1. Introduction
Small, calibrated orifices, with diameters of the order of 1 mm or less, are widely used in fluid power applications for control and damping purposes. In hydraulic piloted pressure control valves, they are used to uncouple the pressures on the two sides of the main poppet or spool, allowing for valve regulation. Moreover, they are used for generating a pressure drop in transient conditions with the aim of generating a damping force on the movable elements of the valve. Small orifices are also employed in hydraulic displacement controls of positive displacement pumps. The volumetric flow rate
Q vs. pressure drop (
p1 −
p2) through a restrictor with cross section
A is calculated by Equation (1), which is undoubtedly the most used and cited formula in the fluid power field:
where
ρ is the fluid density and
Cd the discharge coefficient. The discharge coefficient, when the flow is not fully turbulent, is a function of the Reynolds number and of the specific geometry of the restrictor. Several papers can be found in the open literature concerning the determination of the discharge coefficient in circular section orifices, although most studies consider water as working fluid. For ideal sharp edge restrictors with negligible length and a diameter much smaller than the diameter of the pipe, the value of the discharge coefficient in a turbulent regime is 0.611 [
1]. However, such a value is highly influenced by small geometrical modifications.
Studies on the discharge coefficient for orifices under non-cavitating conditions have examined the influence of various geometric and fluid parameters. Key geometric factors include orifice shape, the number of holes in the orifice plate, the length-to-diameter ratio, the orifice-to-pipe ratio, the type of orifice edge, and the orifice angle. Additionally, fluid parameters such as fluid type, viscosity, and temperature are important considerations when determining the discharge coefficient. Together, these factors significantly affect flow characteristics across orifices [
2,
3,
4]. In [
5], the discharge coefficient is experimentally measured for orifices with diameters ranging from 12 to 20 mm and thickness of 2.5 mm for Reynolds numbers up to 400. The reference [
6] describes a simulation and experimental activity aimed at determining the discharge coefficient in sharp-edge hydraulic orifices with a length-to-diameter (
L/
D) ratio of 0.3 crossed by two-phase flow (mineral oil and air) up to a Reynolds number of about 600. In [
7], a correlation for the discharge coefficient of square-edged concentric orifices in the laminar flow regime is presented, investigating the effects of varying the orifice-to-pipe diameter ratio (ranging from 0.2 to 0.8) and the orifice thickness ratio (spanning from 1/16 to 1) for Reynolds numbers up to 250. Reference [
8] presents an experimental investigation of the discharge coefficient for high-viscosity fluids. Specifically, the
L/
D and the orifice-to-pipe diameter ratio are varied to study the influence of geometry on the discharge coefficient. The study shows that an increase in
L/
D leads to a higher
Cd, but beyond a certain point, excessive
L/
D causes additional frictional pressure loss, which ultimately reduces the discharge coefficient. In [
9], the discharge through micro-orifices with single-phase water flow was experimentally investigated. A multi-micro-orifice piece, consisting of six orifices with a diameter of 200 μm and a length-to-diameter ratio ranging from 4.25 to 27.0, was tested. The Reynolds number was varied between 5 and 4500, transitioning from creeping flow to laminar to turbulent transitional flow. The study demonstrated that
L/
D is a key factor in controlling the pressure drop under creeping flow conditions, while its influence diminishes at higher Reynolds numbers as the experimental profiles for different
L/
D values tend to converge. In [
10], the impact of orifice angle on the internal flow and discharge characteristics of oil jet nozzles was investigated. The analysis covered orifice angles from 0-degree to 90-degree, with injection pressure differences ranging from 0.1 MPa to 0.5 MPa. The findings revealed that the mass flow rate and discharge coefficient initially decreased and then increased as the orifice angle increased, with a minimum value observed at an orifice angle of 30-degree. In [
11], the flow of non-Newtonian fluids through sharp orifices is modeled. Experimental data from fluids with three different viscosities are used to develop a dimensionless relationship among the Euler number, Reynolds number, diameter ratio, and Weissenberg number. The resulting model is applicable for Reynolds numbers ranging from 4 × 10
−5 to 2000 and diameter ratios between 0.04 and 0.16. Another paper [
12] presents a study on the fluid mechanics of hydraulic orifices under high (up to 80 °C) and low (down to −10 °C) temperature conditions. A compact experimental module is used to examine the flow characteristics of a sharp-edge hydraulic orifice with
L/
D = 0.36, using anti-wear hydraulic oil HM46. The study shows that when the temperature drops below room temperature, the discharge coefficient decreases linearly.
The discharge coefficient is also significantly reduced in conditions of cavitation. More specifically, the flow rate through the orifice saturates (choked flow) when the pressure drop across it has reached a critical value. To define the condition of inception cavitation, different cavitation indexes have been defined, involving the inlet and outlet pressures, the vapor pressure and the mean fluid velocity in the orifice. Several studies have been conducted to define the steady-state characteristics of orifices with different geometries. In [
13], both acoustic and hydrodynamic cavitation are discussed, along with various models of nozzle discharge coefficients. The physical cause of choked flows is presented, as well as advancements in the characterization of different cavitation regimes in nozzles.
Most of the simulation models have been developed with high-end environments; however, CAD-embedded software, such as Simcenter FloEFD
®, are able to simulate the saturation of the flow rate in a fixed orifice [
14]. Furthermore, other simulation tools have been employed in cavitation evaluation. Another paper [
15] presents a study, based only on 2D CFD simulations with ANSYS Fluent
®, where the effect of
L/
D and the inlet fillet radius on cavitation in circular orifices is studied. The most advanced cavitation model (Singhal et al.) was used for simulations. They found that even a small fillet radius at the orifice inlet has a significant effect on the discharge coefficient. In [
16], the cavitating flow in a rectangular micro-orifice was studied through CFD simulations with the Zwart–Gerber–Belamri (ZGB) cavitation model. The length-to-width ratio was analyzed. An experimental activity was carried out in [
17] on circular micro-orifices with diameters of 150 μm and 300 μm and thickness ranging from 1.04 to 1.93 mm using water as the working fluid in conditions of choked flow. The validation of a CFD model in ANSYS Fluent in a single geometry configuration of a circular orifice is reported in [
18]. Another experimental and simulation activity was carried out in [
19] regarding the influence of the diameter of circular hole diaphragms in a pipe with a contraction ratio ranging from 0.3 to 0.6. In [
20], the cavitation phenomenon in the combustion process of diesel engines is studied. An optimal set of numerical models is identified in ANSYS Fluent, with the
k-ω SST (Shear Stress Transport) turbulence model, the ZGB cavitation model, and the VOF (Volume of Fluid) multiphase model providing the best match to experimental results from previous work [
21].
As shown, the concept of flow rate saturation due to cavitation is well-established in certain branches of hydraulics, such as water distribution networks, but is often overlooked in the design of conventional mineral-oil-based systems used in both industrial and mobile fluid power applications. In reference [
22], among other things, the authors measured the flow rate in orifices with diameters ranging from 1 to 5 mm with
L/
D ranging from 1 to 3, with and without a 45-degree chamfer under cavitating and non-cavitating flow conditions. In [
23], the influence of the type of oil on the cavitation in orifices was studied, and no significant differences in cavitation properties were found. In reference [
24], some of the authors of this paper implemented in ANSYS CFX
® a model for gaseous and vapor cavitation. The model was validated on a restriction located in the suction pipe of a pump used in fluid power applications. In [
25], a model for predicting gaseous cavitation in hydraulic orifices is presented. Measured mass flow rates from an experimental setup using ISO VG 46 mineral oil are used to calibrate a CFD model developed in ANSYS Fluent. The fluid field simulated by this model is then used to calculate the parameters required for a lumped parameter cavitation model.
Several studies have addressed the challenges in modeling the discharge coefficient for orifices and hydraulic valves under various flow conditions. In [
26], a methodology for the parametric modeling of flow rate in different types of hydraulic valves is developed. After identifying the critical restrictions of the valve, the necessary parameters for the parametric function used to model the discharge coefficient are derived by using numerical CFD simulations. In reference [
27], a closed-form model for the discharge coefficient as a function of Reynolds number, along with the laminar and turbulent discharge coefficients, is presented. Additionally, a method is introduced to eliminate the need for time-consuming iterative solutions during dynamic simulations.
However, although numerous studies have been conducted on this topic, there is a lack of precise data regarding commercial screw-in orifices for hydraulic fluid power applications, particularly in terms of the discharge coefficient and the maximum flow rate at a given upstream pressure. Specifically, the quantification of the effects of the 60-degree chamfers on the leading and trailing edges, as well as the hex socket recess, has not yet been addressed in the literature. Moreover, the fact that the orifice exhibits asymmetric behavior is often overlooked. Finally, an analytical model for flow rate calculation that incorporates flow saturation independently of operating conditions and L/D has not yet been developed for this specific type of component.
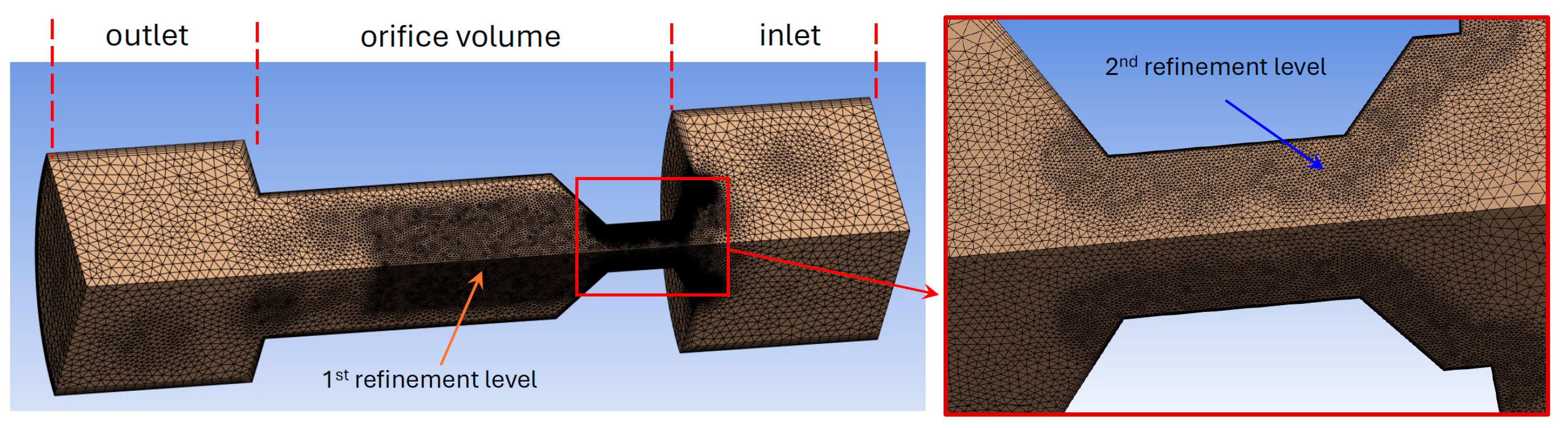
This study aims to fill these gaps by employing a CFD model developed in ANSYS Fluent and experimentally validated on various geometries. The structure of the paper is as follows:
Section 2 describes the test bench, while
Section 3 presents the characteristics of the model and its validation.
Section 4 applies the model to study the influence of certain geometric parameters. Finally, in
Section 5, an analytical model is proposed based on the CFD results.
2. Experimental Tests
The experimental tests were conducted at the Fluid Power Research Laboratory of the Politecnico di Torino. The hydraulic scheme of the test rig is shown in
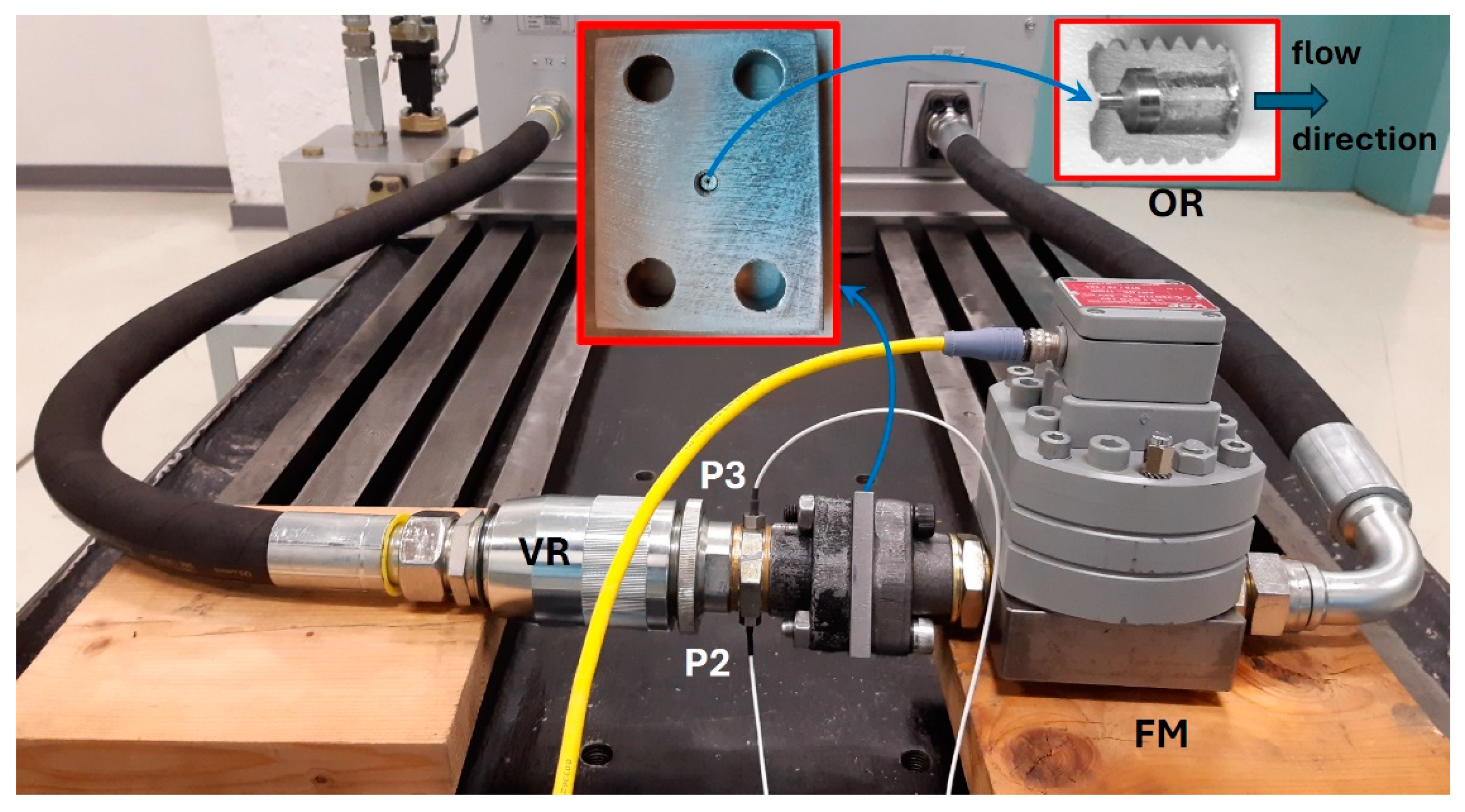
Figure 1. The flow rate was generated by the main hydraulic power unit of the laboratory, where an axial piston pump equipped with an absolute pressure limiter with setting p* controlled remotely allows the test rig to be fed at constant pressure. A photo of the test rig with a zoomed view of the mounting of one of the orifices under study is reported in
Figure 2. The inlet pressure is measured by a pressure transducer (P1) Keller PAA-21Y with range 0 ÷ 400 bar and overall accuracy (including linearity, hysteresis, repeatability, and temperature coefficients) ±1% FS. The flow rate was measured by a gear flow meter (FM), VSE 1 GPO12V, with an accuracy of 0.3% of the measured value and a range of 0.05 ÷ 80 L/min. Under the operating conditions of flow rate and viscosity considered in this study, the pressure drop introduced by the meter in the worst case is approximately 0.1 bar, which is absolutely negligible.
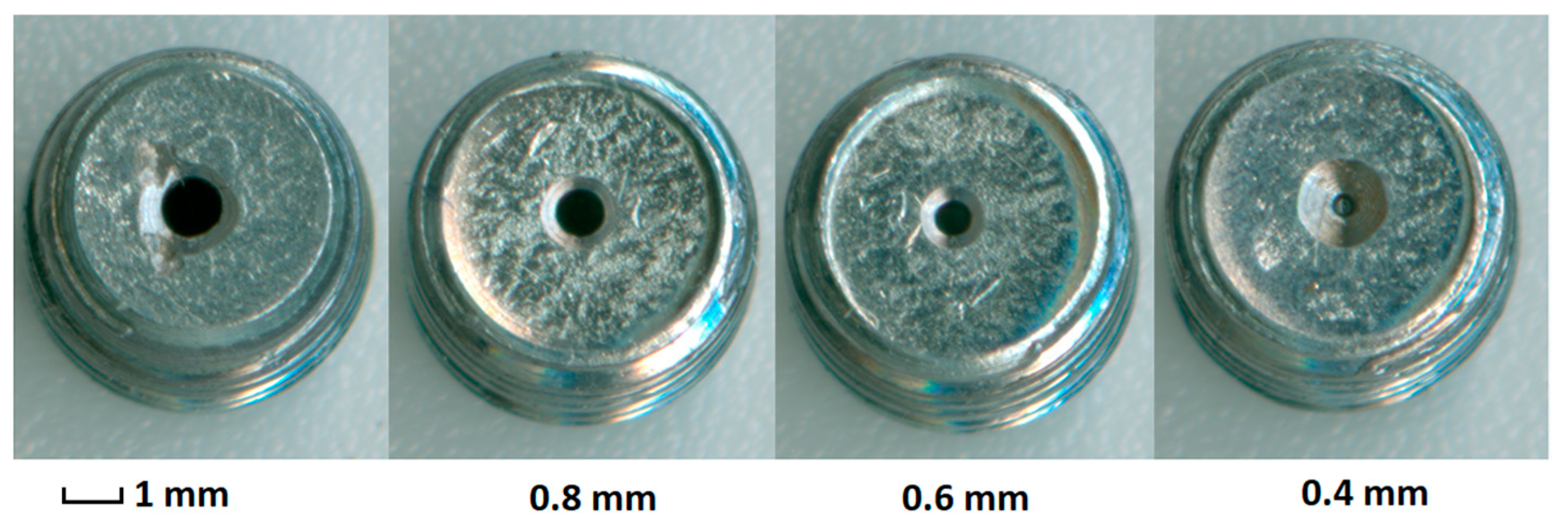
Commercially calibrated orifices (ORs), with diameters of 0.4, 0.6, 0.8, and 1 mm shown in
Figure 3, were screwed on a steel plate clamped between two flanges provided with O-rings. The orifices used have a metric M6 thread with a 3 mm hex socket. The seal between the orifice and the plate was also ensured by a PTFE thread seal tape. For maximum reliability, the outlet pressure measurement was performed redundantly as the average of the readings from two miniature transducers screwed onto the hydraulic fitting (P2 and P3): GS XPM5 with a range of 0 ÷ 200 bar and linearity ±0.25% FS, and Entran EPX with a range of 0 ÷ 350 bar. The load at the outlet of the orifice was generated by a manual restrictor (VR). The oil was maintained at 40 ± 1 °C by the fluid conditioning group of the hydraulic power unit, which consisted of a water–oil heat exchanger and a proportional valve for modulating the water flow rate. The entire hydraulic line of the test rig consisted of 1″ pipes, so that the only pressure drops were due to the local restrictions OR and VR, with the maximum flow rate being always lower than 10 L/min. The distance of the variable restrictor from the orifice OR is about 100 mm, while the transducers are located at 50 mm, therefore at a distance 50 times greater than the diameter of the largest tested orifice, in a region where the pressure field has definitely become homogeneous.
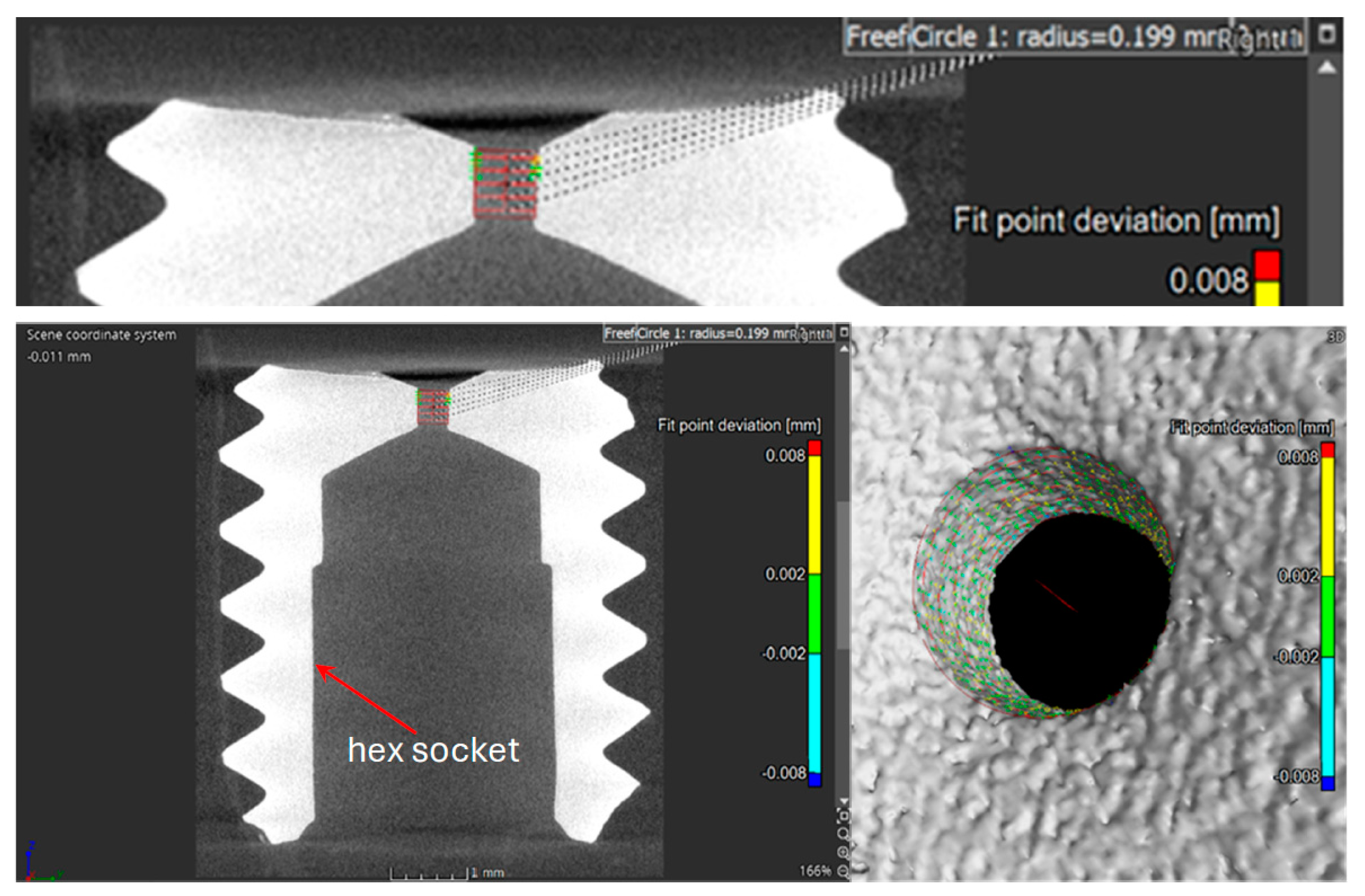
The visual analysis of the orifices highlighted some geometric differences between the various sizes. For example, the chamfer on the orifice with a diameter of 0.4 mm is larger compared to the others. To ensure accurate simulation of the correct geometry, the most critical parameter, i.e., the hole diameter, was measured using X-ray tomography.
Figure 4 shows the scan of the 0.4 mm restrictor. The diameter of the larger sizes (1 mm and 0.8 mm) was measured to be a couple of hundredths of a millimeter smaller than the nominal value, and the corrected value was used in the simulations. All the orifices have a length-to-diameter (
L/
D) ratio of 1. The simulations showed that the most important parameter is the diameter, while small errors in length have no significant impact on the results. However, it should be noted that other irregularities, such as chamfer misalignment or minor damage observed on the 1 mm orifice, were not included in the geometry used for the model.
The fluid used for the tests was a Mobil DTE 25 ISO VG46 mineral oil. The dynamic viscosity was measured by a Brookfield AMETEK Viscosimeter Model LVDV1, while the density was measured with a Mohr–Westphal balance. Fluid properties are listed in
Table 1.
5. Lumped Parameter Model
Most studies of hydraulic systems are conducted using lumped parameter simulation software, where hydraulic resistances are modeled using Equation (1). However, it has been observed that this equation is valid only under non-cavitation conditions, that is, if the following condition is met:
where
CI5c is the critical value, which also corresponds to the minimum value of the cavitation coefficient
CI5. But the average velocity is:
Therefore, the validity condition of Equation (1) is:
where, in the case of the restrictors used analyzed in this study, an average value of
CI5c can be considered equal to 1.88. The discharge coefficient to be used is the maximum value, namely at the Reynolds number at which cavitation begins. Unfortunately, this value varies greatly with the geometry of the orifice, and therefore the pressure ratio at which cavitation occurs is also variable. Thus, the maximum pressure drop for which the orifice operates under non-cavitating conditions is:
and therefore, by substituting it into Equation (1), the maximum flow rate is:
Therefore, the proposed formula for circular orifices, which also takes cavitation into account, is as follows:
In
Figure 20, the comparison is shown between the flow rate under choked flow conditions measured for all four orifices and calculated using Equation (9). This limiting flow rate is valid for both direct and reverse flow and does not depend on the
L/
D ratio, at least within the analyzed range from 1 to 8.
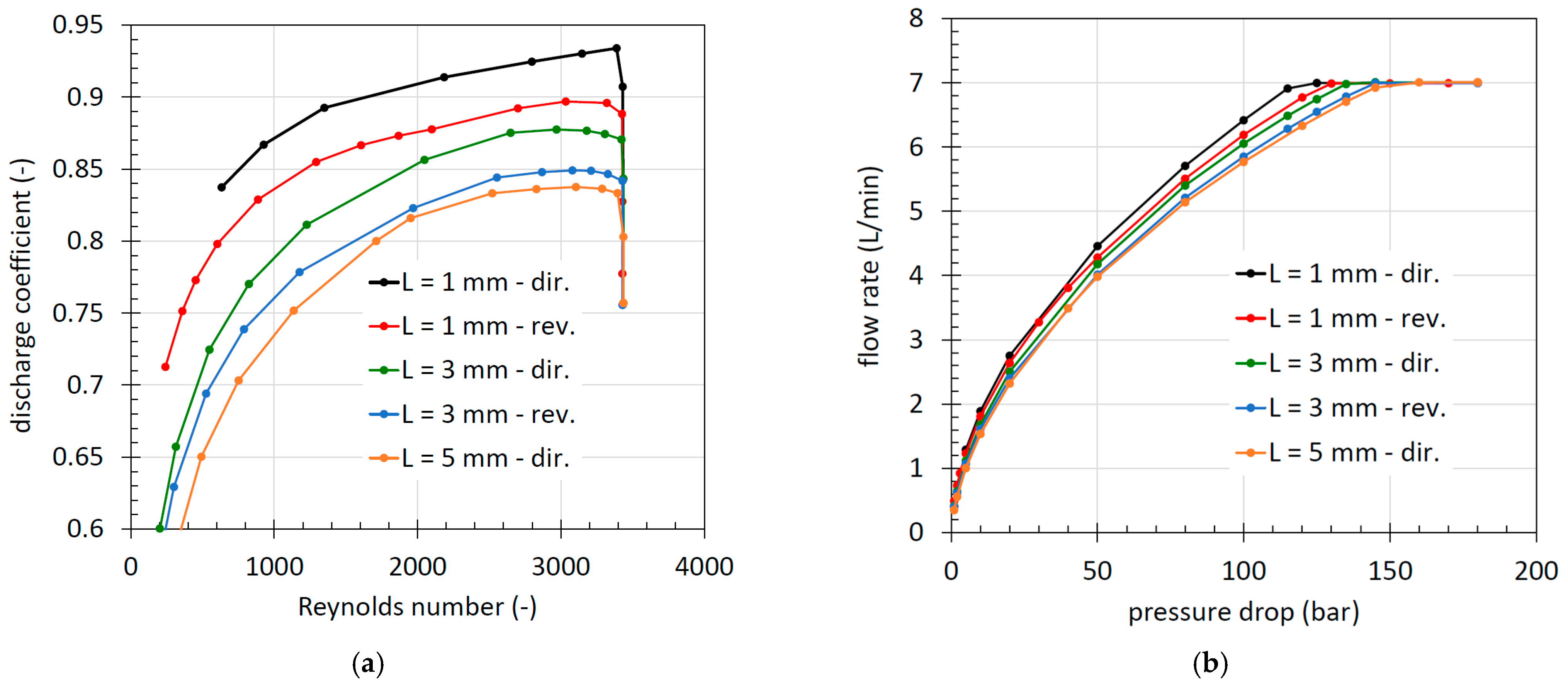
Instead, with reference to the non-cavitating conditions, an approximate analytical expression is provided for calculating
Cd to be used in Equation (9) in the specific case of the analyzed geometry (
L/
D = 1) and for direct flow. The discharge coefficient can be extrapolated from
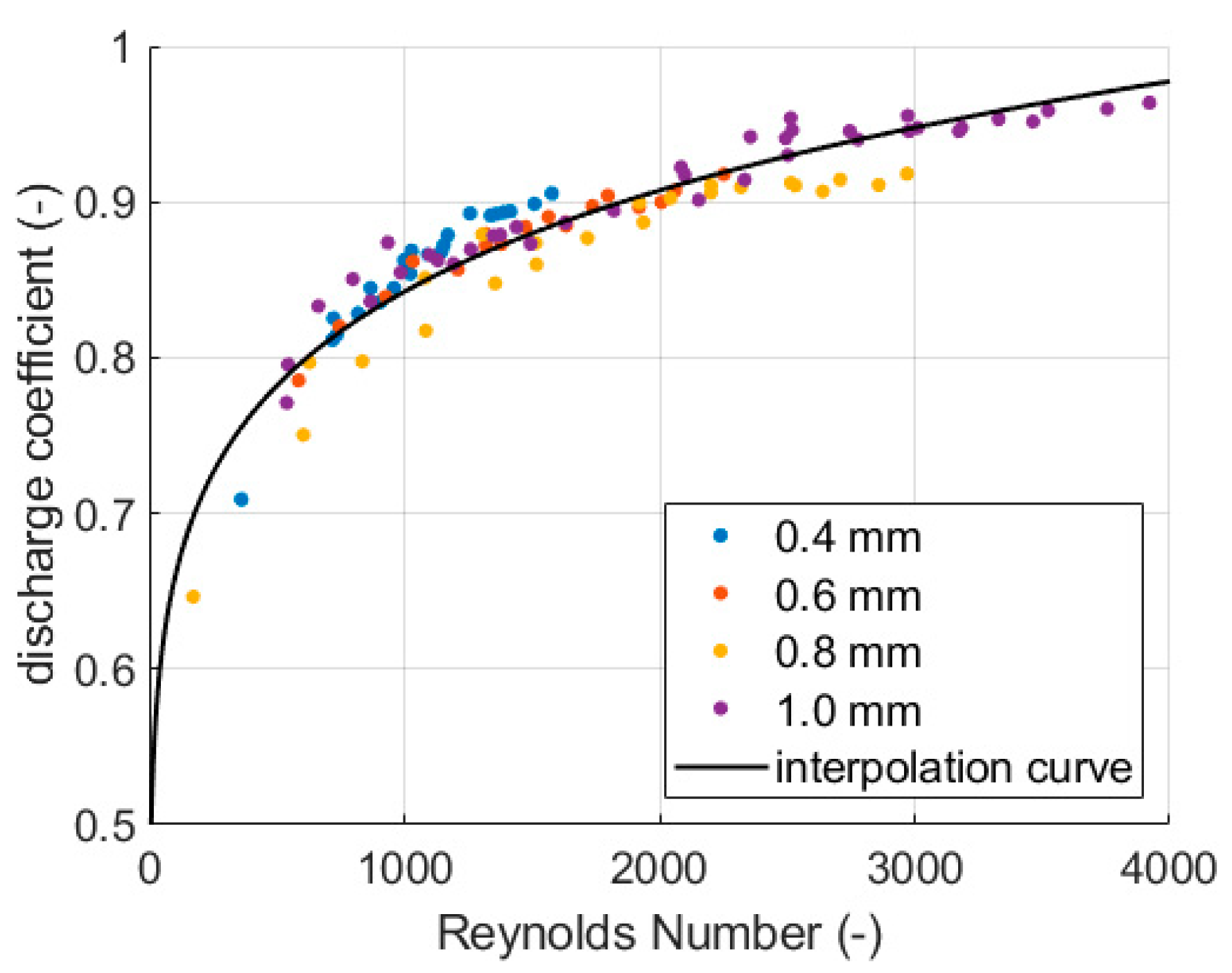
Figure 13b, or for the direct flow, it can be approximated as:
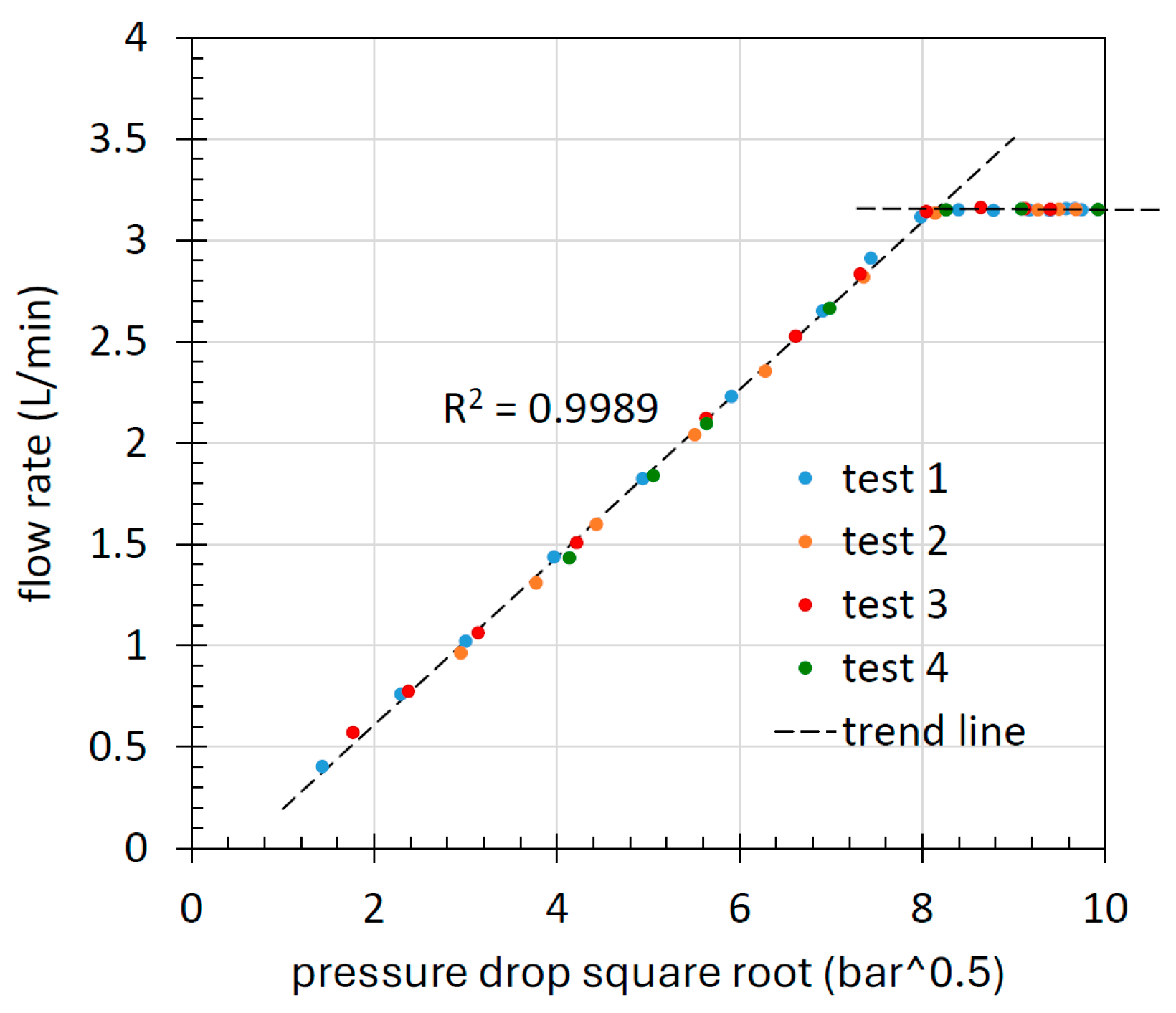
The fitted power law, along with the experimental data points for each orifice diameter, is shown in
Figure 21. While achieving a perfect match for every diameter and geometry is not feasible, the proposed analytical model accurately captures the experimental data across all cases with reasonable precision. Statistical analysis of the model indicates a correlation coefficient (R
2) of 0.89, a root mean square error (RMSE) of 0.017, and a coefficient of variation (CV) of 78.5%, further validating its robustness.
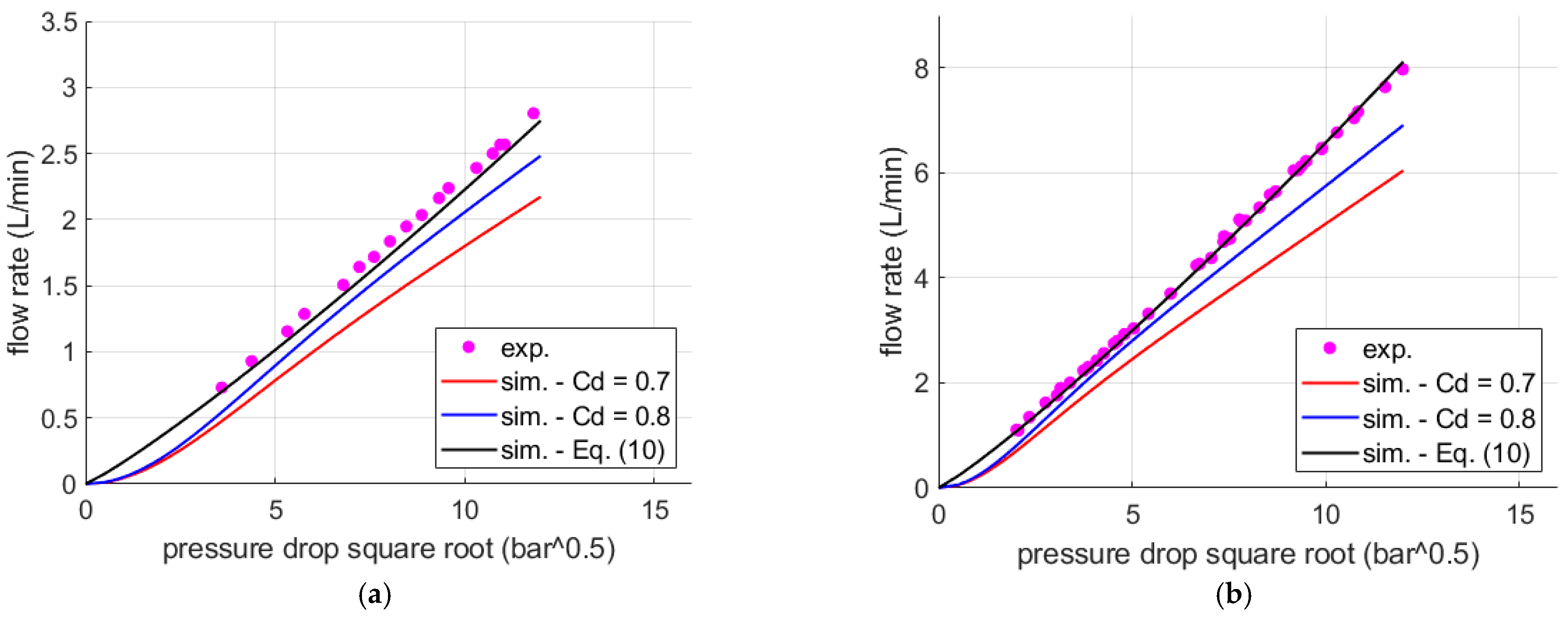
To demonstrate the accuracy achievable in calculating the flow rate using Equation (10) and the practical implementation in a commercial software package, simulations were conducted in Simcenter Amesim
® Rev 2304. The specific restrictor submodel available in the software, which requires as an input a lookup table that expresses the discharge coefficient as a function of the Reynolds number, was used. This submodel automatically handles the numerical issues of the integrator that would arise when the pressure differential approaches zero [
31].
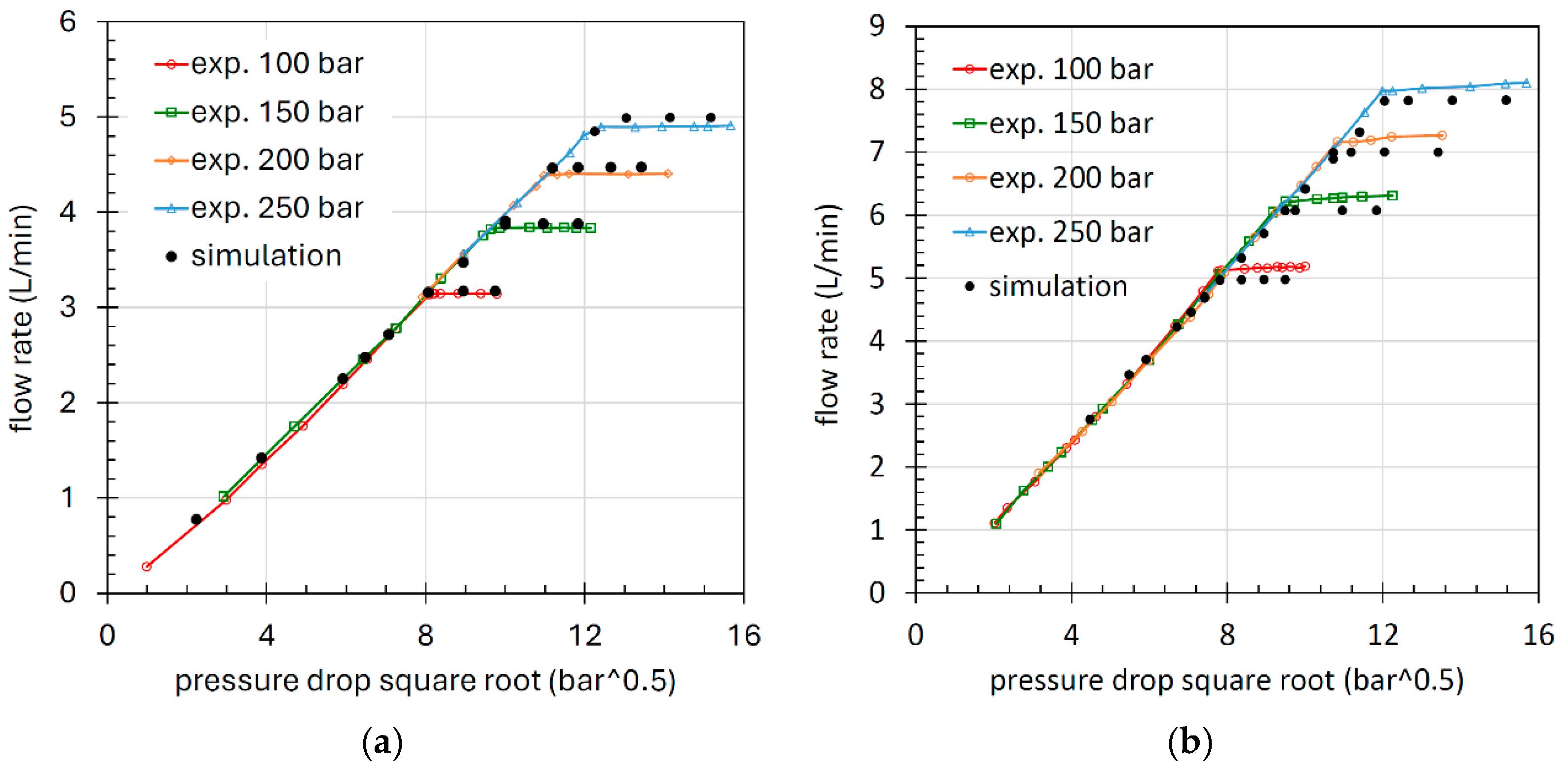
Figure 22 reports the flow-pressure drop characteristics for two orifice diameters (0.6 mm and 1 mm), showing both experimental results and simulated data using the lumped parameter model.
The default maximum discharge coefficient value of 0.7, typically used for a fixed orifice in Simcenter Amesim, and an increased value of
Cd = 0.8, suggested by the literature [
2], are considered for the comparison. In both cases, all other parameters were left at their default values. The simulation results are compared to those obtained using Equation (10).
It can be observed that using the discharge coefficient obtained from the interpolation of experimental data allows for a flow rate that closely matches the measurements. In contrast, the other simulations significantly underpredict the volumetric flow rate, with the discrepancy being more pronounced at lower Cd values. This makes the proposed analytical formulation a valuable tool for modeling orifices with geometries similar to the one studied. It is important to note that factors such as the orifice plate geometry (e.g., sharp edge, chamfered edge), the length-to-diameter ratio, and the direction of flow can significantly influence the discharge coefficient, which in turn affects the derived volumetric flow rate.
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}