
Simultaneous Environmental Waste Management through Deep Dewatering of Alum Sludge Using Waste-Derived Cellulose
Abstract
1. Introduction
2. Experimental Section
2.1. Materials
2.1.1. Alum Sludge
2.1.2. Conditioner Preparation
2.2. Methodology
2.3. Analytical Determinations
2.4. Structural Characterization and Morphology
3. Results and Discussion
3.1. Characterization of nIC-Conditioner
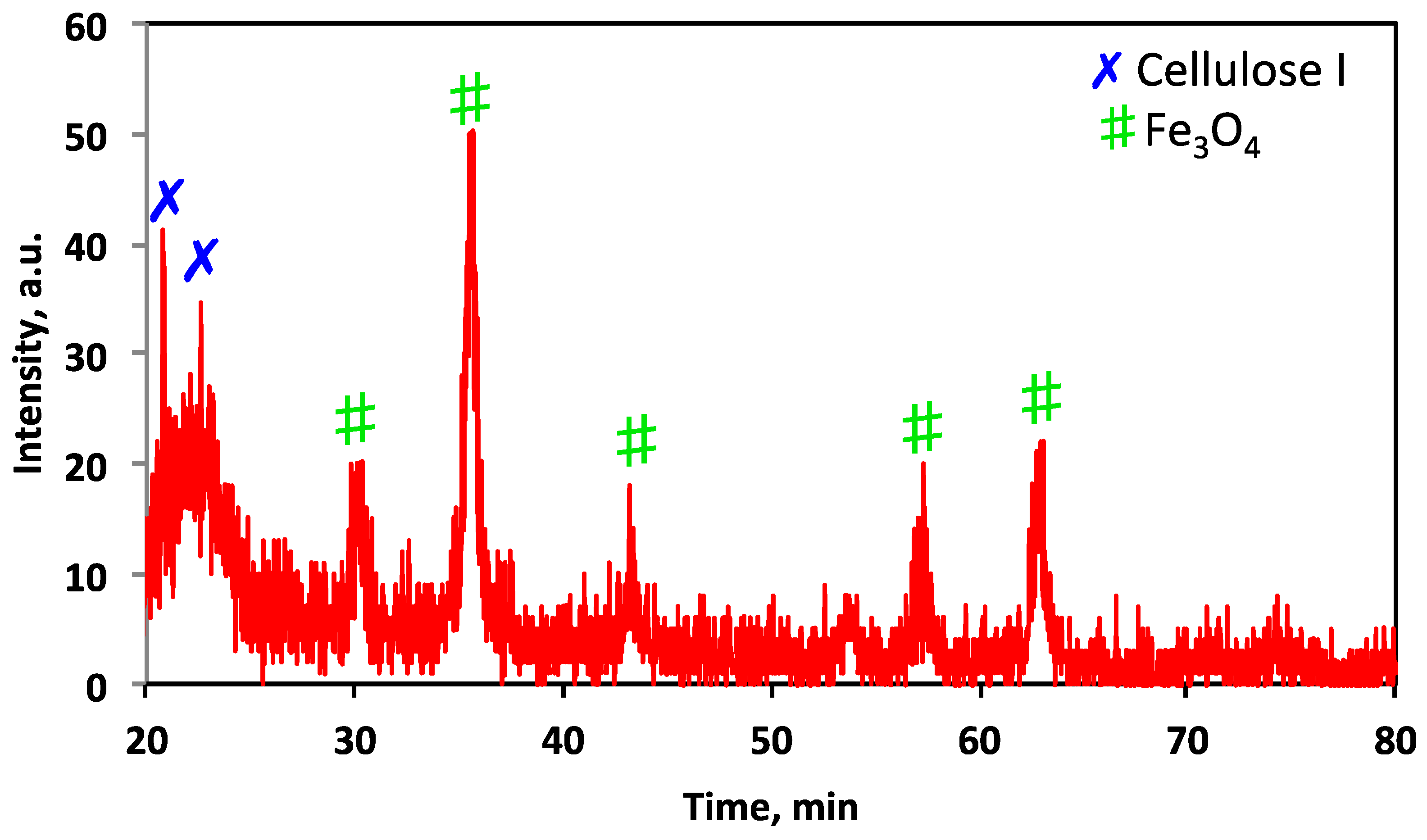
3.1.1. X-ray Diffraction Characterization
3.1.2. TEM Images
3.1.3. EDX Analysis
3.2. Dual Chemical Conditioner/Skeleton Builder Dewatering
3.2.1. Conditioning Time
SEM Images
3.2.2. Effect of nIC-Conditioner Dose
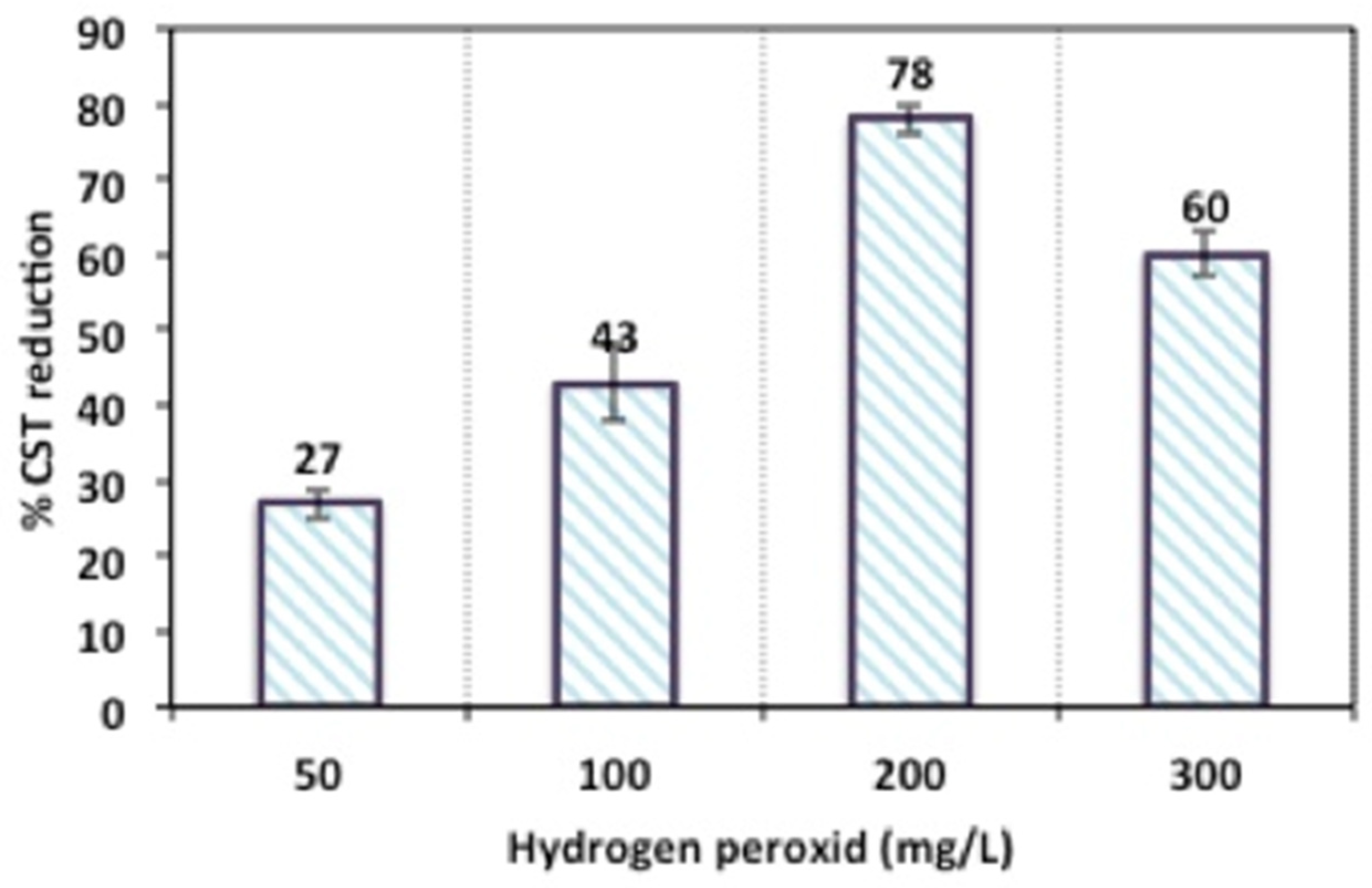
3.2.3. Effect of Hydrogen Peroxide Dose
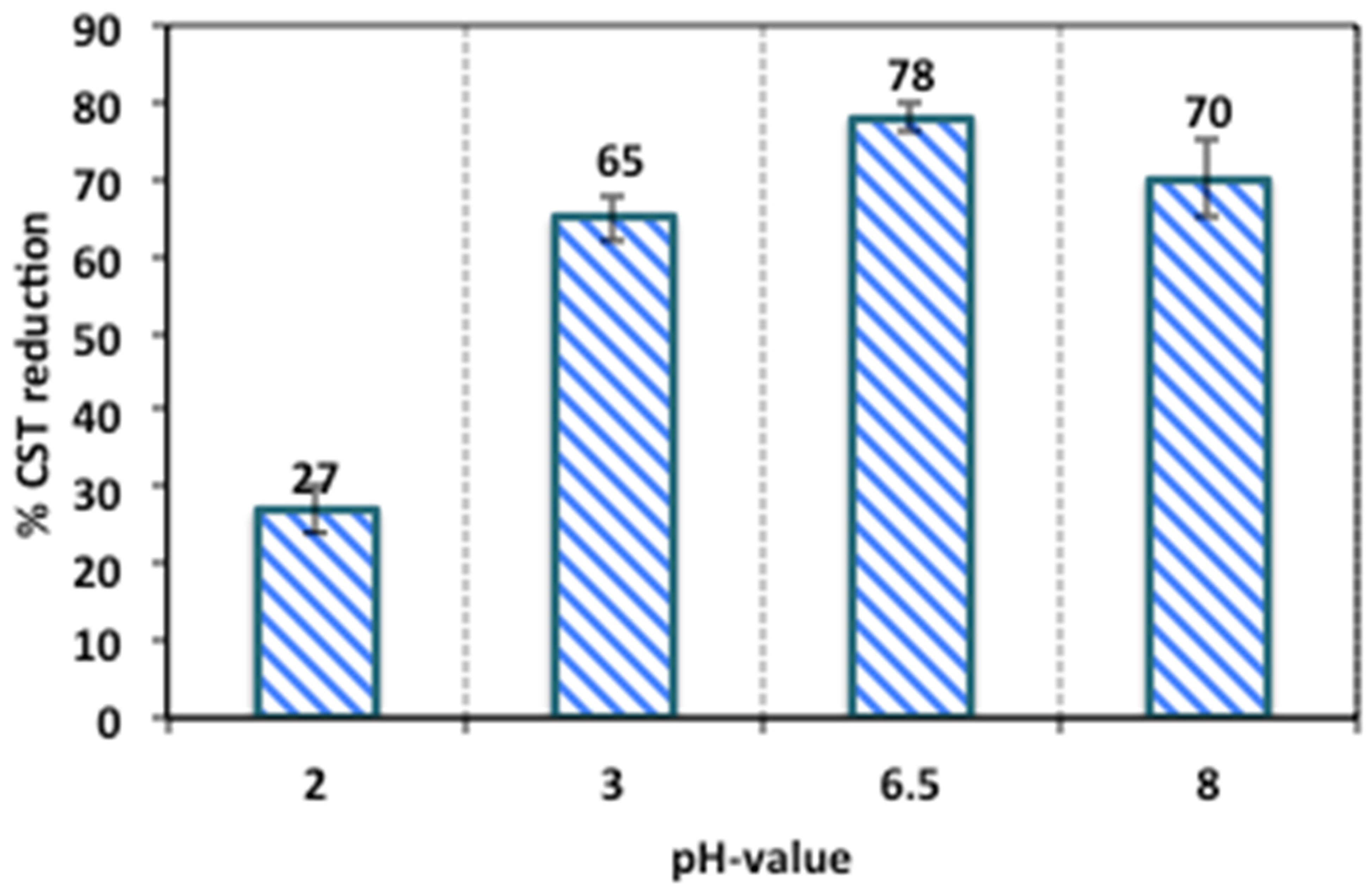
3.2.4. Effect of pH Value
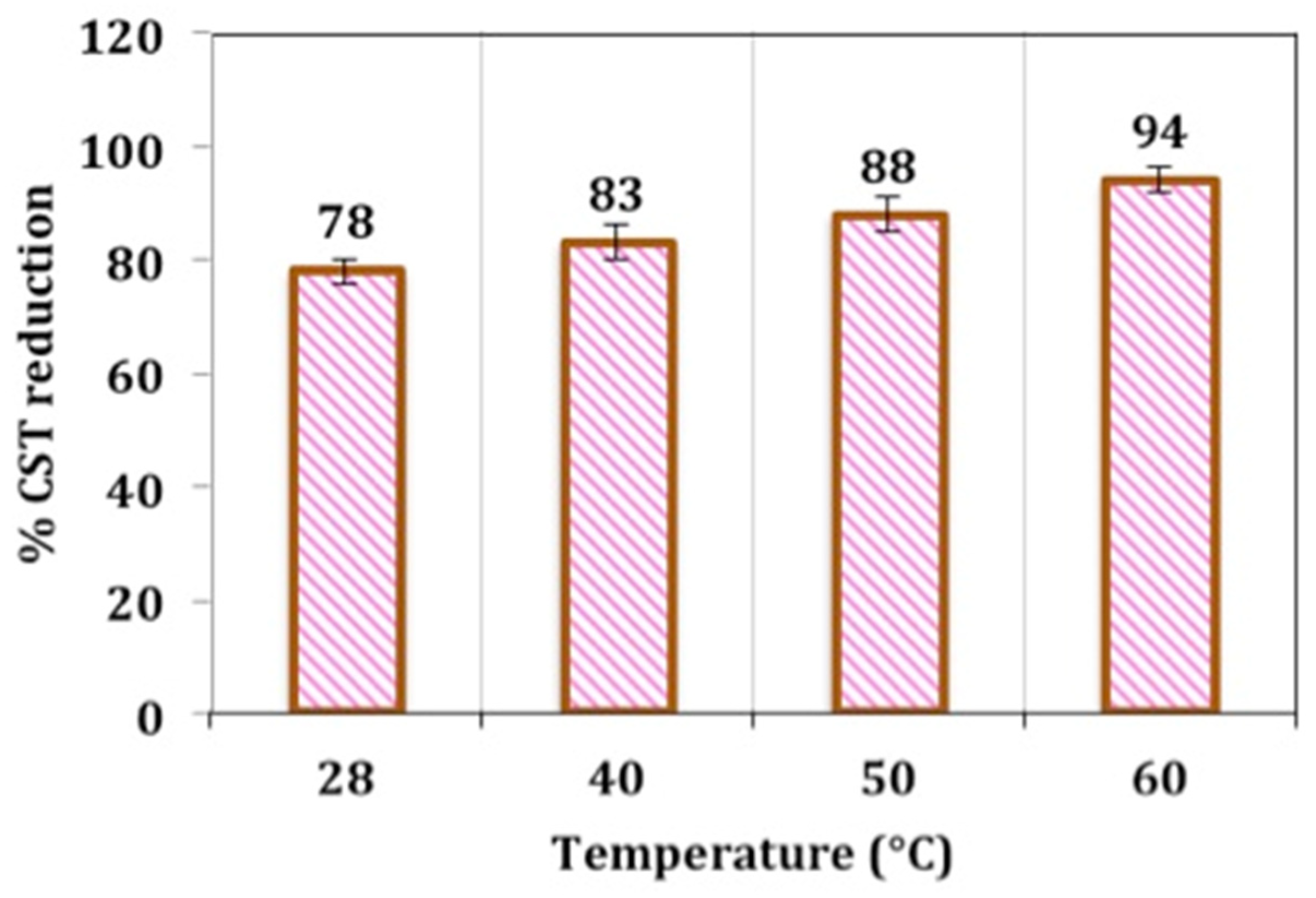
3.2.5. Dual Thermal/Chemical Conditioning
3.2.6. Comparative Data Analysis
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Alencar, W.S.; Lima, E.C.; Royer, B.; Santos, B.D.; Calvete, T.; Silva, E.A.; Alves, C.N. Application of aqai stalks as biosorbents for the removal of the dye Procion Blue MX-R from aqueous solution. Sep. Sci. Technol. 2012, 47, 513–526. [Google Scholar] [CrossRef]
- Babatunde, A.O.; Zhao, Y.Q.; Burke, A.M.; Morris, M.A.; Hanrahan, J.P. Characterization of aluminium-based water treatment residual for potential phosphorus removal in engineered wetlands. Environ. Pollut. 2009, 157, 2830–2836. [Google Scholar] [CrossRef]
- Barrer, R.M. Hydrothermal Chemistry of Zeolites; Academic Press: Cambridge, MA, USA, 1982; 360p. [Google Scholar]
- Carvallho, M.N.; Silva, K.S.; Sales, D.S.; Mauricio, E.F.; Sobrinho, M.; Ghislandi, M.G. Dye removal from textile industrial effluents by adsorption on exfoliated graphite nanoplatelets: Kinetic and equilibrium studies. Water Sci. Technol. 2016, 73, 2189–2198. [Google Scholar] [CrossRef] [PubMed]
- Cheng, W.P.; Chen, P.H.; Yu, R.F.; Ho, W.N. Treating ammonium-rich wastewater with sludge from water treatment plant to produce ammonium alum. Sustain. Environ. Res. 2016, 26, 63–69. [Google Scholar] [CrossRef]
- Chu, W. Dye Removal from Textile Dye Wastewater Using Recycled Alum Sludge. Water Res. 2001, 35, 3147–3152. [Google Scholar] [CrossRef] [PubMed]
- Dawodu, M.O.; Akpomie, K.G. Evaluating the potential of a Nigerian soil as an adsorbent for tartrazine dye: Isotherm, kinetic and thermodynamic studies. Alex. Eng. J. 2016, 55, 3211–3218. [Google Scholar] [CrossRef]
- Devi, P.; Saroha, A.K. Utilization of sludge based adsorbents for the removal of various pollutants: A review. Sci. Total Environ. 2017, 578, 16–33. [Google Scholar] [CrossRef]
- Doherty, L.; Zhao, Y.Q.; Zhao, X.H.; Wang, W. Nutrient and organics removal from swine slurry with simultaneous electricity generation in an alum sludge-based constructed wetland incorporating microbial fuel cell technology. Chem. Eng. J. 2015, 266, 74–81. [Google Scholar] [CrossRef]
- El-Mekkawi, D.M.; Ibrahim, F.A.; Selim, M.M. Removal of methylene blue from water using zeolites prepared from Egyptian kaolins collected from different sources. J. Environ. Chem. Eng. 2016, 4, 1417–1422. [Google Scholar] [CrossRef]
- Fungaro, D.A.; Silva, M.V. Utilization of water treatment plant sludge and coal fly ash in brick manufacturing. Am. J. Environ. Prot. 2014, 2, 83–88. [Google Scholar]
- Guo, J.; Chen, C.; Jiang, S.; Zhou, Y. Feasibility and mechanism of combined conditioning with coagulant and flocculant to enhance sludge dewatering. ACS Sustain. Chem. Eng. 2018, 6, 10758–10765. [Google Scholar] [CrossRef]
- Zhou, X.; Jin, W.; Wang, L.; Che, L.; Chen, C.; Li, S.-F.; Wang, X.-T.; Tu, R.; Han, S.-F.; Feng, X.; et al. Alum sludge conditioning with ferrous iron/peroxymonosulfate oxidation: Characterization and mechanism. Korean J. Chem. Eng. 2020, 37, 663–669. [Google Scholar] [CrossRef]
- Zhu, C.; Zhang, P.; Wang, H.; Ye, J. Conditioning of sewage sludge via combined ultrasonication-flocculation-skeleton building to improve sludge dewaterability. Ultrason. Sonochem. 2018, 40, 353–360. [Google Scholar] [CrossRef]
- Ren, B.; Lyczko, N.; Zhao, Y.; Nzihou, A. Integrating alum sludge with waste-activated sludge in co-conditioning and dewatering: A case study of a city in south France. Environ. Sci. Pollut. Res. 2020, 27, 14863–14871. [Google Scholar] [CrossRef]
- Mustranta, A.; Viikari, L. Dewatering of activated sludge by an oxidative treatment. Water Sci. Technol. 1993, 28, 213–221. [Google Scholar] [CrossRef]
- Wei, H.; Gao, B.; Ren, J.; Li, A.; Yang, H. Coagulation/flocculation in dewatering of sludge: A review. Water Res. 2018, 143, 608–631. [Google Scholar] [CrossRef]
- Tony, M.A. Valorization of undervalued aluminum-based waterworks sludge waste for the science of “The 5 Rs’ criteria”. Appl. Water Sci. 2022, 12, 20. [Google Scholar] [CrossRef]
- Xu, Z.X.; Song, H.; Deng, X.Q.; Zhang, Y.Y.; Ma, X.-Q.; Tong, S.Q.; He, Z.X.; Wang, Q.; Shao, Y.W.; Hu, X. Dewatering of sewage sludge via thermal hydrolysis with ammonia-treated Fenton iron sludge as skeleton material. J. Hazard. Mater. 2019, 379, 120810. [Google Scholar] [CrossRef]
- Tony, M.A.; Zhao, Y.Q.; Fu, J.F.; Tayeb, A.M. Conditioning of aluminium-based water treatment sludge with Fenton’s reagent: Effectiveness and optimising study to improve dewaterability. Chemosphere 2008, 72, 673–677. [Google Scholar] [CrossRef]
- Wang, H.-F.; Wang, H.-J.; Hua, H.; Zeng, R.J. Applying rheological analysis to understand the mechanism of polyacrylamide (PAM) conditioning for sewage sludge dewatering. RSC Adv. 2017, 7, 30274. [Google Scholar] [CrossRef]
- Pambou, Y.B.; Fraikin, L.; Salmon, T.; Crine, M.; Leonard, A. Enhanced sludge dewatering and drying comparison of two linear polyelectrolytes co-conditioning with polyaluminum chloride. Desalin. Water Treat. 2016, 57, 27989–28006. [Google Scholar] [CrossRef]
- Zhao, Y.Q. Involvement of Gypsum (CaSO4·2H2O) in Water Treatment Sludge Dewatering: A Potential Benefit in Disposal and Reuse. Sep. Sci. Technol. 2006, 41, 2785–2794. [Google Scholar] [CrossRef][Green Version]
- Chen, C.; Zhang, P.; Zeng, G.; Deng, J.; Zhou, Y.; Lu, H. Sewage sludge conditioning with coal fly ash modified by sulfuric acid. Chem. Eng. J. 2010, 158, 616–622. [Google Scholar] [CrossRef]
- Sorensen, P.B.; Hansen, J.A. Extreme solid compressibility in biological sludge dewatering. Water Sci. Technol. 1993, 28, 133–143. [Google Scholar] [CrossRef]
- Shi, H.; Zhu, J.; Chen, J.; Qiu, X. Experiment Study on the Effects of Natural Zeolite on Sludge Dewatering Performance and Nitrogen Losses. In Proceedings of the International Conference on Material and Environmental Engineering (ICMAEE 2014), Jiujiang, China, 21–23 March 2014. [Google Scholar]
- Bi, D.S.; Guo, X.P.; Cai, Z.H.; Yu, Z.; Wang, D.M.; Wang, Y.Q. Enhanced dewaterability of waste-activated sludge by combined cationic polyacrylamide and magnetic field pretreatment. Environ. Technol. 2015, 36, 455–462. [Google Scholar] [CrossRef]
- Liu, H.; Yang, J.; Shi, Y.; Li, Y.; He, S.; Yang, C.; Yao, H. Conditioning of sewage sludge by Fenton’s reagent combined with skeleton builders. Chemosphere 2012, 88, 235–239. [Google Scholar] [CrossRef] [PubMed]
- APHA; AWWA; WEF. Standard Methods for Examination of Water and Wastewater, 18th ed.; American Public Health Association, American Water Works Association and Water Environment Federation: Washington, DC, USA, 1992. [Google Scholar]
- Tony, M.A. Aquananotechnology: Oriented-sawdust waste valorisation into magnetic nanocellulosic particles for Synozol Red K-HL sorption prospect. Appl. Water Sci. 2022, 12, 199. [Google Scholar] [CrossRef]
- Dawood, A.S.; Li, Y. Modeling and optimization of new flocculant dosage and pH for flocculation: Removal of pollutants from wastewater. Water 2013, 5, 342–355. [Google Scholar] [CrossRef]
- Zhao, Y.Q.; Keogh, C.; Tony, M.A. On the Necessity of Sludge Conditioning with Non-organic Polymer: AOP Approach. J. Res. Sci. Technol. 2009, 6, 151–155. [Google Scholar]
- Galhoum, A.A.; Mahfouz, M.G.; Gomaa, N.A.; Abdel-Rehem, S.S.; Atia, A.A.; Vincent, T.; Guibal, E. Cysteine-Functionalized Chitosan Magnetic Nano-Based Particles for the Recovery of Uranium(VI): Uptake Kinetics and Sorption Isotherms. Sep. Sci. Technol. 2015, 50, 2776–2789. [Google Scholar] [CrossRef]
- Zhen, G.; Lu, X.; Wang, B.; Zhao, Y.; Chai, X.; Niu, D.; Zhao, A.; Li, Y.; Song, Y.; Cao, X. Synergetic pretreatment of waste activated sludge by Fe (II)–activated persulfate oxidation under mild temperature for enhanced dewaterability. Bioresour. Technol. 2012, 124, 29–36. [Google Scholar] [CrossRef] [PubMed]
- Sezgin, M.; Jenkins, D.; Parker, D.S. A unified theory of filamentous activated sludge bulking. Water Pollut. Control Fed. 1978, 50, 362–381. [Google Scholar]
- Sun, Y.; Zheng, H.; Zhai, J.; Teng, H.; Zhao, C.; Zhao, C.; Liao, Y. Effects of surfactants on the improvement of sludge dewaterability using cationic flocculants. PLoS ONE 2014, 9, e111036. [Google Scholar] [CrossRef] [PubMed]
- Thabet, R.H.; Fouad, M.K.; Sherbiny, S.A.E.; Tony, M.A. Zero-waste approach: Assessment of aluminum-based waste as a photocatalyst for industrial wastewater treatment ecology. Int. J. Environ. Res. 2022, 16, 36. [Google Scholar] [CrossRef]
- Nwodo, U.U.; Agunbiade, M.O.; Green, E.; Nwamadi, M.; Rumbold, K.; Okoh, A.I. Characterization of an Exopolymeric Flocculant Produced by a Brachybacterium sp. Materials 2013, 6, 1237–1254. [Google Scholar] [CrossRef] [PubMed]
- Lal, K.; Garg, A. Physico-chemical treatment of pulping effluent: Characterization of flocs and sludge generated after treatment. Sep. Sci. Technol. 2017, 52, 1583–1593. [Google Scholar] [CrossRef]
- Tony, M.A.; Zhao, Y.; Tayeb, A.M. Exploitation of Fenton and Fenton-like reagents as alternative conditioners for alum sludge conditioning. J. Environ. Sci. 2009, 21, 101–105. [Google Scholar] [CrossRef]
- Zhao, Y.; Bache, D. Conditioning of alum sludge with polymer and gypsum. Colloids Surf. A Physicochem. Eng. Asp. 2001, 194, 213–220. [Google Scholar] [CrossRef]
- Ghebremichael, K.A.; Hultman, B. Alum sludge dewatering using Moringa oleifera as a conditioner. Water Air Soil Pollut. 2004, 158, 153–167. [Google Scholar] [CrossRef]
- Wu, C.C.; Wu, J.J.; Huang, R.Y. Floc strength and dewatering efficiency of alum sludge. Adv. Environ. Res. 2003, 7, 617–621. [Google Scholar] [CrossRef]
- Pan, J.R.; Huang, C.; Cherng, M.; Li, K.-C.; Lin, C.-F. Correlation between dewatering index and dewatering performance of three mechanical dewatering devices. Adv. Environ. Res. 2003, 7, 599–602. [Google Scholar] [CrossRef]
- Keenan, H.E.; Papavasilopoulos, E.N.; Bache, D.H. Measurement of polymer residuals in an alum sludge. Water Res. 1998, 32, 3173–3176. [Google Scholar] [CrossRef]
- Rebosura, M., Jr.; Salehin, S.; Pikaar, I.; Kulandaivelu, J.; Jiang, G.; Keller, J.; Sharma, K.; Yuan, Z. Effects of in-sewer dosing of iron-rich drinking water sludge on wastewater collection and treatment systems. Water Res. 2020, 171, 115396. [Google Scholar] [CrossRef] [PubMed]
- Ma, W.; Zhao, Y.Q.; Kearney, P. A study of dual polymer conditioning of aluminum-based drinking water treatment residual. J. Environ. Sci. Health Part A 2007, 42, 961–968. [Google Scholar] [CrossRef] [PubMed][Green Version]
- Tony, M.A.; Tayeb, A.; Zhao, Y.Q. An alternative arrangement for the alum sludge management: Minimising waste with low-cost solar techniques. Am. J. Chem. Eng. 2016, 4, 30–37. [Google Scholar] [CrossRef]
- Sun, Y.; Fan, W.; Zheng, H.; Zhang, Y.; Li, F.; Chen, W. Evaluation of dewatering performance and fractal characteristics of alum sludge. PLoS ONE 2015, 10, e0130683. [Google Scholar] [CrossRef] [PubMed]
- Dharmappa, H.B.; Hasia, A.; Hagare, P. Water treatment plant residuals management. Water Sci. Technol. 1997, 35, 45–56. [Google Scholar] [CrossRef]
- Liu, H.; Xiao, H.; Fu, B.; Liu, H. Feasibility of sludge deep-dewatering with sawdust conditioning for incineration disposal without energy input. Chem. Eng. J. 2016, 313, 655–662. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Type of Conditioner | Conditioner Amount | Suspended Solids (mg/L) | Sludge pH | Conditioning Time (min) | Dewaterability Reduction (%) | Refs. |
|---|---|---|---|---|---|---|
| Nano-iron-cellulose/H2O2 Fenton | 1 g/L | 12,043 | 6.5 | 5 | 78% | Current investigation |
| LT-25 anionic polyelectrolyte | 20 mg/L | 9300 | 7.0 | 1.5 | 20% | [41] |
| Dried alum sludge | 63 kg/t-dry solids | 33,900 | 6.4 | 30 | 76% | [42] |
| Cationic polymer PC-320 | 20 mg/L | - | - | 1 | 85% | [43] |
| Chitosan | - | 60,000 | 7.0 | 1 | 88% | [44] |
| Cationic polyelectrolyte Praestol 650 TR | 1.8 kg/t | 33,900 | 6.2 | 30 | 96% | [42] |
| Anionic polyelectrolyte Praestol 2540 TR | 1.8 kg/t | 33,900 | 6.2 | 30 | 93% | [42] |
| Cationic polymer PC-325 | - | 60,000 | 7.0 | 1 | 96% | [44] |
| Anionic polymer Flocmiser 50 | 3.85 mg/L | 1500 | 6.3 | - | 70% | [45] |
| Anionic surfactant SDS (sodium dodecyl sulphate) | 1 mg/L | - | - | 60 | 65% | [46] |
| Moringa oleifera seed extract | 125 kg/t-dry solids | 33,900 | 6.2 | 30 | 66% | [42] |
| P FO-4140 cationic polyelectrolyte | 50 mg/L | 2985 | 6.3 | 1.16 | 89% | [47] |
| LT-25 anionic polyelectrolyte | 30 mg/L | 2985 | 6.3 | 1.16 | 90% | [47] |
| Fenton oxidation | Fe2+ 21 mg/g-DS+ H2O2 105 mg g-dry solids | 2850 | 6.0 | 1 | 48% | [20] |
| LT-25 anionic polyelectrolyte | 3.5 mg/g-dry solids | 2850 | 6.0 | 1 | 67% | [40] |
| FO-4140 cationic polyelectrolyte | 7.0 mg/g-dry solids | 2850 | 6.0 | 1 | 82% | [40] |
| Solar/Fenton (Fe2+/H2O2) | 50 mg Fe/L + 800 mg H2O2/L | 2364 | 8.5 | 7 | 78% | [48] |
| Dual solar/LT-25 anionic polyelectrolyte | 10 mg/L | 2364 | 8.5 | 3 | 97% | [48] |
| Cationic polyacrylamide CPAM1 | 8 mg/L | - | 7.0 | 2.5 | 95% | [49] |
| Cationic polyacrylamide CPAM2 | 16 mg/L | - | 7.0 | 2.5 | 97% | [49] |
| Fenton-like oxidation (Cu2+/H2O2) | Cu2+ 20 mg/g-dry solids + 125 H2O2mg/g-dry solids | 2850 | 6.0 | 1 | 7% | [32] |
| Zetag-89 polymer | 3 kg/t-dry solids | - | 7.0 | - | 20% | [50] |
| Praestol 650 TR polymer | 1.8 kg/t-dry solids | 33,900 | 6–10 | 30 | 96% | [42] |
| Gypsum/PW 85 polymer | 20 mg/L | 8453 | 7.0 | 60 | 16% | [23] |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Nour, M.M.; Tony, M.A. Simultaneous Environmental Waste Management through Deep Dewatering of Alum Sludge Using Waste-Derived Cellulose. ChemEngineering 2024, 8, 40. https://doi.org/10.3390/chemengineering8020040
Nour MM, Tony MA. Simultaneous Environmental Waste Management through Deep Dewatering of Alum Sludge Using Waste-Derived Cellulose. ChemEngineering. 2024; 8(2):40. https://doi.org/10.3390/chemengineering8020040
Chicago/Turabian StyleNour, Manasik M., and Maha A. Tony. 2024. "Simultaneous Environmental Waste Management through Deep Dewatering of Alum Sludge Using Waste-Derived Cellulose" ChemEngineering 8, no. 2: 40. https://doi.org/10.3390/chemengineering8020040
APA StyleNour, M. M., & Tony, M. A. (2024). Simultaneous Environmental Waste Management through Deep Dewatering of Alum Sludge Using Waste-Derived Cellulose. ChemEngineering, 8(2), 40. https://doi.org/10.3390/chemengineering8020040