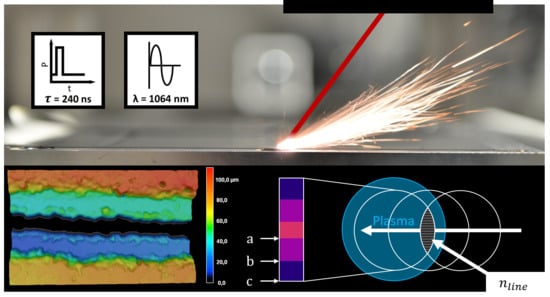
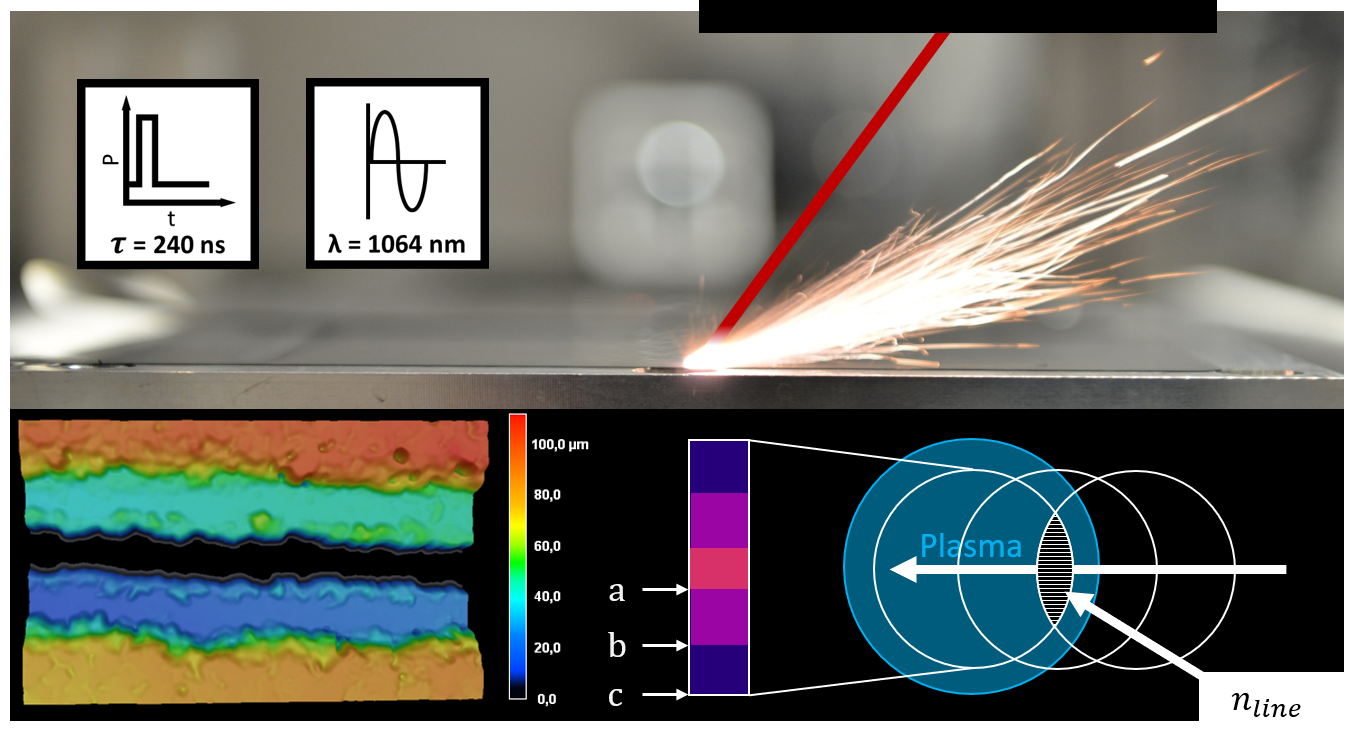
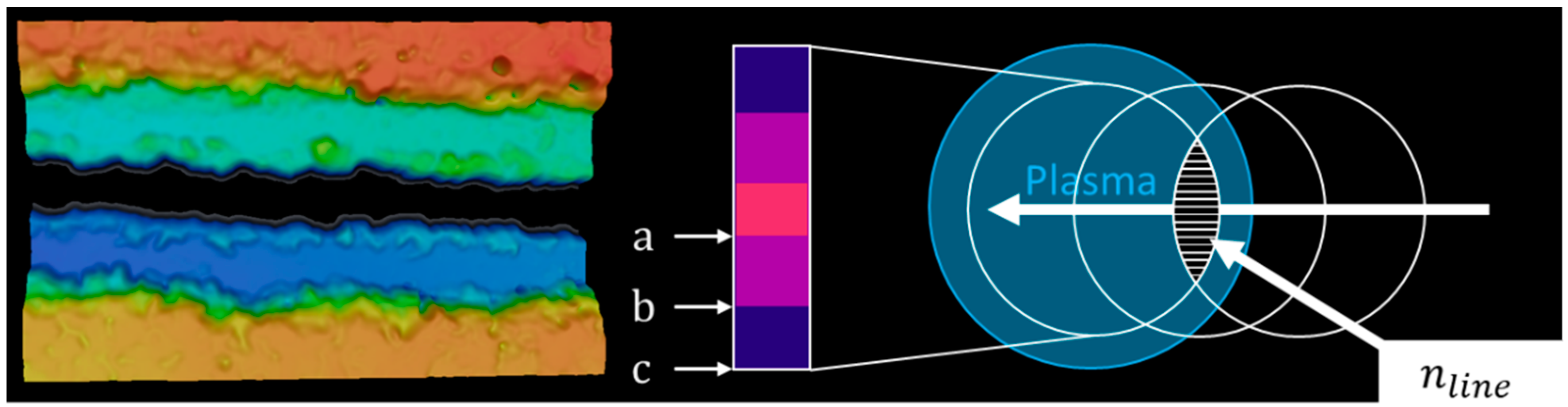
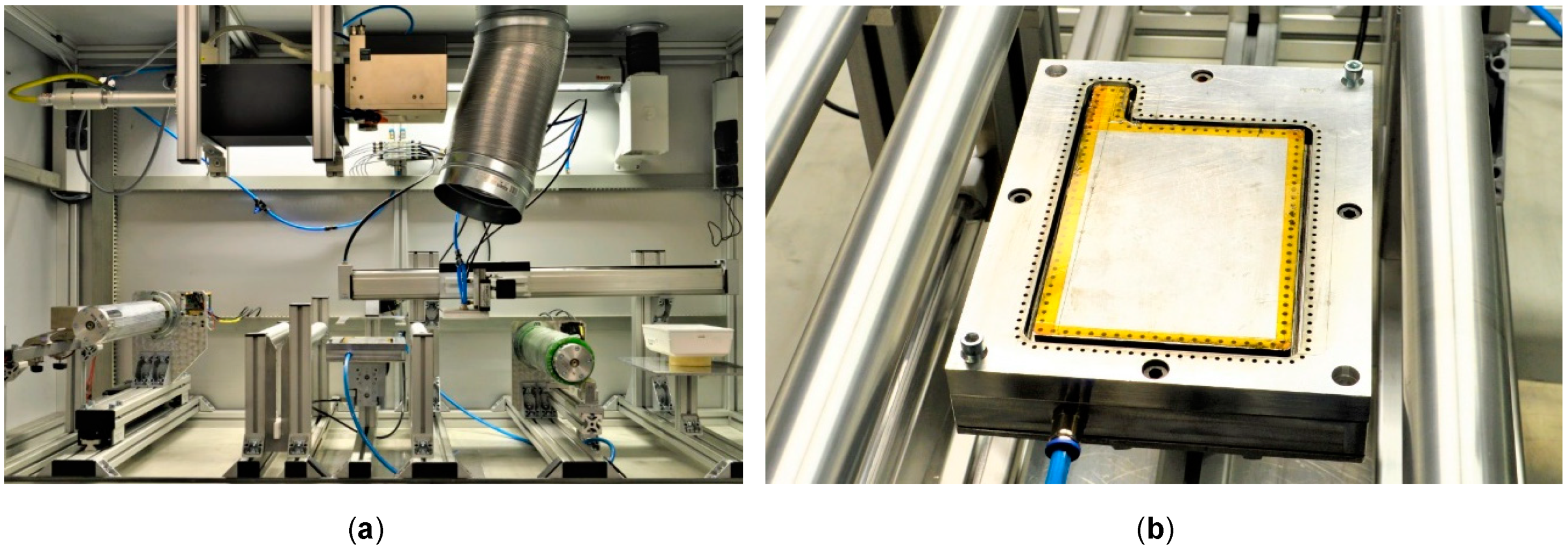
2.5. Laser Cutting Plant and Key Parameter
3. Results and Discussion
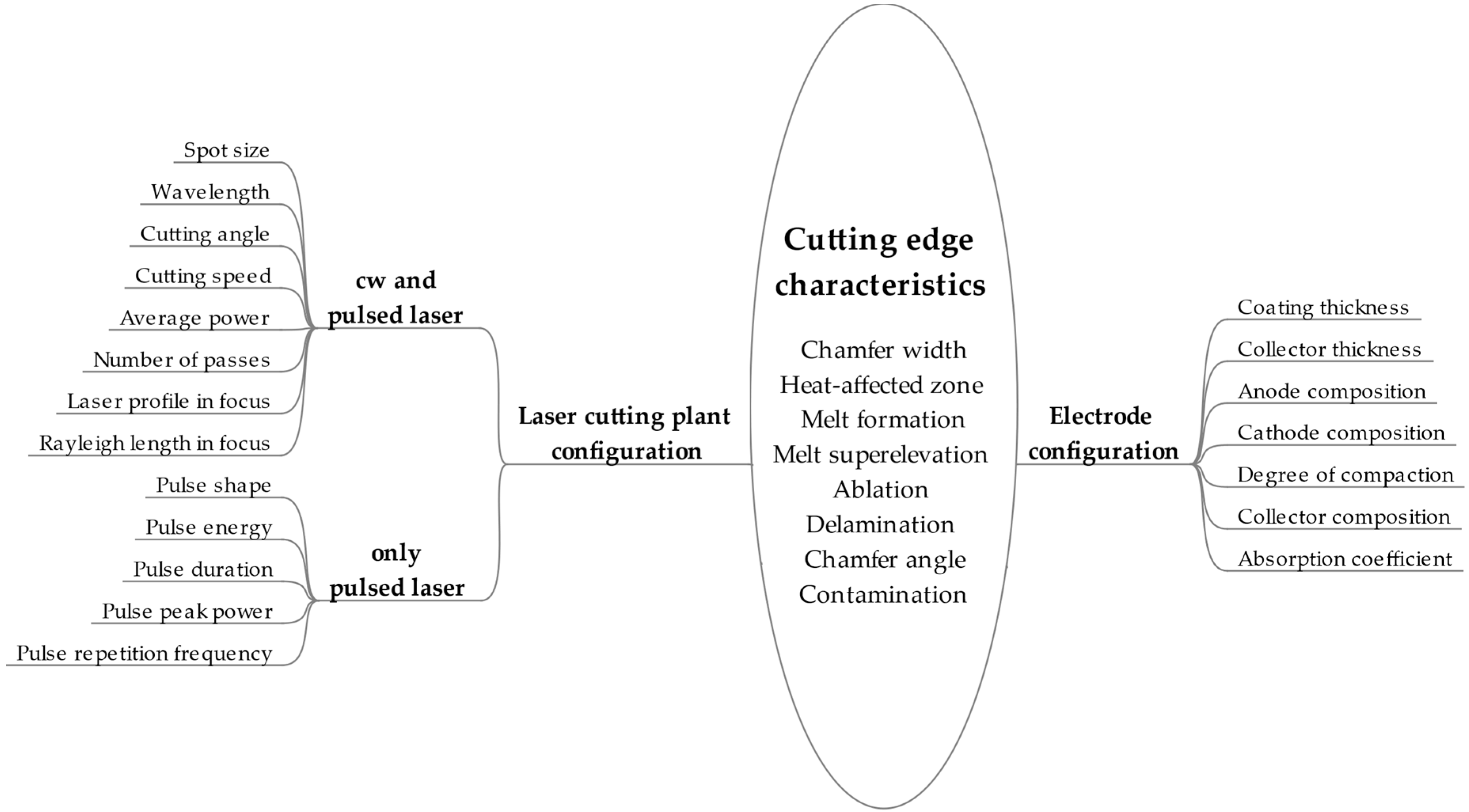
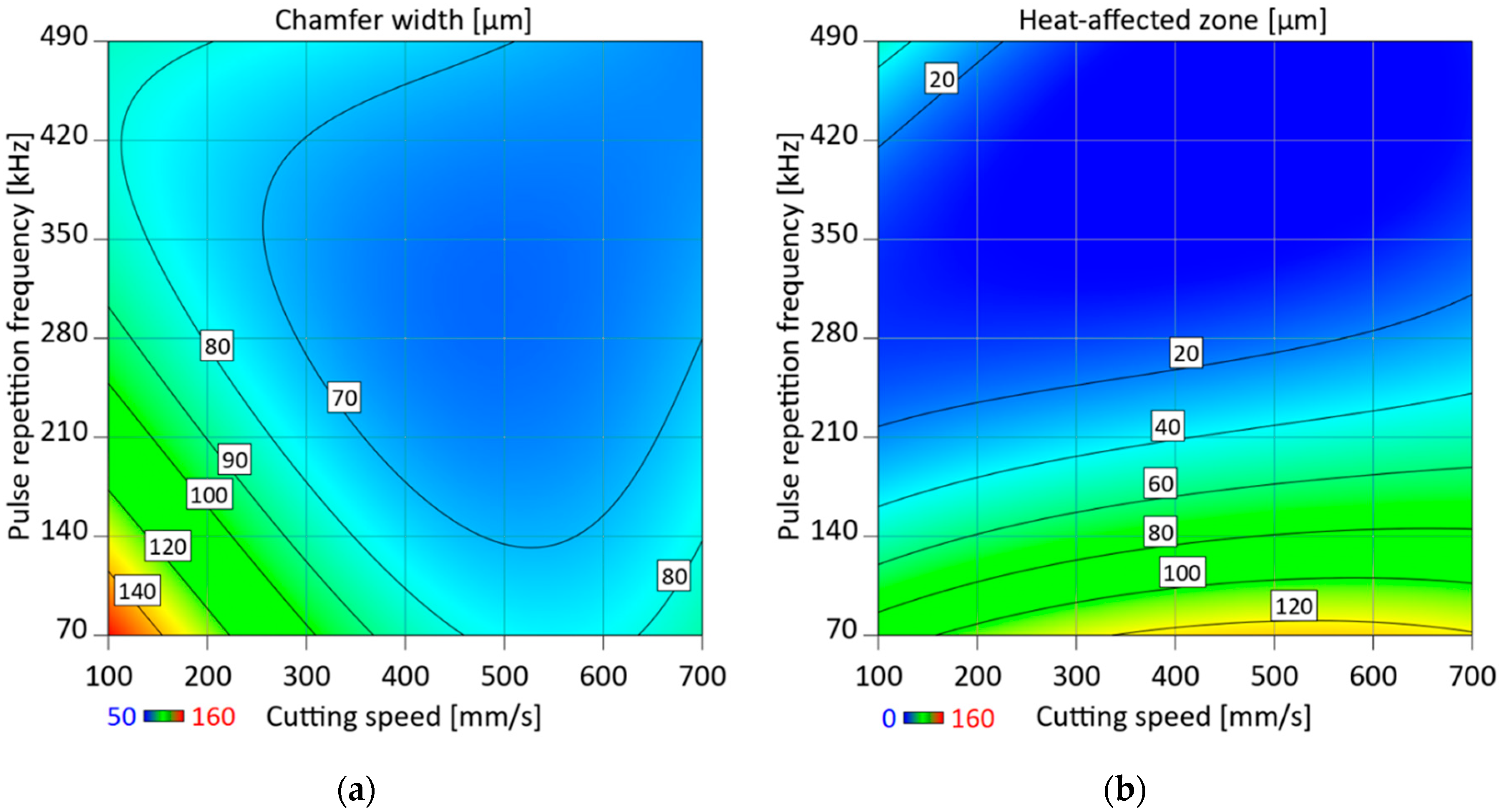
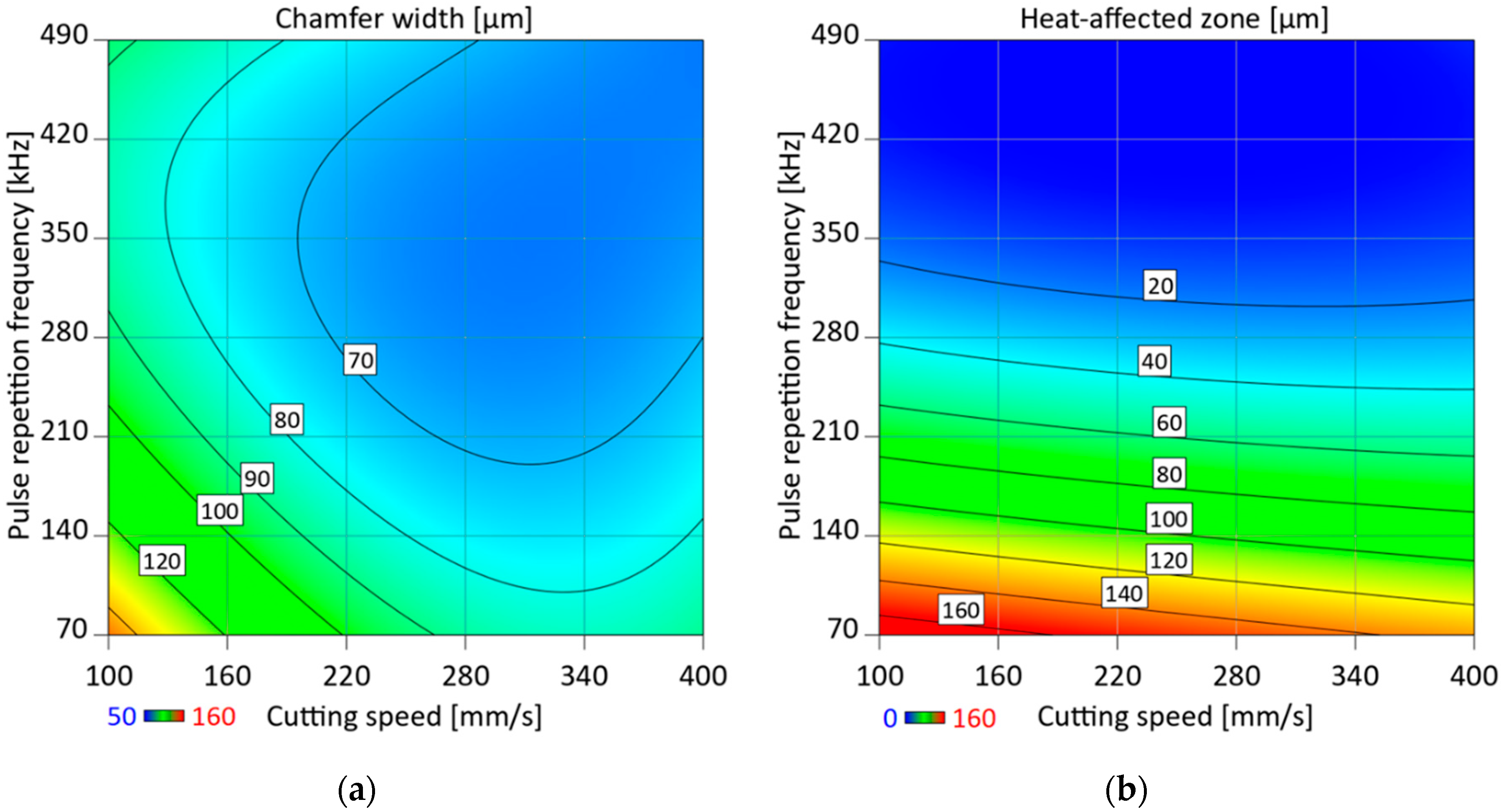
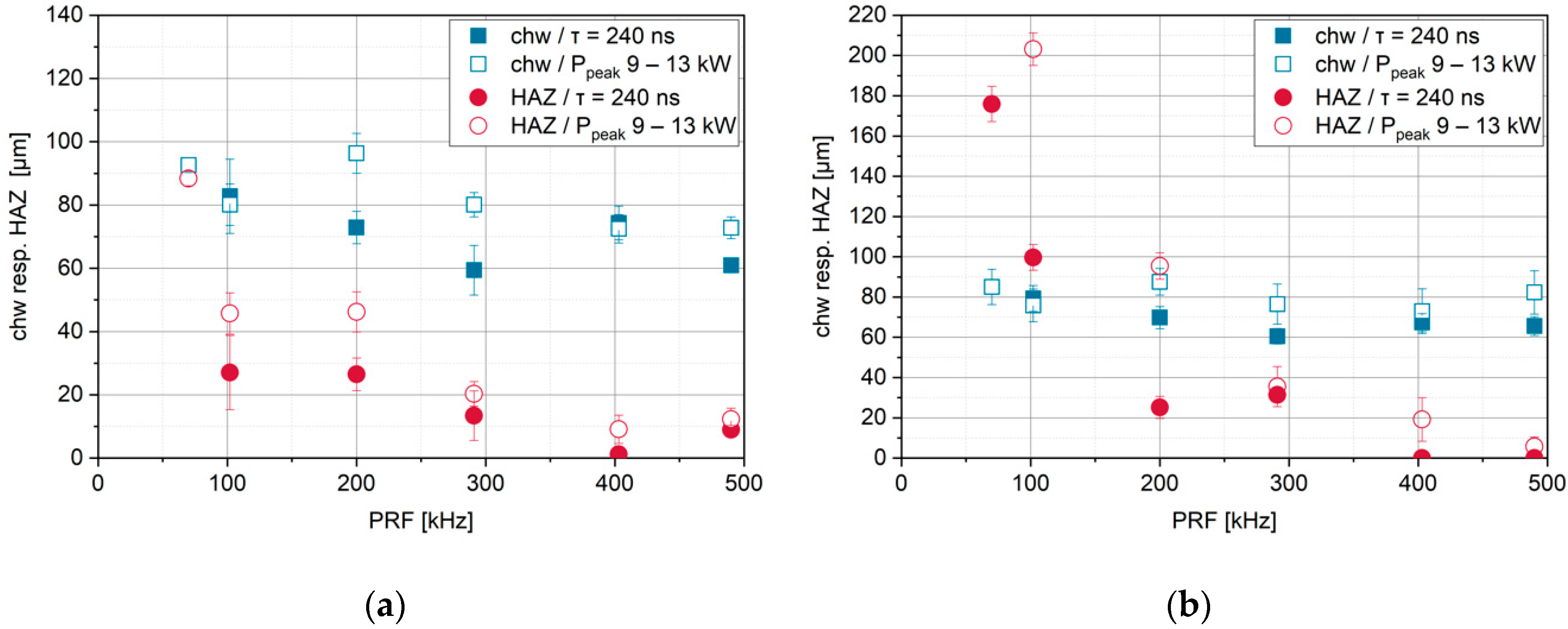
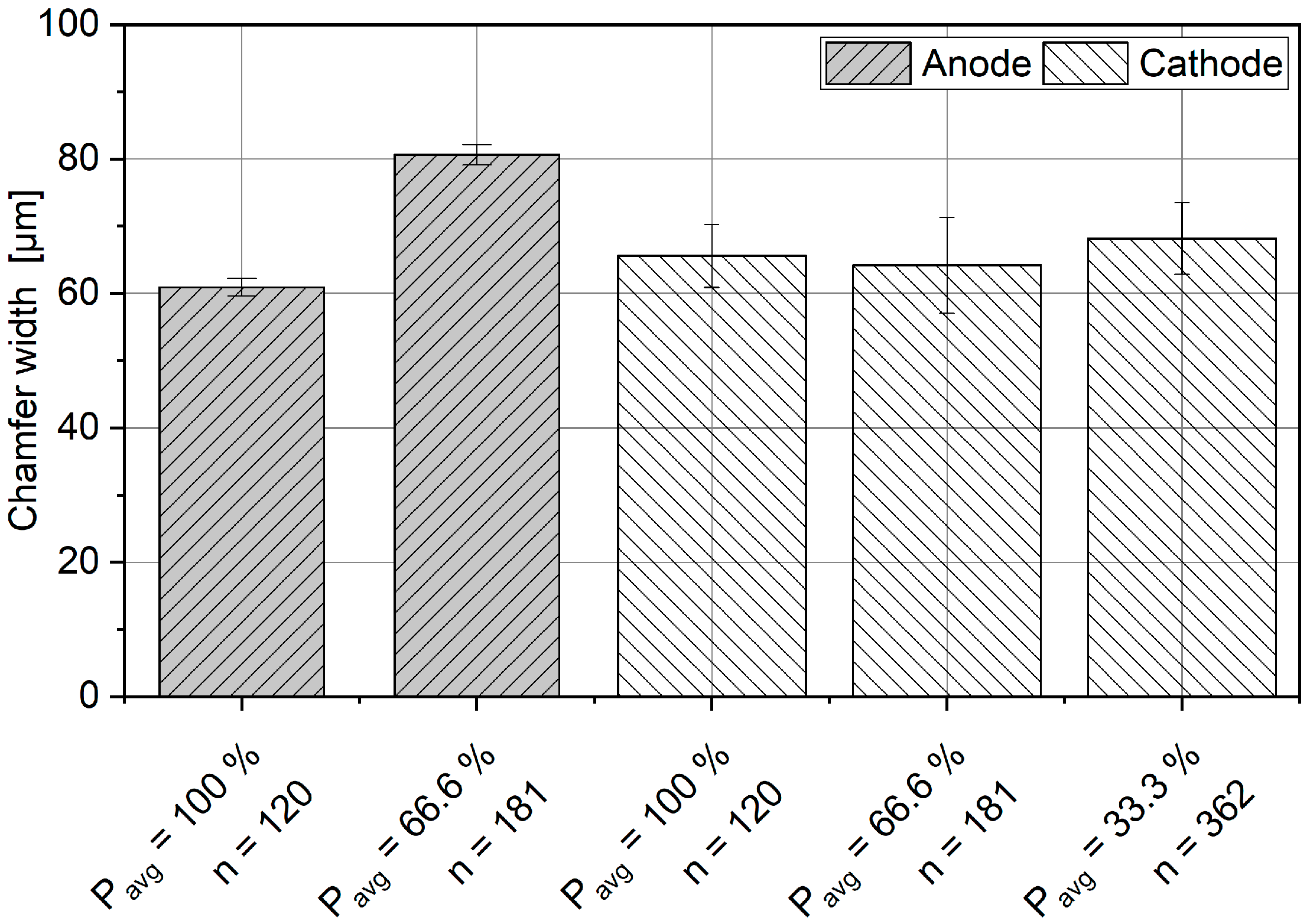
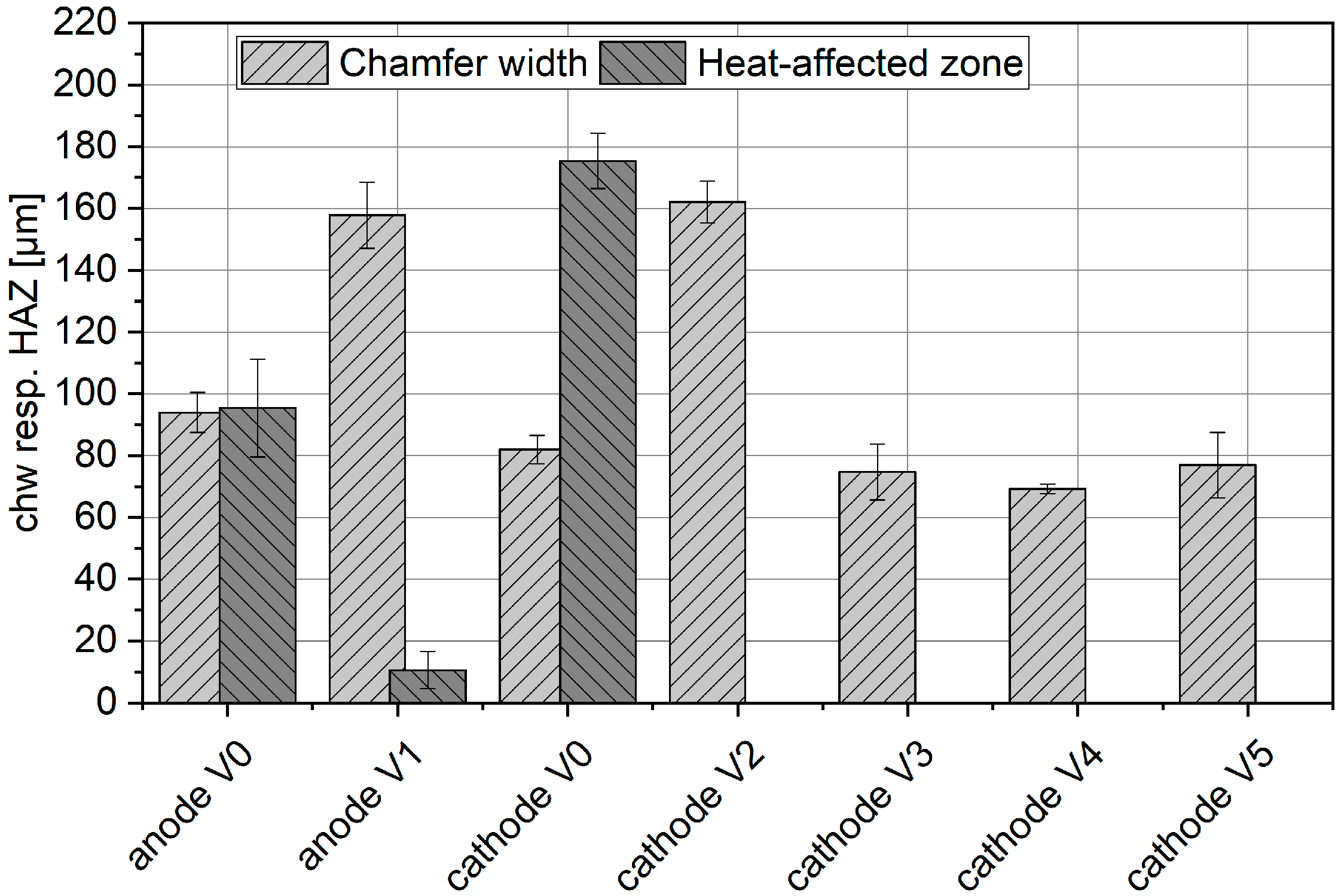
3.1. Influence of the Laser Process Parameters on the Cutting Edge Characteristics
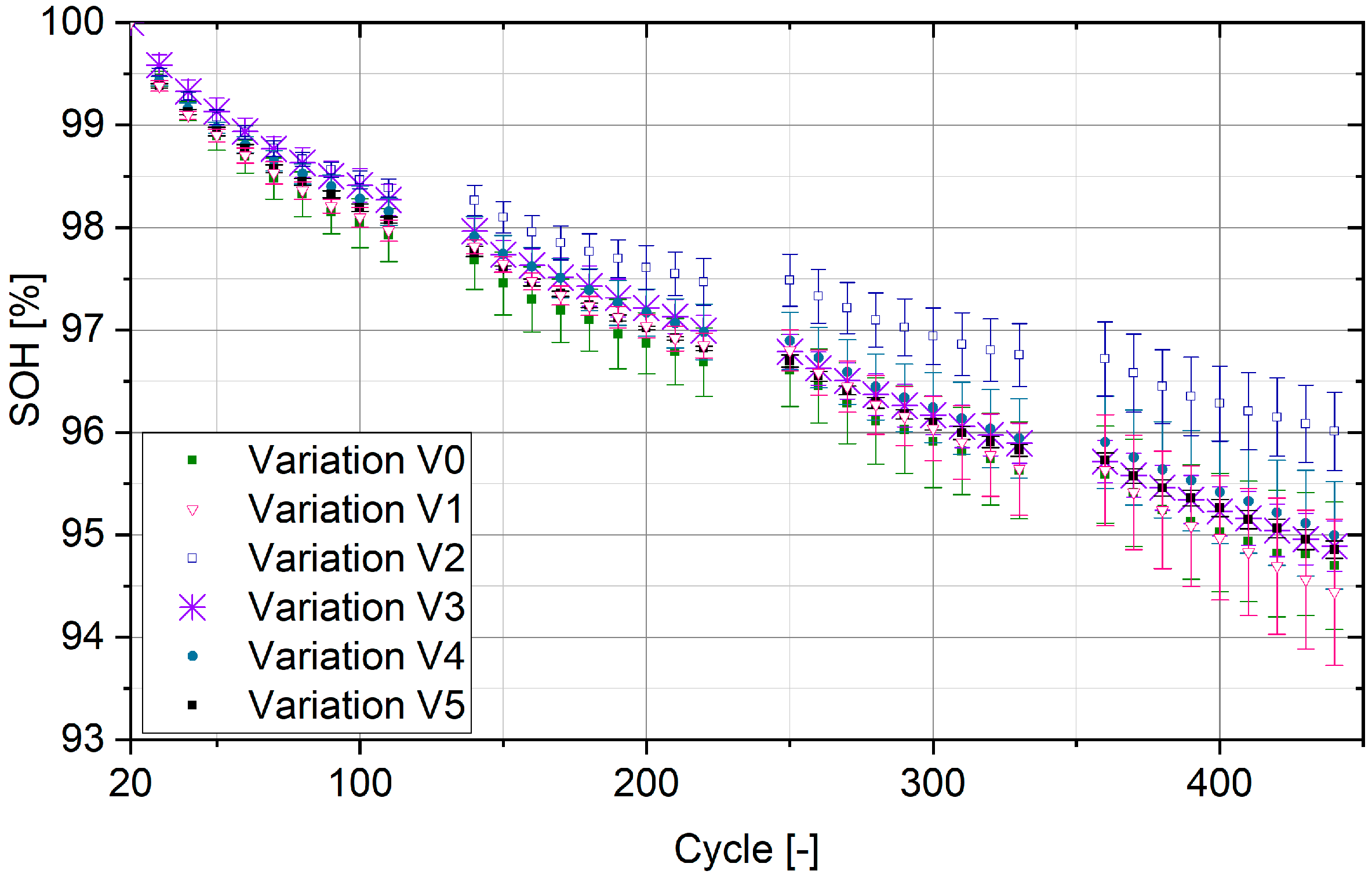
3.2. Influence of the Cutting Edge Characteristics and the Process Parameters on the Electrochemical Performance
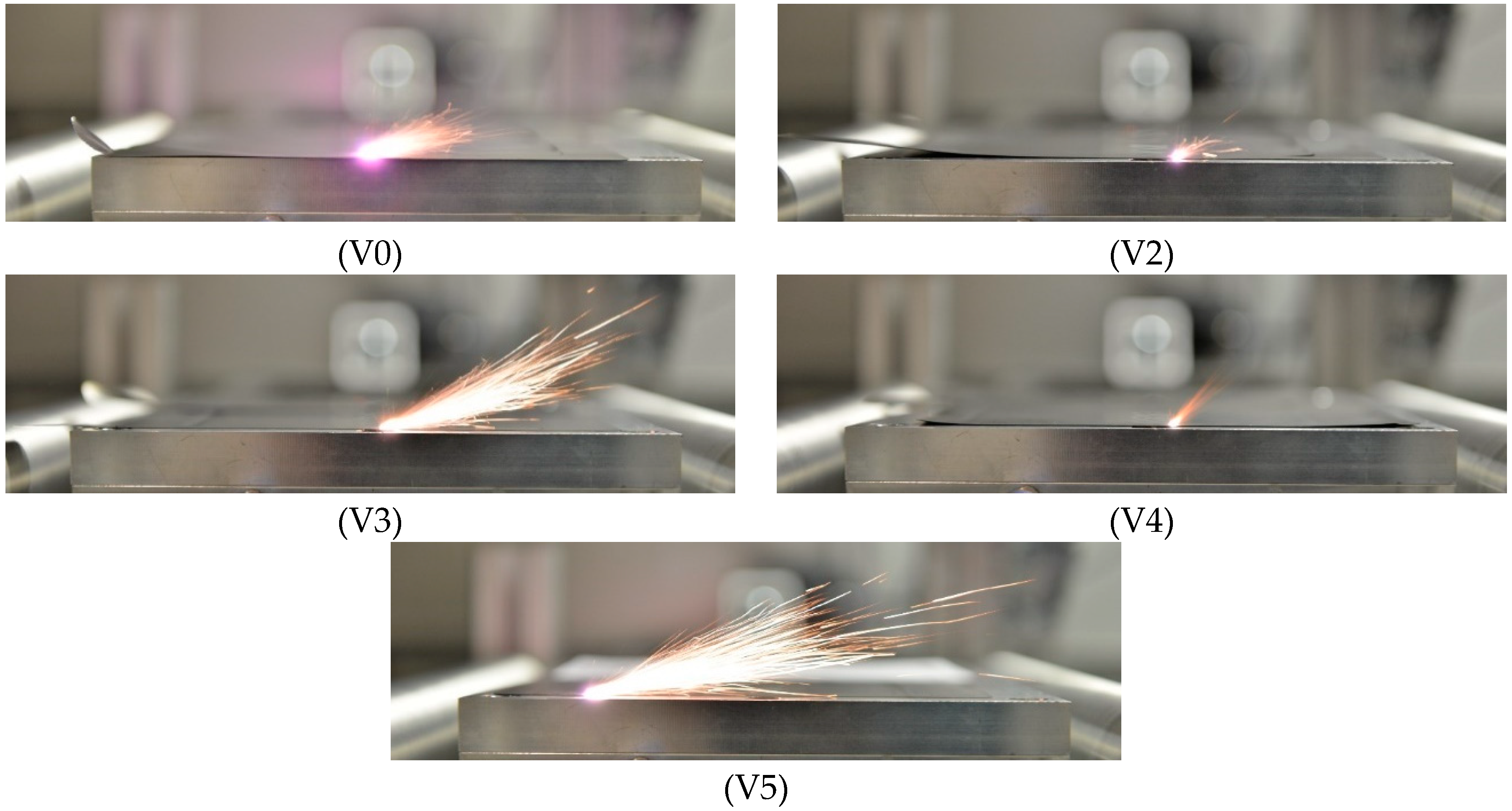
3.3. Further Investigations of the Cutting Process and the Electrode Surface to Explain the Electrochemical Behavior
4. Conclusions
5. Outlook
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Pachauri, R.K.; Allen, M.R.; Barros, V.R.; Broome, J.; Cramer, W.; Christ, R.; Church, J.A.; Clarke, L.; Dahe, Q.; Dasgupta, P.; et al. Climate Change 2014: Synthesis Report. Contribution of Working Groups, I. II and III to the Fifth Assessment Report of the Intergovernmental Panel on Climate Change; IPCC, Ed.; IPCC: Geneva, Switzeland, 2014. [Google Scholar]
- Trenberth, K.E.; Fasullo, J.T. Tracking Earth’s Energy: From El Niño to Global Warming. Surv. Geophys. 2012, 33, 413–426. [Google Scholar] [CrossRef]
- Hettesheimer, T. Strategische Produktionsplanung in Jungen Märkten. Ein Systemdynamischer Ansatz zur Konzeption und Dynamischen Bewertung von Produktionsstrategien am Beispiel der Lithium-Ionen-Traktionsbatterie; Fraunhofer Verlag: Stuttgart, Germany, 2018; ISBN 978-3-8396-1275-0. [Google Scholar]
- Schüneman, J.-H. Modell zur Bewertung der Herstellkosten von Lithiumionenbatteriezellen; Sierke Verlag: Göttingen, Germany, 2015; ISBN 978-3-86844-704-0. [Google Scholar]
- Choi, J.W.; Aurbach, D. Promise and reality of post-lithium-ion batteries with high energy densities. Nat. Rev. Mater. 2016, 1, 359. [Google Scholar] [CrossRef]
- Ding, Y.; Cano, Z.P.; Yu, A.; Lu, J.; Chen, Z. Automotive Li-Ion Batteries: Current Status and Future Perspectives. Electrochem. Energy Rev. 2019, 2, 1–28. [Google Scholar] [CrossRef]
- Albright, G. Cylindrical vs. Prismatic Cells: Life, Safety, Cost. Available online: http://www.batterypoweronline.com/images/ Allcell.pdf (accessed on 3 October 2019).
- Schröder, R.; Aydemir, M.; Seliger, G. Comparatively Assessing different Shapes of Lithium-ion Battery Cells. Procedia Manuf. 2017, 8, 104–111. [Google Scholar] [CrossRef]
- Beuth Verlag GmbH. DIN 8588:2013-08, Fertigungsverfahren Zerteilen_- Einordnung, Unterteilung, Begriffe; Beuth Verlag GmbH: Berlin, Germany, 2013. [Google Scholar]
- Jansen, T.; Kandula, M.W.; Blass, D.; Hartwig, S.; Haselrieder, W.; Dilger, K. Evaluation of the Separation Process for the Production of Electrode Sheets. Energy Technol. Available online: https://www.researchgate.net/publication/333333666_Evaluation_of_the_Separation_Process_for_the_Production_of_Electrode_Sheets (accessed on 10 October 2019).
- Jansen, T.; Blass, D.; Hartwig, S.; Dilger, K. Processing of Advanced Battery Materials—Laser Cutting of Pure Lithium Metal Foils. Batteries 2018, 4, 37. [Google Scholar] [CrossRef]
- Hoffmann, L.; Grathwol, J.-K.; Haselrieder, W.; Leithoff, R.; Jansen, T.; Dilger, K.; Dröder, K.; Kwade, A.; Kurrat, M. Capacity Distribution of Large Lithium-Ion Battery Pouch Cells in Context with Pilot Production Processes. Energy Technol. 2019, 21, 1900196. [Google Scholar] [CrossRef]
- Kreling, S. Laserstrahlung mit Unterschiedlicher Wellenlänge zur Klebvorbehandlung von CFK; Shaker: Aachen, Germany, 2015; ISBN 9783844037685. [Google Scholar]
- Bliedtner, M. Lasermaterialbearbeitung; Carl Hanser Verlag GMBH: München, Germany, 2013; ISBN 9783446421684. [Google Scholar]
- Chichkov, B.N.; Momma, C.; Nolte, S.; Alvensleben, F.; Tünnermann, A. Femtosecond, picosecond and nanosecond laser ablation of solids. Appl. Phys. A 1996, 63, 109–115. [Google Scholar] [CrossRef]
- Sundaram, S.K.; Mazur, E. Inducing and probing non-thermal transitions in semiconductors using femtosecond laser pulses. Nat. Mater. 2002, 1, 217–224. [Google Scholar] [CrossRef]
- Sugioka, K.; Meunier, M.; Piqué, A. Laser Precision Microfabrication; Springer-Verlag: Heidelberg, Germany; New York, NY, USA, 2010; ISBN 978-3-642-10522-7. [Google Scholar]
- Stafe, M.; Marcu, A.; Puscas, N. Pulsed Laser Ablation of Solids; Springer-Verlag: Berlin, Germany; Heidelberg GmbH & Co. KG: Heidelberg, Germany, 2013; ISBN 978-3-642-40977-6. [Google Scholar]
- Luetke, M.; Franke, V.; Techel, A.; Himmer, T.; Klotzbach, U.; Wetzig, A.; Beyer, E. A Comparative Study on Cutting Electrodes for Batteries with Lasers. Phys. Procedia 2011, 12, 286–291. [Google Scholar] [CrossRef]
- Lee, D. Investigation of Physical Phenomena and Cutting Efficiency for Laser Cutting on Anode for Li-Ion Batteries. Appl. Sci. 2018, 8, 266. [Google Scholar] [CrossRef]
- Lee, D.; Oh, B.; Suk, J. The Effect of Compactness on Laser Cutting of Cathode for Lithium-Ion Batteries Using Continuous Fiber Laser. Appl. Sci. 2019, 9, 205. [Google Scholar] [CrossRef]
- Lee, D.; Patwa, R.; Herfurth, H.; Mazumder, J. High speed remote laser cutting of electrodes for lithium-ion batteries: Anode. J. Power Sources 2013, 240, 368–380. [Google Scholar] [CrossRef]
- Kronthaler, M.R.; Schloegl, F.; Kurfer, J.; Wiedenmann, R.; Zaeh, M.F.; Reinhart, G. Laser Cutting in the Production of Lithium Ion Cells. Phys. Procedia 2012, 39, 213–224. [Google Scholar] [CrossRef]
- Lutey, A.H.A.; Fortunato, A.; Carmignato, S.; Ascari, A.; Liverani, E.; Guerrini, G. Quality and Productivity Considerations for Laser Cutting of LiFePO4 and LiNiMnCoO2 Battery Electrodes. Procedia CIRP 2016, 42, 433–438. [Google Scholar] [CrossRef]
- Demir, A.G.; Previtali, B. Remote cutting of Li-ion battery electrodes with infrared and green ns-pulsed fibre lasers. Int. J. Adv. Manuf. Technol. 2014, 75, 1557–1568. [Google Scholar] [CrossRef]
- Cabalín, L.M.; Laserna, J.J. Experimental determination of laser induced breakdown thresholds of metals under nanosecond Q-switched laser operation. Spectrochim. Acta Part B At. Spectrosc. 1998, 53, 723–730. [Google Scholar] [CrossRef]

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Unit | V0 | V1 | V2 | ||||
|---|---|---|---|---|---|---|---|---|
| Anode | Vc | mms–1 | 300 | 50 | 300 | |||
| PRF | kHz | 70 | 70 | 70 | ||||
| τ | ns | 240 | 240 | 240 | ||||
| ED | jcm–2 | 328 | 1968 | 328 | ||||
| IPeak | Wcm–2 | 3.02 × 108 | 3.02 × 108 | 3.02 × 108 | ||||
| nline | - | 17 | 103 | 17 | ||||
| Cathode | Vc | mms–1 | 300 | 50 | 300 | 100 | 300 | |
| PRF | kHz | 70 | 70 | 490 | 490 | 490 | ||
| τ | ns | 240 | 240 | 240 | 240 | 20 | ||
| ED | jcm–2 | 328 | 1968 | 328 | 328 | 328 | ||
| IPeak | Wcm–2 | 3.02 × 108 | 3.02 × 108 | 0.17 × 108 | 0.1 × 108 | 2.09 × 108 | ||
| nline | - | 17 | 103 | 120 | 362 | 120 | ||
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jansen, T.; Kandula, M.W.; Hartwig, S.; Hoffmann, L.; Haselrieder, W.; Dilger, K. Influence of Laser-Generated Cutting Edges on the Electrical Performance of Large Lithium-Ion Pouch Cells. Batteries 2019, 5, 73. https://doi.org/10.3390/batteries5040073
Jansen T, Kandula MW, Hartwig S, Hoffmann L, Haselrieder W, Dilger K. Influence of Laser-Generated Cutting Edges on the Electrical Performance of Large Lithium-Ion Pouch Cells. Batteries. 2019; 5(4):73. https://doi.org/10.3390/batteries5040073
Chicago/Turabian StyleJansen, Tobias, Maja W. Kandula, Sven Hartwig, Louisa Hoffmann, Wolfgang Haselrieder, and Klaus Dilger. 2019. "Influence of Laser-Generated Cutting Edges on the Electrical Performance of Large Lithium-Ion Pouch Cells" Batteries 5, no. 4: 73. https://doi.org/10.3390/batteries5040073
APA StyleJansen, T., Kandula, M. W., Hartwig, S., Hoffmann, L., Haselrieder, W., & Dilger, K. (2019). Influence of Laser-Generated Cutting Edges on the Electrical Performance of Large Lithium-Ion Pouch Cells. Batteries, 5(4), 73. https://doi.org/10.3390/batteries5040073