
Production of Citric Acid by Aspergillus niger Cultivated in Olive Mill Wastewater Using a Two-Stage Packed Column Bioreactor

 and
and
Abstract
1. Introduction
2. Materials and Methods
2.1. Olive Mill Wastewater (OMW)
2.2. Microorganism and Inoculum
2.3. Simultaneous Production of Cellulase Enzyme and Citric Acid in a Single-Stage Column Bioreactor
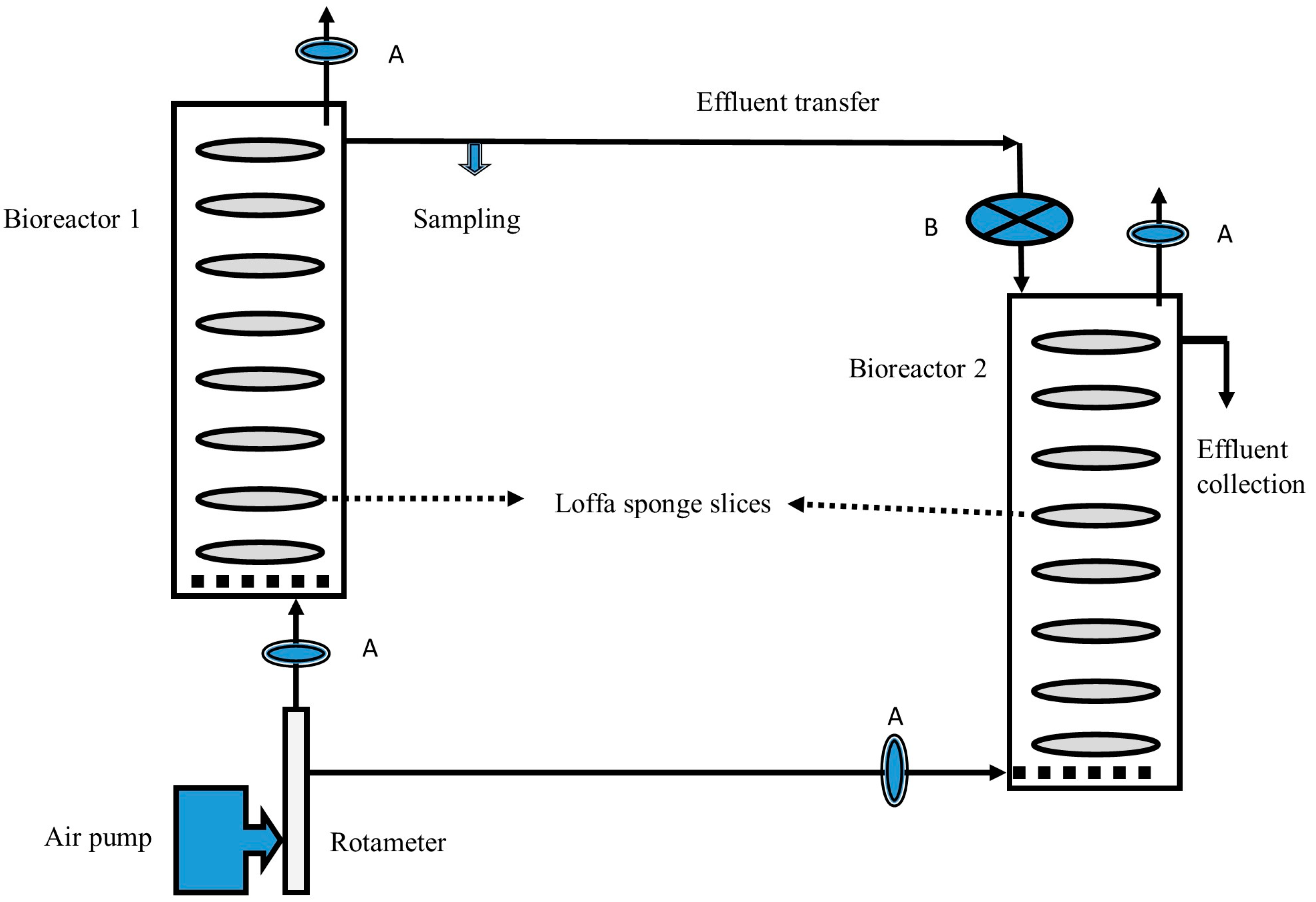
2.4. Simultaneous Saccharification and Citric Acid Production in a Two-Stage Packed Column Bioreactor
2.5. Analytical Procedures
3. Results and Discussion
3.1. Citric Acid Production by A. niger Growing on OMW Using a Single Stage Column Bioreactor
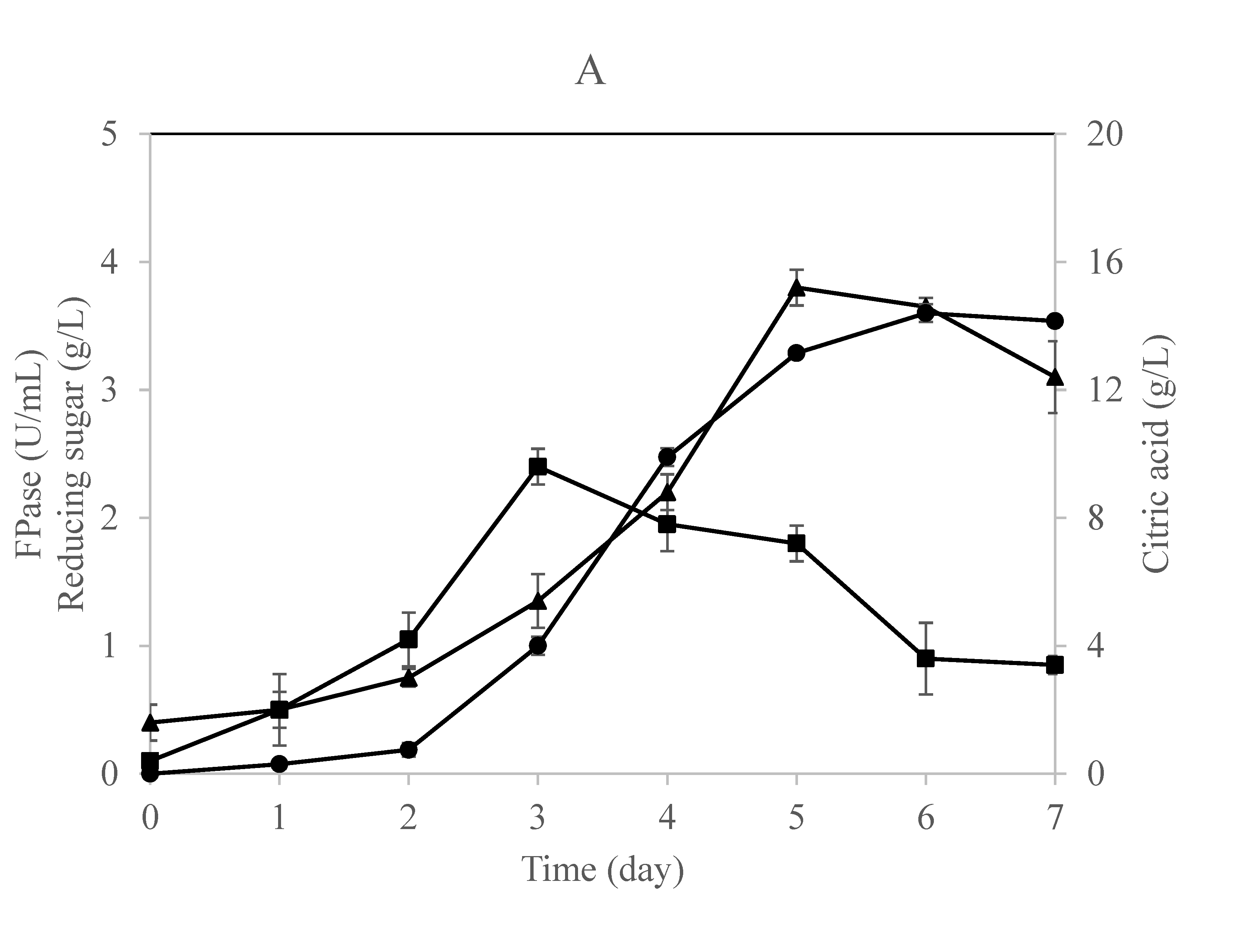
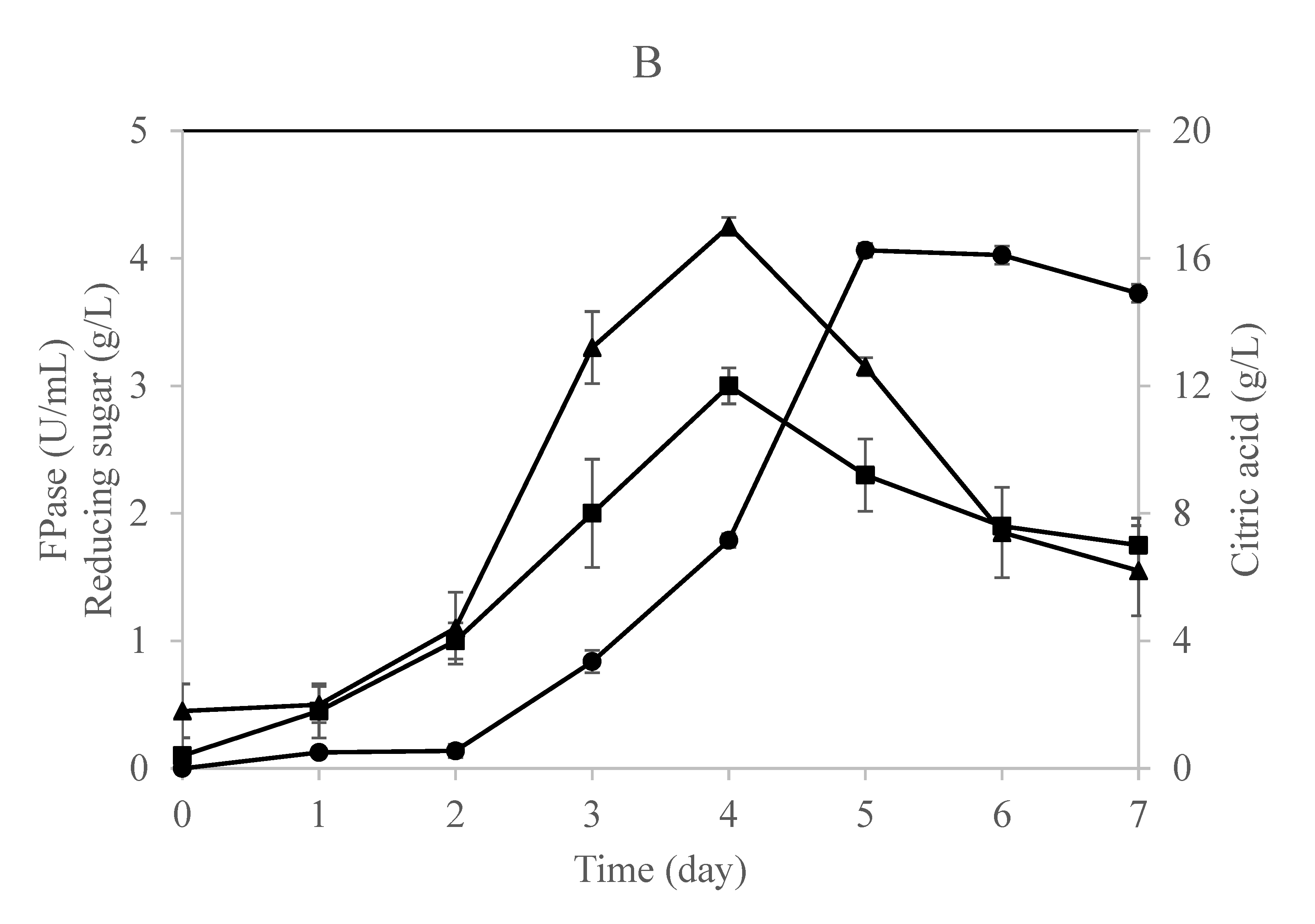
3.2. Citric Acid Production by Entrapped A. niger in a Single-Stage Packed Column Bioreactor
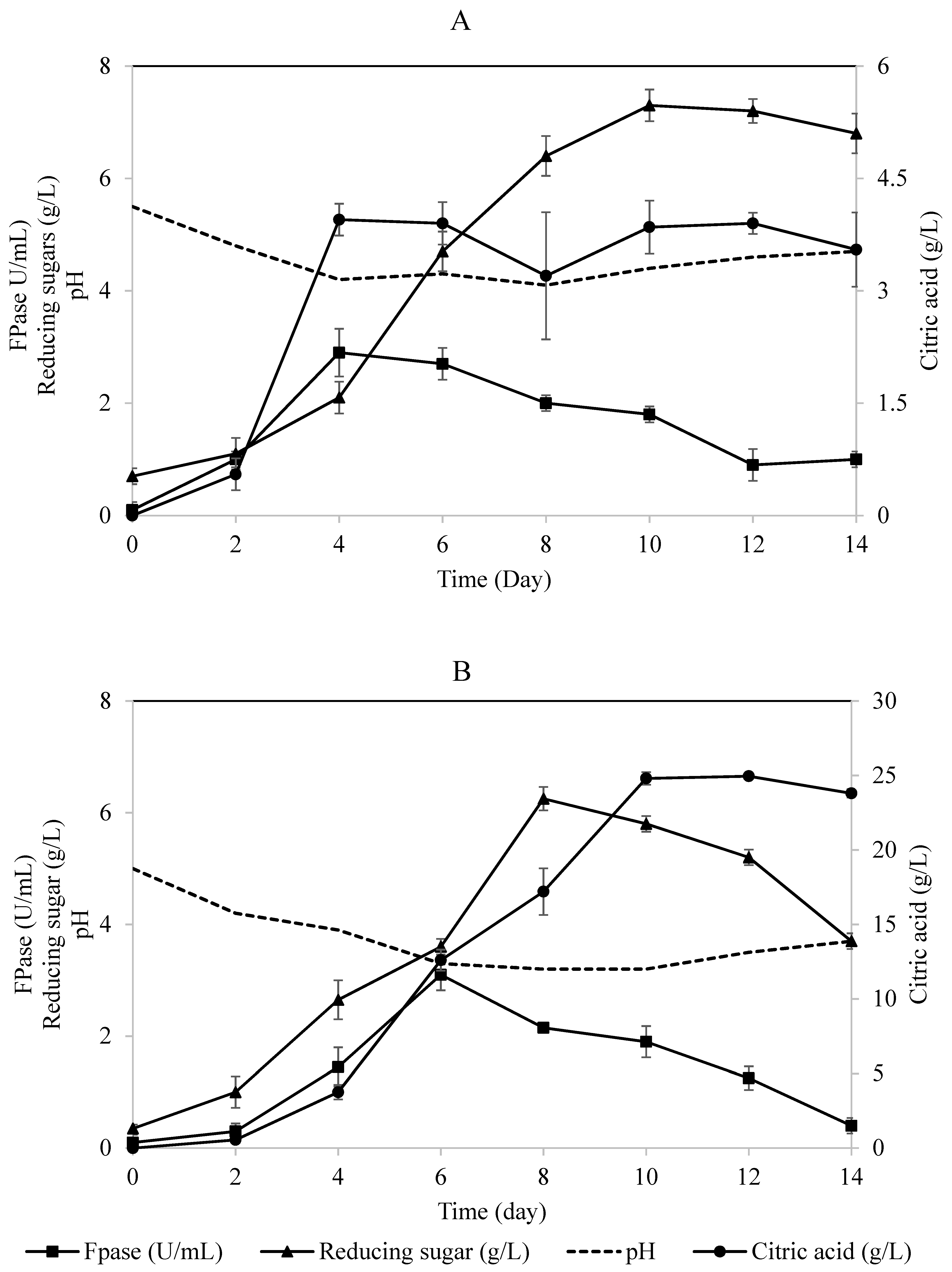
3.3. Continuous Production of Citric Acid in a Two-Stage Packed Column Bioreactor
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Arnau, J.; Yaver, D.; Hjort, C.M. Strategies and Challenges for the Development of Industrial Enzymes Using Fungal Cell Factories. In Grand Challenges in Fungal Biotechnology; Nevalainen, H., Ed.; Springer: Cham, Switzerland, 2019; pp. 179–210. [Google Scholar] [CrossRef]
- Wang, B.; Li, H.; Zhu, L.; Tan, F.; Li, Y.; Zhang, L.; Ding, Z.; Shi, G. High efficient production of citric acid by Aspergillus niger from high concentration of Substrate based on the staged-addition glucoamylase strategy. Bioproc. Biosyst. Eng. 2017, 40, 891–899. [Google Scholar] [CrossRef] [PubMed]
- Sabra, W.; Bommareddy, R.R.; Maheshwari, G.; Papanikolaou, S.; Zeng, A. Substrates and oxygen dependent citric acid production by Yarrowia lipolytica: Insights through transcriptome and fluxome analyses. Microb. Cell Fact. 2017, 16, 78. [Google Scholar] [CrossRef] [PubMed]
- Abu Mie, R. Simultaneous Production of Citric Acid, Hydrolytic Enzymes and Reducing Sugars in a Multistage Process Using Olive Mill Wastewater as a Substrate. Master’s Thesis, The Hashemite University, Zarqa, Jordan, 2009. [Google Scholar]
- Eroğlu, E.; Eroğlu, I.; Gündüz, U.; Türker, L.; Yücel, M. Biological hydrogen production from olive mill wastewater with two-stage processes. Int. J. Hydrogen Energy 2006, 31, 1527–1535. [Google Scholar] [CrossRef]
- Krishna, S.H.; Chowdary, G.V. Optimization of Simultaneous Saccharification and Fermentation for the Production of Ethanol from Lignocellulosic Biomass. J. Agric. Food Chem. 2000, 48, 1971–1976. [Google Scholar] [CrossRef] [PubMed]
- Massadeh, M.I.; Fandi, K. Acetone-Butanol-Ethanol (ABE) production by anaerobic Microflora growing on Olive Mill Wastewater. J. Biobased Mater. Bioenergy 2014, 8, 94–98. [Google Scholar] [CrossRef]
- Garg, K.; Sharma, C.B. Continuous production of citric acid by immobilized whole cells of Aspergillus niger. J. Gen. Appl. Microbiol. 1992, 38, 605–615. [Google Scholar] [CrossRef][Green Version]
- Yu, B.; Zhang, X.; Sun, W.; Xi, X.; Zhao, N.; Huang, Z.; Ying, Z.; Liu, L.; Liu, D.; Niu, H.; et al. Continuous citric acid production in repeated-fed batch fermentation by Aspergillus niger immobilized on a new porous foam. J. Biotechnol. 2018, 276–277, 1–9. [Google Scholar] [CrossRef]
- Zhao, N.; Ren, H.; Li, Z.; Zhao, T.; Shi, X.; Cheng, H.; Zhuang, W.; Chen, Y.; Ying, H. Enhancement of nuclease P1 production by Penicillium citrinum YL104 immobilized on activated carbon filter sponge. Appl. Microbiol. Biotechnol. 2015, 99, 1145–1153. [Google Scholar] [CrossRef]
- Xu, Z.; Feng, X.; Zhang, D.; Tang, B.; Lei, P.; Liang, J.; Xu, H. Enhanced poly(λ-glutamic acid) fermentation by Bacillus subtilis NX-2 immobilized in an aerobic plant fibrous-bed bioreactor. Bioresour. Technol. 2014, 155, 8–14. [Google Scholar] [CrossRef]
- Kövilein, A.; Aschmann, V.; Hohmann, S.; Ochsenreither, K. Immobilization of Aspergillus oryzae DSM 1863 for L-Malic Acid Production. Fermentation 2022, 8, 26. [Google Scholar] [CrossRef]
- Rakicka, M.; Wolniak, J.; Lazar, Z.; Rymowicz, W. Production of high titer of citric acid from inulin. BMC Biotechnol. 2019, 19, 11. [Google Scholar] [CrossRef]
- Cavallo, E.; Charreau, H.; Cerrutti, P.; Foresti, M.L. Yarrowia lipolytica: A model yeast for citric acid production. FEMS Yeast Res. 2017, 17, fox084. [Google Scholar] [CrossRef] [PubMed]
- Ghanbartabar, S.A.; Najafpour, G.D.; Mohammadi, M. Comparative studies on citric acid production from cheese whey by submerged and immobilized Aspergillus niger. Pakistan J. Biotechnol. 2016, 13, 79–85. [Google Scholar]
- Karthikeyan, A.; Sivakumar, N. Citric acid production by koji fermentation using banana peel as novel substrate. Biores. Technol. 2010, 101, 5552–5556. [Google Scholar] [CrossRef] [PubMed]
- Lotfy, W.A.; Ghanem, K.M.; El-Helow, E.R. Citric acid production by a novel Aspergillus niger isolate: I. Mutagenesis and cost reduction studies. Biores. Technol. 2007, 98, 3464–3469. [Google Scholar] [CrossRef] [PubMed]
- Soccol, C.R.; Vandenberghe, L.P.S. Overview of applied solid-state fermentation in Brazil. Biochem. Eng. J. 2003, 13, 205–218. [Google Scholar] [CrossRef]
- Ozdal, M.; Kurbanoglu, E.B. Citric Acid Production by Aspergillus niger from Agro-Industrial By-Products: Molasses and Chicken Feather Peptone. Waste Biomass Val. 2019, 10, 631–640. [Google Scholar] [CrossRef]
- Massadeh, M.I.; Modallal, N. Ethanol production from olive mill wastewater (OMW) pretreated with Pleurotus sajor caju. Energy Fuels 2008, 22, 150–154. [Google Scholar] [CrossRef]
- Fraij, A.; Massadeh, M.I. Use of Pleurotus sajor-caju for the Biotreatment of Olive Mill Wastewater. Romanian Biotechnol. Lett. 2015, 20, 10611–10617. [Google Scholar]
- Sarris, D.; Rapti, A.; Papafotis, N.; Koutinas, A.A.; Papanikolaou, S. Production of Added-Value Chemical Compounds through Bioconversions of Olive-Mill Wastewaters Blended with Crude Glycerol by Yarrowia lipolytica Strain. Molecules 2019, 24, 222. [Google Scholar] [CrossRef]
- Dourou, M.; Kancelista, A.; Juszczyk, P.; Sarris, D.; Bellou, S.; Triantaphyllidoua, I.; Rywinskaa, A.; Papanikolaoub, S.; Aggelisa, G. Bioconversion of olive mill wastewater into high-added value products. J. Clean. Prod. 2016, 139, 957–969. [Google Scholar] [CrossRef]
- Jamai, L.; Ettayebi, M. Production of bioethanol during the bioremediation of olive mill wastewater at high temperatures. In Proceedings of the 3rd International Renewable and Sustainable Energy Conference (IRSEC), Marrakech, Morocco, 10–13 December 2015; pp. 1–6. [Google Scholar]
- Papanikolaou, S.; Galiotou-Panayotou, M.; Fakas, S.; Komaitis, M.; Aggelis, G. Citric acid production by Yarrowia lipolytica cultivated on olive-mill wastewater-based media. Biores. Technol. 2008, 99, 2419–2428. [Google Scholar] [CrossRef]
- Tzirita, M.; Kremmyda, M.; Sarris, D.; Koutinas, A.A.; Papanikolaou, S. Effect of Salt Addition upon the Production of Metabolic Compounds by Yarrowia lipolytica Cultivated on Biodiesel-Derived Glycerol Diluted with Olive-Mill Wastewaters. Energies 2019, 12, 3649. [Google Scholar] [CrossRef]
- Sarris, D.; Stoforos, N.G.; Mallouchos, A.; Kookos, I.K.; Koutinas, A.A.; Aggelis, G.; Papanikolaou, S. Production of added-value metabolites by Yarrowia lipolytica growing in olive mill wastewater-based media under aseptic and non-aseptic conditions. Eng. Life Sci. 2017, 17, 695–709. [Google Scholar] [CrossRef]
- Sarris, D.; Matsakas, L.; Aggelis, G.; Koutinas, A.A.; Papanikolaou, S. Aerated vs. non-aerated conversions of molasses and olive mill wastewaters blends into bioethanol by Saccharomyces cerevisiae under non-aseptic conditions. Ind. Crops Prod. 2014, 56, 83–93. [Google Scholar] [CrossRef]
- Mandels, M.; Andreotti, R.; Roche, C. Measurement of saccharifying cellulase. Biotech. Bioeng. Symp. 1976, 6, 21–33. [Google Scholar]
- Wood, T.M.; Bhat, K.M. Methods for measuring cellulase activities. Methods Enzymol. 1988, 160, 87–112. [Google Scholar]
- Nelson, N. A photometric adaptation for the somogyi method for the determination of glucose. J. Bio. Chem. 1944, 153, 375–380. [Google Scholar] [CrossRef]
- Somogyi, M. Notes on sugar determination. J. Bio. Chem. 1952, 194, 19–23. [Google Scholar] [CrossRef]
- Eaton, A.E.; Clesceri, L.S.; Rice, E.W.; Greenberg, A.E. Standard Methods for the Examination of Water and Wastewater, 21st ed.; APHA: Washington, DC, USA, 2005. [Google Scholar]
- Al Tharf, M. Submerged Culture Fermentation of Olive Mill Wastewater (OMW) for the Production of Extracellular Cellulase Enzyme Complex by Trichoderma Viride. Master’s Thesis, The Hashemite University, Zarqa, Jordan, 2012. [Google Scholar]
- Ryu, D.Y.; Mandels, M. Cellulases: Biosynthesis and applications. Enzyme Microb. Technol. 1980, 2, 91–102. [Google Scholar] [CrossRef]
- Papanikolaou, S.; Rontou, M.; Belka, A.; Athenaki, M.; Gardeli, C.; Mallouchos, A.; Kalantzi, O.; Koutinas, A.A.; Kookos, L.K.; Zeng, A.P.; et al. Conversion of biodiesel-derived glycerol into biotechnological products of industrial significance by yeast and fungal strains. Eng. Life Sci. 2017, 17, 262–281. [Google Scholar] [CrossRef] [PubMed]
- Hesham, A.; Mostafaa, Y.S.; AlSharqia, L.E.O. Optimization of Citric Acid Production by Immobilized Cells of Novel Yeast Isolates. Mycobiology 2020, 48, 122–132. [Google Scholar] [CrossRef]
- Tisnadjaja, D.; Gutierrez, N.A.; Maddox, I.S. Citric acid production in a bubble-column reactor using cells of the yeast Candida guilliermondii immobilized by adsorption onto sawdust. Enzyme Microb. Technol. 1996, 19, 343–347. [Google Scholar] [CrossRef]
- Verbelen, P.J.; De Schutter, D.P.; Delvaux, F.; Verstrepen, K.J.; Delvaux, F.R. Immobilized yeast cell systems for continuous fermentation applications. Biotechnol. Lett. 2006, 28, 1515–1525. [Google Scholar] [CrossRef]
- Demirel, G.; Yaykasli, K.O.; Yasar, A. The production of citric acid by using immobilized Aspergillus niger A-9 and investigation of its various effects. Food Chem. 2005, 89, 393–396. [Google Scholar] [CrossRef]
- Anastassiadis, S.; Rehm, H.J. Continuous citric acid secretion by a high specific pH dependent active transport system in yeast Candida oleophila ATCC 20177. Electr. J. Biotechnol. 2005, 8, 146–161. [Google Scholar] [CrossRef]
- Chmiel, A. Kinetic studies on citric acid production by Aspergillus niger. I. Phases of mycelium growth and product formation. Acta Microbiol. Pol. 1975, 7, 185–193. [Google Scholar]
- Chmiel, A. Kinetics of citric acid production by pre-cultivated mycelium of Aspergillus niger. Trans. Br. Mycol. Soc. 1977, 68, 403–406. [Google Scholar] [CrossRef]
- Majumder, L.; Khalil, I.; Munshi, M.K.; Alam, K. Citric Acid Production by Aspergillus niger Using Molasses and Pumpkin as Substrates. Eur. J. Biol. Sci. 2010, 2, 1–8. [Google Scholar]
- Kim, S.K.; Park, P.J.; Byun, H.G. Continuous production of citric acid from dairy wastewater using immobilized Aspergillus niger ATCC 9142. Biotechnol. Bioprocess. Eng. 2002, 7, 89–94. [Google Scholar] [CrossRef]
- Papanikolaou, S.; Aggelis, G. Biotechnological valorization of biodiesel derived glycerol waste through production of single cell oil and citric acid by Yarrowia lipolytica. Lipid Technol. 2009, 21, 83–87. [Google Scholar] [CrossRef]
- Kamzolova, S.; Fatykhova, A.R.; Dedyukhina, E.G.; Anastassiadis, S.G.; Golovchenko, N.P.; Morgunov, I.G. Citric acid production by yeast grown on glycerol-containing waste from biodiesel industry. Food Technol. Biotechnol. 2011, 49, 65–74. [Google Scholar]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Without Cellulose and Glucose | With Cellulose | With Glucose | |
|---|---|---|---|
| FPase (U/mL) | 2.2 ± 0.3 | 4.2 ± 0.4 | 0.3 ± 0.1 |
| CMCase (U/mL) | 1.4 ± 0.2 | 3.2 ± 0.3 | 0.2 ± 0.1 |
| β-glucosidase (U/mL) | 0.9 ± 0.2 | 1.8 ± 0.4 | n.d. * |
| Citric acid (g/L) | 10 ± 2.5 | 14 ± 1.2 | 8.3 ± 2.4 |
| Reducing sugars (g/L) | 1.7 ± 0.4 | 3.7 ± 0.2 | 0.9 ± 0.2 |
| Free-Cell Bioreactor | Loofa Sponge-Packed Bioreactor | |
|---|---|---|
| Sinitial (g/L) | 0.7 ± 0.3 | 0.7 ± 0.3 |
| Sfinal (g/L) | 3.7 ± 0.2 | 4.2 ± 0.4 |
| Xmax (g/L) | 7.3 ± 0.5 | 9.4 ± 0.3 |
| Cit. Amax (g/L) | 14 ± 1.2 | 16 ± 0.4 |
| YCit.A/BOD (%) | 33.2 | 38.5 |
| Yx/BOD (%) | 16.4 | 21.2 |
| Productivity (g/L/day) | 2.1 ± 0.5 | 2.5 ± 0.2 |
| FPase (U/mL) | 4.2 ± 0.4 | 4.7 ± 0.2 |
| CMCase (U/mL) | 3.2 ± 0.3 | 4.2 ± 0.4 |
| β-glucosidase (U/mL) | 1.8 ± 0.4 | 2.4 ± 0.2 |
| SSF with Cellulases of the First-Stage Bioreactor | SSF with Commercial Cellulases | |
|---|---|---|
| Sinitial (g/L) | 0.7 ± 0.3 | 0.7 ± 0.3 |
| Sfinal (g/L) | 7.3 ± 0.2 | 7.8 ± 0.6 |
| Xmax (g/L) | 11.5 ± 0.6 | 12.4 ± 0.3 |
| Cit.Amax (g/L) | 25 ± 1.2 | 18 ± 0.7 |
| Initial BOD5 (mg/L) | 44,330 | 45,374 |
| YCit.A/BOD (%) | 57.5 | 40.1 |
| Productivity (g/L/day) | 3.60 | 2.59 |
| FPase (U/mL) | 3.1 ± 0.2 | 4.7 ± 0.4 |
| CMCase (U/mL) | 3.4 ± 0.4 | 2.4 ± 0.6 |
| β-glucosidase (U/mL) | 1.7 ± 0.4 | 0.7 ± 0.2 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Massadeh, M.I.; Fandi, K.; Al-Abeid, H.; Alsharafat, O.; Abu-Elteen, K. Production of Citric Acid by Aspergillus niger Cultivated in Olive Mill Wastewater Using a Two-Stage Packed Column Bioreactor. Fermentation 2022, 8, 153. https://doi.org/10.3390/fermentation8040153
Massadeh MI, Fandi K, Al-Abeid H, Alsharafat O, Abu-Elteen K. Production of Citric Acid by Aspergillus niger Cultivated in Olive Mill Wastewater Using a Two-Stage Packed Column Bioreactor. Fermentation. 2022; 8(4):153. https://doi.org/10.3390/fermentation8040153
Chicago/Turabian StyleMassadeh, Muhannad I., Khalid Fandi, Hanan Al-Abeid, Othman Alsharafat, and Khaled Abu-Elteen. 2022. "Production of Citric Acid by Aspergillus niger Cultivated in Olive Mill Wastewater Using a Two-Stage Packed Column Bioreactor" Fermentation 8, no. 4: 153. https://doi.org/10.3390/fermentation8040153
APA StyleMassadeh, M. I., Fandi, K., Al-Abeid, H., Alsharafat, O., & Abu-Elteen, K. (2022). Production of Citric Acid by Aspergillus niger Cultivated in Olive Mill Wastewater Using a Two-Stage Packed Column Bioreactor. Fermentation, 8(4), 153. https://doi.org/10.3390/fermentation8040153