
Application of Tubular Reactor Technologies for the Acceleration of Biodiesel Production



Abstract
:1. Introduction
Motivation, Aim, and Objectives
2. Feedstocks and Biodiesel Conversion Techniques
2.1. Feedstock for Biodiesel Production
2.2. Biodiesel Production Techniques
2.2.1. Direct Use and Dilution
2.2.2. Micro Emulsion
2.2.3. Pyrolysis
2.2.4. Transesterification
2.2.5. Superfluid/Supercritical
3. Modes of Biodiesel Production in Reactor Technologies
3.1. Batch-Mode Reactors
3.2. Semi Batch-Mode Reactors
3.3. Continuous-Mode Reactors
4. Tubular Reactor Technologies for Biodiesel Production
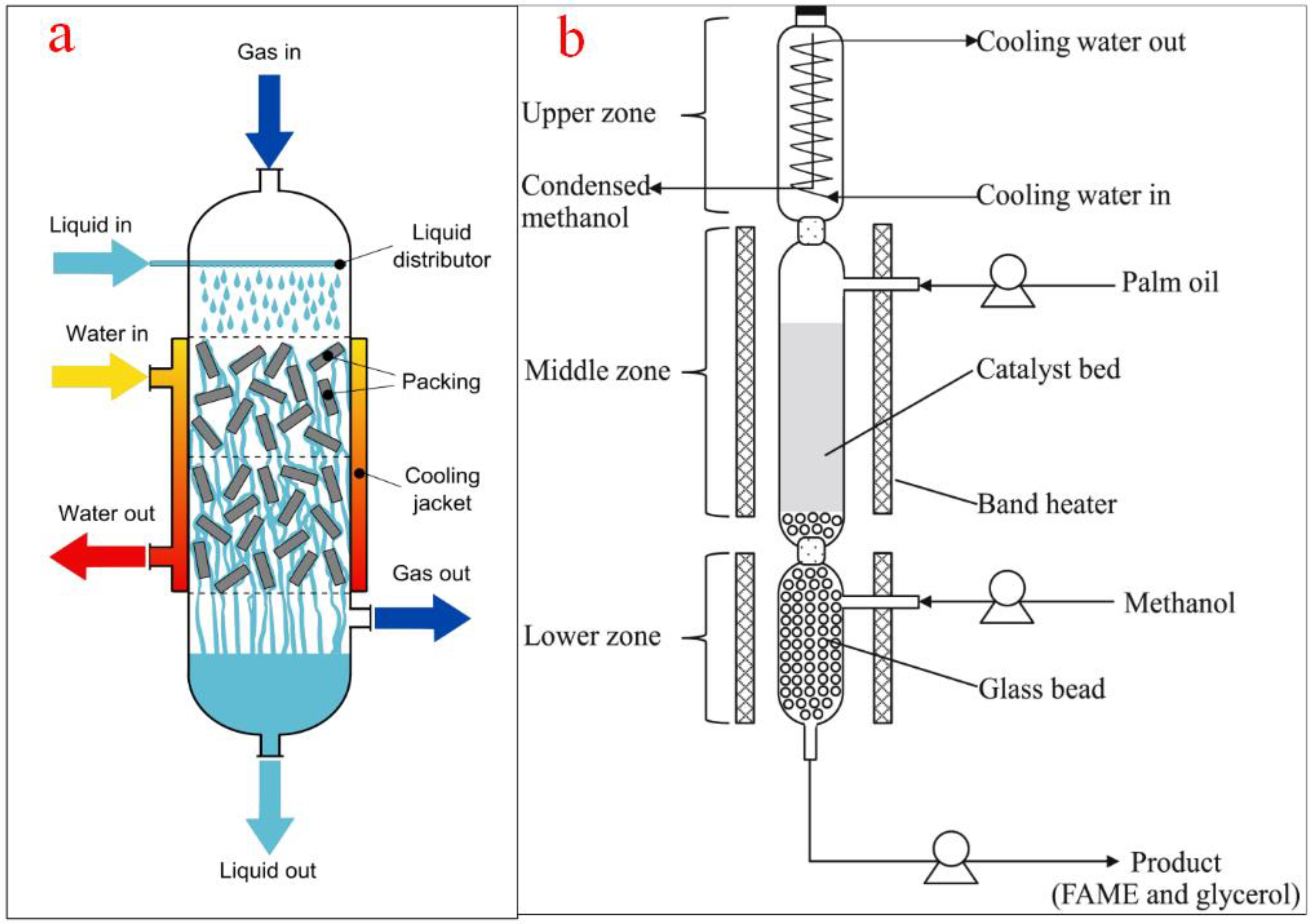
4.1. Packed Bed Reactors
4.2. Fluidized Bed Reactors
4.3. Trickle Bed Reactors
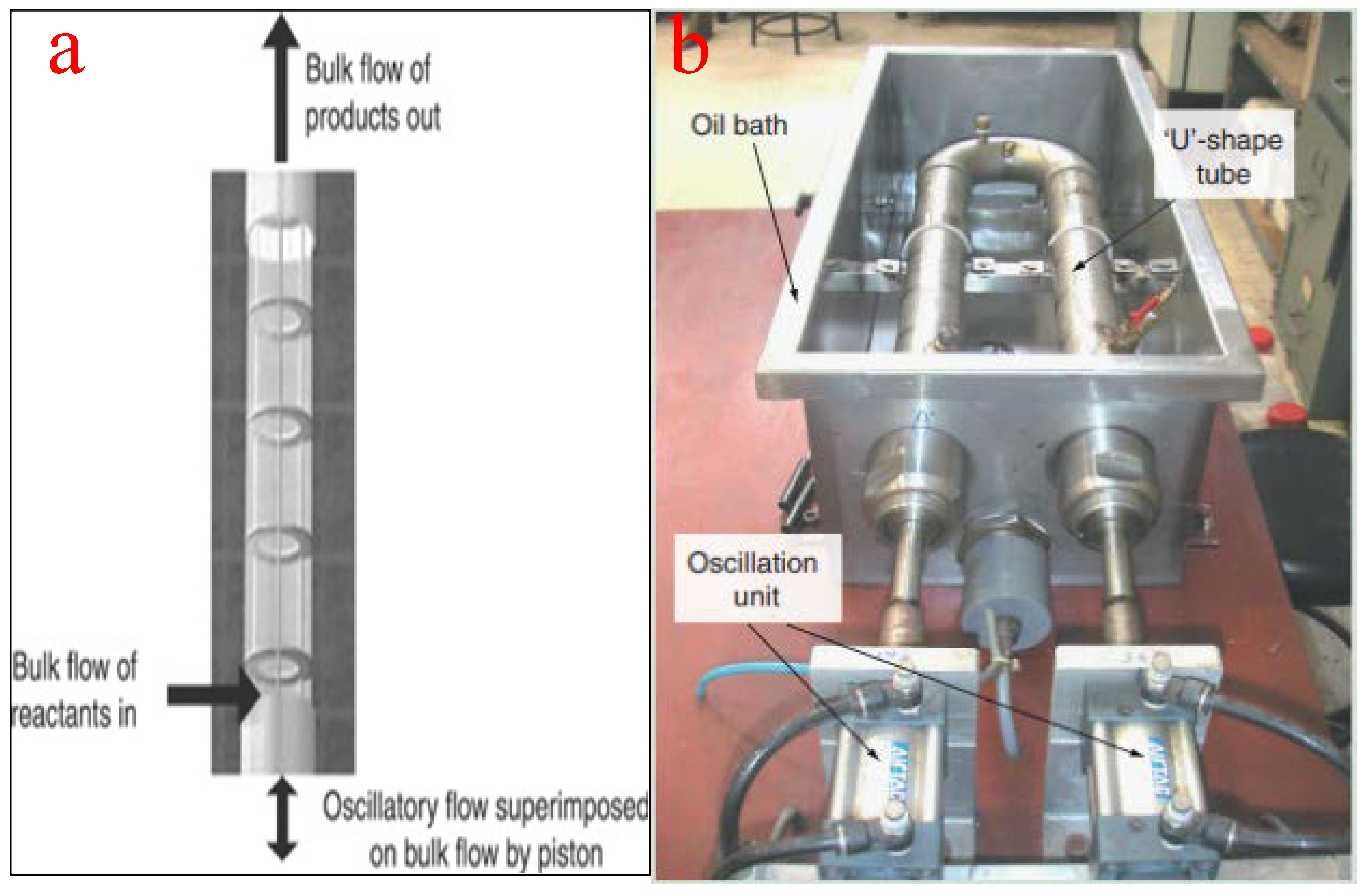
4.4. Oscillatory Bed Reactors
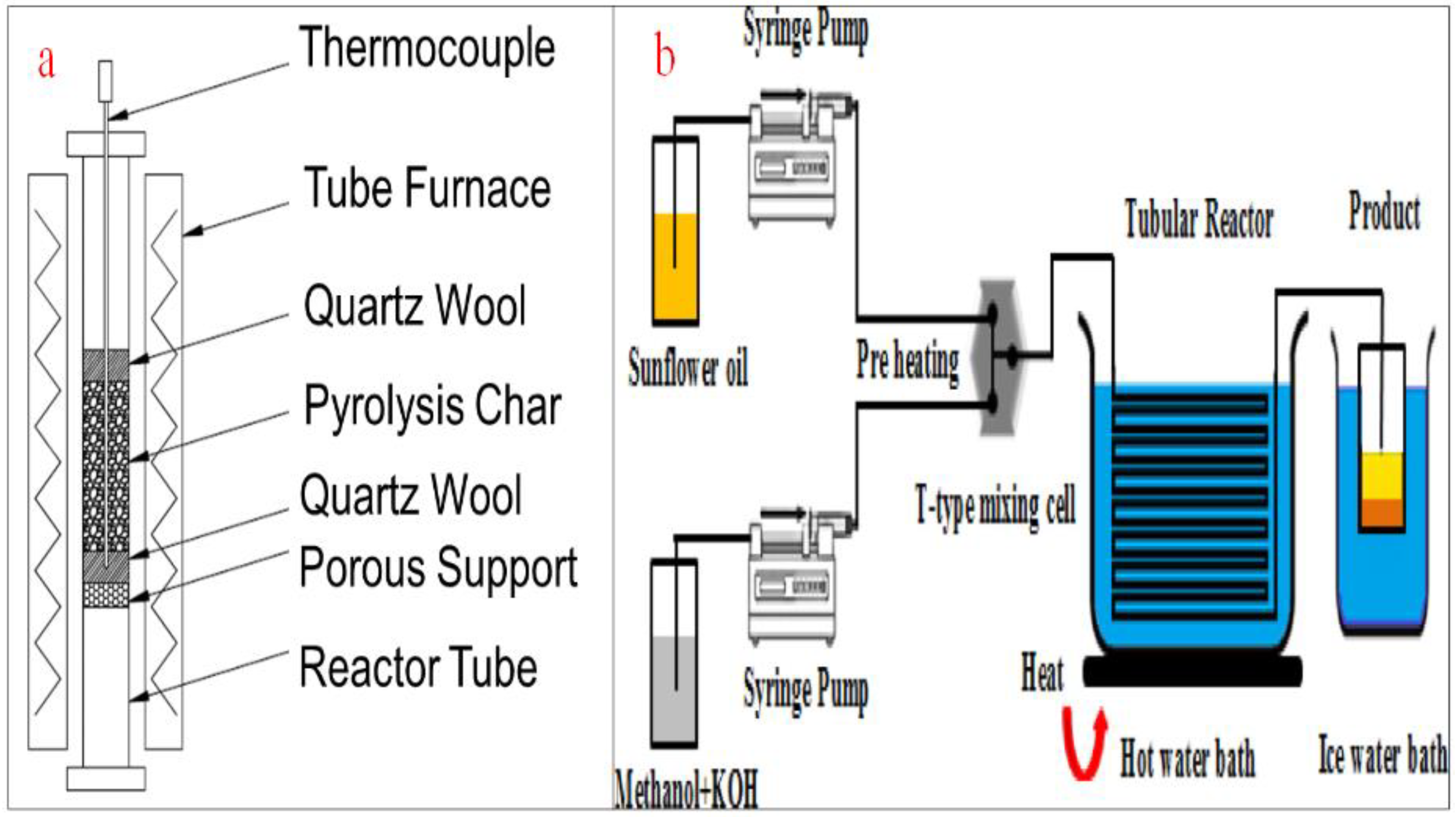
4.5. Micro-Channel Reactors
5. Recent Applications of Tubular Reactors for Biodiesel Production
6. Chemical Kinetics of Biodiesel Production by a Tubular Reactor
7. Implications and Future Perspectives
8. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
Abbreviations
| ASTM | American Society for Testing and Materials |
| CI | Compression ignition |
| DG | Diglyceride |
| FAEE | Fatty Acid Ethyl Ester |
| FAME | Fatty Acid Methyl Ester |
| FB | Fossil-based |
| FFA | Free fatty acid |
| GHG | Greenhouse gas |
| GL | Glycerol |
| ICE | Internal combustion engine |
| MG | Monoglyceride |
| OECD | Organization for Economic Cooperation and Development |
| R & D | Research and Development |
| RT | Reaction temperature |
| Rt | Residence time |
| TG | Triglyceride |
| TWh | Terawatt hour |
| WCO | Waste cooking oil |
References
- Primary Energy Consumption, 2019. Available online: https://ourworldindata.org/grapher/primary-energy-cons?tab=chart&time=2000..latest&country=~OWID_WRL (accessed on 1 April 2022).
- BP Energy Outlook 2030. Available online: https://www.iaee.org (accessed on 1 April 2022).
- Today in Energy. Available online: https://www.eia.gov/todayinenergy/detail.php?id=49876 (accessed on 1 April 2022).
- Renewable Energy Global Status Report 2021. Available online: https://www.ren21.net/five-takeaways-from-ren21s-renewables-2021-global-status-report/ (accessed on 1 April 2022).
- Transportation Sector Energy Consumption. Available online: https://www.eia.gov/outlooks/ieo/pdf/transportation.pdf (accessed on 1 April 2022).
- Awogbemi, O.; Kallon, D.V.V.; Onuh, E.I.; Aigbodion, V.S. An overview of the classification, production and utilization of biofuels for internal combustion engine applications. Energies 2021, 14, 5687. [Google Scholar] [CrossRef]
- Long, F.; Liu, W.; Jiang, X.; Zhai, Q.; Cao, X.; Jiang, J.; Xu, J. State-of-the-art technologies for biofuel production from triglycerides: A review. Renew. Sust. Energ. Rev. 2021, 148, 111269. [Google Scholar] [CrossRef]
- Anwar, M. Biodiesel feedstocks selection strategies based on economic, technical, and sustainable aspects. Fuel 2021, 283, 119204. [Google Scholar] [CrossRef]
- Awogbemi, O.; Kallon, D.V.V.; Aigbodion, V.S. Trends in the development and utilization of agricultural wastes as heterogeneous catalyst for biodiesel production. J. Energy Inst. 2021, 98, 244–258. [Google Scholar] [CrossRef]
- Setiyo, M.; Yuvenda, D.; Samue, O.D. The Concise latest report on the advantages and disadvantages of pure biodiesel (B100) on engine performance: Literature review and bibliometric analysis. Indones. J. Sci. Technol. 2021, 6, 469–490. [Google Scholar] [CrossRef]
- Firoz, S. A review: Advantages and disadvantages of biodiesel. Int. J. Eng. Res. Technol. 2017, 4, 530–533. [Google Scholar]
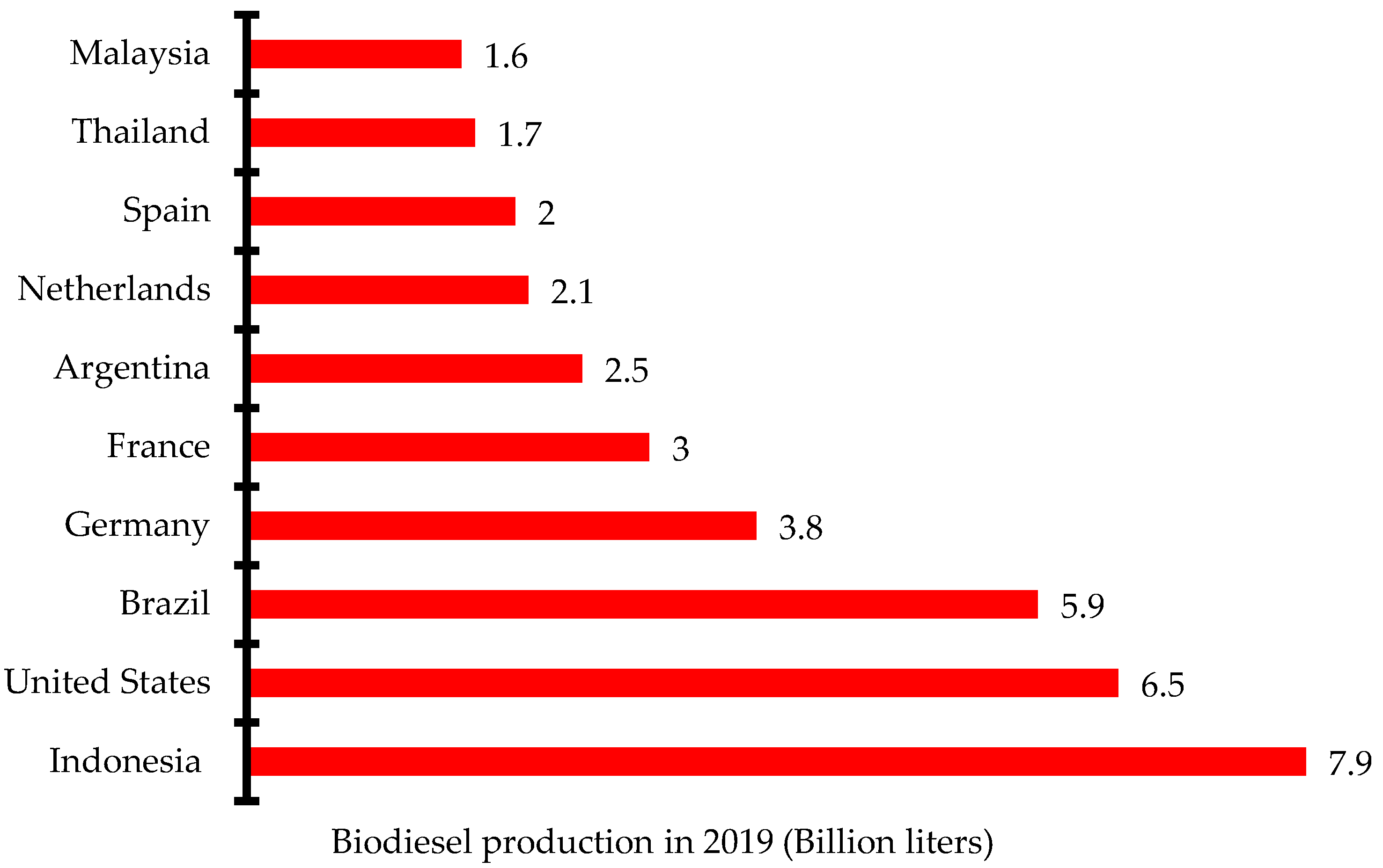
- Global Biodiesel Production by Country 2019. Available online: https://www.statista.com/statistics/271472/biodiesel-production-in-selected-countries (accessed on 1 April 2022).
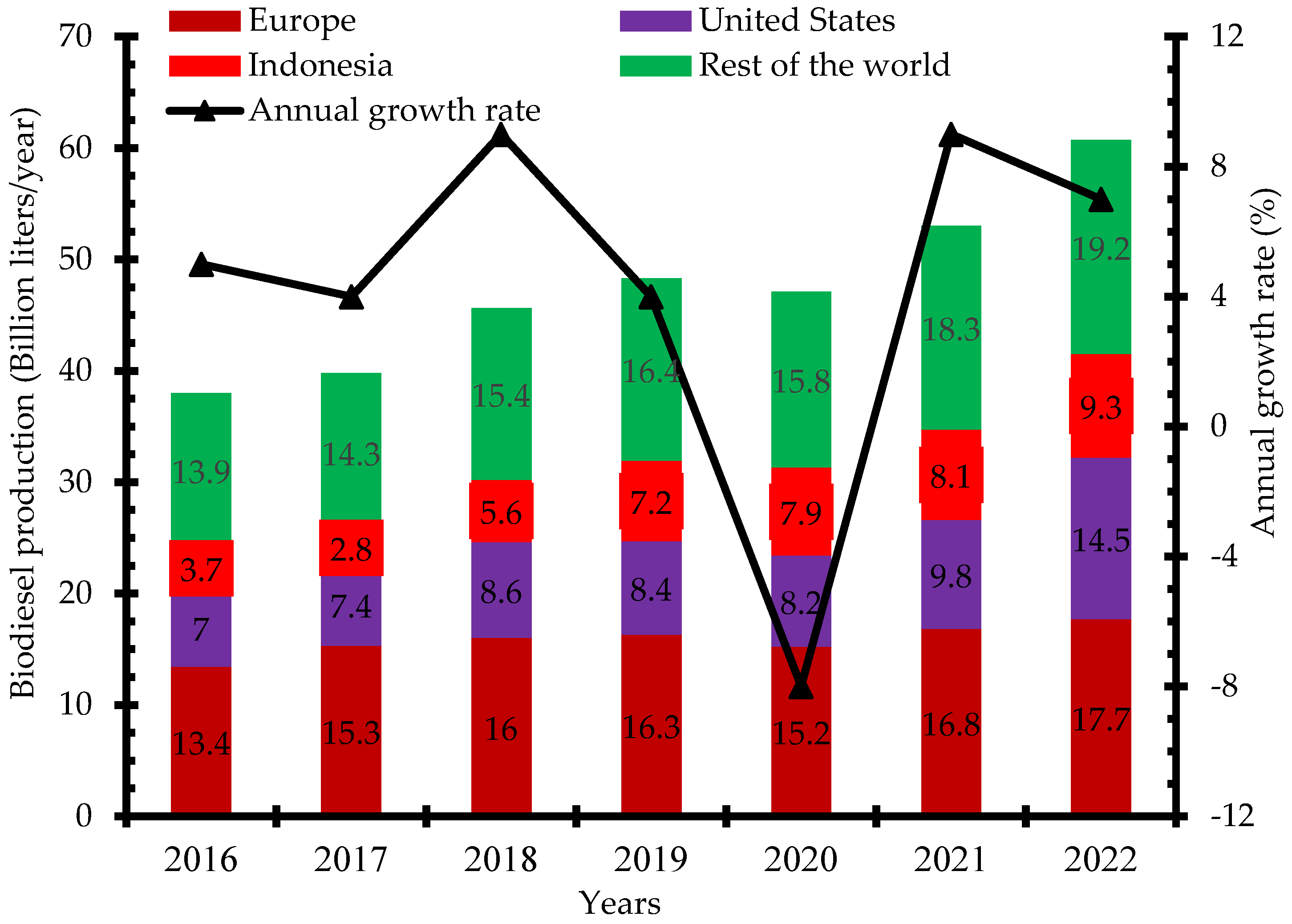
- Biofuel Production by Country/Region and Fuel Type, 2016–2022. Available online: https://www.iea.org/data-and-statistics/charts/biofuel-production-by-country-region-and-fuel-type-2016-2022 (accessed on 1 April 2022).
- Chuah, L.F.; Klemeš, J.J.; Yusup, S.; Bokhari, A.; Akbar, M.M. A review of cleaner intensification technologies in biodiesel production. J. Clean. Prod. 2017, 146, 181–193. [Google Scholar] [CrossRef]
- Kant Bhatia, S.; Kant Bhatia, R.; Jeon, J.M.; Pugazhendhi, A.; Kumar Awasthi, M.; Kumar, D.; Kumar, G.; Yoon, J.J.; Yang, Y.H. An overview on advancements in biobased transesterification methods for biodiesel production: Oil resources, extraction, biocatalysts, and process intensification technologies. Fuel 2021, 285, 119117. [Google Scholar] [CrossRef]
- Bashir, M.A.; Wu, S.; Zhu, J.; Krosuri, A.; Khan, M.U.; Aka, R.J.N. Recent development of advanced processing technologies for biodiesel production: A critical review. Fuel Process. Technol. 2022, 227, 107120. [Google Scholar] [CrossRef]
- Roick, C.; Okonye, L.; Diankanua, N.; Joshua, G. Commercial Technologies for Biodiesel Production. In Biodiesel Technology and Applications; Inamuddin, M.I., Ahamed, R.B., Mashallah, R., Eds.; Scrivener Publishing: Beverly, MA, USA, 2021; Volume 3, pp. 195–213. [Google Scholar] [CrossRef]
- Mohiddin, M.N.B.; Tan, Y.H.; Seow, Y.X.; Kansedo, J.; Mubarak, N.M.; Abdullah, M.O.; Chan, Y.S.; Khalid, M. Evaluation on feedstock, technologies, catalyst and reactor for sustainable biodiesel production: A review. J. Ind. Eng. Chem. 2021, 98, 60–81. [Google Scholar] [CrossRef]
- Okolie, J.A.; Escobar, J.I.; Umenweke, G.; Khanday, W.; Okoye, P.U. Continuous biodiesel production: A review of advances in catalysis, microfluidic and cavitation reactors. Fuel 2022, 307, 121821. [Google Scholar] [CrossRef]
- Lv, L.; Dai, L.; Du, W.; Liu, D. Progress in enzymatic biodiesel production and commercialization. Processes 2021, 9, 355. [Google Scholar] [CrossRef]
- Tabatabaei, M.; Aghbashlo, M.; Dehhaghi, M.; Panahi, H.K.S.; Mollahosseini, A.; Hosseini, M.; Soufiyan, M.M. Reactor technologies for biodiesel production and processing: A review. Prog. Energy Combust. Sci. 2019, 74, 239–303. [Google Scholar] [CrossRef]
- Mofijur, M.; Rasul, M.G.; Hassan, N.; Nabi, M. Recent development in the production of third generation biodiesel from microalgae. Energy Procedia 2019, 156, 53–58. [Google Scholar] [CrossRef]
- Hossain, N.; Hasan, M.; Mahlia, T.; Shamsuddin, A.; Silitonga, A. Feasibility of microalgae as feedstock for alternative fuel in Malaysia: A review. Energy Strategy Rev. 2020, 32, 100536. [Google Scholar] [CrossRef]
- Singh, D.; Sharma, D.; Soni, S.L.; Sharma, S.; Kumar Sharma, P.; Jhalani, A. A review on feedstocks, production processes, and yield for different generations of biodiesel. Fuel 2020, 262, 116553. [Google Scholar] [CrossRef]
- Awogbemi, O.; Kallon, D.V.V.; Aigbodion, V.S.; Panda, S. Advances in biotechnological applications of waste cooking oil. Case Stud. Chem. Environ. Eng. 2021, 4, 100158. [Google Scholar] [CrossRef]
- Gebremariam, S.N.; Marchetti, J.M. Biodiesel production technologies. AIMS Energy 2017, 5, 425–457. [Google Scholar] [CrossRef]
- Ayoub, M.; Yusoff, M.H.M.; Nazir, M.H.; Zahid, I.; Ameen, M.; Sher, F.; Floresyona, D.; Budi Nursanto, E. A comprehensive review on oil extraction and biodiesel production technologies. Sustainability 2021, 13, 788. [Google Scholar] [CrossRef]
- Shaah, M.A.H.; Hossain, M.S.; Allafi, F.A.S.; Alsaedi, A.; Ismail, N.; Ab Kadir, M.O.; Ahmad, M.I. A review on non-edible oil as a potential feedstock for biodiesel: Physicochemical properties and production technologies. RSC Adv. 2021, 11, 25018–25037. [Google Scholar] [CrossRef]
- Awogbemi, O.; Inambao, F.; Onuh, E.I. Modelling and Optimization of Transesterification of Waste Sunflower Oil to Fatty Acid Methyl Ester: A case of Response Surface Methodology vs Taguchi Orthogonal Approach. Int. J. Eng. Res. Technol. 2019, 12, 2346–2361. [Google Scholar]
- Troter, D.Z.; Todorović, Z.B.; Đokić-Stojanović, D.R.; Veselinović, L.M.; Zdujić, M.V.; Veljković, V.B. Choline chloride-based deep eutectic solvents in CaO-catalyzed ethanolysis of expired sunflower oil. J. Mol. Liq. 2018, 266, 557–567. [Google Scholar] [CrossRef]
- Đokić Stojanović, D.R.; Todorović, Z.B.; Troter, D.; Stamenković, O.S.; Veselinović, L.; Zdujić, M.; Manojlović, D.D.; Veljković, V.B. Influence of various cosolvents on the calcium oxide-catalyzed ethanolysis of sunflower oil. J. Serbian Chem. Soc. 2019, 84, 253–265. [Google Scholar] [CrossRef] [Green Version]
- Catarino, M.; Ramos, M.; Dias, A.; Santos, M.T.; Puna, J.; Gomes, J. Calcium rich food wastes based catalysts for biodiesel production. Waste Biomass Valorization 2017, 8, 1699–1707. [Google Scholar] [CrossRef]
- de Lima, A.L.; Ronconi, C.M.; Mota, C.J. Heterogeneous basic catalysts for biodiesel production. Catal. Sci. Technol. 2016, 6, 2877–2891. [Google Scholar] [CrossRef]
- Alcañiz-Monge, J.; El Bakkali, B.; Trautwein, G.; Reinoso, S. Zirconia-supported tungstophosphoric heteropolyacid as heterogeneous acid catalyst for biodiesel production. Appl. Catal. B Environ. 2018, 224, 194–203. [Google Scholar] [CrossRef] [Green Version]
- Silitonga, A.S.; Shamsuddin, A.H.; Mahlia, T.M.I.; Milano, J.; Kusumo, F.; Siswantoro, J.; Dharma, S.; Sebayang, A.H.; Masjuki, H.H.; Ong, H.C. Biodiesel synthesis from Ceiba pentandra oil by microwave irradiation-assisted transesterification: ELM modeling and optimization. Renew. Energy 2020, 146, 1278–1291. [Google Scholar] [CrossRef]
- Esmi, F.; Borugadda, V.B.; Dalai, A.K. Heteropoly acids as supported solid acid catalysts for sustainable biodiesel production using vegetable oils: A Review. Catal. Today 2022, in press. [CrossRef]
- Kaur, M.; Malhotra, R.; Ali, A. Tungsten supported Ti/SiO2 nanoflowers as reusable heterogeneous catalyst for biodiesel production. Renew. Energy 2018, 116, 109–119. [Google Scholar] [CrossRef]
- Kesserwan, F.; Ahmad, M.N.; Khalil, M.; El-Rassy, H. Hybrid CaO/Al2O3 aerogel as heterogeneous catalyst for biodiesel production. Chem. Eng. J. 2020, 385, 123834. [Google Scholar] [CrossRef]
- Mukhtar, A.; Saqib, S.; Lin, H.; Shah, M.U.H.; Ullah, S.; Younas, M.; Rezakazemi, M.; Ibrahim, M.; Mahmood, A.; Asif, S. Current status and challenges in the heterogeneous catalysis for biodiesel production. Renew. Sustain. Energy Rev. 2022, 157, 112012. [Google Scholar] [CrossRef]
- Guo, L.; Xie, W.; Gao, C. Heterogeneous H6PV3MoW8O40/AC-Ag catalyst for biodiesel production: Preparation, characterization and catalytic performance. Fuel 2022, 316, 123352. [Google Scholar] [CrossRef]
- Amini, Z.; Ilham, Z.; Ong, C.; Mazaheri, H.; Chen, W.H. State of the art and prospective of lipase-catalyzed transesterification reaction for biodiesel production. Energy Convers. Manag. 2017, 141, 339–353. [Google Scholar] [CrossRef]
- Rizwanul Fattah, I.; Ong, H.C.; Mahlia, T.M.I.; Mofijur, M.; Silitonga, A.S.; Rahman, S.M.; Ahmad, A. State of the art of catalysts for biodiesel production. Front. Energy Res. 2020, 8, 101. [Google Scholar] [CrossRef]
- Yaashikaa, P.; Kumar, P.S.; Karishma, S. Bio-derived catalysts for production of biodiesel: A review on feedstock, oil extraction methodologies, reactors and lifecycle assessment of biodiesel. Fuel 2022, 316, 123379. [Google Scholar] [CrossRef]
- Rezania, S.; Korrani, Z.S.; Gabris, M.A.; Cho, J.; Yadav, K.K.; Cabral-Pinto, M.M.S.; Alam, J.; Ahamed, M.; Nodeh, H.R. Lanthanum phosphate foam as novel heterogeneous nanocatalyst for biodiesel production from waste cooking oil. Renew. Energy 2021, 176, 228–236. [Google Scholar] [CrossRef]
- Vahid, B.R.; Haghighi, M.; Alaei, S.; Toghiani, J. Reusability enhancement of combustion synthesized MgO/MgAl2O4 nanocatalyst in biodiesel production by glow discharge plasma treatment. Energy Convers. Manag. 2017, 143, 23–32. [Google Scholar] [CrossRef]
- Adewale, P.; Dumont, M.J.; Ngadi, M. Recent trends of biodiesel production from animal fat wastes and associated production techniques. Renew. Sust. Energ. Rev. 2015, 45, 574–588. [Google Scholar] [CrossRef]
- Qadeer, M.U.; Ayoub, M.; Komiyama, M.; Daulatzai, M.U.K.; Mukhtar, A.; Saqib, S.; Ullah, S.; Qyyum, M.A.; Asif, S.; Bokhari, A. Review of biodiesel synthesis technologies, current trends, yield influencing factors and economical analysis of supercritical process. J. Clean. Prod. 2021, 309, 127388. [Google Scholar] [CrossRef]
- De Paola, M.G.; Mazza, I.; Paletta, R.; Lopresto, C.G.; Calabrò, V. Small-scale biodiesel production plants—An overview. Energies 2021, 14, 1901. [Google Scholar] [CrossRef]
- Ghazvini, M.; Kavosi, M.; Sharma, R.; Kim, M. A review on mechanical-based microalgae harvesting methods for biofuel production. Biomass Bioenergy 2020, 158, 106348. [Google Scholar] [CrossRef]
- Arenas, E.; Villafán-Cáceres, S.M.; Rodríguez-Mejía, Y.; García-Loyola, J.A.; Masera, O.; Sandoval, G. Biodiesel dry purification using unconventional bioadsorbents. Processes 2021, 9, 194. [Google Scholar] [CrossRef]
- Jariah, N.F.; Hassan, M.A.; Taufiq-Yap, Y.H.; Roslan, A.M. Technological advancement for efficiency enhancement of biodiesel and residual glycerol refining: A mini review. Processes 2021, 9, 1198. [Google Scholar] [CrossRef]
- Hayyan, A.; Ng, Y.S.; Hadj-Kali, M.K.; Junaidi, M.U.M.; Ali, E.; Aldeehani, A.K.; Alkandari, K.H.; Alajmi, F.D.H.; Yeow, A.T.H.; Zulkifli, M.Y. Natural and low-cost deep eutectic solvent for soap removal from crude biodiesel using low stirring extraction system. Biomass Convers. Biorefin. 2022, 12, 113–121. [Google Scholar] [CrossRef]
- Athar, M.; Zaidi, S. A review of the feedstocks, catalysts, and intensification techniques for sustainable biodiesel production. J. Environ. Chem. Eng. 2020, 8, 104523. [Google Scholar] [CrossRef]
- Akubude, V.; Jaiyeoba, K.; Oyewusi, T.; Abbah, E.; Oyedokun, J.; Okafor, V. Overview on Different Reactors for Biodiesel Production. In Biodiesel Technology and Applications; Inamuddin, M.I., Ahamed, R.B., Mashallah, R., Eds.; Scrivener Publishing: Beverly, MA, USA, 2021; pp. 341–359. [Google Scholar] [CrossRef]
- Topare, N.S.; Patil, K.D.; Khedkar, S.V.; Inamdar, N. Lab Scale Batch Reactor Design, Fabrication and Its Application for Biodiesel Production. In Techno-Societal 2020; Pawar, P.M., Balasubramaniam, R., Ronge, B.P., Salunkhe, S.B., Vibhute, A.S., Melinamath, B., Eds.; Springer: Berlin/Heidelberg, Germany, 2021; pp. 819–828. [Google Scholar] [CrossRef]
- Mehboob, A.; Nisar, S.; Rashid, U.; Choong, T.S.Y.; Khalid, T.; Qadeer, H.A. Reactor designs for the production of biodiesel. Int. J. Chem. Biochem. Sci. 2016, 10, 87–94. [Google Scholar]
- Zahan, K.A.; Kano, M. Technological Progress in biodiesel production: An overview on different types of reactors. Energy Procedia 2019, 156, 452–457. [Google Scholar] [CrossRef]
- Bello, E.I.; Daniyan, I.A.; Akinola, A.O.; Ogedengbe, I.T. Development of a biodiesel processor. Res. J. Eng. Appl. Sci. 2013, 2, 182–186. [Google Scholar]
- Abbaszaadeh, A.; Najafi, G.; Ghohadian, A. Design, fabrication and evaluation of a novel biodiesel processor system. Int. J. Renew. Energy Technol. Res. 2013, 2, 249–255. [Google Scholar]
- Costa, W.A.; Bezerra, F.W.F.; Oliveira, M.S.; Silva, M.P.; Cunha, V.M.B.; Andrade, E.H.A.; Carvalho, R.N. Appliance of a high pressure semi-batch reactor: Supercritical transesterification of soybean oil using methanol. Food Sci. Technol. 2019, 39, 754–773. [Google Scholar] [CrossRef] [Green Version]
- Silva, M.G.; Oliveira, G.S.; Carvalho, J.C.R.; Nobre, L.R.P.; Deus, M.S.; Jesus, A.A.; Oliveira, J.A.; Souza, D.F.S. Esterification of oleic acid in a semi-batch bubble reactor for biodiesel production. Braz. J. Chem. Eng. 2019, 36, 299–308. [Google Scholar] [CrossRef]
- Silva, M.G.; Nobre, L.R.P.; Santiago, L.F.P.; Deus, M.S.; Jesus, A.A.; Oliveira, J.A.; Souza, D.F.S. Mathematical modeling and simulation of biodiesel production in a semibatch bubble reactor. Energy Fuels 2018, 32, 9614–9623. [Google Scholar] [CrossRef]
- Malpartida, I.; Maireles-Torres, P.; Vereda, C.; Rodríguez-Maroto, J.M.; Halloumi, S.; Lair, V.; Thiel, J.; Lacoste, F. Semi-continuous mechanochemical process for biodiesel production under heterogeneous catalysis using calcium diglyceroxide. Renew. Energy 2020, 159, 117–126. [Google Scholar] [CrossRef]
- Tran-Nguyen, P.L.; Ong, L.K.; Go, A.W.; Ju, Y.H.; Angkawijaya, A.E. Non-catalytic and heterogeneous acid/base-catalyzed biodiesel production: Recent and future developments. Asia-Pac. J. Chem. Eng. 2020, 15, e2490. [Google Scholar] [CrossRef]
- Qiao, B.Q.; Zhou, D.; Li, G.; Yin, J.Z.; Xue, S.; Liu, J. Process enhancement of supercritical methanol biodiesel production by packing beds. Bioresour. Technol. 2017, 228, 298–304. [Google Scholar] [CrossRef]
- Tran, N.N.; Gelonch, M.E.; Liang, S.; Xiao, Z.; Sarafraz, M.M.; Tišma, M.; Federsel, H.J.; Ley, S.V.; Hessel, V. Enzymatic pretreatment of recycled grease trap waste in batch and continuous-flow reactors for biodiesel production. Chem. Eng. J. 2021, 426, 131703. [Google Scholar] [CrossRef]
- Buasri, A.; Chaiyut, N.; Loryuenyong, V.; Rodklum, C.; Chaikwan, T.; Kumphan, N. Continuous process for biodiesel production in packed bed reactor from waste frying oil using potassium hydroxide supported on Jatropha curcas fruit shell as solid catalyst. Appl. Sci. 2012, 2, 641–653. [Google Scholar] [CrossRef] [Green Version]
- Bogatykh, I.; Osterland, T. Characterization of residence time distribution in a plug flow reactor. Chem. Ing. Tech. 2019, 91, 668–672. [Google Scholar] [CrossRef] [Green Version]
- Sungwornpatansakul, P.; Hiroi, J.; Nigahara, Y.; Jayasinghe, T.K.; Yoshikawa, K. Enhancement of biodiesel production reaction employing the static mixing. Fuel Process. Technol. 2013, 116, 1–8. [Google Scholar] [CrossRef]
- Farobie, O.; Sasanami, K.; Matsumura, Y. A novel spiral reactor for biodiesel production in supercritical ethanol. Appl. Energy 2015, 147, 20–29. [Google Scholar] [CrossRef]
- Jakobsen, H.A. Packed bed reactors. In Chemical Reactor Modeling; Jakobsen, H.A., Ed.; Springer: Berlin/Heidelberg, Germany, 2009; pp. 953–984. [Google Scholar] [CrossRef]
- Hashemzadeh Gargari, M.; Sadrameli, S.M. Investigating continuous biodiesel production from linseed oil in the presence of a Co-solvent and a heterogeneous based catalyst in a packed bed reactor. Energy 2018, 148, 888–895. [Google Scholar] [CrossRef]
- Sakdasri, W.; Ngamprasertsith, S.; Daengsanun, S.; Sawangkeaw, R. Lipid-based biofuel synthesized from palm-olein oil by supercritical ethyl acetate in fixed-bed reactor. Energy Convers. Manag. 2019, 182, 215–223. [Google Scholar] [CrossRef]
- Antunes, F.; Machado, P.; Rocha, T.; Melo, Y.; Santos, J.; da Silva, S. Column reactors in fluidized bed configuration as intensification system for xylitol and ethanol production from napier grass (Pennisetum Purpureum). Chem. Eng. Process. Process Intensif. 2021, 164, 108399. [Google Scholar] [CrossRef]
- Fidalgo, W.R.R.; Ceron, A.; Freitas, L.; Santos, J.C.; de Castro, H.F. A fluidized bed reactor as an approach to enzymatic biodiesel production in a process with simultaneous glycerol removal. J. Ind. Eng. Chem. 2016, 38, 217–223. [Google Scholar] [CrossRef]
- Borges, M.; Díaz, L. Catalytic packed-bed reactor configuration for biodiesel production using waste oil as feedstock. Bioenergy Res. 2013, 6, 222–228. [Google Scholar] [CrossRef]
- Wang, K.; Brown, R.C.; Homsy, S.; Martinez, L.; Sidhu, S.S. Fast pyrolysis of microalgae remnants in a fluidized bed reactor for bio-oil and biochar production. Bioresour. Technol. 2013, 127, 494–499. [Google Scholar] [CrossRef]
- Kutálek, K.; Čapek, L.; Smoláková, L.; Kubička, D. Aspects of Mg–Al mixed oxide activity in transesterification of rapeseed oil in a fixed-bed reactor. Fuel Process. Technol. 2014, 122, 176–181. [Google Scholar] [CrossRef]
- Wang, Y.; Yang, G.; He, J.; Sun, G.; Sun, Z.; Sun, Y. Preparation of biochar catalyst from black liquor by spray drying and fluidized bed carbonation for biodiesel synthesis. Process Saf. Environ. Prot. 2020, 141, 333–343. [Google Scholar] [CrossRef]
- Muharam, Y.; Aufa, T.; Santoso, T.B. Modeling of partial hydrogenation of polyunsaturated fatty acid methyl esters in a trickle bed reactor. Eng. J. 2020, 24, 195–204. [Google Scholar] [CrossRef]
- Restrepo, J.B.; Bustillo, J.A.; Bula, A.J.; Paternina, C.D. Selection, Sizing, and Modeling of a Trickle Bed Reactor to Produce 1, 2 Propanediol from Biodiesel Glycerol Residue. Processes 2021, 9, 479. [Google Scholar] [CrossRef]
- Azarpour, A.; Rezaei, N.; Zendehboudi, S. Performance analysis and modeling of catalytic trickle-bed reactors: A comprehensive review. J. Ind. Eng. Chem. 2021, 103, 1–41. [Google Scholar] [CrossRef]
- Jindapon, W.; Ruengyoo, S.; Kuchonthara, P.; Ngamcharussrivichai, C.; Vitidsant, T. Continuous production of fatty acid methyl esters and high-purity glycerol over a dolomite-derived extrudate catalyst in a countercurrent-flow trickle-bed reactor. Renew. Energy 2020, 157, 626–636. [Google Scholar] [CrossRef]
- Degirmenci, V.; Rebrov, E.V. Design of catalytic micro trickle bed reactors. Phys. Sci. Rev. 2016, 1, 1–29. [Google Scholar] [CrossRef]
- McDonough, J.R.; Phan, A.N.; Harvey, A.P. Rapid process development using oscillatory baffled mesoreactors—A state-of-the-art review. Chem. Eng. J. 2015, 265, 110–121. [Google Scholar] [CrossRef] [Green Version]
- Bianchi, P.; Williams, J.D.; Kappe, C.O. Oscillatory flow reactors for synthetic chemistry applications. J. Flow Chem. 2020, 10, 475–490. [Google Scholar] [CrossRef]
- Thangarasu, G.R.V.; Vinayakaselvi, M.; Ramanathan, A. A critical review of recent advancements in continuous flow reactors and prominent integrated microreactors for biodiesel production. Renew. Sust. Energ. Rev. 2022, 154, 111869. [Google Scholar] [CrossRef]
- Masngut, N.; Harvey, A.P.; Ikwebe, J. Potential uses of oscillatory baffled reactors for biofuel production. Biofuels 2010, 1, 605–619. [Google Scholar] [CrossRef]
- Oliva, J.A.; Pal, K.; Barton, A.; Firth, P.; Nagy, Z.K. Experimental investigation of the effect of scale-up on mixing efficiency in oscillatory flow baffled reactors (OFBR) using principal component based image analysis as a novel noninvasive residence time distribution measurement approach. Chem. Eng. J. 2018, 351, 498–505. [Google Scholar] [CrossRef] [Green Version]
- Abbott, M.; Harvey, A.; Perez, G.V.; Theodorou, M. Biological processing in oscillatory baffled reactors: Operation, advantages and potential. Interface Focus 2013, 3, 20120036. [Google Scholar] [CrossRef] [Green Version]
- Natarajan, Y.; Nabera, A.; Salike, S.; Tamilkkuricil, V.D.; Pandian, S.; Karuppan, M.; Appusamy, A. An overview on the process intensification of microchannel reactors for biodiesel production. Chem. Eng. Process. Process Intensif. 2019, 136, 163–176. [Google Scholar] [CrossRef]
- Mohd Laziz, A.; KuShaari, K.; Azeem, B.; Yusup, S.; Chin, J.; Denecke, J. Rapid production of biodiesel in a microchannel reactor at room temperature by enhancement of mixing behaviour in methanol phase using volume of fluid model. Chem. Eng. Sci. 2020, 219, 115532. [Google Scholar] [CrossRef]
- Kumar, Y.; Das, L.; Biswas, K.G. Biodiesel: Features, Potential Hurdles, and Future Direction. In Status and Future Challenges for Non-Conventional Energy Sources; Joshi, J., Sen, R., Sharma, A., Salam, P.A., Eds.; Springer: Singapore, 2022; Volume 2, pp. 99–122. [Google Scholar] [CrossRef]
- Tiwari, A.; Rajesh, V.M.; Yadav, S. Biodiesel production in micro-reactors: A review. Energy Sustain. Dev. 2018, 43, 143–161. [Google Scholar] [CrossRef]
- Kiani, M.R.; Meshksar, M.; Makarem, M.A.; Rahimpour, E. Catalytic membrane micro-reactors for fuel and biofuel processing: A mini review. Top. Catal. 2021. [Google Scholar] [CrossRef]
- Gupta, J.; Agarwal, M.; Dalai, A.K. An overview on the recent advancements of sustainable heterogeneous catalysts and prominent continuous reactor for biodiesel production. J. Ind. Eng. Chem. 2020, 88, 58–77. [Google Scholar] [CrossRef]
- Baydir, E.; Aras, O. Increasing biodiesel production yield in narrow channel tubular reactors. Chem. Eng. Process. Process Intensif. 2022, 170, 108719. [Google Scholar] [CrossRef]
- Budžaki, S.; Miljić, G.; Sundaram, S.; Tišma, M.; Hessel, V. Cost analysis of enzymatic biodiesel production in small-scaled packed-bed reactors. Appl. Energy 2018, 210, 268–278. [Google Scholar] [CrossRef]
- He, P.Y.; Zhang, Y.J.; Chen, H.; Han, Z.C.; Liu, L.C. Low-energy synthesis of kaliophilite catalyst from circulating fluidized bed fly ash for biodiesel production. Fuel 2019, 257, 116041. [Google Scholar] [CrossRef]
- e Silva, W.C.; Teixeira, L.F.; Carvalho, A.K.F.; Mendes, A.A.; de Castro, H.F. Influence of feedstock source on the biocatalyst stability and reactor performance in continuous biodiesel production. J. Ind. Eng. Chem. 2014, 20, 881–886. [Google Scholar] [CrossRef]
- Asimakopoulos, K.; Kaufmann-Elfang, M.; Lundholm-Høffner, C.; Rasmussen, N.B.K.; Grimalt-Alemany, A.; Gavala, H.N.; Skiadas, I.V. Scale up study of a thermophilic trickle bed reactor performing syngas biomethanation. Appl. Energy 2021, 290, 116771. [Google Scholar] [CrossRef]
- Oh, P.P.; Lau, H.L.N.; Chen, J.; Chong, M.F.; Choo, Y.M. A review on conventional technologies and emerging process intensification (PI) methods for biodiesel production. Renew. Sust. Energy Rev. 2012, 16, 5131–5145. [Google Scholar] [CrossRef]
- Dai, J.Y.; Li, D.Y.; Zhao, Y.C.; Xiu, Z.L. Statistical optimization for biodiesel production from soybean oil in a microchannel reactor. Ind. Eng. Chem. Res. 2014, 53, 9325–9330. [Google Scholar] [CrossRef]
- Zik, N.A.F.A.; Sulaiman, S.; Jamal, P. Biodiesel production from waste cooking oil using calcium oxide/nanocrystal cellulose/polyvinyl alcohol catalyst in a packed bed reactor. Renew. Energy 2020, 155, 267–277. [Google Scholar] [CrossRef]
- Talha, N.S.; Sulaiman, S. In situ transesterification of solid coconut waste in a packed bed reactor with CaO/PVA catalyst. Waste Manag. 2018, 78, 929–937. [Google Scholar] [CrossRef] [PubMed]
- Ani, F.N.; Nur, H.; Said, M.F. Optimization of Biodiesel Production using a Stirred Packed-bed Reactor. Int. J. Technol. 2018, 9, 219–228. [Google Scholar]
- Akkarawatkhoosith, N.; Kaewchada, A.; Ngamcharussrivichai, C.; Jaree, A. Biodiesel production via interesterification of palm oil and ethyl acetate using ion-exchange resin in a packed-bed reactor. Bioenergy Res. 2020, 13, 542–551. [Google Scholar] [CrossRef]
- Jindapon, W.; Ashokkumar, V.; Rashid, U.; Rojviriya, C.; Pakawanit, P.; Ngamcharussrivichai, C. Production of biodiesel over waste seashell-derived active and stable extrudate catalysts in a fixed-bed reactor. Environ. Technol. Innov. 2020, 20, 101051. [Google Scholar] [CrossRef]
- Chen, G.; Liu, J.; Yao, J.; Qi, Y.; Yan, B. Biodiesel production from waste cooking oil in a magnetically fluidized bed reactor using whole-cell biocatalysts. Energy Convers. Manag. 2017, 138, 556–564. [Google Scholar] [CrossRef]
- Zhou, G.; Chen, G.; Yan, B. Biodiesel production in a magnetically-stabilized, fluidized bed reactor with an immobilized lipase in magnetic chitosan microspheres. Biotechnol. Lett. 2014, 36, 63–68. [Google Scholar] [CrossRef]
- Liu, J.; Chen, G.; Yan, B.; Yi, W.; Yao, J. Biodiesel production in a magnetically fluidized bed reactor using whole-cell biocatalysts immobilized within ferroferric oxide-polyvinyl alcohol composite beads. Bioresour. Technol. 2022, 355, 127253. [Google Scholar] [CrossRef]
- Meng, Y.L.; Tian, S.J.; Li, S.F.; Wang, B.Y.; Zhang, M.H. Transesterification of rapeseed oil for biodiesel production in trickle-bed reactors packed with heterogeneous Ca/Al composite oxide-based alkaline catalyst. Bioresour. Technol. 2013, 136, 730–734. [Google Scholar] [CrossRef]
- Son, S.M.; Kusakabe, K. Transesterification of sunflower oil in a countercurrent trickle-bed reactor packed with a CaO catalyst. Chem. Eng. Process. Process Intensif. 2011, 50, 650–654. [Google Scholar] [CrossRef]
- García-Martín, J.F.; Barrios, C.C.; Alés-Álvarez, F.J.; Dominguez-Sáez, A.; Alvarez-Mateos, P. Biodiesel production from waste cooking oil in an oscillatory flow reactor. Performance as a fuel on a TDI diesel engine. Renew. Energy 2018, 125, 546–556. [Google Scholar] [CrossRef]
- Kefas, H.M.; Yunus, R.; Rashid, U.; Taufiq-Yap, Y.H. Enhanced biodiesel synthesis from palm fatty acid distillate and modified sulfonated glucose catalyst via an oscillation flow reactor system. J. Environ. Chem. Eng. 2019, 7, 102993. [Google Scholar] [CrossRef]
- Soufi, M.D.; Ghobadian, B.; Najafi, G.; Mohammad Mousavi, S.; Aubin, J. Optimization of methyl ester production from waste cooking oil in a batch tri-orifice oscillatory baffled reactor. Fuel Process. Technol. 2017, 167, 641–647. [Google Scholar] [CrossRef] [Green Version]
- Phan, A.N.; Harvey, A.P.; Eze, V. Rapid production of biodiesel in mesoscale oscillatory baffled reactors. Chem. Eng. Technol. 2012, 35, 1214–1220. [Google Scholar] [CrossRef]
- Santikunaporn, M.; Techopittayakul, T.; Echaroj, S.; Chavadej, S.; Chen, Y.H.; Yuan, M.H.; Asavatesanupap, C. Optimization of biodiesel production from waste cooking oil in a continuous mesoscale oscillatory baffled reactor. Eng. J. 2020, 24, 19–28. [Google Scholar] [CrossRef]
- Mohammadi, F.; Parvareh, A.; Rahimi, M. Transesterificatin of Soybean Oil to Biodiesel Using CaO as a Heterogeneous Catalyst in a Micro-channel Reactor. In Proceedings of the 8th International Chemical Engineering Congress & Exhibition (IChEC 2014), Kish, Iran, 24–27 February 2014; pp. 1–5. [Google Scholar]
- Wen, Z.; Yu, X.; Tu, S.T.; Yan, J.; Dahlquist, E. Intensification of biodiesel synthesis using zigzag micro-channel reactors. Bioresour. Technol. 2009, 100, 3054–3060. [Google Scholar] [CrossRef]
- Azam, N.A.M.; Uemura, Y.; Kusakabe, K.; Bustam, M.A. Biodiesel production from palm oil using micro tube reactors: Effects of catalyst concentration and residence time. Procedia Eng. 2016, 148, 354–360. [Google Scholar] [CrossRef] [Green Version]
- Kaewchada, A.; Pungchaicharn, S.; Jaree, A. Transesterification of palm oil in a microtube reactor. Can. J. Chem. Eng. 2016, 94, 859–864. [Google Scholar] [CrossRef]
- Talebian-Kiakalaieh, A.; Amin, N.A.S.; Mazaheri, H. A review on novel processes of biodiesel production from waste cooking oil. Appl. Energy 2013, 104, 683–710. [Google Scholar] [CrossRef]
- Janajreh, I.; Almazrouei, M. Chemical Kinetic and High Fidelity Modeling of Transesterification. In Biofuels-Challenges and Opportunities; Qubeissi, M.A., Ed.; IntechOpen: London, UK, 2018; pp. 47–64. [Google Scholar] [CrossRef] [Green Version]
- Raheem, I.; Mohiddin, M.N.B.; Tan, Y.H.; Kansedo, J.; Mubarak, N.M.; Abdullah, M.O.; Ibrahim, M.O. A review on influence of reactor technologies and kinetic studies for biodiesel application. J. Ind. Eng. Chem. 2020, 91, 54–68. [Google Scholar] [CrossRef]
- Feyzi, M.; Hosseini, N.; Yaghobi, N.; Ezzati, R. Preparation, characterization, kinetic and thermodynamic studies of MgO-La2O3 nanocatalysts for biodiesel production from sunflower oil. Chem. Phys. Lett. 2017, 677, 19–29. [Google Scholar] [CrossRef] [Green Version]
- Chua, S.Y.; Periasamy, L.A.P.; Goh, C.M.H.; Tan, Y.H.; Mubarak, N.M.; Kansedo, J.; Khalid, M.; Walvekar, R.; Abdullah, E.C. Biodiesel synthesis using natural solid catalyst derived from biomass waste—A review. J. Ind. Eng. Chem. 2020, 81, 41–60. [Google Scholar] [CrossRef]
- Awogbemi, O.; Kallon, D.V.V.; Owoputi, A.O. Biofuel Generation from Potato Peel Waste: Current State and Prospects. Recycling 2022, 7, 23. [Google Scholar] [CrossRef]
- Awogbemi, O.; Kallon, D.V.V.; Bello, K.A. Resource Recycling with the Aim of Achieving Zero-Waste Manufacturing. Sustainability 2022, 14, 4503. [Google Scholar] [CrossRef]
- Awogbemi, O.; Kallon, D.V.V.; Aigbodion, V.S.; Mzozoyana, V. Property Determination, FA Composition and NMR Characterization of Palm Oil, Used Palm Oil and Their Methyl Esters. Processes 2021, 10, 11. [Google Scholar] [CrossRef]
- Gebremariam, S.N.; Marchetti, J.M. Economics of biodiesel production: Review. Energy Convers. Manag. 2018, 168, 74–84. [Google Scholar] [CrossRef]
- Bokhari, A.; Chuah, L.F.; Yusup, S.; Klemeš, J.J.; Akbar, M.M.; Kamil, R.N.M. Cleaner production of rubber seed oil methyl ester using a hydrodynamic cavitation: Optimisation and parametric study. J. Clean. Prod. 2016, 136, 31–41. [Google Scholar] [CrossRef]
- Karmee, S.L.; Patria, R.D.; Lin, C.S.K. Techno-economic evaluation of biodiesel production from waste cooking oil—A case study of Hong Kong. Int. J. Mol. Sci. 2015, 16, 4362–4371. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Awogbemi, O.; Kallon, D.V.V. Pretreatment techniques for agricultural waste. Case Stud. Chem. Environ. Eng. 2022, 6, 100229. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Criteria | Benefits | Drawbacks |
|---|---|---|
| Renewability | Renewable and biodegradable | |
| Safety | Safe and non-toxic | |
| Environment | Ecofriendly Environmentally sustainable | |
| Storage | Safer to handle, store, and transport | Can deteriorate in storage |
| Compatible with FB fuel storage facilities | ||
| Properties | High energy content | High viscosity |
| Low sulfur content | High pour point | |
| High cetane number | ||
| High flash point | ||
| Performance | Performs better than FB diesel fuel | High fuel consumption |
| Contributes to power generation | Clogging of fuel filter and fuel lines | |
| Better thermal efficiency | ||
| Lower noise level | ||
| Emission | Emits less carbon and other GHGs | Emits more NOx |
| High combustion efficiency in ICEs | ||
| Lower smoke generation | ||
| Combustion | Improved combustion in ICEs | Low cylinder pressure |
| Better combustion speed | Reduction in heat release | |
| Feedstocks | Readily available and low-cost feedstock | Some of the feedstocks conflict with food supply |
| Synthesized from renewable feedstocks | Some feedstocks need to be cultivated | |
| Conversion of wastes to fuel | ||
| Economy | Reduces fuel importation and saves foreign exchange | |
| Contributes to economic growth and environmental sustainability | ||
| Employment generation along the value chain | ||
| Application | Can be used without engine modifications | Unsuitable for cold temperature regions |
| Contributes to power generation | Can harm rubber hoses in engines | |
| Production | Can be produced locally by households | Unpredictable standards |
| Generations of Biodiesel | Feedstocks | Advantages | Disadvantages | |
|---|---|---|---|---|
| Types | Examples | |||
| First | Edible oils | Coconut oil Palm oil Corn oil Olive oil Mustard oil Sunflower Rice bran Rapeseed oil Hazelnut oil |
|
|
| Second | Nonedible oils | Rubber seed oil Sapindus oil Mukorossi oil Thevettia peruviana oil Jatropha curcus Jojoba oil Karanja oil Neem oil Mahua indica oil |
|
|
| Third | Waste oils algae | Animal tallow Chicken fat Poultry fat Recovered fat Fish oil Waste cooking oil |
|
|
| Fourth | Solar biodiesel Algae | Microalgae Synthetic cell Electronbiofuel Waste cooking oil |
|
|
| Class of Catalyst | Examples | Pros | Cons | Ref. |
|---|---|---|---|---|
| Homogeneous | Base: NaOH, KOH, NaOCH3, KOCH3, NaOCH2CH3 |
|
| [33,34] |
| Acid: H2SO4, HCl |
|
| [35,36] | |
| Heterogeneous | Base: CaO, Mg/Zr, Mg-Al hydrotalcite, ZnO/KF, ZnO/Ba, Na/BaO, MgO, Al2O3/ZrO2/WO3 |
|
| [37,38] |
| Acid: Titanium-doped amorphous zirconia, sulfated zirconia, carbon-basedsolid acid catalyst |
|
| [39,40] | |
| Biobased | Lipase, candida Antarctica, immobilized lipase on SiO2 |
|
| [41,42,43] |
| Nanocatalyst | Zn, Ca, Mg, Zr-based nanocatalyst |
|
| [44,45] |
| Production Techniques | Advantages | Disadvantages |
|---|---|---|
| Dilution |
|
|
| Microemulsion |
|
|
| Pyrolysis |
|
|
| Transesterification |
|
|
| Superfluid/ supercritical |
|
|
| Reactor Modes | Process Description | Merits | Demerits | Ref. |
|---|---|---|---|---|
| Batch |
|
|
| [16,55,56,57] |
| Semi-batch |
|
|
| [60,61,62,63] |
| Continuous |
|
|
| [64,65] |
| Tubular Reactor Type | Benefits | Drawbacks | Ref. |
|---|---|---|---|
| Packed bed |
|
| [76,98] |
| Fluidized bed |
|
| [99,100] |
| Trickle bed |
|
| [81,101] |
| Oscillatory flow |
|
| [86,90] |
| Micro-channel |
|
| [102,103] |
| Reactor Type | Feedstock | Catalyst Type (Dosage) | Alcohol (Dosage) a | Rt (h) b | RT (°C) | Yield (%) | Highlights | Ref. |
|---|---|---|---|---|---|---|---|---|
| Packed bed | WCO | CaO (0.5 wt.%) | Methanol (6:1) | 4 | 65 | 98.40 |
| [104] |
| Linseed oil | CaO (160 g) | Methanol (9.48:1) | 3 | 30 | 98.08 |
| [72] | |
| Coconut waste oil | Solid coconut waste (2.29 wt.%) | Methanol (12:1) | 3 | 61 | 95 |
| [105] | |
| WCO | Cockle shells (20 g) | Methanol (9:1) | 0.75 | 65 | 72.5 |
| [106] | |
| Palm oil | Ethyl acetate (6 wt.%) | Ethanol (16.7:1) | 72 | 113 | 99 |
| [107] | |
| Palm oil | waste seashells (10 wt.%) | Methanol (30:1) | 3 | 65 | 95 |
| [108] | |
| Fluidized bed | WCO | Magnetic whole-cell biocatalysts (12 wt.%) | Methanol (3.74:1) | 48 | 35 | 91.8 |
| [109] |
| Soybean oil | Magnetic chitosan microspheres (25 g) | Methanol (4:1) | 72 | 35 | 82 |
| [110] | |
| Babassu oil | Novozym biocatalyst (12 wt.%) | Ethanol (12:1) | 8 | 50 | 98.1 |
| [75] | |
| Waste frying oil | Magnetic whole-cell biocatalysts (16 wt.%) | Methanol (4:1) | 48 | 35 | 89 |
| [111] | |
| Trickle bed | Rapeseed oil | Ca/Al oxide composite (73.8 g) | Methanol (3:1) | NS | 65 | 94.65 |
| [112] |
| Sunflower oil | CaO (18.5 g) | Methanol (2.9:1) | 5 | 140 | 98 |
| [113] | |
| Palm oil | Dolomitic rock (130 g) | Methanol (12.9:1) | 6 | 100 | 92.3 |
| [83] | |
| Oscillatory flow | WCO | NaOH (1 wt.%) | Methanol (6:1) | 1 | 60 | 72.5 |
| [114] |
| Palm fatty acid distillate (PEAD) | Modified sulfonated glucose (2.5 wt.%) | Methanol (9:1) | 0.83 | 60 | 94.21 |
| [115] | |
| WCO | KOH (1 wt.%) | Methanol (6:1) | 5 min | 60 | 81.9 |
| [116] | |
| Rapeseed oil | KOH (1.5 wt.%) | Methanol (6:1) | 10 min | 60 | 97 |
| [117] | |
| WCO | KOH (3 wt.%) | Methanol (11:1) | 1 min | 65 | 99.7 |
| [118] | |
| Micro-channel | Soybean oil | CaO (5 wt.%) | Methanol (12:1) | 5 | 65 | 52 |
| [119] |
| Soybean oil | NaOH (1.2 wt.%) | Methanol (9:1) | 28 s | 56 | 99.5 |
| [120] | |
| Palm oil | KOH (3.5 wt.%) | Methanol (21:1) | 3 min | 60 | 100 |
| [121] | |
| Soybean oil | KOH (1.17 wt.%) | Methanol (8.5:1) | 14.9 s | 59 | 99.5 |
| [103] | |
| Palm oil | KOH (1 wt.%) | Methanol (6:1) | 5 s | 60 | 97.14 |
| [122] |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Awogbemi, O.; Kallon, D.V.V. Application of Tubular Reactor Technologies for the Acceleration of Biodiesel Production. Bioengineering 2022, 9, 347. https://doi.org/10.3390/bioengineering9080347
Awogbemi O, Kallon DVV. Application of Tubular Reactor Technologies for the Acceleration of Biodiesel Production. Bioengineering. 2022; 9(8):347. https://doi.org/10.3390/bioengineering9080347
Chicago/Turabian StyleAwogbemi, Omojola, and Daramy Vandi Von Kallon. 2022. "Application of Tubular Reactor Technologies for the Acceleration of Biodiesel Production" Bioengineering 9, no. 8: 347. https://doi.org/10.3390/bioengineering9080347
APA StyleAwogbemi, O., & Kallon, D. V. V. (2022). Application of Tubular Reactor Technologies for the Acceleration of Biodiesel Production. Bioengineering, 9(8), 347. https://doi.org/10.3390/bioengineering9080347