Abstract
Volatility of the petroleum market has renewed research into butanol as an alternate fuel. In order to increase the selectivity for butanol during glycerol fermentation with Clostridium pasteurianum, butyric acid can be added to the medium. In this manuscript, different methods of extracellular butyric acid addition are explored, as well as self-generation of butyric acid fermented from sugars in a co-substrate strategy. Molasses was used as an inexpensive sugar substrate, and the optimal molasses to glycerol ratio was found to allow the butyric acid to be taken back up into the cells and increase the productivity of butanol from all carbon sources. When butyric acid is added directly into the media, there was no significant difference between chemically pure butyric acid, or butyric acid rich supernatant from a separate fermentation. When low concentrations of butyric acid (1 or 2 g/L) are added to the initial media, an inhibitory effect is observed, with no influence on the butanol selectivity. However, when added later to the fermentation, over 1 g/L butyric acid is taken into the cells and increased the relative carbon yield from 0.449 to 0.519 mols carbon in product/mols carbon in substrate. An optimized dual substrate fermentation strategy in a pH-controlled reactor resulted in the relative carbon yield rising from 0.439 when grown on solely glycerol, to 0.480 mols C product/mols C substrate with the dual substrate strategy. An additional benefit is the utilization of a novel source of sugars to produce butanol from C. pasteurianum. The addition of butyric acid, regardless of how it is generated, under the proper conditions can allow for increased selectivity for butanol from all substrates.
Keywords:
Clostridium pasteurianum; glycerol; butanol; molasses; dual-substrate; butyric acid; yield 1. Introduction
The increasing costs of fossil fuels, and the volatility of the petroleum market has led to increased worldwide research into renewable sources of fuels and platform chemicals. Butanol, a 4-carbon alcohol, has attracted interest due to its superior fuel properties when compared to the current most widespread biofuel, ethanol [1,2]. In addition, butanol is a valuable chemical in many industrial applications.
Butanol was originally produced at a large scale via fermentation using Clostridium acetobutylicum in the early 1900s, with the main products of the fermentation being acetone, butanol, and ethanol [3]. The petroleum boom provided access to inexpensive precursor chemicals allowing for butanol to be produced from these petroleum industry by-products. However, environmental and economic considerations have resulted in a renewed interest in fermentatively produced butanol using renewable or waste carbon sources [4,5]. Work has been conducted using various Clostridium species, including C. acetobutylicum, C. beijerinckii, and C. pasteurianum [6,7,8].
In particular, C. pasteurianum has attracted considerable attention due to its ability to rapidly metabolize glycerol to butanol, 1,3 propanediol (1,3 PDO), and ethanol, with only trace amounts of by-products [8,9,10,11,12]. More importantly, when grown on glycerol C. pasteurianum does not exhibit the typical biphasic growth patterns seen with other Clostridium species. Work has been done to enhance the selectivity or productivity of this process by altering the conditions of the fermentation [4,13,14].
Interestingly, when C. pasteurianum is grown with sugars as the main carbon source, the main product is butyric acid rather than butanol [15]. This metabolic pathway has been explored as a possible method to increase the selectivity of butanol in C. pasteurianum fermentations with glycerol as the carbon source through the addition of butyric acid to the media [5,9,12,15]. Regestein et al. (2015) added chemically pure butyric acid to the fermentation media to increase the butanol yield from 0.31 to 0.38 g butanol/g substrate, though an inhibitory effect on the fermentation was observed [12]. It was also determined that the uptake of butyric acid from the fermentation media required the presence of an external carbon source. The inhibition effect, when combined with the high cost of chemically pure butyric acid, makes this strategy for enhancing butanol production not economically viable.
For increased clarity, for the remainder of the manuscript we will be referring to the combined butyrate and butyric acid solely as butyric acid.
Work has been done to utilize the metabolism of C. pasteurianum when grown in a dual-substrate fermentation on sugars and glycerol [9,13,15,16]. The initial consumption of the sugars allows production of butyric acid, which can be beneficial to production of butanol from glycerol. Kao et al. used high concentrations of both glucose and glycerol (20 and 60 g/L, respectively) to achieve a molar yield of 0.38 mol butanol/mol glycerol, though this calculation does not include the glucose consumed [15]. Sabra et al. used another glucose and glycerol dual fermentation (50 g/L of each) to produce a high concentration of butanol of 21 g/L, and while the final concentration of butanol is high, the overall molar yield from both substrates remains low [9]. While both of these fermentation strategies were successful in producing high amounts of butanol, the amount of substrate required would prevent the process from becoming economically viable.
In this manuscript, the different strategies for the addition of butyric acid to enhance the selectivity of butanol during glycerol fermentations by C. pasteurianum are outlined. As an alternative to chemically pure butyric acid, the supernatant from a separate fermentation using C. tyrobutyricum, a butyric acid producing bacteria capable of consuming xylose, was used in parallel with experiments using pure butyric acid. Finally, a dual-substrate fermentation using molasses and glycerol was optimized to result in significantly increased selectivity for butanol from all carbon sources through sequential production and re-assimilation of butyric acid.
2. Materials and Methods
2.1. Chemicals
Yeast extract, peptone, ammonium sulfate, KH2PO4, K2HPO4, and glycerol were purchased from Fischer Scientific (Massachusetts, USA). Beef extract was obtained from BD-Becton, Dickinson and Company (New Jersey, USA). Xylose, butyric acid, soluble starch, sodium acetate, resazurin, and thiamine were purchased from Alfa Aesar (Massachusetts, USA). Dextrose was from Amresco (Ohio, USA) and CaCl2 was from EMD Millipore (Massachusetts, USA). (NH4)2SO4, MgSO4·7H2O, MnSO4·H2O, were purchased from Caledon (Ontario, Canada). Pure glycerol, FeSO4·7H2O, NaCl and l-cysteine were obtained from BDH (Georgia, USA). Commercial molasses was purchased from a local vendor and diluted to a working concentration of 200 g/L using pure H2O before use. All other chemicals were purchased from Sigma-Aldrich (Missouri, USA).
2.2. Chemicals
Clostridium pasteurianum and Clostridium tyrobutyricum were purchased from the DSMZ German Collection of Microorganisms and Cell Cultures (Braunschweig, Germany). Cultures were revived using Reinforced Clostridium medium (RCM) containing (per liter): 10 g peptone, 10 g beef extract, 3 g yeast extract, 10 g dextrose, 5 g NaCl, 1 g soluble starch, 0.5 g l-cysteine, and 4 mL resazurin, at pH 6.8 until reaching a high density, before 1 mL aliquots were stored at −80 °C with 20% v/v glycerol added to the media.
2.3. Culturing and Fermentation Conditions
All precultures and experiments using shake flasks were conducted in an anaerobic chamber (Plas-Labs, Michigan, USA, model: 855-ACB-EXP) at 35 °C, and performed on a shaking plate with a shaking frequency of 200 rpm and 50 mm shaking diameter (Multitron, Infors HT, Switzerland).
For preculturing C. pasteurianum, thawed 1 mL aliquots were added to 9 mL fresh RCM and incubated at 35 °C for 20 h in 10 mL sterile tubes. Following this, 10% v/v inoculum was added to fresh RCM containing 10 g/L pure glycerol as the carbon source in a 150 mL Erlenmeyer flask. Cultures were grown for 8 h before being used for inoculation of experimental flasks if being used for fermentations at the shake flask scale. Experiments investigating the effects of butyric acid addition to fermentations were inoculated with a starting culture volume of 10% v/v. Experiments conducted for the RSM model creation and validation were inoculated with a specific volume to result in an initial OD of 0.02. For reactor scale experiments, the culture was transferred once again at 10% v/v to fresh RCM with 10 g/L pure glycerol in a 1 L glass bottle. Pre-cultures were allowed to grow another 8 h before being used for inoculation of a 4.5 L reactor with 500 mL of inoculum.
Fermentations were conducted using a modified medium published by Biebl (2001) and containing in g/L (unless stated otherwise): glycerol, 20; KH2PO4, 0.5; K2HPO4, 0.5; (NH4)2SO4, 5; MgSO4·7H2O, 0.2; CaCl2·2H2O, 0.02; FeSO4, 0.05; yeast extract, 1.0. 2 mL of trace element solution was added per liter of media, the trace element solution containing (in g/L): FeCl2·4H2O, 1.5, dissolved in 25% HCl solution; CoCl2·6H2O, 0.19; MnCl2·4H2O, 0.1; ZnCl2, 0.07; H3BO3, 0.062; Na2MoO4·2H2O, 0.036; NiCl2·6H2O, 0.024; CuCl2·2H2O, 0.017 [10]. All experiments had an initial pH of 5.3, adjusted using 5 M H2SO4 or 5 M KOH. Experiments done in flasks used 0.05 M citric acid buffer to maintain the pH in this region, while experiments at the reactor scale maintained the pH at 5.3 using 5 M H2SO4 and 5 M KOH.
For preculturing C. tyrobutyricum, a 1 mL stock sample was added to 9 mL of fresh RCM containing 10 g/L dextrose and allowed to grow for 24 h. A 10% v/v aliquot of actively growing culture was transferred to 45 mL of fresh RCM in a 125 mL flask containing 10 g/L xylose and grown for 19 h. This was subsequently transferred to 450 mL of fresh RCM containing 10 g/L xylose, and allowed to grow for 15 h before being used to inoculate 4.5 L fermentation media.
The fermentation strategy to produce butyric acid was described by Zhu and Yang (2004). The media was described by Huang et al. (1998) [17,18]. The medium contained the following (per liter): 40 mL of solution A; 40 mL of solution B; 10 mL of trace metals solution; 10 mL of vitamin solution; 10 mL of 0.005% NiCl·6H2O; 1 mL of 0.2% FeSO4·7H2O; 0.5 mL of 0.1% resazurin; 2 g of trypticase; 2 g of yeast extract. The pH was controlled at 6.3 using 5 M H2SO4 and 5 M KOH.
Solution A contained 7.86 g/L K2HPO4·3H2O. Solution B contained (per liter): 6 g of K2HPO4; 6 g of (NH4)2SO4; 12 g of NaCl; 2.5 g of MgSO4·7H2O; 0.16 g of CaCl2·2H2O. The trace metal solution contained (per liter): 1.5 g of nitrilotriacetic acid; 0.1 g of FeSO4·7H2O; 0.5 g of MnSO4·2H2O; 1.0 g of NaCl; 0.1 g of CoCl2; 0.1 g of CaCl2·2H2O; 0.1 g of ZnSO4·5H2O; 0.01 g of CuSO4·5H2O; 0.01 g of AlK(SO4)2; 0.01 g of H3BO3; 0.01 g of Na2MoO4·3H2O. The vitamin solution contained (per liter): 5 mg of thiamine-HCl; 5 mg of riboflavin; 5 mg of nicotinic acid; 5 mg of capantothenate; 0.1 mg of vitamin B12; 5 mg of p-aminobenzoic acid; 5 mg of lipoic acid. A concentrated solution of xylose was filter sterilized and added to result in a final solution of 30 g/L xylose in the media.
Reactor scale fermentations were conducted in a 7 L reactor (Labfors 4, Infors HT, Switzerland), with a 5 L filling volume. Fermentations were monitored via off gas emission, and once the CO2 began to decrease, indicating exhaustion of the available xylose, 500 mL of 150 g/L xylose solution was added to the reactor. Upon the exhaustion of this second quantity of xylose, the fermentation was terminated. The process fluid was centrifuged in 500 mL aliquots for 30 min at 2739× g in a Sorvall ST 40R centrifuge (Thermo Scientific). The supernatant was collected and autoclaved before being stored at 4 °C prior to analysis and use.
2.4. Fermentations with Butyric Acid Additizon
Experiments were conducted in 150 mL Erlenmeyer flasks containing 30 mL combined media and preculture. Butyric acid was added to the initial media prior to autoclaving for use in experiments requiring butyric acid to be present from the onset of fermentation. Experiments requiring the delayed addition of pure butyric acid used a concentrated (100 g/L) stock that had been adjusted to a pH of 5.3 before autoclaving. Experiments requiring the supernatant from the xylose fermentation using C. tyrobutyricum used supernatant that had been adjusted to a pH of 5.3 before autoclaving. For all experiments using butyric acid, the concentrations were confirmed via high performance liquid chromatography prior to use.
2.5. Statistical Methodology and Analysis
A central composite experimental plan was designed using the carbon sources of glycerol and molasses as the two factors in order to establish the optimal ratio resulting in high butanol selectivity. The uncoded values (low star point, low central point, central point, high central point, high star point) for glycerol were [10.34 12 16 20 21.66] and for molasses were [3.76 5 8 11 12.24], in g/L. The experimental design was developed using Design Expert 8.0.7.1 (Statease, Inc., Minneapolis, MS, USA) and resulted in 8 conditions, plus 5 center points. Conditions were tested in duplicate, and the resulting 26 conditions were randomized.
Linear regression analysis was used to fit the experimental data with a second-order model. Experimental data was analyzed using Design Expert 8.0.7.1 (Statease, Inc., Minneapolis, MS, USA). Each term was tested for significance using analysis of variance (ANOVA). The significance of the main effects, the interaction effect, and quadratic effects was determined based on a α of 0.05 using the F-test. The adequacy of the model was evaluated using normal probability plots, R2 and adjusted R2, and lack of fit. Design Expert was determined the optimal ratio of substrate for maximum butanol selectivity, and the optimal point was validated by triplicate experiment at the predicted optimum.
2.6. Substrate Screening and Scale-Up
Fermentations for defining and validating the model were conducted in 150 mL flasks with a filling volume of 30 mL, as outlined in Section 2.2. Molasses and glycerol were added from separate stock solutions (200 g/L each) to allow precise addition of the carbon sources. Samples (1 mL) were taken at regular intervals, and centrifuged at 16,300× g, before being stored at −20 °C until analysis according to Section 2.6.
Reactor scale experiments were conducted in a 7 L stirred tank reactor (Labfors 4, Infors HT, Switzerland) with a filling volume of 5 L. The stirring rate was set to 200 rpm. The flow rate for aeration was kept constant at 0.6 L/h using high purity nitrogen gas.
2.7. Analytical Methods
High performance liquid chromatography (HPLC) was used to determine the components within the fermentation broth. Liquid samples were filtered through 0.2 µm cellulose acetate filters, before being diluted with mobile phase to within the operational range of the HPLC. A Breeze™ 2 HPLC System from Waters was used (Waters Corp. Milford, USA), including an autosampler (Waters model 2707), a refractive index detector (Waters model 2414) and an isocratic pump (Waters model 1515). The method used a combination with the Hi-Plex-H guard and column from Agilent Technologies, Santa Clara, USA. The injection volume was 30 µL, column temperature was 50 °C and the refractive index detector temperature was 35 °C. The flow rate was 0.45 mL/min using 5 mM H2SO4 as the mobile phase.
In reactor fermentations, the pH was monitored using a pH probe (Hamilton, Reno, NV, USA). The redox potential was measured using a redox probe (Mettler-Toledo, Wilmington, DE, USA). Off-gas analysis was done using a BlueSens BlueVary (Herten, Germany) equipped with CO2 and H2 sensors (Sensor ID: CO2—30783; H2—31068). Biomass measurements were conducted by filtering 5 mL sample through a cellulose filter which had been previously dried and weighed. Following filtration, samples were rinsed with 10 mL H2O before being dried until a constant weight was achieved. Biomass samples were taken in duplicate for every sample.
3. Results and Discussion
3.1. Generation of Butyric Acid Rich Process Fluid Using Xylose and C. tyrobutyricum
To generate the fermentation-derived butyric acid for use alongside chemically pure butyric acid, a fed-batch fermentation was conducted using C. tyrobutyricum and xylose as the carbon source, which resulted in a process fluid containing 23.5 g/L butyric acid and 3.8 g/L acetic acid (Figure 1). HPLC analysis showed no other detectable products in the supernatant. These results agree with similar published experiments using C. tyrobutyricum and xylose [17,18,19,20]. The lack of any significant products other than butyric acid allowed for the process fluid to be used following sterilization only, without extraction and purification of the butyric acid. It is also possible that the concentration could be increased further with subsequent xylose feeding steps, which could further reduce the number of times this secondary fermentation needs to be conducted while still supplying butyric acid for enhancing butanol fermentations.
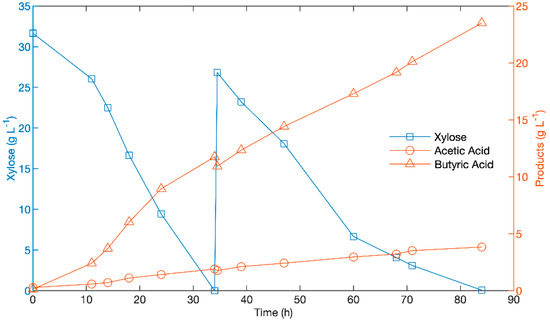
Figure 1.
Xylose consumption and product formation in a fed-batch fermentation strategy of Clostridium tyrobutyricum to produce butyric acid rich supernatant. Culture was grown in a 7 L reactor with a 5 L initial filling volume, and maintained at a pH of 6.3 to select for butyric acid production. Final values for detectable products were (in g/L): butyric acid = 23.5; acetic acid = 3.8.
Unfortunately, the pH required for high selectivity for butyric acid from xylose with C. tyrobutyricum is 6.3, significantly higher than the pH value at which C. pasteurianum produces high amounts of butanol [8]. This difference in pH prevents the adoption of a co-culture fermentation strategy between these two organisms.
3.2. Effect of Butyric Acid Addition When Added to the Initial Media
Initial experiments were conducted to compare the effects of both chemically pure and xylose-derived butyric acid on the fermentation of glycerol to butanol (Figure 2). The volume of butyric acid rich supernatant was added to result in the desired final concentration of butyric acid in the experimental flask, without consideration of any additional compounds present.
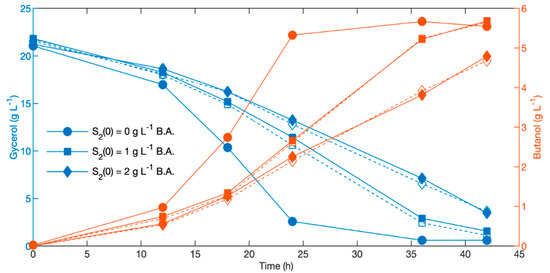
Figure 2.
Growth of Clostridium pasteurianum in media containing differing amounts (0, 1, or 2 g/L) of chemically pure butyric acid (solid lines, filled symbols) or butyric acid rich supernatant from xylose fermentation (dotted lines, unfilled symbols). Blue line = substrate concentration; Orange line = butanol concentration. C-source: 20 g/L glycerol, T = 35 °C, Vl = 30 mL, 0.05 M citric acid buffer added, pHo = 5.3. All conditions were tested in duplicate with the mean of the results presented. Deviation from the mean was less than 10% for all samples.
When added in low concentrations (1 and 2 g/L) to the media prior to inoculation, the butyric acid did not have a large effect on butanol selectivity. The ratio of mols carbon butanol/mols carbon consumed substrate for the sample without any butyric acid added was 0.449 mols C/mols C. For samples with 1 g/L butyric acid added, the ratios were 0.465 mols/mols C with pure butyric acid, and 0.448 mols C/mols C when using xylose-derived butyric acid. For samples in which 2 g/L butyric acid was added, the ratio was 0.454 mols C/mols C when using pure butyric acid, and 0.433 when using xylose-derived butyric acid. However, an inhibitory effect on glycerol consumption and butanol production was observed, which increased with increasing concentrations of butyric acid. When no butyric acid was added to the media, there was a small amount of butyric acid re-uptake (0.262 g/L); however, there was no observable uptake of butyric acid when added to the initial media. Regestein et al. found that the uptake of butyric acid occurred late in fermentations containing 30 and 45 g/L starting glycerol [12]. Similar results were reported by Gallardo et al. (2014), with butyric acid uptake occurring only in samples containing 35 and 50 g/L crude glycerol, and a maximum of 28.18 g/L glycerol was consumed [5]. It is possible the lower starting glycerol concentration of only 20 g/L used in this study did not provide sufficient carbon to allow uptake of butyric acid.
3.3. Effect of Delayed Addition of Butyric Acid to Fermentation
As has been previously demonstrated, butyric acid uptake occurs at late stages in the fermentation providing an external carbon source is present [5,12]. To that end, experiments were conducted in which butyric acid, either chemically pure or in the process fluid from xylose fermentation, was added at different times during fermentation of 20 g/L glycerol.
When butyric acid was added when the concentration of glycerol in the fermentation remained high (approximately 16 and 13 g/L glycerol remaining), the butyric acid was not observed to be taken up by the cells (Table 1). The concentration of butyric acid was actually observed to continue increasing after the addition of 1 or 2 g/L butyric acid, indicating that the cells continued to produce the acid despite the increased concentrations appearing in the media. As there was no uptake of the butyric acid, the effect on the ratio of mols C product to mols C substrate consumed was minimal. When the butyric acid was added with 16 g/L glycerol remaining, samples with 1 g/L butyric acid added had ratios of 0.421 mols/mols C with pure butyric acid, and 0.427 mols C/mols C when using xylose-derived butyric acid (Table 1). For samples in which 2 g/L butyric acid was added, the ratio was 0.447 mols C/mols C when using pure butyric acid, and 0.405 when using xylose-derived butyric acid. When the butyric acid was added with 13 g/L glycerol remaining, for all samples with 1 g/L butyric acid added, the ratios were 0.439 mols/mols C with pure butyric acid, and 0.439 mols C/mols C when using xylose-derived butyric acid. For samples in which 2 g/L butyric acid was added with 13 g/L remaining, the ratio was 0.430 mols C/mols C when using pure butyric acid, and 0.417 when using xylose-derived butyric acid. The difference between the pure and xylose-derived butyric acid effects indicate that the xylose-derived butyric acid has a greater effect on the yield ratio, possibly due to the additional compounds present in the process fluid from the xylose fermentation with C. tyrobutyricum. As well, the presence of the added butyric acid reduced the amount of butyric acid produced by the cells when compared to samples without any added butyric acid, especially when 2 g/L xylose-derived butyric acid was added.

Table 1.
Comparison of the butyric acid production/consumption, butanol production, and relative carbon yield following addition of butyric acid to fermentations at different points in the fermentation.
When butyric acid was when the glycerol concentration had reached approximately 8 g/L and the fermentation was well-established, uptake of the butyric acid was observed (Figure 3). Samples in which 1 g/L butyric acid was added resulted in just over 1 g/L butyric acid being taken up (1.03 when pure butyric acid added, and 1.07 when supernatant from xylose fermentation was added), leaving only small amounts of butyric acid (0.20 and 0.28 g/L) remaining in the media. The ratio of mols carbon in butanol/mols carbon in consumed substrate was increased to 0.518 mols C/mols C when pure butyric acid was used, and 0.515 mols C/mols C when xylose-derived butyric acid was used. The amount of carbon found in the butyric acid taken up by cells was added to the mols of carbon in the substrate, in order to demonstrate the overall effect of increased carbon being metabolized to butanol. Samples in which 2 g/L butyric acid was added showed slightly increased acid uptake (1.22 and 1.21 g/L of pure and xylose derived butyric acid, respectively), with some butyric acid remaining in the media at the end of the fermentation. This lack of complete uptake could be explained by depletion of the primary carbon source. The carbon ratios for each sample were 0.516 and 0.498 mol C/mol C (pure butyric acid and xylose-derived, respectively).
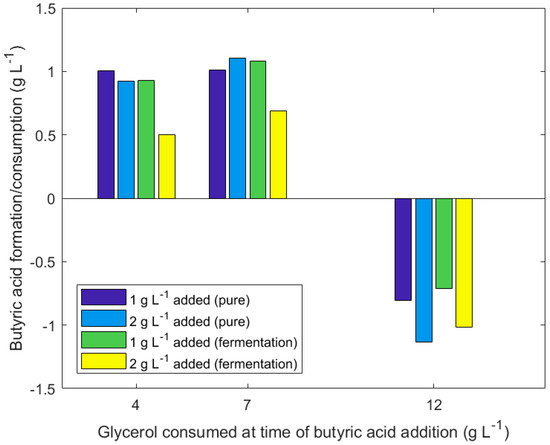
Figure 3.
Comparison of the amount of butyric acid produced or consumed when added during fermentation with differing amounts of remaining glycerol.
3.4. Optimization of Glycerol and Molasses Ratio for Butanol Selectivity
Direct addition of butyric acid, even produced using fermentation of waste xylose sources, could still result in high costs for butanol fermentation either from expensive materials or having to run a preliminary fermentation to create the butyric acid in a separate vessel. A preferred method would be for a single-vessel fermentation without a requirement for dosed addition of chemicals, which could be achieved through the introduction of an additional substrate to the fermentation. Dual-substrate fermentations have been conducted in which C. pasteurianum is grown on a mixture of sugar and glycerol, allowing the cells to first produce the butyric acid from the sugar, and subsequently uptake the acid to aid butanol productivity and selectivity [9,16]. This sequential growth would mimic the effect of delayed addition of butyric acid, increasing the butanol yield from all carbon sources in the fermentation. Here, we utilized sugar beet molasses as a low-cost source of the sugars, rather than pure dextrose. An optimal ratio of molasses to glycerol is required, as too much molasses results in inhibitory concentrations of butyric acid being produced, and too little would not significantly affect the relative carbon yield of butanol.
The ratio of carbon available from glycerol and molasses was chosen based on a central composite design, and the actual values for the variables, and the measured responses, are given in Table 2. Each run was conducted in duplicate and the averages are reported here.
Table 2.
Relative carbon yield under conditions determined for identification of an optimum ratio. All conditions were tested in duplicate and the average values are reported here. Deviation from the mean was less than 10% for all samples.
As observed from these results, the selectivity for butanol is affected by the ratio between glycerol and molasses within the range of the variables.
The complete dataset was used with a fitted quadratic model, the results of which are in Table 3. The model constraints were to maximize both the final butanol concentration as well as the relative carbon yield. The F value of the model is 202.58, indicating the model is highly significant. The parameter coefficient for both glycerol and molasses, the interaction effect between glycerol and molasses, and the quadratic effects of glycerol and molasses had p-values below 0.05 and were all significant.
Table 3.
ANOVA table of model for relative carbon yield.
Based on this model, the quadratic model including all significant and non-significant factors, with actual values for the factors, for the Relative Carbon Yield is:
Relative carbon yield = −0.7770 + 0.1156 × Glycerol + 0.0570 × Molasses − 0.0009 × Glycerol × Molasses × 0.0030 × Glycerol2 − 0.0028 × Molasses2
Residuals can be judged as normally distributed on a normal probability.
A surface plot of the effects of the concentrations of glycerol and molasses on the relative carbon yield for this system is shown in Figure 4. The plots indicate that an optimum exists within the observable design space between these two variables
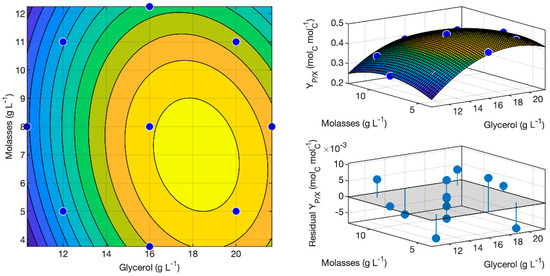
Figure 4.
Surface and residual plots of effects of amount of glycerol and molasses in starting media on the relative carbon yield.
3.5. Model Validation
Based on this model, numerical optimization was used to determine the ratio of glycerol and molasses that would result in the highest relative carbon yield as well as the highest butanol concentration. The optimum starting concentrations given were 19.32 g/L glycerol and 8.02 g/L molasses.
Experiments were conducted using these concentrations, and compared to the predicted values for the relative carbon yield. The final butanol concentration for these fermentations was on average 7.15 g/L, with 1.90 g/L butyric acid produced early in the fermentation from the consumption of molasses sugars. Butyric acid was taken back up by the cells, and the final concentration was 0.11 g/L butyric acid, meaning 1.80 g/L was taken back up between 12- and 24-h PI (Figure 5). The results of these validations were within the bounds of the prediction interval, and were in close agreement with the predicted mean (0.460 mol C substrates/mol C butanol predicted vs. 0.459 mol C substrate/mol C butanol observed) and can be seen in Table 4.
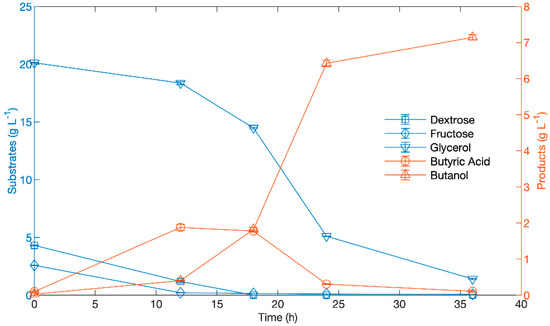
Figure 5.
Fermentation products at the optimum glycerol:molasses ratio. Butyric acid is produced from the sugars present, then subsequently re-assimilated to increase the productivity of butanol. Conditions were tested in triplicate with the mean of the results presented. Error bars represent standard deviation from the mean.
Table 4.
Comparison of the predicted and observed relative carbon yield at the optimum ratio point.
3.6. Testing Glycerol: Molasses Strategy at Reactor Scale with pH Control
Following validation of the model, fermentation at the reactor scale was conducted to allowing analysis of the gaseous products and greater process control, primarily control of the pH. The effects of pH on C. pasteurianum fermentations using glycerol as the carbon source have been shown to alter the product profile observed [8]. The pH was held at 5.3, as that would allow 25% of the butyric acid to be fully protonated and thus facilitate assimilation by the cells [12].
The fermentation progressed in a similar fashion to fermentations conducted at the shake flask scale. The molasses sugars were consumed and converted largely to butyric acid in the first 8 h PI (Figure 6), reaching a maximum concentration of 2.48 g/L. The butyric acid produced was subsequently taken up by the cells, reaching a final concentration of 0.172 g/L, an uptake of 2.3 g/L. The resulting final butanol concentration was 7.82 g/L, corresponding to a relative carbon yield of 0.480 mols C butanol/mols C substrate. This value is even greater than predicted, indicating that control of the pH throughout the fermentation had an overall positive effect. The fermentation time was shorter when compared to shake flask, with fermentations in the reactor being complete in 20 h compared to those in flasks, in which not all the glycerol had been consumed after 24 h. This can be attributed to growing pH inhibition within the flasks as the fermentation proceeds [8]. An identical fermentation at the reactor scale using only 20 g/L glycerol as the carbon source and no molasses sugars had a final butanol concentration of 5.62 g/L, and a relative carbon yield of only 0.439 mols C butanol/mols C substrate (Table 5).
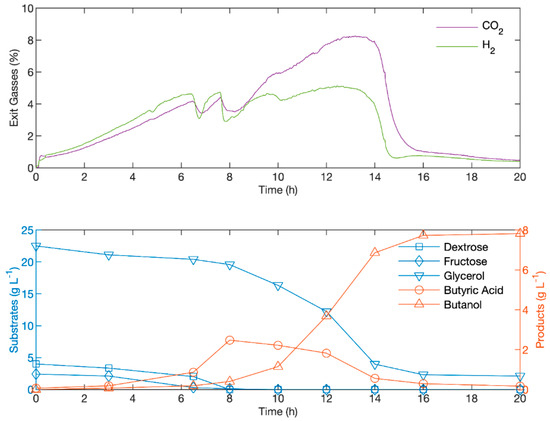
Figure 6.
Top: Off gas (CO2 and H2) of the molasses/glycerol fermentation with C. pasteurianum. First drop in gas production corresponds to depletion of fructose, second drop corresponds to depletion of dextrose. Bottom: Substrates and products of fermentation over time. Conditions were tested in duplicate, with the mean of the results presented. Deviation from the mean was less than 5% for all samples.
Table 5.
Comparison of the relative carbon yield for dual-substrate fermentations (ratio of carbon in the available substrates over the carbon in the main product, butanol).
Off-gas analysis showed distinct decreases in the gas production at the depletion of the molasses sugars, followed by an increase of the CO2 while the H2 remained significantly lower. This decoupling behavior has been seen in previously reports, and could be attributed to the downregulation of two non-ferredoxin-dependent hydrogenases following depletion of the sugars [16,21].
4. Conclusions
The effects of additional butyric acid from various sources increased the selectivity for butanol in fermentations using C. pasteurianum and glycerol as the main carbon source. When added in low concentrations (1 or 2 g/L), the effect dependent on the stage of the fermentation. Early addition resulted in inhibition of the fermentation, without a large effect on the relative carbon yield. Later addition following consumption of a majority of the glycerol resulted in the highest uptake of the butyric acid, and an increase in yield to a maximum of 0.512 mols carbon butanol/mols carbon substrate on average. This effect was consistent for both chemically pure butyric acid, as well as butyric acid rich supernatant from a separate fermentation. A dual-substrate fermentation strategy in which C. pasteurianum produced butyric acid using molasses in order to increase selectivity for butanol when glycerol was consumed was optimized. This system resulted in a calculated yield of 0.480 mols carbon butanol/mols carbon substrate, an increase from 0.425 mols carbon butanol/mols carbon substrate when using only glycerol as the carbon source, and a higher yield when compared to other dual-substrate fermentations in literature. Using a dual substrate process, centered around the production and re-assimilation of butyric acid, could be used to create a highly selective butanol fermentation strategy and utilize a novel carbon source previously unused for butanol production with C. pasteurianum.
Author Contributions
Conceptualization, G.M.; Funding acquisition, L.R.; Investigation, G.M. and J.M.; Methodology, G.M.; Project administration, L.R.; Software, L.R.; Supervision, L.R.; Validation, G.M. and J.M.; Writing—original draft, G.M.; Writing—review and editing, G.M., J.M. and L.R. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by WorldEnergy and the Natural Sciences and Engineering Research Council (NSERC).
Acknowledgments
The authors would like to acknowledge the technical and administrative aid of Erin Johnson throughout the experimental phase of this manuscript.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Lee, J.; Jang, Y.-S.; Choi, S.J.; Im, J.A.; Song, H.; Cho, J.H.; Seung, D.Y.; Papoutsakis, E.T.; Bennett, G.N.; Lee, S.Y. Metabolic Engineering of Clostridium acetobutylicum ATCC 824 for Isopropanol-Butanol-Ethanol Fermentation. Appl. Environ. Microbiol. 2012, 78, 1416–1423. [Google Scholar] [CrossRef]
- Lee, S.-M.; Cho, M.O.; Park, C.H.; Chung, Y.-C.; Kim, J.H.; Sang, B.-I.; Um, Y. Continuous Butanol Production Using Suspended and Immobilized Clostridium beijerinckii NCIMB 8052 with Supplementary Butyrate. Energy Fuels 2008, 22, 3459–3464. [Google Scholar] [CrossRef]
- Jones, D.T.; Woods, D.R. Acetone-butanol fermentation revisited. Microbiol. Rev. 1986, 50, 484–524. [Google Scholar] [CrossRef] [PubMed]
- Sarchami, T.; Johnson, E.; Rehmann, L. Optimization of fermentation condition favoring butanol production from glycerol by Clostridium pasteurianum DSM 525. Bioresour. Technol. 2016, 208, 73–80. [Google Scholar] [CrossRef]
- Gallardo, R.; Alves, M.; Rodrigues, L.R. Modulation of crude glycerol fermentation by Clostridium pasteurianum DSM 525 towards the production of butanol. Biomass Bioenergy 2014, 71, 134–143. [Google Scholar] [CrossRef]
- Luo, W.; Zhao, Z.; Pan, H.; Zhao, L.; Xu, C.; Yu, X. Feasibility of butanol production from wheat starch wastewater by Clostridium acetobutylicum. Energy 2018, 154, 240–248. [Google Scholar] [CrossRef]
- Hou, X.; From, N.; Angelidaki, I.; Huijgen, W.J.J.; Bjerre, A.-B. Butanol fermentation of the brown seaweed Laminaria digitata by Clostridium beijerinckii DSM-6422. Bioresour. Technol. 2017, 238, 16–21. [Google Scholar] [CrossRef]
- Johnson, E.; Rehmann, L. The role of 1,3-propanediol production in fermentation of glycerol by Clostridium pasteurianum. Bioresour. Technol. 2016, 209, 1–7. [Google Scholar] [CrossRef]
- Sabra, W.; Groeger, C.; Sharma, P.N.; Zeng, A.P. Improved n-butanol production by a non-acetone producing Clostridium pasteurianum DSMZ 525 in mixed substrate fermentation. Appl. Microbiol. Biotechnol. 2014, 98, 4267–4276. [Google Scholar] [CrossRef]
- Biebl, H. Fermentation of glycerol by Clostridium pasteurianum—Batch and continuous culture studies. J. Ind. Microbiol. Biotechnol. 2001, 27, 18–26. [Google Scholar] [CrossRef]
- Gallazzi, A.; Branska, B.; Marinelli, F.; Patakova, P. Continuous production of n-butanol by Clostridium pasteurianum DSM 525 using suspended and surface-immobilized cells. J. Biotechnol. 2015, 216, 29–35. [Google Scholar] [CrossRef] [PubMed]
- Regestein, L.; Doerr, E.W.; Staaden, A.; Rehmann, L. Impact of butyric acid on butanol formation by Clostridium pasteurianum. Bioresour. Technol. 2015, 196, 153–159. [Google Scholar] [CrossRef]
- Dabrock, B.; Bahl, H.; Gottschalk, G. Parameters Affecting Solvent Production by Clostridium pasteurianum. Appl. Environ. Microbiol. 1992, 58, 1233–1239. [Google Scholar] [CrossRef]
- Moon, C.; Hwan Lee, C.; Sang, B.-I.; Um, Y. Optimization of medium compositions favoring butanol and 1,3-propanediol production from glycerol by Clostridium pasteurianum. Bioresour. Technol. 2011, 102, 10561–10568. [Google Scholar] [CrossRef]
- Kao, W.-C.; Lin, D.-S.; Cheng, C.-L.; Chen, B.-Y.; Lin, C.-Y. Enhancing butanol production with Clostridium pasteurianum CH4 using sequential glucose-glycerol addition and simultaneous dual-substrate cultivation strategies. Bioresour. Technol. 2013, 135, 324–330. [Google Scholar] [CrossRef]
- Sabra, W.; Wang, W.; Surandram, S.; Groeger, C.; Zeng, A.-P. Fermentation of mixed substrates by Clostridium pasteurianum and its physiological, metabolic and proteomic characterizations. Microb. Cell Fact. 2016, 15, 114. [Google Scholar] [CrossRef]
- Zhu, Y.; Yang, S.-T. Effect of pH on metabolic pathway shift in fermentation of xylose by Clostridium tyrobutyricum. J. Biotechnol. 2004, 110, 143–157. [Google Scholar] [CrossRef]
- Liu, X.; Yang, S.-T. Kinetics of butyric acid fermentation of glucose and xylose by Clostridium tyrobutyricum wild type and mutant. Process Biochem. 2006, 41, 801–808. [Google Scholar] [CrossRef]
- Jiang, L.; Wang, J.; Liang, S.; Wang, X.; Cen, P.; Xu, Z. Production of Butyric Acid from Glucose and Xylose with Immobilized Cells of Clostridium tyrobutyricum in a Fibrous-Bed Bioreactor. Appl. Biochem. Biotechnol. 2010, 160, 350–359. [Google Scholar] [CrossRef]
- Fu, H.; Yang, S.-T.; Wang, M.; Wang, J.; Tang, I.-C. Butyric acid production from lignocellulosic biomass hydrolysates by engineered Clostridium tyrobutyricum overexpressing xylose catabolism genes for glucose and xylose co-utilization. Bioresour. Technol. 2017, 234, 389–396. [Google Scholar] [CrossRef]
- Munch, G.; Schulte, A.; Mann, M.; Dinger, R.; Regestein, L.; Rehmann, L.; Büchs, J. Online measurement of CO2 and total gas production in parallel anaerobic shake flask cultivations. Biochem. Eng. J. 2020, 153, 107418. [Google Scholar] [CrossRef]






© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).