Abstract
Fumaric acid is a chemical building block with many applications, namely in the polymer industry. The fermentative production of fumaric acid from renewable feedstock is a promising and sustainable alternative to petroleum-based chemical synthesis. The use of existing industrial side-streams as raw-materials within biorefineries potentially enables production costs competitive against current chemical processes, while preventing the use of refined sugars competing with food and feed uses and avoiding purposely grown crops requiring large areas of arable land. However, most industrial side streams contain a diversity of molecules that will add complexity to the purification of fumaric acid from the fermentation broth. A process for the recovery and purification of fumaric acid from a complex fermentation medium containing spent sulfite liquor (SSL) as a carbon source was developed and is herein described. A simple two-stage precipitation procedure, involving separation unit operations, pH and temperature manipulation and polishing through the removal of contaminants with activated carbon, allowed for the recovery of fumaric acid with 68.3% recovery yield with specifications meeting the requirements of the polymer industry. Further, process integration opportunities were implemented that allowed minimizing the generation of waste streams containing fumaric acid, which enabled increasing the yield to 81.4% while keeping the product specifications.
1. Introduction
To ensure sustainable economic growth in a globalized world, resources have to be used in a smarter, more sustainable way. As many natural resources are finite, finding a more environmentally and economically sustainable way of using them has become a priority. In a circular economy, the value of products and materials is maintained for as long as possible. For example, the use of resources is minimized by keeping them within the economy when a product has reached the end of its life, to be used again and again to create further value and reduce the production of waste [1]. Industrial biotechnology provides new processing solutions meeting the requirements for the realization of a circular economy, as it enables the industrial production of added value chemicals from renewable resources and waste streams, including from industrial activity, for example, from the pulp and paper, agricultural and food industries [2]. Indeed, the long-term sustainability of most current industrial processes, which rely on petrochemical sources for raw materials, is compromised. Further, the use of first-generation feedstocks, which compete for raw material and arable land with food and feed uses, is also an issue. Therefore, taking advantage of different, non-conventional carbon sources promotes balance, stability and competitiveness in future processes for the production of chemicals. Concepts of second-generation biorefineries, aiming at utilizing the cellulose in non-food biomass have been put forward for the production of ethanol and other platform chemicals [3], often using existing industrial side-streams, for example, from the pulp and paper industry [4,5]. Blends of C5 and C6 sugars are used today in production of sulfite ethanol, where the cooking liquor from sulfite pulping is used for ethanol production [6]. This cooking liquor, also named spent sulfite liquor (SSL) contains soluble lignosulfonates, with various market applications, and hydrolyzed sugars from the wood hemicelluloses. Yeasts are used for fermentation, and only the C6 sugars (mainly mannose from softwood and glucose from hardwood) are fermented to ethanol while the pentoses are left untouched [6]. Global fumaric acid (FA) market size was estimated at 233.3 kilotons in 2013 and is expected to grow to 346.2 kilotons by 2020 [7]. It is particularly used in food and animal feed for pH adjustment, preservation and flavor enhancement, but increasing demand for unsaturated polyester resins and paints from increasing infrastructure spending, coupled with growing automobile production, particularly in countries such as China, India and Brazil, is likely to surge the demand [7]. Although FA is already available from fermentation on glucose using Rhizopus strains, such a production route is only competitive at high oil and gas prices. Rhizopus strains are, however, able to utilize C5 sugars such as xylose and arabinose [8]. Recombinant systems based on Escherichia coli and Saccharomyces cerevisiae may enable the production of FA from sugar-rich streams [9], potentially also using C5 sugars [10], with S. cerevisiae providing the extra benefit of allowing the production to be carried out at lower pH, hence obtaining most, if not all, of the product in its fully protonated form instead of a salt [11]. The production of polyesters from bio-based diacid monomers, such as FA, requires the polymerization in solution by direct reaction of diacids and diols at high temperature, mostly using organometallic catalysts [12], and is hindered by the presence of impurities contained in the side and waste streams [13].
This study aims at providing processing options that allow the purification of FA extracted from xylose-metabolising recombinant S. cerevisiae fermentation broths that used complex raw materials, such as SSL, as the main carbon source, in order to obtain specifications of the purified product that meet the requirements to enable its use in the manufacture of polymers. Since strains able to produce FA at commercially relevant levels are still under development, in this study a simulated FA-rich fermentation medium was produced as the starting material for the FA purification studies.
The downstream processing of extracellular fermentation products such as FA typically starts by removing biomass from the fermentation broth, producing a clarified broth where the product, sugars, organic acids and other contaminant substances are still present. However, since FA is a dicarboxylic acid with pKa1 = 3.02 and pKa2 = 4.38 [14] is actually present in solution as three differently protonated species, the relative amounts of which will depend on the pH of the solution. At low pH, H2FA is the prevailing form, and if the aqueous solution is saturated, FA can crystallize. At high pH, bivalent fumarate ion FA2− is prevailing and at intermediate pH, the prevailing form is monovalent hydrogenfumarate HFA−. Varying the pH of the medium will impact on the existing species and on the dissolved/precipitated fractions of FA [15] and on its capability to be adsorbed to sorbent materials. This paper describes the development of an efficient, simple, and cost-effective process of obtaining polymer-grade FA from a fermentation broth based on spent sulfite liquor.
2. Materials and Methods
2.1. Preparation of Spent Sulfite Liquor (SSL)-Based Fermentation Broth
2.1.1. SSL Pretreatment
Crude acidic Eucalyptus SSL (Borregaard, Sarpsborg, Norway) was filtered using a Schott Duran® filter funnel G-2 with a 40–100-μm pore size for the removal of solids in suspension and processed by tangential flow filtration (TFF) using a Cogent M1 TFF equipment (Merck Millipore, Molsheim, France), equipped with a Pellicon® 2 filter cassette membrane (Merck Millipore) with a 5 kDa cut-off to remove the larger molecular weight lignosulphonates. The pH of the 5 kDa permeate was adjusted to 5 using 5 N NaOH and the permeate was pasteurized at 70 °C for 1 h in a stirred fermenter equipped with an electric heating blanket (New Brunswick Scientific, Enfield, CT, USA, model BioFlo 110) and stored at 4 °C before further usage. The characterization of the acidic eucalyptus SSL and the 5 kDa filtrate is presented in Table 1.

Table 1.
Characterization of acidic eucalyptus SSL.
2.1.2. Microorganism and Culture
Saccharomyces cerevisiae GSE16 (kindly provided by J. Thevelein, VIB-KU Leuven, Belgium), capable of metabolizing xylose and tolerant to inhibitors [10], was used to produce a fermentation broth to which fumaric acid will be added. The fermentation medium was composed of 30% (v/v) of pasteurized 5 kDa SSL permeate, 10.0 g/L of yeast extract (BioSpringer, Maisons-Alfort, France), 20.0 g/L of bacterial peptone (Oxoid), with 40.0 g/L of total sugars (adjusted with addition of xylose (Danisco, Lenzing, Austria)). Cultures were prepared in a 500-mL shake flask with a total cultivation medium volume of 125 mL incubated at 150 rpm and 30 °C for 140 h. The cultures were inoculated from a pre-culture grown a medium with 10.0 g/L of yeast extract, 20.0 g/L of bacterial peptone and 10.0 g/L xylose. The volume of the pre-culture used for inoculation was such as to start the culture with an optical density at 600 nm of 0.1. At the end of the cultivation, cells were removed from the fermented SSL-containing medium by centrifugation (Beckman Coulter, Brea, CA, USA) at 6000 rpm, 9000×g for 20 min at 20 °C.
2.2. Precipitation of Fumaric Acid
2.2.1. Fumaric Acid Solubility Studies
FA-containing suspensions of concentrations between 5.0 and 50.0 g/L were prepared by adding FA (Merck, ≥99.0%) to 100 mL shake flasks containing 25 mL of reverse osmosis water. The suspensions were incubated at the different temperatures for 1 h in an orbital shaker (New Brunswick Orbital incubator Innova 43). The non-solubilized FA crystals were allowed to settle for 1 h. The crystals were collected by vacuum filtration (VWR 110 mm qualitative filter paper, 5–13 μm particle retention) and oven dried at 60 °C for 24 h until constant weight. FA solubility was determined by the difference between the known amount of FA used for preparing the solutions and the amount of FA recovered in the filtration and confirmed by HPLC analysis of the filtrate.
2.2.2. Fumaric acid Recovery
All downstream processing studies were performed using the SSL-based fermentation broth supplemented with different amounts of FA. In all cases, the pH was adjusted to 4.5 using 10 N NaOH (Applichem Panreac, 98%) to promote complete FA dissolution. A two-stage precipitation protocol was used. In the first stage, 500 g of a 5% (w/w) solution was acidified to pH 0.75 by addition of 5 N H2SO4 (Fisher Scientific, >95%) and left without agitation at 4 °C overnight, after which the solids were recovered by vacuum filtration as described above. The recovered solids were rinsed with a known amount of ice-cold 0.4 M H2SO4 solution. The solids were then placed in 250 g of water to resuspend the material in a shake flask heated at 80 °C. The solution was allowed to cool to room temperature and was then slowly acidified to pH 0.75 by addition of 5 N H2SO4. The same experimental conditions were employed in the second stage to obtain the washed FA. At the various steps, the recovered precipitate containing FA was dried and weighed. The percentage of FA in the retained solids was assessed by HPLC after re-suspending the solid material in a known amount of water and, upon heating at 80 °C, achieving the complete dissolution of FA from the recovered precipitate. The FA concentration in the liquid streams was determined by HPLC.
2.3. Use of Activated Carbon
2.3.1. Determination of Fumaric Acid Adsorption Capacity
All downstream processing studies were performed using the fermentation broth produced in Section 2.1.2. Different amounts of activated carbon (Sigma-Aldrich, Saint Louis, MO, USA, >90%), between 0.01 and 0.15 g activated carbon/g FA solution, were added to 25.0 g/L FA solutions at different pH in a shake flask at 150 rpm. The concentration of FA in solution was monitored by HPLC in samples collected after 10, 20, 40, 60 and 80 min of incubation. After vacuum filtration, as described above, FA concentration of the filtrate was assessed by HPLC.
2.3.2. Removal of Contaminants of Fumaric Acid
The precipitate originated from the 2-stage precipitation FA recovery process was dissolved by adding 10 N NaOH until the pH reached 10. The volume of the solution was then adjusted to obtain a 30.0 g/L FA solution to which 0.02 g activated carbon/g FA solution was added. The mixture was incubated at 35 °C, 150 rpm for 60 min. After incubation, the solution was vacuum filtered to remove the activated carbon and any other particulate impurities. The amount of filtrate was determined and FA was analyzed by HPLC. To recover the FA in solution, the filtrate was acidified to pH 0.75 by addition of 5 N H2SO4 and then incubated overnight at 4 °C without agitation for the precipitation of FA.
2.3.3. Recovery of Fumaric Acid from Dilute Solutions
One liter of diluted FA solution was placed in a shake flask and 0.1 g activated carbon/g FA solution was added. The suspension was incubated for 60 min at 35 °C, 150 rpm. The suspension was then vacuum filtered, the retained activated carbon was collected and the recovered filtrate was analyzed by HPLC. The thus collected activated carbon was treated with a solution of 1 N NaOH used as desorbent. A 1:1 mixture of wet activated carbon and NaOH solution was incubated for 60 min at 35 °C, 150 rpm. After incubation, the suspension was vacuum filtered and the filtrate was analyzed by HPLC. In order to recover FA from the filtrate, the solution was acidified to pH 0.75 by adding 5 N H2SO4 and placed at 4 °C overnight. The solution was then vacuum filtered and the filtrate sampled and analyzed by HPLC. The obtained solids were dried, weighed and the FA content was determined as above.
2.4. Analytical Methods
Optical density of cultures was monitored in a Shimazu UV-1700 (Tokyo, Japan) spectrophotometer at 600 nm. Organic acid and sugar analysis were performed in Shimadzu LC-20AD Prominence HPLC equipped with a Rezex RHM-Monosaccharide H+ (8%) LC Column 300 mm × 7.8 mm, from Phenomenex (Torrence, CA, USA), oven temperature set to 35 °C, using as eluent H2SO4 5 mM at a flow rate of 0.6 mL/min, 20 μL injection volume. Organic acids were quantified through a Shimadzu SPD-M20A diode array detector at 205 nm and sugars were quantified through a Shimadzu RID-10A detector. Samples were prepared in 50 mM H2SO4.
3. Results and Discussion
3.1. Fermentation of SSL Permeate
The time-course of the fermentation of the SSL permeate with xylose-metabolizing Saccharomyces cerevisiae GSE16 strain is shown in Figure 1. The culture was able to use all xylose and the residual glucose present in the medium. The residual amounts of galactose, arabinose and mannose were also consumed (data not shown). Additionally, all acetate was also consumed in the first 48 h of fermentation. A slight accumulation of ethanol was detected after 28 h of fermentation, during the stage of maximum growth rate, but all ethanol was consumed afterwards. A very small peak of glycerol was detected, but at concentrations close to or below detection level. The fermentation samples were also analyzed for dicarboxylic acids, such as citric, succinic, fumaric and malic acids, but none were detected. Only traces of pyruvate were observed, but again at concentrations close to or below detection level.
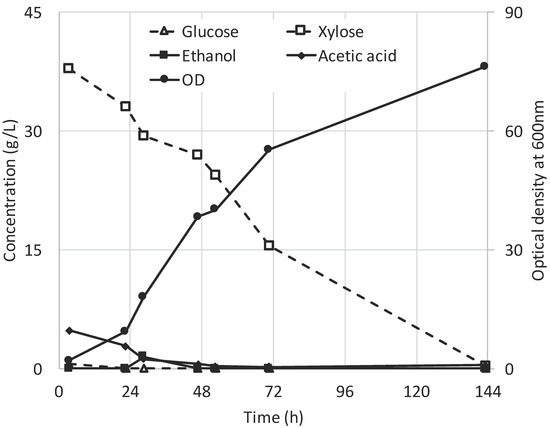
Figure 1.
Time course of the fermentation of Saccharomyces cerevisiae GSE16 on medium containing 30% spent sulfite liquor (SSL) permeate and xylose added to obtain a total of 40.0 g/L of sugars.
3.2. Influence of pH and Temperature on the Precipitation of Fumaric Acid
Solutions of different total concentration of FA (5.0, 15.0, 35.0 and 50.0 g/L) were prepared and incubated at different temperatures. Upon reaching equilibrium, the amounts of FA that precipitated and that remained in solution were assessed. Total dissolution of the FA in the 0.5% solution and in the 1.5% solution are achieved above 25 °C and at above 45 °C, respectively (Figure 2). In the case of the 35.0 and 50.0 g/L solutions, part of the FA did not dissolve within the temperature ranges tested (5 and 65 °C). The pH of the solutions in equilibrium was measured (Figure 2). At low temperatures, most FA is precipitated and only a small fraction remains in solution, hence the higher pH. When the temperature increases, a higher fraction of FA is solubilized, hence more H+ is freely in solution and the pH thus decreases. The plateaus on the pH values at temperatures above 25 °C for the experiment with a total 5 g/L FA concentration and above 45 °C for the experiment with a total 15 g/L FA concentration are explained by the total solubilization of FA and no further variation of the concentration of H+. These results suggest that effective precipitation of FA will occur at temperatures below 15 °C. Further, in order to obtain a high purity of H2FA with respect to total FA species, the pH should be well below pKa1 of FA, for example at or below 2.5.
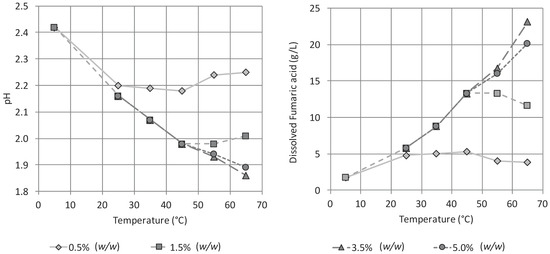
Figure 2.
Variation of pH of different fumaric acid (FA) solutions with varying temperature (left) and equivalent calculated dissolved FA concentration (right).
3.3. Direct Recovery of Fumaric Acid from SSL-Based Fermentation Media
The present work addresses the recovery of FA from two alternative but comparable streams: (i) a ultrafiltered stream of SSL that has been fermented and then centrifuged for cell removal; (ii) a stream of SSL that has been fermented and then centrifuged for cell removal and ultrafiltered. A significant part of the lignosulphonates is removed in a 5-kDa ultrafiltration, but lower molecular weight lignosulphonates and other molecules such as phenolics and aldehydes in addition to metabolites produced by the yeast cells in addition to FA will be present in the stream from which FA is to be recovered. The concentration of the FA produced during the fermentation is not only important to meet the productivity requirements of the process, but may also influence the downstream process. To assess this, two broths with different FA concentrations, 15 g/L and 50 g/L were prepared and a simple one-stage precipitation process was carried out by acidifying the fermentation broth with H2SO4 to a pH of 0.75, cooling to 4 °C and filtering out the precipitated material. The thus recovered precipitate was then washed with chilled 0.4 M H2SO4 solution to remove impurities while minimizing the loss of FA. Only 22.6% of the FA was recovered in the precipitated material obtained from the broth containing 15.0 g/L FA, while 92.4% FA was recovered in the precipitated material obtained from the broth containing 50 g/L FA, highlighting the impact of the composition of the starting material. The highest fumaric acid concentrations reported obtained through fermentation processes reach 126 g/L [16]; however, these high titers are only possible with relatively low productivities not compatible for commercial deployment. In recent optimization studies, titers of 56.2 g/L were obtained at high productivities [17], hence in all remaining tests, a broth with a concentration of 50.0 g/L FA was used, below which a production process is deemed not feasible.
Another important requirement of the process is the ability to provide a product with a purity meeting the specifications for enabling its use in the production of polymers. After this one-stage purification protocol, a purity of 47.5% was obtained with the broth containing 50.0 g/L FA, clearly showing that the product still contained too many impurities entrained from the fermentation broth. The precipitated material was then used in a second purification stage. The filtered material was washed with water at 80 °C to dissolve the FA while retaining insoluble impurities in the filter. The thus obtained FA-rich stream was then acidified to a pH of 0.75, cooled to 4 °C and the precipitated material is filtered out, washed with a chilled 0.4 M H2SO4 solution, dried and recovered. After this two-stage procedure, a recovery yield of 77.8% and a purity of 89.6% were obtained. Despite the fair purity value, the recovered solid was very dark, indicating that a significant amount of impurities from the SSL-based fermentation broth were still present in the product.
3.4. Improving the Purity of Fumaric Acid with Activated Carbon
Since an 89.6% purity is still below specification and the visual inspection clearly showed contamination of the product by compounds from the initial raw material, treatment of the obtained product with activated carbon (AC) was envisaged. AC is a known adsorbent commonly applied in industry, and has been already tested in the purification of FA from fermentation broth using a defined culture medium [18]. The effects of temperature, contact time and pH on the adsorption capacity of FA were tested. It was found that contact time and temperature do not influence the adsorption capacity of AC (data not shown). However, by varying the pH, the capacity of AC to adsorb FA varied markedly (Figure 3).
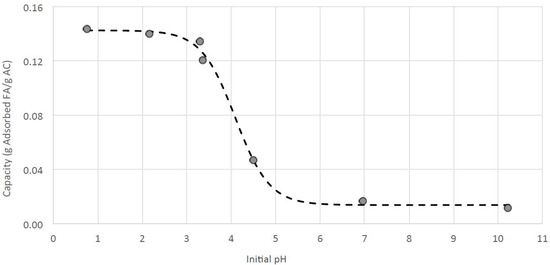
Figure 3.
Capacity for FA adsorption of activated carbon (AC) as function of pH. The dashed line is a fit of the experimental data to a sigmoid function.
At the tested conditions, the AC adsorption capacity decreases with increasing pH. Interestingly, a shift occurs at about pH 4, below which the fraction of FA which is fully protonated increases. In order to remove the impurities from the obtained material while minimizing the losses of FA, the dried materials were dissolved in a NaOH solution, to obtain a concentration of around 30 g/L FA and a final pH of 10, at which very low adsorption of FA on the activated carbon occurs. This solution was finally contacted with 0.02 g AC/g solution. After one hour with agitation, the AC was removed by filtration, the obtained solution was acidified to pH 0.75 and cooled at 4 °C to allow for the precipitation of FA. As before, the precipitate was recovered by filtration and washed with a chilled 0.4 M H2SO4 solution, dried and recovered. After this AC polishing step, no measurable amounts of impurities were detected in the obtained FA and a white powder was obtained (Figure 4) that could successfully be polymerized with diols (results not shown), thus validating that the FA purity grade obtained meets the requirements. The yield of the AC treatment was 87.8%.

Figure 4.
Side-by-side comparison of dry solids obtained without activated carbon treatment (left) and with activated carbon treatment (right).
3.5. Improving the Yield of the Fumaric Acid Purification Process
The overall yield of the two-stage FA precipitation process and of the AC treatment is 68.3%. The major contributors for losses of product are the liquid streams generated in the chilled washes of FA-rich precipitates, which combined account for the loss of 28.5% of the FA initially present in the broth. However, their FA concentration is fairly low, between two and seven grams/liter, which makes the FA recovery more challenging. We thus envisaged the recovery of FA using again AC, but this time under acidic conditions to retain and concentrate the FA in the AC and desorbing the thus retained FA using a NaOH 1 M solution. This desorption method is more compatible than that described by Zhang et al. [18], which uses acetone, a petrochemically-derived organic solvent, posing safety and environmental concerns and aggressive to most sealing materials used in processing equipment. This procedure allowed recovering 42% of the FA that would have been lost in the water wash streams from the former processing steps, and allowing the overall yield to increase from 68.3% to 80.4%.
3.6. Integration of the Steps
The FA purification process from the fermented SSL-based medium is then effectively achieved by performing a two-stage precipitation process, polishing the thus obtained FA by removing most of the contaminants through AC adsorption under basic conditions and increasing the overall yield by capturing residual FA from liquid waste streams also by AC under acidic conditions. Figure 5 shows a process flow diagram of these operations together with the FA mass balance and concentration in each stream (w/w). By analyzing the processes, a number of optimization opportunities become evident: (i) The FA-rich stream 13 can be sent directly to the polishing step with AC under basic conditions without requiring the energy-consuming drying step; (ii) Stream 37, a slurry with the FA recovered from the chilled washes of FA-rich precipitates (see Section 3.5), contains only about 7.5% of FA, which will not meet purity targets and is too diluted to be dried, but it has a very similar composition to the acidic solution of stream 10. It was thus decided to redirect stream 37 back to the two-stage precipitation process by mixing with stream 10, thus subjecting the contents of stream 37 to a second wash step. Another possibility would be to mix stream 34 with stream 10, since both are acidic solutions generated upon the addition of H2SO4, but this would yield a significant dilution of stream 10, thus affecting the efficiency of the subsequent filtration and wash step and hence such possibility was ruled out; (iii) Stream 36 also generates a waste stream containing FA, which actually corresponds to 20.3% of the FA that is to be recovered from the chilled wash of FA-rich precipitates in the process described in Section 3.5. This stream can also be recovered and recycled back to the activated carbon treatment under acidic conditions.
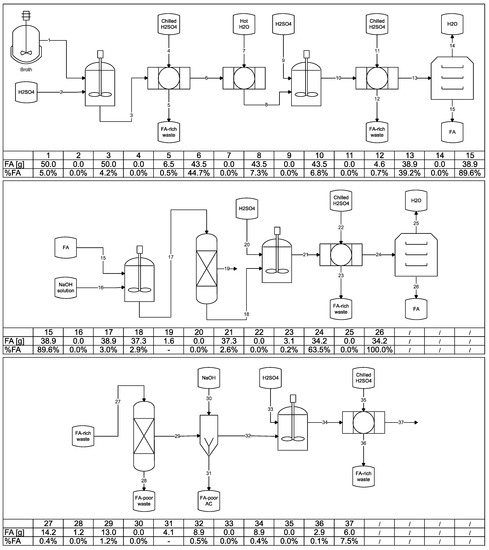
Figure 5.
Process flow diagram and mass balance for FA of the two-stage precipitation process (top), polishing the thus obtained FA by removing most of the contaminants through activated carbon adsorption under basic conditions (middle) and increasing the overall yield by capturing residual FA from liquid waste streams as well as AC under acidic conditions (bottom).
Figure 6 shows a process flow diagram summarizing the process after the operations have been integrated. In addition to reducing the processing and streams, such integration allows further increase of the yield of recovery of FA to 81.4%. Some FA loss occurs in stream 27, but this is considered too diluted to feasibly enable the product recovery. From the mass balances, it can be seen that most FA losses occur in streams 18 and 30, both corresponding to FA adsorbed to AC. In stream 18 most compounds adsorbed together with FA are the contaminating compounds that render the end-product useless, hence the selective separation of FA from these contaminants in this stream does not seem feasible. However, in stream 30, the main compound adsorbed to the AC is actually FA and the losses to the overall process are of FA that has not been desorbed from the activated carbon, so the re-use of at least part of this AC can be envisaged and will be studied in future work. In case 50% of such activated carbon could be reused, the overall process yield could increase to about 87%, similar to the high recovery yield of 93% obtained in the recovery of fumaric acid from a much less complex fermentation broth using refined sugars as a carbon source [18].
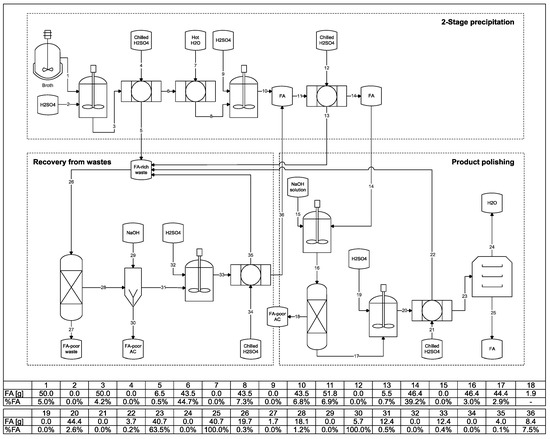
Figure 6.
Process flow diagram and mass balance for the proposed integrated process of purification of FA from SSL-based fermentation broth.
4. Conclusions
The developments described in this paper provide an efficient, simple, and cost-effective process of obtaining polymer-grade FA from complex raw materials, namely spent sulfite liquor. The developed process is based on simple precipitation and adsorption operations and low-cost chemicals with low environmental burden. Further, the dual use of activated carbon for removing contaminants and for capturing FA from dilute streams, tuned by adjusting the pH of the streams, proved to be an innovative and highly effective way to obtain the product with the required specifications while maximizing yields. The capability of the produced FA to be employed as the raw material for polymerization creates an opportunity for the application of this bio-based dicarboxylic acid as a substitute to materials from non-renewable sources, and to the valorization of complex waste streams of industrial origin.
Acknowledgments
This work has received funding from the European Union 7th Framework Programme (FP7/2007–2013) under Grant Agreement number 613771 “BIOREFINE-2G”. The authors would like to acknowledge Freddy Tojsås from Borregaard AS (Norway) for providing the SSL, J. Thevelein, from VIB-KU Leuven (Belgium) for providing the Saccharomyces cerevisiae GSE16 strain and Amador García from AIMPLAS (Spain) for carrying out the polymerization tests.
Author Contributions
Diogo Figueira, João Cavalheiro and Bruno Sommer Ferreira conceived and designed the experiments; Diogo Figueira and João Cavalheiro performed the experiments; Diogo Figueira and Bruno Sommer Ferreira analyzed the data; Diogo Figueira, João Cavalheiro and Bruno Sommer Ferreira wrote the paper.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Towards the Circular Economy: Accelerating the Scale-Up across Global Supply Chains; World Economic Forum: Geneva, Switzerland, 2014.
- Sheridan, K. Making the bioeconomy circular: The biobased industrie’s next goal? Ind. Biotechnol. 2016, 12, 339–340. [Google Scholar] [CrossRef]
- Taha, M.; Foda, M.; Shahasavari, E.; Aburto-Medina, A.; Adetutu, E.; Ball, A. Commercial feasibility of lignocellulose biodegradation: Possibilities and challenges. Curr. Opin. Biotechnol. 2016, 38, 190–197. [Google Scholar] [CrossRef] [PubMed]
- Phillips, R.B.; Jameel, H.; Chang, H.M. Integration of pulp and paper technology with bioethanol production. Biotechnol. Biofuels 2013, 6, 13. [Google Scholar] [CrossRef] [PubMed]
- Palgan, Y.V.; McCormick, K. Biorefineries in Sweden: Perspectives on the opportunities, challenges and future. Biofuels Bioprod. Biorefin. 2016, 10, 523–533. [Google Scholar] [CrossRef]
- Pereira, S.R.; Portugal-Nunes, D.J.; Evtuguin, D.V.; Serafim, L.S.; Xavier, A.M.R.B. Advances in ethanol production from hardwood spent sulphite liquors. Proc. Biochem. 2013, 48, 272–282. [Google Scholar] [CrossRef]
- Fumaric Acid Market Size by Application (Food & Beverages, Rosin Paper Sizes, Rosin, UPR, Alkyd Resins), Competitive Analysis & Forecast, 2014–2020; Hexa Research Inc.: Felton, CA, USA, 6 September 2016; Available online: https://www.hexaresearch.com/research-report/fumaric-acid-market (accessed on 15 January 2017).
- Xu, Q.; Li, S.; Fu, Y.; Tai, C.; Huang, H. Two-stage utilization of corn straw by Rhizopus oryzae for fumaric acid production. Bioresour. Technol. 2010, 101, 6262–6264. [Google Scholar] [CrossRef] [PubMed]
- Xu, G.; Zou, W.; Chen, X.; Xu, N.; Liu, L.; Chen, J. Fumaric acid production in Saccharomyces cerevisiae by in silico aided metabolic engineering. PLoS ONE 2012, 7, e52086. [Google Scholar] [CrossRef] [PubMed]
- Demeke, M.M.; Dumortier, F.; Li, Y.; Broeckx, T.; Foulquié-Moreno, M.R.; Thevelein, J.M. Combining inhibitor tolerance and D-xylose fermentation in industrial Saccharomyces cerevisiae for efficient lignocellulose-based bioethanol production. Biotechnol. Biofuels 2013, 6, 120. [Google Scholar] [CrossRef] [PubMed]
- Abbott, D.A.; Zelle, R.M.; Pronk, J.T.; van Maris, A.J.A. Metabolic engineering of Saccharomyces cerevisiae for production of carboxylic acids: Current status and challenges. FEMS Yeast Res. 2009, 9, 1123–1136. [Google Scholar] [CrossRef] [PubMed]
- Díaz, A.; Katsarava, R.; Puiggalí, J. Synthesis, properties and applications of biodegradable polymers derived from diols and dicarboxylic acids: From polyesters to poly(ester amide)s. Int. J. Mol. Sci. 2014, 15, 7064–7123. [Google Scholar] [CrossRef] [PubMed]
- Gallezot, P. Conversion of biomass to selected chemical products. Chem. Soc. Rev. 2012, 41, 1538–1558. [Google Scholar] [CrossRef] [PubMed]
- Lide, D.R. CRC Handbook of Chemistry and Physics, 87th ed.; Taylor and Francis: Boca Raton, FL, USA, 2007. [Google Scholar]
- Roa-Engel, C.A. Integration of Fermentation and Cooling Crystallisation to Produce Organic Acids. Ph.D. Thesis, Technical University of Delft, Delft, The Netherlands, 2010. [Google Scholar]
- Straathof, A.J.; van Gulik, W.M. Production of fumaric acid by fermentation. Subcell. Biochem. 2012, 64, 225–240. [Google Scholar] [PubMed]
- Fu, Y.-Q.; Li, S.; Chen, Y.; Xu, Q.; Huang, H.; Sheng, X.-Y. Enhancement of fumaric acid production by Rhizopus oryzae using a two-stage dissolved oxygen control strategy. Appl. Biochem. Biotechnol. 2010, 162, 1031–1038. [Google Scholar] [CrossRef] [PubMed]
- Zhang, K.; Zhang, L.; Yang, S.-T. Fumaric acid recovery and purification from fermentation broth by activated carbon adsorption followed with desorption by acetone. Ind. Eng. Chem. Res. 2014, 53, 12802–12808. [Google Scholar] [CrossRef]
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).