An “In-Situ Binding” Approach to Produce Torrefied Biomass Briquettes



Abstract
:
1. Introduction
2. Materials and Methods
2.1. Materials
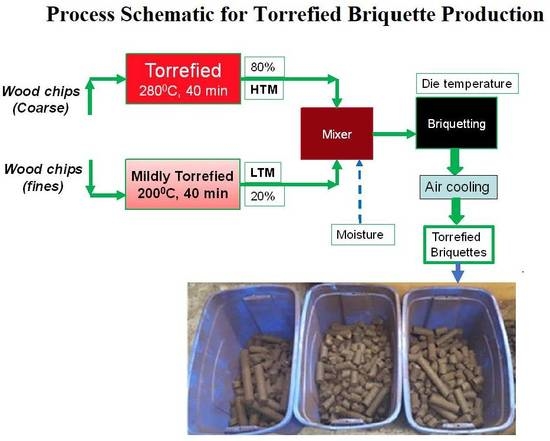
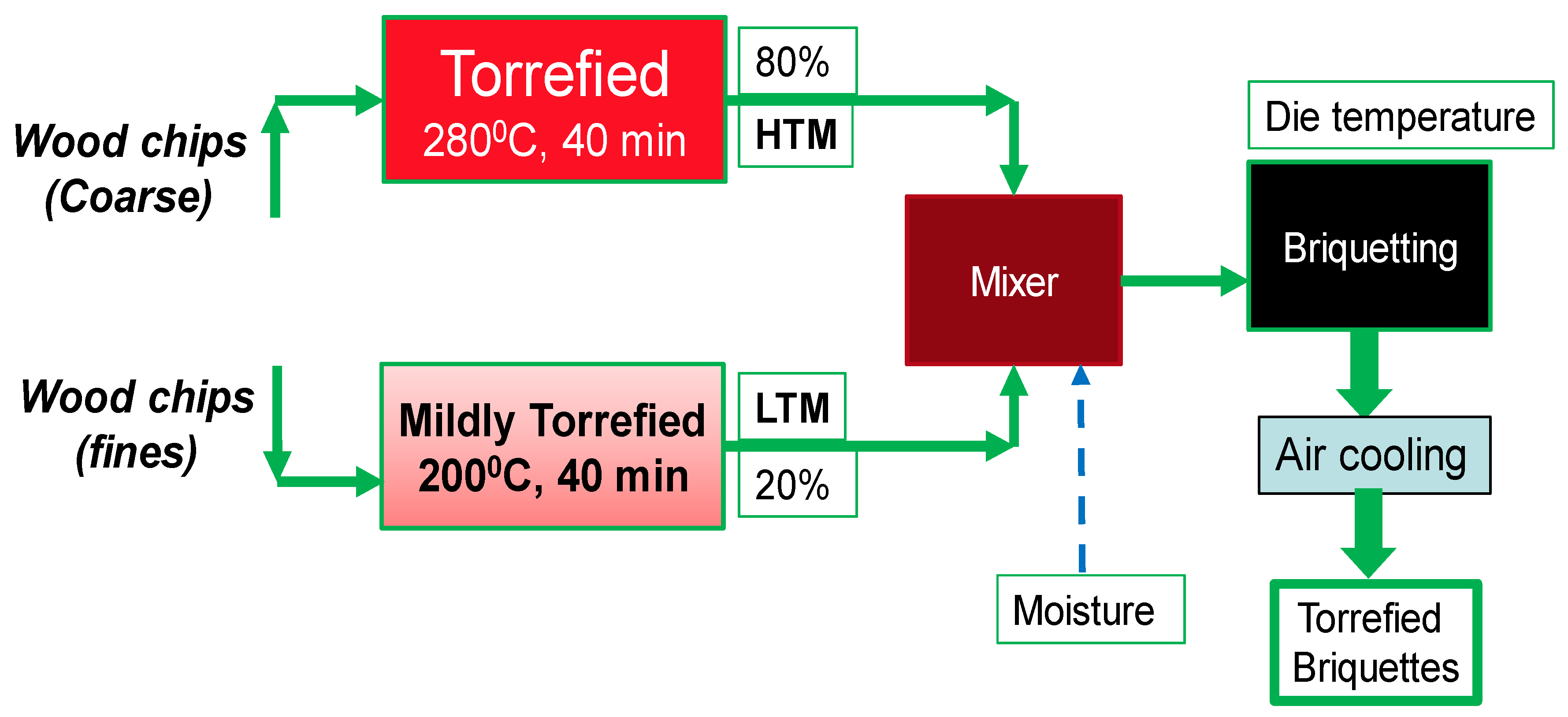
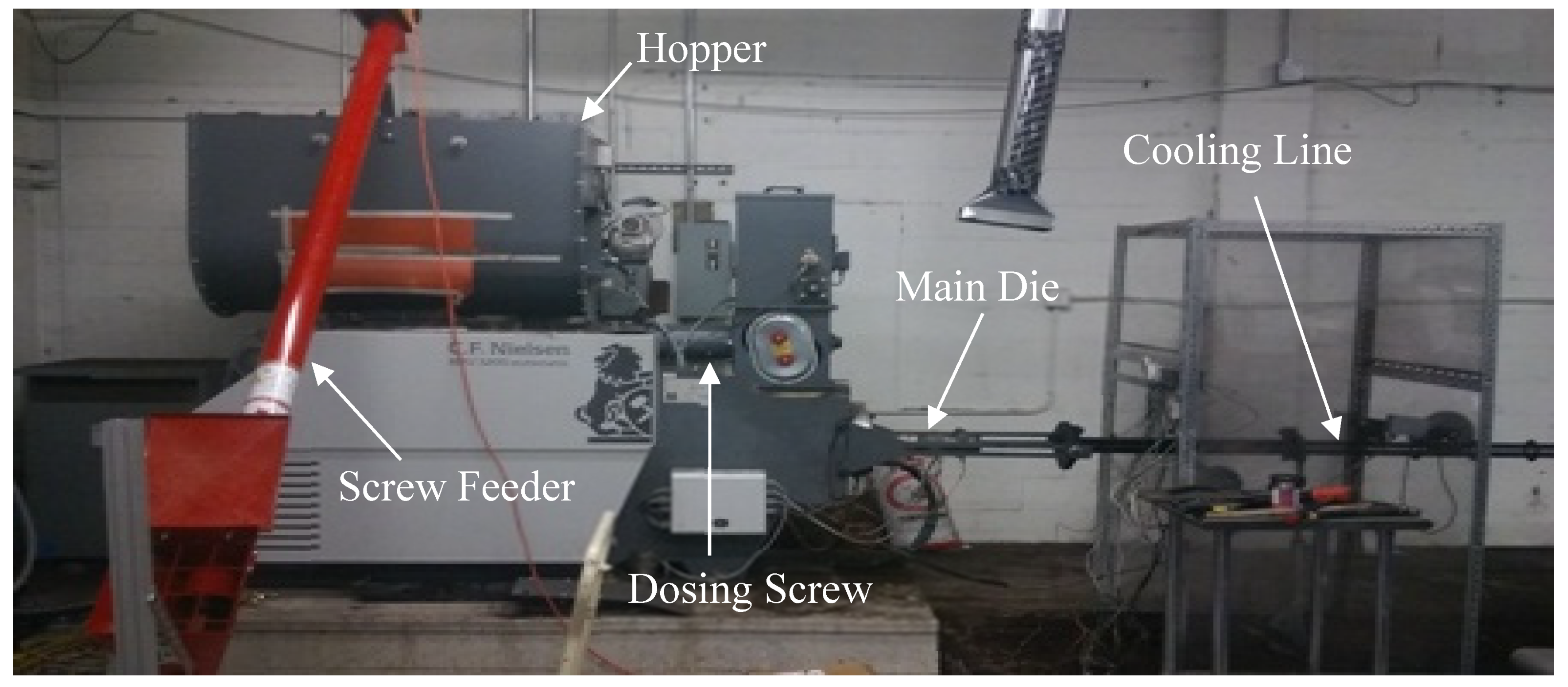
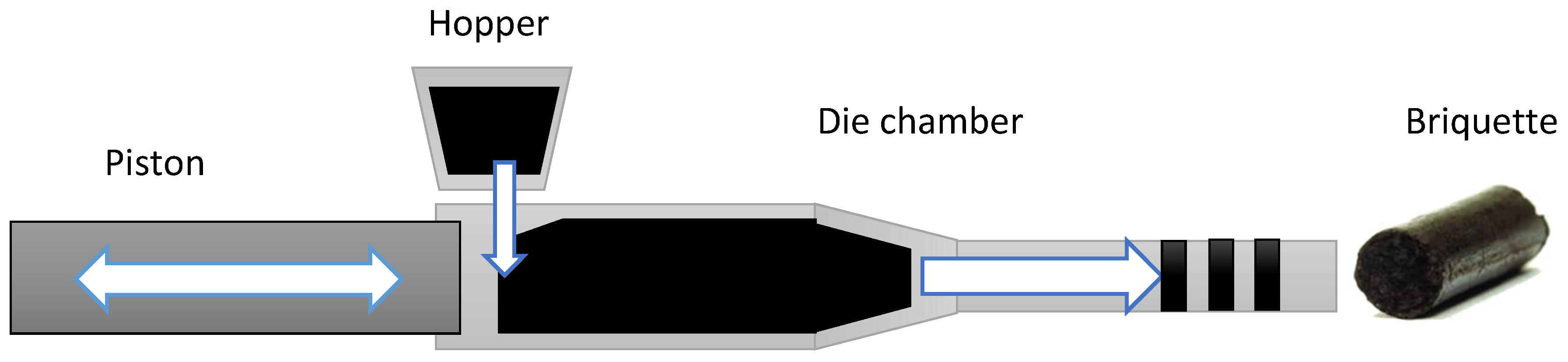
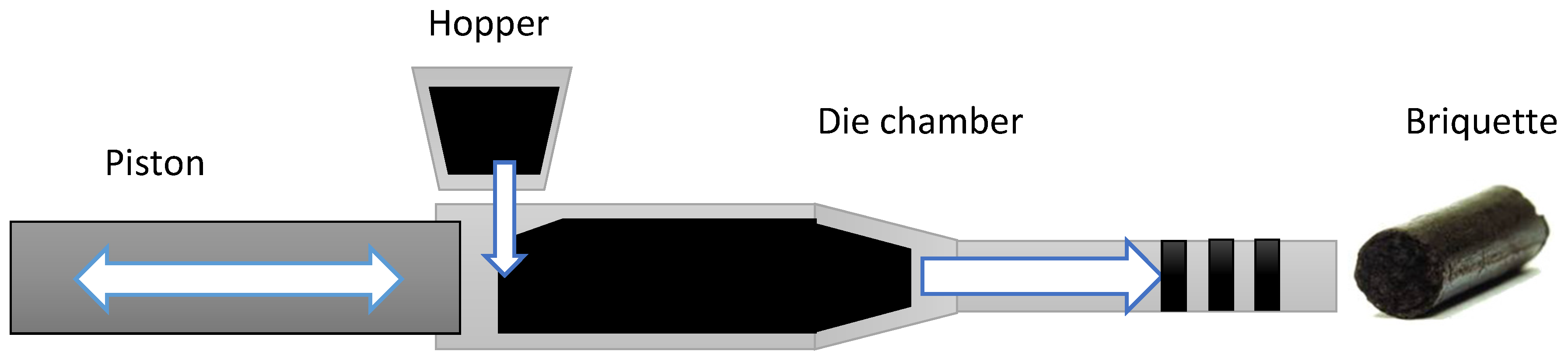
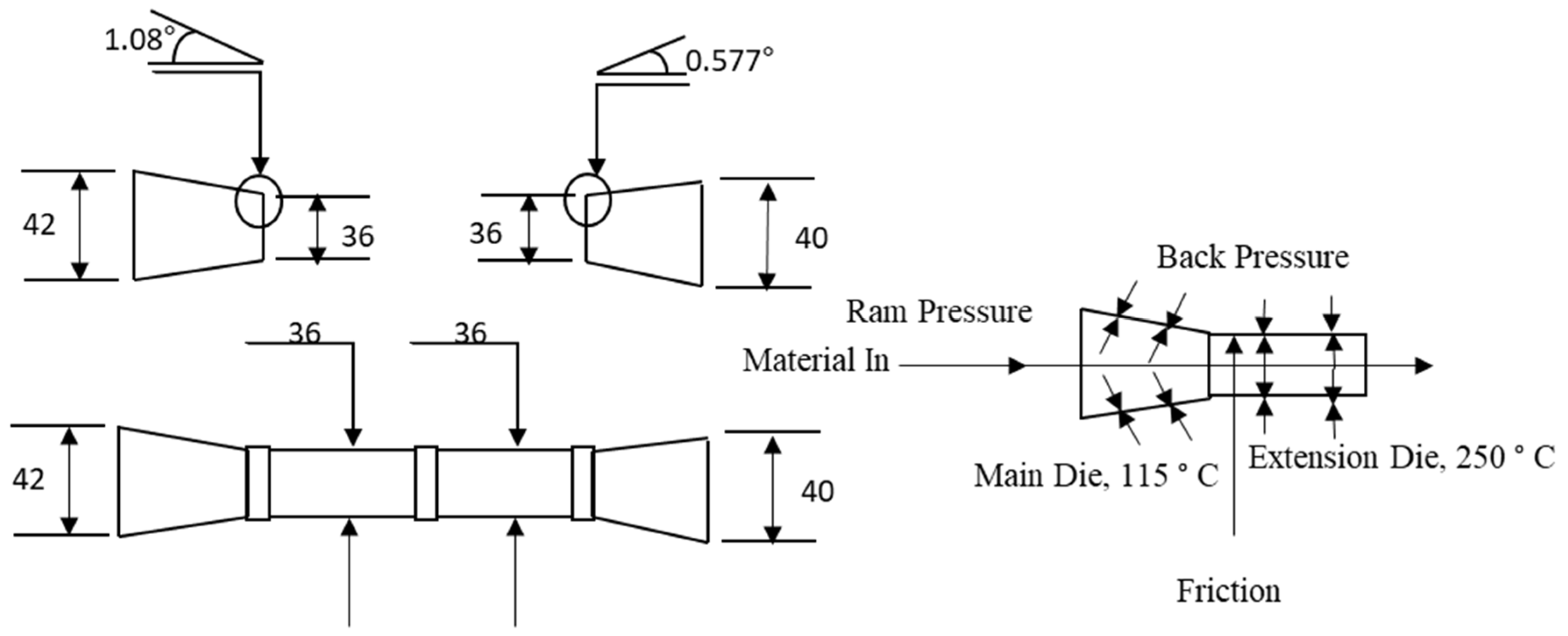
2.2. Method for Briquetting
2.3. Torrefied Briquette Physical Properties Characterization
2.4. Data Analysis
3. Results and Discussion
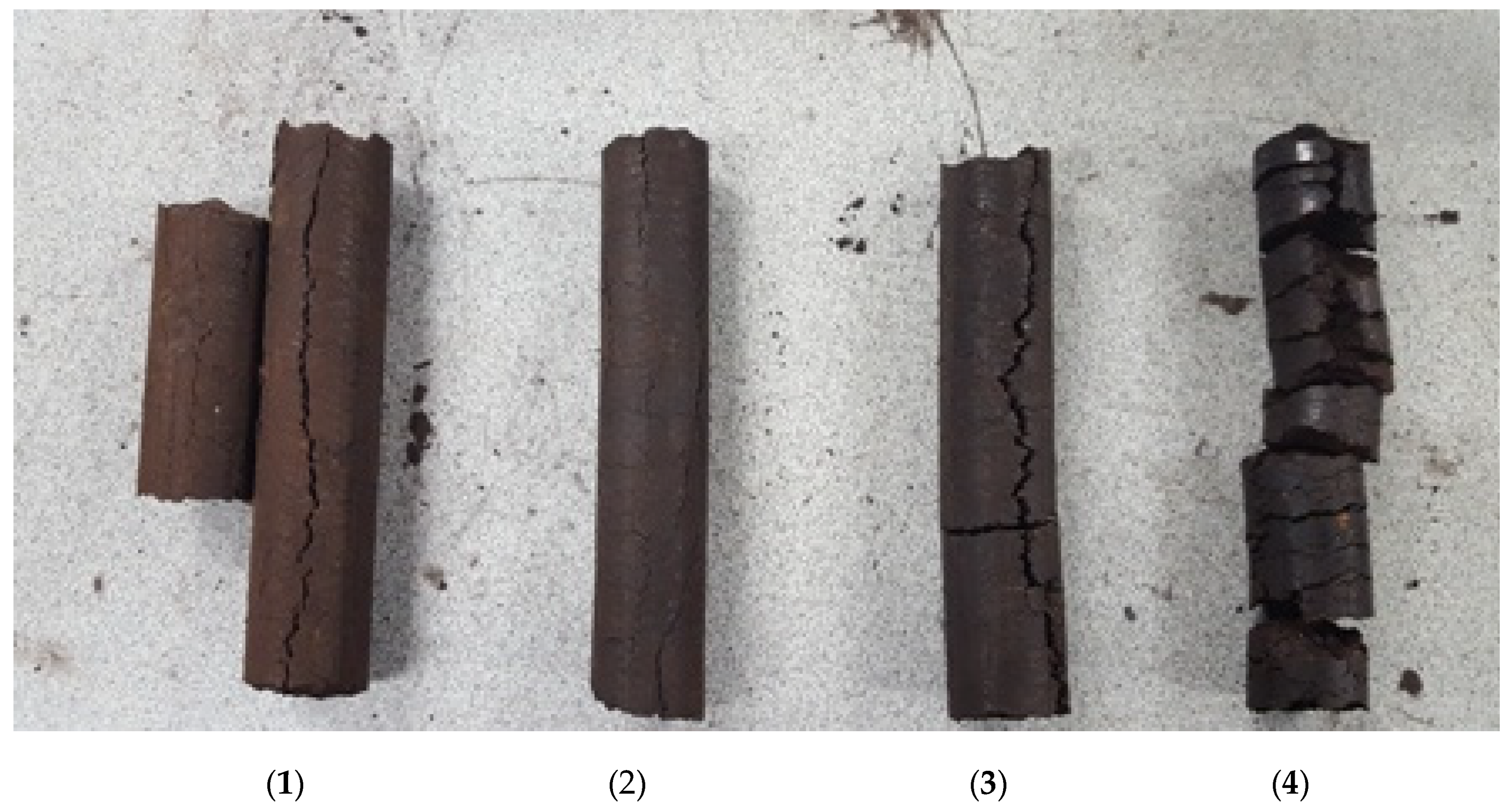
3.1. Impact of LTM Material and Moisture Content on Briquette’s Shape and Binding
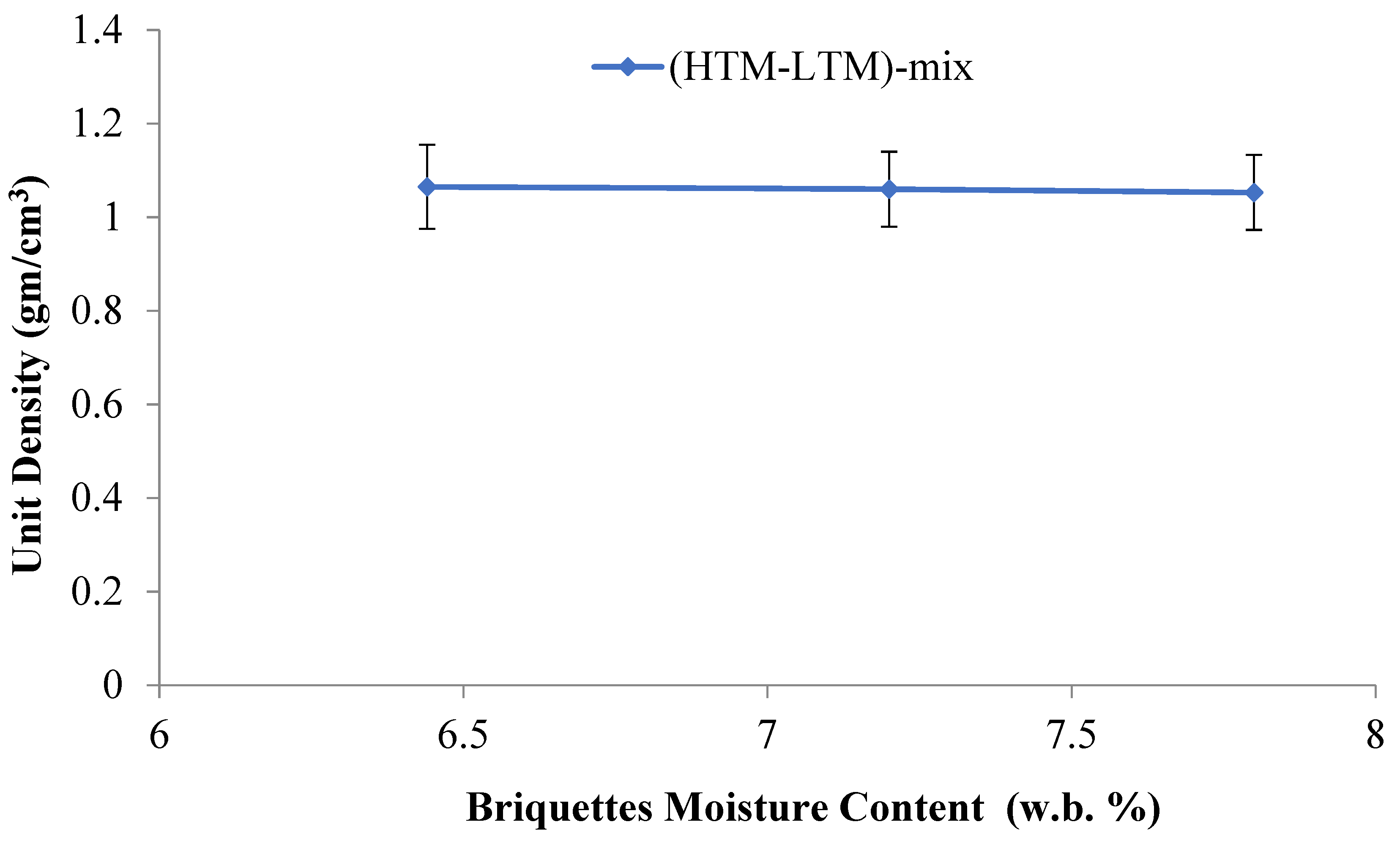
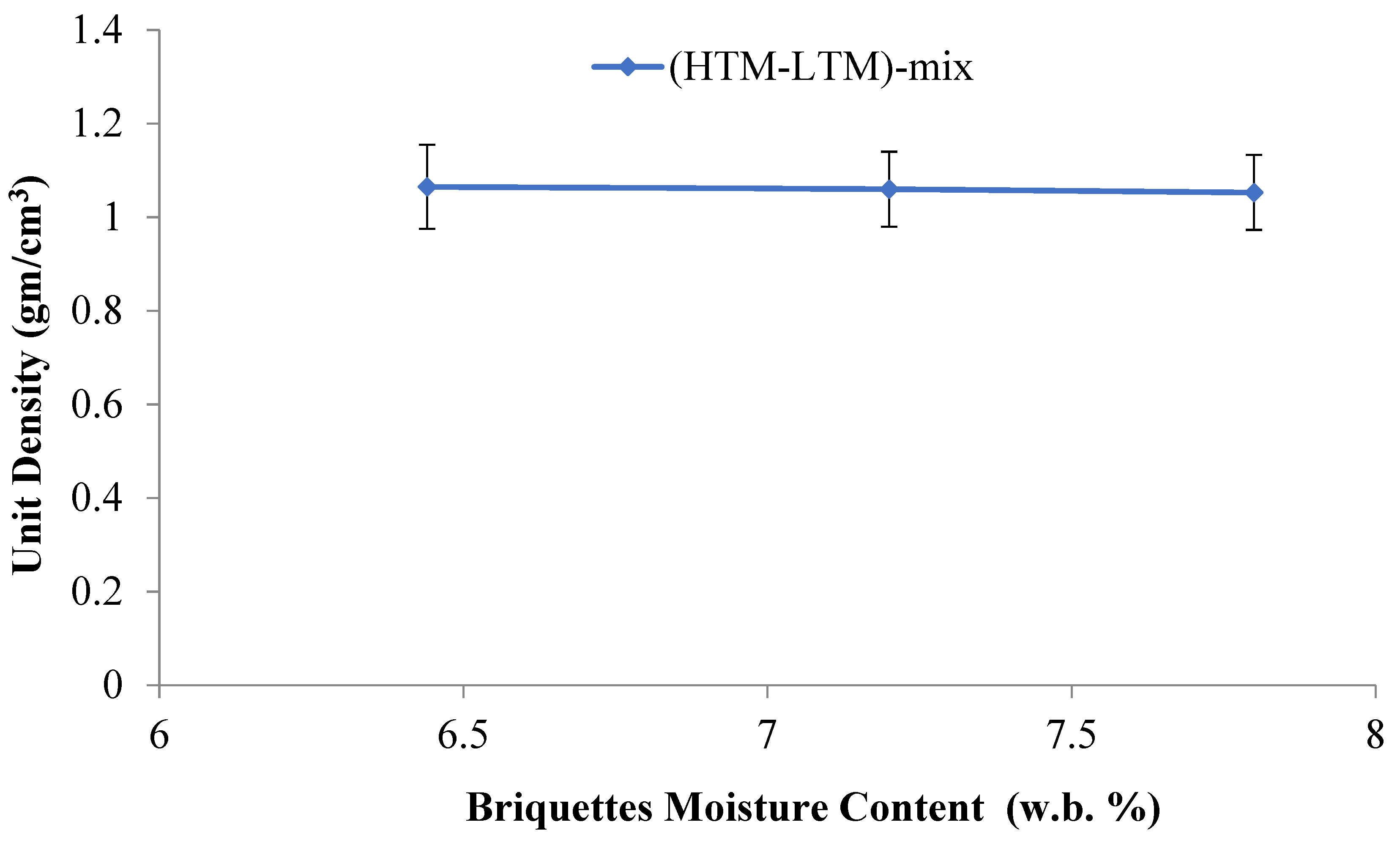
3.2. Unit Density
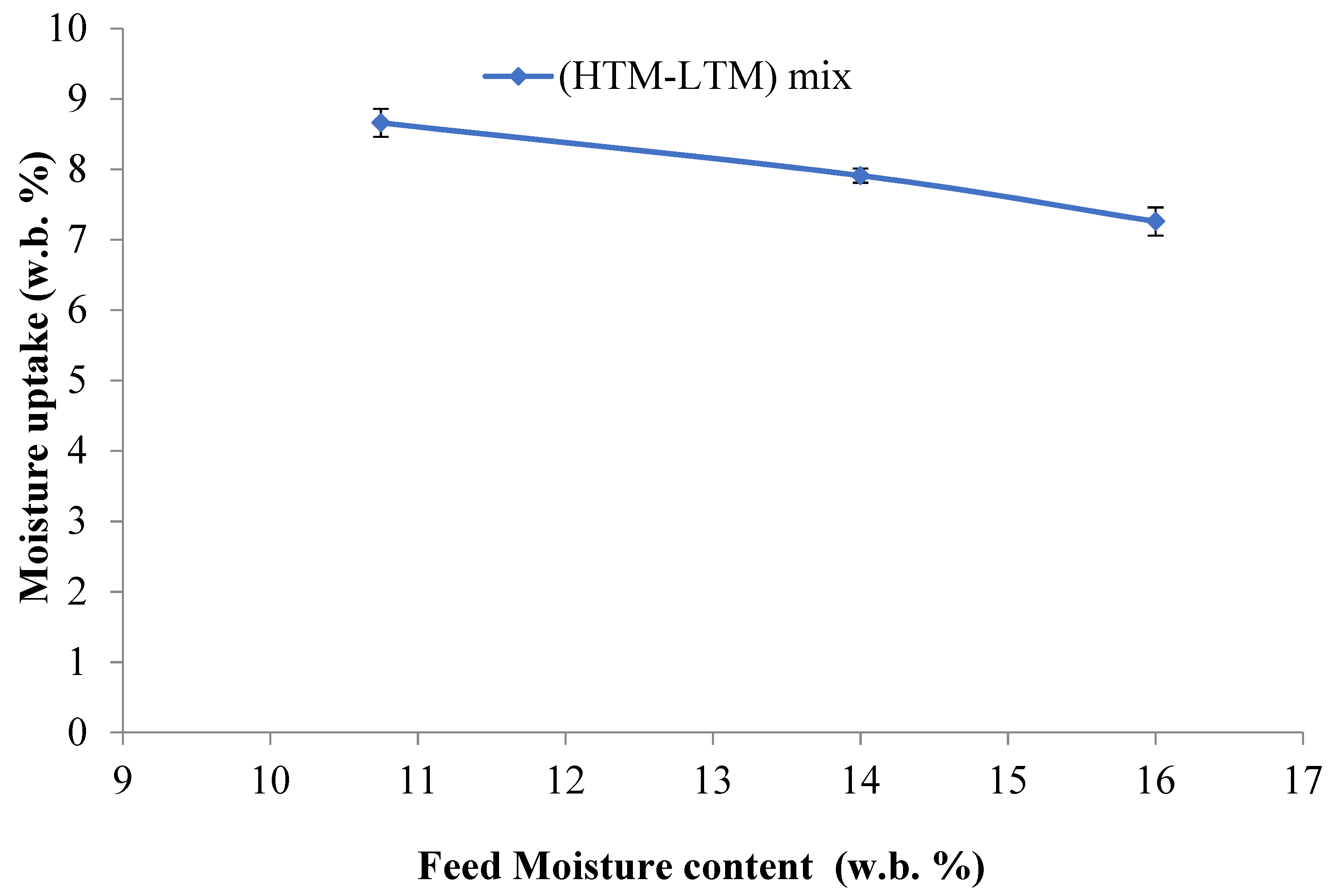
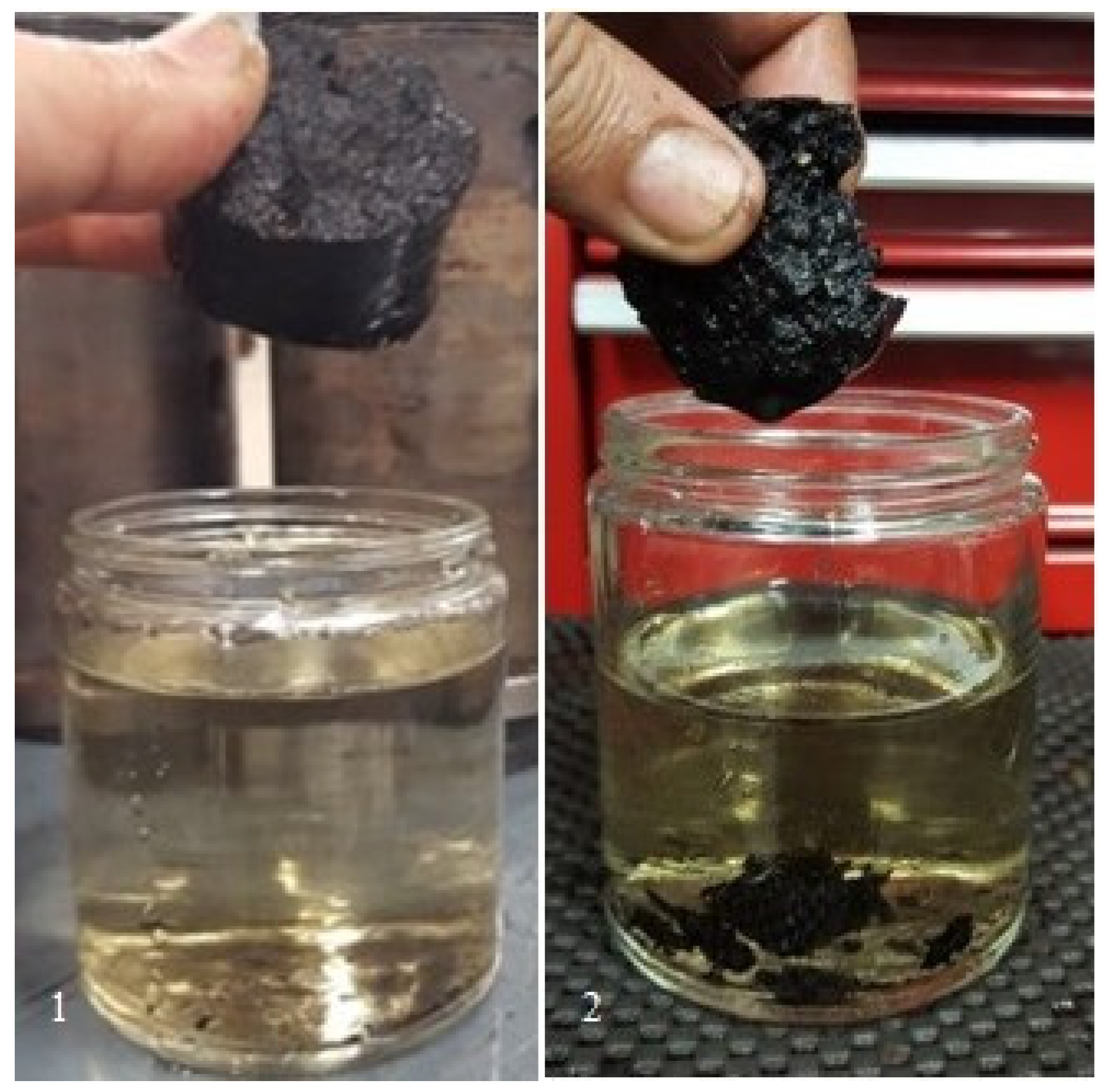
3.3. Hydrophobicity
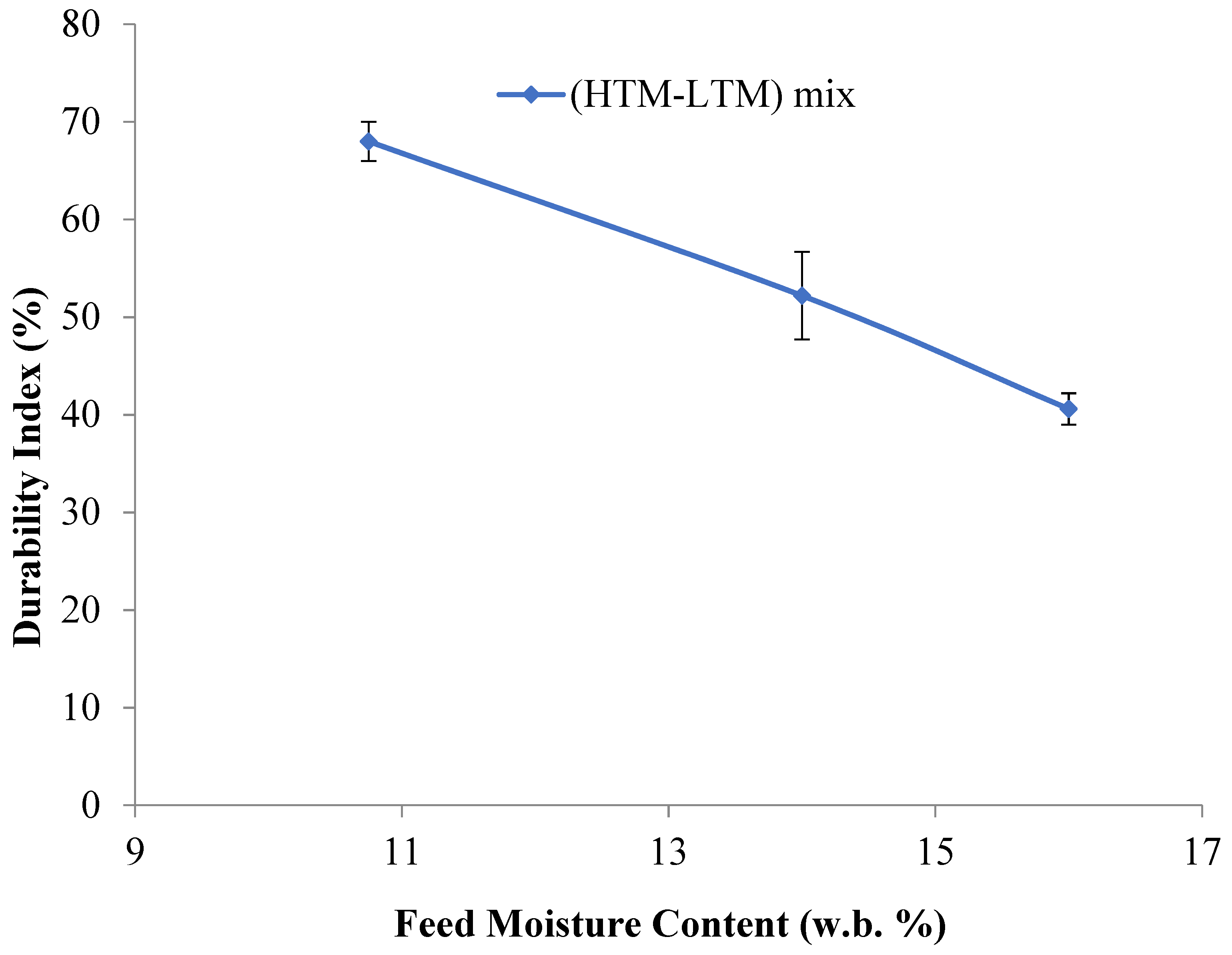
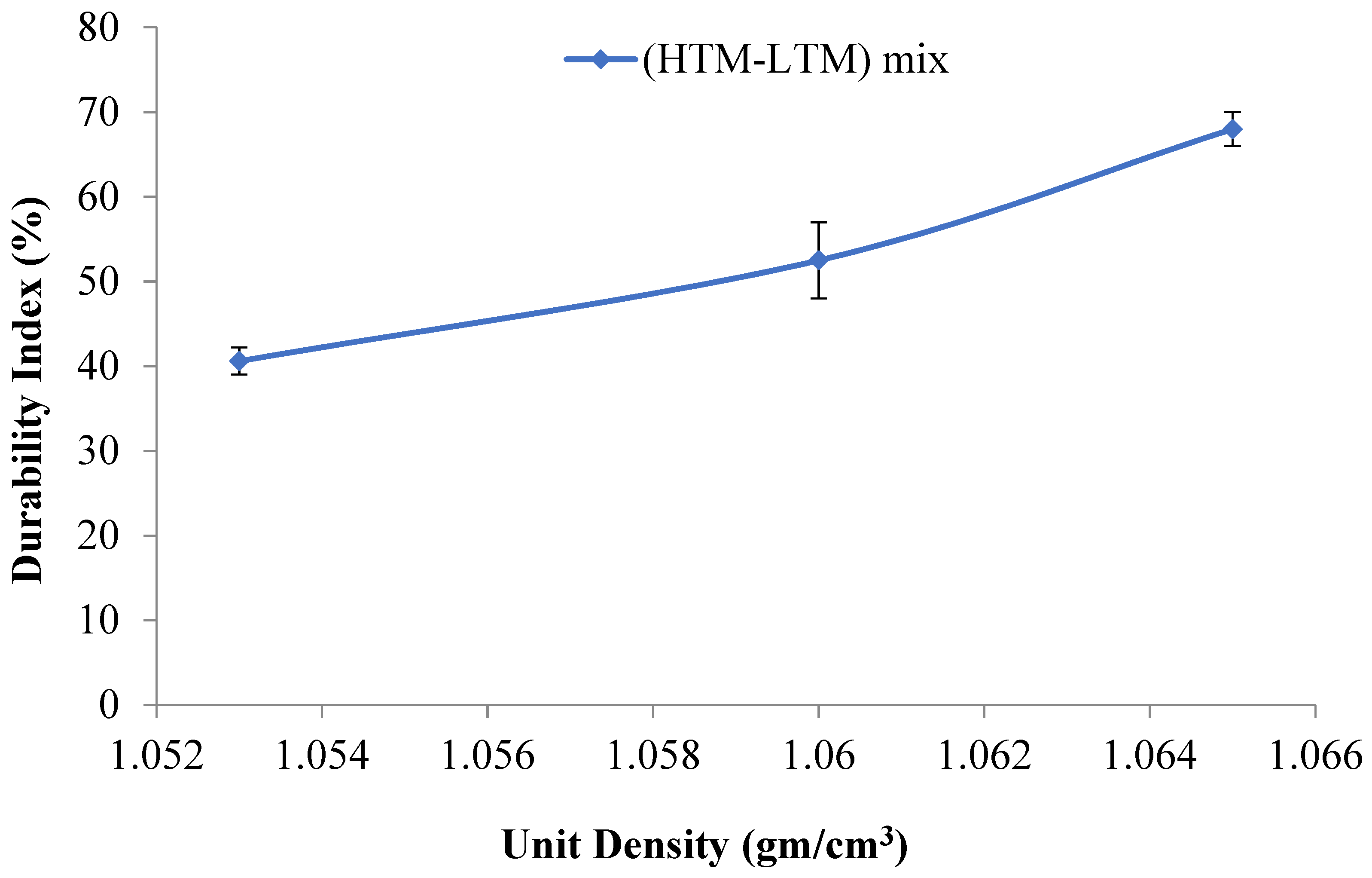
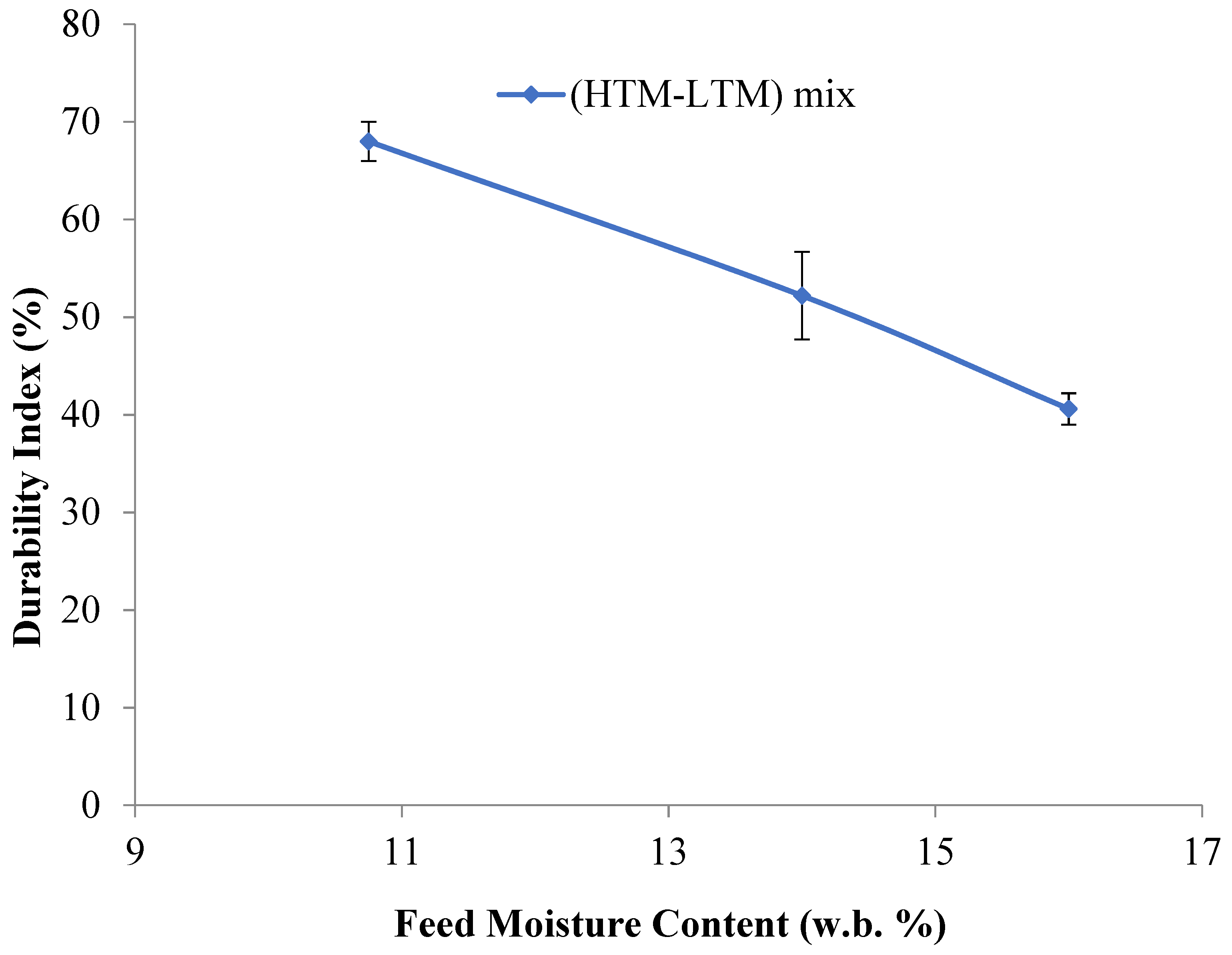
3.4. Durability
3.5. Energy Density
3.6. Data Analysis
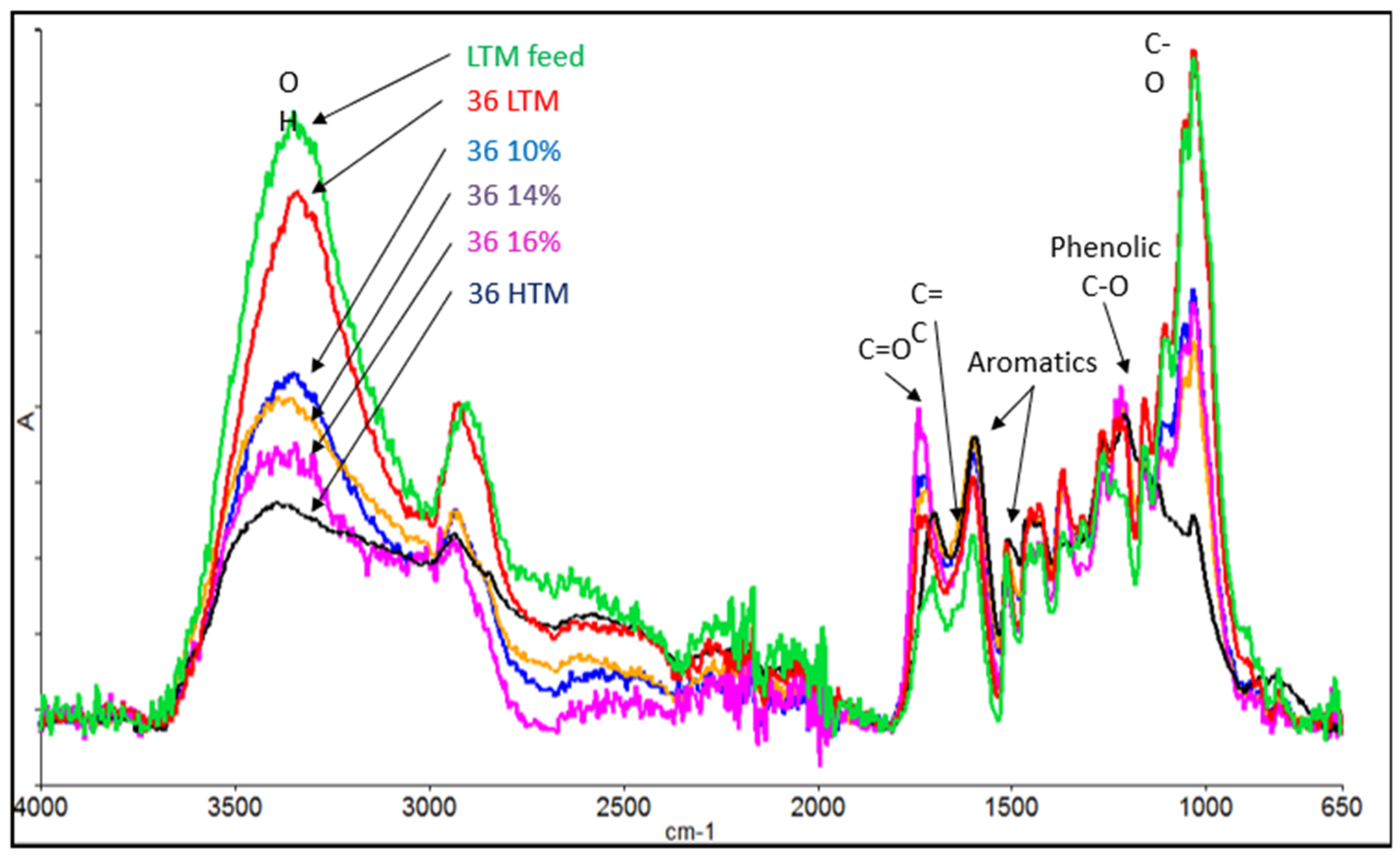
3.7. Fourier Transform Infrared Spectroscopy (FTIR)
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Tumuluru, J.S.; Hess, J.R.; Boardman, R.D.; Wright, C.T.; Westover, T.L. Formulation, pretreatment, and densification options to improve biomass specifications for co-firing high percentages with coal. Ind. Biotechnol. 2012, 8, 113–132. [Google Scholar] [CrossRef]
- Tag, A.T.; Dumana, G.; Ucarb, S.; Yanika, J. Effects of feedstock type and pyrolysis temperature on potential applications of biochar. J. Anal. Appl. Pyrolysis 2016, 120, 200–206. [Google Scholar] [CrossRef]
- Wang, C.; Peng, J.; Li, H.; Bi, X.T.; Legros, R.; Lim, C.J.; Sokhansanj, S. Oxidative torrefaction of biomass residues and densification of torrefied sawdust to pellets. Bioresour. Technol. 2013, 127, 318–325. [Google Scholar] [CrossRef] [PubMed]
- Bridgeman, T.G.; Jones, J.M.; Shield, I.; Williams, P.T. Torrefaction of reed canary grass, wheat straw and willow to enhance solid fuel qualities and combustion properties. Fuel 2008, 87, 844–856. [Google Scholar] [CrossRef]
- Yang, Z.; Sarkar, M.; Kumar, A.; Tumuluru, J.S.; Huhnke, R.L. Effects of torrefaction and densification on switchgrass pyrolysis Products. Bioresour. Technol. 2014, 174, 266–273. [Google Scholar] [CrossRef] [PubMed]
- Anukam, A.; Mamphweli, S.; Reddy, P.; Okoh, O.; Meyer, E. An Investigation into the Impact of Reaction Temperature on Various Parameters during Torrefaction of Sugarcane Bagasse Relevant to Gasification, Hindawi Publishing Corporation. J. Chem. 2015, 2015, 1–12. [Google Scholar] [CrossRef] [PubMed]
- Asadullah, M.; Adi, A.M.; Suhada, N.; Malek, N.; Saringat, M.I.; Azdarpour, A. Optimization of palm kernel shell torrefaction to produce energy densified bio-coal. Energy Convers. Manag. 2014, 88, 1086–1093. [Google Scholar] [CrossRef]
- Chen, W.H.; Peng, J.; Bi, X.T. A state-of-the-art review of biomass torrefaction, densification and applications. Renew. Sustain. Energy Rev. 2015, 44, 847–866. [Google Scholar] [CrossRef]
- Tumuluru, J.S.; Sokhansanj, S.; Hess, J.R.; Wright, C.T.; Boardman, R.D. A review on biomass torrefaction process and product properties for energy applications. Ind. Biotechnol. 2011, 7, 384–401. [Google Scholar] [CrossRef]
- Rodrigues, T.O.; Rousset, P.L.A. Effects of torrefaction on energy properties of eucalyptus grandis wood. CERNE 2009, 15, 446–452. [Google Scholar]
- Ghiasi, B.; Kumar, L.; Furubayashi, T.; Lim, C.J.; Bi, X.; Kim, C.S.; Sokhansanj, S. Densified biocoal from woodchips: Is it better to do torrefaction before or after densification? Appl. Energy 2014, 134, 133–142. [Google Scholar] [CrossRef]
- Guo, L.; Wang, D.; Tabil, L.G.; Wang, G. Compression and relaxation properties of selected biomass for briquetting. Biosyst. Eng. 2016, 148, 101–110. [Google Scholar] [CrossRef]
- Nanou, P.; Huijgen, W.J.J.; Carbo, M.C.; Kiel, J.H.A. The role of lignin in the densification of torrefied wood in relation to the final product properties. Biomass Bioenergy 2018, 111, 248–262. [Google Scholar] [CrossRef]
- Brodin, I. Chemical Properties and Thermal Behavior of Kraft Lignins. Ph.D. Thesis, KTH Royal Institute of Technology, Stockholm, Sweden, 2009. [Google Scholar]
- Peng, J.; Bi, X.T.; Lim, C.J.; Peng, H.; Kim, C.S.; Jia, D.; Zuo, H. Sawdust as an effective binder for making torrefied pellets. Appl. Energy 2015, 157, 491–498. [Google Scholar] [CrossRef]
- Peng, J.; Wang, J.; Bi, X.T.; Lim, C.J.; Sokhansanj, S.; Peng, H.; Jia, D. Effects of thermal treatment on energy density and hardness of torrefied wood pellets. Fuel Process. Technol. 2015, 129, 168–173. [Google Scholar] [CrossRef]
- Muazu, R.I.; Stegemann, J.A. Biosolids and microalgae as alternative binders for biomass fuel briquetting. Fuel 2017, 194, 339–347. [Google Scholar] [CrossRef]
- Peng, J.H.; Bi, X.T.; Sokhansanj, S.; Lim, C.J. Torrefaction and densification of different species of softwood residues. Fuel 2013, 111, 411–421. [Google Scholar] [CrossRef]
- Li, H.; Liu, X.; Legros, R.; Bi, X.T.; Lim, C.J.; Sokhansanj, S. Pelletization of torrefied sawdust and properties of torrefied pellets. Appl. Energy 2012, 93, 680–685. [Google Scholar] [CrossRef]
- Larsson, S.H.; Rudolfsson, M.; Nordwaeger, M.; Olofsson, I.; Samuelsson, R. Effects of moisture content, torrefaction temperature, and die temperature in pilot scale pelletizing of torrefied Norway spruce. Appl. Energy 2013, 102, 827–832. [Google Scholar] [CrossRef]
- Araújo, S.; Boas, M.A.V.; Neiva, D.M.; de Cassia Carneiro, A.; Vital, B.; Breguez, M.; Pereira, H. Effect of a mild torrefaction for production of eucalypt wood briquettes under different compression pressures. Biomass Bioenergy 2016, 90, 181–186. [Google Scholar] [CrossRef]
- Järvinen, T.; Agar, D. Experimentally determined storage and handling properties of fuel pellets made from torrefied whole-tree pine chips, logging residues and beech stem wood. Fuel 2014, 129, 330–339. [Google Scholar] [CrossRef]
- Hu, Q.; Shao, J.; Yang, H.; Yao, D.; Wang, X.; Chen, H. Effects of binders on the properties of bio-char pellets. Appl. Energy 2015, 157, 508–516. [Google Scholar] [CrossRef]
- Kong, L.; Tian, S.; Li, Z.; Luo, R.; Chen, D.; Tu, Y.; Xiong, Y. Conversion of recycled sawdust into high HHV and low NOx emission bio-char pellets using lignin and calcium hydroxide blended binders. Renew. Energy 2013, 60, 559–565. [Google Scholar] [CrossRef]
- Zhong, Q.; Yang, Y.; Li, Q.; Xu, B.; Jiang, T. Coal tar pitch and molasses blended binder for production of formed coal briquettes from high volatile coal. Fuel Process. Technol. 2017, 157, 12–19. [Google Scholar] [CrossRef]
- Teixeira, S.R.; Pena, A.F.V.; Miguel, A.G. Briquetting of charcoal from sugar-cane bagasse fly ash (scbfa) as an alternative fuel. Waste Manag. 2010, 30, 804–807. [Google Scholar] [CrossRef] [PubMed]
- Kaliyan, N.; Vance Morey, R. Natural binders and solid bridge type binding mechanisms in briquettes and pellets made from corn stover and switchgrass. Bioresour. Technol. 2010, 101, 1082–1090. [Google Scholar] [CrossRef] [PubMed]
- Anna, C.S.; Souza, W.D. Microscopy as a tool to follow deconstruction of lignocellulosic biomass. In Current Microscopy Contributions to Advances in Science and Technology; Méndez-Vilas, A., Ed.; FORMATEX: Badajoz, Spain, 2012; pp. 639–645. [Google Scholar]
- Bhagwanrao, S.V.; Singaravelu, M. Bulk density of biomass and particle density of their briquettes. Int. J. Agricultural Eng. 2014, 7, 221–224. [Google Scholar]
- Kaliyan, N.; Vance Morey, R. Factors affecting strength and durability of densified biomass products. Biomass Bioenergy 2009, 33, 337–359. [Google Scholar] [CrossRef]
- Bazargan, A.; Rough, S.L.; McKay, G. Compaction of palm kernel shell biochars for application as solid fuel. Biomass Bioenergy 2014, 70, 489–497. [Google Scholar] [CrossRef]
- Temmerman, M.; Rabier, F.; Jensen, P.D.; Hartmann, H.; Böhm, T. Comparative study of durability test methods for pellets and briquettes. Biomass Bioenergy 2006, 30, 964–972. [Google Scholar] [CrossRef]
- ISO 15210. Solid Biofuels—Determination of Mechanical Durability of Pellets and Briquettes; ISO: Geneva, Switzirland, 2011. [Google Scholar]
- Miao, Z.; Grift, T.T.; Hansen, A.C. Energy requirement for comminution of biomass in relation to particle physical properties. Ind. Crop. Prod. 2011, 33, 504–513. [Google Scholar] [CrossRef]
- Tumuluru, J.S. Effect of the process variables on the density and durability of the pellets made from high moisture corn stover. Biosyst. Eng. 2014, 119, 44–57. [Google Scholar] [CrossRef]
- Tumuluru, J.S. Specific energy consumption and quality of the wood pellets produced using high moisture lodgepole pine grind in a flat die pellet mill. Chem. Eng. Res. Des. 2016, 110, 82–97. [Google Scholar] [CrossRef]
- Tumuluru, J.S.; Wright, C.T.; Hess, J.R.; Kenney, K.L. A Review on Biomass Densification Systems to Develop Uniform Feedstock Commodities for Bioenergy Application. Biofuels. Bioprod. Biorefining 2011, 5, 683–707. [Google Scholar] [CrossRef]
- Tumuluru, J.S. Pelleting of Pine and Switchgrass Blends: Effect of Process Variables and Blend Ratio on the Pellet Quality and Energy Consumption. Energies 2019, 12, 1198. [Google Scholar] [CrossRef]
- Tumuluru, J.S.; Tabil, L.G.; Song, Y.; Iroba, K.L. Impact of process conditions on the density and durability of wheat, oat, canola, and barley straw briquettes. Bioenergy Res. 2015, 8, 388–401. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | LTM | HTM |
|---|---|---|
| Moisture Content (%, w.b.) | 6.8–7.2 | 5.4–6.7 |
| Chip particle size (length in mm) | 1–6 | 1–20 |
| Heating Value (BTU/LB) | 9050–9064 | 9490–9560 |
| Expt. No | Material | Feed Moisture Content (%, w.b.) |
|---|---|---|
| 1 | LTM | 8.2 |
| 2 | HTM-LTM | 10.75 |
| 3 | HTM-LTM | 14 |
| 4 | HTM-LTM | 16 |
| Material | LTM | 20% HTM-LTM 10%-MC | 20% HTM-LTM 14%-MC | 20% HTM-LTM 16%-MC | |
|---|---|---|---|---|---|
| Briquetting process conditions | |||||
| Moisture content (%) | 8 ± 0.2 | 10 ± 0.75 | 14 ± 0.3 | 16 ± 0.2 | |
| Briquette press die diameter (mm) | 36 | 36 | 36 | 36 | |
| Briquette properties | |||||
| Briquette Diameter (mm) | 38 | 38 | 38.5 | 38.5 | |
| Briquette Unit Density (gm/cm3) | 1.178 ± 0.09 | 1.065 ± 0.09 | 1.060 ± 0.08 | 1.053 ± 0.08 | |
| Moisture content of produced briquettes (%) | 6.31 ± 0.25 | 6.44 ± 0.93 | 7.2 ± 0.08 | 7.8 ± 0.43 | |
| Moisture uptake (%) | RH—90%, Temperature—30 °C, Time—24 h | 8.23 ± 0.25 | 8.66 ± 0.2 | 7.91 ± 0.1 | 7.26 ± 0.2 |
| Water gain after immersion (%) | 30 s test | 7.2 ± 1.9 | 3.8 ± 1.19 | 13 ± 2.7 | 37.5 ± 3.9 |
| 30 min test | 69.8 ± 0.7 | 30.5 ± 0.2 | 47.6 ± 0.6 | 63.3 ± 0.6 | |
| Durability Index (%) | 44.6 ± 1.1 | 68 ± 2 | 52.5 ± 4.5 | 40.6 ± 1.6 | |
| Energy Density BTU/lb KJ/Kg | 9103 ± 53 21,173.6 | 9369 ± 3 21,792.3 | 9385 ± 18 21829.5 | 9459 ± 44 22,001.6 | |
| Product Property | Regression Model | Coefficient of Determination Value (R2) | |
|---|---|---|---|
| Unit Density (y) (gm/cm3) Versus Feed Moisture Content (x) (%) | y = −0.002x + 1.089 | 0.946 | |
| Unit Density (y) (gm/cm3) Versus Briquette Moisture Content (x) (%) | y = −0.0087x + 1.1217 | 0.97 | |
| Moisture Uptake (y) (%) Versus Feed Moisture Content (%) (x) | y = −0.263x + 11.51 | 0.990 | |
| Water Gain (y) (%) Versus Feed Moisture Content (%) (x) | 30 s. Test | y = 6.073x − 64.39 | 0.853 |
| 30 Min. Test | y = 6.152x − 36.43 | 0.987 | |
| Durability Index (%) (y) Versus Unit Density (gm/cm3) (x) | y = 2245x − 2325 | 0.970 | |
| Durability Index (%) (y) Versus Feed Moisture Content (%) (x) | y = −5.184x + 124.0 | 0.997 | |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Aamiri, O.B.; Thilakaratne, R.; Tumuluru, J.S.; Satyavolu, J. An “In-Situ Binding” Approach to Produce Torrefied Biomass Briquettes. Bioengineering 2019, 6, 87. https://doi.org/10.3390/bioengineering6040087
Aamiri OB, Thilakaratne R, Tumuluru JS, Satyavolu J. An “In-Situ Binding” Approach to Produce Torrefied Biomass Briquettes. Bioengineering. 2019; 6(4):87. https://doi.org/10.3390/bioengineering6040087
Chicago/Turabian StyleAamiri, Osama Bu, Rajeeva Thilakaratne, Jaya Shankar Tumuluru, and Jagannadh Satyavolu. 2019. "An “In-Situ Binding” Approach to Produce Torrefied Biomass Briquettes" Bioengineering 6, no. 4: 87. https://doi.org/10.3390/bioengineering6040087
APA StyleAamiri, O. B., Thilakaratne, R., Tumuluru, J. S., & Satyavolu, J. (2019). An “In-Situ Binding” Approach to Produce Torrefied Biomass Briquettes. Bioengineering, 6(4), 87. https://doi.org/10.3390/bioengineering6040087