3.1. Acoustic Technique
The GAC sound is produced by the explosion of the bubbles on the water surface appearing randomly and chaotically, causing a great increase in pressure pulsation and a turbulent sound in a wide frequency range [
21]. The higher the number of exploding bubbles at the water surface, the higher the amplitude and intensity of the recorded acoustic signal.
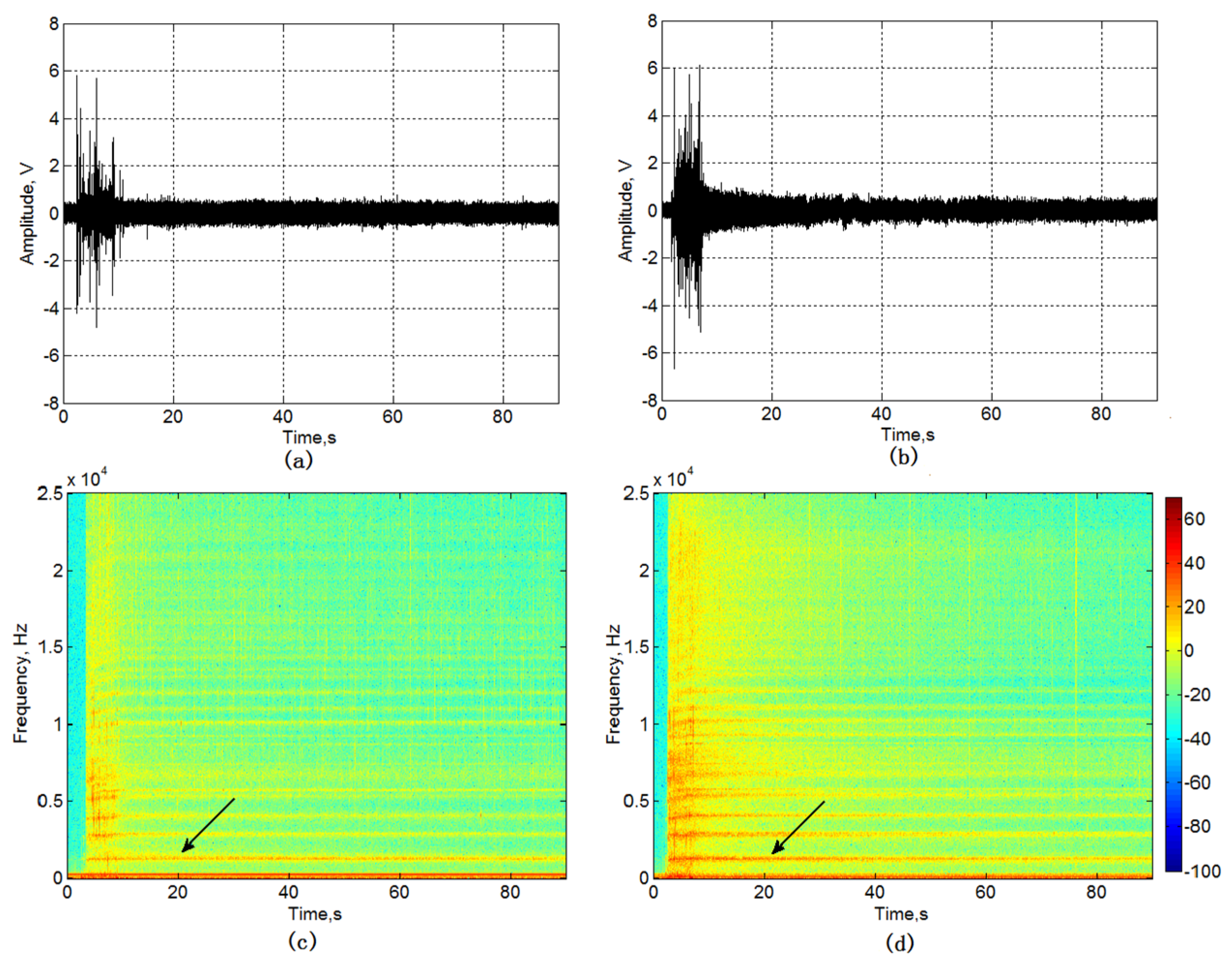
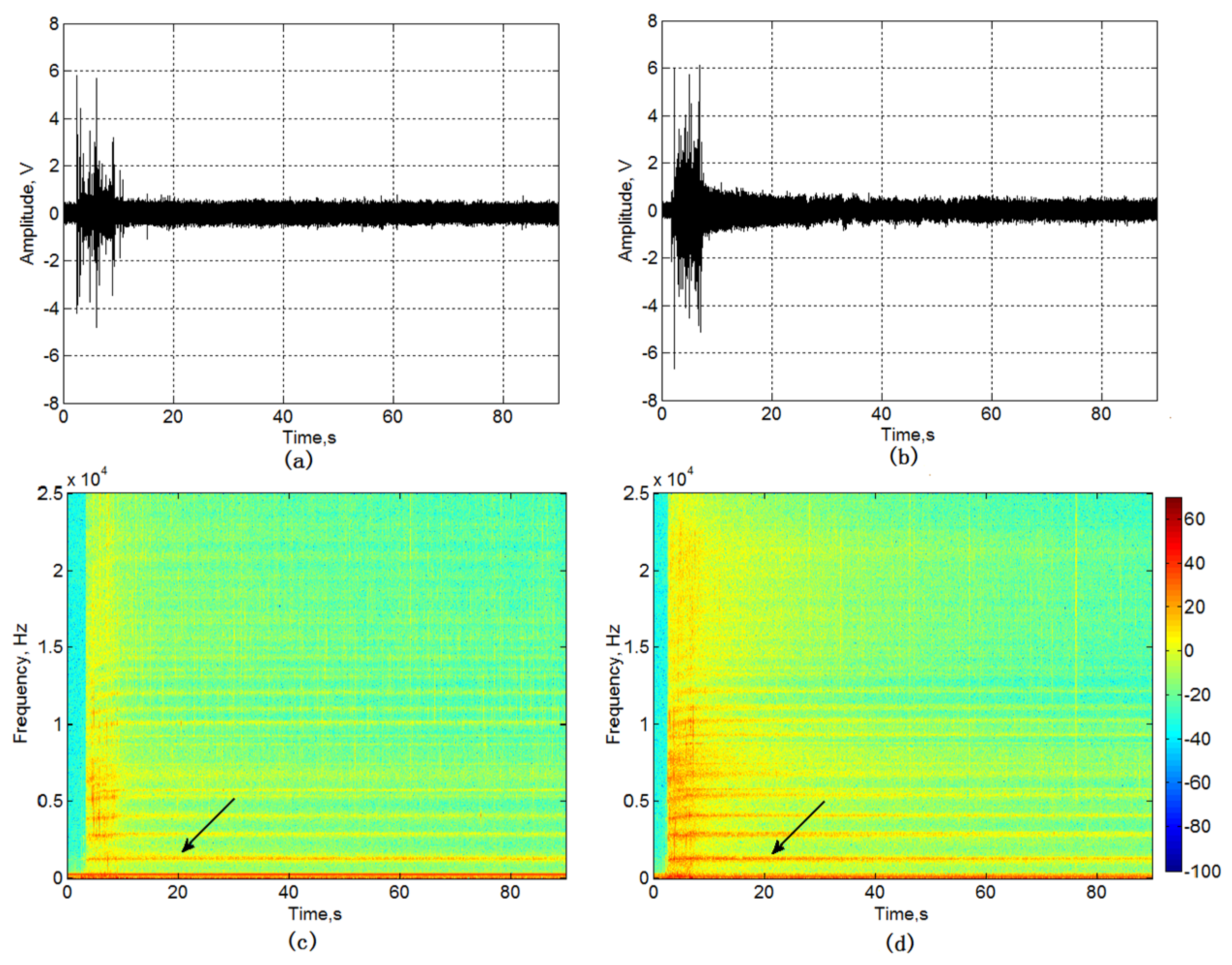
Figure 4a,b shows the relative amplitude power of the signal (RMS) of the acoustic signal of GAC-Top (a) and GAC-Bottom (b). Comparing both figures, it is possible to see evident differences between the samples located at extreme points in the rum filter. The signal power produced by GAC-Bottom is more intense than GAC-Top.
Figure 4c,d presents the spectrograms of the signals of GAC-Top (a) and GAC-Bottom (b).
The wide range of observed frequency components was discussed in [
7]. In general, the propagation of sound waves in a bubble liquid is a complex process, which involves the dynamics of the individual bubbles and their interactions. Each bubble acts as a resonator in which the gas acts as the spring and the moving mass is the liquid adjacent to the bubbles [
19,
24]. Therefore, resonant components during the bubbling process appear as intrinsically produced by the process itself. This feature is independent of the acoustic characteristic of the used set-up [
7].
A typical frequency component around 1–1.5 kHz and its harmonics can be observed in both samples, but with different intensities (arrows in
Figure 4c,d). The GAC-Bottom sound presents more intensity than GAC-Top, giving evidence of different exhaustion degrees of the GAC in the rum filter.
At the beginning of the sound recording process, the spectrograms show no external interferences (noise), which is in correspondence with the noise characterization recording at the empty enclosure box explained in
Section 2.5.2.
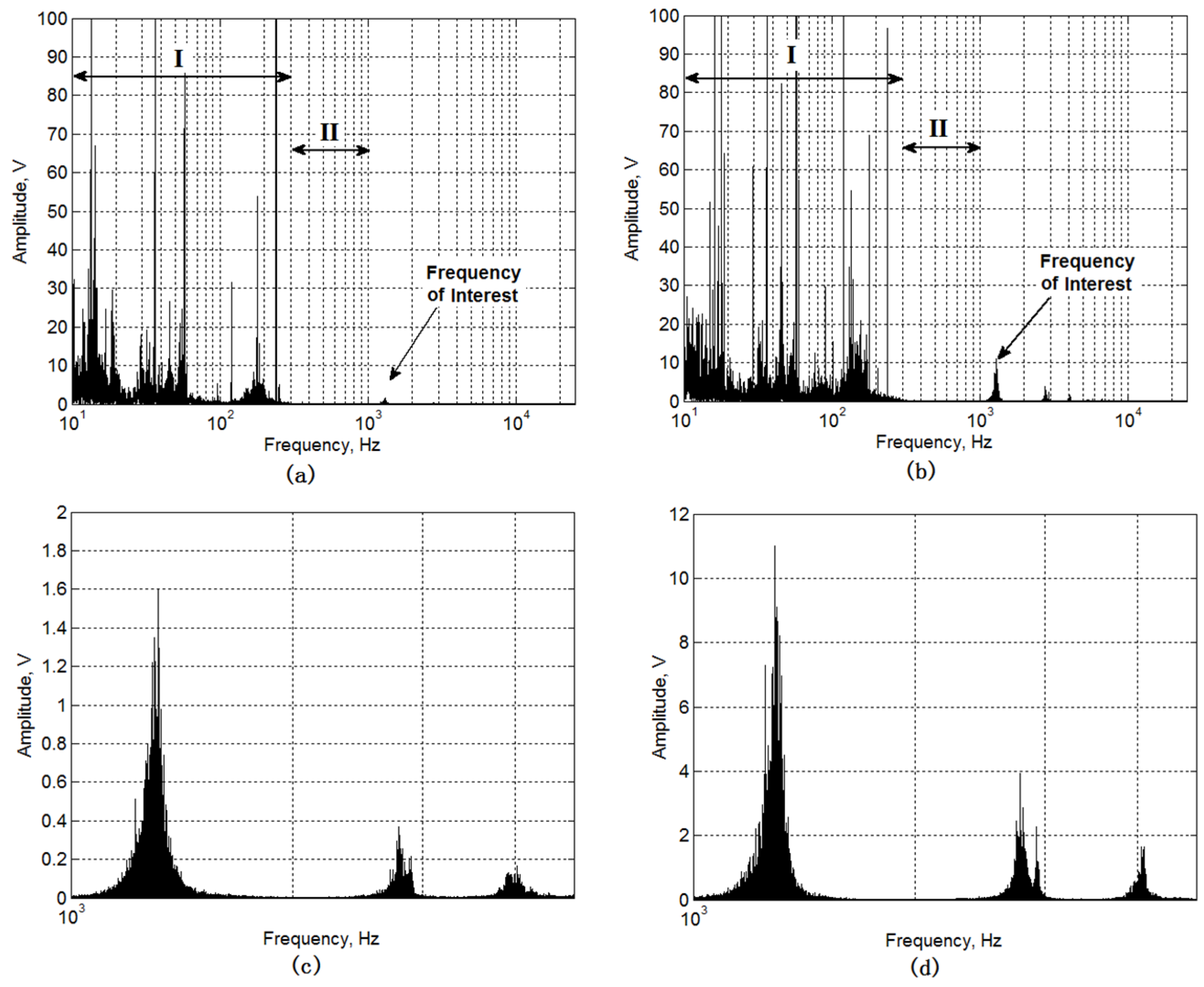
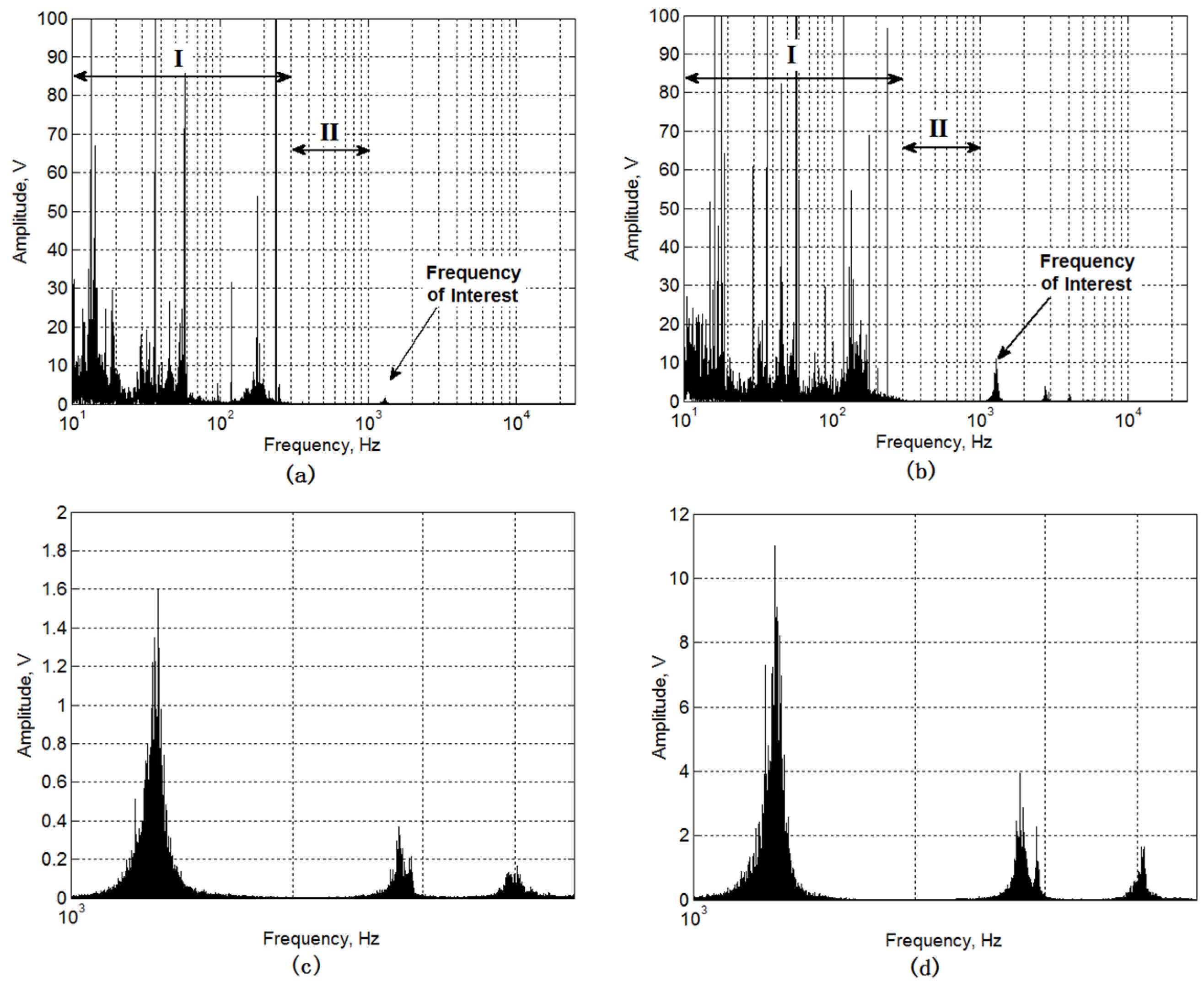
Figure 5 shows the frequency component distribution found in the signals of GAC-Top (a) and GAC-Bottom (b). A magnification of the spectral range with the peak of interest is presented in
Figure 5: (c) GAC-Top and (d) GAC-Bottom.
Analyzing
Figure 5a,b, two zones can be clearly defined. Zone I (0–0.3 kHz) is defined by a great number of frequency components, which can be associated not only with the phenomena of GAC sound production, but also with the noise interferences produced during water injection, GAC particles colliding and unwanted resonant components. Actually, Zone I is not a good range to select any frequency component because of all these interferences. Zone II (0.3–1 kHz) is defined by a clear absence of frequency components. After Zone II, an interesting feature was found: a peak in the frequency domain around 1.3 kHz and its resonant components.
There are two important aspects to select the 1.3 kHz frequency component as the frequency of interest for characterizing the exhaustion degree in GAC used in the rum production process. The component is observed in both GAC sampled at extreme layers in the fixed-bed filter and its amplitude is clearly different in intensity. The amplitude value can be correlated with the GAC porous characteristics and is free of interferences [
7].
According to the obtained results, 1.3 kHz was selected as the cut-off frequency to the BP signal filtration and being in line with previous results reported in [
7].
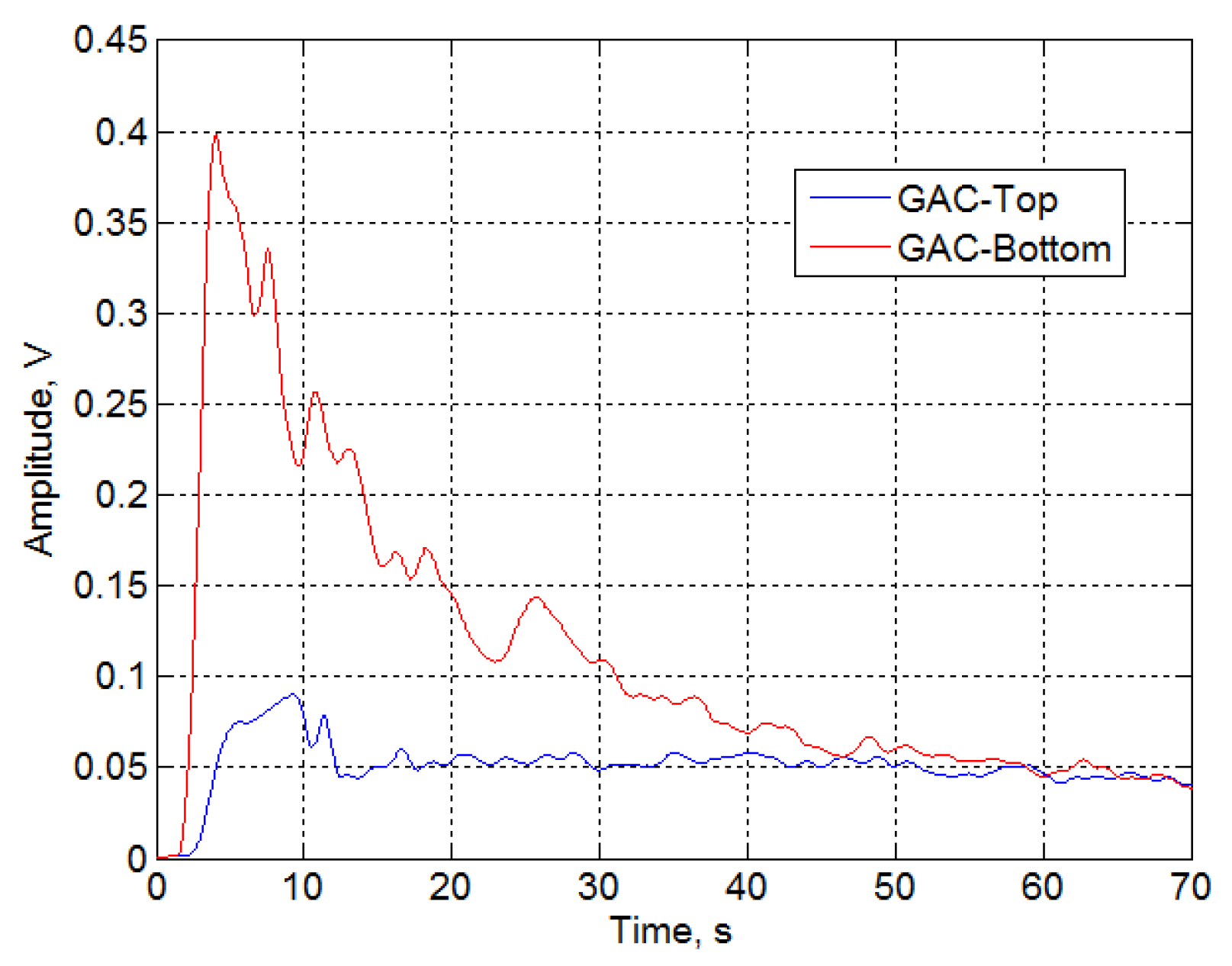
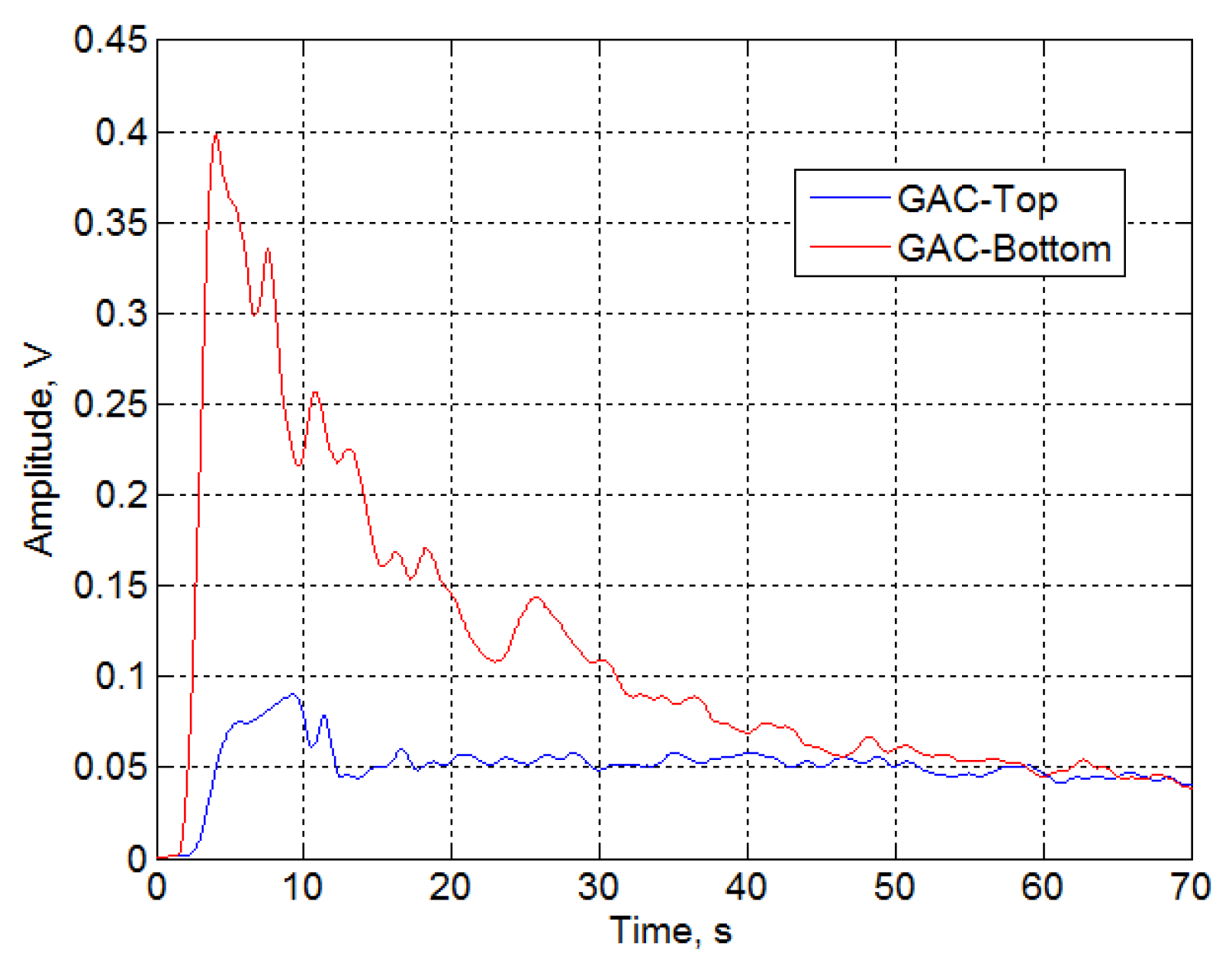
Figure 6 displays a section of the filtrated (at 1.3 kHz) signal envelopes for the GAC-Top and GAC-Bottom. Significant differences are found between the GAC in terms of the shape of the envelope curves and the signal amplitude in the time domain. According to this, analyzing the envelope features, a characterization of the GAC can be obtained and clear differences in the GAC exhaustion degree can be observed.
The remaining GAC were analyzed following the same procedure.
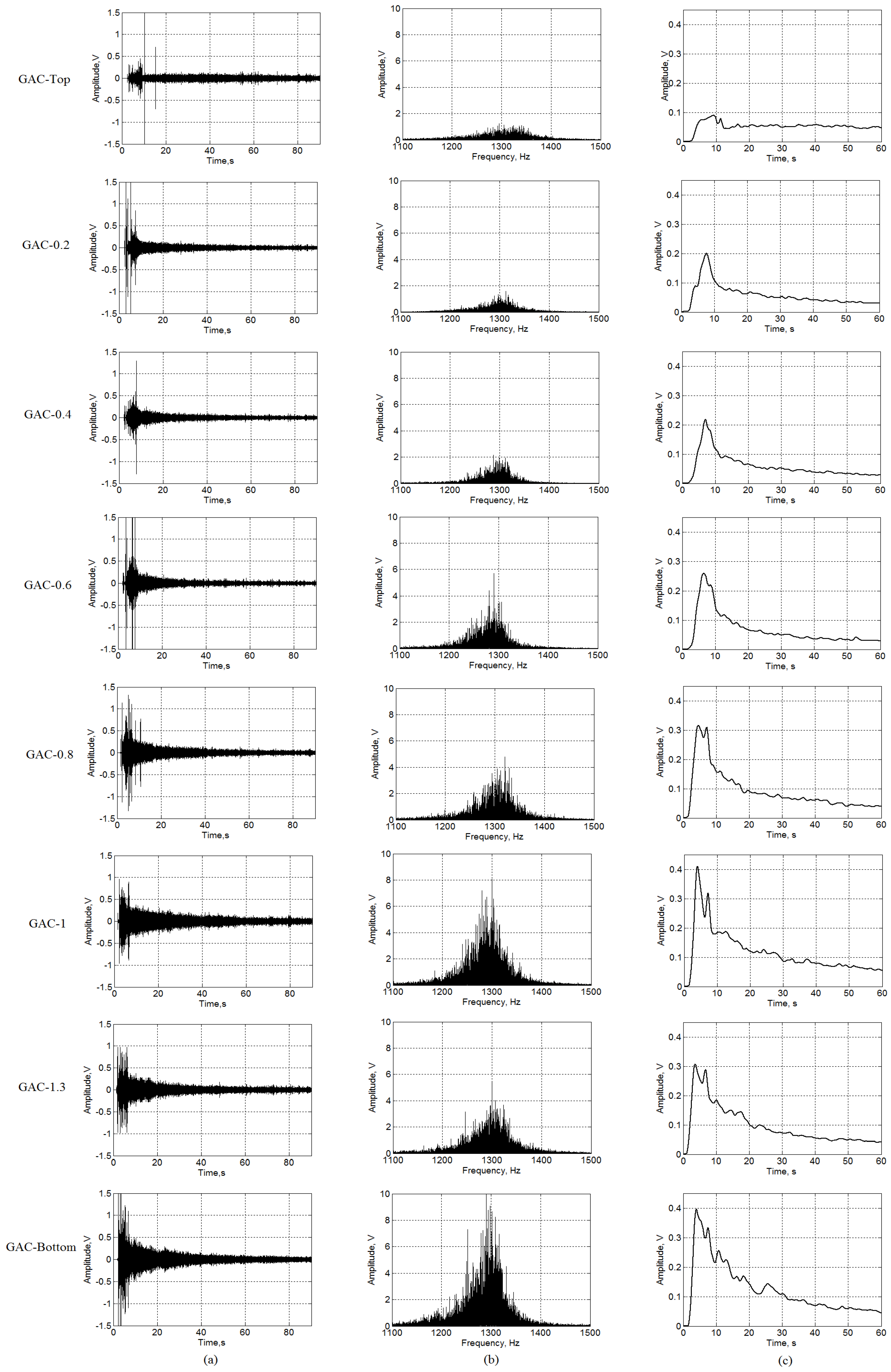
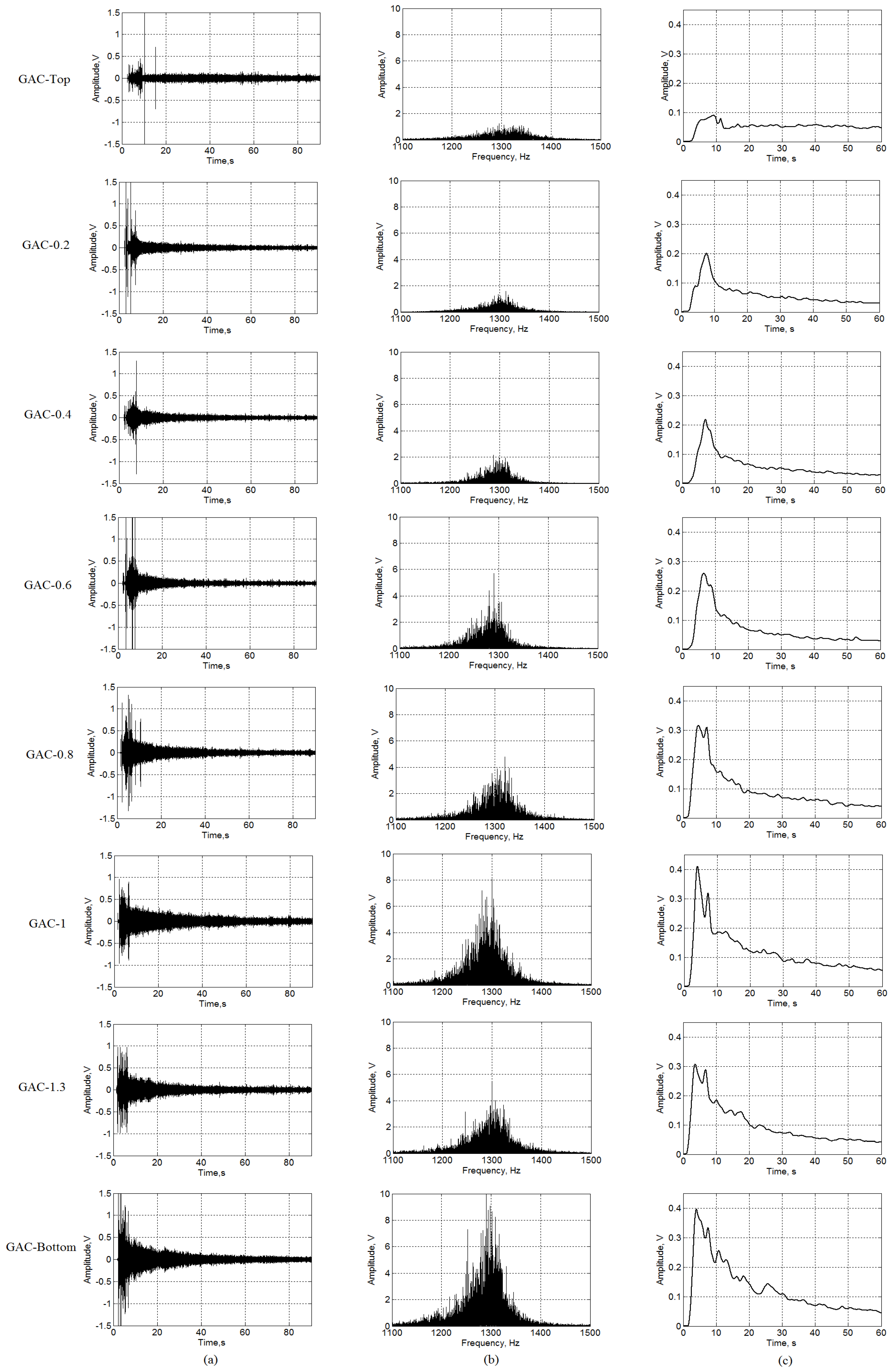
Figure 7 presents the signal features of the GAC samples at different layers of the rum filter. Differences between samples were found in terms of amplitude of the RMS signal, signal frequency spectrum amplitude and signal envelope at 1.3 kHz. Differences are more evident by comparing the signal amplitude and envelope. The peak amplitude and sound surface (SS) as the area under the signal envelope curve (“integral” (SS)) [
7] at 1.3 kHz increases systematically from the top (more exhausted GAC) to the filter’s bottom, giving a strong correspondence between the exhausted behavior of GAC layers and the sound amplitude and SS in the frequency of interest.
Table 3 shows the values of the Envelope Maximal Peak amplitude (EMP) and Sound Surface (SS) of the signal in line with the plots presented in
Figure 7.
The Multiple Comparison Method was applied to determine statistical differences between the mean of the samples. The applied method was the Fisher’s Lower Significant Difference (LSD). Based on statistical analysis, significant differences between EMP and SS of samples were found.
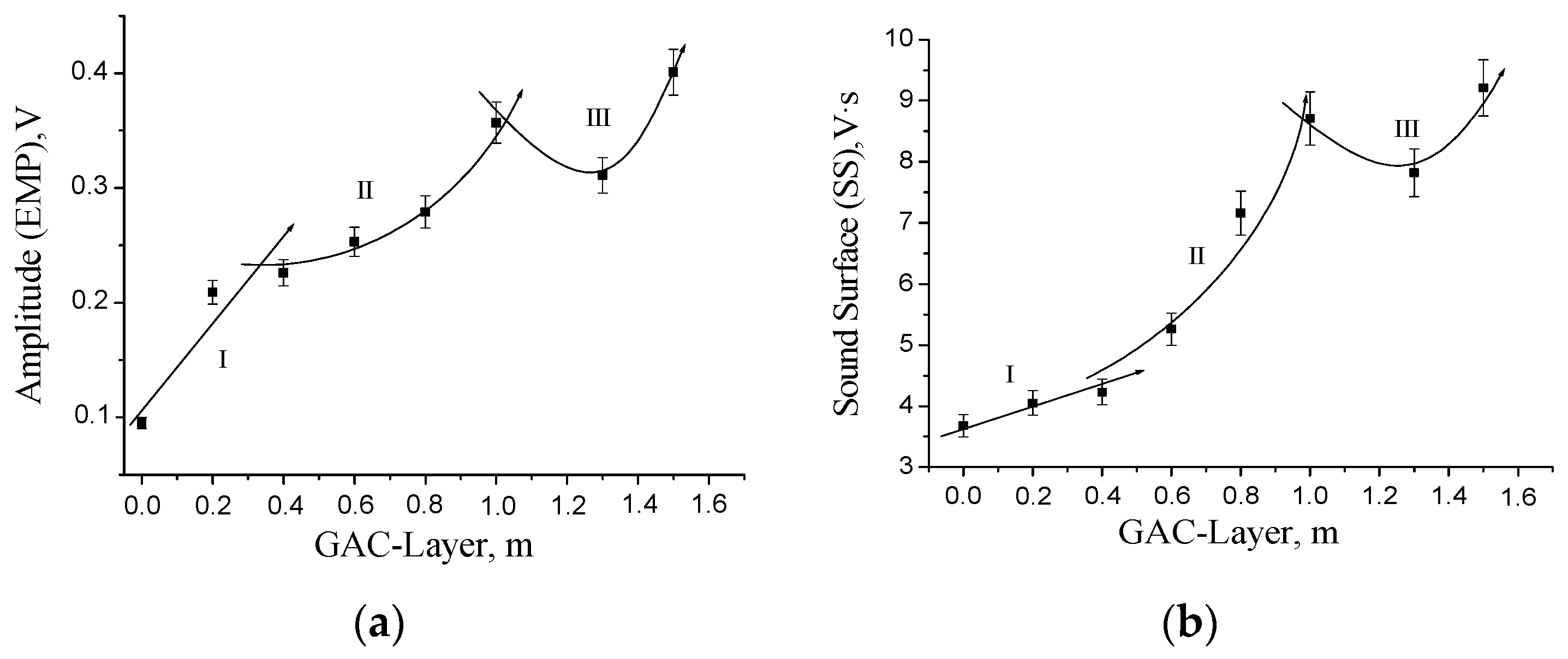
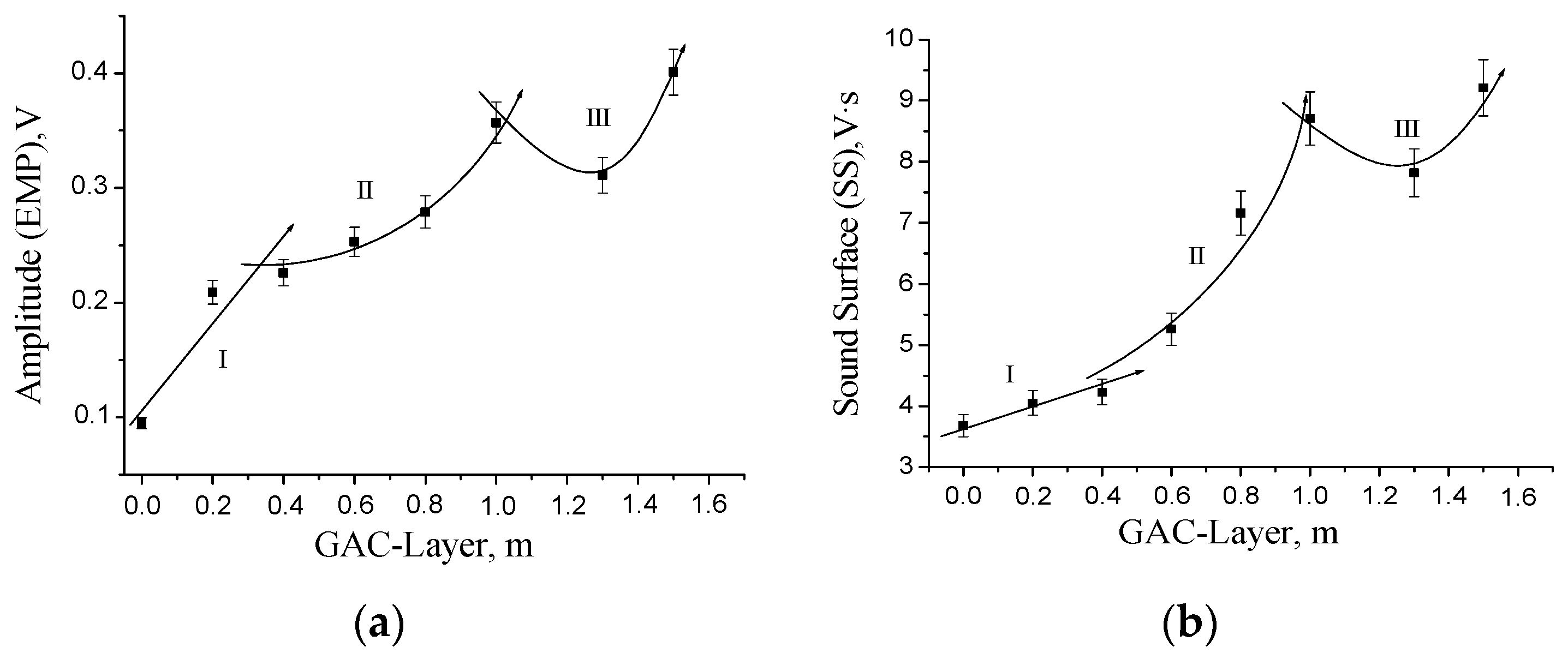
Figure 8 shows the profile of the GAC exhaustion degree at different layer positions in the rum filter based on the acoustic emission results considering as parameter the EMP (
Figure 8a) and SS (
Figure 8b) values at 1.3 kHz. A model fitting can be proposed with a proper correlation coefficient.
However, based on
Figure 7 and
Figure 8 analyzing the behavior of the EMP and SS values at 1.3 kHz, the amplitude found for GAC-1.3 is lower than the amplitude observed in the sample GAC-1, indicating an apparent change in adsorption behavior of the GAC in that filter part.
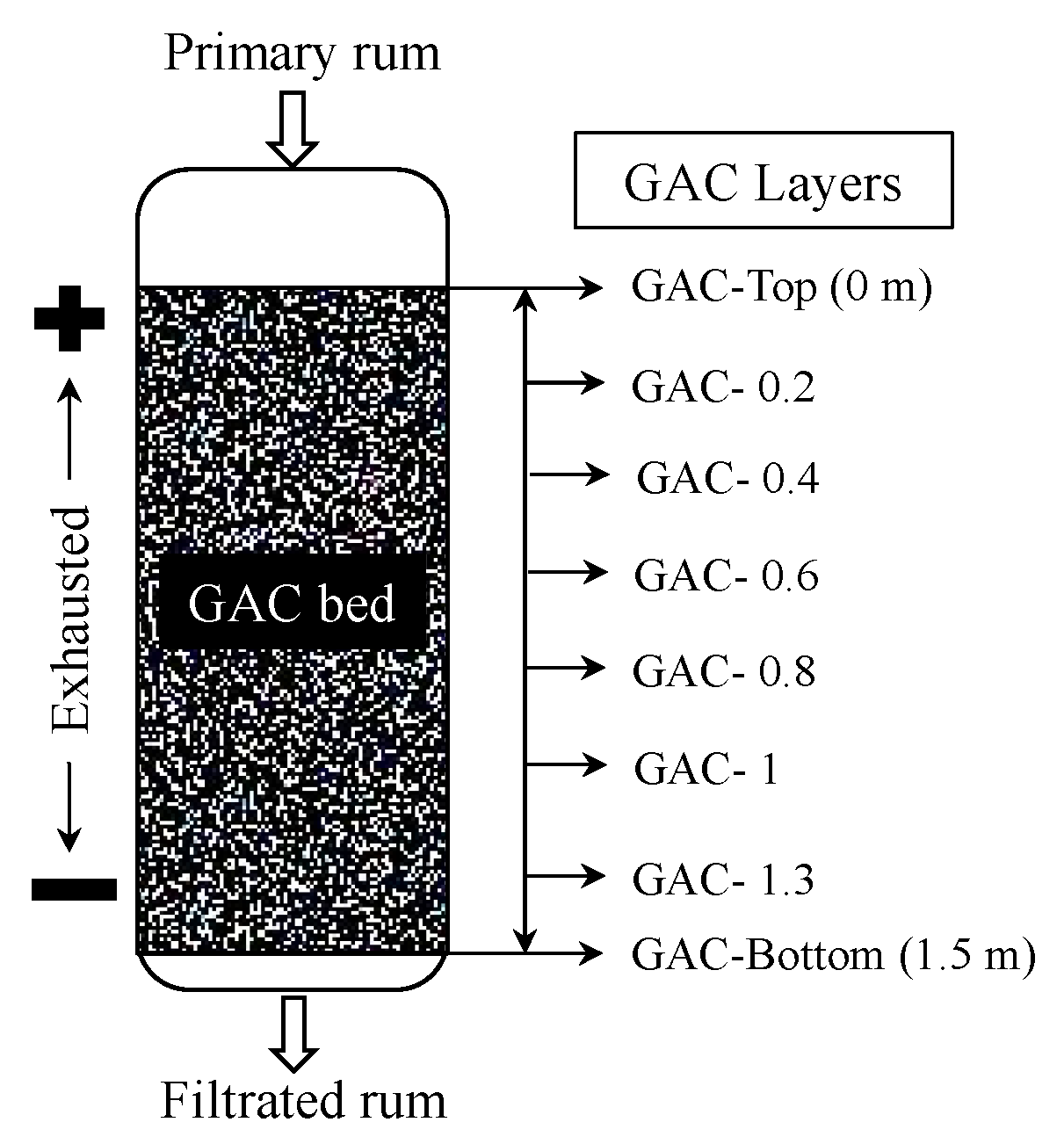
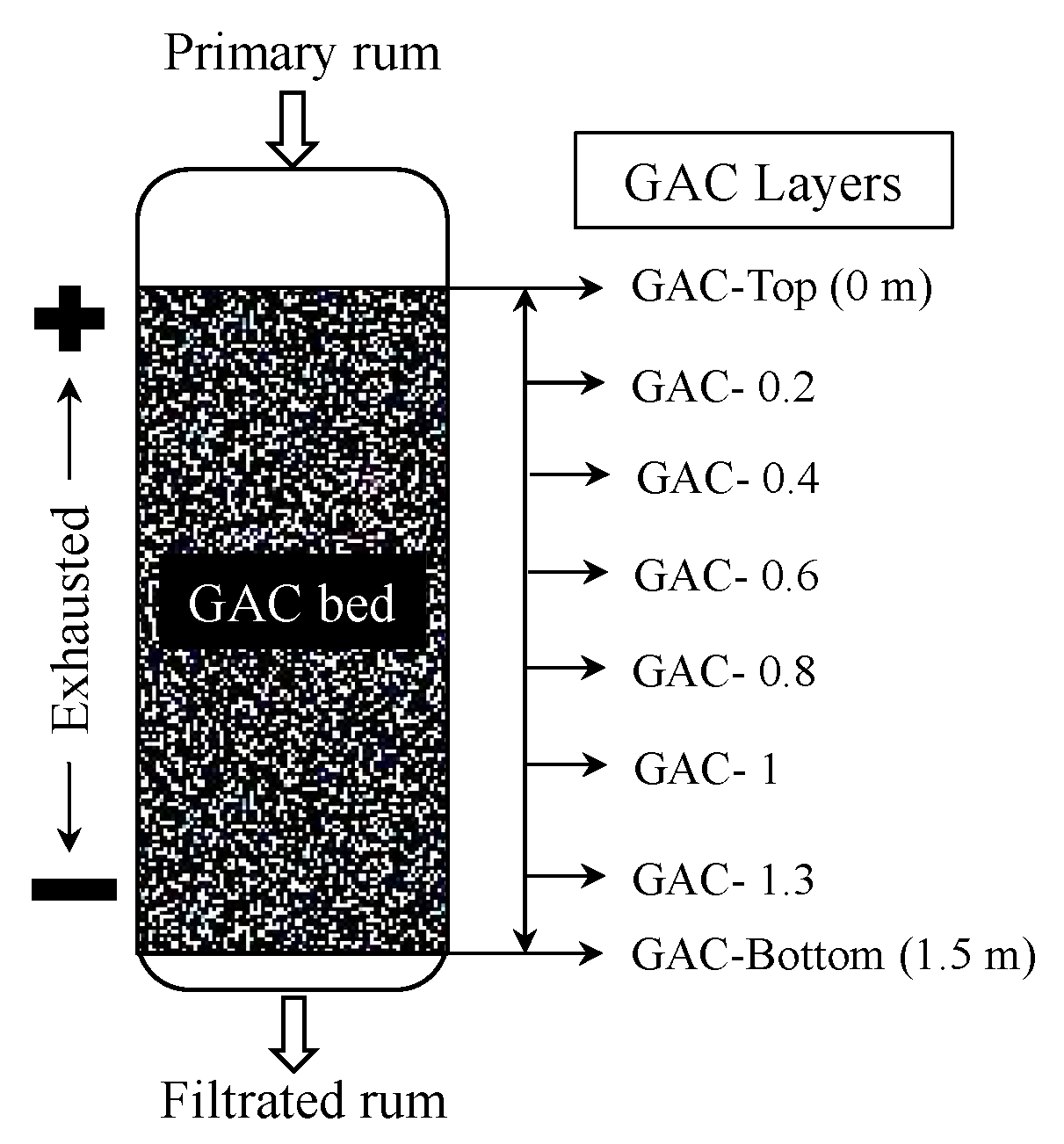
Initially, we expect a systematic increasing trend with the increment of the GAC layer position to the bottom. However, the GAC-1.3 is actually more exhausted than GAC-1. This behavior is related to the characteristics of the rum filtration process. The primary rum is fed to the top of the filter as presented in
Figure 1. The process is carried out under batch condition at atmospheric pressure and the liquid crosses the GAC bed by gravity force. However, the rum filtration is not a continuous process; a defined amount of primary rum is filtered each day according to the production plan of the factory. This filtration is regulated at constant flow velocity by the rum specialists. At the end of the batch operation process, the filter retains a certain amount of primary rum trapped into the GAC bed (bed porosity: around 40%). Slowly, the filter is drained and a certain volume of liquid is retained in the bed. As the hydraulic pressure depends on the liquid level, the draining process is faster at the beginning, but as the liquid level decreases the draining process slows down, meaning that an amount of primary rum is retained for a longer time in the GAC layers near the bottom. This effect results in a longer contact time around the GAC-1.3 in comparison with the GAC-1 layer.
Therefore, according to acoustic emission analysis, the GAC exhaustion profile in the rum filter can be divided into three zones (
Figure 8): Zone I (near the Top), with a rather linear behavior; Zone II (layers above 0.4 and next to 1 m), featured by a polynomial tendency; and Zone III (above 1 m to the bottom), where a behavior of the GAC exhaustion degree is observed, characterized by an inflection point in between due to the specific characteristics of the rum-ending production process. The possibility to detect this behaviour in the GAC layers using the presented acoustic technique gives evidence of sensitivity and selectivity of the proposed method.
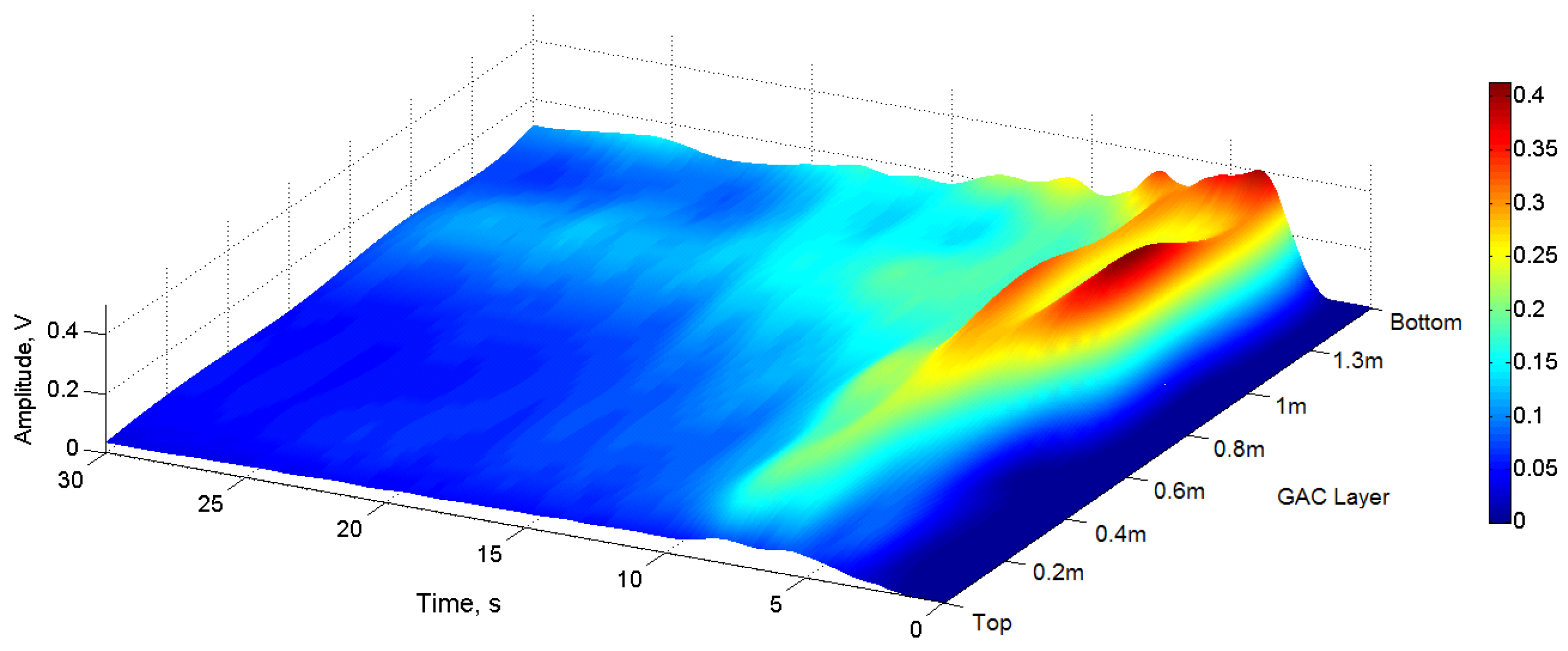
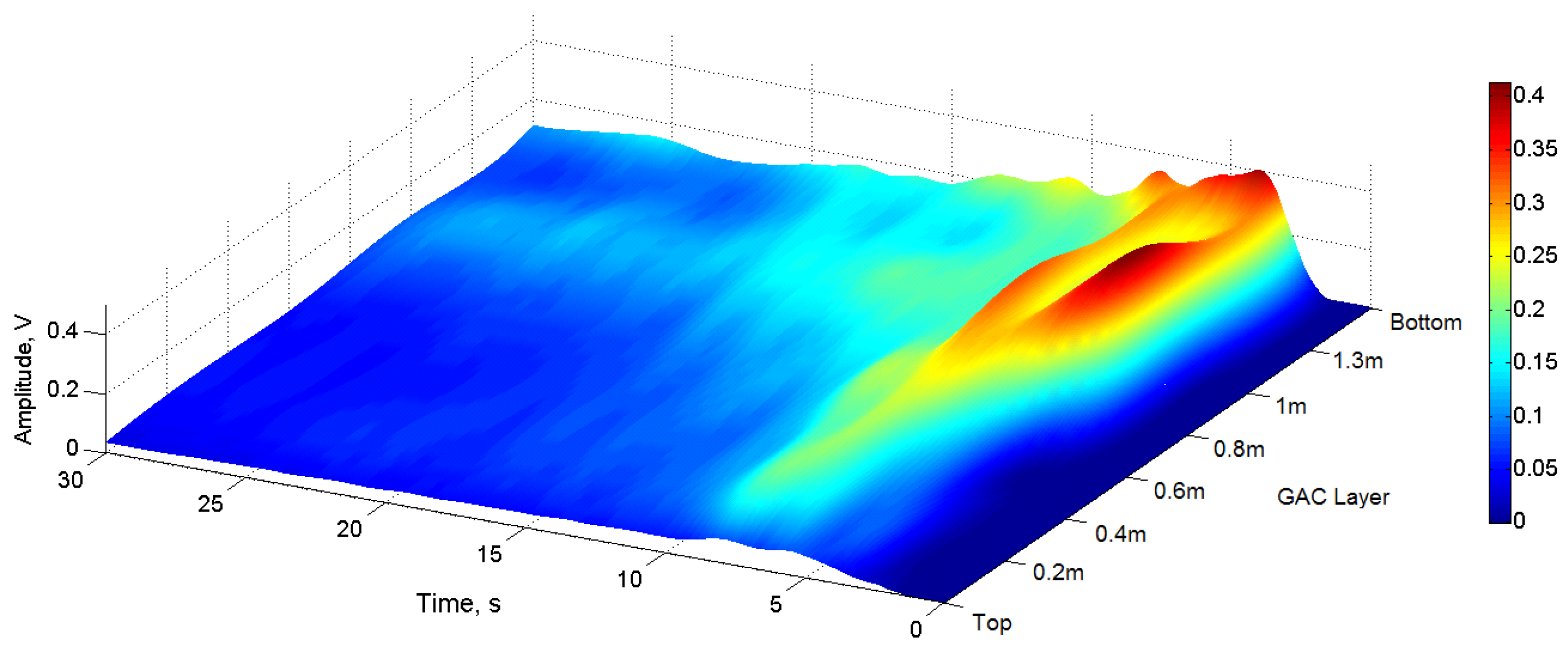
Figure 9 displays the surface plots of the signal envelope behavior in terms of amplitude (color scale), GAC layer depth and time.
3.2. Bubble-Metric Technique
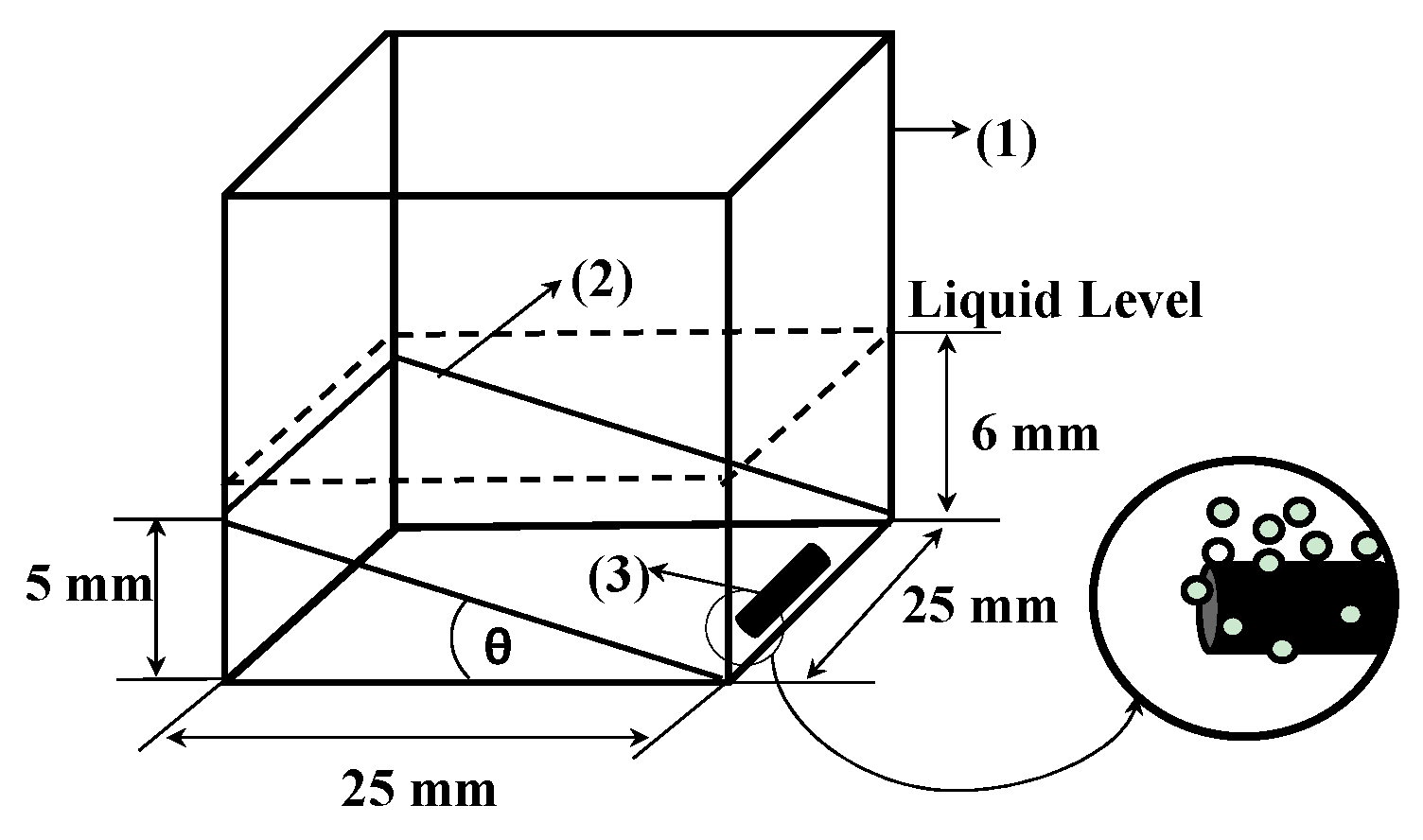
Immersion bubble-metric technique is an important tool to understand the relationship between the acoustic emission measurements and the GAC bubble process when the GAC is suddenly immersed in a pure and inert liquid. Glycerol was used as immersing liquid due to its transparency and viscosity that permits not only to obtain well-defined microscopic images, but also to understand the GAC bubble process in water since the bubble process in glycerol occurs slowly. The intensity of the bubble process and the fast rate of bubble formation make the bubble characterization impossible when water is used as immersing liquid.
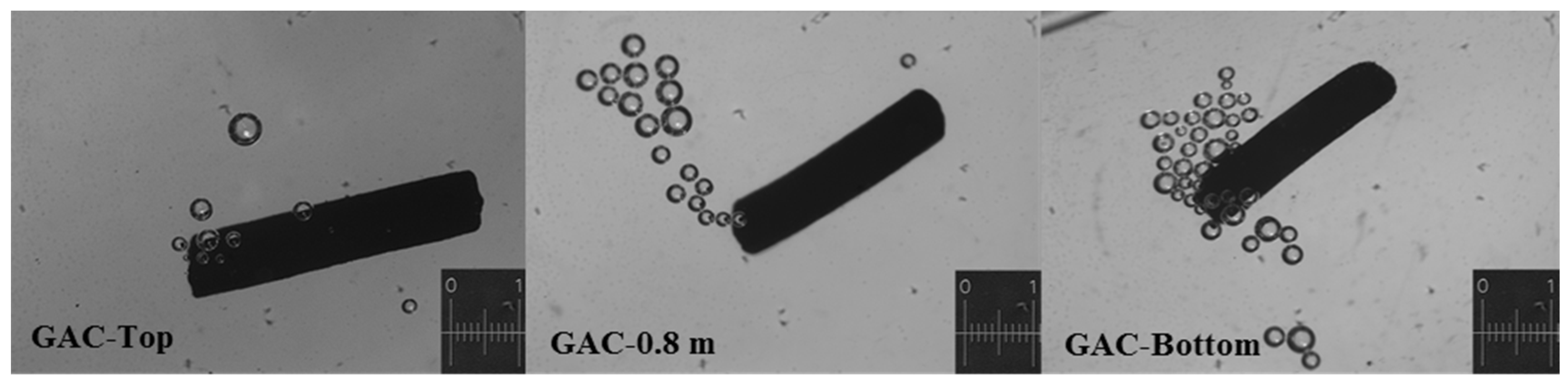
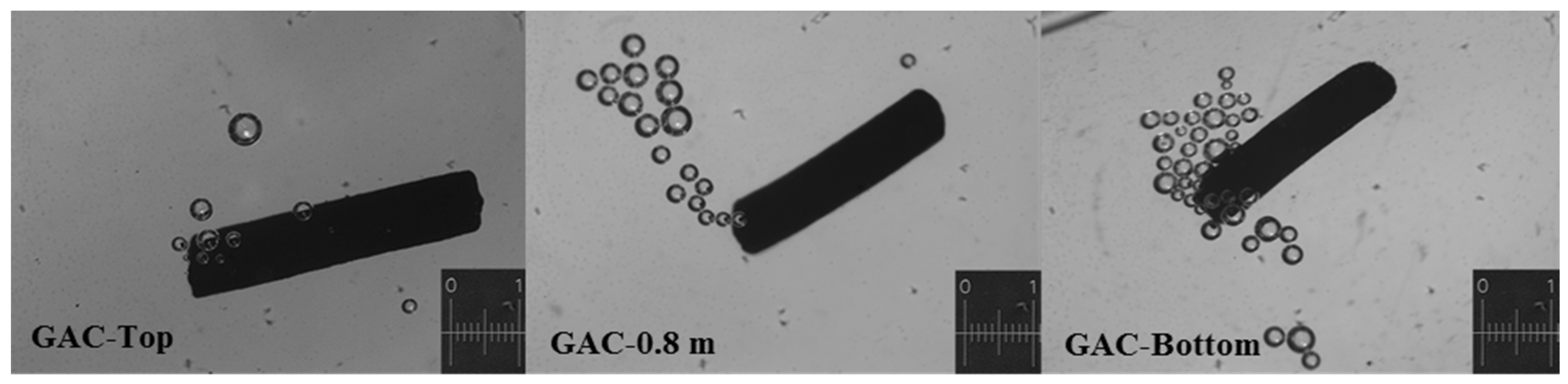
Figure 10 displays digital microscopic images of the typical bubble production patterns of GAC grains from three specific layer positions in the rum filter immersed in glycerol.
Differences in the GAC bubble pattern are noticeable, giving the first evidence that the number and the total volume of produced bubbles are in correspondence with the GAC sound pattern observed in
Figure 7, being higher for the bottom than for the top GAC, following a systematic trend.
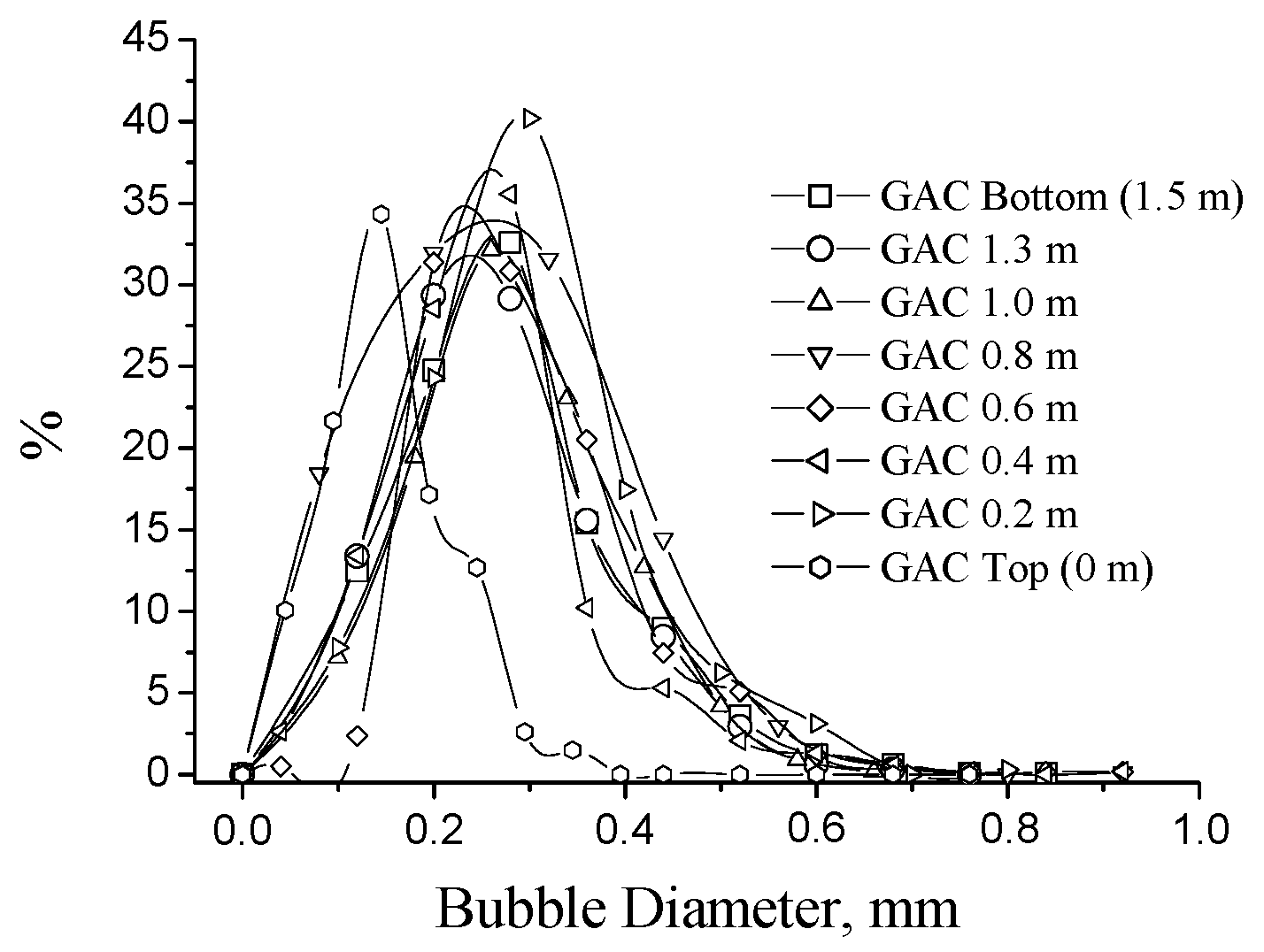
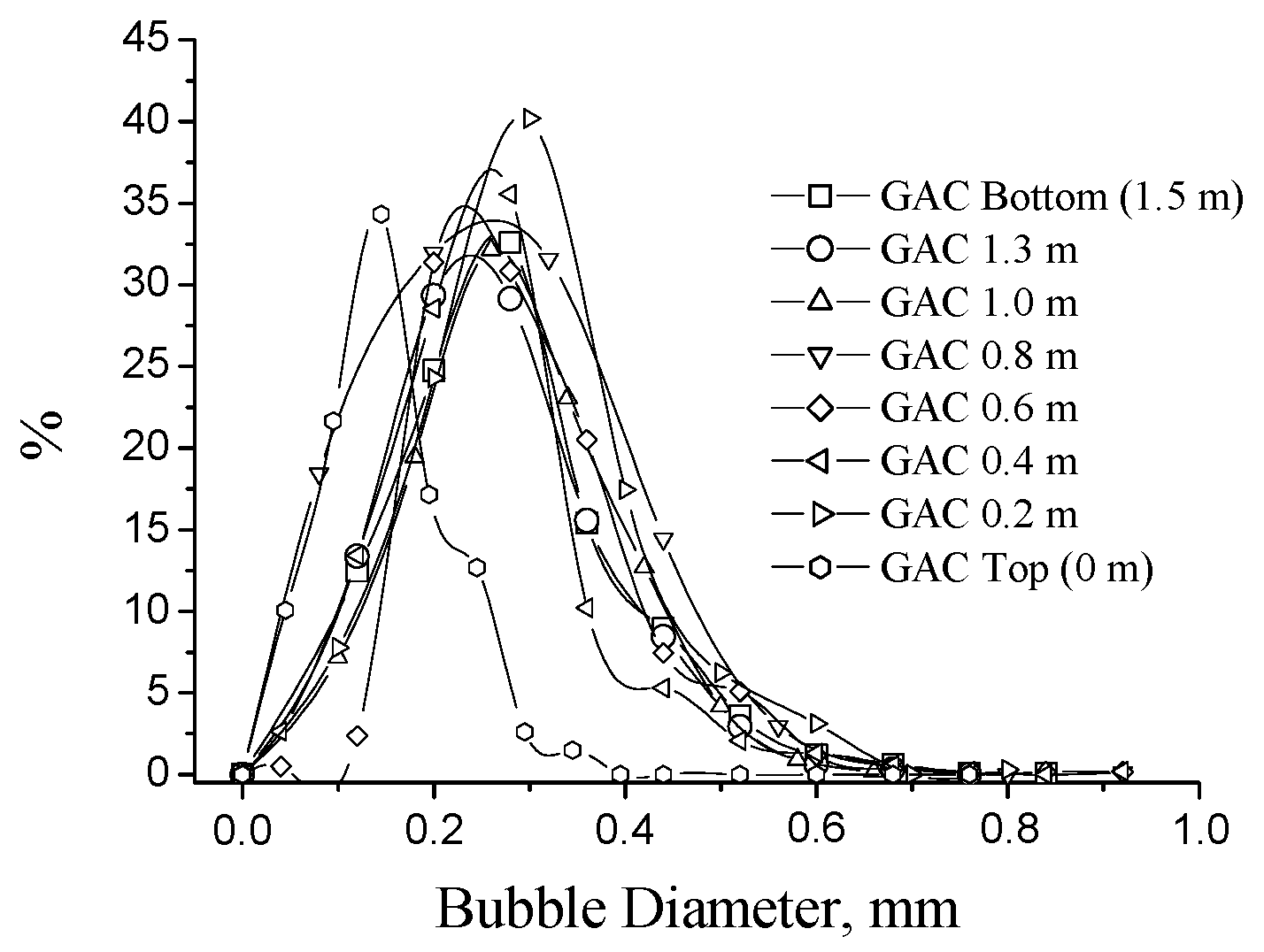
Figure 11 presents the GAC bubble diameter distribution. No significant differences are found between the plots of GAC samples from GAC-0.2 to GAC-Bottom. For these GAC, the majority of formed bubbles are distributed around 0.2–0.4 mm in diameter. This is in correspondence with the observations reported in [
33].
However, the GAC-Top diameter distribution is located between 0.1 and 0.2 mm in diameter, it is almost half of the bubbles observed in the rest of the GAC layers, and such phenomenon can be associated with the concentration of adsorbed compounds on the GAC grain. If the concentration of these compounds is high enough, the carbonaceous primary matrix of the GAC can change by overloading. Therefore, the interaction solid-immersing liquid in the replacement process of the solid-air phase is different; consequently, a different bubble pattern appears. In this case, smaller bubbles are mainly present when the GAC is totally exhausted; this is an interesting and quick-assessment parameter to detect the “complete exhaustion degree” of a GAC in the rum process. According to this observation, the bubble process is not simple and depends not only on the immersing liquid properties, but also on the GAC surface characteristics, which must be further studied.
Table 4 shows the fitting parameters of the Gaussian model obtained for the different GAC plots. According to the regression coefficient, the Gaussian model fits quite well the found bubble diameter distribution. When comparing the parameters:
and
, no significant differences between GAC bubble diameter distribution into the range (GAC-0.2 to GAC-Bottom) can be found. However,
and
in the GAC-Top differs significantly from the rest, confirming the graphical comparison.
The bubble diameter defines the frequency of the produced sound during the bubble process. The smaller the bubble, the higher the obtained frequency [
7,
9,
10,
11,
12,
13]. Taking into account the bubble behavior when glycerol is used as an approach to the water immersion, the results between
Figure 7b and
Figure 11 are comparable. If the bubble diameter distribution is almost the same, the frequency distribution must be the same as observed in
Figure 7b. However, when comparing the shape of the spectra at 1.3 kHz (
Figure 7b), it is noticeable that the peak of the amplitude distribution for the GAC-Top spectrum is not well defined in comparison with the other samples. Additionally, the distribution around 1.3 kHz for GAC-Top is slightly displaced to the right (higher frequencies), indicating smaller bubble contributions to the GAC sound.
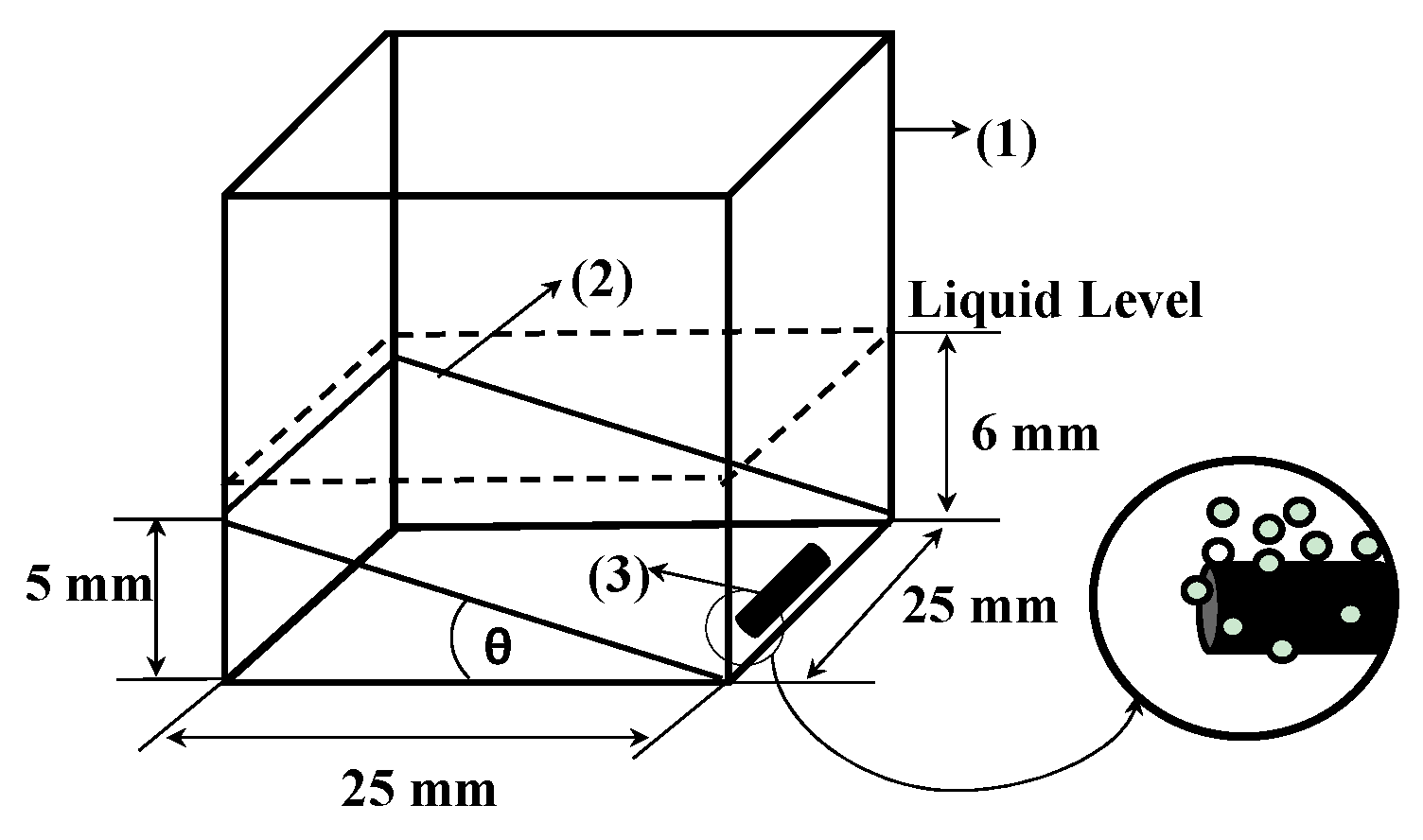
Table 5 presents the results of total volume,
by immersion bubble-metric technique. Each presented value was obtained by adding the total bubble volume of 35 independent particles per GAC sample analyzed individually as described in Equations (3) and (4) (
Section 2.4.1).
The values of total volume of the “
k” experimentally counted bubbles (
VTb) are different. For GAC-Bottom the highest value of
VTb was found and, correspondingly, the lowest value was observed for GAC-Top following a systematic tendency of increasing volume from the top to the filter bottom, which matches with the rum production process using fixed-bed “filters” (
Figure 1).
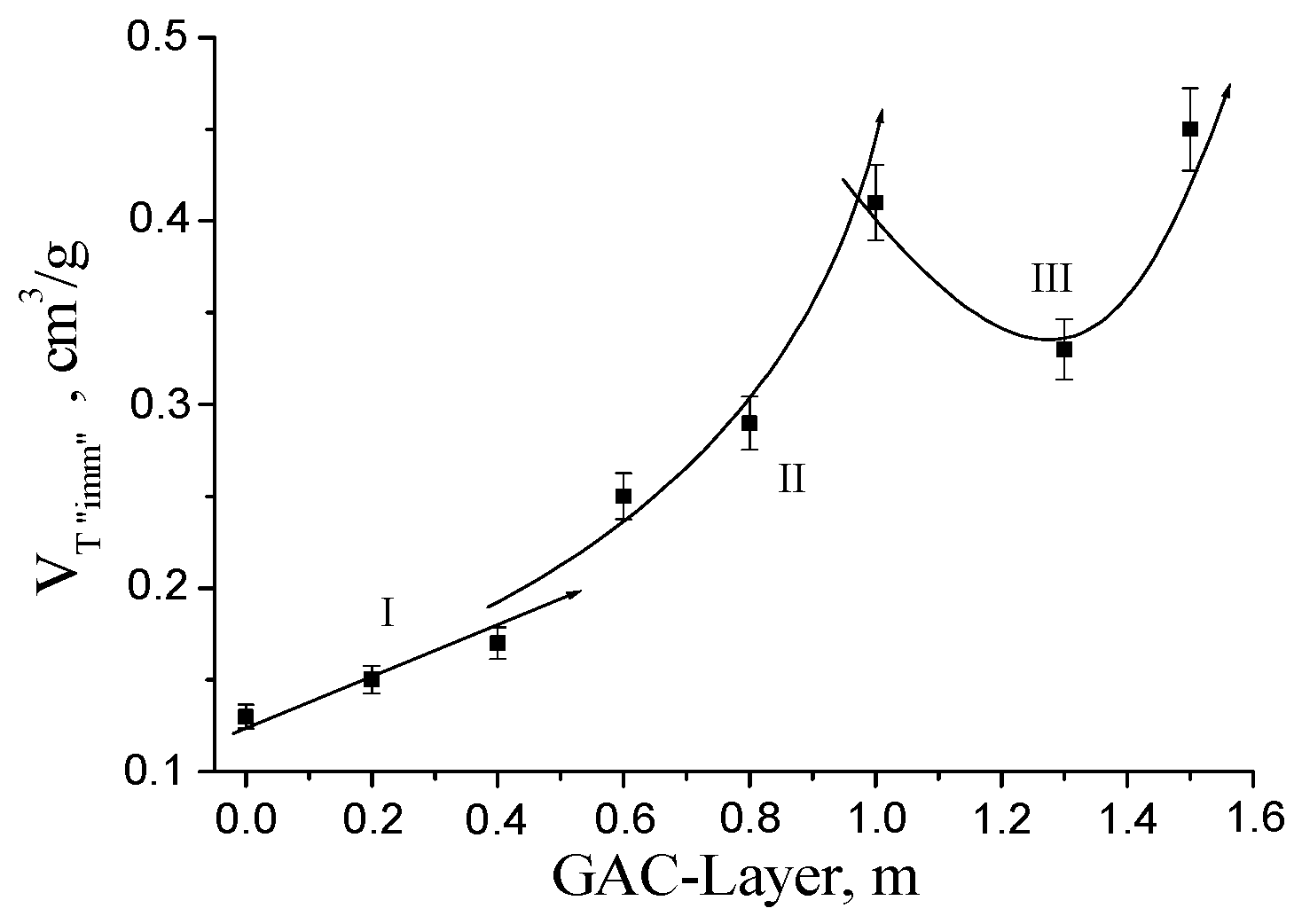
The amount of the experimentally counted bubbles released (“k”) is quite high and characteristic for high-porosity materials. The obtained VT“imm” values are comparable with the porous characteristics of activated carbon in terms of pore volume.
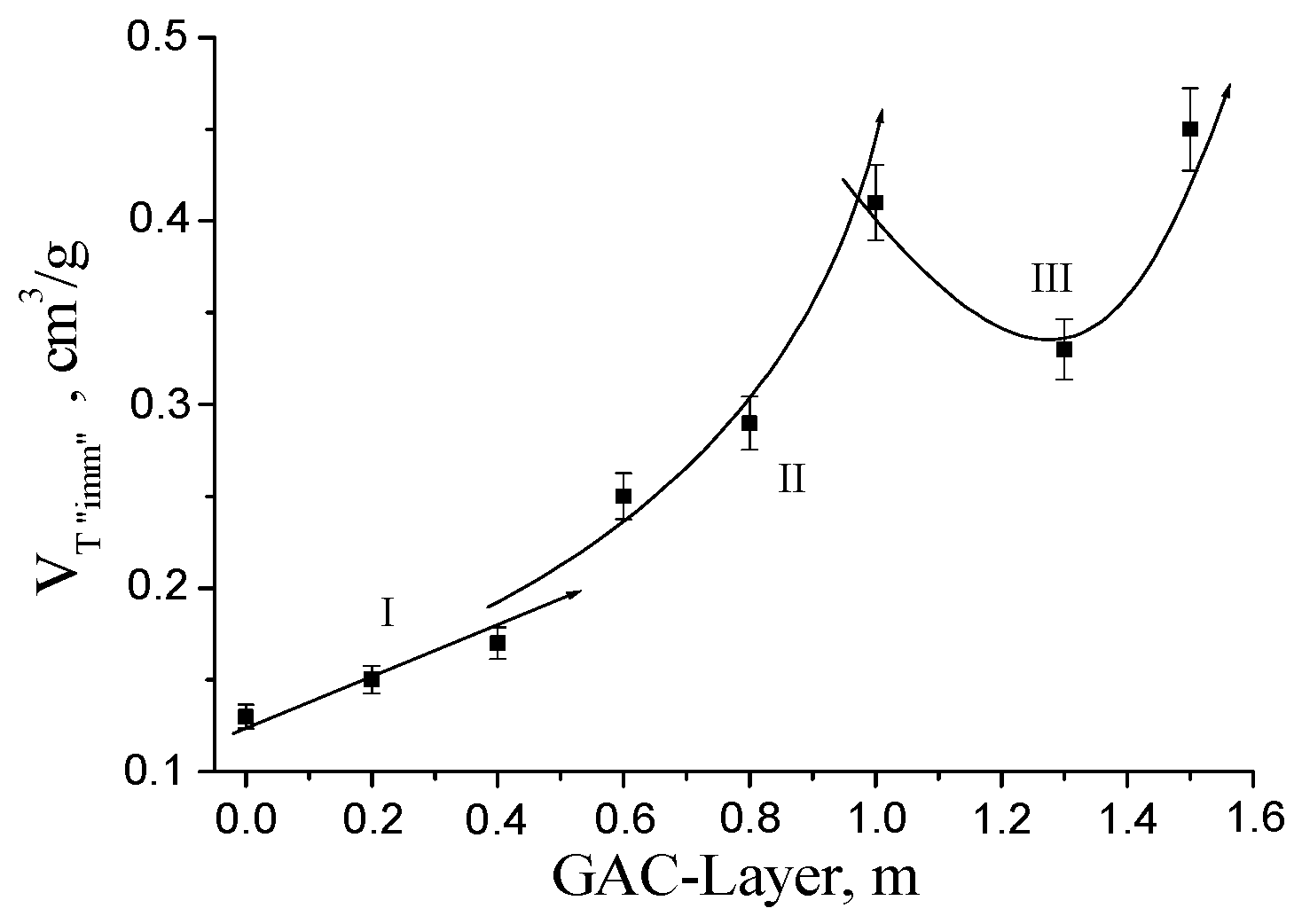
Figure 12 presents the profile of the GAC exhaustion degree at different layer positions in the rum filter based on the immersion bubble-metric method.
Comparing
Figure 8 and
Figure 12, quite similar trends can be found. The acoustic emission results are highly correlated with immersion total volume of the GAC. This confirms the results presented in [
7] regarding the relationship between acoustic emission and porous characteristics of the GAC.
3.3. TGA Technique
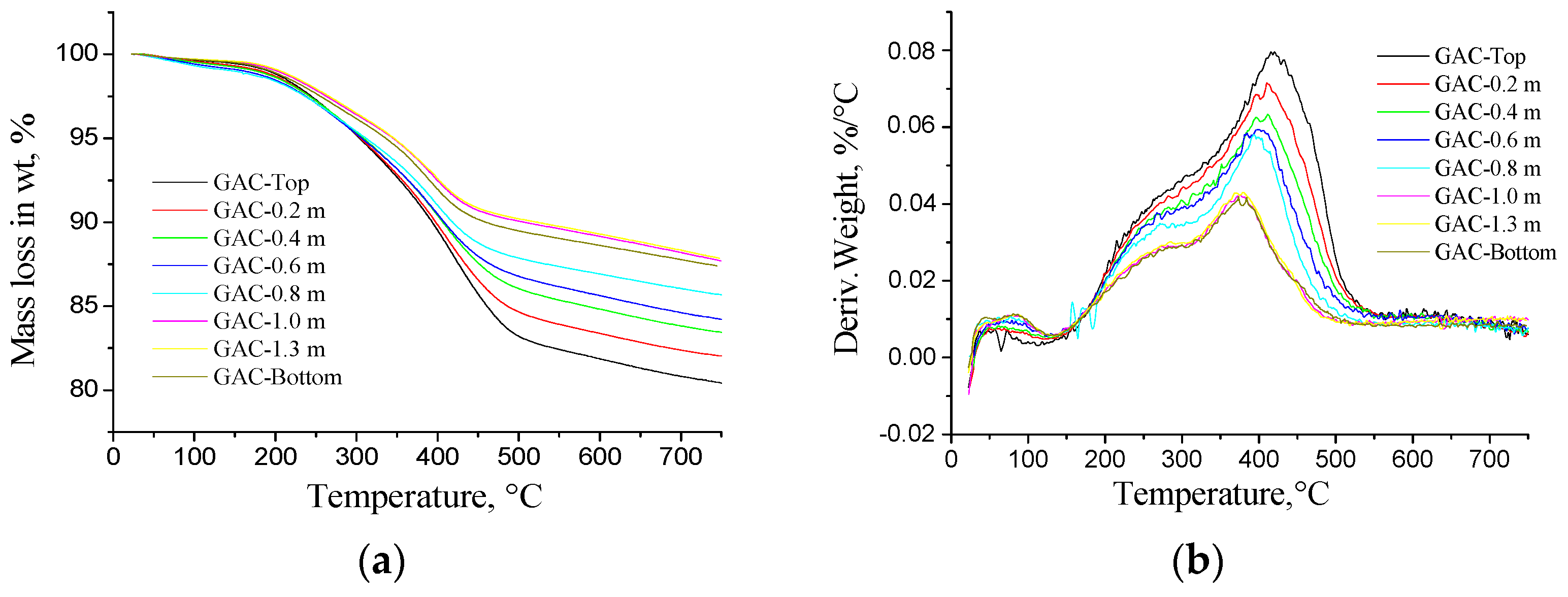
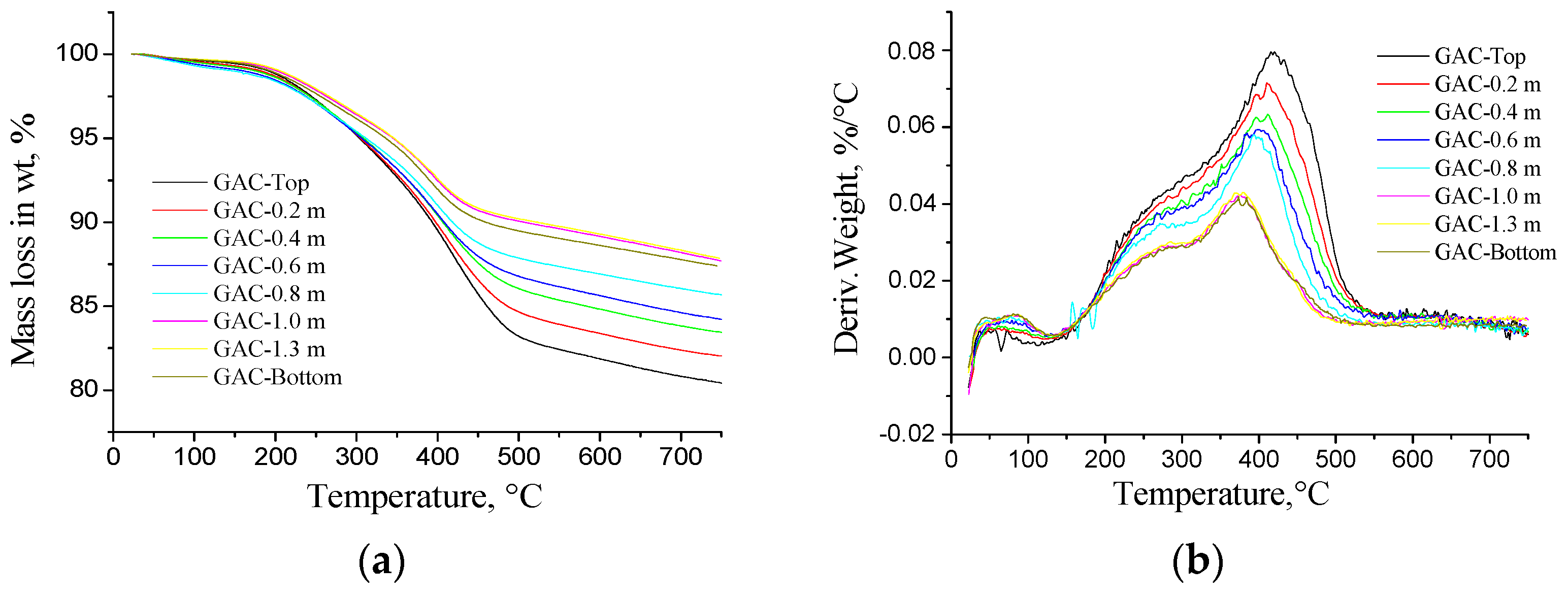
Figure 13a displays the thermogravimetric curves (TG) of weight loss (in wt %) vs. temperature for all studied samples. According to the graphs, the loss of weight for GAC-Top has the highest value (about 18%–20%); for the other samples; a systematic decreasing value is observed to reach the lowest value for the GAC layers near the bottom (about 13%–15%). The GAC-1, GAC-1.3 and GAC-Bottom are clearly clustered and separated from the other samples as their exhaustion degree is less and comparable between each other.
Figure 13b displays the derivative weight loss in (wt %/°C) vs. temperature (DTG curves) for the studied samples. Comparing DTG curves, evident differences between the GAC can be noticed. Based on
Figure 13b, the maximal desorption rate is located in the range of 325–500 °C for all the samples. Comparing the peak temperatures, a systematic shift towards lower temperatures can be found from GAC-Top towards GAC-Bottom. The GAC near the top presented a systematic increment in derived weight loss from GAC-0.8 up to GAC-Top. As could be expected, GAC-1, GAC-1.3 and GAC-Bottom are clustered. The differences observed in the peak temperature and weight loss can be attributed to the amount and the kind of adsorbed organic compounds on the GAC. The more the GAC is exhausted, the more time it takes for the organic compounds to be released from the GAC.
Based on these TGA results, a thermal treatment just above 500 °C for GAC-Top could result in a removal of most of the adsorbed organic compounds. Thermal desorption in absence of oxygen could point to a possible recycling strategy.
The behavior of the DTG curves in the vicinity of the maximal point is almost the same. A proper data fitting by a second-order polynomial gives satisfactory results as shown in
Table 6.
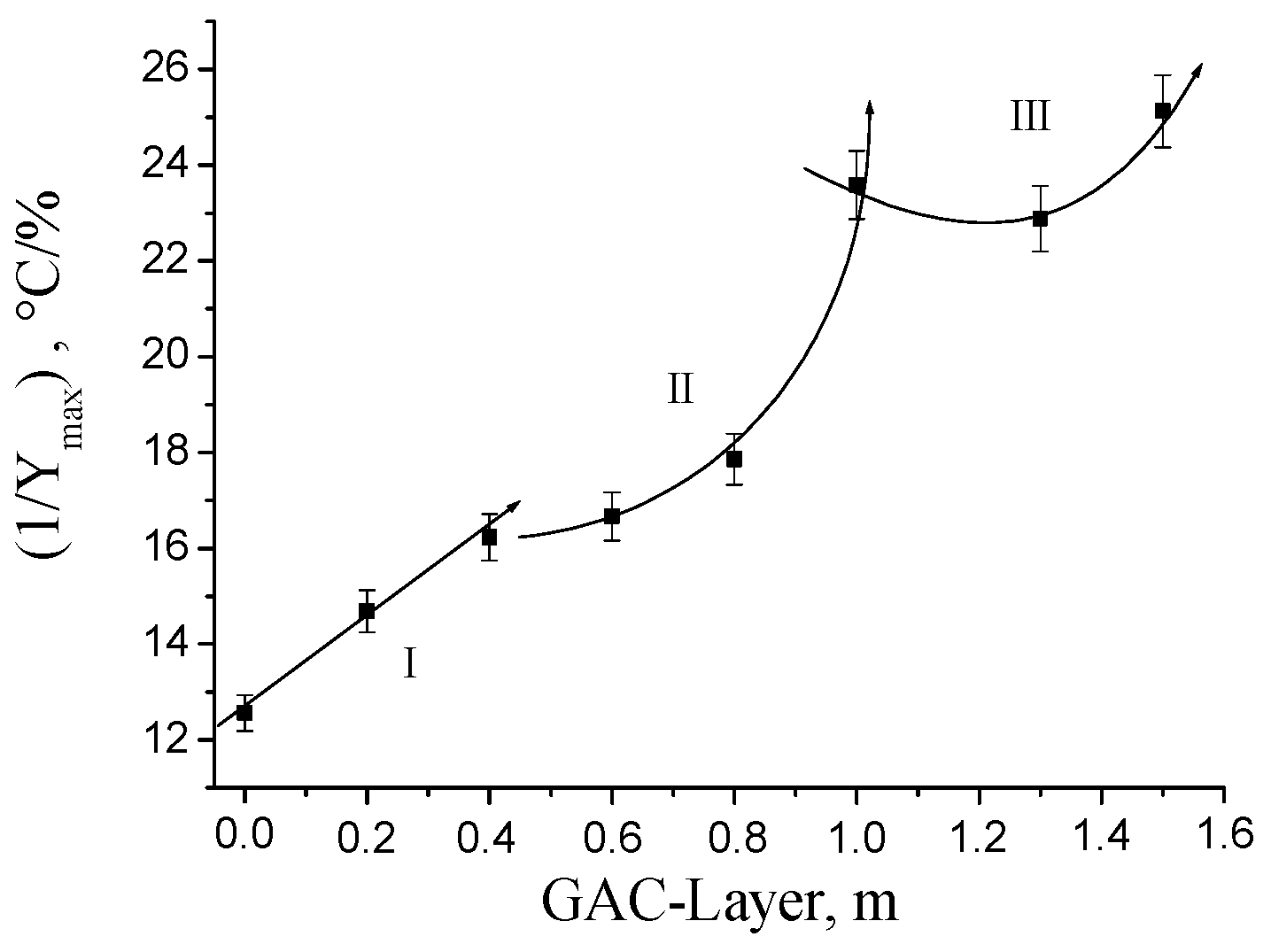
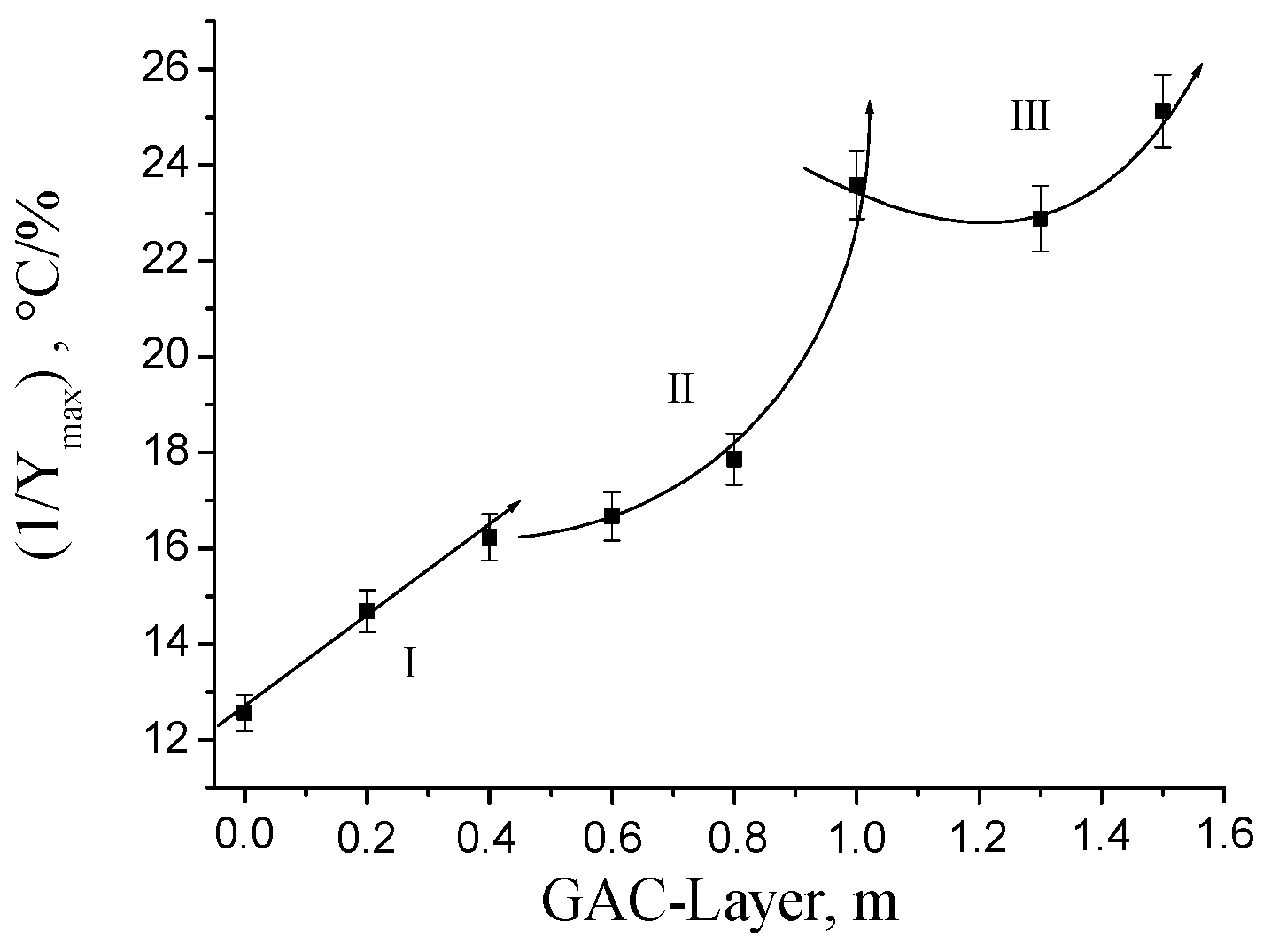
As the derivative of weight loss can be associated with the mass of adsorbed compounds in GAC pores during the filtering process, the maximal desorption rate (Ymax) at the peak in the DTG curves can be used as a parameter to compare the exhaustion degree of the GAC used in the rum production process. As the exhaustion degree can be considered as proportional to the maximal rate of desorption expressed as derivative weight loss (wt %/°C), the non-exhausted condition of a GAC can then be assumed as proportional to 1/Ymax.
Figure 14 shows the profile of the GAC exhaustion degree at different layer positions in the rum filter based on the DTG analysis using the 1/
Ymax as parameter. Similar trends between
Figure 8,
Figure 12 and
Figure 14 are clearly noticeable. The three distinctive zones in the rum filter profile detected by the acoustic and immersion bubble-metric techniques are also observed using the TGA analysis.
3.4. TD-GC/MS Technique
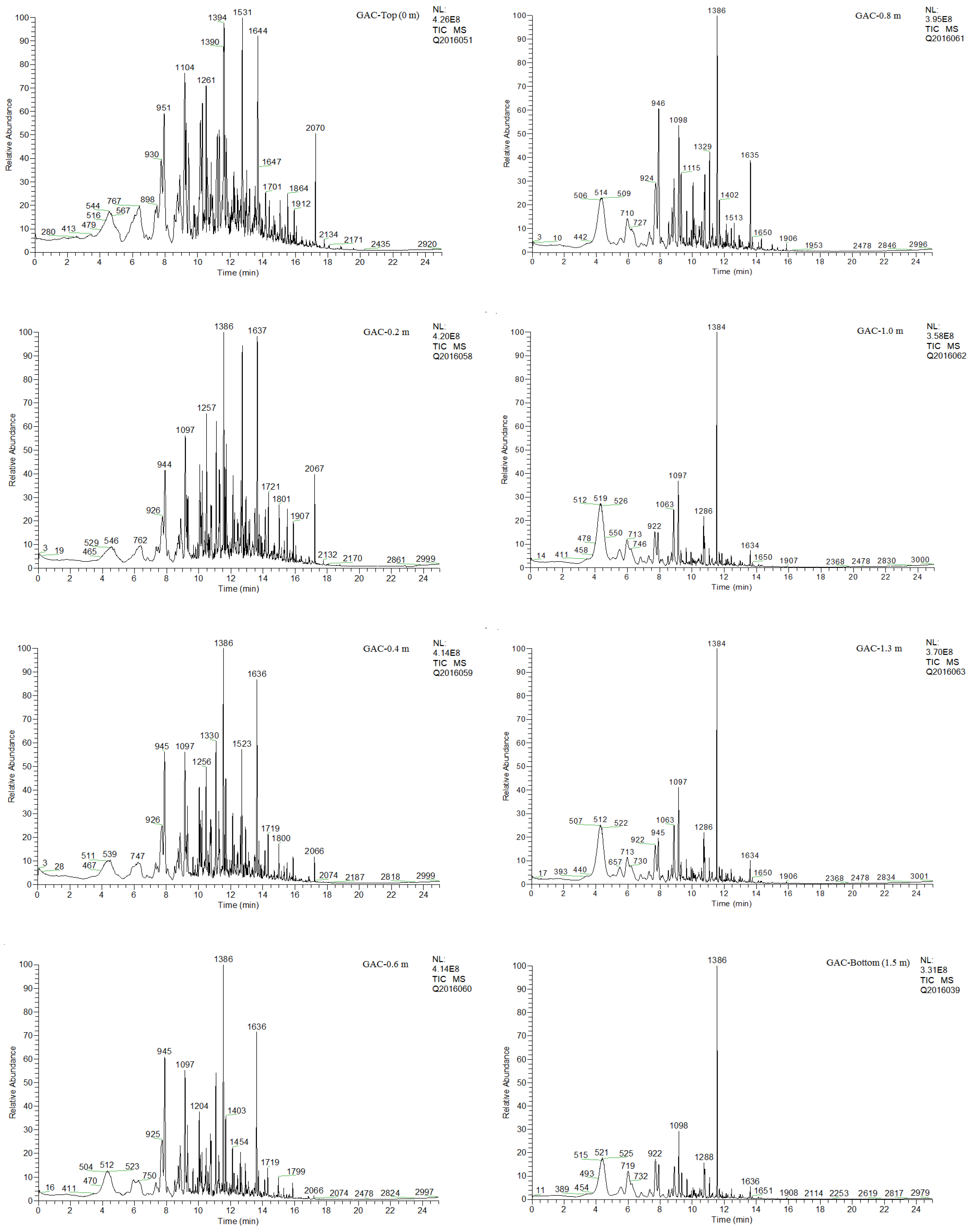
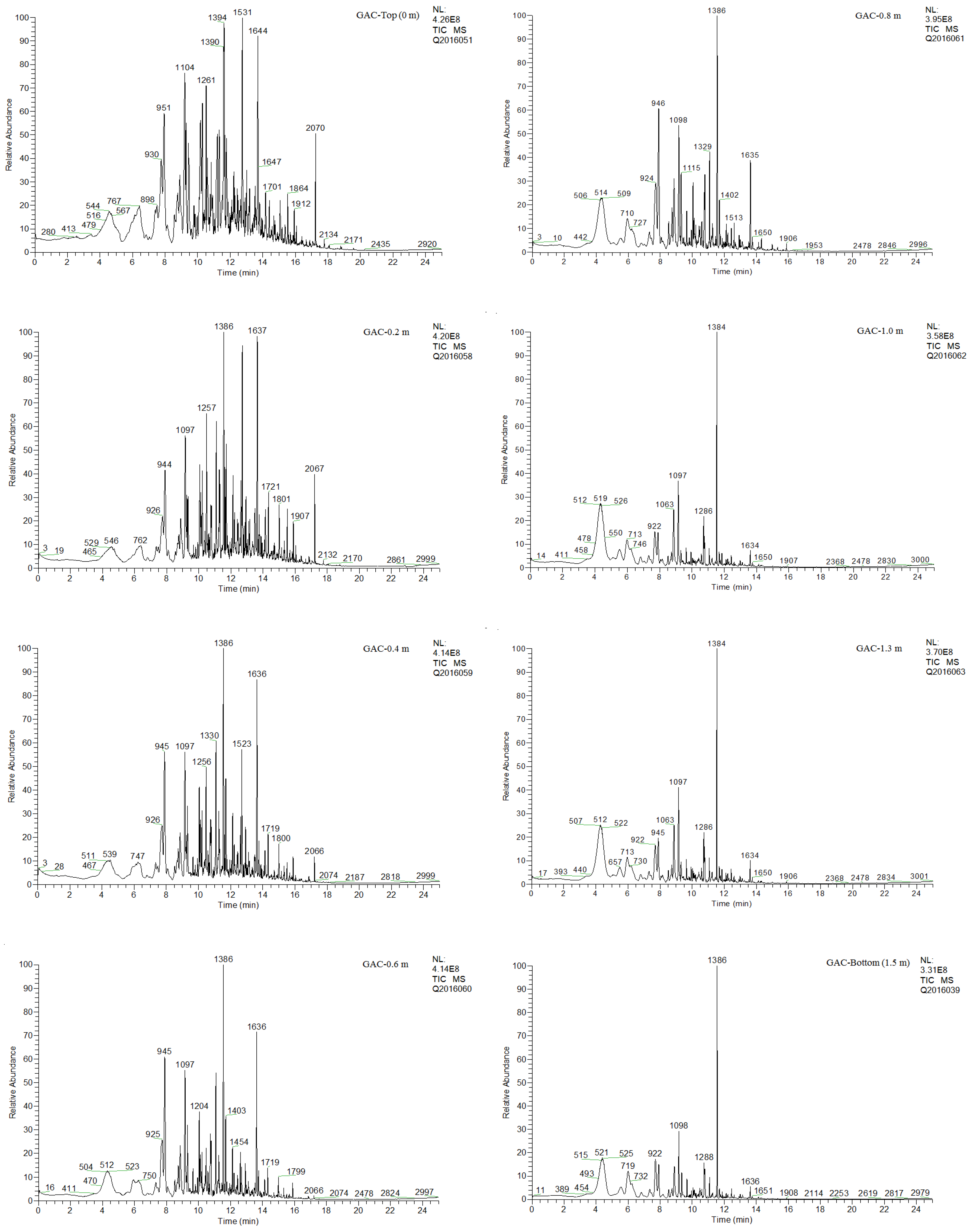
Figure 15 presents the TD-GC/MS chromatograms of the different GAC samples in the rum filter, systematically ordered from the Top (superior left corner) to the bottom (inferior right corner).
Different thermal desorption experiments were conducted at 300 °C, 450 °C and 500 °C based on the obtained TGA experiments. At 300 °C, it was found that this temperature was too low to obtain comparable chromatograms. At 500 °C, the original adsorbed compounds from the rum production process already show a thermal decomposition trend, making a proper comparison of the original adsorbed compounds in the different GAC samples not possible. It was found that at 450 °C, very reliable chromatograms were recorded for all GAC samples.
In general, for all the studied GAC samples the same predominant family of compounds were found, but with different relative abundance.
Table 7 presents the predominant compounds found in all the GAC layers in the rum filter.
The tabulated compounds have been found in aged Cuban rums and were reported in detail by Pino et al. in [
4,
5]. The significant role of fatty esters, phenolic compounds and vanilloids on the improvement of the aroma and bouquet, not only in aged rums but also in other aged distilled beverages as whiskies, have been widely discussed by different authors [
3,
4,
5,
34]. In Cuban rum production, the GAC acts as a sensorial modulator of certain “key components” that define the sensorial characteristics in rums; the proper balance of these compounds is crucial to obtain the desirable sensorial typical characteristics in the final product. The rum filtration process is designed to let just pass the correct amounts of each compound in a delicate balance, where the contribution of each compound is optimal to reach the proper sensorial attributes. Therefore, the same compound can usually be found before and after filtrating with GAC, but at different concentration levels.
The GAC-Top shows higher concentration of adsorbed compounds with the highest signal intensity. The evolution of the sum of the peak areas is decreasing from the top to the bottom, reaching the lowest value for GAC-Bottom. The clustered behaviour between GAC-1, -1.3 and -Bottom is also clearly noticeable by directly comparing chromatograms in
Figure 15. Also, the special exhaustion degree of GAC-1.3 can be observed, an increment in peak area distribution of dedicated compounds can be detected.
Ethyl decanoate is dominantly present in all the GAC layers and in enhanced concentration after GAC-0.8. The vanilloids are present in the top GAC layers. However, their relative fraction drops abruptly after GAC-0.4. A similar behaviour is observed for the phenolics; although present in all the GAC layers, their relative normalised peak areas decay from 60% in the GAC-Top to about 20% in GAC-1, but being rather constant at this value till the GAC-Bottom sample. In general, the family of esters is decreasing in relative abundancy from the top to the bottom. However, their decay can be associated to the molecular weight change. The heavier members of this family decay faster in relative abundance than the light esters. For instance, ethyl hexadecanoate is present in GAC-Top around 50%, but is nearly undetectable after GAC-0.4. The presented results suggest that the involved mechanisms in rum “filtration” and its relationship with the sensorial features of rum are rather unclear and must be further studied.
According to the TGA results, loss of organic compounds from the GAC at different layer positions in the rum filter reveals the following order:
The same order can be deduced from the proposed acoustic emission analysis and immersion bubble-metric technique.
According to the lower exhaustion degree observed in GAC-1, GAC-1.3 and GAC-Bottom, a possible reuse of these GAC layers in the rum filtration can be proposed. Around 30% of the GAC can be efficiently reapplied in a complete new rum filter, mixed with virgin GAC. In that case, the filling of a new rum filter should be started at the bottom using 70% virgin GAC and then completed with partially exhausted GAC at the top. This possibility is more cost-effective than removing all the GAC and replacing them with expensive virgin GAC. This aspect must be further evaluated and validated by rum specialists by sensorial judgment. If successful, it could be a very attractive proposal for reducing costs in the rum production process.
The above-mentioned new GAC characterization techniques offer in this particular case several advantages in comparison with well-known classical techniques such as N2 gas adsorption analysis, Brunauer–Emmett–Teller theory (BET). It is a sensitive and non-destructive method which can be performed quickly and thus is less time-consuming. It does not need special experimental conditions or special reactants. Additionally, it is found that for detecting the exhaustion degree in used GAC, the BET analysis could not be performed. Before BET analysis could be executed, the sample must be dried overnight at 300 °C in vacuum. In this case, the pre-treatment of the sample induces modifications in the studied GAC, desorption of a part of the absorbed organic compounds took place. It was even found that this required pre-treatment did not satisfy and could damage the equipment. Therefore, the measured BET results are not presented since it would not give the correct exhaustion degree of the sample as thermal desorption of adsorbed compounds occurred during the pretreatment, changing the exhaustion degree of the GAC. The proposed techniques are more reliable to determine the real exhaustion level, being an interesting tool for the control and management of GAC in the rum production process and analogue applications.





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}