Experimental Study on Atomization Characteristics of Swirl Nozzle under Annular Airflow Impingement

 ,
,
Abstract
1. Introduction
2. Materials and Methods
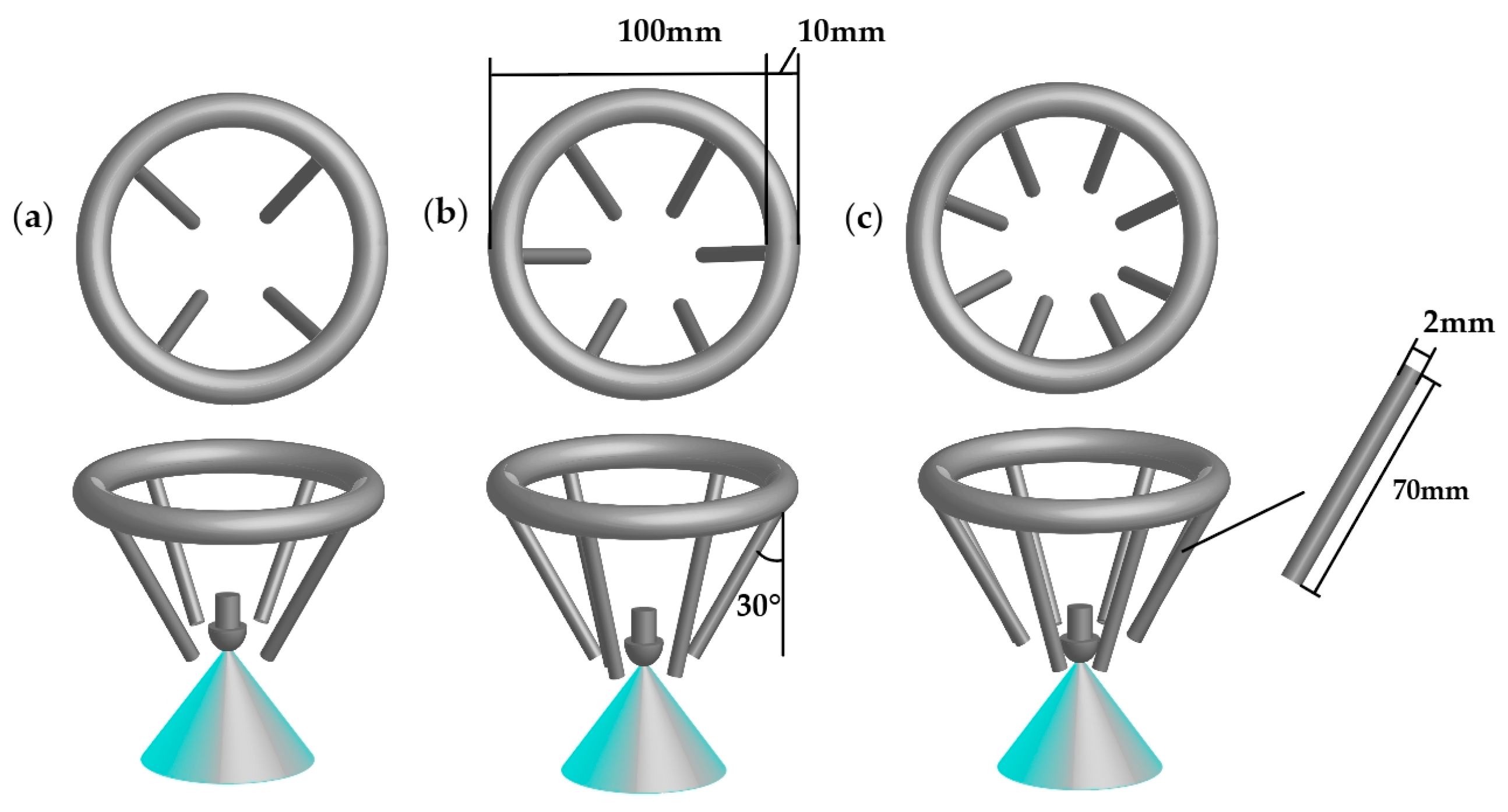
2.1. Gas Jet Impact Atomizer
2.2. Experimental Setup
2.3. Imaging System
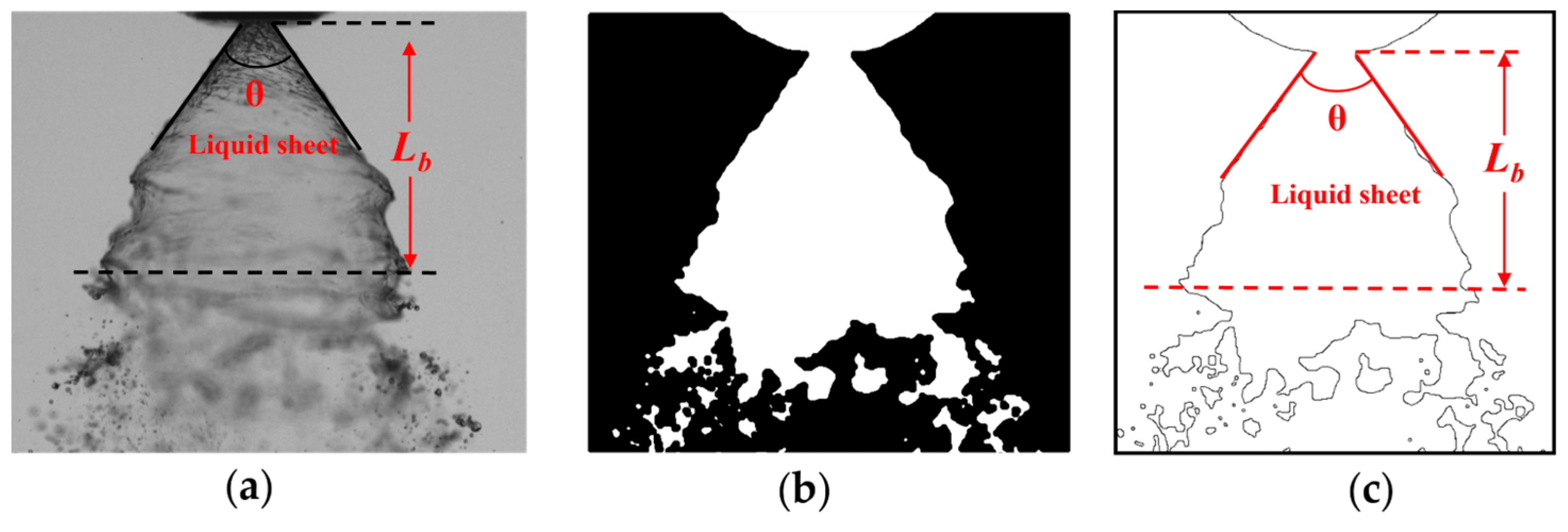
2.4. Image Preprocessing
2.5. Analysis of Uncertainty
3. Results and Discussion
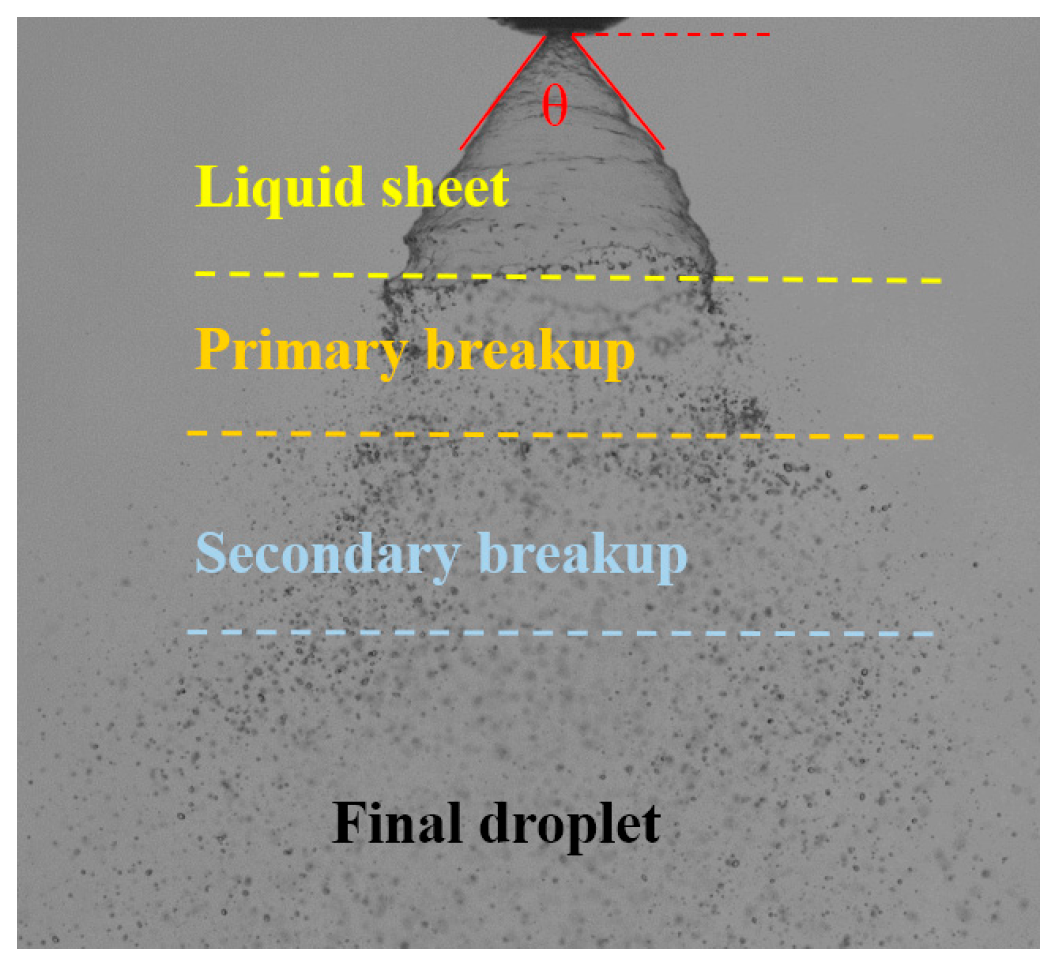
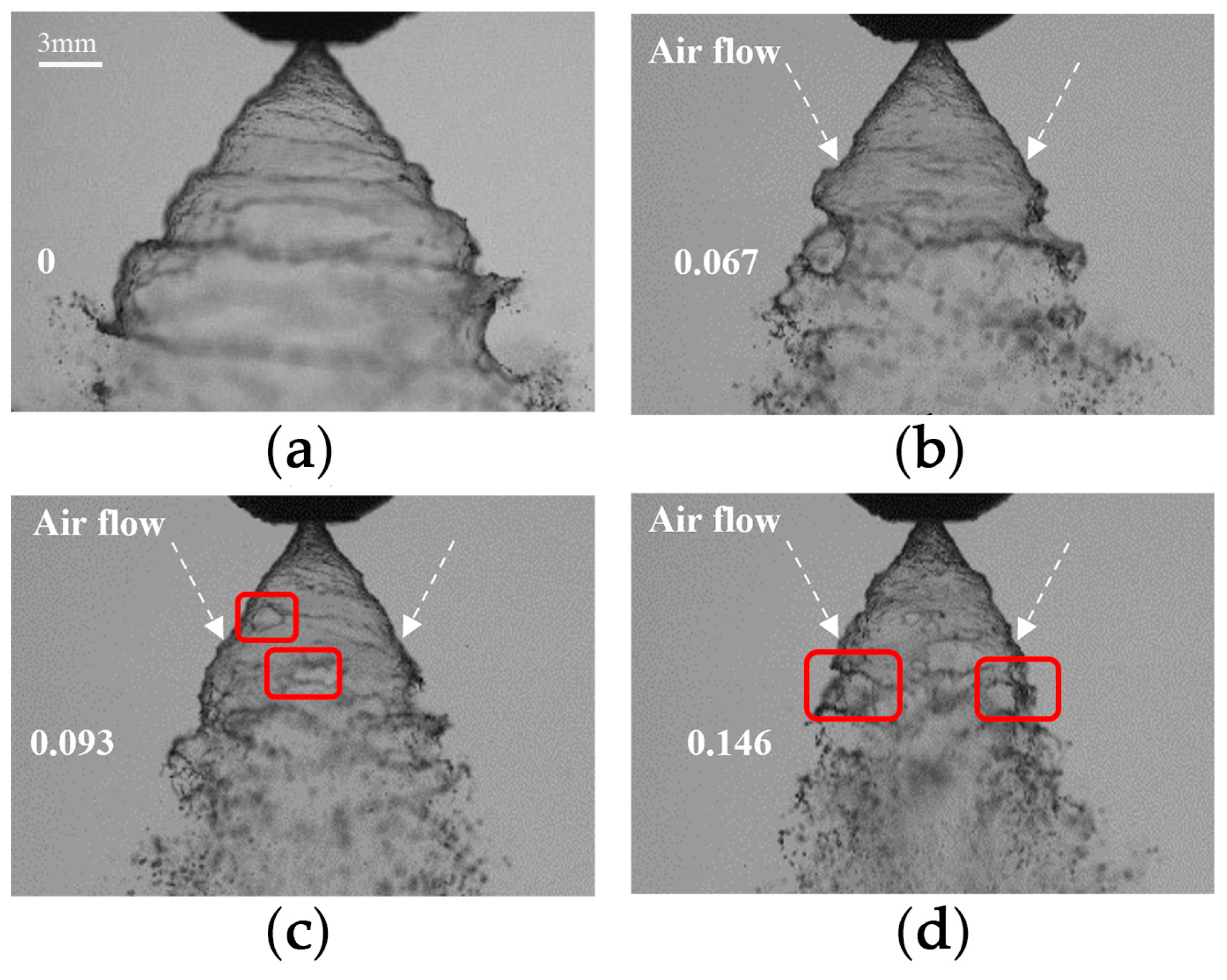
3.1. Liquid Film Breakup Morphology
3.2. Breakup Length
3.3. Spray Angle
3.4. Spray Droplet Size Characteristics
3.4.1. Sauter Mean Diameter
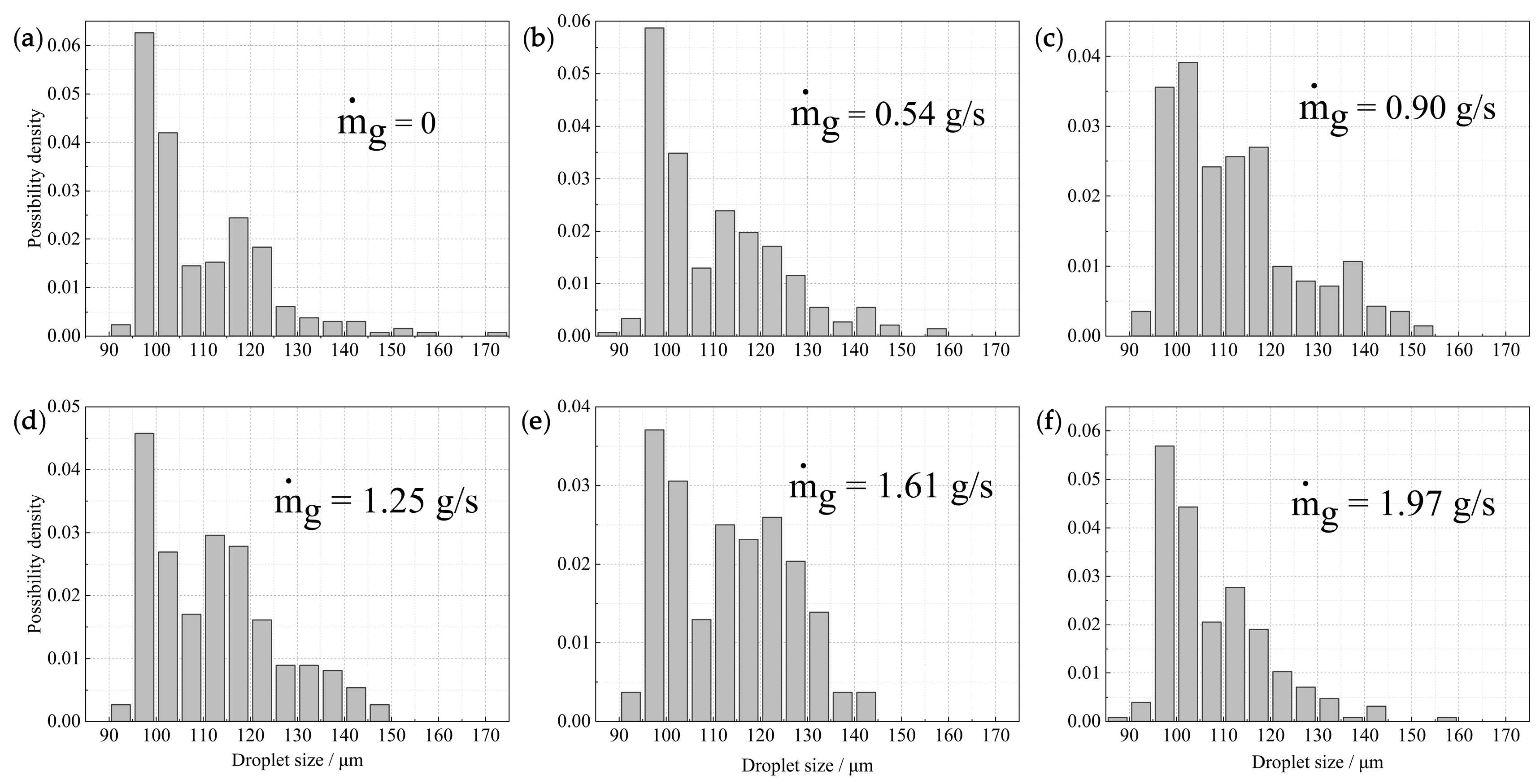
3.4.2. Droplet Size Distribution
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Cui, W.; Li, J.; Xu, W.; Güneralp, B. Industrial electricity consumption and economic growth: A spatio-temporal analysis across prefecture-level cities in China from 1999 to 2014. Energy 2021, 222, 119932. [Google Scholar] [CrossRef]
- Han, L.; Zhou, W.; Li, W.; Qian, Y. Urbanization strategy and environmental changes: An insight with relationship between population change and fine particulate pollution. Sci. Total Environ. 2018, 642, 789–799. [Google Scholar] [CrossRef] [PubMed]
- Zhang, T.; Tang, Q.; Pu, C.; Zhang, L. Numerical simulation of gas-droplets mixing and spray evaporation in rotary spray desulfurization tower. Adv. Powder Technol. 2022, 33, 103420. [Google Scholar] [CrossRef]
- Vecellio, L.; Kippax, P.; Rouquette, S.; Diot, P. Influence of realistic airflow rate on aerosol generation by nebulizers. Int. J. Pharm. 2009, 371, 99–105. [Google Scholar] [CrossRef] [PubMed]
- Igari, N.; Iso, T.; Nishio, Y.; Izawa, S.; Fukunishi, Y. Numerical simulation of droplet-formation in rotary atomizer. Theor. Appl. Mech. Lett. 2019, 9, 202–205. [Google Scholar] [CrossRef]
- Khedkar, N.K.; Sonawane, C.; Chandras, A.; Kulkarni, A.; Sawant, R. Experimental and numerical investigation of Cross-Flow nebulizer for developing optimized suction pressure. Mater. Today Proc. 2022, 59, 617–622. [Google Scholar] [CrossRef]
- Rashad, M.; Yong, H.; Zekun, Z. Effect of geometric parameters on spray characteristics of pressure swirl atomizers. Int. J. Hydrogen Energy 2016, 41, 15790–15799. [Google Scholar] [CrossRef]
- Xue, J.; Jog, M.A.; Jeng, S.M.; Steinthorsson, E.; Benjamin, M.A. Effect of geometric parameters on simplex atomizer performance. AIAA J. 2004, 42, 2408–2415. [Google Scholar] [CrossRef]
- Amini, G. Liquid flow in a simplex swirl nozzle. Int. J. Multiph. Flow 2016, 79, 225–235. [Google Scholar] [CrossRef]
- Liu, J.; Feng, X.; Liang, H.; Zhang, W.; Hui, Y.; Xu, H.; Yang, C. Prediction of atomization characteristics of pressure swirl nozzle with different structures. Chin. J. Chem. Eng. 2023, 63, 171–184. [Google Scholar] [CrossRef]
- Durdina, L.; Jedelsky, J.; Jicha, M. Spray structure of a pressure-swirl atomizer for combustion applications. In Proceedings of the Conference on Experimental Fluid Mechanics (EFM), Jicin, Czech Republic, 22–25 November 2011. [Google Scholar]
- Jain, M.; John, B.; Iyer, K.N.; Prabhu, S.V. Characterization of the full cone pressure swirl spray nozzles for the nuclear reactor containment spray system. Nucl. Eng. Des. 2014, 273, 131–142. [Google Scholar] [CrossRef]
- Hanthanan Arachchilage, K.; Haghshenas, M.; Park, S.; Zhou, L.; Sohn, Y.; McWilliams, B.; Cho, K.; Kumar, R. Numerical simulation of high-pressure gas atomization of two-phase flow: Effect of gas pressure on droplet size distribution. Adv. Powder Technol. 2019, 30, 2726–2732. [Google Scholar] [CrossRef]
- Patel, M.K.; Sahoo, H.K.; Nayak, M.K.; Ghanshyam, C. Plausibility of variable coverage high range spraying: Experimental studies of an externally air-assisted electrostatic nozzle. Comput. Electron. Agric. 2016, 127, 641–651. [Google Scholar] [CrossRef]
- Lefebvre, A.; McDonell, V. Atomization and Sprays, 2nd ed.; CRC Press: Boca Raton, FL, USA, 2017. [Google Scholar]
- Roerdink, J.B.T.M. Group morphology. Pattern Recognit. 2000, 33, 877–895. [Google Scholar] [CrossRef]
- Raji, A.; Thaibaoui, A.; Petit, E.; Bunel, P.; Mimoun, G. A gray-level transformation-based method for image enhancement. Pattern Recognit. Lett. 1998, 19, 1207–1212. [Google Scholar] [CrossRef]
- Sun, H.; Luo, Y.; Ding, H.; Li, J.; Song, C.; Liu, X. Experimental investigation on atomization properties of impaction-pin nozzle using imaging method analysis. Exp. Therm. Fluid Sci. 2021, 122, 110322. [Google Scholar] [CrossRef]
- Otsu, N. Threshold Selection Method from Gray-Level Histograms. IEEE Trans. Syst. Man Cybern. 1979, 9, 62–66. [Google Scholar] [CrossRef]
- Leroux, B.; Delabroy, O.; Lacas, F. Experimental study of coaxial atomizers scaling. Part I: Dense core zone. At. Sprays 2007, 17, 381–407. [Google Scholar] [CrossRef]
- Rostami, E.; Mahdavy Moghaddam, H. Distribution function and atomization parameters of petroleum fuels sprays: An experimental and numerical study. Results Eng. 2024, 21, 101692. [Google Scholar] [CrossRef]
- Xia, Y.; Alshehhi, M.; Hardalupas, Y.; Khezzar, L. Spray characteristics of free air-on-water impinging jets. Int. J. Multiph. Flow 2018, 100, 86–103. [Google Scholar] [CrossRef]
- Sivakumar, D.; Kulkarni, V. Regimes of spray formation in gas-centered swirl coaxial atomizers. Exp. Fluids 2011, 51, 587–596. [Google Scholar] [CrossRef]
- Chatterjee, S.; Das, M.; Mukhopadhyay, A.; Sen, S. Experimental Investigation of Breakup of Annular Liquid Sheet in a Hybrid Atomizer. J. Propuls. Power 2015, 31, 1232–1241. [Google Scholar] [CrossRef]
- Bang, B.-H.; Ahn, C.-S.; Yoon, S.S.; Yarin, A.L. Breakup of swirling films issued from a pressure-swirl atomizer. Fuel 2023, 332, 125847. [Google Scholar] [CrossRef]
- Poozesh, S.; Grib, S.W.; Renfro, M.W.; Marsac, P.J. Near-field dynamics of high-speed spray dryer coannular two fluid nozzle: Effects of operational conditions and formulations. Powder Technol. 2018, 333, 439–448. [Google Scholar] [CrossRef]
- Hou, L.; Zhang, D.W.; Fan, X.J. Spatial structure and droplet distribution of atomization by three circularly arranged impinging jets. At. Sprays 2022, 32, 29–49. [Google Scholar] [CrossRef]
- Panão, M. Interpreting Liquid Atomization Efficiency. Int. J. Eng. Technol. Inform. 2021, 2, 121–124. [Google Scholar] [CrossRef]
- Kang, Z.; Wang, Z.-G.; Li, Q.; Cheng, P. Review on pressure swirl injector in liquid rocket engine. Acta Astronaut. 2018, 145, 174–198. [Google Scholar] [CrossRef]
- Panao, M.O.; Moita, A.S.; Moreira, A.L. On the Statistical Characterization of Sprays. Appl. Sci. 2020, 10, 6122. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| ΔP (MPa) | l (g/s) | tf (μm) | va (m/s) | b (mm) | Wel | ALR | |||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| g (g/s) 0.54 | g (g/s) 0.90 | g (g/s) 1.25 | g (g/s) 1.61 | g (g/s) 1.97 | |||||||
| 1 | 0.2 | 12.11 | 271 | 11.57 | 1.15 | 2122.9 | 0.044 | 0.074 | 0.104 | 0.133 | 0.163 |
| 2 | 0.3 | 13.46 | 252 | 13.64 | 1.12 | 2865.9 | 0.040 | 0.067 | 0.093 | 0.120 | 0.146 |
| 3 | 0.4 | 14.95 | 240 | 15.72 | 1.10 | 3735.8 | 0.036 | 0.060 | 0.084 | 0.108 | 0.132 |
| 4 | 0.5 | 16.23 | 232 | 17.56 | 1.08 | 4596.3 | 0.033 | 0.055 | 0.077 | 0.099 | 0.121 |
| Wel | 2122.9 | 2865.9 | 3735.8 | 4596.3 |
|---|---|---|---|---|
| θ (initial) | 69.9° | 74.5° | 76.5° | 77.57° |
| θ-tube 4 (final) | 59.45° | 65.42° | 69.5° | 71.5° |
| θ-tube 6 (final) | 63.82° | 67.9° | 70.2° | 72.82° |
| θ-tube 8 (final) | 65.83° | 70.01° | 73.2° | 74.9° |
| Wel | 2122.9 | 2865.9 | 3735.8 | 4596.3 |
|---|---|---|---|---|
| SMD-tube 4 | 114 µm | 113 µm | 108 µm | 107 µm |
| SMD-tube 6 | 114 µm | 112 µm | 110 µm | 109 µm |
| SMD-tube 8 | 117 µm | 113 µm | 108 µm | 108 µm |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Han, Q.; Zhang, D.; Liu, X.; Sun, B.; He, X.; Shen, L.; Song, S. Experimental Study on Atomization Characteristics of Swirl Nozzle under Annular Airflow Impingement. Fluids 2024, 9, 80. https://doi.org/10.3390/fluids9030080
Han Q, Zhang D, Liu X, Sun B, He X, Shen L, Song S. Experimental Study on Atomization Characteristics of Swirl Nozzle under Annular Airflow Impingement. Fluids. 2024; 9(3):80. https://doi.org/10.3390/fluids9030080
Chicago/Turabian StyleHan, Qiuge, Dawei Zhang, Xuedong Liu, Bingyang Sun, Xu He, Lingling Shen, and Siduo Song. 2024. "Experimental Study on Atomization Characteristics of Swirl Nozzle under Annular Airflow Impingement" Fluids 9, no. 3: 80. https://doi.org/10.3390/fluids9030080
APA StyleHan, Q., Zhang, D., Liu, X., Sun, B., He, X., Shen, L., & Song, S. (2024). Experimental Study on Atomization Characteristics of Swirl Nozzle under Annular Airflow Impingement. Fluids, 9(3), 80. https://doi.org/10.3390/fluids9030080