
Using Dielectric Constant Measurement to Monitor Ethanol Fermentation and Anaerobic Co-Digestion of Lignocellulosic Biomass



Abstract
:1. Introduction
1.1. General Characteristics of Lignocellulosic Biomass
1.2. Utilization Methods for Lignocellulosic Biomass
1.3. Monitoring Methods in Biomass Utilization Processes
1.3.1. Conventional Methods
1.3.2. Dielectric Measurements
1.4. Specific Aims of the Study
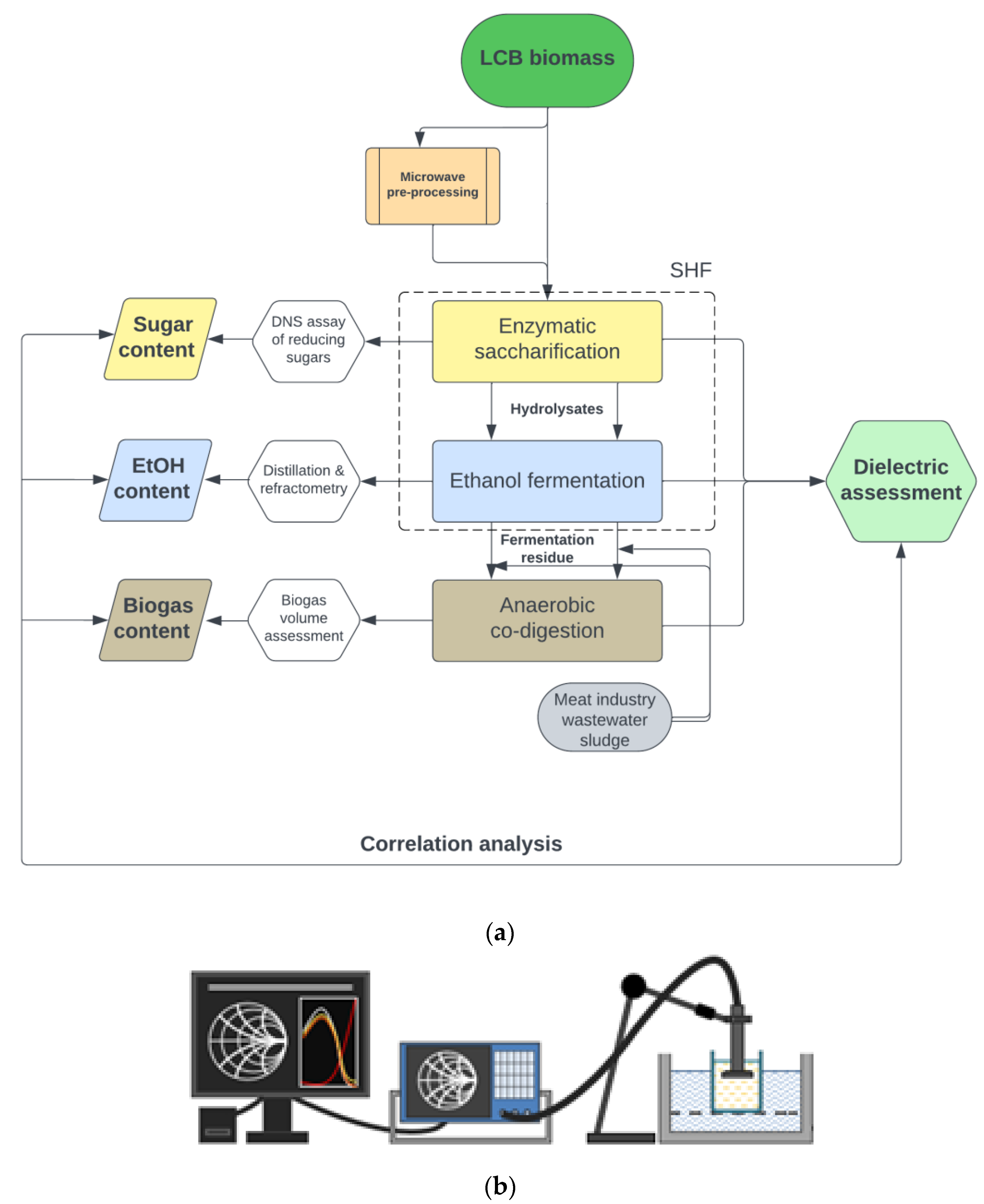
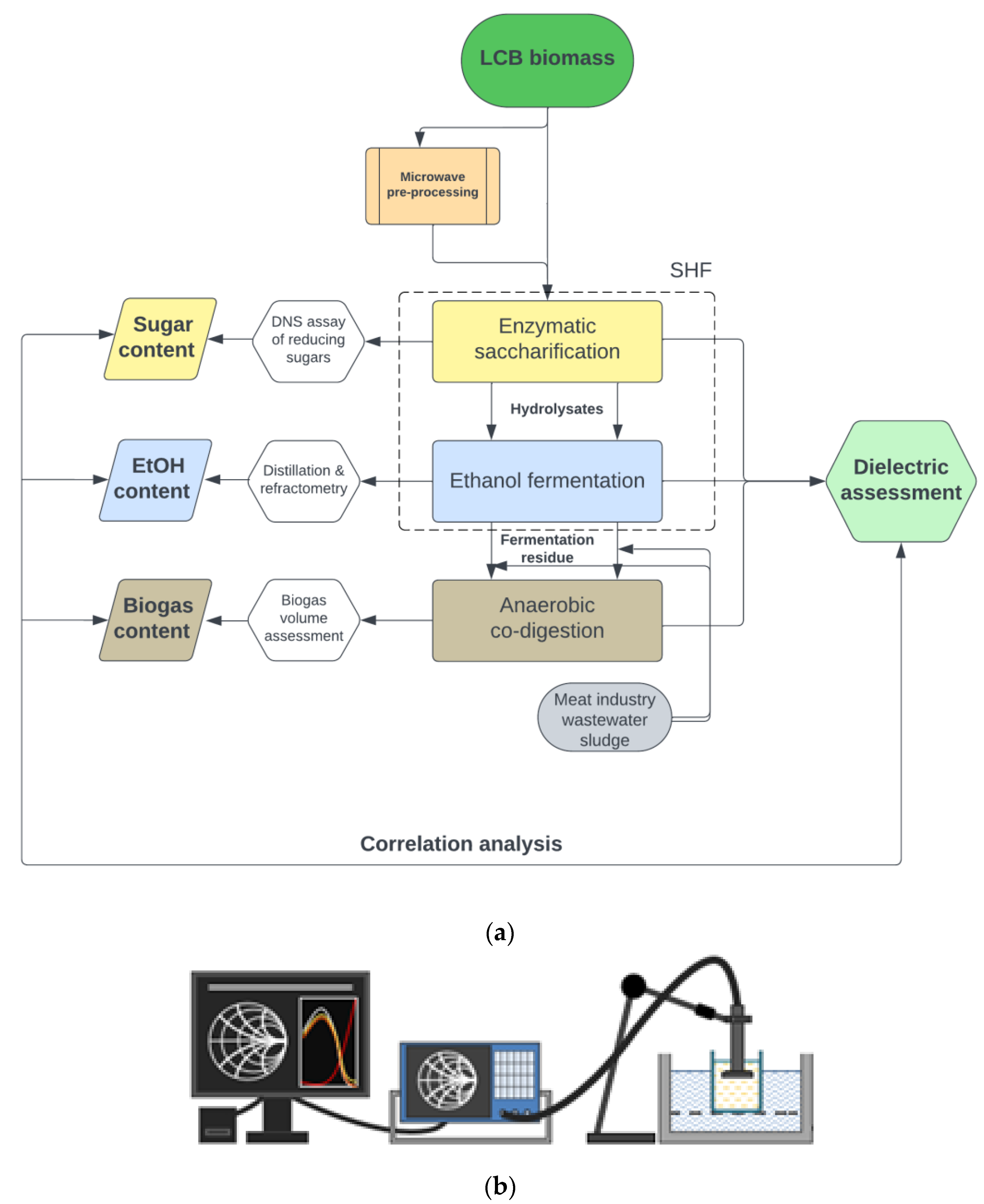
2. Materials and Methods
2.1. Enzymatic Hydrolysis
2.2. Ethanol Fermentation
2.3. Anaerobic Digestion
2.4. Dielectric Measurements
3. Results and Discussion
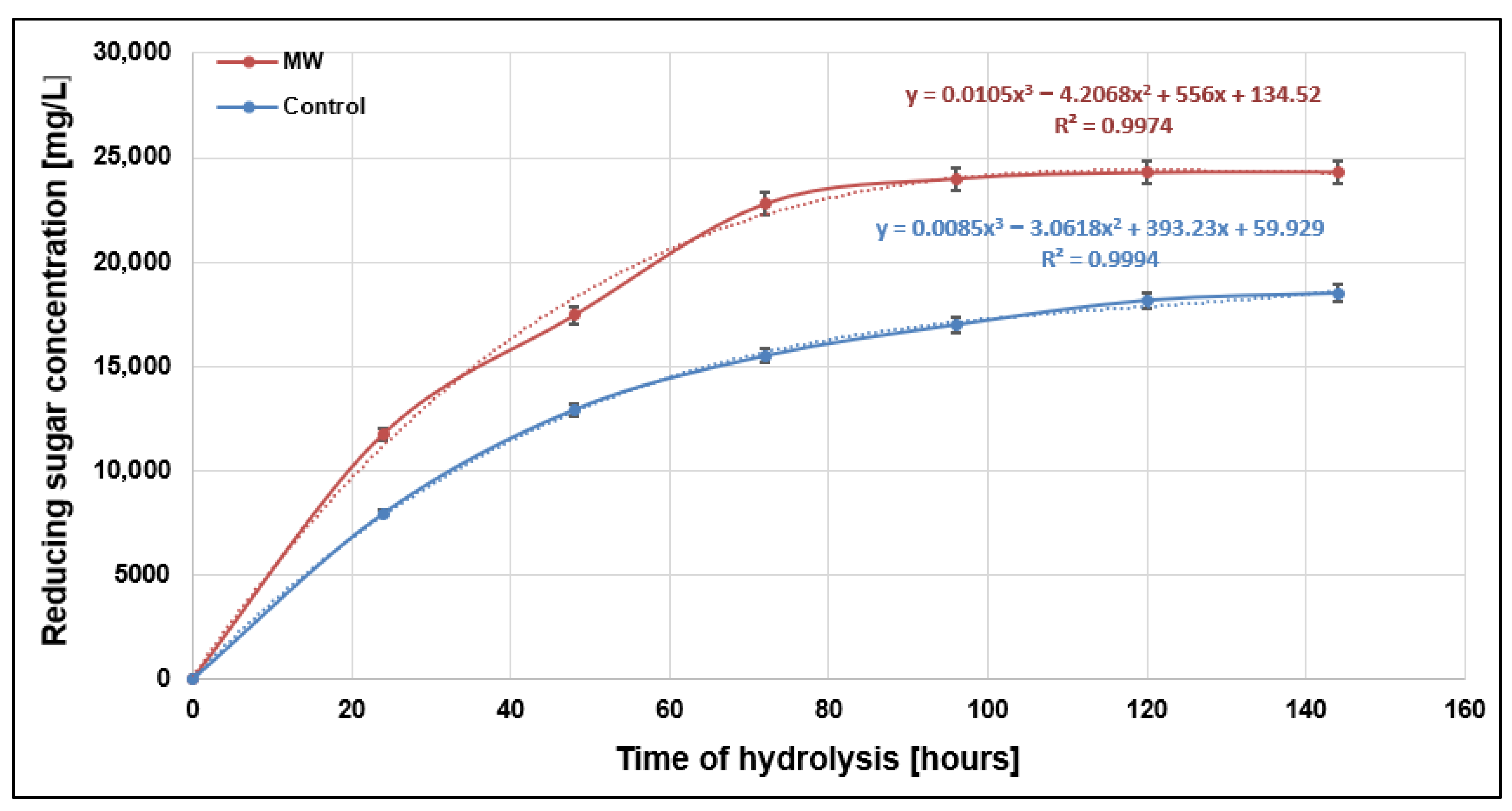
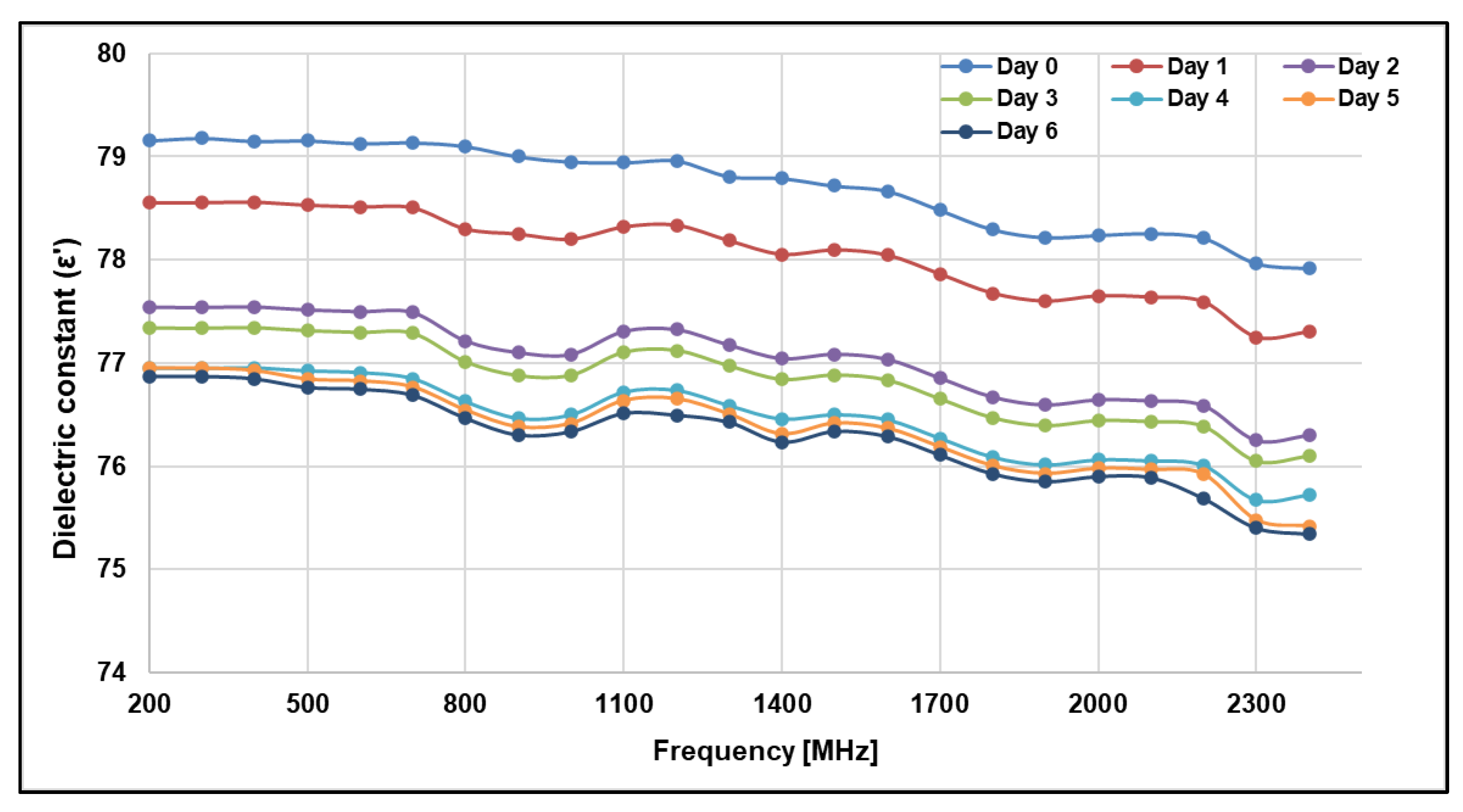
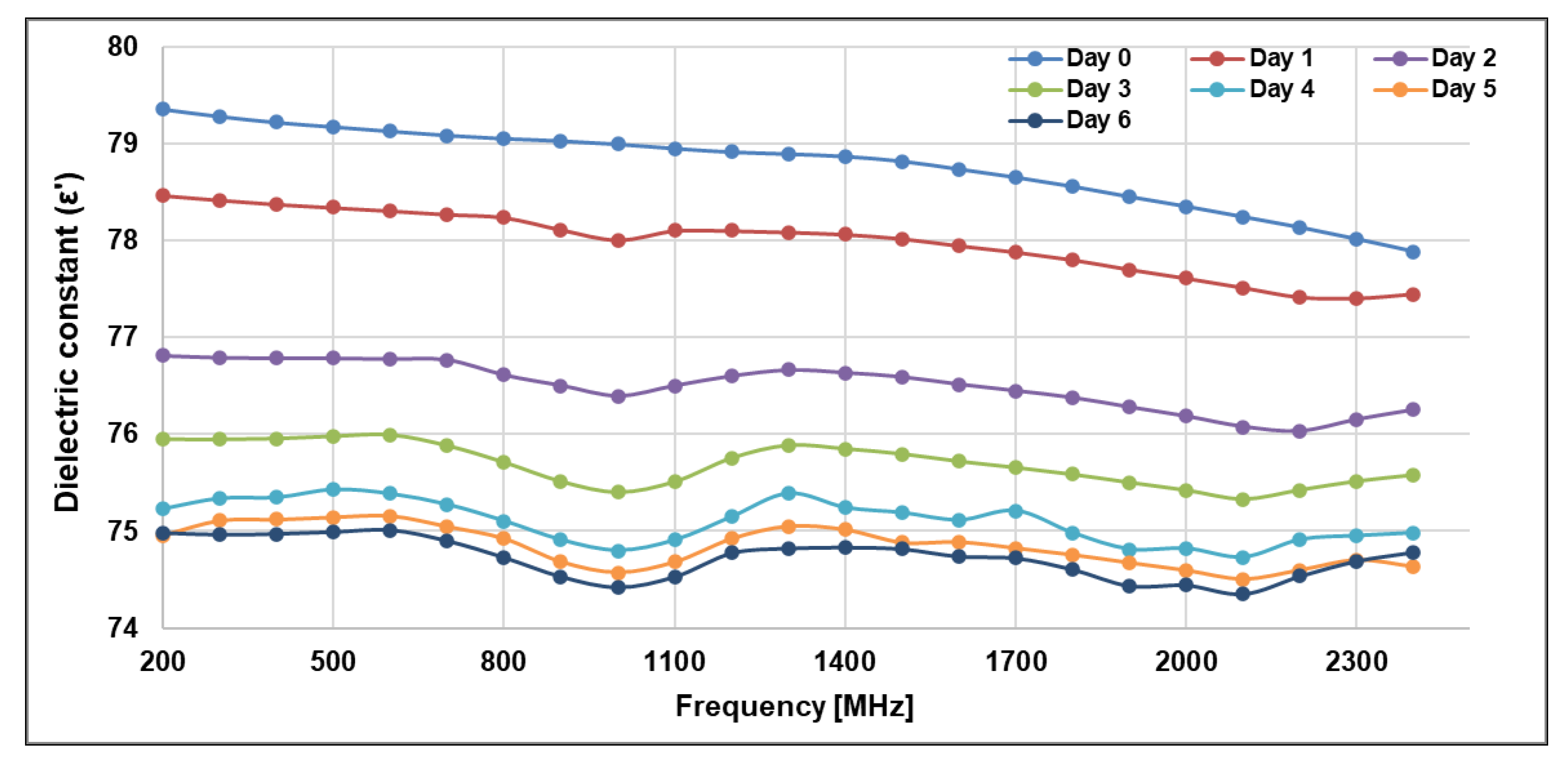
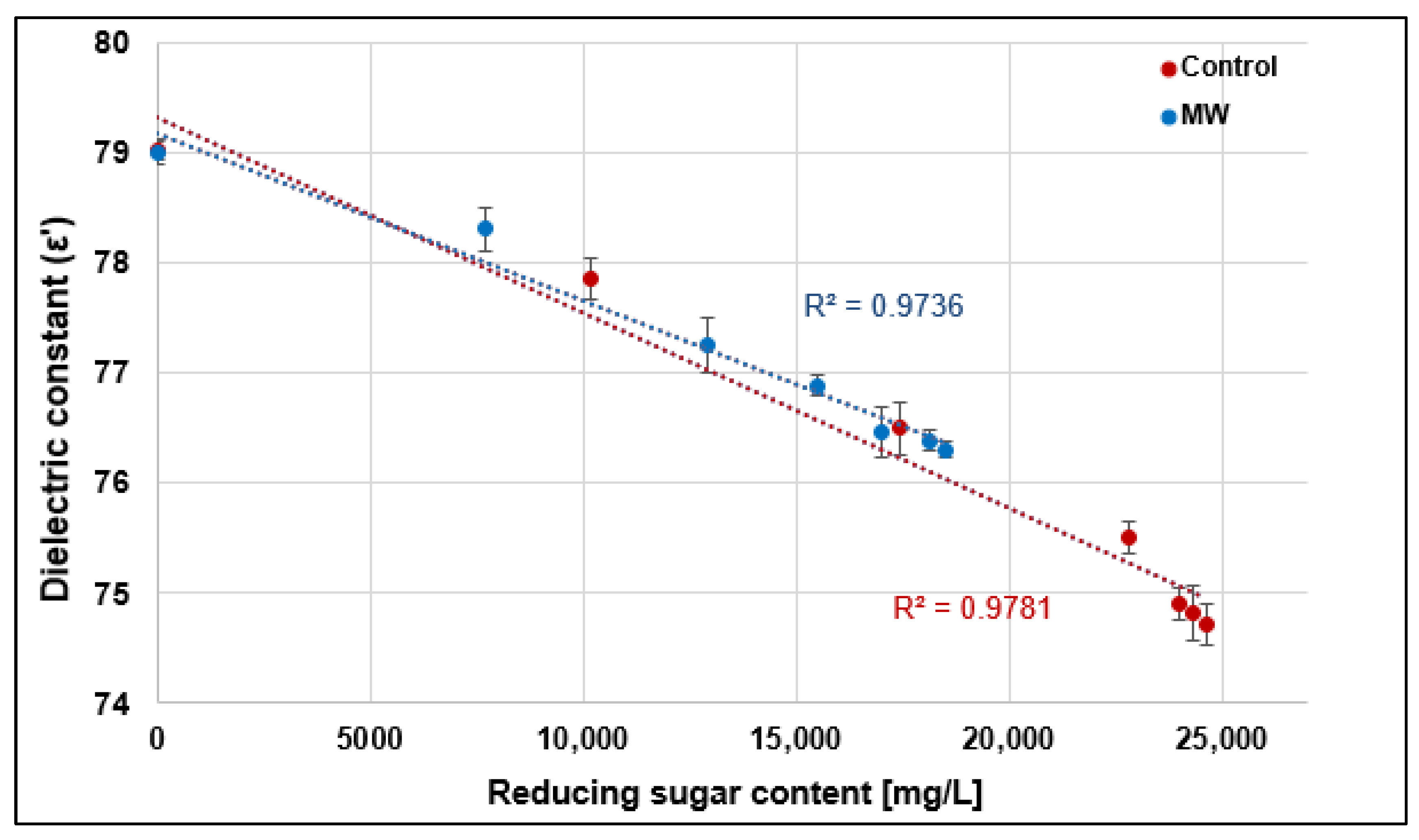
3.1. Enzymatic Hydrolysis—Saccharification
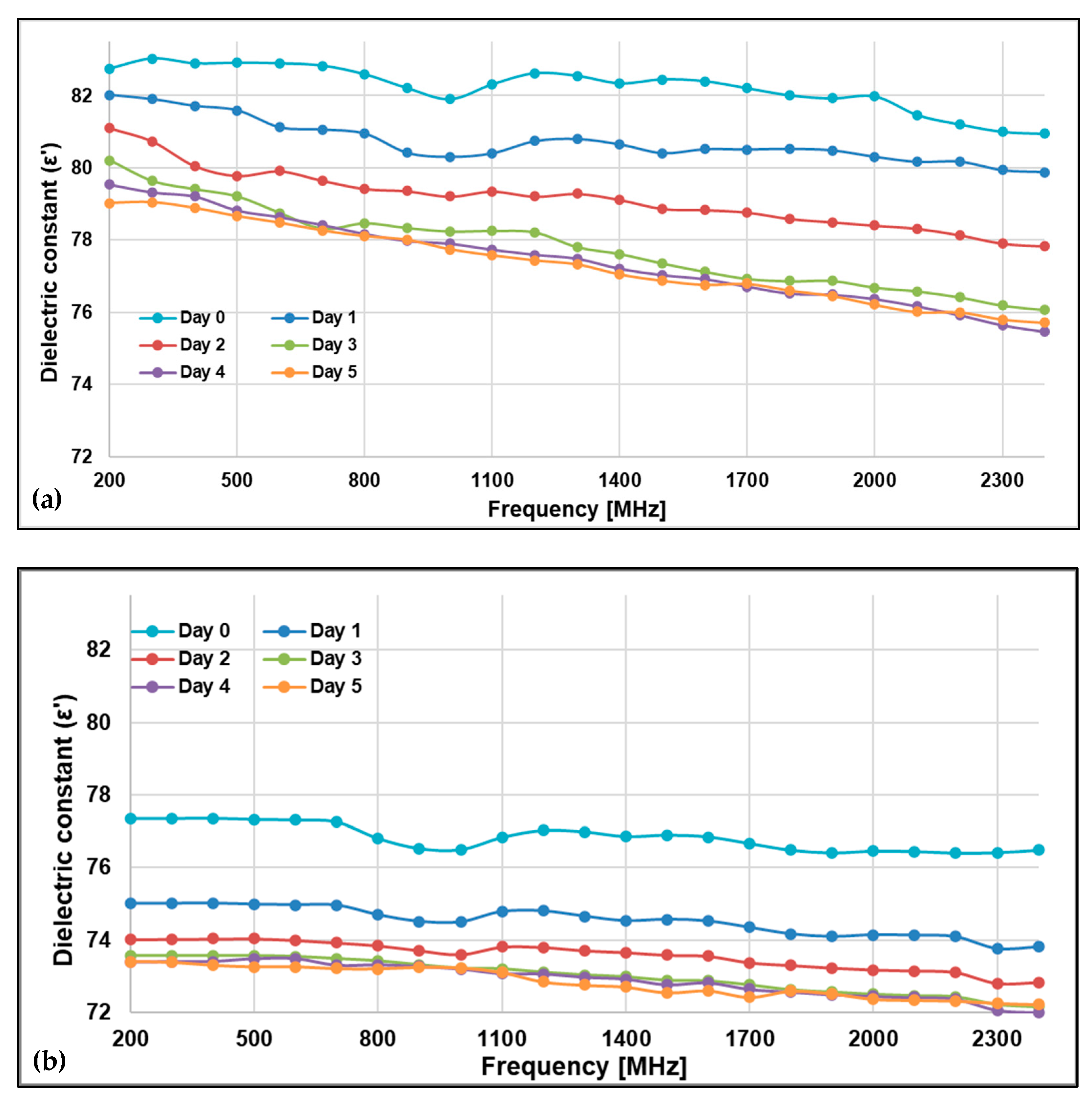
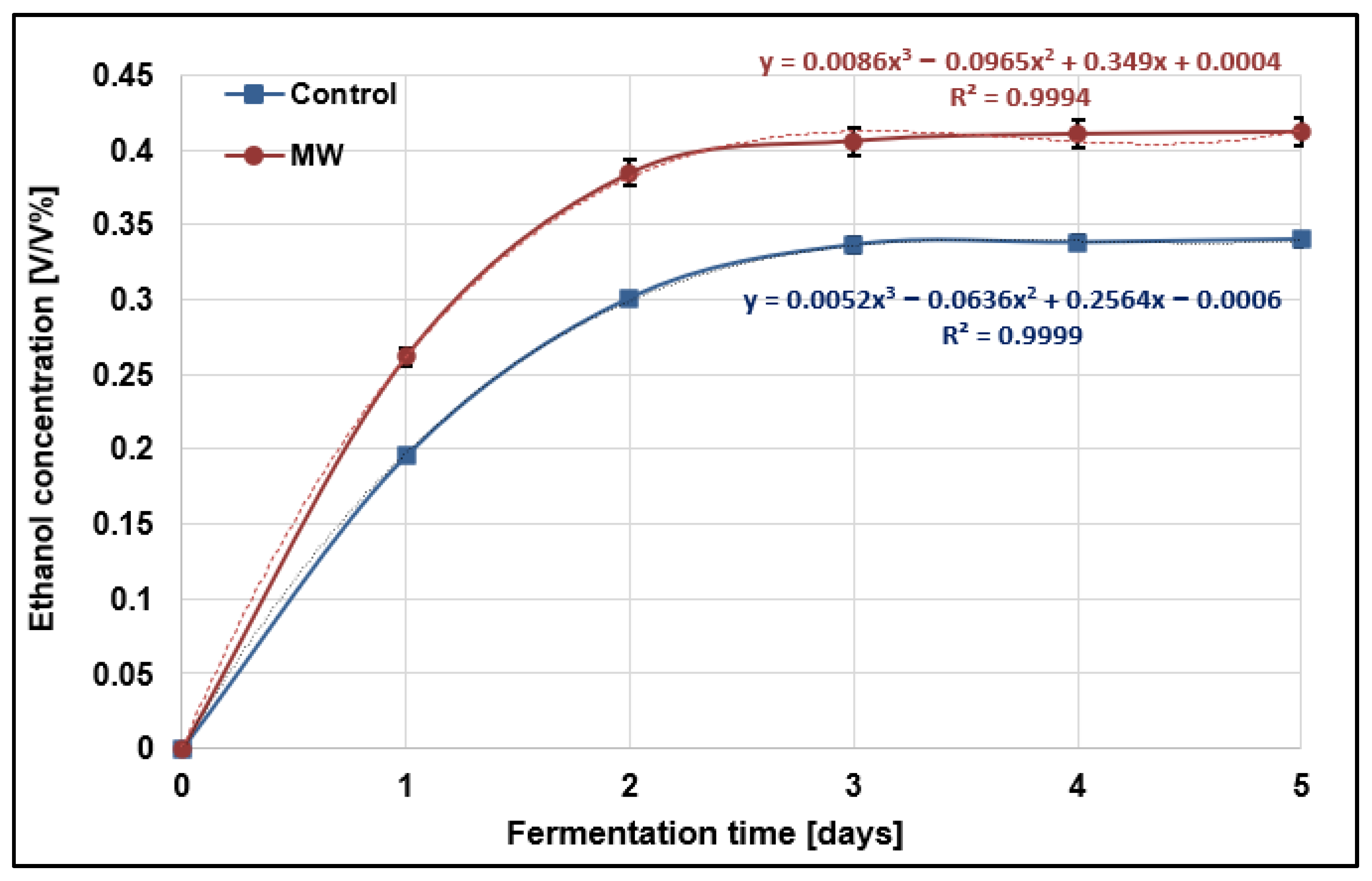
3.2. Ethanol Fermentation
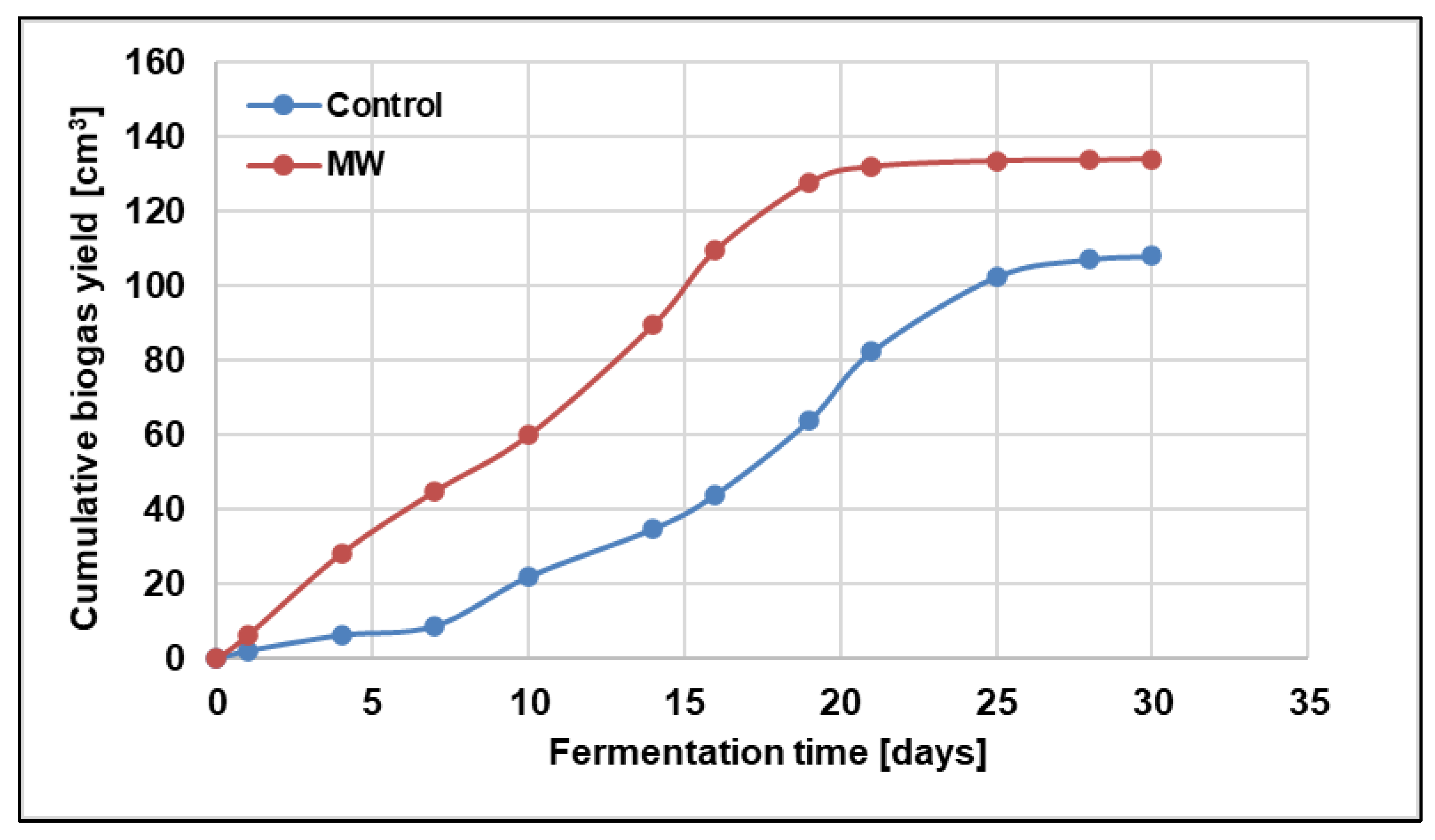
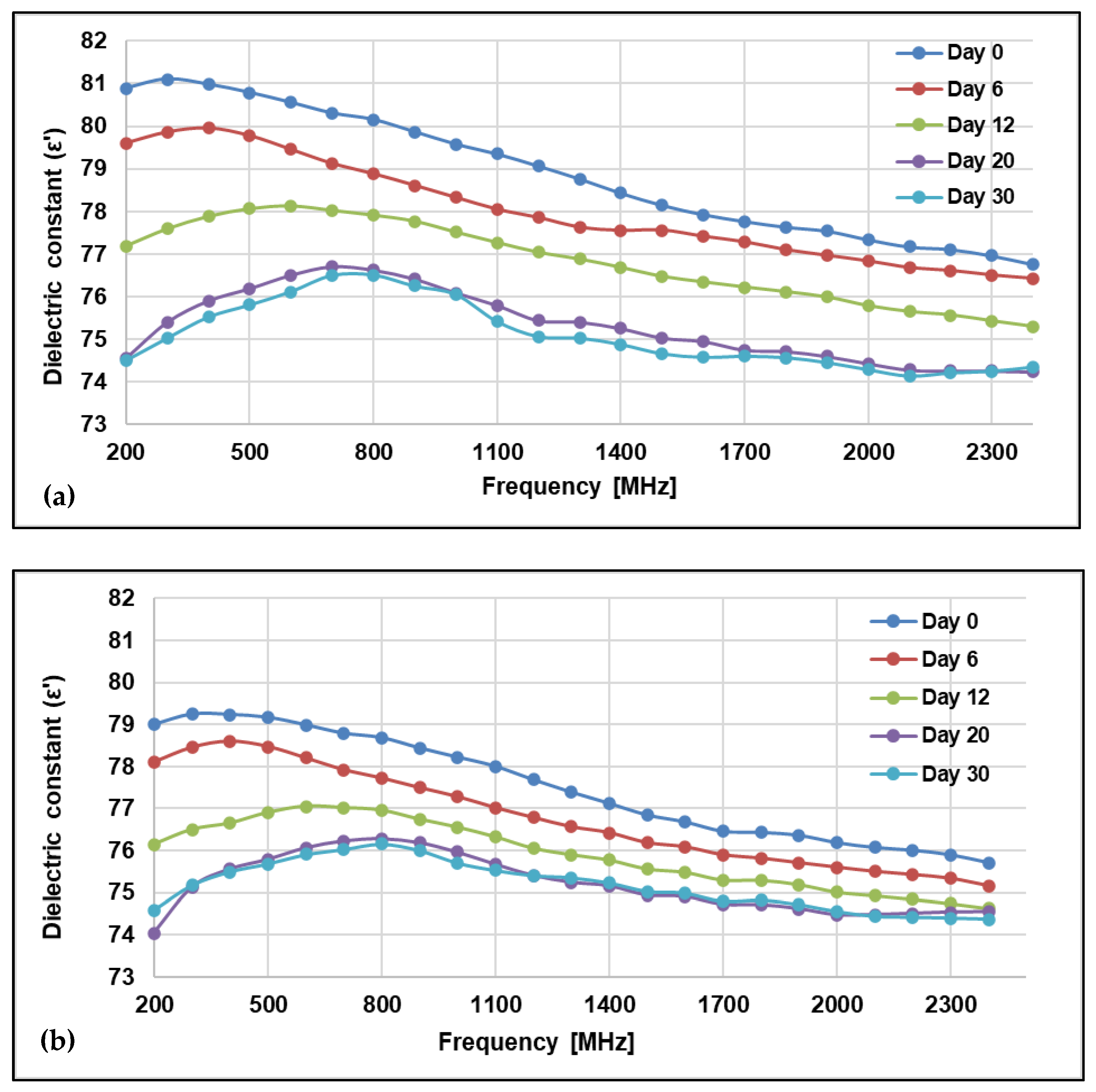
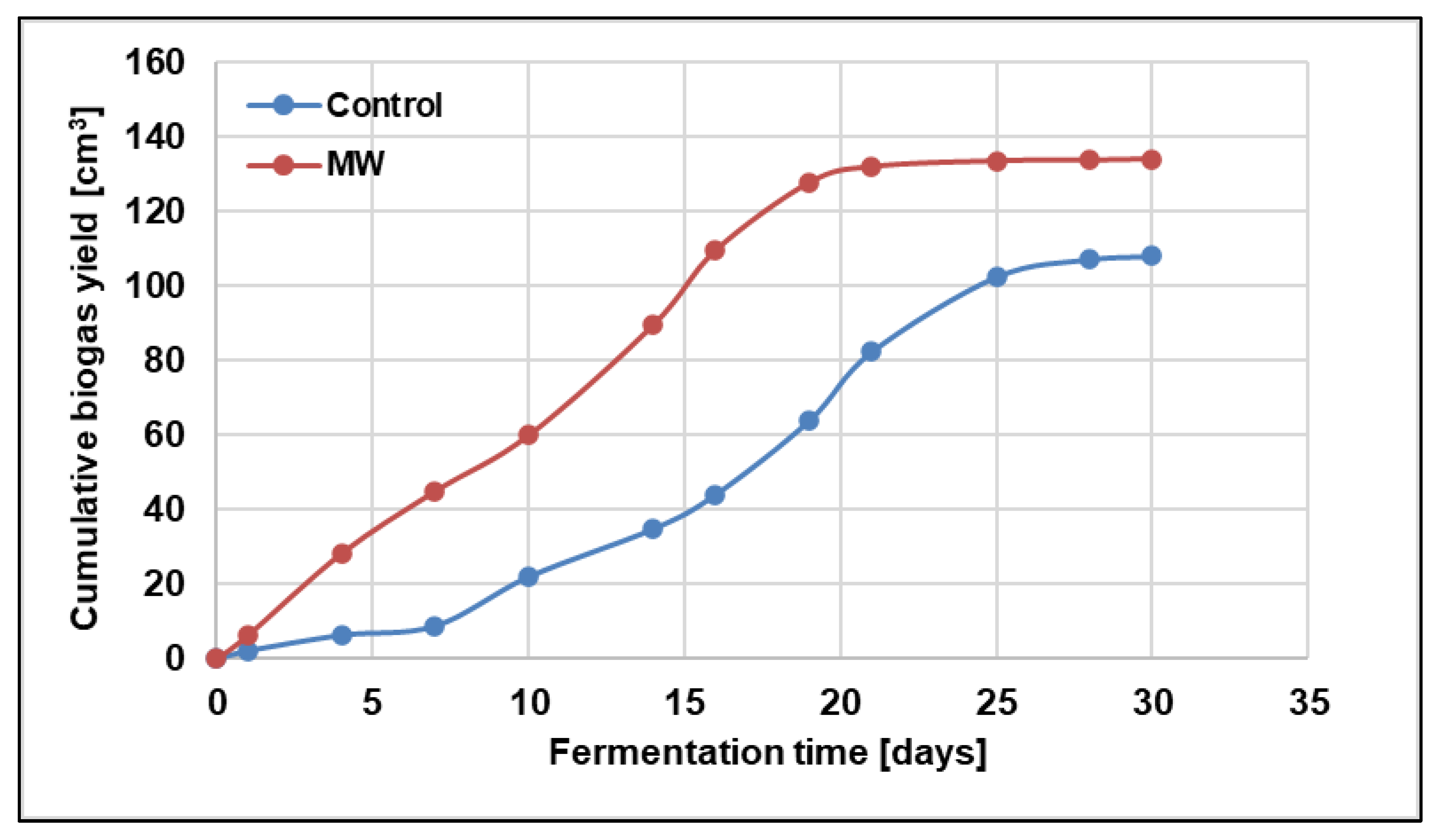
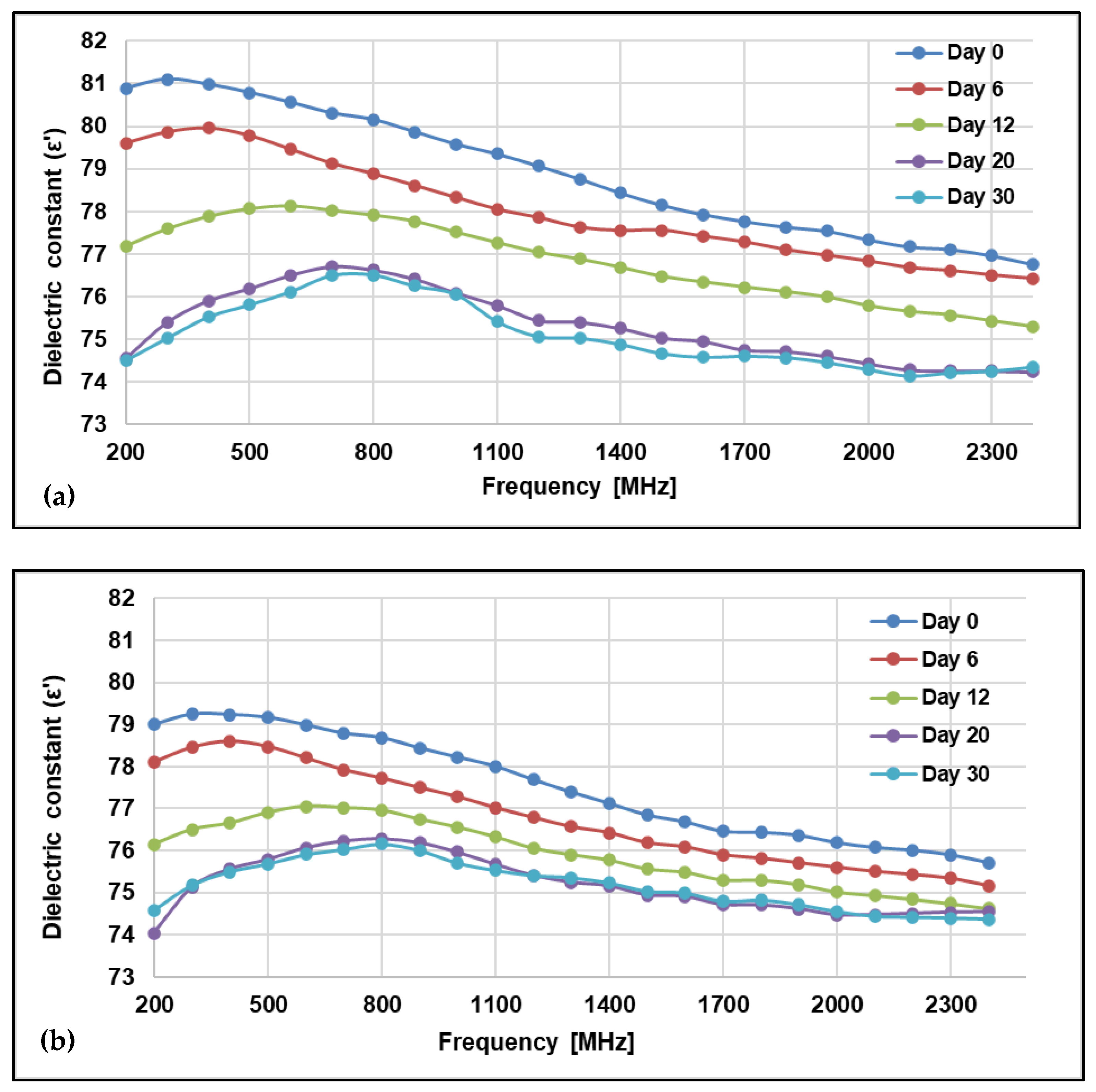
3.3. Anaerobic Digestion (AD)—Biogas Fermentation
4. Conclusions
- Microwave pre-processing of the raw lignocellulosic material indirectly accelerates the subsequent enzymatic saccharification and increases the achievable reducing-sugar yield.
- The cellulose–monosaccharide conversion can be monitored by measuring the dielectric constant of the hydrolysates. The relationship between the reducing-sugar concentration and the dielectric constant is linear and strong; the coefficient of correlation r was 0.987 for the control and 0.989 for the microwave pre-treated samples, respectively. R2-values suggest that the linear fitting accounts for approximately 98% of the variance observed in the dielectric constant.
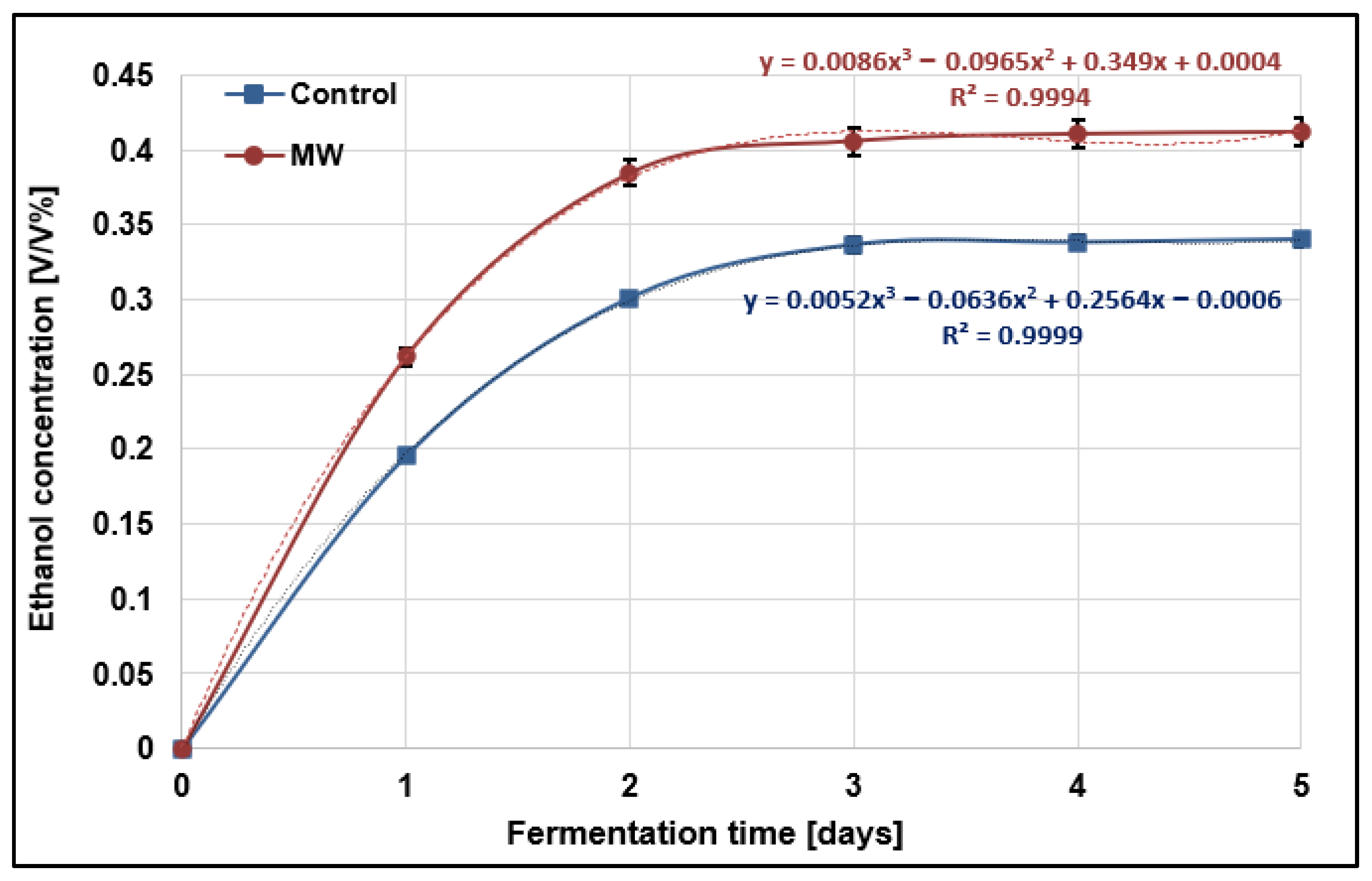
- The microbial bioethanol fermentation of the hydrolysates yielded more in the case of the microwave pre-processed samples; however, the overall conversion efficiency fell short to the controls. The reason behind this is yet to be confirmed; most probably the microwave irradiation led to the formation of certain compounds that can inhibit the microbial metabolism to some extent.
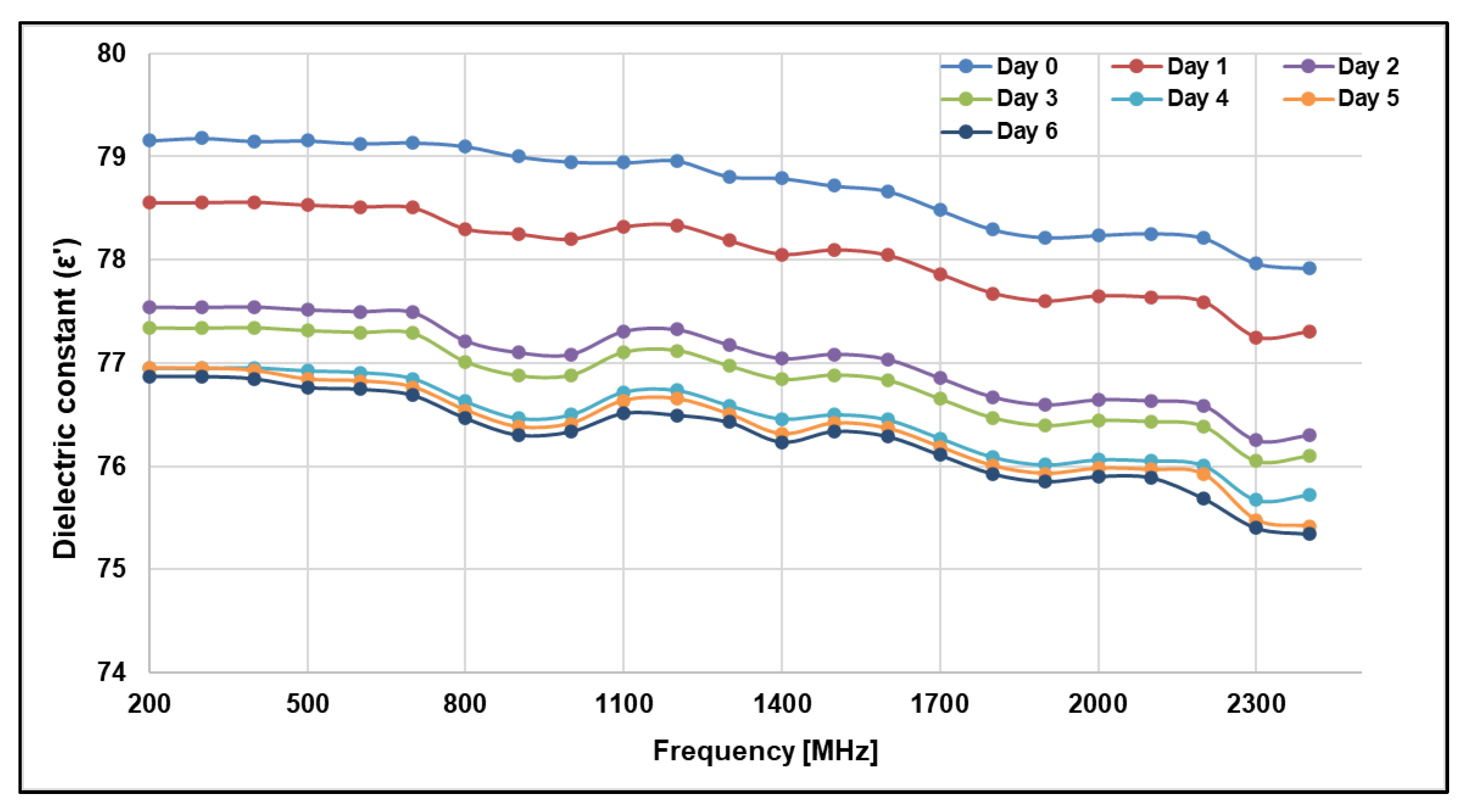
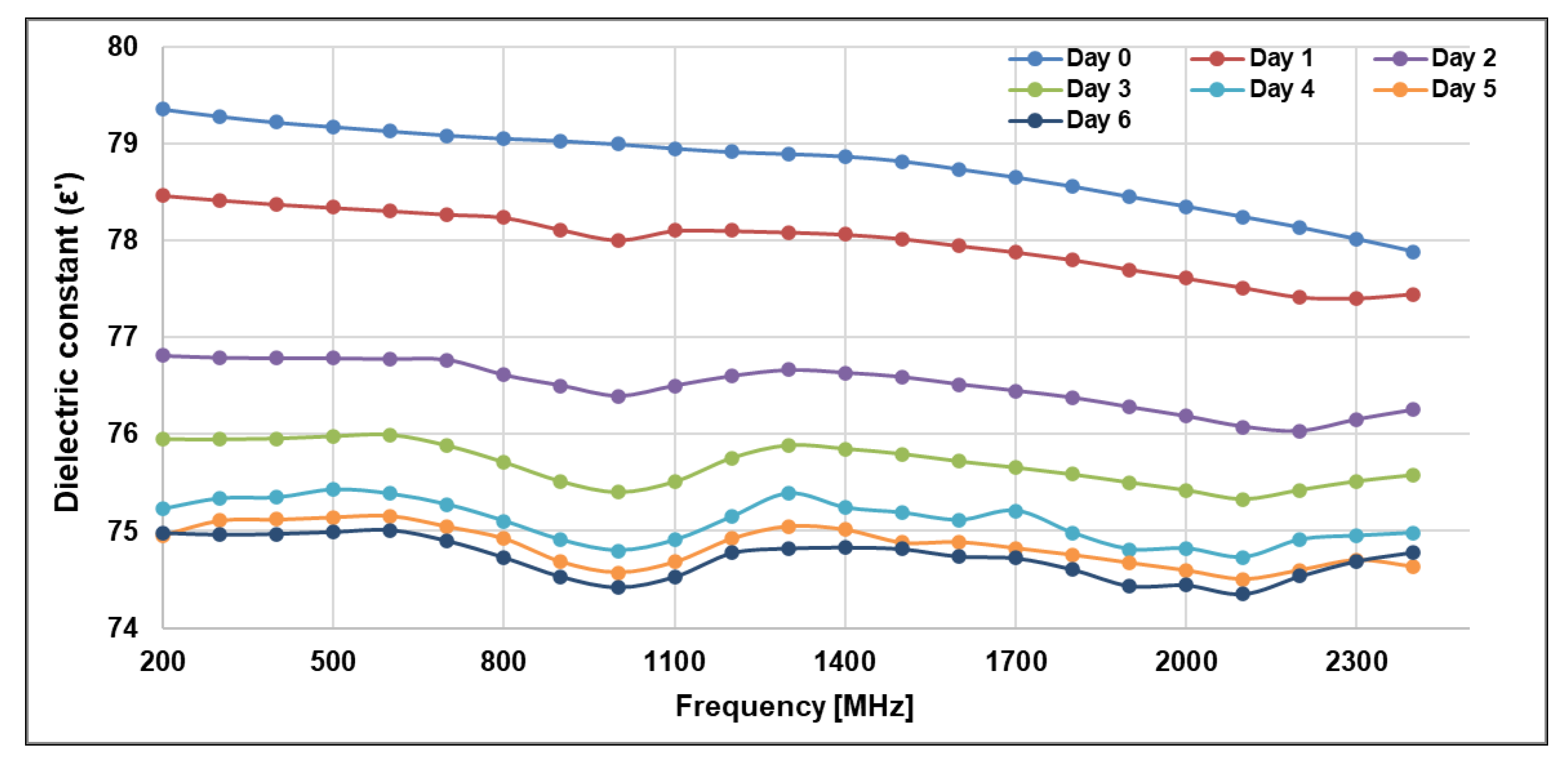
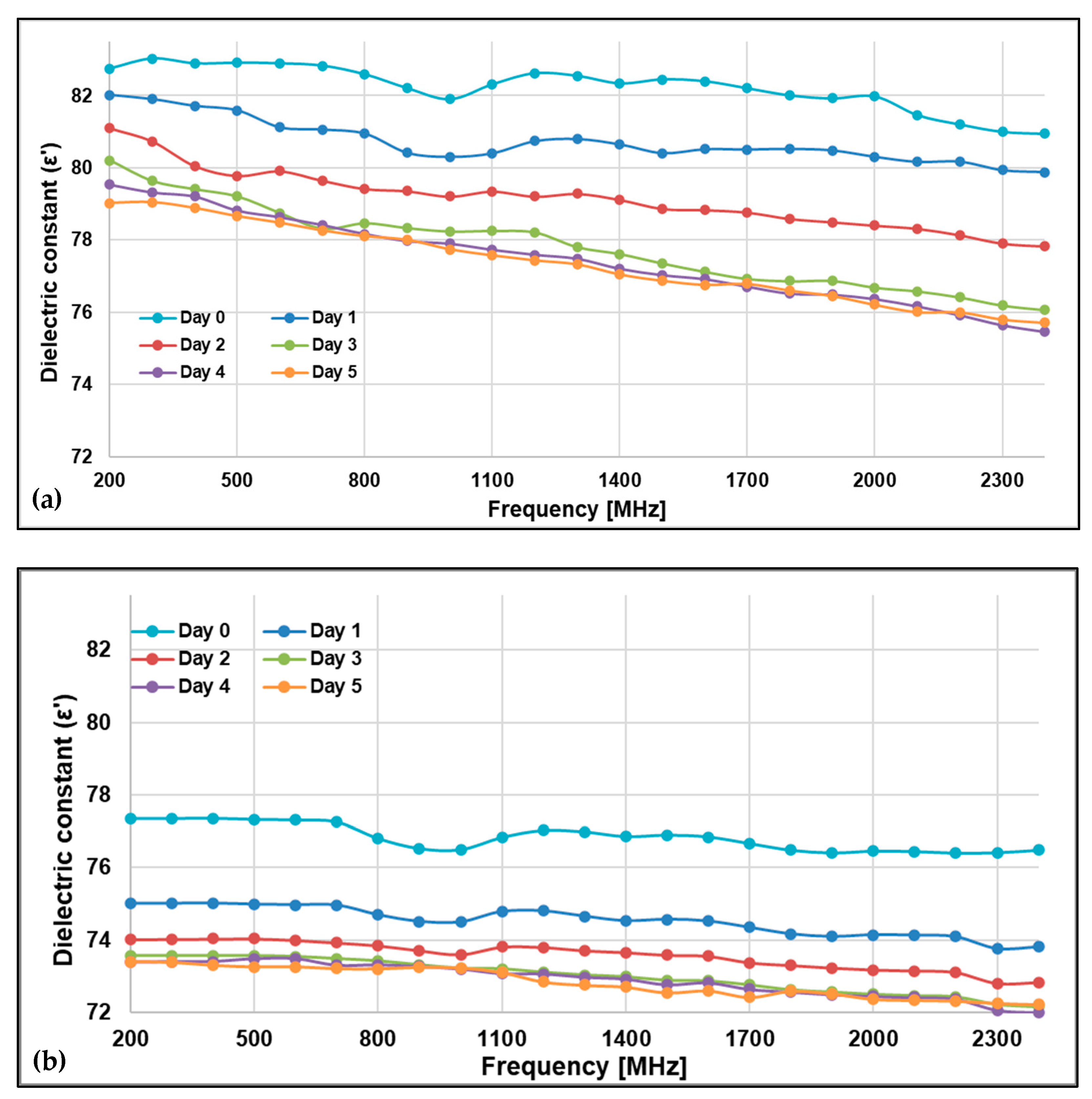
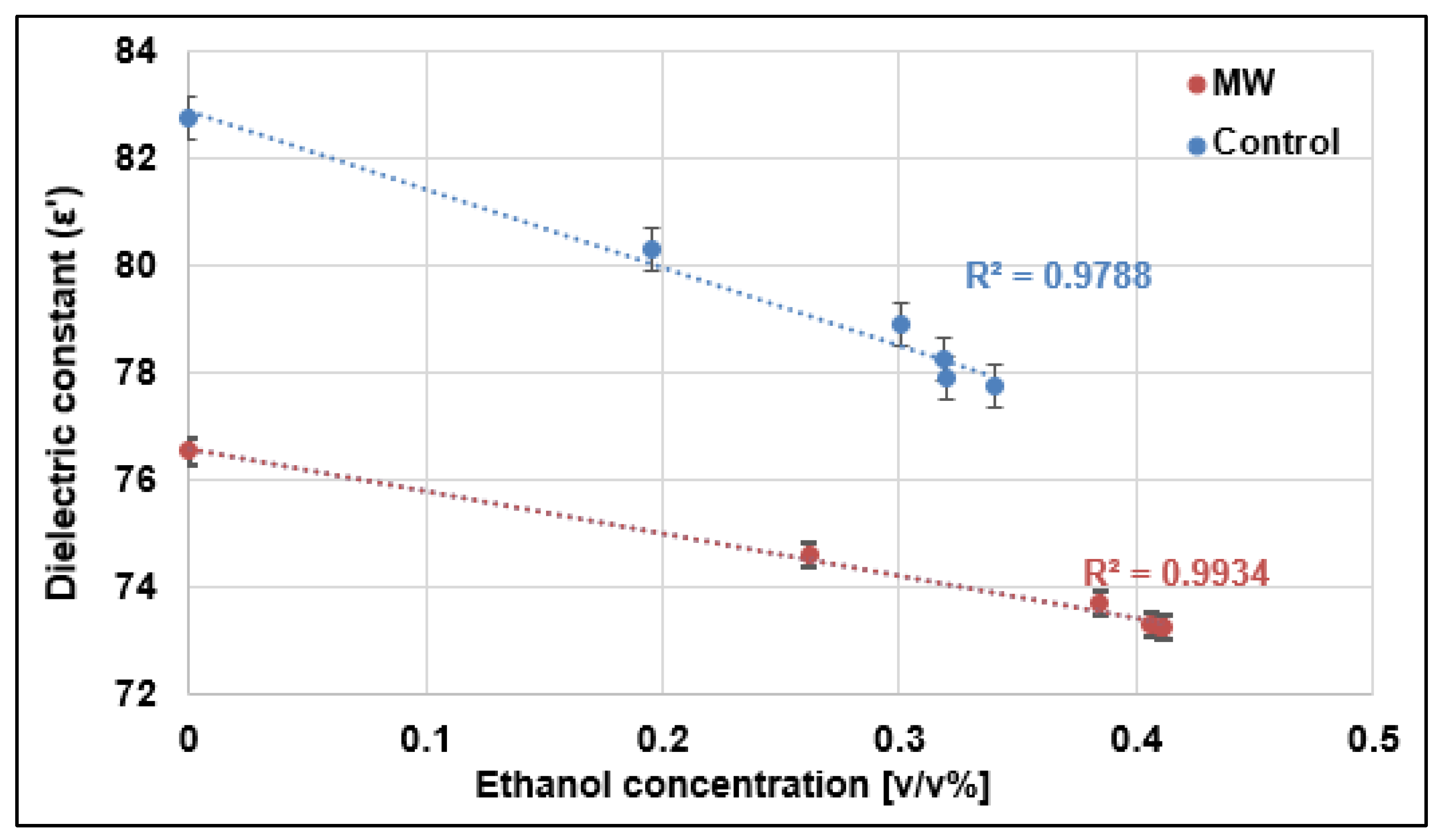
- As the ethanol fermentation progresses and the ethanol concentration increases, the dielectric constant of the fermentation medium gradually decreases. The correlation between the dielectric constant and the ethanol concentration is strong and linear; the values for the coefficient of correlation r were 0.989 and 0.997 for the control and MW-treated samples, respectively, while the R2-values were 0.979 and 0.993. This indicates that the fermentation part of the SHF process can be also monitored and assessed via dielectric measurements.
- Although the conversion rate for the MW-treated samples during SHF was higher than that of the controls (i.e., the depletion of recoverable organic compounds), the biogas yield was still higher during the co-fermentation process. This can be explained by the effects of microwave irradiation on the physical structure of the raw material, and its indirect effects regarding the chemical composition of the liquid phase.
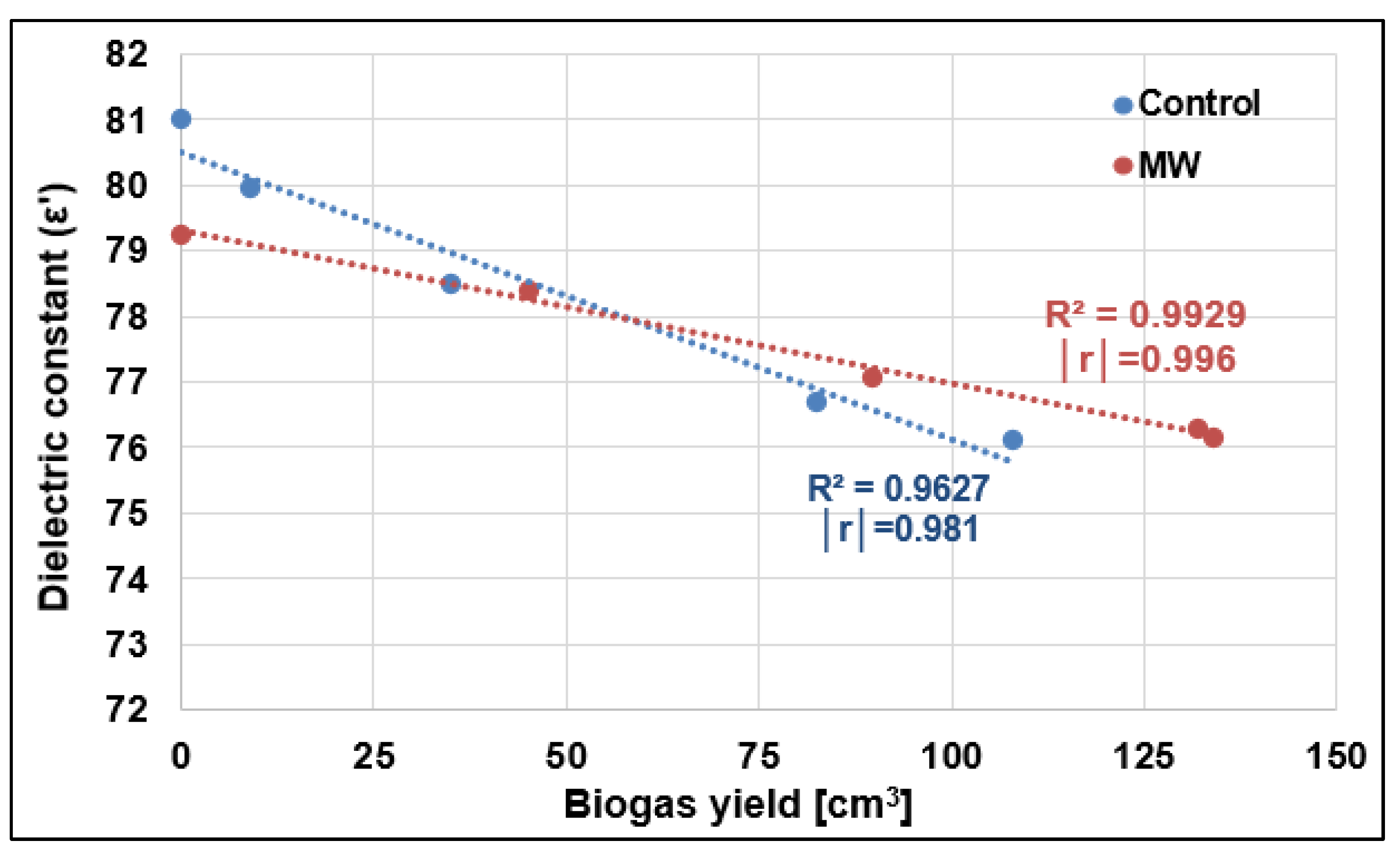
- Anaerobic digestion can also be monitored by measuring the dielectric constant of the fermentation media, albeit in an indirect way. The r values regarding the correlation between the dielectric constant and the biogas yield were 0.981 and 0.996 for the control and MW-processed samples, respectively. R2 values imply that the linear relationship is strong for both cases (R2 = 0.963 and 0.993).
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Sherwood, J. The significance of biomass in a circular economy. Bioresour. Technol. 2020, 300, 122755. [Google Scholar] [CrossRef] [PubMed]
- Ge, X.; Chang, C.; Zhang, L.; Cui, S.; Luo, X.; Hu, S.; Qin, Y.; Li, Y. Chapter Five–Conversion of Lignocellulosic Biomass Into Platform Chemicals for Biobased Polyurethane Application. In Advances in Bioenergy; Li, Y., Ge, X., Eds.; Elsevier: Amsterdam, The Netherlands, 2018; Volume 3, pp. 161–213. [Google Scholar]
- Bar-On, Y.M.; Phillips, R.; Milo, R. The biomass distribution on Earth. Proc. Natl. Acad. Sci. USA 2018, 115, 6506–6511. [Google Scholar] [CrossRef] [PubMed]
- Seddiqi, H.; Oliaei, E.; Honarkar, H.; Jin, J.; Geonzon, L.C.; Bacabac, R.G.; Klein-Nulend, J. Cellulose and its derivatives: Towards biomedical applications. Cellulose 2021, 28, 1893–1931. [Google Scholar] [CrossRef]
- Ajao, O.; Marinova, M.; Savadogo, O.; Paris, J. Hemicellulose based integrated forest biorefineries: Implementation strategies. Ind. Crops Prod. 2018, 126, 250–260. [Google Scholar] [CrossRef]
- Ralph, J.; Lapierre, C.; Boerjan, W. Lignin structure and its engineering. Curr. Opin. Biotechnol. 2019, 56, 240–249. [Google Scholar] [CrossRef]
- Wang, H.; Pu, Y.; Ragauskas, A.; Yang, B. From lignin to valuable products–strategies, challenges, and prospects. Bioresour. Technol. 2019, 271, 449–461. [Google Scholar] [CrossRef]
- Taylor, M.J.; Alabdrabalameer, H.A.; Skoulou, V. Choosing Physical, Physicochemical and Chemical Methods of Pre-Treating Lignocellulosic Wastes to Repurpose into Solid Fuels. Sustainability 2019, 11, 3604. [Google Scholar] [CrossRef]
- Hasanov, I.; Raud, M.; Kikas, T. The Role of Ionic Liquids in the Lignin Separation from Lignocellulosic Biomass. Energies 2020, 13, 4864. [Google Scholar] [CrossRef]
- Norrrahim, M.N.F.; Ilyas, R.A.; Nurazzi, N.M.; Rani, M.S.A.; Atikah, M.S.N.; Shazleen, S.S. Chemical pretreatment of lignocellulosic biomass for the production of bioproducts: An overview. Appl. Sci. Eng. Prog. 2021, 14, 588–605. [Google Scholar] [CrossRef]
- Wu, Z.; Peng, K.; Zhang, Y.; Wang, M.; Yong, C.; Chen, L.; Qu, P.; Huang, H.; Sun, E.; Pan, M. Lignocellulose dissociation with biological pretreatment towards the biochemical platform: A review. Mater. Today Bio 2022, 16, 100445. [Google Scholar] [CrossRef]
- Ab Rasid, N.S.; Shamjuddin, A.; Abdul Rahman, A.Z.; Amin, N.A.S. Recent advances in green pre-treatment methods of lignocellulosic biomass for enhanced biofuel production. J. Clean. Prod. 2021, 321, 129038. [Google Scholar] [CrossRef]
- Putro, J.; Edi Soetaredjo, F.; Lin, S.-Y.; Ju, Y.-H.; Ismadji, S. Pretreatment and Conversion of Lignocellulose Biomass into Valuable Chemicals. RSC Adv. 2016, 6, 46834–46852. [Google Scholar] [CrossRef]
- Burman, N.W.; Sheridan, C.M.; Harding, K.G. Lignocellulosic bioethanol production from grasses pre-treated with acid mine drainage: Modeling and comparison of SHF and SSF. Bioresour. Technol. Rep. 2019, 7, 100299. [Google Scholar] [CrossRef]
- Devos, R.J.B.; Colla, L.M. Simultaneous saccharification and fermentation to obtain bioethanol: A bibliometric and systematic study. Bioresour. Technol. Rep. 2022, 17, 100924. [Google Scholar] [CrossRef]
- Hernández Pérez, R.; Salgado Delgado, R.; Olarte Paredes, A.; Salgado Delgado, A.; García Hernández, E.; Medrano Valis, A.; Martínez Candia, F. Comparing Acid and Enzymatic Hydrolysis Methods for Cellulose Nanocrystals (CNCs) Obtention from Agroindustrial Rice Husk Waste. J. Nanotechnol. 2022, 2022, 5882113. [Google Scholar] [CrossRef]
- Vasić, K.; Knez, Ž.; Leitgeb, M. Bioethanol Production by Enzymatic Hydrolysis from Different Lignocellulosic Sources. Molecules 2021, 26, 753. [Google Scholar] [CrossRef]
- Jákói, Z.; Szabó, A.; Vágvölgyi, A.; Hodúr, C.; Beszédes, S. Applicability of microwave irradiation for enhanced biodegradability of tobacco biomass. Acta Tech. Corviniensis Bull. Eng. 2019, 12, 19–24. [Google Scholar]
- Li, H.; Zhao, Z.; Xiouras, C.; Stefanidis, G.D.; Li, X.; Gao, X. Fundamentals and Applications of Microwave Heating to Chemicals Separation Processes. Renew. Sustain. Energy Rev. 2019, 114, 109316. [Google Scholar] [CrossRef]
- Kumar, R.; Sahoo, S.; Joanni, E.; Singh, R.K. A Review on the Current Research on Microwave Processing Techniques Applied to Graphene-Based Supercapacitor Electrodes: An Emerging Approach beyond Conventional Heating. J. Energy Chem. 2022, 74, 252–282. [Google Scholar] [CrossRef]
- Chen, X.; Yang, J.; Shen, M.; Chen, Y.; Yu, Q.; Xie, J. Structure, Function and Advance Application of Microwave-Treated Polysaccharide: A Review. Trends Food Sci. Technol. 2022, 123, 198–209. [Google Scholar] [CrossRef]
- Hermiati, E.; Laksana, R.P.B.; Fatriasari, W.; Kholida, L.N.; Thontowi, A.; Yopi; Arnieyanto, D.R.; Champreda, V.; Watanabe, T. Microwave-Assisted Acid Pretreatment for Enhancing Enzymatic Saccharification of Sugarcane Trash. Biomass Convers. Biorefinery 2020, 12, 3037–3054. [Google Scholar] [CrossRef]
- Ríos-González, L.J.; Medina-Morales, M.A.; Rodríguez-De la Garza, J.A.; Romero-Galarza, A.; Medina, D.D.; Morales-Martínez, T.K. Comparison of Dilute Acid Pretreatment of Agave Assisted by Microwave versus Ultrasound to Enhance Enzymatic Hydrolysis. Bioresour. Technol. 2021, 319, 124099. [Google Scholar] [CrossRef] [PubMed]
- Özbek, H.N.; Koçak Yanık, D.; Fadıloğlu, S.; Göğüş, F. Effect of Microwave-assisted Alkali Pre-treatment on Fractionation of Pistachio Shell and Enzymatic Hydrolysis of Cellulose-rich Residues. J. Chem. Technol. Biotechnol. 2020, 96, 521–531. [Google Scholar] [CrossRef]
- Gazliya, N.; Aparna, K. Microwave-Assisted Alkaline Delignification of Banana Peduncle. J. Nat. Fibers 2019, 18, 664–673. [Google Scholar] [CrossRef]
- Hashem, M.; Alamri, S.A.; Asseri, T.A.Y.; Mostafa, Y.S.; Lyberatos, G.; Ntaikou, I. On the Optimization of Fermentation Conditions for Enhanced Bioethanol Yields from Starchy Biowaste via Yeast Co-Cultures. Sustainability 2021, 13, 1890. [Google Scholar] [CrossRef]
- Kuittinen, S.; Hietaharju, J.; Kupiainen, L.; Hassan, M.K.; Yang, M.; Kaipiainen, E.; Villa, A.; Kangas, J.; Keinänen, M.; Vepsäläinen, J.; et al. Bioethanol Production from Short Rotation S. schwerinii E. Wolf Is Carbon Neutral with Utilization of Waste-Based Organic Fertilizer and Process Carbon Dioxide Capture. J. Clean. Prod. 2021, 293, 126088. [Google Scholar] [CrossRef]
- Kumar, V.; Yadav, S.K.; Kumar, J.; Ahluwalia, V. A Critical Review on Current Strategies and Trends Employed for Removal of Inhibitors and Toxic Materials Generated during Biomass Pretreatment. Bioresour. Technol. 2020, 299, 122633. [Google Scholar] [CrossRef] [PubMed]
- Malovanyy, M.; Voytovych, I.; Mukha, O.; Zhuk, V.; Tymchuk, I.; Soloviy, C. Potential of the Co-Digestion of the Sewage Sludge and Plant Biomass on the Example of Lviv WWTP. Ecol. Eng. Environ. Technol. 2022, 23, 107–112. [Google Scholar] [CrossRef] [PubMed]
- Kunatsa, T.; Xia, X. A Review on Anaerobic Digestion with Focus on the Role of Biomass Co-Digestion, Modelling and Optimisation on Biogas Production and Enhancement. Bioresour. Technol. 2022, 344, 126311. [Google Scholar] [CrossRef]
- Ibro, M.K.; Ancha, V.R.; Lemma, D.B. Impacts of Anaerobic Co-Digestion on Different Influencing Parameters: A Critical Review. Sustainability 2022, 14, 9387. [Google Scholar] [CrossRef]
- Budiyono, B.; Matin, H.H.A.; Yasmin, I.Y.; Priogo, I.S. Effect of Pretreatment and C/N Ratio in Anaerobic Digestion on Biogas Production from Coffee Grounds and Rice Husk Mixtures. Int. J. Renew. Energy Dev. 2022, 12, 209–215. [Google Scholar] [CrossRef]
- Gerardi, M.H. The Microbiology of Anaerobic Digesters; John Wiley & Sons: Hoboken, NJ, USA, 2003; ISBN 9780471468950. [Google Scholar]
- Dareioti, M.A.; Tsigkou, K.; Vavouraki, A.I.; Kornaros, M. Hydrogen and Methane Production from Anaerobic Co-Digestion of Sorghum and Cow Manure: Effect of pH and Hydraulic Retention Time. Fermentation 2022, 8, 304. [Google Scholar] [CrossRef]
- Agblevor, F.A.; Murden, A.; Hames, B.R. Improved Method of Analysis of Biomass Sugars Using High-Performance Liquid Chromatography. Biotechnol. Lett. 2004, 26, 1207–1211. [Google Scholar] [CrossRef]
- Jørgensen, H.; Kristensen, J.B.; Felby, C. Enzymatic Conversion of Lignocellulose into Fermentable Sugars: Challenges and Opportunities. Biofuels Bioprod. Biorefining 2007, 1, 119–134. [Google Scholar] [CrossRef]
- Sills, D.L.; Gossett, J.M. Using FTIR to Predict Saccharification from Enzymatic Hydrolysis of Alkali-Pretreated Biomasses. Biotechnol. Bioeng. 2011, 109, 353–362. [Google Scholar] [CrossRef] [PubMed]
- Visvanathan, R.; Houghton, M.J.; Williamson, G. Maltoheptaoside Hydrolysis with Chromatographic Detection and Starch Hydrolysis with Reducing Sugar Analysis: Comparison of Assays Allows Assessment of the Roles of Direct α-Amylase Inhibition and Starch Complexation. Food Chem. 2021, 343, 128423. [Google Scholar] [CrossRef]
- Liu, K.; Liu, Q. Enzymatic Determination of Total Starch and Degree of Starch Gelatinization in Various Products. Food Hydrocoll. 2020, 103, 105639. [Google Scholar] [CrossRef]
- Vanmarcke, G.; Demeke, M.M.; Foulquié-Moreno, M.R.; Thevelein, J.M. Identification of the Major Fermentation Inhibitors of Recombinant 2G Yeasts in Diverse Lignocellulose Hydrolysates. Biotechnol. Biofuels 2021, 14, 1–15. [Google Scholar] [CrossRef]
- Plugatar, Y.; Johnson, J.B.; Timofeev, R.; Korzin, V.; Kazak, A.; Nekhaychuk, D.; Borisova, E.; Rotanov, G. Prediction of Ethanol Content and Total Extract Using Densimetry and Refractometry. Beverages 2023, 9, 31. [Google Scholar] [CrossRef]
- Cruz, I.A.; Andrade, L.R.S.; Bharagava, R.N.; Nadda, A.K.; Bilal, M.; Figueiredo, R.T.; Ferreira, L.F.R. An Overview of Process Monitoring for Anaerobic Digestion. Biosyst. Eng. 2021, 207, 106–119. [Google Scholar] [CrossRef]
- Lee, M.-K.; Yun, Y.-M.; Kim, D.-H. Enhanced Economic Feasibility of Excess Sludge Treatment: Acid Fermentation with Biogas Production. BMC Energy 2019, 1, 2. [Google Scholar] [CrossRef]
- Fares, O.; AL-Oqla, F.M.; Hayajneh, M.T. Dielectric Relaxation of Mediterranean Lignocellulosic Fibers for Sustainable Functional Biomaterials. Mater. Chem. Phys. 2019, 229, 174–182. [Google Scholar] [CrossRef]
- Li, K.; Chen, G.; Li, X.; Peng, J.; Ruan, R.; Omran, M.; Chen, J. High-Temperature Dielectric Properties and Pyrolysis Reduction Characteristics of Different Biomass-Pyrolusite Mixtures in Microwave Field. Bioresour. Technol. 2019, 294, 122217. [Google Scholar] [CrossRef] [PubMed]
- Jákói, Z.; Hodúr, C.; Beszédes, S. Monitoring the Process of Anaerobic Digestion of Native and Microwave Pre-Treated Sludge by Dielectric and Rheological Measurements. Water 2022, 14, 1294. [Google Scholar] [CrossRef]
- Saqib, A.A.N.; Whitney, P.J. Differential Behaviour of the Dinitrosalicylic Acid (DNS) Reagent towards Mono- and Di-Saccharide Sugars. Biomass Bioenergy 2011, 35, 4748–4750. [Google Scholar] [CrossRef]
- Cui, J.-Y.; Zhang, N.; Jiang, J.-C. Effects of Microwave-Assisted Liquid Hot Water Pretreatment on Chemical Composition and Structure of Moso Bamboo. Front. Bioeng. Biotechnol. 2022, 9, 821982. [Google Scholar] [CrossRef]
- Yang, X.; Li, X.; Liang, J.; Zhu, J. Comparative Study of Effective Pretreatments nt he Structural Disruption and Hydrodepolymerization of Rice Straw. Sustainability 2023, 15, 4728. [Google Scholar] [CrossRef]
- Bryant, D.N.; Morris, S.M.; Leemans, D.; Fish, S.A.; Taylor, S.; Carvell, J.; Todd, R.W.; Logan, D.; Lee, M.; Garcia, N.; et al. Modelling real-time simultaneous saccharification and fermentation of lignocellulosic biomass and organic acid accumulation using dielectric spectroscopy. Bioresour. Technol. 2011, 102, 9675–9682. [Google Scholar] [CrossRef]
- Mazurkiewicz, J.; Tomasik, P. Effect of external electric field upon charge distribution, energy and dipole moment of selected monosaccharide molecules. Nat. Sci. 2012, 4, 276. [Google Scholar] [CrossRef]
- Chakraborty, S.; Das, C.; Saha, R.; Das, A.; Bera, N.K.; Chattopadhyay, D.; Karmakar, A.; Chattopadhyay, D.; Chattopadhyay, S. Investigating the quasi-oscillatory behavior of electrical parameters with the concentration of D-glucose in aqueous solution. J. Electr. Bioimpedance 2015, 6, 10. [Google Scholar] [CrossRef]
- Bakam Nguenouho, O.S.; Chevalier, A.; Potelon, B.; Benedicto, J.; Quendo, C. Dielectric characterization and modelling of aqueous solutions involving sodium chloride and sucrose and application to the design of a bi-parameter RF-sensor. Sci. Rep. 2022, 12, 7209. [Google Scholar] [CrossRef]
- Thostenson, E.T.; Chou, T.W. Microwave processing: Fundamentals and applications. Compos. Part A Appl. Sci. Manuf. 1999, 30, 1055–1071. [Google Scholar] [CrossRef]
- Liao, X.; Raghavan, V.; Meda, V.; Yaylayan, V. Dielectric Properties of Supersaturated α-D-Glucose Aqueous Solutions at 2450 MHz. J. Microw. Power Electromagn. Energy 2001, 36, 131–138. [Google Scholar] [CrossRef]
- Chang, Y.H.; Chang, K.S.; Chen, C.Y.; Hsu, C.L.; Chang, T.C.; Jang, H.D. Enhancement of the Efficiency of Bioethanol Production by Saccharomyces cerevisiae via Gradually Batch-Wise and Fed-Batch Increasing the Glucose Concentration. Fermentation 2018, 4, 45. [Google Scholar] [CrossRef]
- Ethaib, S.; Omar, R.; Kamal, S.M.; Biak, D.A. Microwave-assisted pretreatment of lignocellulosic biomass: A review. J. Eng. Sci. Technol. 2015, 10, 97–109. [Google Scholar]
- Augustine, R.; Raman, S.; Rydberg, A. Relative permittivity measurements of Et-OH and Mt-OH mixtures for calibration standards in 1-15 GHz range. Electron. Lett. 2014, 50, 358–359. [Google Scholar] [CrossRef]
- Abidin, Z.; Omar, F.; Radiah, D. Dielectric Characterization of Ethanol and Sugar Aqueous Solutions for Potential Halal Authentication. Int. J. Microw. Opt. Technol. 2014, 9, 39–43. [Google Scholar]
- Siddiqui, Z.; Horan, N.J.; Anaman, K. Optimisation of C:N Ratio for Co-Digested Processed Industrial Food Waste and Sewage Sludge Using the BMP Test. Int. J. Chem. React. Eng. 2011, 9, 1–9. [Google Scholar] [CrossRef]
- Li, H.; Qu, Y.; Yang, Y.; Chang, S.; Xu, J. Microwave irradiation-A green and efficient way to pretreat biomass. Bioresour. Technol. 2015, 199, 34–41. [Google Scholar] [CrossRef]
- Taqi, A.; Farcot, E.; Robinson, J.P.; Binner, E.R. Understanding Microwave Heating in Biomass-Solvent Systems. Chem. Eng. J. 2020, 393, 124741. [Google Scholar] [CrossRef]
- Huang, L.; Jin, Y.; Zhou, D.; Liu, L.; Huang, S.; Zhao, Y.; Chen, Y. A Review of the Role of Extracellular Polymeric Substances (EPS) in Wastewater Treatment Systems. Int. J. Environ. Res. Public Health 2022, 19, 12191. [Google Scholar] [CrossRef] [PubMed]
- Myszograj, S.; Płuciennik-Koropczuk, E. Thermal Disintegration of Sewage Sludge as a Method of Improving the Biogas Potential. Energies 2023, 16, 559. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Characteristics | Quantity | Unit of Measurement |
|---|---|---|
| Moisture content | 7 ± 0.1 | % |
| Density | 300 ± 45 | kg/m3 |
| Cellulose | 47.1 ± 1.8 | % |
| Hemicellulose | 37 ± 0.7 | % |
| Lignin | 5.2 ± 0.11 | % |
| Total carbon (TC) | 43.5 ± 1.9 | % |
| Total nitrogen (TN) | 0.2 ± 0.002 | % |
| Ash | 1.2 ± 0.08 | % |
| Avg. particle size | 2.4 ± 0.1 | mm |
| Parameter | Value | Unit of Measurement |
|---|---|---|
| TS | 13.9 ± 0.7 | % |
| pH | 6.1 ± 0.2 | [-] |
| TCOD | 798.2 ± 7.2 | g/L |
| BOD5 | 57.24 ± 2.4 | g/L |
| TOC | 72.6 ± 1.8 | g/L |
| TN | 22 ± 1.5 | g/L |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jákói, Z.P.; Lemmer, B.; Dobozi, R.; Hodúr, C.; Beszédes, S. Using Dielectric Constant Measurement to Monitor Ethanol Fermentation and Anaerobic Co-Digestion of Lignocellulosic Biomass. Fermentation 2023, 9, 902. https://doi.org/10.3390/fermentation9100902
Jákói ZP, Lemmer B, Dobozi R, Hodúr C, Beszédes S. Using Dielectric Constant Measurement to Monitor Ethanol Fermentation and Anaerobic Co-Digestion of Lignocellulosic Biomass. Fermentation. 2023; 9(10):902. https://doi.org/10.3390/fermentation9100902
Chicago/Turabian StyleJákói, Zoltán Péter, Balázs Lemmer, Réka Dobozi, Cecilia Hodúr, and Sándor Beszédes. 2023. "Using Dielectric Constant Measurement to Monitor Ethanol Fermentation and Anaerobic Co-Digestion of Lignocellulosic Biomass" Fermentation 9, no. 10: 902. https://doi.org/10.3390/fermentation9100902
APA StyleJákói, Z. P., Lemmer, B., Dobozi, R., Hodúr, C., & Beszédes, S. (2023). Using Dielectric Constant Measurement to Monitor Ethanol Fermentation and Anaerobic Co-Digestion of Lignocellulosic Biomass. Fermentation, 9(10), 902. https://doi.org/10.3390/fermentation9100902