
Sustainability Development of Stationary Batteries: A Circular Economy Approach for Vanadium Flow Batteries


Abstract

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
1. Introduction
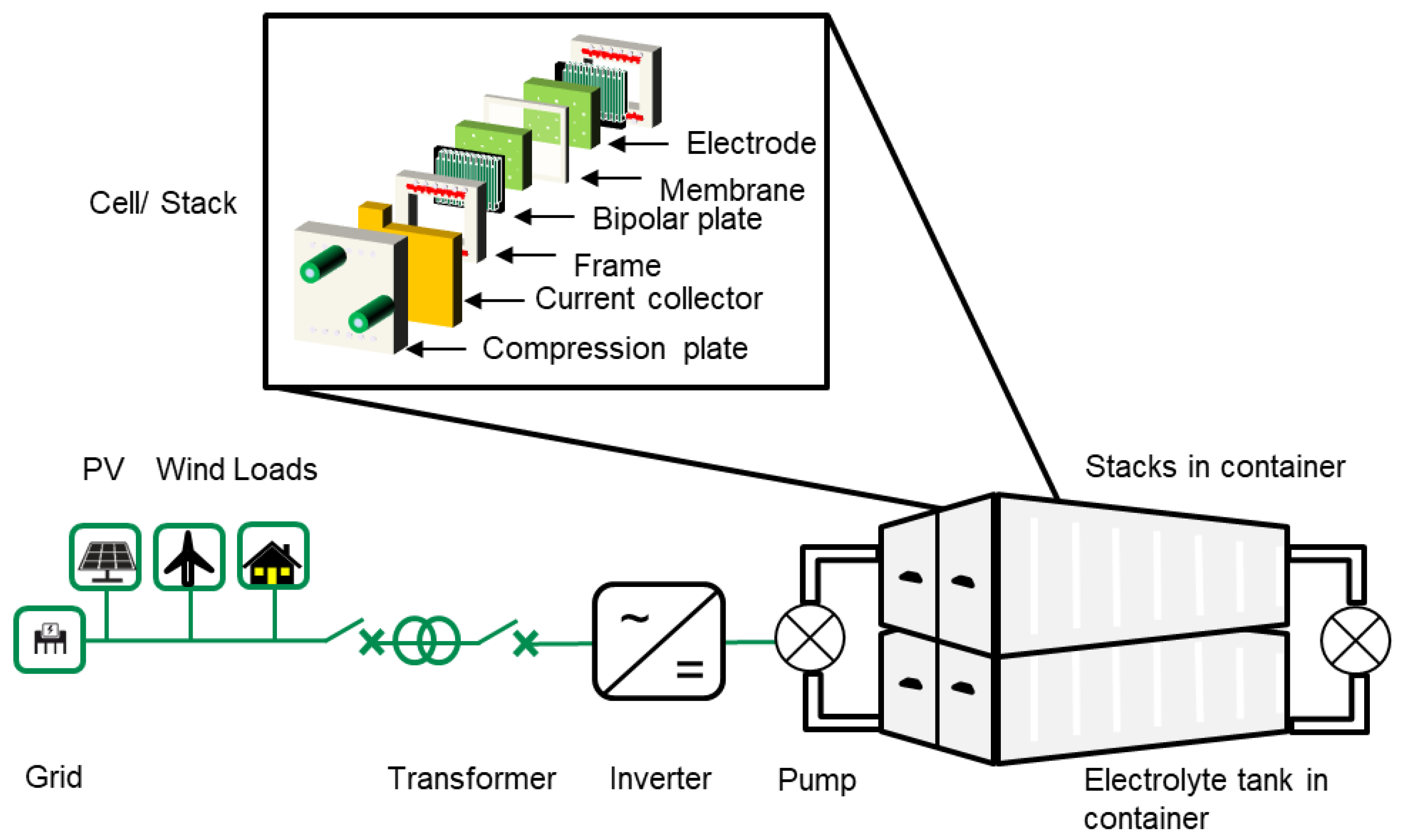
2. Vanadium Flow Battery
2.1. Technical Description
2.2. Relevant Aspects for the Circular Economy
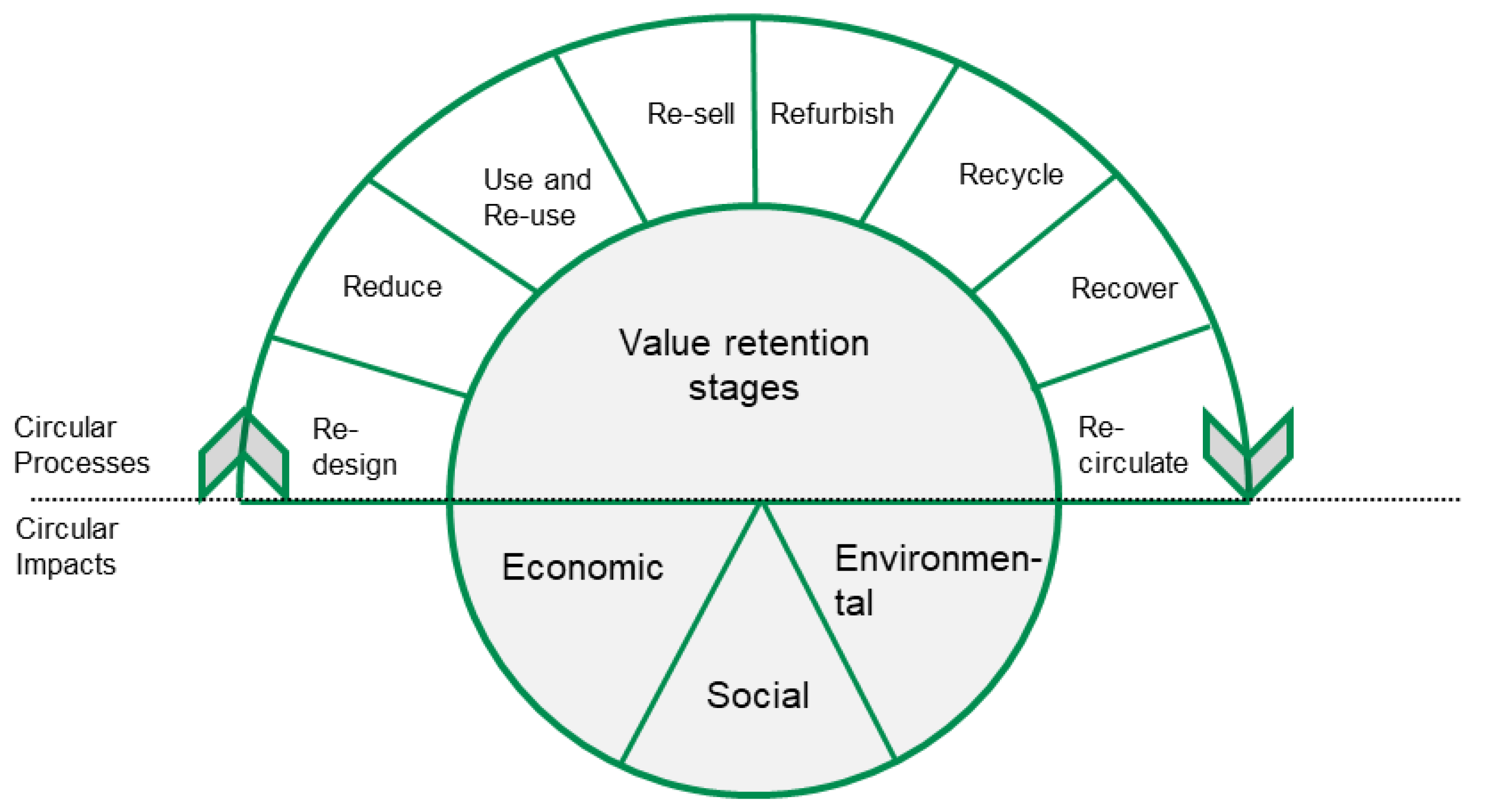
3. Circular Economy
3.1. Circular Economy in General
3.2. CE Framework for Stationary Batteries
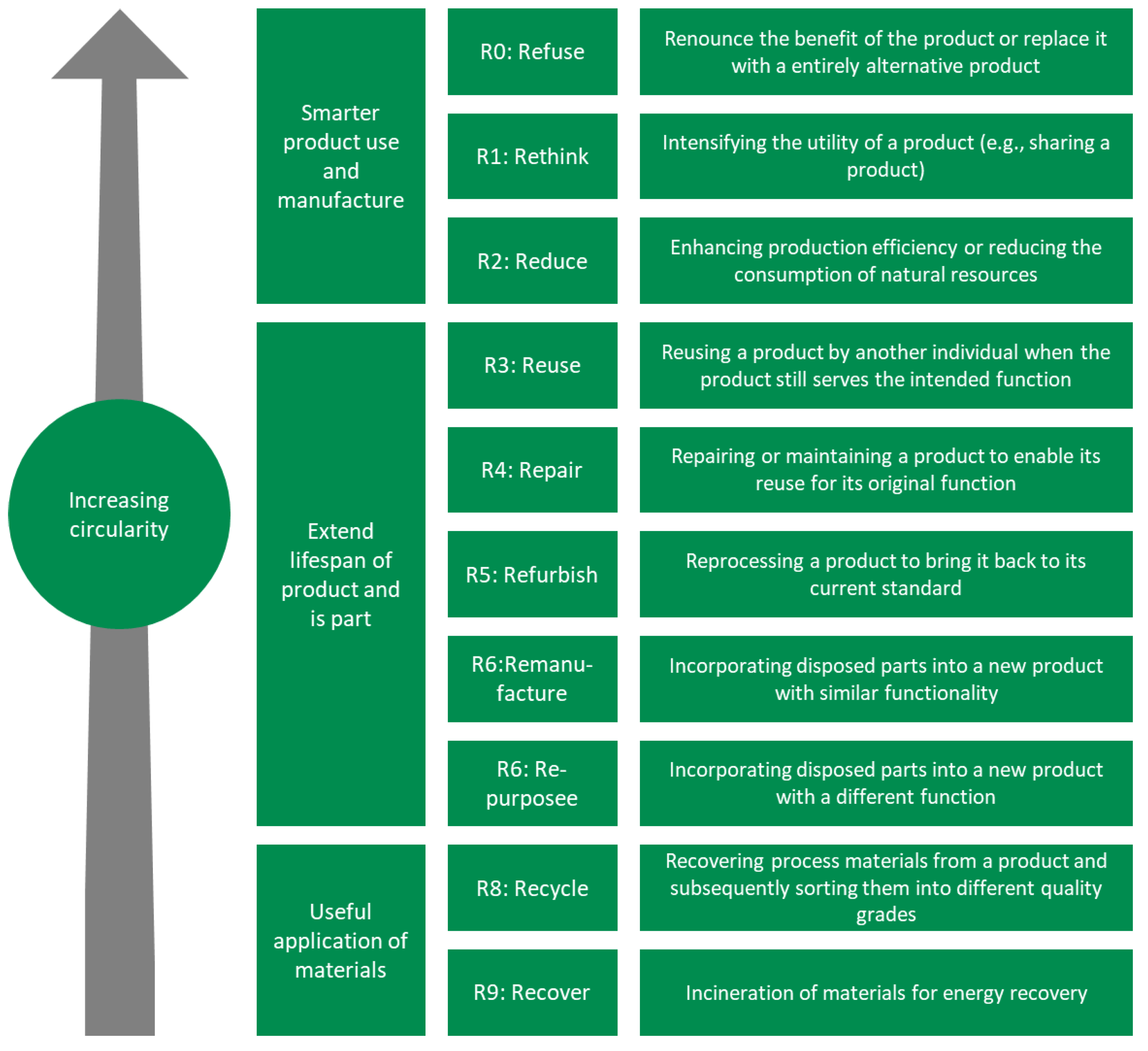
3.3. Idea of Linear Value Retention Strategies
3.4. Linear Value Retention Strategies
3.4.1. Refuse
3.4.2. Rethink
3.4.3. Reduce
3.4.4. Reuse
3.4.5. Repair
3.4.6. Refurbish
3.4.7. Remanufacture
3.4.8. Repurpose
3.4.9. Recycle
3.4.10. Recover
3.5. R-Strategies as a Solution Approach
4. Introducing the Dynamic Multi-Dimensional Value Retention Strategy
4.1. Step 1: Definition of the Product System
4.2. Step 2: Adjustment of the Barriers
5. Case Study: DDS Applied to VFB
5.1. Step 1: Definition of the Product System VFB
5.2. Step 2: Adjustment of the Barriers
5.3. Dimension 1
5.3.1. Redesign
5.3.2. Reduce
5.3.3. Barrier from the D1 Concept to the D2 Reentry
- -
- Effective costs;
- -
- Effective performance;
- -
- Sustainability factors;
- -
- Policies/laws.
5.4. Dimension 2
5.4.1. Reuse
- A lower efficiency can effectively lead to more emissions: It should be noted that the converted energy, e.g., from photovoltaics, is also associated with a significant amount of emissions. With lower efficiency, efficient coupling between renewable energy and storage is not possible. This thesis would need to be precisely calculated using LCA, for instance. Our previous work [12] is suitable for the losses incurred during the use phase of batteries.
- Due to different recycling strategies, batteries and components in developing countries tend to be recycled less effectively. Furthermore, fewer components are typically extracted or reused, impacting material recovery significantly. Also, various materials may be disposed of or incinerated in a more environmentally harmful manner due to lax regulations. This thesis is not always valid but must be thoroughly investigated in each case. As described in the model, this affects the return level accordingly.
- Additionally, this could potentially circumvent costly recycling paths. Consequently, companies are no longer obliged to concern themselves with less emission-intensive EoL strategies.
5.4.2. Repair
5.4.3. Refurbish/Remanufacture
5.4.4. Repurpose
5.4.5. Recycling
5.4.6. Recover
5.4.7. Return
6. Discussion
7. Conclusions and Outlook
- Levels should never be considered in isolation.
- There is an interaction among the levels.
- There exists a one-sided dependence on the underlying dimension.
- The use of a CE method starts before the manufacturing phase and spans multiple product cycles.
- A comprehensive technical understanding of the system is required (see efficiency, EoL, etc.).
- Depending on the chosen CE factor, even low-ranked strategies in value retention strategies sometimes have the highest CE factor.
- Introduction of a mechanism (barrier) only examines realistic strategies.
- Refurbishment of the electrolyte is a game-changer for all barrier factors.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- European Green Deal: EU Agrees Stronger Legislation to Accelerate the Rollout of Renewable Energy. Available online: https://ec.europa.eu/commission/presscorner/detail/en/IP_23_2061 (accessed on 20 September 2020).
- Cebulla, F.; Haas, J.; Eichman, J.; Nowak, W.; Mancarella, P. How much electrical energy storage do we need? A synthesis for the U.S., Europe, and Germany. J. Clean. Prod. 2018, 181, 449–459. [Google Scholar] [CrossRef]
- Jarbratt, G.; Jautelat, S.; Linder, M.; Sparre, E.; van de Rijt, A.; Wong, Q.H. Enabling Renewable Energy with Battery Energy Storage Systems: The Market for Battery Energy Storage Systems Is Growing Rapidly. Here Are the Key Questions for Those Who Want to Lead the Way. 2023. Available online: https://www.mckinsey.com/industries/automotive-and-assembly/our-insights/enabling-renewable-energy-with-battery-energy-storage-systems (accessed on 19 September 2023).
- Thielmann, A.; Sauer, A.; Schnell, M.; Isenmann, R.; Wietschel, M. Technologie-Roadmap Stationäre Energiespeicher 2030. Available online: https://www.isi.fraunhofer.de/content/dam/isi/dokumente/cct/lib/TRM-SES.pdf (accessed on 10 October 2023).
- Sun, C.; Negro, E.; Vezzù, K.; Pagot, G.; Cavinato, G.; Nale, A.; Herve Bang, Y.; Di Noto, V. Hybrid inorganic-organic proton-conducting membranes based on SPEEK doped with WO3 nanoparticles for application in vanadium redox flow batteries. Electrochim. Acta 2019, 309, 311–325. [Google Scholar] [CrossRef]
- Aluko, A.; Knight, A. A Review on Vanadium Redox Flow Battery Storage Systems for Large-Scale Power Systems Application. IEEE Access 2023, 11, 13773–13793. [Google Scholar] [CrossRef]
- Rychcik, M.; Skyllas-Kazacos, M. Characteristics of a new all-vanadium redox flow battery. J. Power Sources 1988, 22, 59–67. [Google Scholar] [CrossRef]
- Iwakiri, I.; Antunes, T.; Almeida, H.; Sousa, J.P.; Figueira, R.B.; Mendes, A. Redox Flow Batteries: Materials, Design and Prospects. Energies 2021, 14, 5643. [Google Scholar] [CrossRef]
- Arenas, L.F.; Ponce de León, C.; Walsh, F.C. Engineering aspects of the design, construction and performance of modular redox flow batteries for energy storage. J. Energy Storage 2017, 11, 119–153. [Google Scholar] [CrossRef]
- Sauer, D.W. Optionen zur Speicherungelektrischer Energie in Energieversorgungssystemen mitregenerativer Stromerzeugung. In Solarzeitalter: Politik, Kultur und Ökonomie Erneuerbarer Energien; RWTH Aachen: Aachen, Germany, 2006. [Google Scholar]
- Minke, C.; Kunz, U.; Turek, T. Techno-economic assessment of novel vanadium redox flow batteries with large-area cells. J. Power Sources 2017, 361, 105–114. [Google Scholar] [CrossRef]
- Blume, N.; Becker, M.; Turek, T.; Minke, C. Life cycle assessment of an industrial-scale vanadium flow battery. J. Ind. Ecol. 2022, 26, 1796–1808. [Google Scholar] [CrossRef]
- Puleston, T.; Clemente, A.; Costa-Castelló, R.; Serra, M. Modelling and Estimation of Vanadium Redox Flow Batteries: A Review. Batteries 2022, 8, 121. [Google Scholar] [CrossRef]
- Hu, X.; Zou, C.; Zhang, C.; Li, Y. Technological Developments in Batteries: A Survey of Principal Roles, Types, and Management Needs. IEEE Power Electron. Mag. 2017, 15, 20–31. [Google Scholar] [CrossRef]
- Trovò, A.; Picano, F.; Guarnieri, M. Comparison of energy losses in a 9 kW vanadium redox flow battery. J. Power Sources 2019, 440, 227144. [Google Scholar] [CrossRef]
- Trovò, A.; Picano, F.; Guarnieri, M. Maximizing Vanadium Redox Flow Battery Efficiency: Strategies of Flow Rate Control. In Proceedings of the 2019 IEEE 28th International Symposium on Industrial Electronics (ISIE), Vancouver, BC, Canada, 12–14 June 2019; pp. 1977–1982. [Google Scholar]
- Li, Y.; Kienbaum, D.; Lüth, T.; Skyllas-Kazacos, M. Long term performance evaluation of a commercial vanadium flow battery system. J. Energy Storage 2024, 90, 111790. [Google Scholar] [CrossRef]
- Blume, N.; Neidhart, M.; Mardilovich, P.; Minke, C. Life cycle assessment of a vanadium flow battery based on manufacturer data. Procedia CIRP 2023, 116, 648–653. [Google Scholar] [CrossRef]
- Blume, N.; Zielinski, O.; Becker, M.; Minke, C. Prospective Life Cycle Assessment of Chemical Electrolyte Recycling for Vanadium Flow Batteries: A Comprehensive Study. Energy Technol. 2023, 12, 750. [Google Scholar] [CrossRef]
- VanadiumPrice.com. V2O5 Vanadium Pentoxide Flake 98% Price USD/lb. Available online: https://vanadiumprice.com/ (accessed on 12 March 2024).
- Nikomarov, M. Welcome & Vanitec Background: Together with CISRI Vanitec Is Tracking VFB Activity in China. Available online: https://vanitec.org/images/uploads/Welcome___Antitrust_Vanitec_Background_.pdf (accessed on 1 December 2023).
- Vanitec Ltd. Global Vanadium Flow Battery Projects—Vanadium Map. 2023. Available online: https://vanitec.org/vanadium/map/ (accessed on 1 December 2023).
- United Nations. World Population Projected to Reach 9.8 Billion in 2050, and 11.2 Billion in 2100. Available online: https://www.un.org/en/desa/world-population-projected-reach-98-billion-2050-and-112-billion-2100 (accessed on 18 October 2023).
- Kaza, S.; Yao, L.C.; Bhada-Tata, P.; van Woerden, F. What a Waste 2.0: A Global Snapshot of Solid Waste Management to 2050; World Bank: Washington, DC, USA, 2018. [Google Scholar]
- Knäble, D.; de Quevedo Puente, E.; Pérez-Cornejo, C.; Baumgärtler, T. The impact of the circular economy on sustainable development: A European panel data approach. Sustain. Prod. Consum. 2022, 34, 233–243. [Google Scholar] [CrossRef]
- Sánchez-Díez, E.; Ventosa, E.; Guarnieri, M.; Trovò, A.; Flox, C.; Marcilla, R.; Soavi, F.; Mazur, P.; Aranzabe, E.; Ferret, R. Redox flow batteries: Status and perspective towards sustainable stationary energy storage. J. Power Sources 2021, 481, 228804. [Google Scholar] [CrossRef]
- Ogunmakinde, O.E. A Review of Circular Economy Development Models in China, Germany and Japan. Recycling 2019, 4, 27. [Google Scholar] [CrossRef]
- Reike, D.; Vermeulen, W.J.; Witjes, S. The circular economy: New or Refurbished as CE 3.0?—Exploring Controversies in the Conceptualization of the Circular Economy through a Focus on History and Resource Value Retention Options. Resour. Conserv. Recycl. 2018, 135, 246–264. [Google Scholar] [CrossRef]
- Blomsma, F.; Brennan, G. The Emergence of Circular Economy: A New Framing Around Prolonging Resource Productivity. J. Ind. Ecol. 2017, 21, 603–614. [Google Scholar] [CrossRef]
- Schivelbusch, W. Das Verzehrende Leben der Dinge: Versuch über die Konsumtion; Carl Hanser Verlag: München, Germany, 2015. [Google Scholar]
- Murray, A.; Skene, K.; Haynes, K. The Circular Economy: An Interdisciplinary Exploration of the Concept and Application in a Global Context. J. Bus. Ethics 2017, 140, 369–380. [Google Scholar] [CrossRef]
- Meadows, D.H.; Meadows, D.L.; Randers, J.; Behrens, W.W. The Limits to Growth. In Green Planet Blues; Conca, K., Dabelko, G.D., Eds.; Routledge: London, UK, 2018; pp. 25–29. [Google Scholar]
- Brundtland, G.H. Our Common Future: Report of the World Commission on Environment and Development; United Nations: Geneva, Switzerland, 1987. [Google Scholar]
- Jackson, M.; Lederwasch, A.; Giurco, D. Transitions in Theory and Practice: Managing Metals in the Circular Economy. Resources 2014, 3, 516–543. [Google Scholar] [CrossRef]
- Seiffert, M.E.B.; Loch, C. Systemic thinking in environmental management: Support for sustainable development. J. Clean. Prod. 2005, 13, 1197–1202. [Google Scholar] [CrossRef]
- Markard, J.; Raven, R.; Truffer, B. Sustainability transitions: An emerging field of research and its prospects. Res. Policy 2012, 41, 955–967. [Google Scholar] [CrossRef]
- Su, B.; Heshmati, A.; Geng, Y.; Yu, X. A review of the circular economy in China: Moving from rhetoric to implementation. J. Clean. Prod. 2013, 42, 215–227. [Google Scholar] [CrossRef]
- Andrews, D. The circular economy, design thinking and education for sustainability. Local Econ. 2015, 30, 305–315. [Google Scholar] [CrossRef]
- Ellen MacArthur Foundation. Towards the Circular Economy: An Economic and Business Rationale for an Accelerated Transition. 2013. Available online: https://www.ellenmacarthurfoundation.org/towards-the-circular-economy-vol-1-an-economic-and-business-rationale-for-an (accessed on 2 December 2023).
- Hofmann, F. Circular business models: Business approach as driver or obstructer of sustainability transitions? J. Clean. Prod. 2019, 224, 361–374. [Google Scholar] [CrossRef]
- Saidani, M.; Yannou, B.; Leroy, Y.; Cluzel, F.; Kendall, A. A taxonomy of circular economy indicators. J. Clean. Prod. 2019, 207, 542–559. [Google Scholar] [CrossRef]
- Ghisellini, P.; Cialani, C.; Ulgiati, S. A review on circular economy: The expected transition to a balanced interplay of environmental and economic systems. J. Clean. Prod. 2016, 114, 11–32. [Google Scholar] [CrossRef]
- Andersen, M.S. An introductory note on the environmental economics of the circular economy. Sustain. Sci. 2007, 2, 133–140. [Google Scholar] [CrossRef]
- Millar, N.; McLaughlin, E.; Börger, T. The Circular Economy: Swings and Roundabouts? Ecol. Econ. 2019, 158, 11–19. [Google Scholar] [CrossRef]
- Kirchherr, J.; Reike, D.; Hekkert, M. Conceptualizing the circular economy: An analysis of 114 definitions. Resour. Conserv. Recycl. 2017, 127, 221–232. [Google Scholar] [CrossRef]
- Garcia-Saravia Ortiz-de-Montellano, C.; van der Meer, Y. A Theoretical Framework for Circular Processes and Circular Impacts Through a Comprehensive Review of Indicators. Glob. J. Flex. Syst. Manag. 2022, 23, 291–314. [Google Scholar] [CrossRef]
- Minke, C. Techno-Ökonomische Modellierung und Bewertung von Stationären Vanadium-Redox-Flow-Batterien im Industriellen Maßstab, 1st ed.; Cuvillier Verlag: Göttingen, Germany, 2016. [Google Scholar]
- Minke, C.; Hickmann, T.; dos Santos, A.R.; Kunz, U.; Turek, T. Cost and performance prospects for composite bipolar plates in fuel cells and redox flow batteries. J. Power Sources 2016, 305, 182–190. [Google Scholar] [CrossRef]
- Minke, C.; Turek, T. Economics of vanadium redox flow battery membranes. J. Power Sources 2015, 286, 247–257. [Google Scholar] [CrossRef]
- Rodby, K.E.; Carney, T.J.; Ashraf Gandomi, Y.; Barton, J.L.; Darling, R.M.; Brushett, F.R. Assessing the levelized cost of vanadium redox flow batteries with capacity fade and rebalancing. J. Power Sources 2020, 460, 227958. [Google Scholar] [CrossRef]
- Tang, L.; Leung, P.; Mohamed, M.R.; Xu, Q.; Dai, S.; Zhu, X.; Flox, C.; Shah, A.A.; Liao, Q. Capital cost evaluation of conventional and emerging redox flow batteries for grid storage applications. Electrochim. Acta 2023, 437, 141460. [Google Scholar] [CrossRef]
- Lee, W.; Park, G.; Kwon, Y. Cost, Performance, and Sustainability of Redox Flow Batteries Using 4,5-Dihydroxy-1,3-benzenedisulfonic Acid and Vanadium Enhanced by Cross Compensation of the Activation Process. ACS Sustain. Chem. Eng. 2023, 11, 12458–12466. [Google Scholar] [CrossRef]
- Li, T.; Xing, F.; Liu, T.; Sun, J.; Shi, D.; Zhang, H.; Li, X. Cost, performance prediction and optimization of a vanadium flow battery by machine-learning. Energy Environ. Sci. 2020, 13, 4353–4361. [Google Scholar] [CrossRef]
- Emmel, D.; Kunz, S.; Blume, N.; Kwon, Y.; Turek, T.; Minke, C.; Schröder, D. Benchmarking organic active materials for aqueous redox flow batteries in terms of lifetime and cost. Nat. Commun. 2023, 14, 6672. [Google Scholar] [CrossRef]
- Poli, N.; Bonaldo, C.; Moretto, M.; Guarnieri, M. Techno-economic assessment of future vanadium flow batteries based on real device/market parameters. Appl. Energy 2024, 362, 122954. [Google Scholar] [CrossRef]
- Koese, M.; Blanco, C.F.; Vert, V.B.; Vijver, M.G. A social life cycle assessment of vanadium redox flow and lithium-ion batteries for energy storage. J. Ind. Ecol. 2023, 27, 223–237. [Google Scholar] [CrossRef]
- Dieterle, M.; Fischer, P.; Pons, M.-N.; Blume, N.; Minke, C.; Bischi, A. Life cycle assessment (LCA) for flow batteries: A review of methodological decisions. Sustain. Energy Technol. Assess. 2022, 53, 102457. [Google Scholar] [CrossRef]
- Da Silva Lima, L.; Quartier, M.; Buchmayr, A.; Sanjuan-Delmás, D.; Laget, H.; Corbisier, D.; Mertens, J.; Dewulf, J. Life cycle assessment of lithium-ion batteries and vanadium redox flow batteries-based renewable energy storage systems. Sustain. Energy Technol. Assess. 2021, 46, 101286. [Google Scholar] [CrossRef]
- Morales-Mora, M.A.; Pijpers, J.J.; Antonio, A.C.; La Soto, J.d.C.; Calderón, A.M.A. Life cycle assessment of a novel bipolar electrodialysis-based flow battery concept and its potential use to mitigate the intermittency of renewable energy generation. J. Energy Storage 2021, 35, 102339. [Google Scholar] [CrossRef]
- Fernandez-Marchante, C.M.; Millán, M.; Medina-Santos, J.I.; Lobato, J. Environmental and Preliminary Cost Assessments of Redox Flow Batteries for Renewable Energy Storage. Energy Technol. 2020, 8, 1900914. [Google Scholar] [CrossRef]
- Díaz-Ramírez, M.C.; Ferreira, V.J.; García-Armingol, T.; López-Sabirón, A.M.; Ferreira, G. Battery Manufacturing Resource Assessment to Minimise Component Production Environmental Impacts. Sustainability 2020, 12, 6840. [Google Scholar] [CrossRef]
- Weber, S.; Peters, J.F.; Baumann, M.; Weil, M. Life Cycle Assessment of a Vanadium Redox Flow Battery. Environ. Sci. Technol. 2018, 52, 10864–10873. [Google Scholar] [CrossRef]
- Luthin, A.; Traverso, M.; Crawford, R.H. Circular life cycle sustainability assessment: An integrated framework. J. Ind. Ecol. 2023, 28, 41–58. [Google Scholar] [CrossRef]
- Turan, I.; Fernandez, J. Material Across Scales: Combining Material Flow Analysis And Life Cycle Assessment to Promote Efficiency in A Neighborhood Building Stock. In Proceedings of the Building Simulation 2015: 14th Conference of IBPSA, 2015 Building Simulation Conference, Hyderabad, India, 7–9 December 2015; IBPSA: Las Cruces, NM, USA, 2015. [Google Scholar]
- Brütting, J.; Desruelle, J.; Senatore, G.; Fivet, C. Design of Truss Structures Through Reuse. Structures 2019, 18, 128–137. [Google Scholar] [CrossRef]
- Al-Obaidy, M.; Courard, L.; Attia, S. A Parametric Approach to Optimizing Building Construction Systems and Carbon Footprint: A Case Study Inspired by Circularity Principles. Sustainability 2022, 14, 3370. [Google Scholar] [CrossRef]
- Dervishaj, A.; Gudmundsson, K. From LCA to circular design: A comparative study of digital tools for the built environment. Resour. Conserv. Recycl. 2024, 200, 107291. [Google Scholar] [CrossRef]
- Kumar, M.; Mani, M. Eco-effective sustainability assessment in buildings: Status and future directions for life cycle studies. J. Phys. Conf. Ser. 2023, 2600, 152017. [Google Scholar] [CrossRef]
- van Stijn, A.; Malabi Eberhardt, L.C.; Wouterszoon Jansen, B.; Meijer, A. A Circular Economy Life Cycle Assessment (CE-LCA) model for building components. Resour. Conserv. Recycl. 2021, 174, 105683. [Google Scholar] [CrossRef]
- Malabi Eberhardt, L.C.; van Stijn, A.; Nygaard Rasmussen, F.; Birkved, M.; Birgisdottir, H. Development of a Life Cycle Assessment Allocation Approach for Circular Economy in the Built Environment. Sustainability 2020, 12, 9579. [Google Scholar] [CrossRef]
- Larsen, V.G.; Tollin, N.; Sattrup, P.A.; Birkved, M.; Holmboe, T. What are the challenges in assessing circular economy for the built environment? A literature review on integrating LCA, LCC and S-LCA in life cycle sustainability assessment, LCSA. J. Build. 2022, 50, 104203. [Google Scholar] [CrossRef]
- Xue, K.; Hossain, M.U.; Liu, M.; Ma, M.; Zhang, Y.; Hu, M.; Chen, X.; Cao, G. BIM Integrated LCA for Promoting Circular Economy towards Sustainable Construction: An Analytical Review. Sustainability 2021, 13, 1310. [Google Scholar] [CrossRef]
- Norouzi, M.; Chàfer, M.; Cabeza, L.F.; Jiménez, L.; Boer, D. Circular economy in the building and construction sector: A scientific evolution analysis. J. Build. 2021, 44, 102704. [Google Scholar] [CrossRef]
- Dsilva, J.; Zarmukhambetova, S.; Locke, J. Assessment of building materials in the construction sector: A case study using life cycle assessment approach to achieve the circular economy. Heliyon 2023, 9, e20404. [Google Scholar] [CrossRef] [PubMed]
- Eberhardt, L.C.M.; Birgisdottir, H.; Birkved, M. Potential of Circular Economy in Sustainable Buildings. IOP Conf. Ser. Mater. Sci. Eng. 2019, 471, 92051. [Google Scholar] [CrossRef]
- Yoshida, H.; Shimamura, K.; Aizawa, H. 3R strategies for the establishment of an international sound material-cycle society. J. Mater. Cycles Waste Manag. 2007, 9, 101–111. [Google Scholar] [CrossRef]
- Amelia, L.; Wahab, D.A.; Che Haron, C.H.; Muhamad, N.; Azhari, C.H. Initiating automotive component reuse in Malaysia. J. Clean. Prod. 2009, 17, 1572–1579. [Google Scholar] [CrossRef]
- Xing, K.; Luong, L. Modelling and evaluation of product fitness for service life extension. J. Eng. Des. 2009, 20, 243–263. [Google Scholar] [CrossRef]
- Sakai, S.; Yoshida, H.; Hirai, Y.; Asari, M.; Takigami, H.; Takahashi, S.; Tomoda, K.; Peeler, M.V.; Wejchert, J.; Schmid-Unterseh, T.; et al. International comparative study of 3R and waste management policy developments. J. Mater. Cycles Waste Manag. 2011, 13, 86–102. [Google Scholar] [CrossRef]
- Diener, D.L.; Tillman, A.-M. Component end-of-life management: Exploring opportunities and related benefits of remanufacturing and functional recycling. Resour. Conserv. Recycl. 2015, 102, 80–93. [Google Scholar] [CrossRef]
- Lieder, M.; Rashid, A. Towards circular economy implementation: A comprehensive review in context of manufacturing industry. J. Clean. Prod. 2016, 115, 36–51. [Google Scholar] [CrossRef]
- Wang, H.-F.; Hsu, H.-W. A closed-loop logistic model with a spanning-tree based genetic algorithm. Comput. Oper. Res. 2010, 37, 376–389. [Google Scholar] [CrossRef]
- Potting, J.; Hekkert, M.; Worrell, E.; Hanemaaijer, A. Circular Economy: Measuring Innovation in the Product Chain; PBL Netherlands Assessment Agency: Bilthoven, The Netherlands, 2017. [Google Scholar]
- Morseletto, P. Targets for a circular economy. Resour. Conserv. Recycl. 2020, 153, 104553. [Google Scholar] [CrossRef]
- Elia, V.; Gnoni, M.G.; Tornese, F. Measuring circular economy strategies through index methods: A critical analysis. J. Clean. Prod. 2017, 142, 2741–2751. [Google Scholar] [CrossRef]
- European Comission. Circular Economy Action Plan: The EU’s New Circular Action Plan Paves the Way for a Cleaner and More Competitive Europe. March 2020. Available online: https://environment.ec.europa.eu/strategy/circular-economy-action-plan_en (accessed on 25 October 2023).
- Viles, E.; Santos, J.; Arévalo, T.F.; Tanco, M.; Kalemkerian, F. A New Mindset for Circular Economy Strategies: Case Studies of Circularity in the Use of Water. Sustainability 2020, 12, 9781. [Google Scholar] [CrossRef]
- Schöggl, J.-P.; Stumpf, L.; Baumgartner, R.J. The narrative of sustainability and circular economy—A longitudinal review of two decades of research. Resour. Conserv. Recycl. 2020, 163, 105073. [Google Scholar] [CrossRef]
- Peña, C.; Civit, B.; Gallego-Schmid, A.; Druckman, A.; Pires, A.C.; Weidema, B.; Mieras, E.; Wang, F.; Fava, J.; Canals, L.M.i.; et al. Using life cycle assessment to achieve a circular economy. Int. J. Life Cycle Assess. 2021, 26, 215–220. [Google Scholar] [CrossRef]
- Leipold, S.; Petit-Boix, A.; Luo, A.; Helander, H.; Simoens, M.; Ashton, W.S.; Babbitt, C.W.; Bala, A.; Bening, C.R.; Birkved, M.; et al. Lessons, narratives, and research directions for a sustainable circular economy. J. Ind. Ecol. 2023, 27, 6–18. [Google Scholar] [CrossRef]
- Delanoeije, J.; Bachus, K. Reuse: The Understudied Circular Economy Strategy. September 2020. Available online: https://lirias.kuleuven.be/3243390?limo=0 (accessed on 20 March 2024).
- Hazen, B.T.; Wu, Y.; Cegielski, C.G.; Jones-Farmer, L.A.; Hall, D.J. Consumer reactions to the adoption of green reverse logistics. Int. Rev. Retail. Distrib. Consum. Res. 2012, 22, 417–434. [Google Scholar] [CrossRef]
- Den Hollander, M.C.; Bakker, C.A.; Hultink, E.J. Product Design in a Circular Economy: Development of a Typology of Key Concepts and Terms. J. Ind. Ecol. 2017, 21, 517–525. [Google Scholar] [CrossRef]
- Heath, G.A.; Ravikumar, D.; Hansen, B.; Kupets, E. A critical review of the circular economy for lithium-ion batteries and photovoltaic modules—Status, challenges, and opportunities. J. Air Waste Manag. Assoc. 2022, 72, 478–539. [Google Scholar] [CrossRef] [PubMed]
- Kurt, A.; Cung, V.-D.; Mangione, F.; Cortes-Cornax, M.; Front, A. An Extended Circular Supply Chain Model Including Repurposing Activities. In Proceedings of the 2019 International Conference on Control, Automation and Diagnosis (ICCAD), Grenoble, France, 2–4 July 2019; IEEE: Piscataway, NJ, USA, 2019; pp. 1–6. [Google Scholar]
- Moni, S.M.; Mahmud, R.; High, K.; Carbajales-Dale, M. Life cycle assessment of emerging technologies: A review. J. Ind. Ecol. 2020, 24, 52–63. [Google Scholar] [CrossRef]
- Pivoli, A.; Boelaert, P. Solvay Eliminiert Die Verwendung von Fluortenside aus Seinem Tecnoflon® FKM-Portfolio: Solvay Bleibt mit der Einführung Seiner Revolutionären und Patentierten Polymerisationstechnologie an der Spitze der Branche. Available online: https://www.solvay.com/sites/g/files/srpend616/files/2022-06/SOLPR030DE0622%20Tecnoflon%20NFS.pdf (accessed on 17 November 2023).
- Prumbohm, E.; Wehinger, G.D. Exploring Flow Characteristics in Vanadium Redox-Flow Batteries: Optical Measurements and CFD Simulations. Chem. Ing. Technol. 2019, 91, 900–906. [Google Scholar] [CrossRef]
- Pan, L.; Xie, J.; Guo, J.; Wei, D.; Qi, H.; Rao, H.; Leung, P.; Zeng, L.; Zhao, T.; Wei, L. In-plane gradient design of flow fields enables enhanced convections for redox flow batteries. Energy Adv. 2023, 2, 2006–2017. [Google Scholar] [CrossRef]
- Li, Y.; Mouron, S.T.; Perry, M.; van Nguyen, T. Vanadium Electrolyte Densification and Gel Formation Processes. Ind. Eng. Chem. Res. 2023, 62, 16785–16793. [Google Scholar] [CrossRef]
- Skyllas-Kazacos, M.; Cao, L.; Kazacos, M.; Kausar, N.; Mousa, A. Vanadium Electrolyte Studies for the Vanadium Redox Battery—A Review. ChemSusChem 2016, 9, 1521–1543. [Google Scholar] [CrossRef]
- Song, W.; Li, K.; Zheng, Q.; Li, H. New process of extracting Vanadium from molten Vanadium Slag. In Proceedings of the 3rd International Slag Valorisation Symposium, Leuven, Belgium, 19–20 March 2013; Available online: http://www.slag-valorisation-symposium.eu/2013/images/papers/ps2_3_Song.pdf (accessed on 10 December 2023).
- Axelson, M.; Oberthür, S.; Nilsson, L.J. Emission reduction strategies in the EU steel industry: Implications for business model innovation. J. Ind. Ecol. 2021, 25, 390–402. [Google Scholar] [CrossRef]
- Gielen, D.; Saygin, D.; Taibi, E.; Birat, J.-P. Renewables-based decarbonization and relocation of iron and steel making: A case study. J. Ind. Ecol. 2020, 24, 1113–1125. [Google Scholar] [CrossRef]
- Poli, N.; Schäffer, M.; Trovo, A.; Noack, J.; Guarnieri, M.; Fischer, P. An Electrolyte Rebalancing Procedure for Vanadium Redox Flow Batteries. Meet. Abstr. 2020, 6, 1033. [Google Scholar] [CrossRef]
- Poli, N.; Trovò, A.; Guarnieri, M. Rebalancing/Regeneration of Vanadium Flow Batteries. In Flow Batteries; Roth, C., Noack, J., Skyllas-Kazacos, M., Eds.; Wiley: Hoboken, NJ, USA, 2023; pp. 641–657. [Google Scholar]
- Schafner, K.; Becker, M.; Turek, T. Capacity balancing for vanadium redox flow batteries through continuous and dynamic electrolyte overflow. J. Appl. Electrochem. 2021, 51, 1217–1228. [Google Scholar] [CrossRef]
- Lemmermann, T.; Becker, M.; Stehle, M.; Drache, M.; Beuermann, S.; Gohs, U.; Fittschen, U.E.; Turek, T.; Kunz, U. Monitoring of vanadium mass transfer using redox potential probes inside membranes during charge and discharge of flow batteries: An experimental study. J. Power Sources 2024, 596, 233983. [Google Scholar] [CrossRef]
- Lourenssen, K.; Williams, J.; Ahmadpour, F.; Clemmer, R.; Tasnim, S. Vanadium redox flow batteries: A comprehensive review. J. Energy Storage 2019, 25, 100844. [Google Scholar] [CrossRef]
- Lombardo, T.; Duquesnoy, M.; El-Bouysidy, H.; Årén, F.; Gallo-Bueno, A.; Jørgensen, P.B.; Bhowmik, A.; Demortière, A.; Ayerbe, E.; Alcaide, F.; et al. Artificial Intelligence Applied to Battery Research: Hype or Reality? Chem. Rev. 2022, 122, 10899–10969. [Google Scholar] [CrossRef]
- Riham Alkousaa. German Coal Firm LEAG Plans 200 Million-Euro Renewable Power Storage Plant. Available online: https://www.reuters.com/sustainability/german-coal-firm-leag-plans-200-mln-eur-renewable-power-storage-plant-2023-06-15/#new_tab (accessed on 5 February 2024).
- Weng, A.; Dufek, E.; Stefanopoulou, A. Battery passports for promoting electric vehicle resale and repurposing. Joule 2023, 7, 837–842. [Google Scholar] [CrossRef]
- Volkov, A.; Kologrieva, U.; Stulov, P. Study of Forms of Compounds of Vanadium and Other Elements in Samples of Pyrometallurgical Enrichment of Ash from Burning Oil Combustion at Thermal Power Plants. Materials 2022, 15, 8596. [Google Scholar] [CrossRef]
- Bakkar, A.; El-Sayed Seleman, M.M.; Zaky Ahmed, M.M.; Harb, S.; Goren, S.; Howsawi, E. Recovery of vanadium and nickel from heavy oil fly ash (HOFA): A critical review. RSC Adv. 2023, 13, 6327–6345. [Google Scholar] [CrossRef]
- Hakimi, M.; Kiani, P.; Alikhani, M.; Feizi, N.; Bajestani, A.M.; Alimard, P. Reducing Environmental Pollution of Fuel Fly Ash by Extraction and Removal Vanadium Pentoxide. Solid Fuel Chem. 2020, 54, 337–342. [Google Scholar] [CrossRef]
- Banks-Louie, S. Volvo Mines Blockchain to Keep Ethical Sourcing Promise: Carmaker Works Closely with Suppliers to Monitor Materials in the Supply Chain. Available online: https://www.oracle.com/connect/volvo-mines-blockchain-to-keep-ethical-sourcing-promise.html (accessed on 23 April 2024).
- Arenas, L.F.; Ponce de León, C.; Walsh, F.C. Redox flow batteries for energy storage: Their promise, achievements and challenges. Curr. Opin. Electrochem. 2019, 16, 117–126. [Google Scholar] [CrossRef]
- Wu, J.; Xu, S. Manufacturing flow batteries using advanced 3D printing technology—A review. Front. Chem. Eng. 2023, 5, 1144237. [Google Scholar] [CrossRef]
- Hanley, S. Redflow Will Supply 20 MWh Flow Battery Storage System in California. Available online: https://cleantechnica.com/2023/06/02/redflow-will-supply-20-mwh-flow-battery-storage-system-in-california/ (accessed on 6 February 2024).
- Tarroja, B.; He, H.; Tian, S.; Ogunseitan, O.; Schoenung, J.; Samuelsen, S. Life Cycle Assessment of Environmental and Human Health Impacts of Flow Battery Energy Storage Production and Use. December 2021. Available online: https://www.energy.ca.gov/publications/2021/life-cycle-assessment-environmental-and-human-health-impacts-flow-battery-energy (accessed on 4 February 2024).
- Hua, Y.; Liu, X.; Zhou, S.; Huang, Y.; Ling, H.; Yang, S. Toward Sustainable Reuse of Retired Lithium-ion Batteries from Electric Vehicles. Resour. Conserv. Recycl. 2021, 168, 105249. [Google Scholar] [CrossRef]
- Pagliaro, M.; Meneguzzo, F. Lithium battery reusing and recycling: A circular economy insight. Heliyon 2019, 5, e01866. [Google Scholar] [CrossRef] [PubMed]
- Oteng-Ababio, M. E-waste: An emerging challenge to solid waste management in Ghana. Int. Dev. Plan Rev. 2010, 32, 191–206. [Google Scholar] [CrossRef]
- Reichelt, F.; Müller, K. Assessment of the reliability of vanadium-redox flow batteries. Eng. Rep. 2020, 2, 12254. [Google Scholar] [CrossRef]
- Molchanov, B. Development and Testing of Mechanically Stable Vanadium Redox Flow Battery. 2016. Available online: https://www.theseus.fi/bitstream/handle/10024/112448/Bogdan%20Thesis_VRFB%20final%20version.pdf?sequence=1 (accessed on 12 April 2024).
- Minke, C.; Dorantes Ledesma, M.A. Impact of cell design and maintenance strategy on life cycle costs of vanadium redox flow batteries. J. Energy Storage 2019, 21, 571–580. [Google Scholar] [CrossRef]
- Saidani, M.; Yannou, B.; Leroy, Y.; Cluzel, F. How to Assess Product Performance in the Circular Economy? Proposed Requirements for the Design of a Circularity Measurement Framework. Recycling 2017, 2, 6. [Google Scholar] [CrossRef]
- Ijomah, W.L.; Bennett, J.P.; Pearce, J. Remanufacturing: Evidence of Environmentally Conscious Business Practice in the UK. In Proceedings of the First International Symposium on Environmentally Conscious Design and Inverse Manufacturing, Tokyo, Japan, 1–3 February 1999; IEEE: Piscataway, NJ, USA, 1999; pp. 192–196. [Google Scholar]
- Hatcher, G.D.; Ijomah, W.L.; Windmill, J. Integrating design for remanufacture into the design process: The operational factors. J. Clean. Prod. 2013, 39, 200–208. [Google Scholar] [CrossRef]
- Hatcher, G.D.; Ijomah, W.L.; Windmill, J. Design for remanufacture: A literature review and future research needs. J. Clean. Prod. 2011, 19, 2004–2014. [Google Scholar] [CrossRef]
- Singhal, D.; Tripathy, S.; Jena, S.K. Remanufacturing for the circular economy: Study and evaluation of critical factors. Resour. Conserv. Recycl. 2020, 156, 104681. [Google Scholar] [CrossRef]
- Dahmus, J.B.; Gutowski, T.G. What gets recycled: An information theory based model for product recycling. Environ. Sci. Technol. 2007, 41, 7543–7550. [Google Scholar] [CrossRef] [PubMed]
- van Loon, P.; van Wassenhove, L.N. Assessing the economic and environmental impact of remanufacturing: A decision support tool for OEM suppliers. Int. J. Prod. Res. 2018, 56, 1662–1674. [Google Scholar] [CrossRef]
- Islam, H.; Zhang, G.; Setunge, S.; Bhuiyan, M.A. Life cycle assessment of shipping container home: A sustainable construction. Energy Build. 2016, 128, 673–685. [Google Scholar] [CrossRef]
- Vogt, B.D.; Stokes, K.K.; Kumar, S.K. Why is Recycling of Postconsumer Plastics so Challenging? ACS Appl. Polym. Mater. 2021, 3, 4325–4346. [Google Scholar] [CrossRef]
- Grot, S.; Grot, W. Recycling of Used Perfluorosulfonic Acid Membranes. U.S. Patent 7,255,798 B2, 24 March 2005. [Google Scholar]
- Bharti, A.; Natarajan, R. Recovery of expensive Pt/C catalysts from the end-of-life membrane electrode assembly of proton exchange membrane fuel cells. RSC Adv. 2020, 10, 35057–35061. [Google Scholar] [CrossRef]
- Xu, H.-F.; Wang, X.; Shao, Z.-G.; Hsing, I.-M. Recycling and regeneration of used perfluorosulfonic membranes for polymer electrolyte fuel cells. J. Appl. Electrochem. 2002, 32, 1337–1340. [Google Scholar] [CrossRef]
- Parnian, M.J.; Rowshanzamir, S.; Alipour Moghaddam, J. Investigation of physicochemical and electrochemical properties of recast Nafion nanocomposite membranes using different loading of zirconia nanoparticles for proton exchange membrane fuel cell applications. Mater. Sci. Energy Technol. 2018, 1, 146–154. [Google Scholar] [CrossRef]
- Alipour Moghaddam, J.; Parnian, M.J.; Rowshanzamir, S. Preparation, characterization, and electrochemical properties investigation of recycled proton exchange membrane for fuel cell applications. Energy 2018, 161, 699–709. [Google Scholar] [CrossRef]
- Park, A. Sustainable Nafion (TM): Opportunities in Recycling & Re-Use of Membranes and Ionomers, 22 May 2022. Available online: https://www.energy.gov/sites/default/files/2022-07/h2-mach-16-park.pdf (accessed on 17 November 2023).
- Schuster, J.; Lutz, J.; Shaik, Y.P.; Yadavalli, V.R. Recycling of fluoro-carbon-elastomers—A review. Adv. Ind. Eng. Polym. Res. 2022, 5, 248–254. [Google Scholar] [CrossRef]
- Eriksen, M.K.; Damgaard, A.; Boldrin, A.; Astrup, T.F. Quality Assessment and Circularity Potential of Recovery Systems for Household Plastic Waste. J. Ind. Ecol. 2019, 23, 156–168. [Google Scholar] [CrossRef]
- Demets, R.; van Kets, K.; Huysveld, S.; Dewulf, J.; de Meester, S.; Ragaert, K. Addressing the complex challenge of understanding and quantifying substitutability for recycled plastics. Resour. Conserv. Recycl. 2021, 174, 105826. [Google Scholar] [CrossRef]
- Grant, A.; Cordle, M.; Bridgwater, E. Quality of Recycling: Towards an Operational Definition; Publications Office of the European Union: Luxembourg, 2020. [Google Scholar]
- Tonini, D.; Albizzati, P.F.; Caro, D.; de Meester, S.; Garbarino, E.; Blengini, G.A. Quality of recycling: Urgent and undefined. Waste Manag. 2022, 146, 11–19. [Google Scholar] [CrossRef]
- Gebert, M. Benchmarking-Methodik für Komponenten in Polymerelektrolyt-Brennstoffzellen; Forschungszentrum Jülich: Jülich, Germany, 2004. [Google Scholar]
- Das, S.; Ronen, A. A Review on Removal and Destruction of Per- and Polyfluoroalkyl Substances (PFAS) by Novel Membranes. Membranes 2022, 12, 662. [Google Scholar] [CrossRef] [PubMed]
- Aleksandrov, K.; Gehrmann, H.-J.; Hauser, M.; Mätzing, H.; Pigeon, D.; Stapf, D.; Wexler, M. Waste incineration of Polytetrafluoroethylene (PTFE) to evaluate potential formation of per- and Poly-Fluorinated Alkyl Substances (PFAS) in flue gas. Chemosphere 2019, 226, 898–906. [Google Scholar] [CrossRef]
- Feng, M.; Qu, R.; Wei, Z.; Wang, L.; Sun, P.; Wang, Z. Characterization of the thermolysis products of Nafion membrane: A potential source of perfluorinated compounds in the environment. Sci. Rep. 2015, 5, 9859. [Google Scholar] [CrossRef]
- Martínez-López, J.; Portal-Porras, K.; Fernández-Gamiz, U.; Sánchez-Díez, E.; Olarte, J.; Jonsson, I. Voltage and Overpotential Prediction of Vanadium Redox Flow Batteries with Artificial Neural Networks. Batteries 2024, 10, 23. [Google Scholar] [CrossRef]
- Vocabulary, Principles and Guidance for Implementation, under Development. Available online: https://www.iso.org/standard/80648.html (accessed on 19 February 2024).
- Guidance on the Transition of Business Models and Value Networks, under Development. Available online: https://www.iso.org/standard/80649.html (accessed on 19 February 2024).
- Measuring and Assessing Circularity Performance, under Development. Available online: https://www.iso.org/standard/80650.html (accessed on 19 February 2024).




Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Blume, N.; Turek, T.; Minke, C. Sustainability Development of Stationary Batteries: A Circular Economy Approach for Vanadium Flow Batteries. Batteries 2024, 10, 240. https://doi.org/10.3390/batteries10070240
Blume N, Turek T, Minke C. Sustainability Development of Stationary Batteries: A Circular Economy Approach for Vanadium Flow Batteries. Batteries. 2024; 10(7):240. https://doi.org/10.3390/batteries10070240
Chicago/Turabian StyleBlume, Nick, Thomas Turek, and Christine Minke. 2024. "Sustainability Development of Stationary Batteries: A Circular Economy Approach for Vanadium Flow Batteries" Batteries 10, no. 7: 240. https://doi.org/10.3390/batteries10070240
APA StyleBlume, N., Turek, T., & Minke, C. (2024). Sustainability Development of Stationary Batteries: A Circular Economy Approach for Vanadium Flow Batteries. Batteries, 10(7), 240. https://doi.org/10.3390/batteries10070240