
Effect of Composition on the Phase Structure and Magnetic Properties of Ball-Milled LaFe11.71-xMnxSi1.29H1.6 Magnetocaloric Powders


 , ,
, ,  ,
,  ,
,
Abstract
:1. Introduction
2. Results and Discussion
3. Materials and Methods
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
Appendix A

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
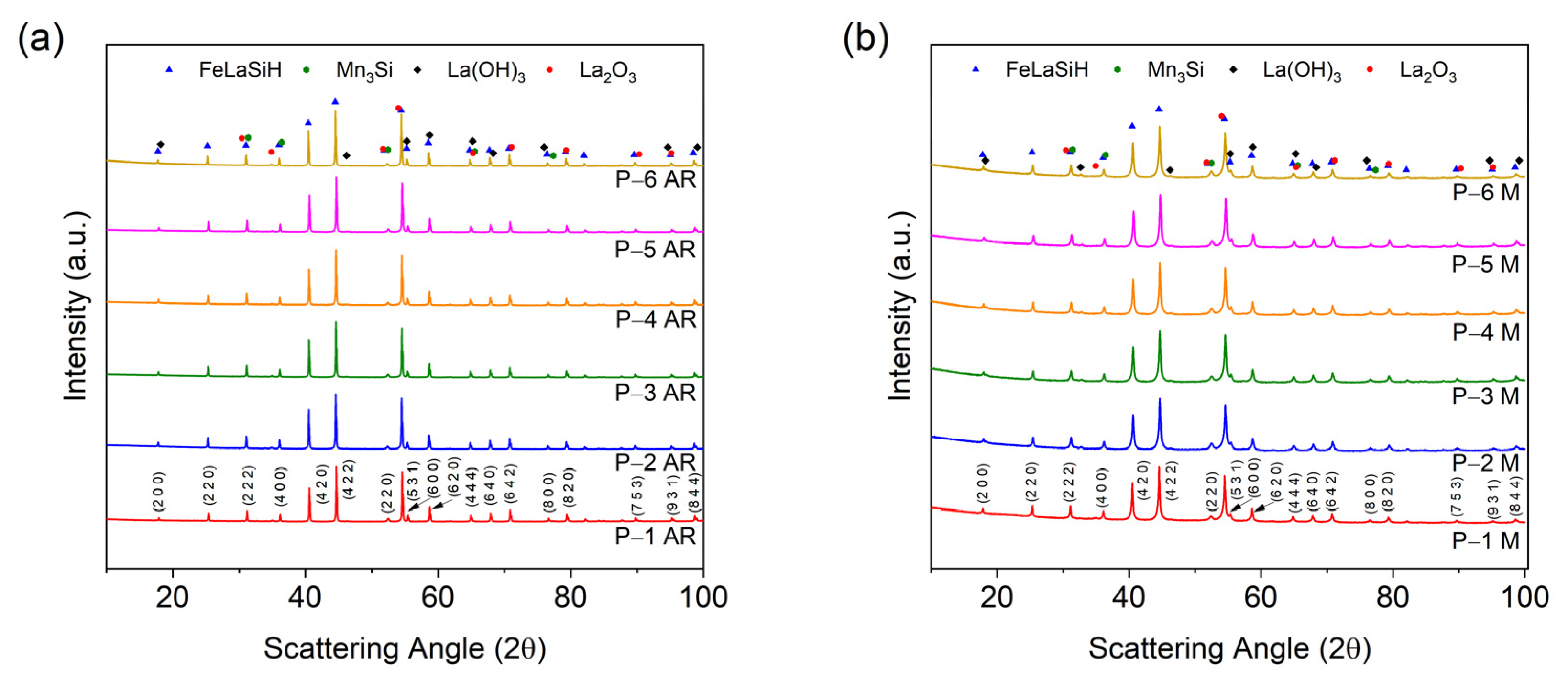
| Sample | Phase | wt.% | Crystal System | Space Group (No.) | Lattice Parameter (Å) | Volume (Å3) |
|---|---|---|---|---|---|---|
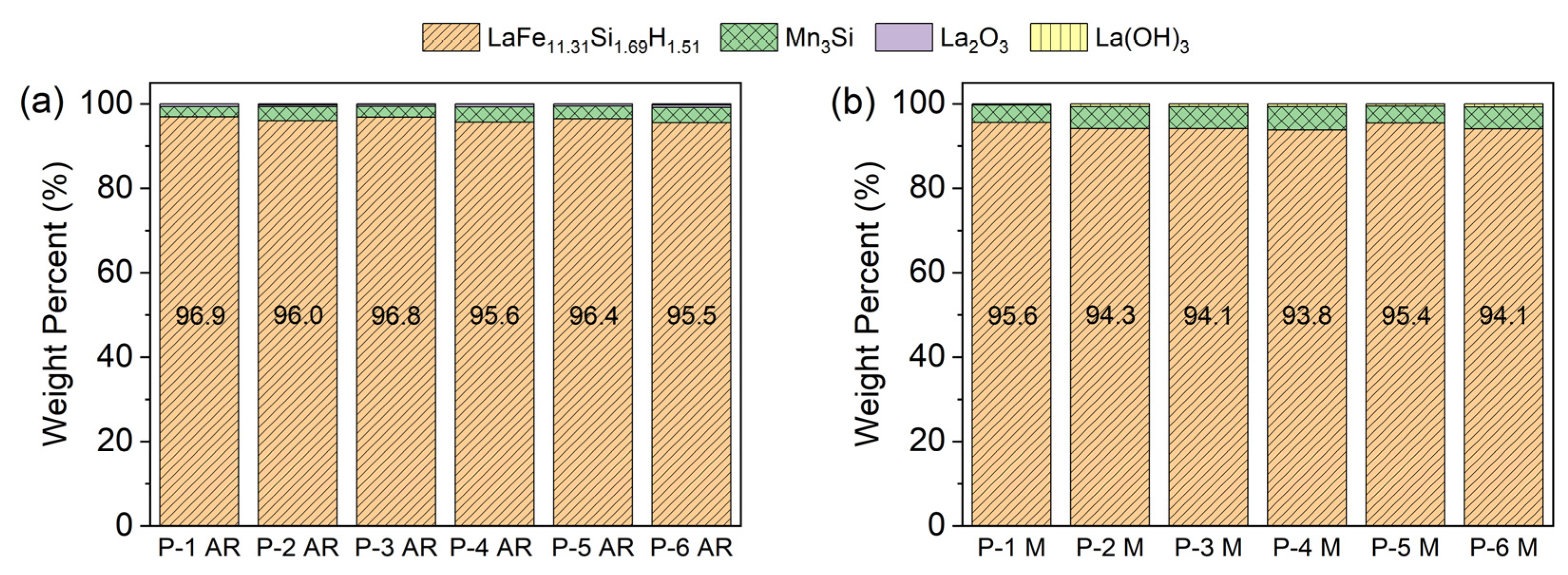
| P-1 AR | LaFe11.31Si1.69H1.51 | 96.90 | Cubic | Fmc (226) | a = 11.56 | 1544.59 |
| b = 11.56 | ||||||
| c = 11.56 | ||||||
| Mn3Si | 2.40 | Cubic | Fmm (225) | a = 5.73 | 188.55 | |
| b = 5.73 | ||||||
| c = 5.73 | ||||||
| La2O3 | 0.67 | Hexagonal | Pm1 (164) | a = 3.94 | 82.69 | |
| b = 3.94 | ||||||
| c = 6.15 | ||||||
| P-2 AR | LaFe11.31Si1.69H1.51 | 96.00 | Cubic | Fmc (226) | a = 11.56 | 1544.35 |
| b = 11.56 | ||||||
| c = 11.56 | ||||||
| Mn3Si | 3.34 | Cubic | Fmm (225) | a = 5.74 | 188.87 | |
| b = 5.74 | ||||||
| c = 5.74 | ||||||
| La(OH)3 | 0.29 | Hexagonal | P63/m (176) | a = 6.53 | 142.89 | |
| b = 6.53 | ||||||
| c = 3.87 | ||||||
| La2O3 | 0.38 | Hexagonal | Pm1 (164) | a = 3.94 | 82.76 | |
| b = 3.94 | ||||||
| c = 6.16 | ||||||
| P-3 AR | LaFe11.31Si1.69H1.51 | 96.80 | Cubic | Fmc (226) | a = 11.56 | 1544.61 |
| b = 11.56 | ||||||
| c = 11.56 | ||||||
| Mn3Si | 2.53 | Cubic | Fmm (225) | a = 5.74 | 188.92 | |
| b = 5.74 | ||||||
| c = 5.74 | ||||||
| La(OH)3 | 0.16 | Hexagonal | P63/m (176) | a = 6.54 | 143.28 | |
| b = 6.54 | ||||||
| c = 3.87 | ||||||
| La2O3 | 0.48 | Hexagonal | Pm1 (164) | a = 3.94 | 82.86 | |
| b = 3.94 | ||||||
| c = 6.17 | ||||||
| P-4 AR | LaFe11.31Si1.69H1.51 | 95.60 | Cubic | Fmc (226) | a = 11.56 | 1544.24 |
| b = 11.56 | ||||||
| c = 11.56 | ||||||
| Mn3Si | 3.66 | Cubic | Fmm (225) | a = 5.74 | 188.90 | |
| b = 5.74 | ||||||
| c = 5.74 | ||||||
| La(OH)3 | 0.11 | Hexagonal | P63/m (176) | a =6.53 | 142.06 | |
| b = 6.53 | ||||||
| c = 3.84 | ||||||
| La2O3 | 0.61 | Hexagonal | Pm1 (164) | a = 3.94 | 82.68 | |
| b = 3.94 | ||||||
| c = 6.15 | ||||||
| P-5 AR | LaFe11.31Si1.69H1.51 | 96.40 | Cubic | Fmc (226) | a = 11.56 | 1544.34 |
| b = 11.56 | ||||||
| c = 11.56 | ||||||
| Mn3Si | 3.04 | Cubic | Fmm (225) | a = 5.74 | 188.89 | |
| b = 5.74 | ||||||
| c = 5.74 | ||||||
| La(OH)3 | 0.03 | Hexagonal | P63/m (176) | a = 6.52 | 142.44 | |
| b = 6.52 | ||||||
| c = 3.87 | ||||||
| La2O3 | 0.55 | Hexagonal | Pm1 (164) | a = 3.94 | 82.78 | |
| b = 3.94 | ||||||
| c = 6.16 | ||||||
| P-6 AR | LaFe11.31Si1.69H1.51 | 95.50 | Cubic | Fmc (226) | a = 11.56 | 1543.68 |
| b = 11.56 | ||||||
| c = 11.56 | ||||||
| Mn3Si | 3.60 | Cubic | Fmm (225) | a = 5.74 | 188.98 | |
| b = 5.74 | ||||||
| c = 5.74 | ||||||
| La(OH)3 | 0.28 | Hexagonal | P63/m (176) | a = 6.53 | 142.96 | |
| b = 6.53 | ||||||
| c = 3.87 | ||||||
| La2O3 | 0.57 | Hexagonal | Pm1 (164) | a = 3.94 | 82.70 | |
| b = 3.94 | ||||||
| c = 6.16 |
| Sample | Phase | wt.% | Crystal System | Space Group (No.) | Lattice Parameter (Å) | Volume (Å3) |
|---|---|---|---|---|---|---|
| P-1 M | LaFe11.31Si1.69H1.51 | 95.60 | Cubic | Fmc (226) | a = 11.57 | 1547.96 |
| b = 11.57 | ||||||
| c = 11.57 | ||||||
| Mn3Si | 4.10 | Cubic | Fmm (225) | a = 5.73 | 188.57 | |
| b = 5.73 | ||||||
| c = 5.73 | ||||||
| La2O3 | 0.29 | Hexagonal | Pm1 (164) | a = 3.95 | 82.89 | |
| a = 3.95 | ||||||
| c = 6.15 | ||||||
| P-2 M | LaFe11.31Si1.69H1.51 | 94.30 | Cubic | Fmc (226) | a = 11.57 | 1547.47 |
| b = 11.57 | ||||||
| c = 11.57 | ||||||
| Mn3Si | 4.80 | Cubic | Fmm (225) | a = 5.73 | 188.45 | |
| b = 5.73 | ||||||
| c = 5.73 | ||||||
| La(OH)3 | 0.88 | Hexagonal | P63/m (176) | a = 6.54 | 143.47 | |
| b = 6.54 | ||||||
| c = 3.87 | ||||||
| P-3 M | LaFe11.31Si1.69H1.51 | 94.10 | Cubic | Fmc (226) | a = 11.57 | 1547.39 |
| b = 11.57 | ||||||
| c = 11.57 | ||||||
| Mn3Si | 5.20 | Cubic | Fmm (225) | a = 5.73 | 188.55 | |
| b = 5.73 | ||||||
| c = 5.73 | ||||||
| La(OH)3 | 0.68 | Hexagonal | P63/m (176) | a = 6.54 | 143.52 | |
| b = 6.54 | ||||||
| c = 3.87 | ||||||
| P-4 M | LaFe11.31Si1.69H1.51 | 93.80 | Cubic | Fmc (226) | a = 11.57 | 1547.09 |
| b = 11.57 | ||||||
| c = 11.57 | ||||||
| Mn3Si | 5.51 | Cubic | Fmm (225) | a = 5.73 | 188.19 | |
| b = 5.73 | ||||||
| c = 5.73 | ||||||
| La(OH)3 | 0.69 | Hexagonal | P63/m (176) | a = 6.53 | 142.92 | |
| b = 6.53 | ||||||
| c = 3.87 | ||||||
| P-5 M | LaFe11.31Si1.69H1.51 | 95.43 | Cubic | Fmc (226) | a = 11.56 | 1546.73 |
| b = 11.56 | ||||||
| c = 11.56 | ||||||
| Mn3Si | 4.01 | Cubic | Fmm (225) | a = 5.73 | 188.28 | |
| b = 5.73 | ||||||
| c = 5.73 | ||||||
| La(OH)3 | 0.54 | Hexagonal | P63/m (176) | a = 6.54 | 143.54 | |
| b = 6.54 | ||||||
| c = 3.88 | ||||||
| P-6 M | LaFe11.31Si1.69H1.51 | 94.13 | Cubic | Fmc (226) | a = 11.56 | 1546.52 |
| b = 11.56 | ||||||
| c = 11.56 | ||||||
| Mn3Si | 5.21 | Cubic | Fmm (225) | a = 5.73 | 188.23 | |
| b = 5.73 | ||||||
| c = 5.73 | ||||||
| La(OH)3 | 0.75 | Hexagonal | P63/m (176) | a = 6.54 | 143.25 | |
| b = 6.54 | ||||||
| c = 3.86 |
References
- Momen, A.M.; Abdelaziz, O.; Gluesenkamp, K.; Vineyard, E.; Benedict, M. Thermofluid Analysis of Magnetocaloric Refrigeration; Amer. Soc. Mechanical Engineers: New York, NY, USA, 2015. [Google Scholar]
- Zhang, M.K.; Momen, A.M.; Abdelaziz, O. The operating principle of a fully solid state active magnetic regenerator. In 7th International Conference on Magnetic Refrigeration at Room Temperature; Sandeman, K., Bruck, E., LoBue, M., Barbosa, J., KedousLebouc, A., Rowe, A., Eds.; Int Inst Refrigeration: Paris, France, 2016; pp. 59–62. [Google Scholar] [CrossRef]
- Nicholson, D.M.; Odbadrakh, K.; Shassere, B.A.; Rios, O.; Hodges, J.; Ludtka, G.M.; Porter, W.D.; Sefat, A.S.; Rusanu, A.; Brown, G.; et al. Modeling and characterization of the magnetocaloric effect in Ni2MnGa materials. Int. J. Refrig.-Rev. Int. Froid 2014, 37, 289–296. [Google Scholar] [CrossRef]
- Zhang, M.; Mehdizadeh Momen, A.; Abdelaziz, O. Preliminary analysis of a fully solid state magnetocaloric refrigeration. In Proceedings of the 16th International Refrigeration and Air-Conditioning Conference, West Lafayette, IN, USA, 11–14 July 2016. [Google Scholar]
- Zhang, M.K.; Abdelaziz, O.; Momen, A.M.; Abu-Heiba, A. A numerical analysis of a magnetocaloric refrigerator with a 16-layer regenerator. Sci. Rep. 2017, 7, 12. [Google Scholar] [CrossRef] [Green Version]
- Zhang, M.; Abuheiba, A.; Gluesenkamp, K.R.; Mehdizadeh Momen, A. Fully Solid State Thermomagnetoelectric Generator: Cycle Model and Proof-of-Concept Results; Oak Ridge National Lab.(ORNL): Oak Ridge, TN, USA, 2018. [Google Scholar]
- Momen, A. Magnetocaloric Materials Revolutionize Refrigeration Technology; Oak Ridge National Lab.(ORNL): Oak Ridge, TN, USA, 2016. [Google Scholar]
- Aprea, C.; Greco, A.; Maiorino, A.; Masselli, C. Magnetic refrigeration: An eco-friendly technology for the refrigeration at room temperature. J. Phys. Conf. Ser. 2015, 655, 012026. [Google Scholar] [CrossRef]
- Gomez, J.R.; Garcia, R.F.; Catoira, A.D.; Gomez, M.R. Magnetocaloric effect: A review of the thermodynamic cycles in magnetic refrigeration. Renew. Sust. Energ. Rev. 2013, 17, 74–82. [Google Scholar] [CrossRef]
- Kitanovski, A.; Tušek, J.; Tomc, U.; Plaznik, U.; Ožbolt, M.; Poredoš, A. Magnetocaloric Energy Conversion: From Theory to Applications; Springer International Publishing: Cham, Switzerland, 2014. [Google Scholar]
- Pecharsky, V.K.; Gschneidner, K.A. Giant magnetocaloric effect in Gd-5(Si2Ge2). Phys. Rev. Lett. 1997, 78, 4494–4497. [Google Scholar] [CrossRef]
- Gschneidner, K.A.; Pecharsky, V.K. Thirty years of near room temperature magnetic cooling: Where we are today and future prospects. Int. J. Refrig. 2008, 31, 945–961. [Google Scholar] [CrossRef] [Green Version]
- Bez, H.N.; Eggert, B.G.F.; Lozano, J.A.; Bahl, C.R.H.; Barbosa, J.R.; Teixeira, C.S.; Wendhausen, P.A.P. Magnetocaloric effect and H gradient in bulk La(Fe,Si)(13)H-y magnetic refrigerants obtained by HDSH. J. Magn. Magn. Mater. 2015, 386, 125–128. [Google Scholar] [CrossRef] [Green Version]
- Fukamichi, K.; Fujita, A.; Fujieda, S. Large magnetocaloric effects and thermal transport properties of La(FeSi)13 and their hydrides. J. Alloys Compd. 2006, 408–412, 307–312. [Google Scholar] [CrossRef]
- Wada, H.; Tanabe, Y. Giant magnetocaloric effect of MnAs1-xSbx. Appl. Phys. Lett. 2001, 79, 3302–3304. [Google Scholar] [CrossRef]
- Wada, H.; Morikawa, T.; Taniguchi, K.; Shibata, T.; Yamada, Y.; Akishige, Y. Giant magnetocaloric effect of MnAs1-xSbx in the vicinity of first-order magnetic transition. Phys. B 2003, 328, 114–116. [Google Scholar] [CrossRef]
- Tegus, O.; Bruck, E.; Buschow, K.H.J.; de Boer, F.R. Transition-metal-based magnetic refrigerants for room-temperature applications. Nature 2002, 415, 150–152. [Google Scholar] [CrossRef]
- Katter, M.; Zellmann, V.; Reppel, G.W.; Uestuener, K. Magnetocaloric Properties of La(Fe, Co, Si)(13) Bulk Material Prepared by Powder Metallurgy. IEEE Trans. Magn. 2008, 44, 3044–3047. [Google Scholar] [CrossRef]
- Katter, M.; Zellmann, V.; Barcza, A. Sintering behaviour and thermally induced decomposition and recombination (TDR) PROCESS OF LaFe13-x-yCoxSiy alloys. In Proceedings of the 4th International Conference of IIR on Magnetic Refrigeration at Room Temperature, Baotou, Inner Mongolia, China, 23–27 August 2010; pp. 49–62. [Google Scholar]
- Fujita, A.; Akamatsu, Y.; Fukamichi, K. Itinerant electron metamagnetic transition in La(FexSi1-x)(13) intermetallic compounds. J. Appl. Phys. 1999, 85, 4756–4758. [Google Scholar] [CrossRef]
- Fujita, A.; Fujieda, S.; Fukamichi, K.; Mitamura, H.; Goto, T. Itinerant-electron metamagnetic transition and large magnetovolume effects in La(FexSi1-x)(13) compounds. Phys. Rev. B 2002, 65, 6. [Google Scholar] [CrossRef]
- Barcza, A.; Katter, M.; Zellmann, V.; Russek, S.; Jacobs, S.; Zimm, C. Stability and Magnetocaloric Properties of Sintered La(Fe, Mn, Si)13Hz Alloys. IEEE Trans. Magn. 2011, 47, 3391–3394. [Google Scholar] [CrossRef]
- Wang, C.; Long, Y.; Ma, T.; Fu, B.; Ye, R.; Chang, Y.; Hu, F.; Shen, J. The hydrogen absorption properties and magnetocaloric effect of La0.8Ce0.2(Fe1−xMnx)11.5Si1.5Hy. J. Appl. Phys. 2011, 109, 07A910. [Google Scholar] [CrossRef]
- Basso, V.; Küpferling, M.; Curcio, C.; Bennati, C.; Barzca, A.; Katter, M.; Bratko, M.; Lovell, E.; Turcaud, J.; Cohen, L.F. Specific heat and entropy change at the first order phase transition of La(Fe-Mn-Si)13-H compounds. J. Appl. Phys. 2015, 118, 053907. [Google Scholar] [CrossRef]
- Wood, M.E.; Potter, W.H. General-analysis of magnetic refrigeration and its optimization using a new concept—Maximization of refrigerant capacity. Cryogenics 1985, 25, 667–683. [Google Scholar] [CrossRef]
- Chen, Y. Chapter 3—Solid-state formation of carbon nanotubes. In Carbon Nanotechnology; Dai, L., Ed.; Elsevier: Amsterdam, The Netherlands, 2006; pp. 53–80. [Google Scholar] [CrossRef]
- Phejar, M.; Paul-Boncour, V.; Bessais, L. Structural and magnetic properties of magnetocaloric LaFe13-xSix compounds synthesized by high energy ball-milling. Intermetallics 2010, 18, 2301–2307. [Google Scholar] [CrossRef]
- Passamani, E.C.; Takeuchi, A.Y.; Alves, A.L.; Demuner, A.S.; Favre-Nicolin, E.; Larica, C.; Proveti, J.R.; Gomes, A.M. Magnetocaloric properties of (La,RE)Fe11.4Si1.6 compounds (RE=Y,Gd). J. Appl. Phys. 2007, 102, 4. [Google Scholar] [CrossRef]
- Mandal, K.; Gutfleisch, O.; Yan, A.; Handstein, A.; Muller, K.H. Effect of reactive milling in hydrogen on the magnetic and magnetocaloric properties of LaFe11.57Si1.43. J. Magn. Magn. Mater. 2005, 290, 673–675. [Google Scholar] [CrossRef]
- Mandal, K.; Pal, D.; Gutfleisch, O.; Kerschl, P.; Muller, K.H. Magnetocaloric effect in reactively-milled LaFe11.57Si1.43Hy intermetallic compounds. J. Appl. Phys. 2007, 102, 5. [Google Scholar] [CrossRef]
- Blázquez, J.S.; Ipus, J.J.; Moreno-Ramírez, L.M.; Borrego, J.M.; Lozano-Pérez, S.; Franco, V.; Conde, C.F.; Conde, A. Analysis of the Magnetocaloric Effect in Powder Samples Obtained by Ball Milling. Metall. Mater. Trans. E 2015, 2, 131–138. [Google Scholar] [CrossRef] [Green Version]
- Piras, C.C.; Fernandez-Prieto, S.; De Borggraeve, W.M. Ball milling: A green technology for the preparation and functionalisation of nanocellulose derivatives. Nanoscale Adv. 2019, 1, 937–947. [Google Scholar] [CrossRef] [Green Version]
- Kocsor, L.; Peter, L.; Corradi, G.; Kis, Z.; Gubicza, J.; Kovacs, L. Mechanochemical Reactions of Lithium Niobate Induced by High-Energy Ball-Milling. Crystals 2019, 9, 15. [Google Scholar] [CrossRef] [Green Version]
- Begin-Colin, S.; Girot, T.; Mocellin, A.; Le Caër, G. Kinetics of formation of nanocrystalline TiO2 II by high energy ball-milling of anatase TiO2. Nanostructured Mater. 1999, 12, 195–198. [Google Scholar] [CrossRef]
- Sano, T.; Srivatsan, T.S. Advanced Composites for Aerospace, Marine, and Land Applications II; Wiley: Hoboken, USA, 2015. [Google Scholar]
- Ungár, T. Microstructural parameters from X-ray diffraction peak broadening. Scr. Mater. 2004, 51, 777–781. [Google Scholar] [CrossRef]
- Ekström, T.; Chatfield, C.; Wruss, W.; Maly-Schreiber, M. The use of X-ray diffraction peak-broadening analysis to characterize ground Al2O3 powders. J. Mater. Sci. 1985, 20, 1266–1274. [Google Scholar] [CrossRef]
- Navickaite, K.; Bez, H.N.; Lei, T.; Barcza, A.; Vieyra, H.; Bahl, C.R.H.; Engelbrecht, K. Experimental and numerical comparison of multi-layered La(Fe,Si,Mn)(13)H-y active magnetic regenerators. Int. J. Refrig.-Rev. Int. Froid 2018, 86, 322–330. [Google Scholar] [CrossRef]
- Anderson, E.; Clark, R.W.; Dagousset, G.; Demchuk, O.M.; Harsanyi, A. Science of Synthesis Knowledge Updates: 2015/1; Thieme: New York, USA, 2015. [Google Scholar]
- Kim, Y.-Y.; Schenk, A.S.; Ihli, J.; Kulak, A.N.; Hetherington, N.B.J.; Tang, C.C.; Schmahl, W.W.; Griesshaber, E.; Hyett, G.; Meldrum, F.C. A critical analysis of calcium carbonate mesocrystals. Nat. Commun. 2014, 5, 4341. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Salasin, J.R.; Schwerzler, S.E.A.; Koehler, M.R.; Keffer, D.J.; Rawn, C.J. The effect of process parameters on the amorphous citrate sol-gel synthesis of Cu-doped Ca12Al14O33. Materialia 2018, 4, 466–477. [Google Scholar] [CrossRef]
- Salasin, J.R.; Rawn, C. In-Situ Kinetic Investigation of Calcium Aluminate Formation. Ceramics 2018, 1, 175–197. [Google Scholar] [CrossRef] [Green Version]
- Hergert, W.; Wriedt, T. The Mie Theory: Basics and Applications; Springer: Berlin/Heidelberg, Germany, 2012. [Google Scholar]

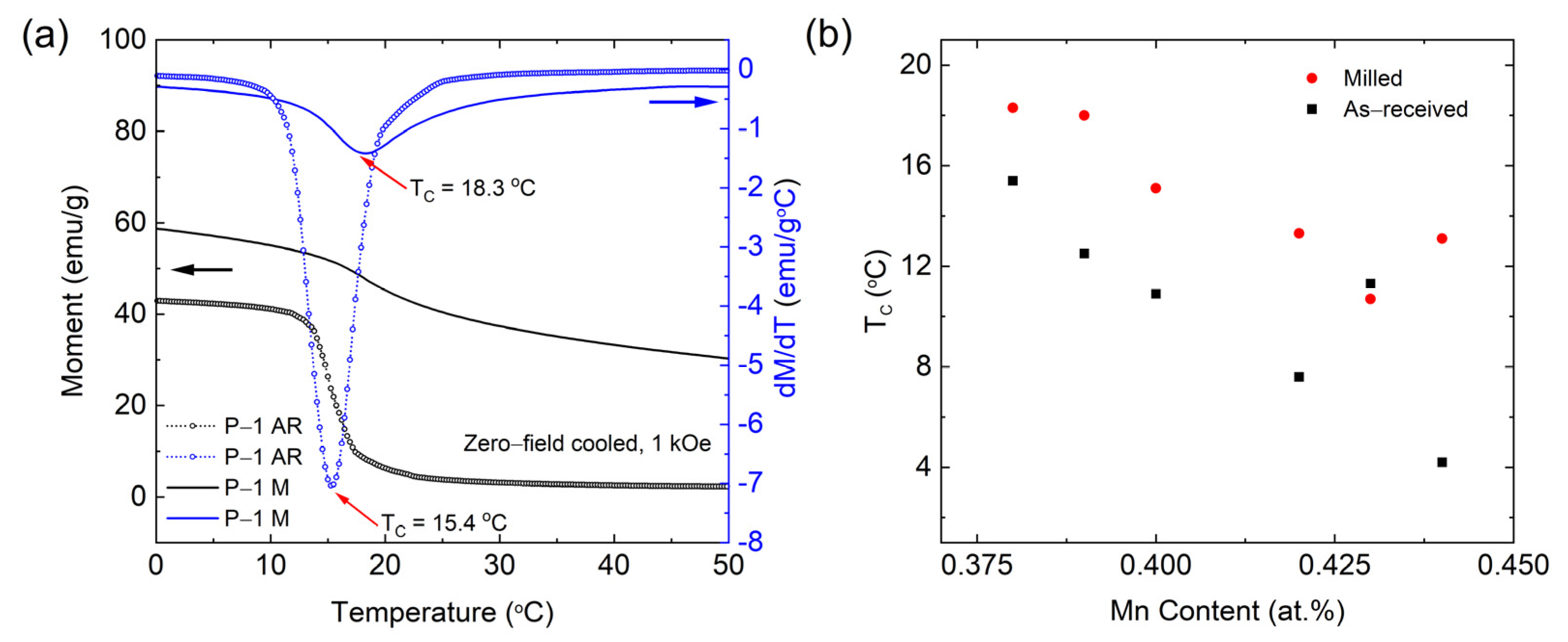
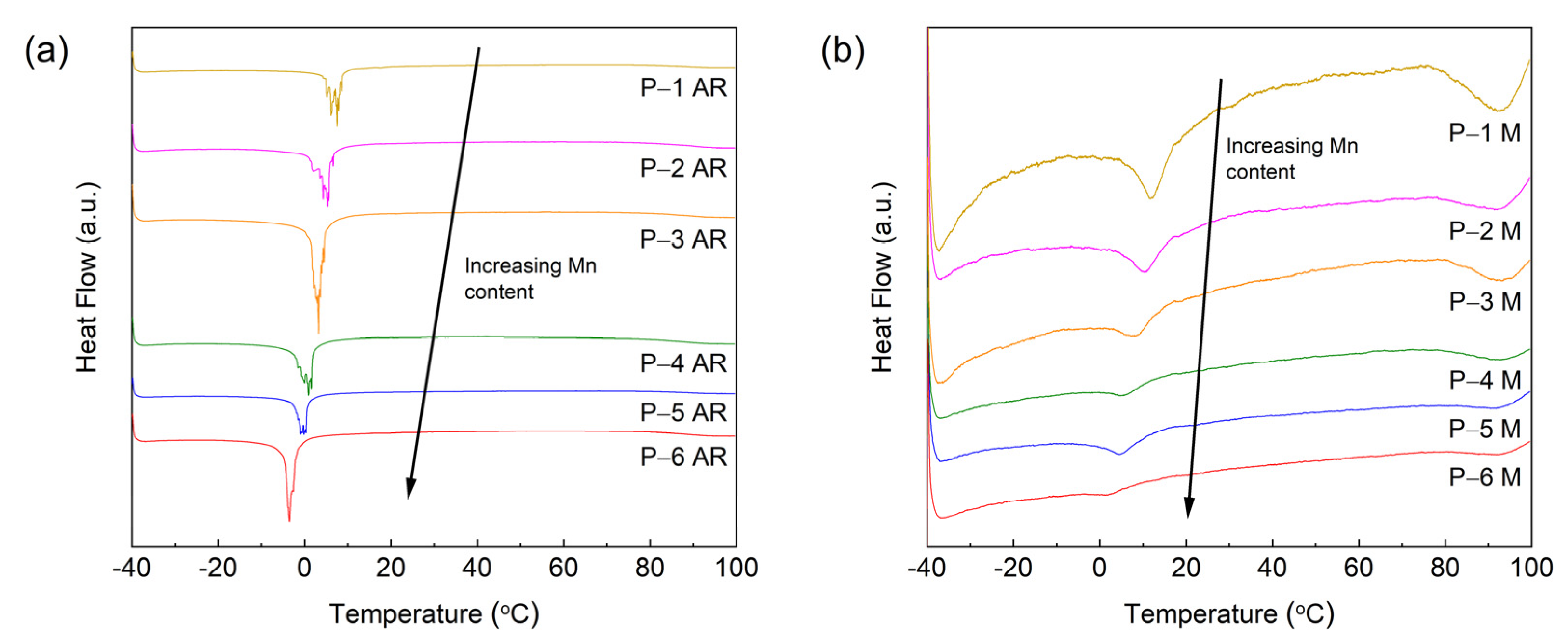
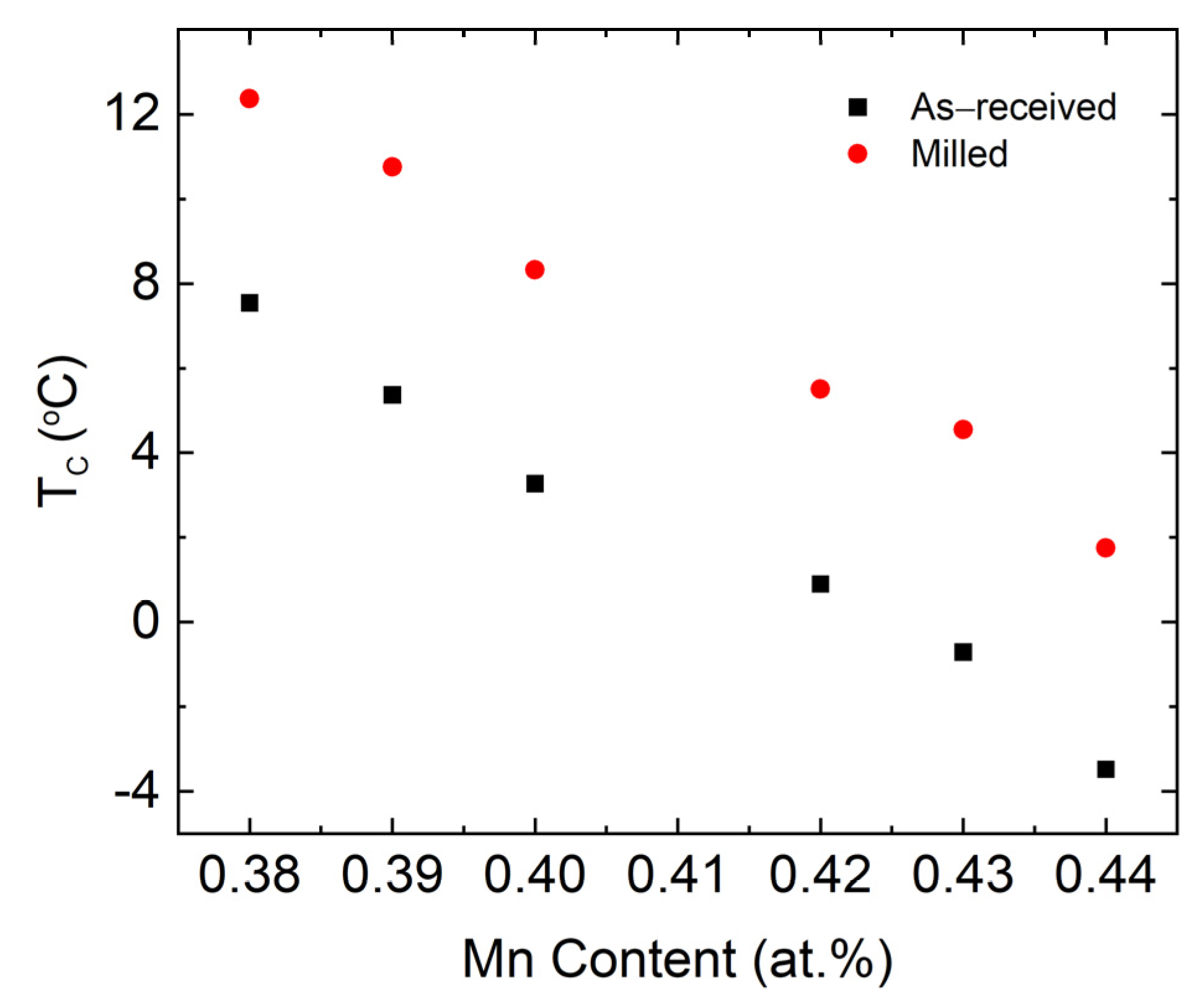
| Powder | Composition | Curie Temperature (°C) |
|---|---|---|
| P-1 AR | LaFe11.33Mn0.38Si1.29H1.6 | 12.1 |
| P-2 AR | LaFe11.32Mn0.39Si1.29H1.6 | 10.9 |
| P-3 AR | LaFe11.31Mn0.40Si1.29H1.6 | 9.9 |
| P-4 AR | LaFe11.29Mn0.42Si1.29H1.6 | 7.4 |
| P-5 AR | LaFe11.28Mn0.43Si1.29H1.6 | 6.2 |
| P-6 AR | LaFe11.27Mn0.44Si1.29H1.6 | 3.7 |
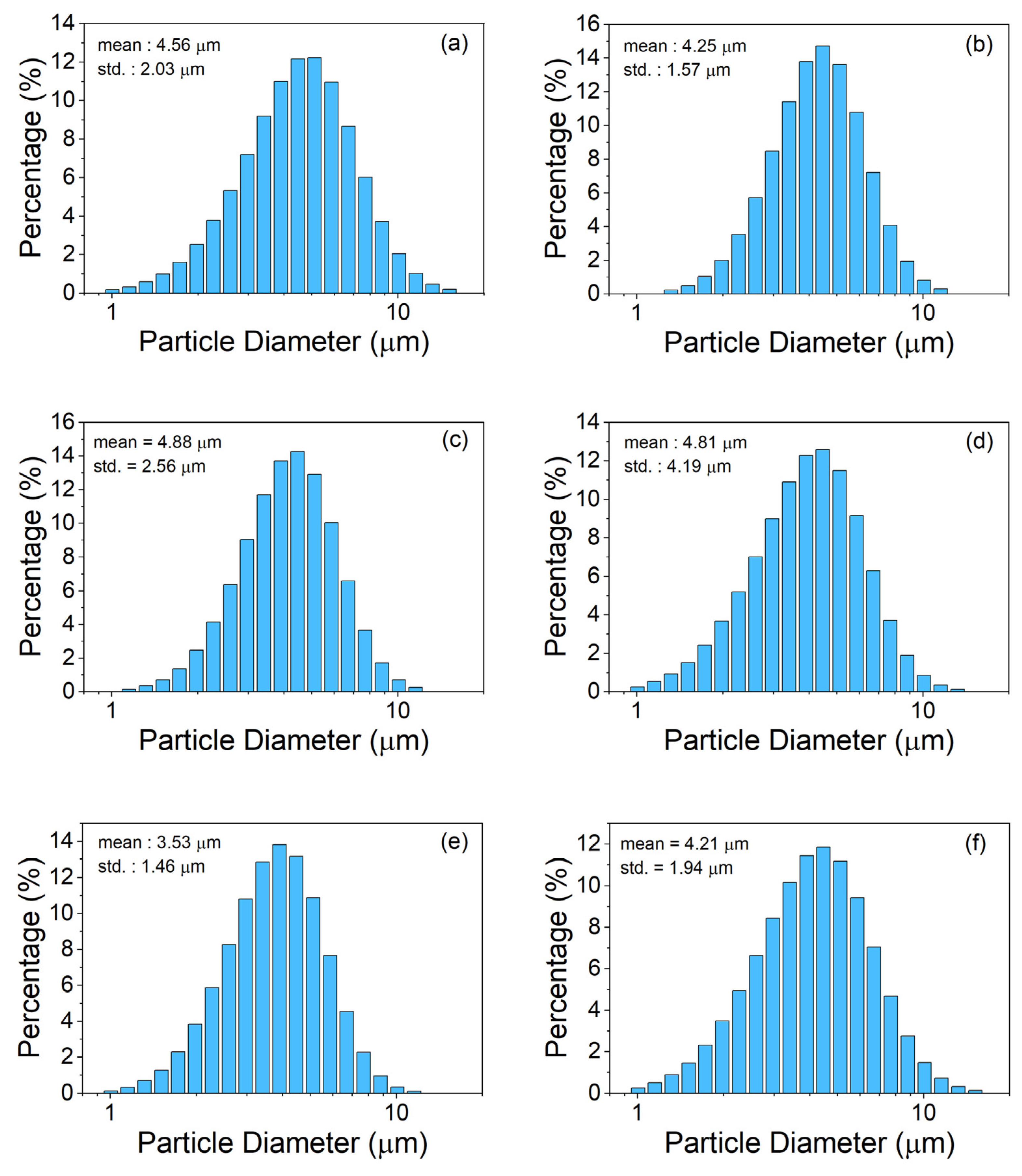
| Powder | Circularity | Aspect Ratio |
|---|---|---|
| P-1 M | 0.82 ± 0.08 | 0.94 ± 0.10 |
| P-2 M | 0.82 ± 0.08 | 0.94 ± 0.08 |
| P-3 M | 0.81 ± 0.08 | 0.94 ± 0.10 |
| P-4 M | 0.82 ± 0.08 | 0.94 ± 0.10 |
| P-5 M | 0.82 ± 0.08 | 0.94 ± 0.10 |
| P-6 M | 0.82 ± 0.08 | 0.94 ± 0.10 |
| LaFe11.31Si1.69H1.51 | Mn3Si | |||
|---|---|---|---|---|
| Sample | Crystallite Size (Å) | Micro-Strain (%) | Crystallite Size (Å) | Micro-Strain (%) |
| P-1 AR | 1908 | 0.02 | 462 | 0.02 |
| P-2 AR | 1624 | 0.03 | 413 | 0.02 |
| P-3 AR | 2138 | 0.03 | 434 | 0.02 |
| P-4 AR | 2186 | 0.03 | 440 | 0.02 |
| P-5 AR | 1828 | 0.03 | 427 | 0.04 |
| P-6 AR | 1824 | 0.01 | 475 | 0.04 |
| P-1 M | 858 | 0.15 | 252 | 0.23 |
| P-2 M | 663 | 0.10 | 236 | 0.18 |
| P-3 M | 488 | 0.09 | 231 | 0.24 |
| P-4 M | 554 | 0.09 | 210 | 0.19 |
| P-5 M | 498 | 0.09 | 237 | 0.19 |
| P-6 M | 612 | 0.15 | 225 | 0.17 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Brechtl, J.; Koehler, M.R.; Kesler, M.S.; Henderson, H.B.; Baker, A.A.; Li, K.; Kiggans, J.; Nawaz, K.; Rios, O.; Momen, A.M. Effect of Composition on the Phase Structure and Magnetic Properties of Ball-Milled LaFe11.71-xMnxSi1.29H1.6 Magnetocaloric Powders. Magnetochemistry 2021, 7, 132. https://doi.org/10.3390/magnetochemistry7090132
Brechtl J, Koehler MR, Kesler MS, Henderson HB, Baker AA, Li K, Kiggans J, Nawaz K, Rios O, Momen AM. Effect of Composition on the Phase Structure and Magnetic Properties of Ball-Milled LaFe11.71-xMnxSi1.29H1.6 Magnetocaloric Powders. Magnetochemistry. 2021; 7(9):132. https://doi.org/10.3390/magnetochemistry7090132
Chicago/Turabian StyleBrechtl, Jamieson, Michael R. Koehler, Michael S. Kesler, Hunter B. Henderson, Alexander A. Baker, Kai Li, James Kiggans, Kashif Nawaz, Orlando Rios, and Ayyoub M. Momen. 2021. "Effect of Composition on the Phase Structure and Magnetic Properties of Ball-Milled LaFe11.71-xMnxSi1.29H1.6 Magnetocaloric Powders" Magnetochemistry 7, no. 9: 132. https://doi.org/10.3390/magnetochemistry7090132
APA StyleBrechtl, J., Koehler, M. R., Kesler, M. S., Henderson, H. B., Baker, A. A., Li, K., Kiggans, J., Nawaz, K., Rios, O., & Momen, A. M. (2021). Effect of Composition on the Phase Structure and Magnetic Properties of Ball-Milled LaFe11.71-xMnxSi1.29H1.6 Magnetocaloric Powders. Magnetochemistry, 7(9), 132. https://doi.org/10.3390/magnetochemistry7090132