1. Introduction
The propulsion system of a satellite can account for more than half of the satellite’s weight, depending on the mission, leading to a significant design impact [
1]. Tanks and propellant are the mass drivers for propulsion systems. In addition to reducing the weight of the tank itself, it is important to reduce the influence of propellant movements on the center of mass of the satellite [
2]. Therefore, the common tank design is a spherical or cylindrical pressure vessel installed axisymmetrically and close to the center of mass of the satellite. A common approach for controlling propellant movement is the use of diaphragms. The added materials and parts needed for diaphragms inhibit additive manufacturing of an integrated tank design. To extend the capabilities of small satellites and CubeSats, new adapted small propulsion system designs are needed, and are currently being developed [
3]. While small satellites have mass limitations, their limited volume is often the stronger design driver [
4,
5].
Conformal tank design is a solution for integrating tanks in small satellites in a volume efficient manner. Conformal in this context means that these tanks can have complex geometries, allowing the space around other components to be used as efficiently as possible [
3]. However, these designs present several difficulties, such as unpredictable fuel sloshing, ensuring a continuous fuel flow, and completely emptying the tanks [
6]. Propellant Management Devices (PMD) mitigate these difficulties in common tank designs, and could be adapted for conformal designs. Modern 3D printing techniques enable the manufacturing of conformal tanks with built-in static PMDs as an integrated component. The interaction of this design with an integrated PMD is the subject of current research. Currently, this research is limited to individual effects and components [
3]. An evaluation of the integrated system behavior in a realistic microgravity environment has not been performed.
An experiment to address this disparity using a sounding rocket would assess conformal tank designs with integrated PMDs printed with a transparent filament. With an optical system, the dynamic behavior of several conformal tank designs could be evaluated in flight while colored water is drained from the tanks. Due to the cost of such an experiment, preparatory research is necessary in order to ensure the most efficient experimental setup. This preparatory research is discussed in the present paper.
The function of the PMD is based on capillarity, thus, the surface tension needs to be examined. A contact angle measurement investigates the influence of dye on the interaction of water with different printed material surfaces and provides insights on the surface tension by evaluating the wettability. As the wetting state is independent of gravity, the results transfer to the PMD in a space environment. Furthermore, the visibility of the fluids in the structure needs to be reviewed for the best possible outcome of subsequent studies. The idea is to improve the visibility with fluorescence. The optical property of the dyed fluid is evaluated under different illumination setups. The materials used in a Fused Deposition Modelling (FDM) printing process are Polyactide (PLA), Polymethylmethacrylat (PMMA), and Polyethylenterephthalat modified with glycol (PETG). The properties of the 3D printer used are listed in
Table A1 [
7]. Water was used as the test fluid, and fluorescein as the colorant. As there are no known effects of microgravity on artificial light sources, an experimental setup of color measurements is transferable to space conditions. These preparatory experiments can enable a future detailed sounding rocket experiment setup to evaluate the performance of a static PMD-filled conformal tank made out of plastic. The visibility of dyed fluid behind transparent plastics, the potential illumination, and the comparability of the contact angles in regard to aluminum were all evaluated. Aluminum is a potential printing material for a subsequent test tank.
Comparable contact angle measurements for FDM-printed PLA have already been performed [
8]. However, the following experiment is intended to assess the influence of a colorant. While prior research controlled for the effect of dyes in water and did not find an impact, an extensive literature review did not find articles covering the specific material combinations needed for the following experiments [
9]. There is, however, an extensive literature about contact angle measurements. Hebbar et al. [
10] provides a comprehensive introduction to the topic. In the following experiment, the sessile drop technique is used, which is described in more detail below.
Building on existing research concerning the optical properties of FDM-printed PLA, the effects of wall thickness on transparency and illumination setups were investigated in order to determine a suitable combination of illumination, coloring, and material. In order to investigate the different optical properties, a dedicated test tank was designed. The test tank does not represent a final configuration for a satellite; it has an open fluid chamber, with different wall thicknesses on the front side. The back side was adapted accordingly to ensure a consistent fluid volume behind the front wall. A technical drawing of the printed tank can be seen in the experiment description. A detailed description of the challenges involved in comparable experiment setups is provided by Quero et al. [
11]. For example, unavoidable small air-filled voids between the deposited layers can lead to a reduction in transparency due to multiple boundary layer interactions. The previous literature has focused on individual aspects of the optical characteristics of FDM-printed plastics, for example, different treatment methods for improving the transparency of printed PETG. However, these methods usually cannot be applied to complex structures, and can, for example, reduce the tensile strength of PETG [
12].
Adding to the current research, the aim of this article is to present an experimental evaluation of the influence of dyes, different printing materials, and illumination setups on the contact angle and the optical properties of water.
Section 2 presents the experimental setup, while the outcome is presented in
Section 3 and afterwards discussed in
Section 4, then a final conclusion is drawn.
2. Experiments
A total of two experiments were carried out. The aim of the first experiment was to investigate the contact angle between the fluid and the different printable filaments. In the second experiment, the transparency of the filaments was investigated depending on the print thickness and illumination. The overall setup for both experiments was almost identical.
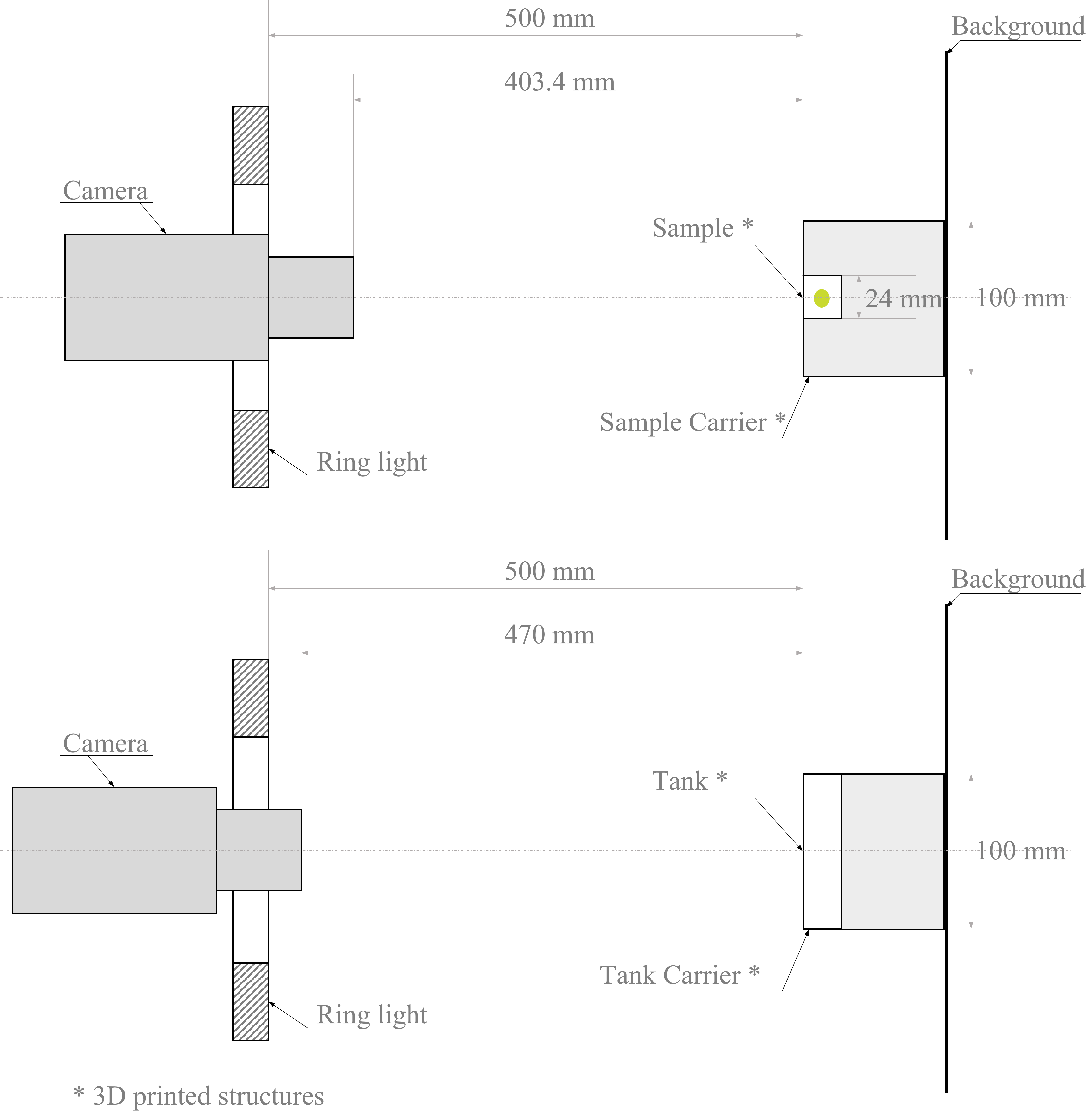
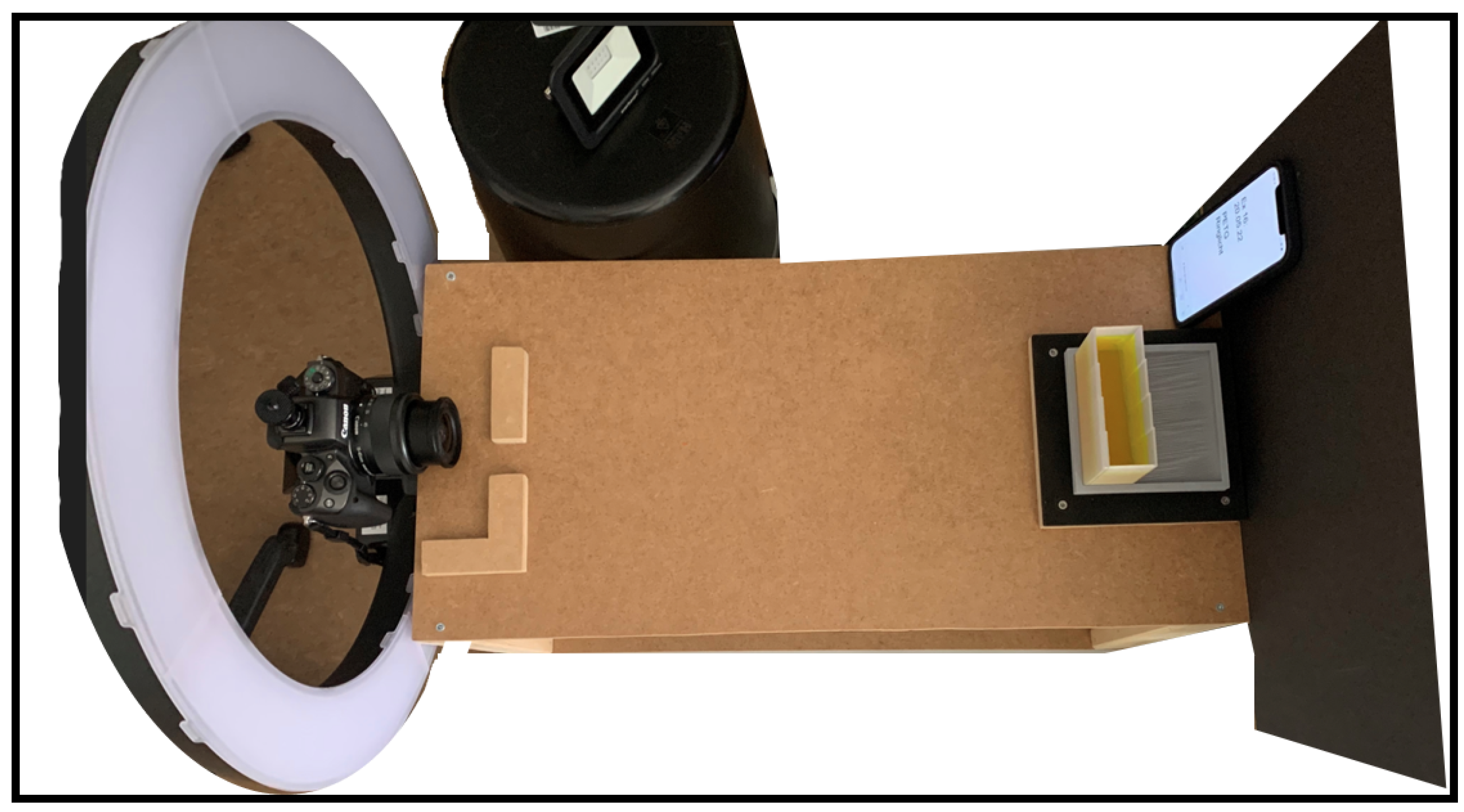
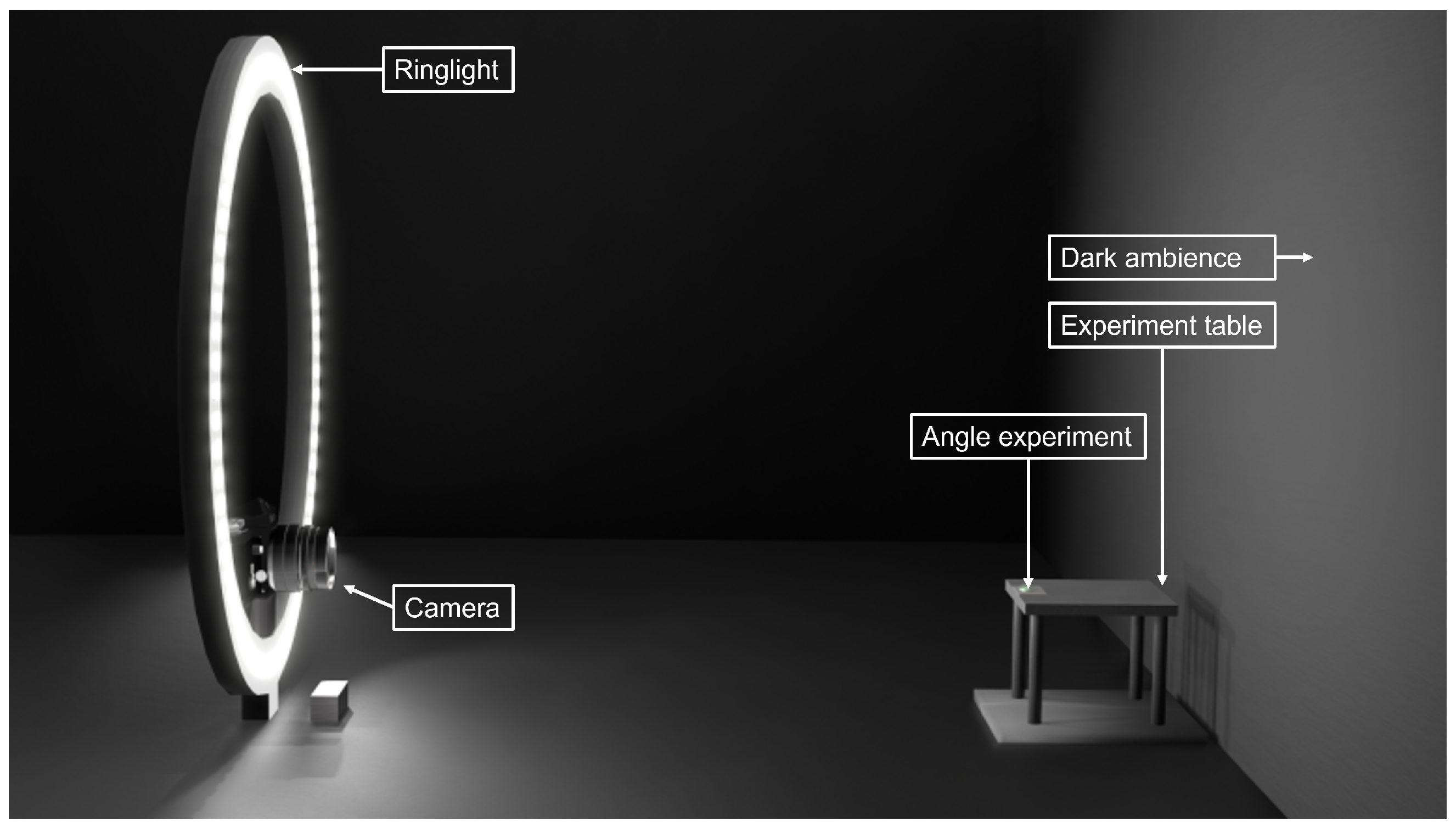
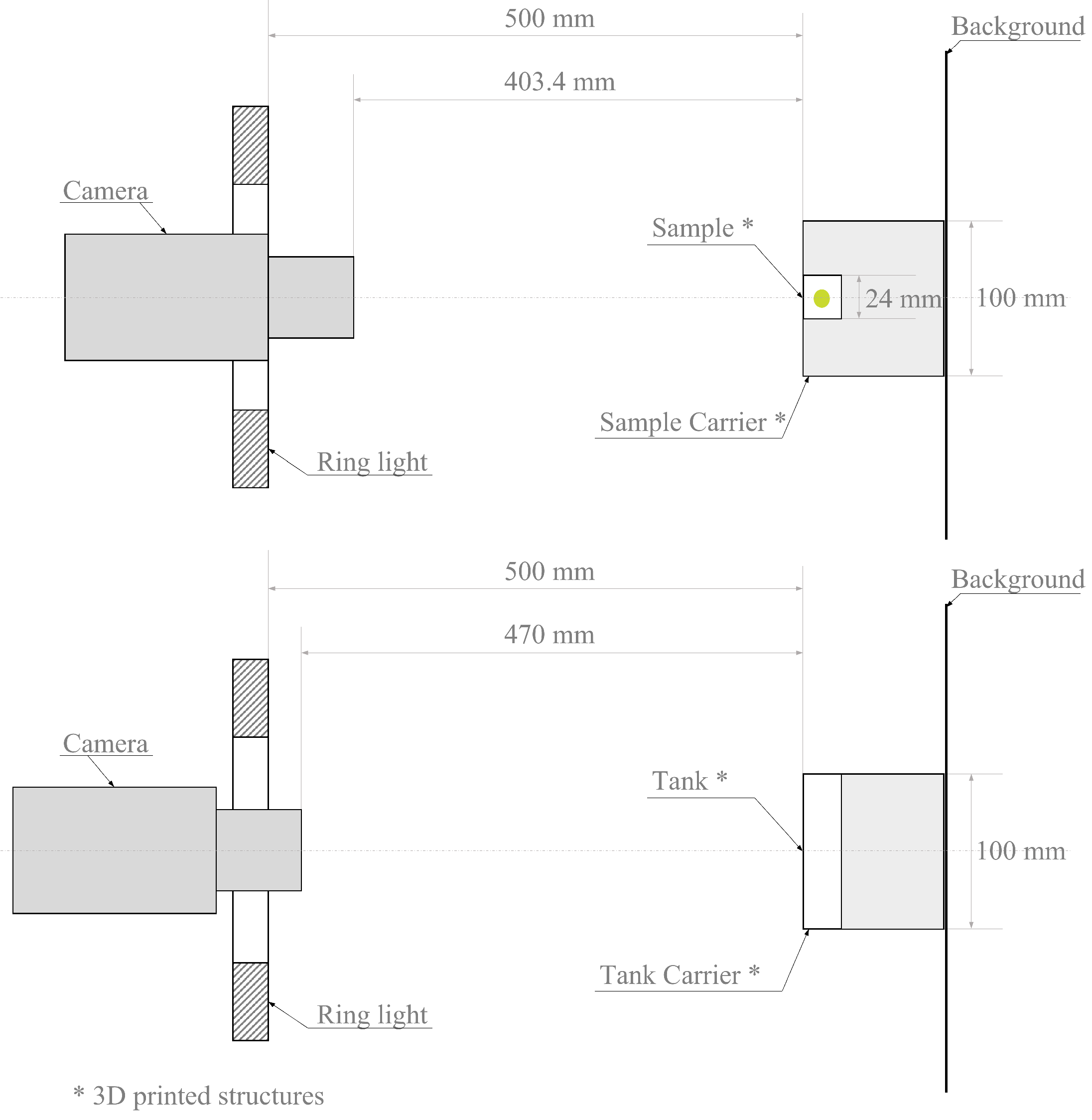
Figure 1 shows a render of the optical angle measurement setup. A top-down view with measurements is shown in
Figure A1, and an image of an exemplary setup for the optical experiment can be seen in
Figure A2.
The camera was mounted on a tripod and the lens of the camera was aligned parallel to the front plane of the sample carrier. The sample carrier was a 3D-printed structure resembling a table. A ring light used for even and indirect illumination was identically aligned, and was positioned at a distance of 500 mm from the sample carrier. Additionally, an Ultraviolet (UV) light source was used as an alternative illumination setup. In order to ensure a uniform background for all measurements, a sheet of black cardboard was positioned behind the table. For the contact angle measurements, a piece of molton fabric was used to provide a more uniform background with the chosen focus settings, as other backgrounds proved to be too inconsistent in previous experimental runs. All 3D printed parts used in the experiments were manufactured using a Prusa i3 Mk3S+. Two different fluids, namely, water and water mixed with Fluorescein with a concentration of 0.33 g/L, were used in the experiments.
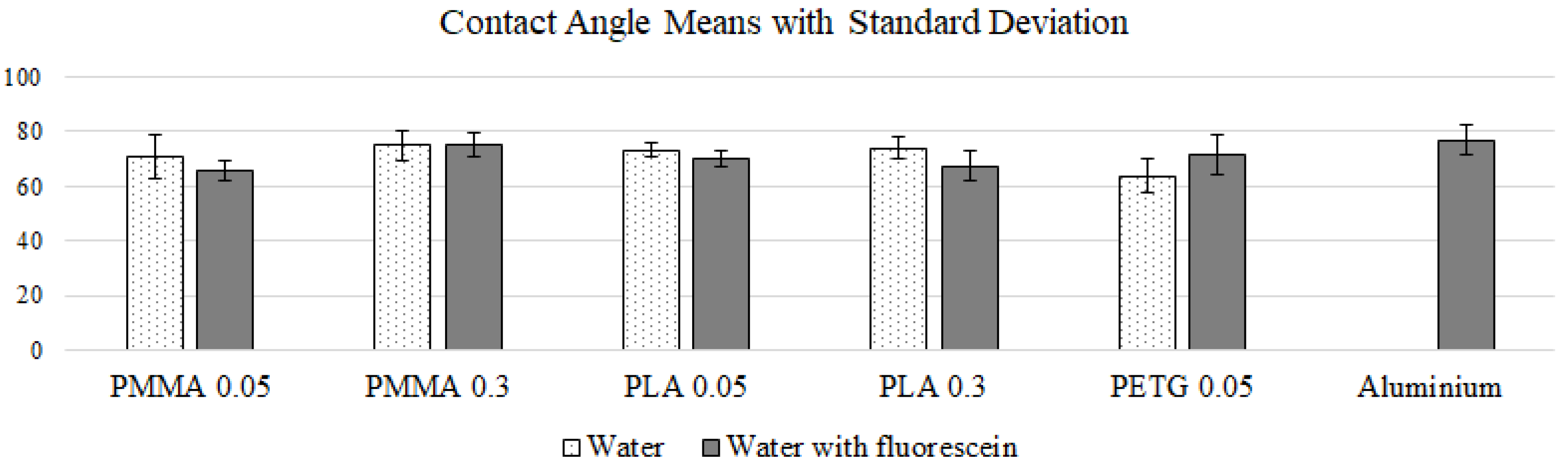
2.1. Contact Angle Measurements
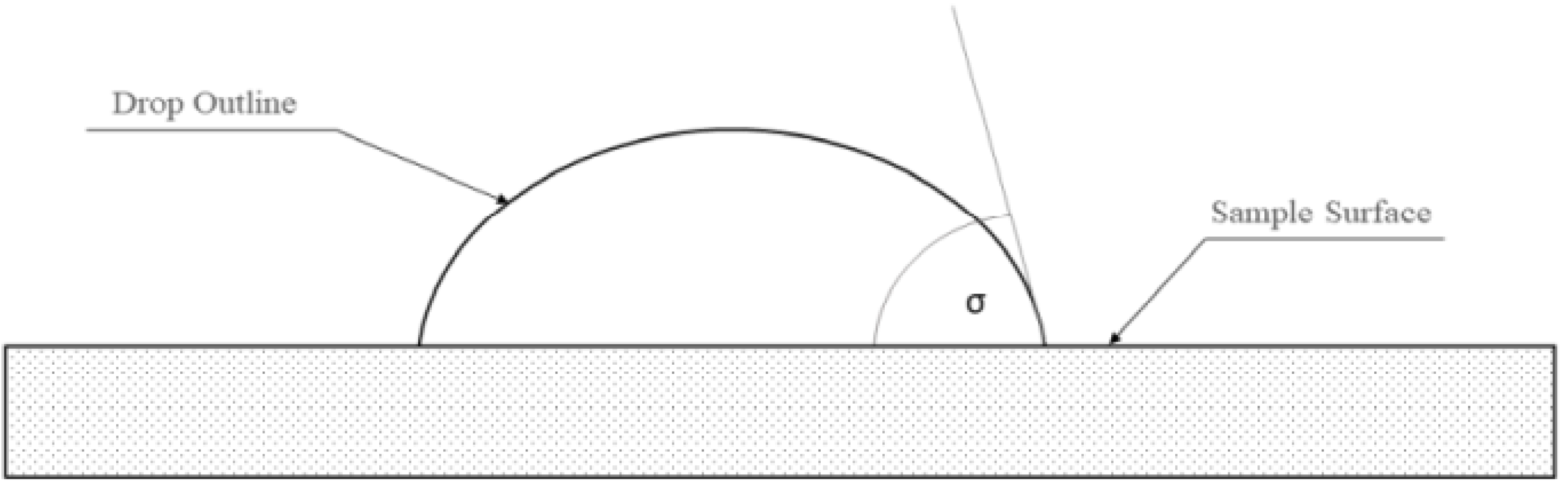
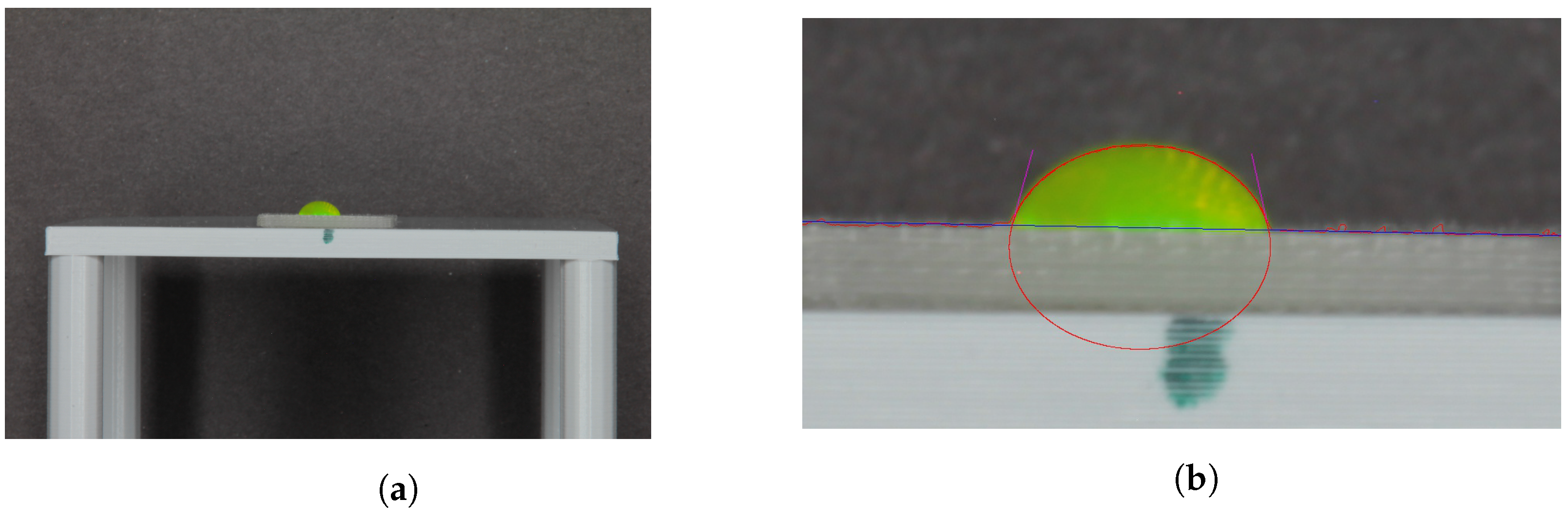
The angle measurements were conducted by analyzing the angles shown in
Figure 2, using the angle of fluid drops on the surface of different additive manufactured sample plates under ambient conditions.
This procedure is referred to as a drop shape analysis or sessile drop technique [
10,
13]. The analysed materials were PMMA, PETG, and PLA, each with two different print resolutions of 0.3 mm and 0.05 mm, resulting in six different sample plates. The dimensions of the plates were 24 mm by 24 mm by 2 mm. Additionally, an aluminium plate was analysed as a comparable future test tank material. Due to the manufacturing process of the plates, one side of the plates was smoother, as the first layer was pressed on the buildplate of the printer during printing. For each measurement, the sample plate was placed with the smooth side facing upwards on the table structure aligned to the table edge and perpendicular to the camera setup, as seen in
Figure 1. A technical drawing is shown in
Appendix A.
For this experiment, a Canon EOS 60D camera with a Tamron AF 18–200 mm f/ 3.5–6.3 XR Di II LD aspherical lens and two macro extension tubes was used. Due to the use of the macro extension tubes, the sample occupies a larger part of the images. The camera parameters are listed in
Table 1.
As the camera with lens was aligned with the lens at the lowest focal length, the total distance between the camera and the edge of the sample plate changed by the length extension of the lens of 96.6 mm, resulting in a distance of 403.4 mm.
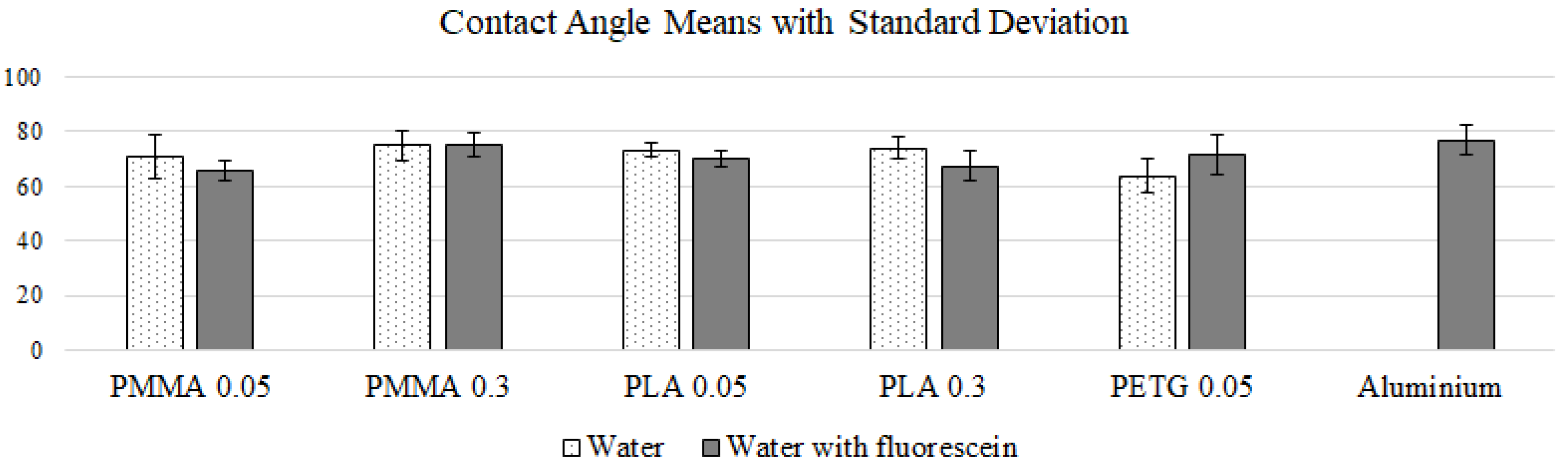
The samples were cleaned before each measurement with isopropyl alcohol. The twelve possible combinations of material, print resolution and fluid were all investigated. Each combination was measured ten times, resulting in 120 images in total.
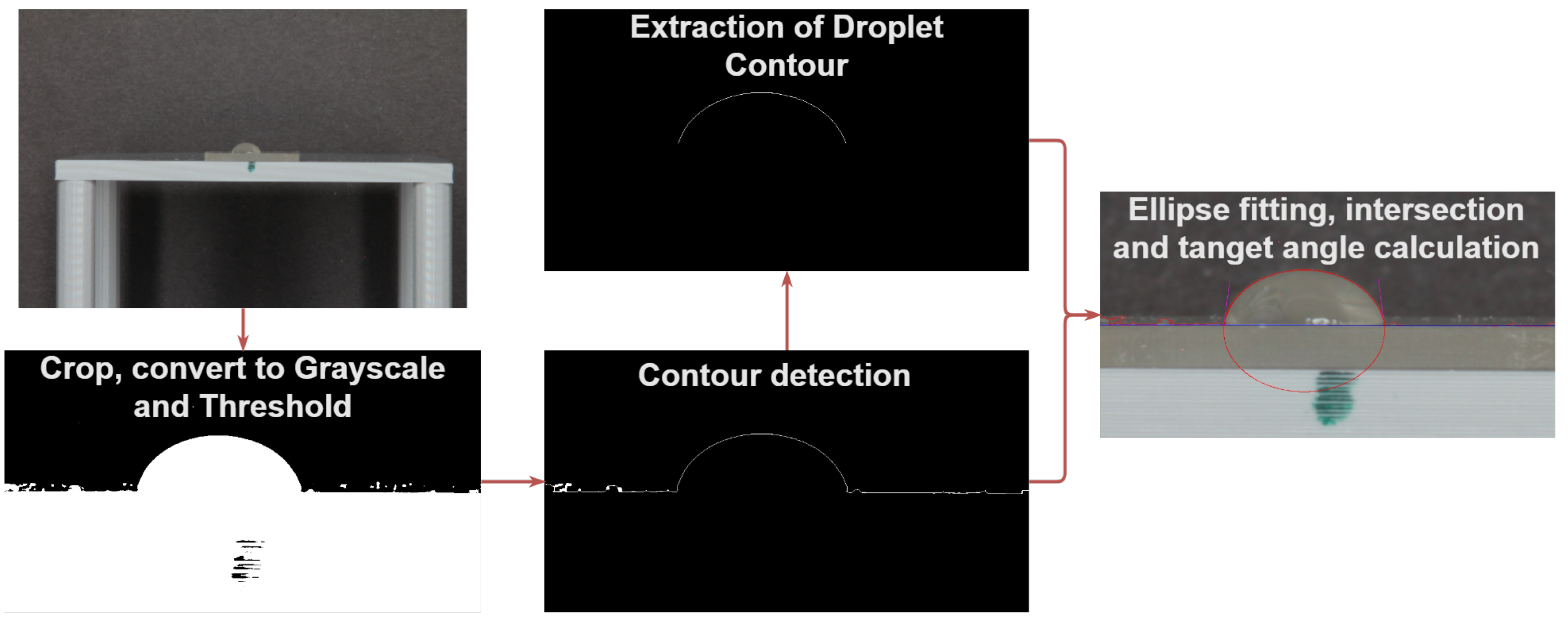
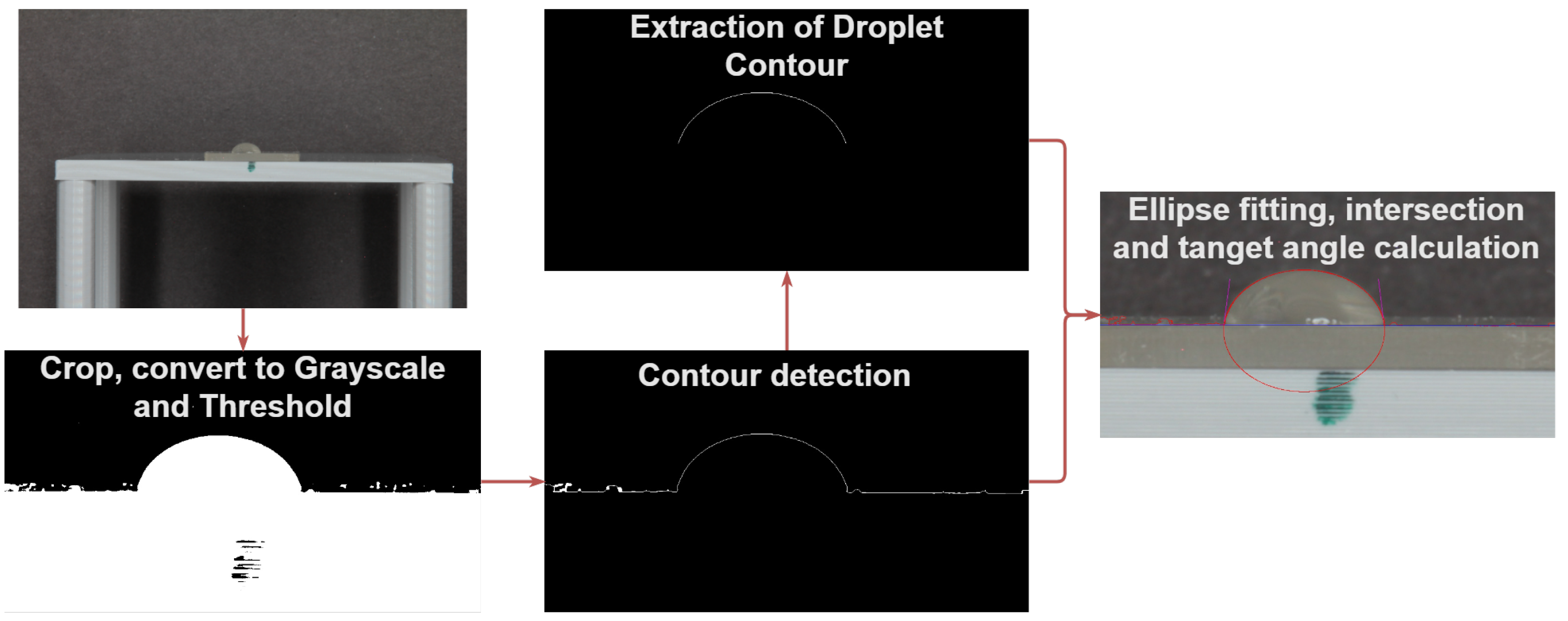
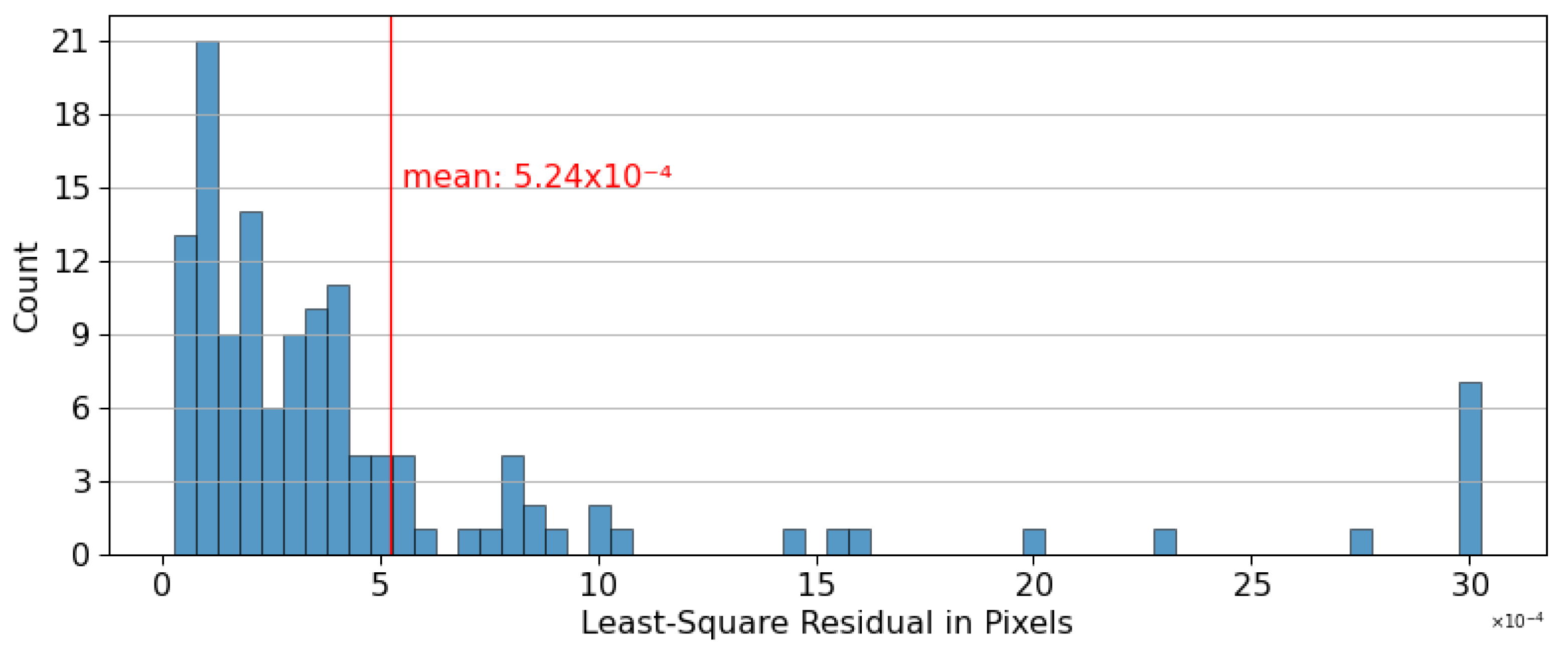
In order to derive the contact angle from the collected image data, computer vision was utilized. The images were centered and cropped around the droplet to minimize processing time and to ensure that only the relevant area was analyzed. Then, the images were converted to a gray-shaded color space and thresholded to separate the background and foreground of the image. From the resulting binary image, a contour along the plate and droplet was derived with the implementation of the OpenCV contour finding algorithm [
14]. Taking this contour, the horizontal border of the plate was derived as a parameterized line with the Hough Transform implementation of OpenCV [
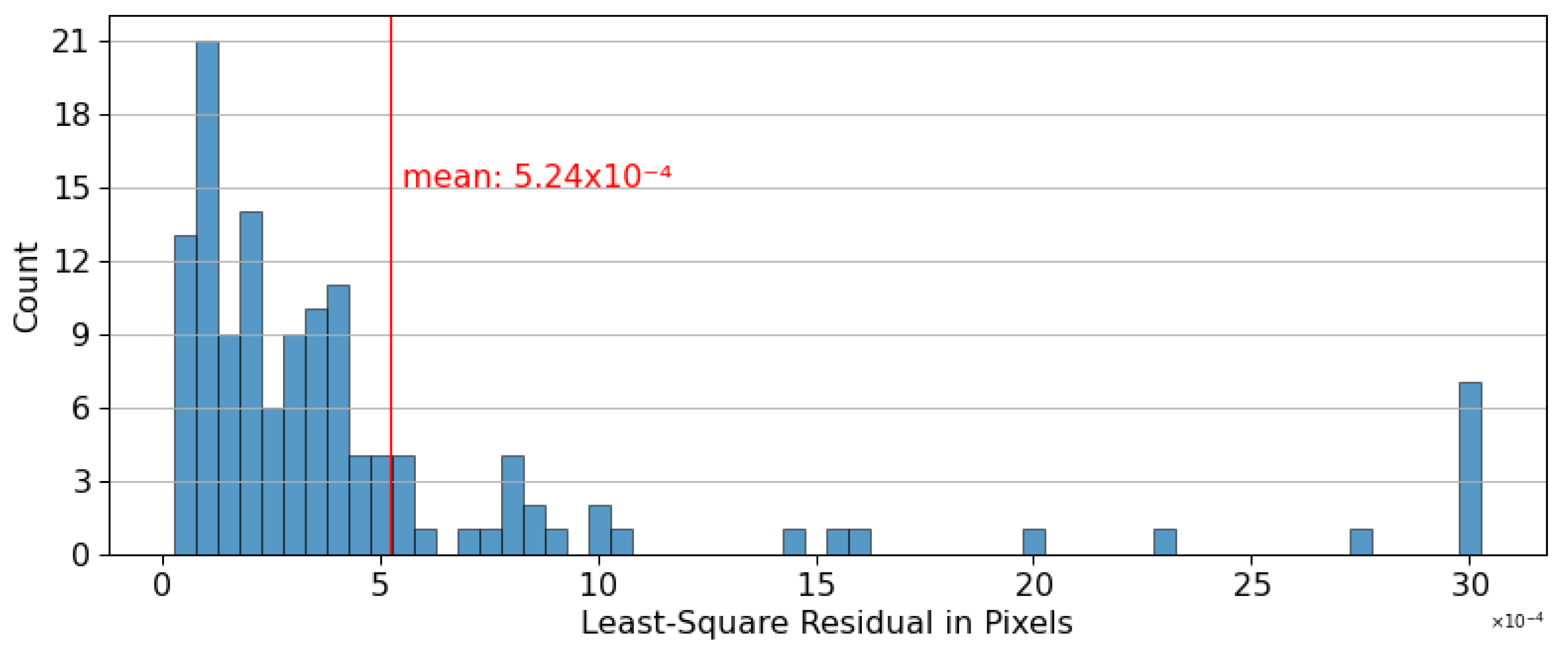
15]. This algorithm is occlusion-insensitive, and can therefore easily derive the straight line from the combined droplet and plate contour. The line was used to extract the contour of the droplet by cropping the contour line with a small pixel margin above it. The droplet contour pixels were transformed into the Cartesian coordinate space. The resulting points were used to fit an ellipse by analytically solving a least-square regression problem. As least square regression is sensitive to outliers, a simple outlier filter was applied beforehand by removing points that exceeded a standard deviation of two sigma.
Finally, the contact angle was calculated by intersecting the horizontal line with the fitted ellipse and calculating the angle between the horizontal line and the tangent of the ellipse in the intersection point.
Figure 3 provides an example of this processing, and a rough overview of the process with the intermediate images is depicted in
Figure 4.
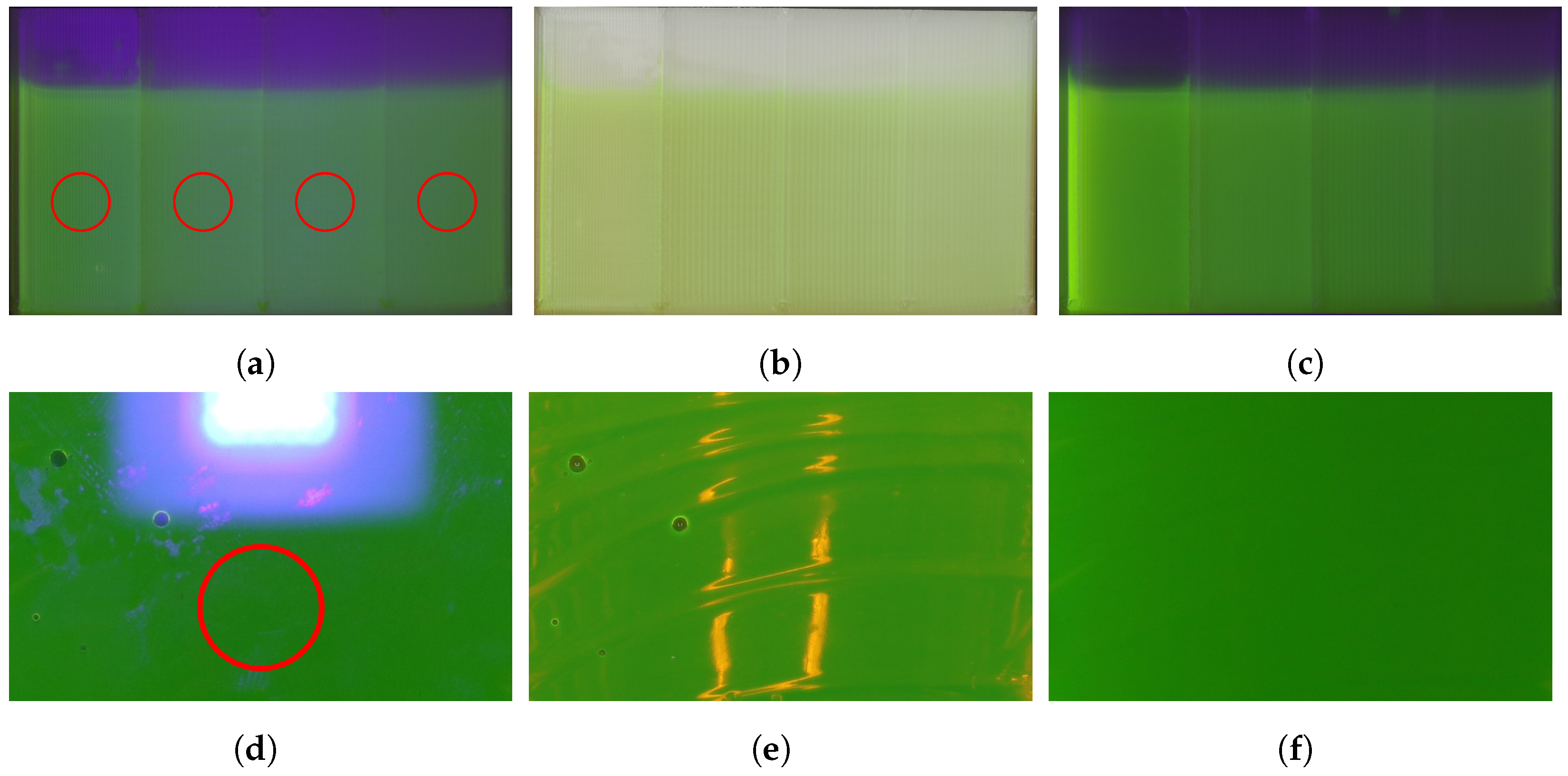
2.2. Optical Measurements
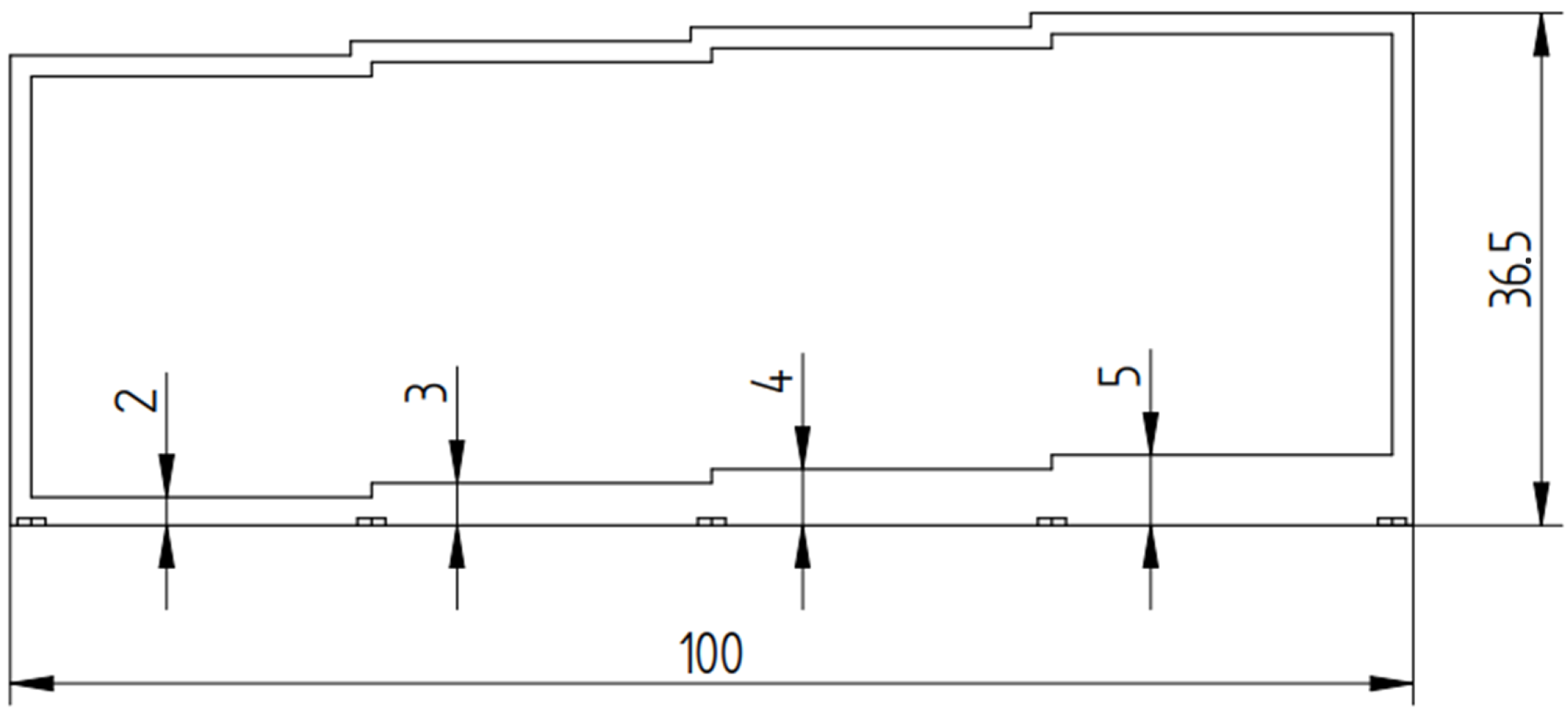
For the optical analysis of the fluid dynamics and the level of the tank in a future sounding rocket experiment, the visibility of the fluid in the propellant tank is an important factor. Therefore, combinations of printable materials, water mixed with fluorescein, and different illuminations were investigated. The goal of the experiment was to determine the most suitable filament type and maximum print thickness for the first prototype propellant tank. Tanks 3D printed from three different types of filaments were filled with fluorescent water for comparison. One tank was printed using translucent PLA, a second tank using PMMA and a third tank using PETG. A fourth tank made of non-3D printed PMMA plates served as a reference value for an ideally transparent tank. The three printed containers had four different chambers with increasing wall thicknesses (2 mm, 3 mm, 4 mm, and 5 mm), as shown in
Figure 5.
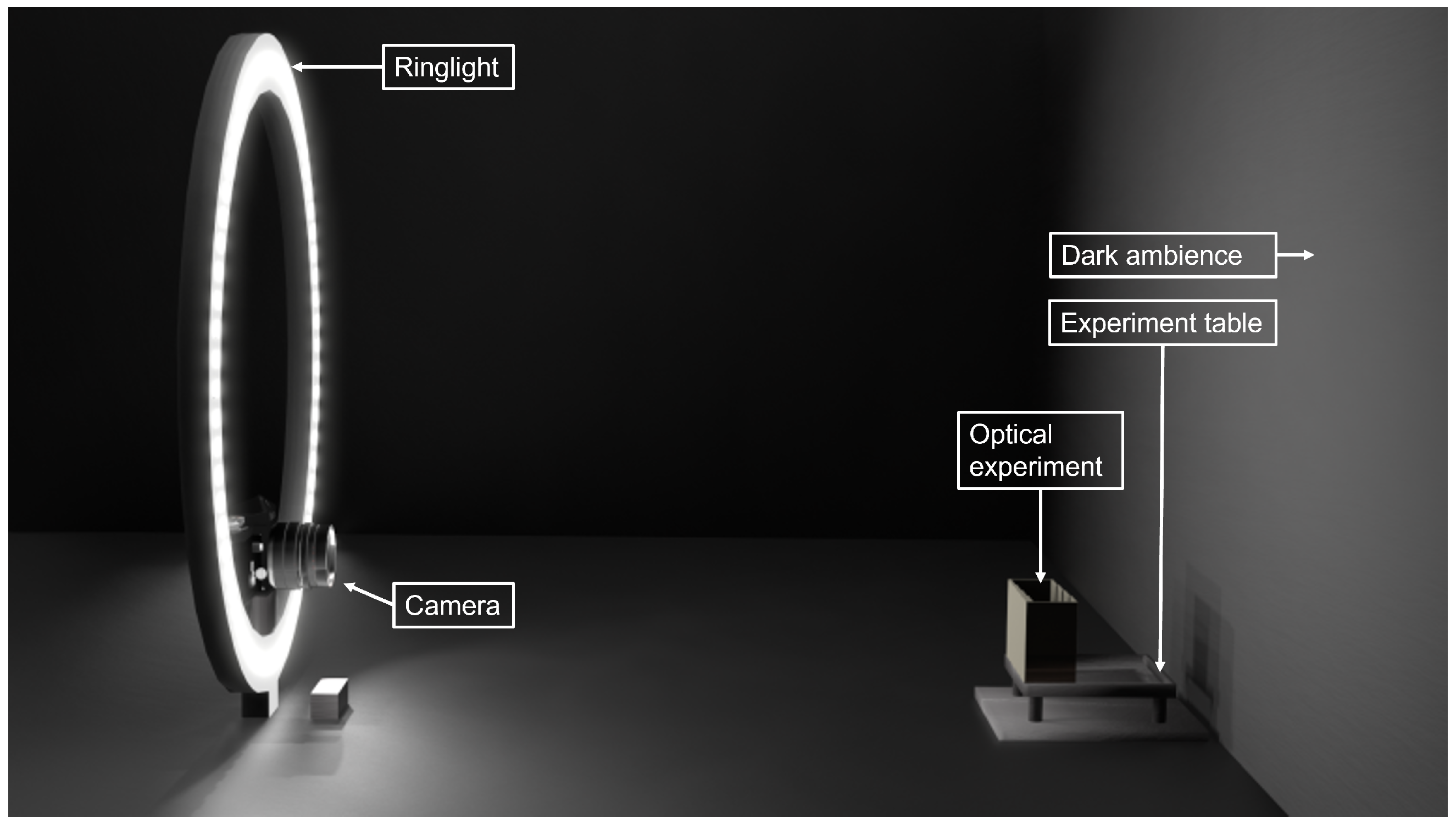
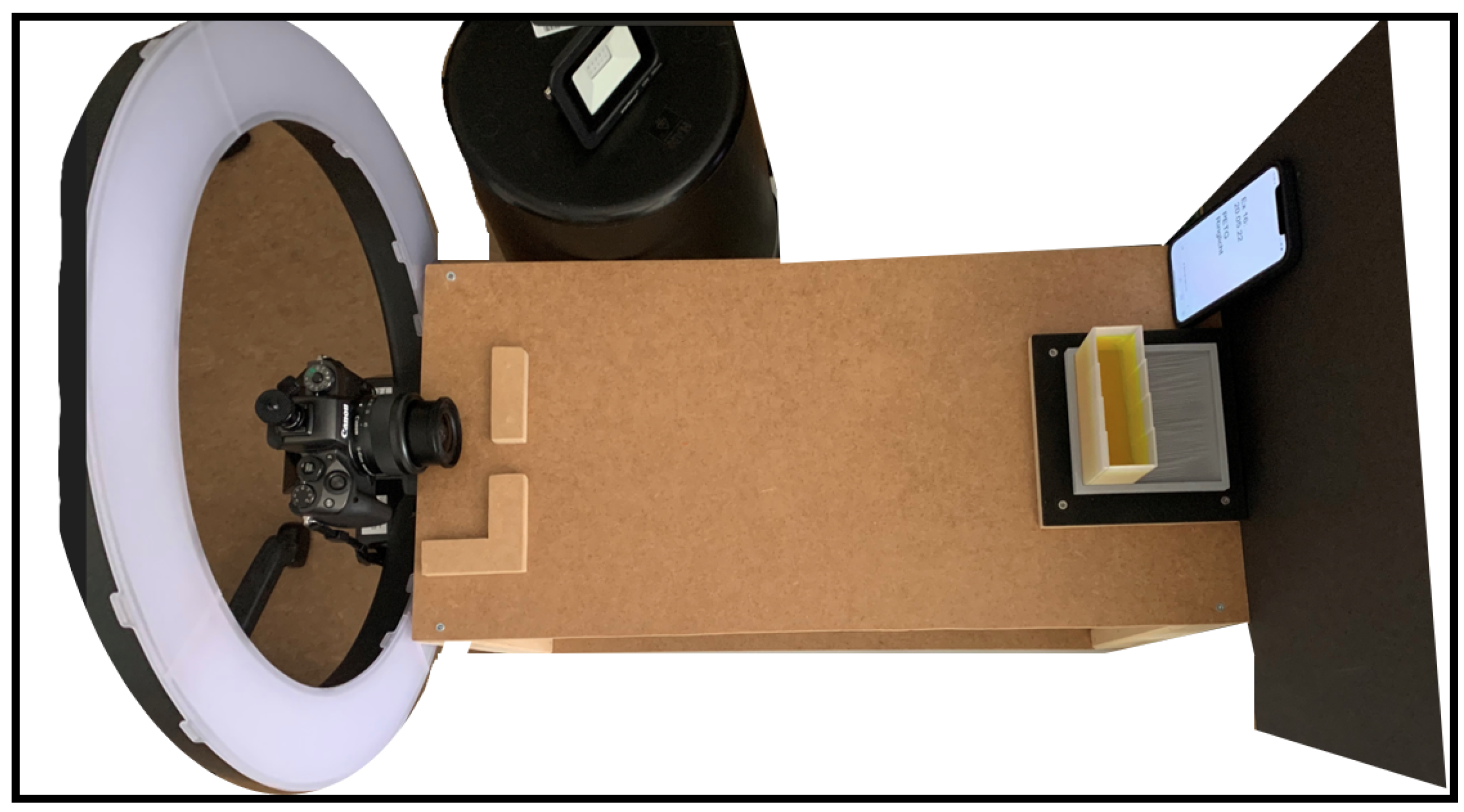
Two illumination setups were considered, one with a white-colored ring light and another using a rectangular UV light source. The UV light maximizes the fluorescent effect of the dye. The full setup is shown in
Figure 6. The tanks were placed in an elevated position in front of a dark background. The camera was positioned inside the ring light, resulting in a distance of 470 mm between the camera lens and the tank. A technical drawing and picture of the real setup are shown in
Appendix A.
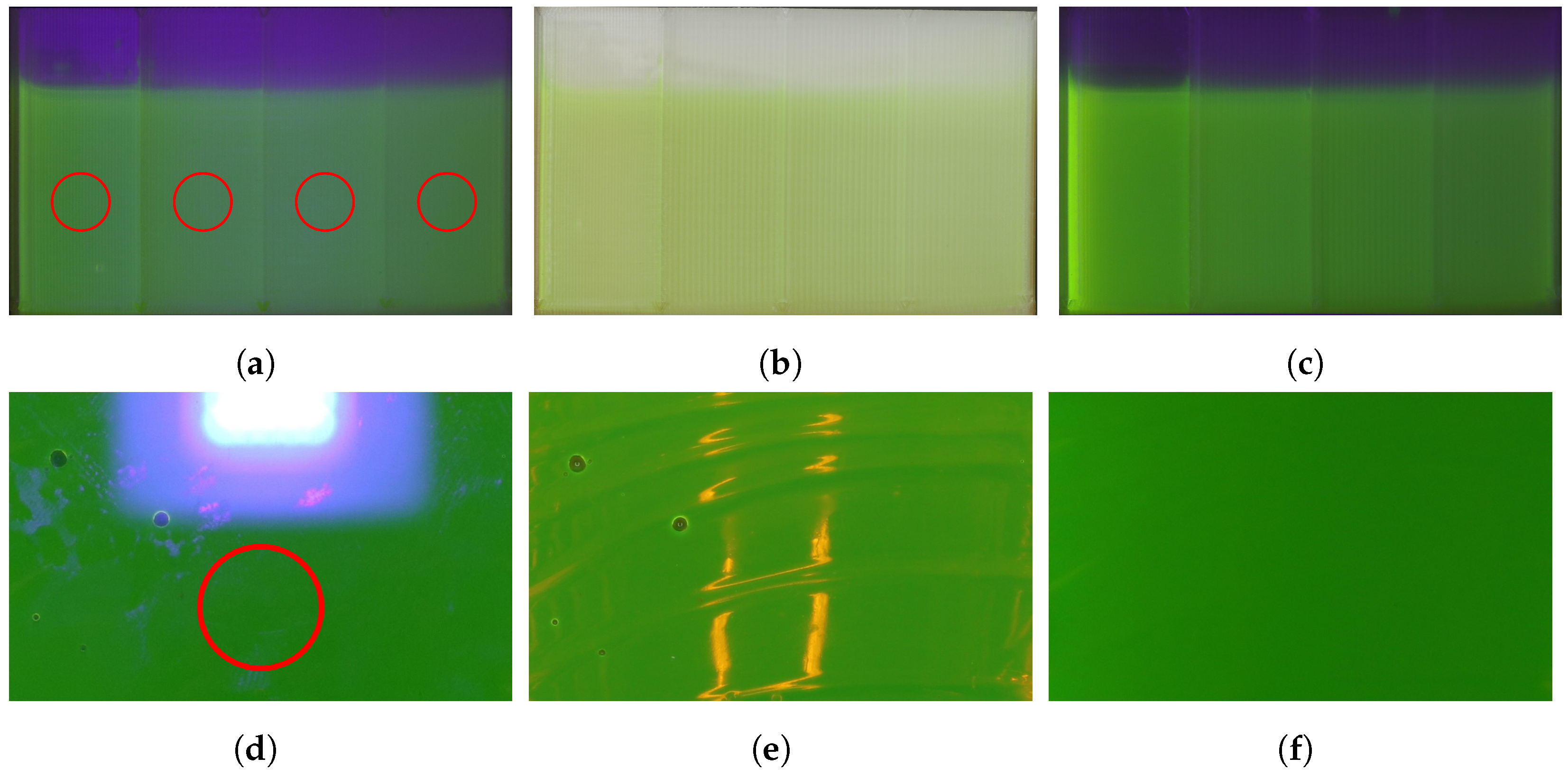
The illumination setup was optimized in order to reduce unwanted reflections on the front wall of the tanks, and the room was darkened to exclude influences from other light sources. Due to unavoidable interfering reflections from the UV light source, setups with the light at an 45° angle from the left and from the right side were used as well. To evaluate effects resulting from partial transparency of different filament materials, the deviation of the Red, Green and Blue (RGB) values from the ideally transparent reference container was analysed. The RGB color codes for a sample in each tank area were measured. The average color value of the measurement area filled with fluid was compared with a reference representing the fluid visibility under ideal transparency conditions. The process was repeated for each tank chamber with varying thickness and the reference container. Additionally, the overall visibility of the fill level and whether capillary effects could be observed in the corners of the tanks were assessed qualitatively.
5. Conclusions
This article has shown that a PLA-printed PMD with potentially non-printed PMMA tank walls is the choice for further experiments needed in designing a conformal tank with a static PMD. Effects of the non-printed PMMA tank walls on PMD functionality still need to be investigated. Furthermore, there is an indication that the influence of Fluorescein as a dye in the necessary concentration has only a small to negligible effect on the contact angle. In contrast, higher concentrations do lead to significant effects, although they do not contribute to visibility and are therefore not needed. In addition, different combinations of illumination and wall thickness were tested. Improved visibility under UV light was found with thin walls of about two millimeters. Under these conditions, optical measurement of the tank level is possible, and capillary effects in the corners can be seen.
This work enables the design of an efficient experimental setup for testing of a new 3D printed conformal tank design with an integrated PMD. Building on the current research, the next step in this research is to design and evaluate possible designs of conformal tanks for their behavior under rocket launch loads.


 ,
, 

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}