
Development of Synthesis Strategy of Ferric and Clayey Flat Ceramic Membranes



Abstract
:1. Introduction
2. Materials and Methods
2.1. Raw Materials
2.2. Characterization of Materials
3. Materials Preparation
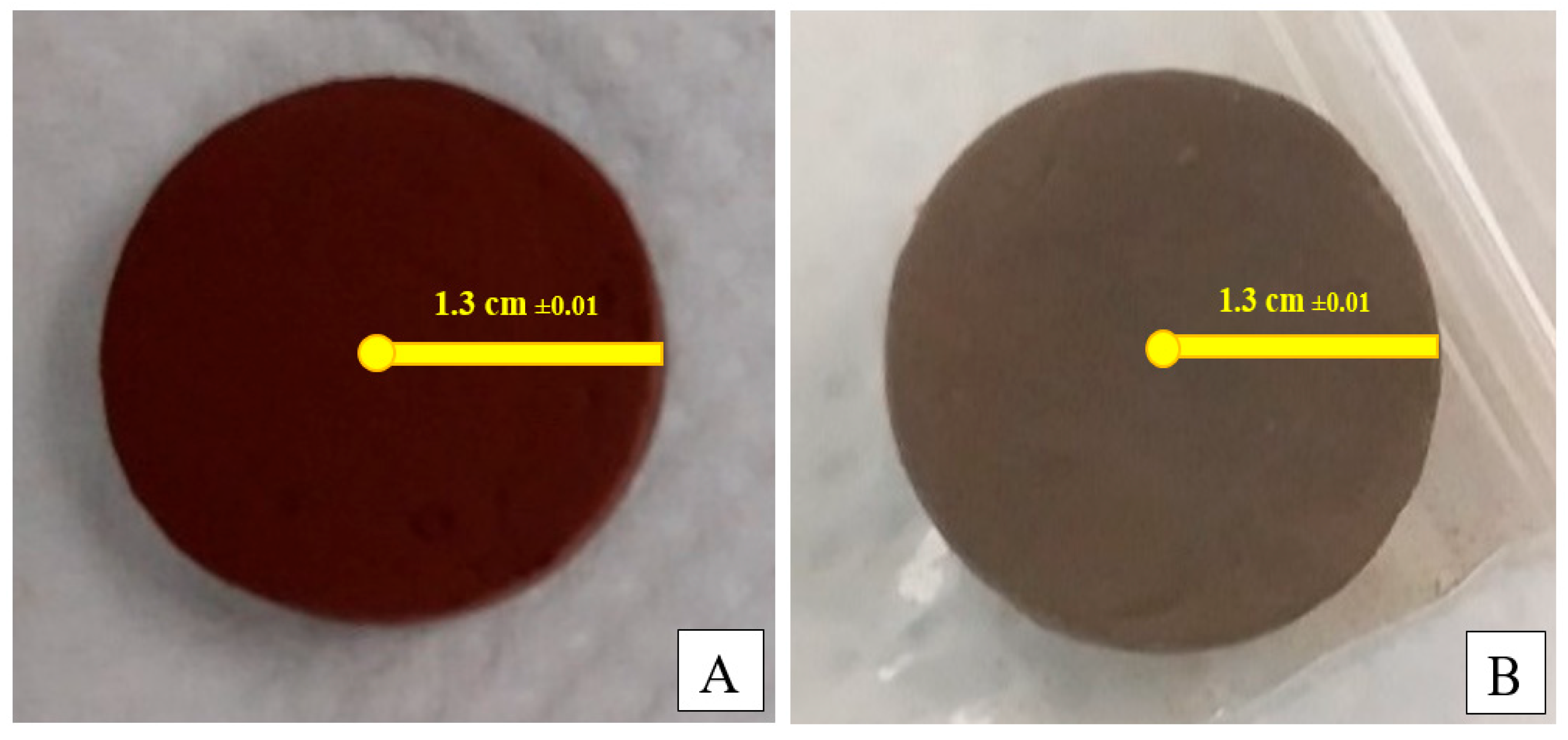
3.1. Shaping of the Ceramic Paste
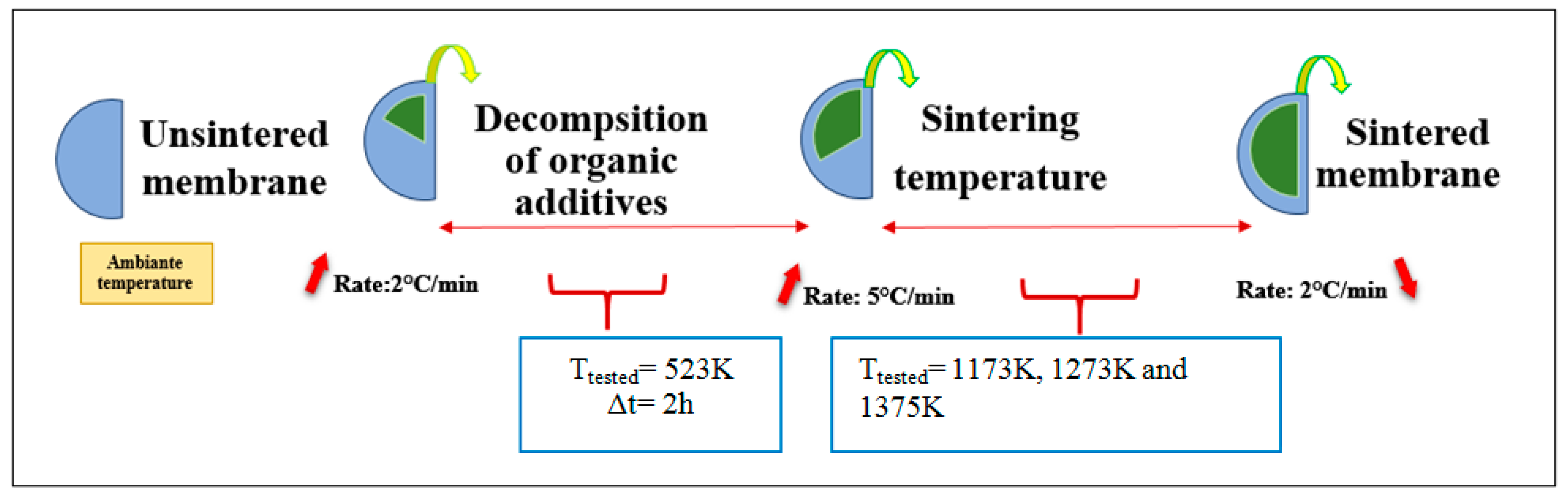
3.2. Thermal Treatment
4. Results and Discussion
4.1. Raw Materials Characterization
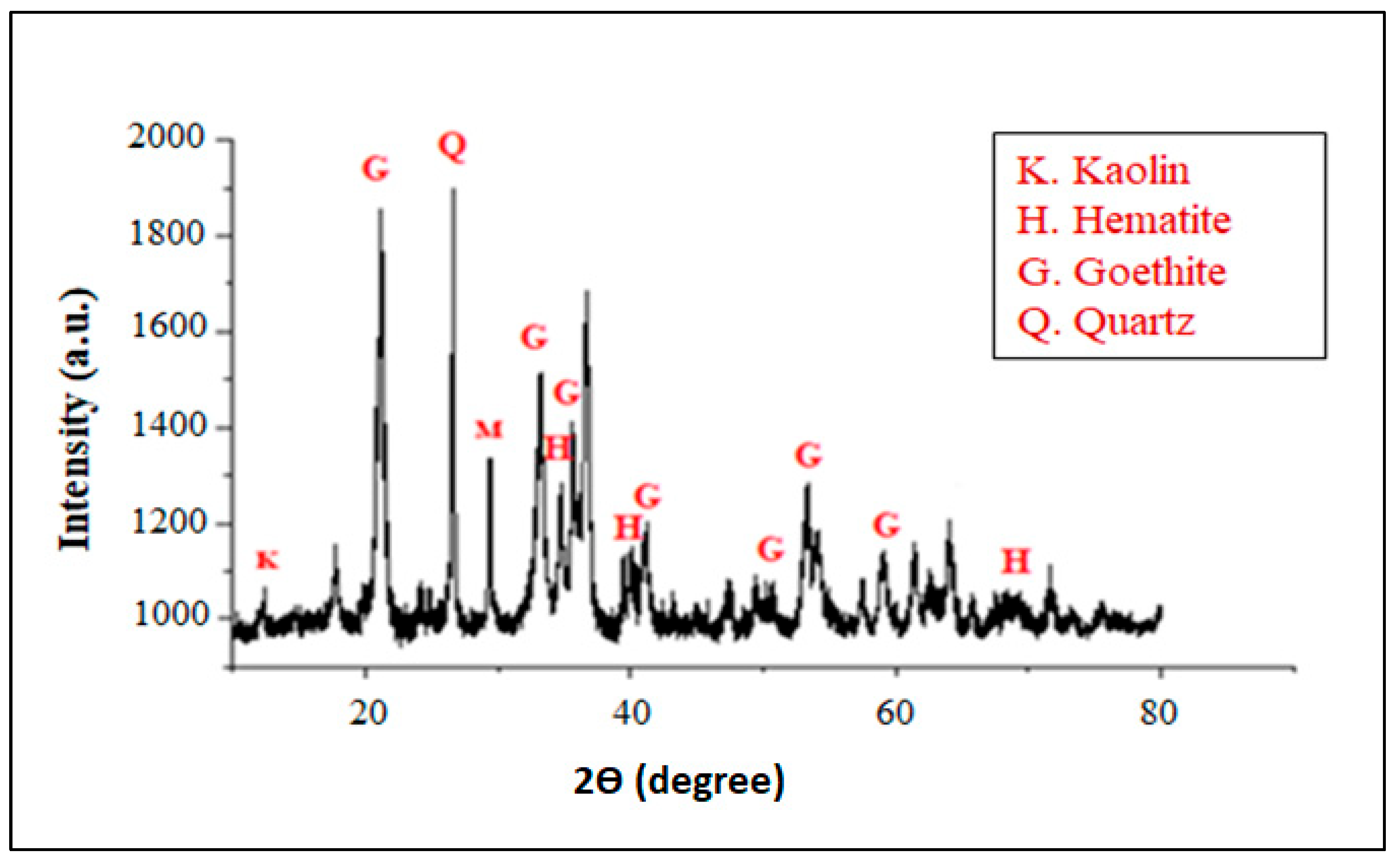
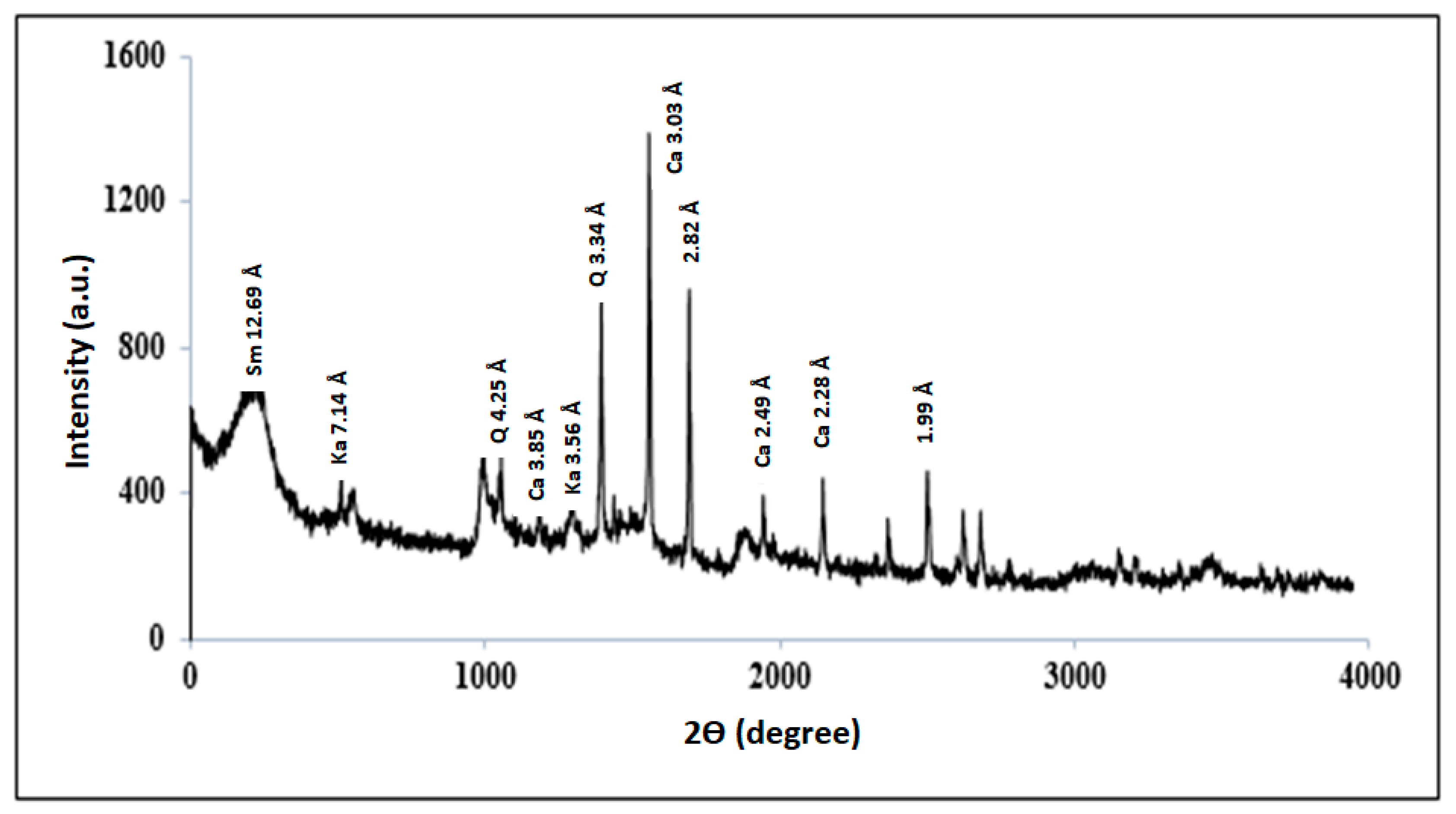
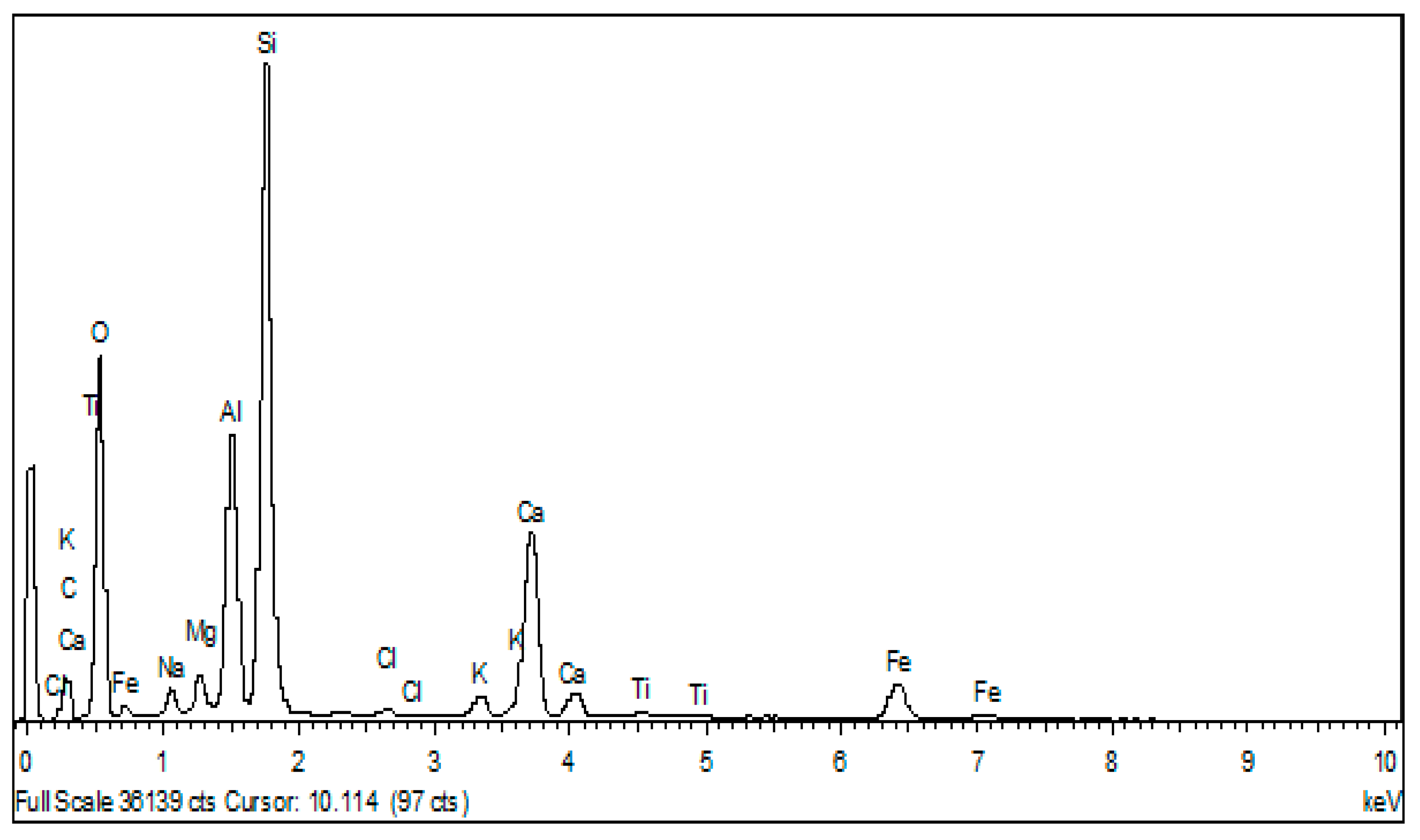
4.1.1. Mineralogical Analyses
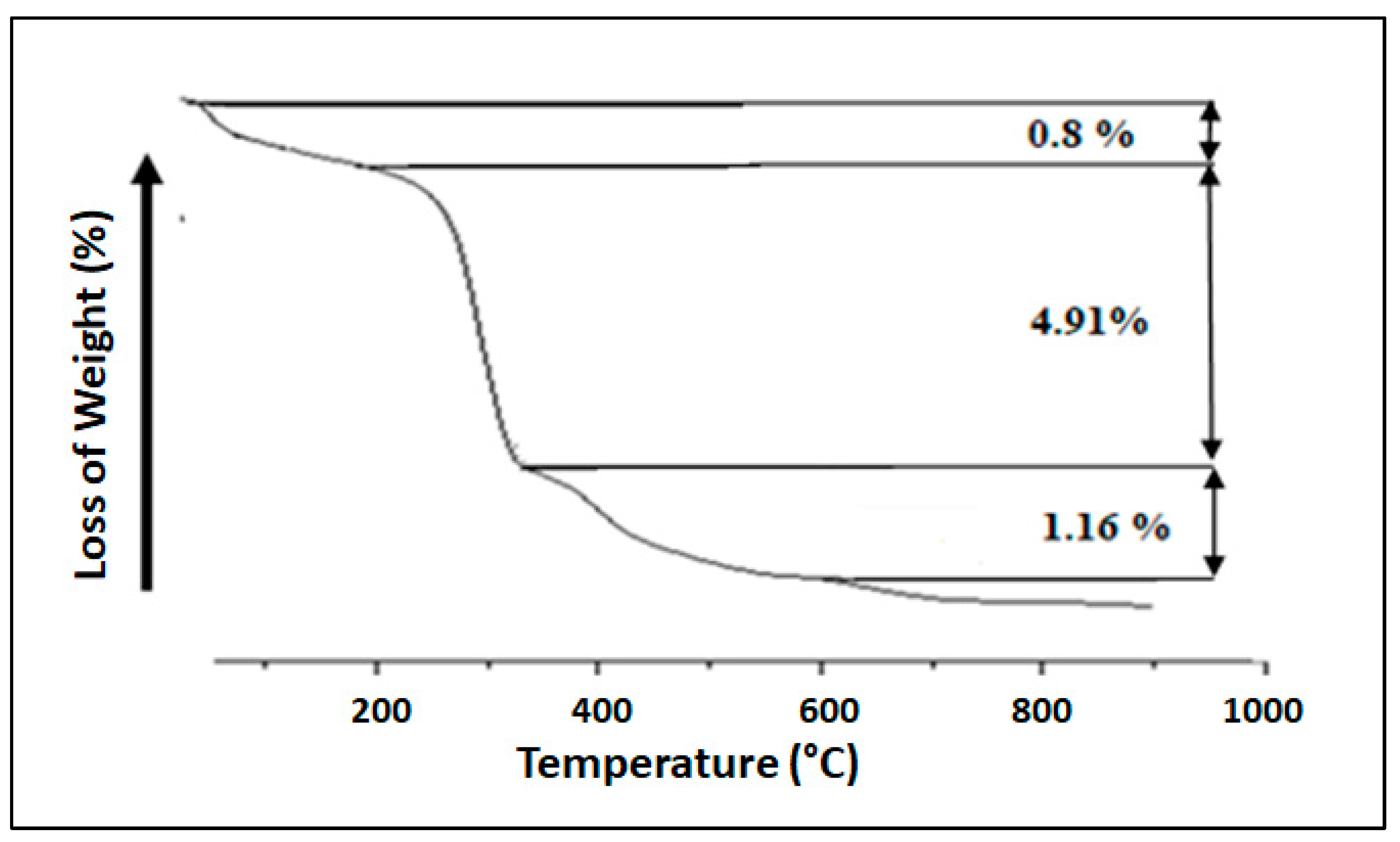
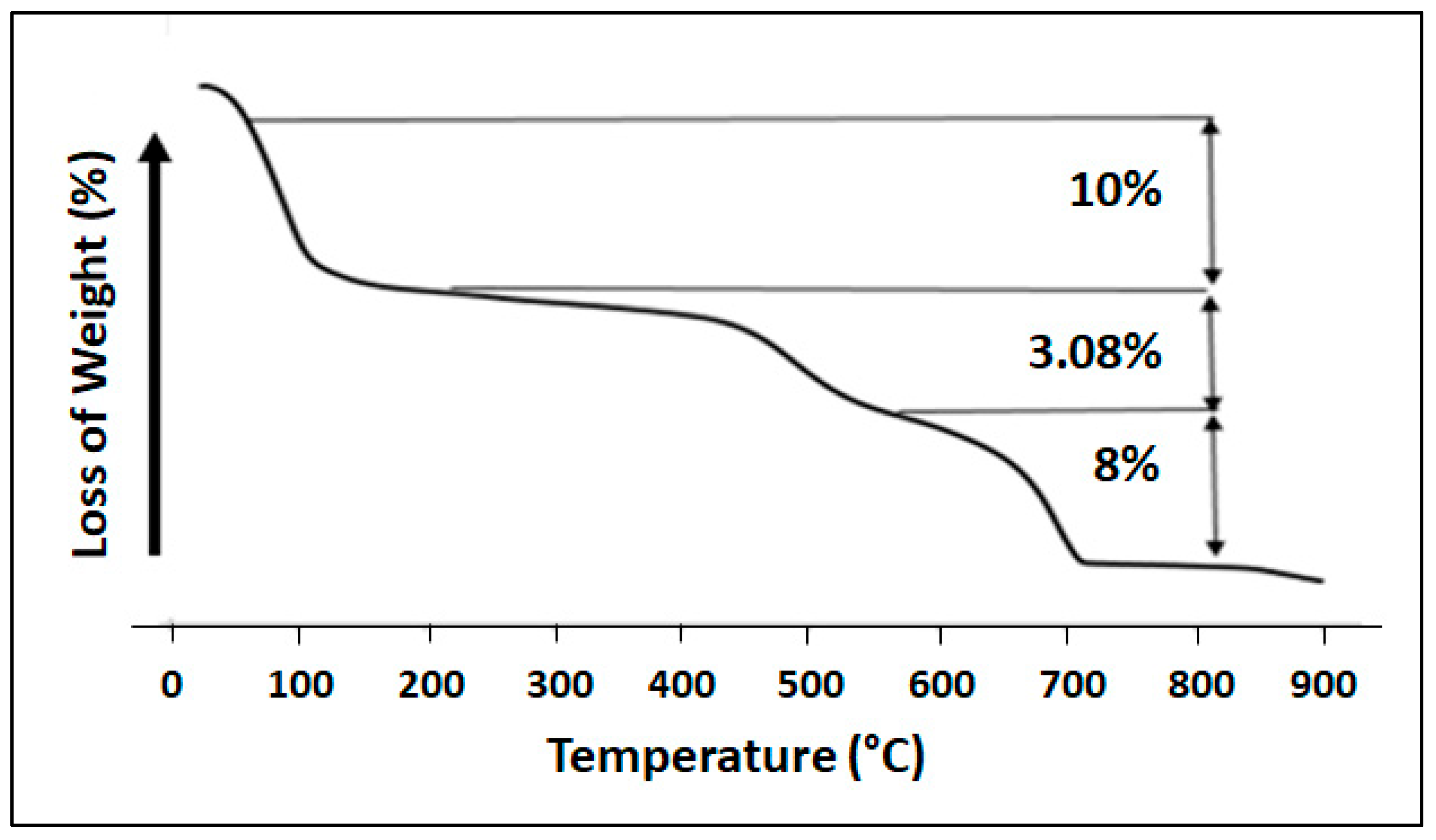
4.1.2. Thermogravimetric Analysis (TGA)
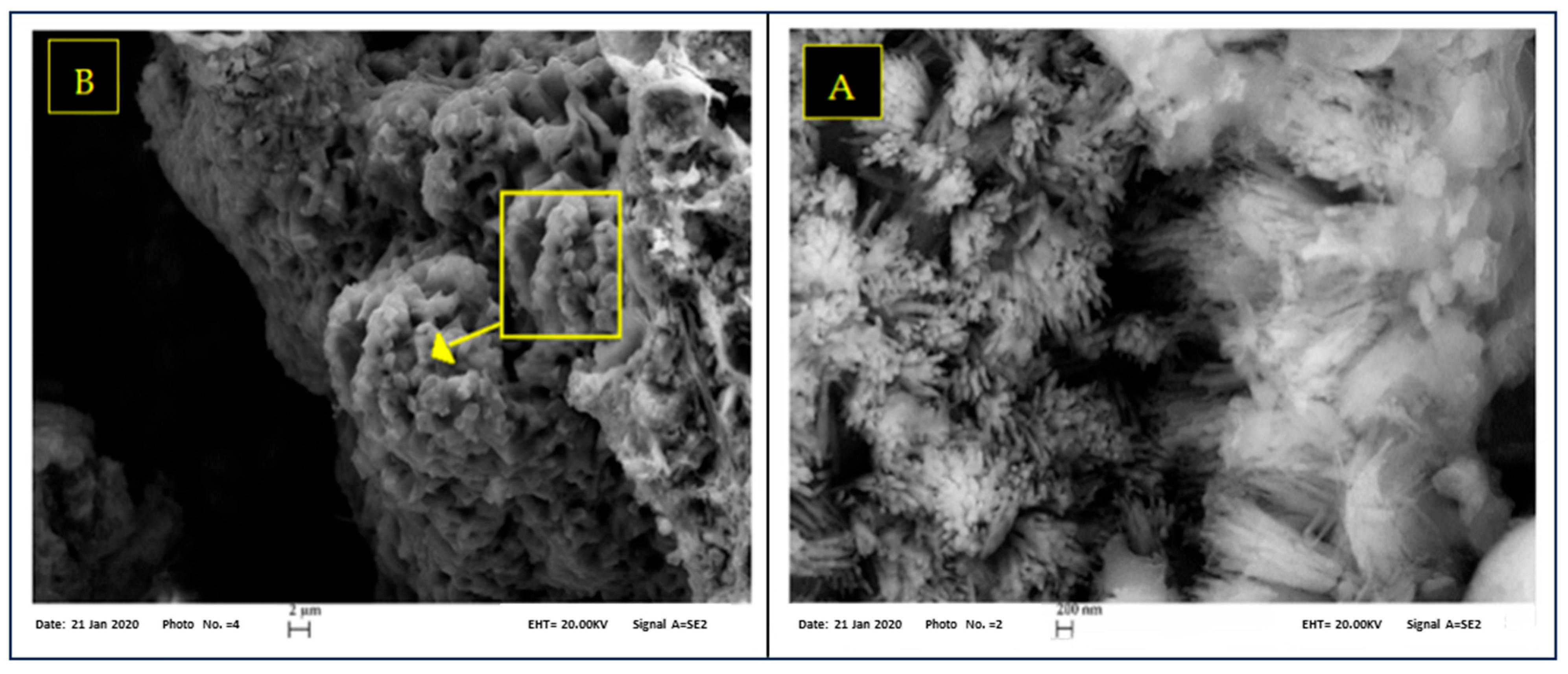
4.1.3. SEM Analyses
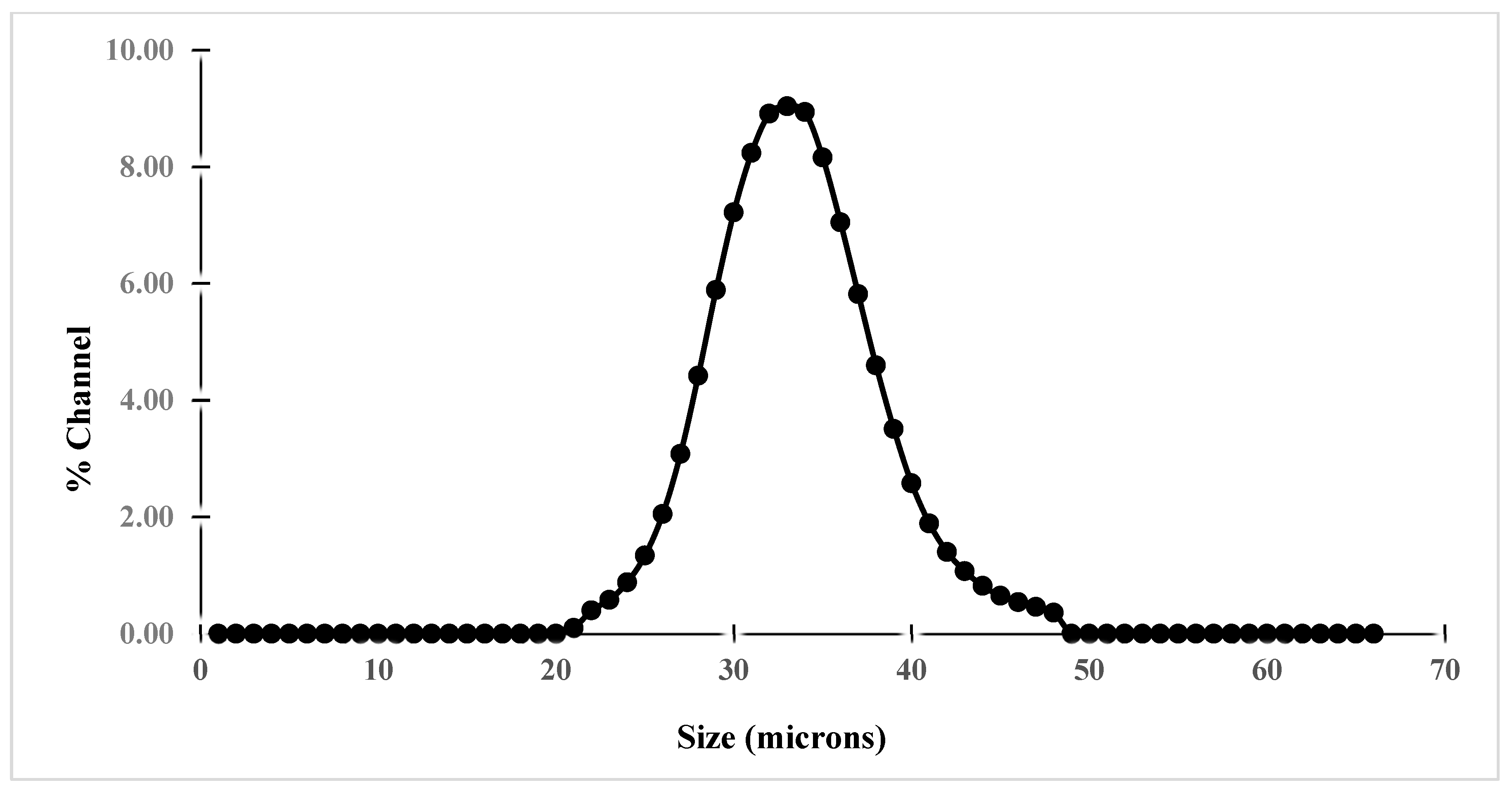
4.1.4. Particle Size Distribution Analyses
4.2. Characterization of the Membranes Elaborated
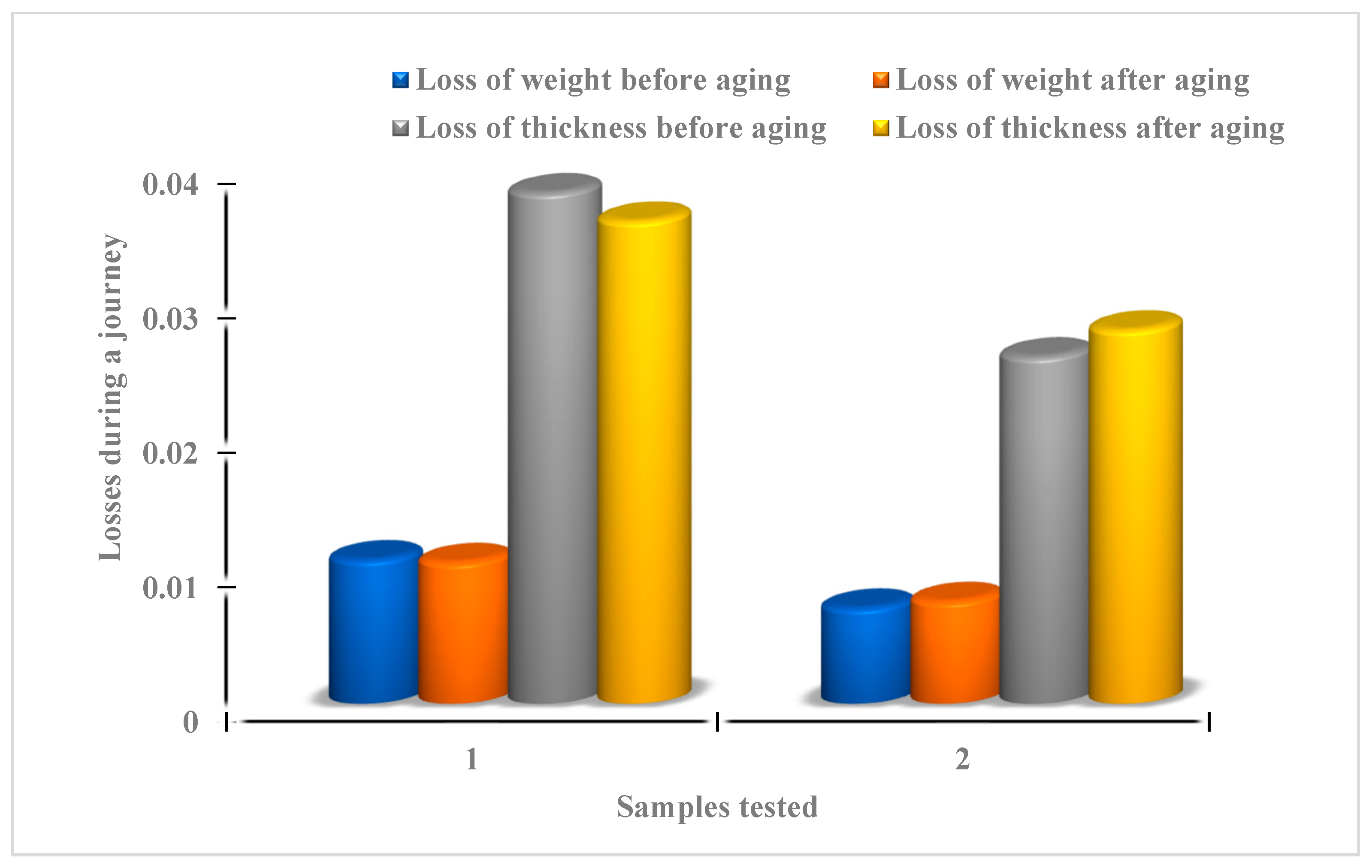
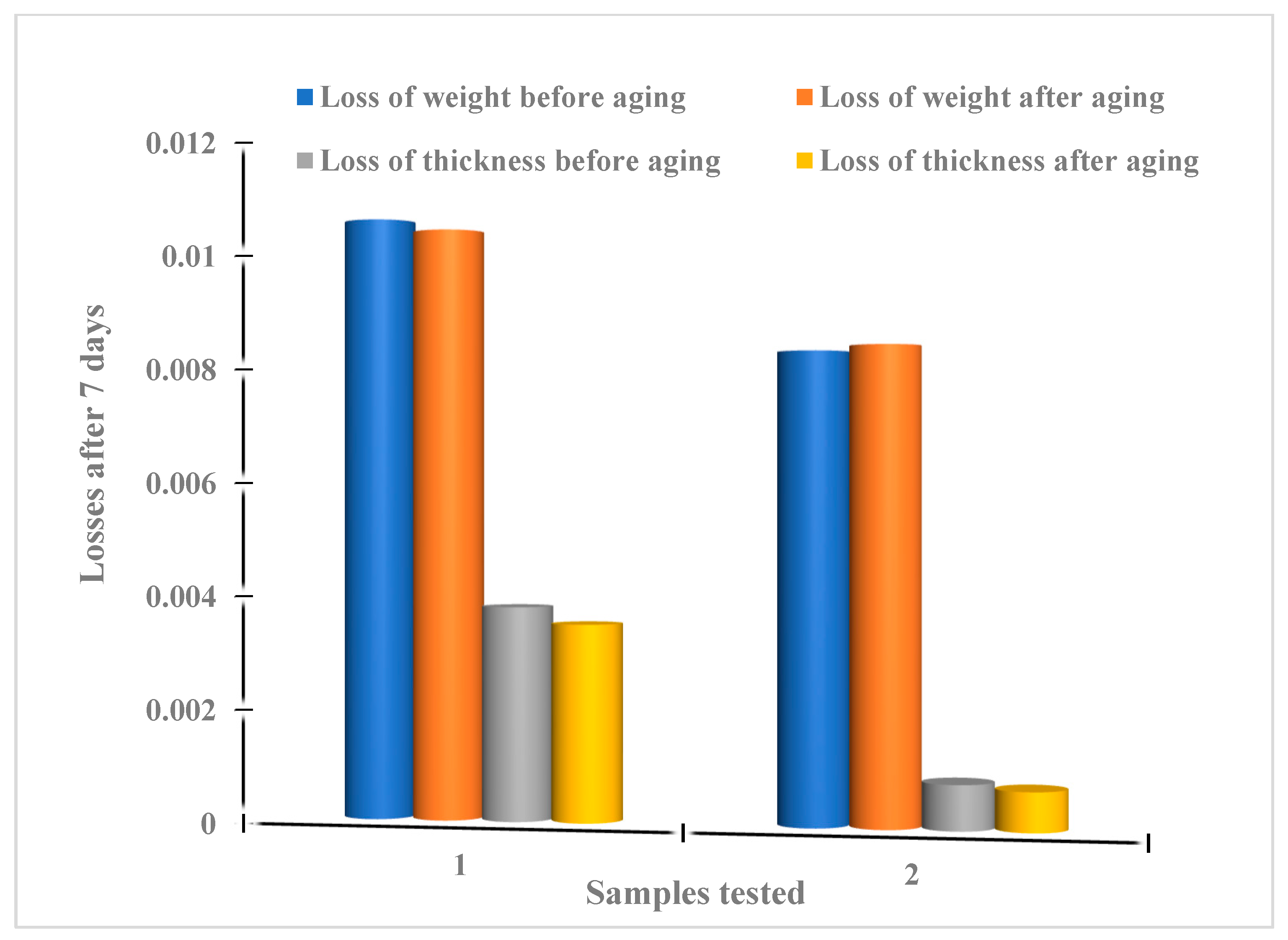
4.2.1. Study of Systematic Losses
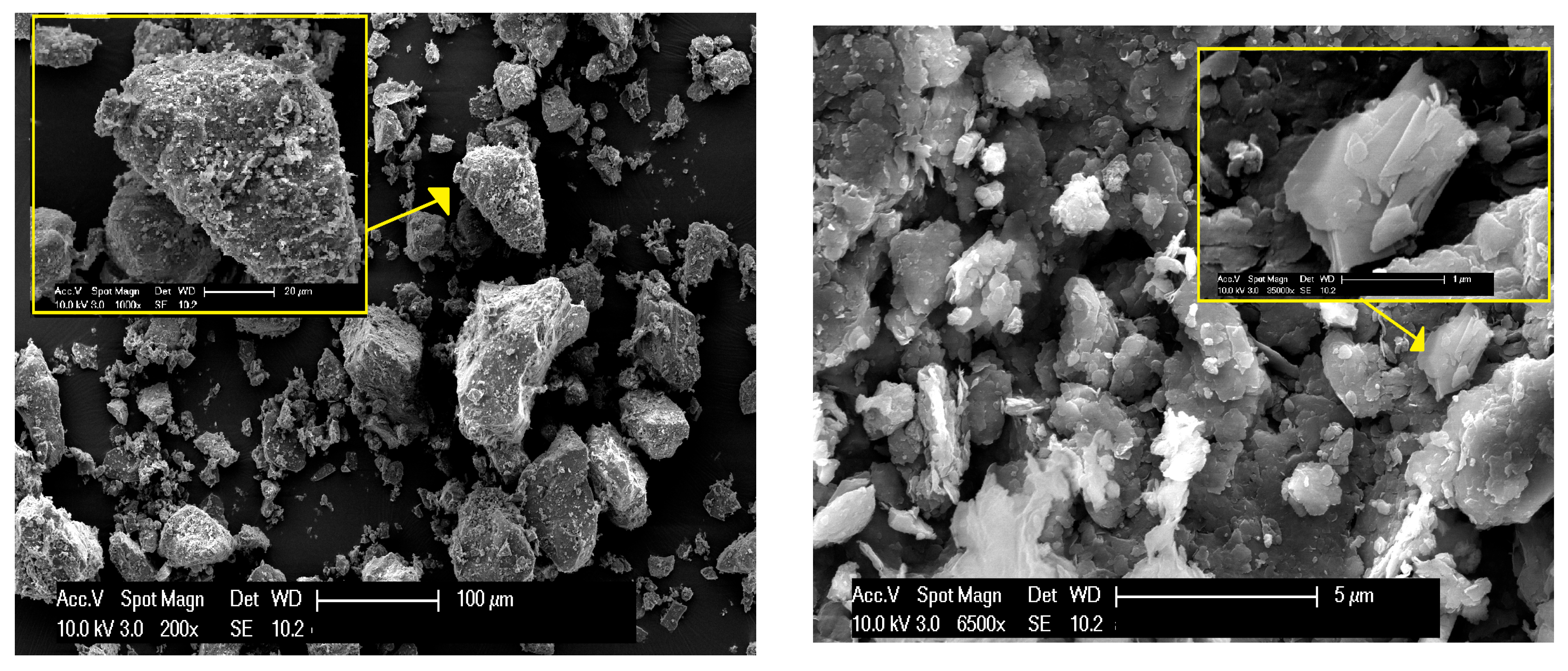
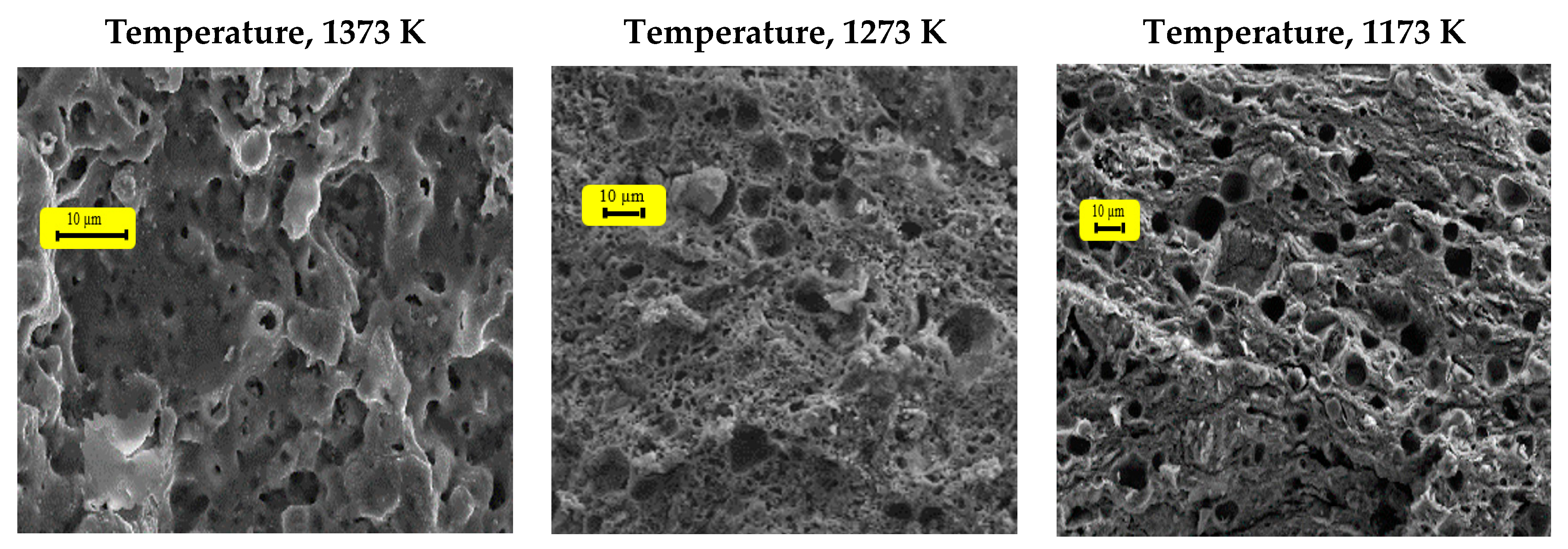
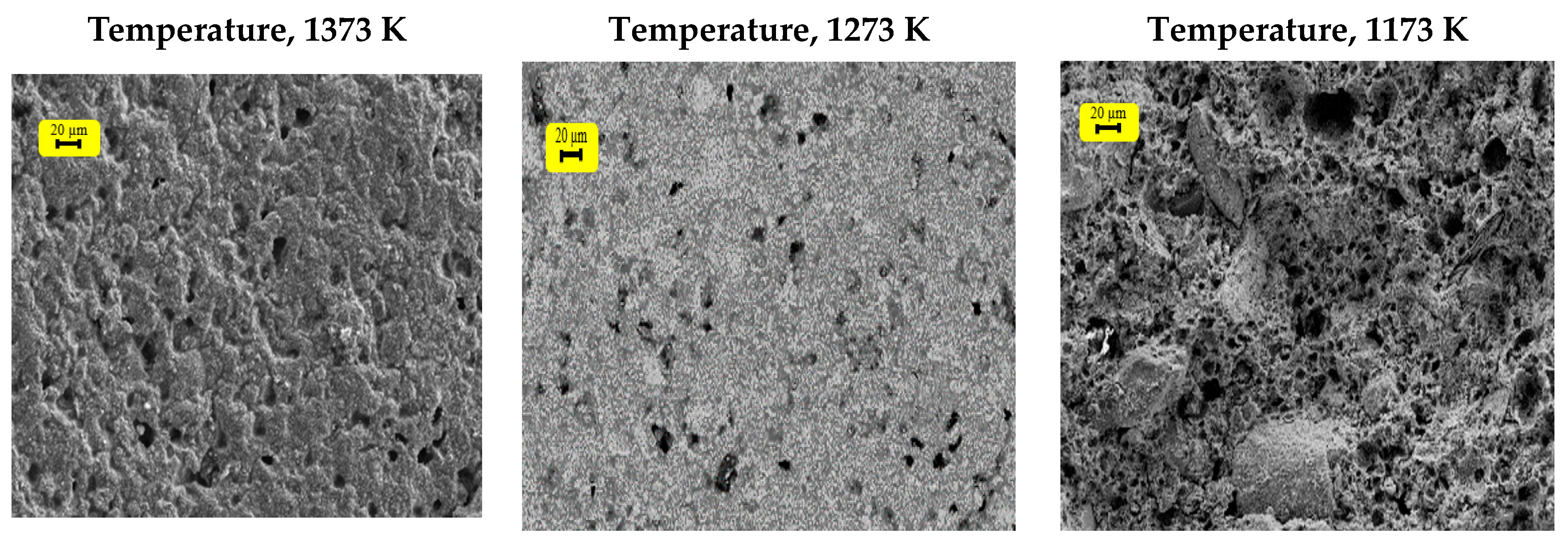
4.2.2. SEM Analyses
4.2.3. Optical Microscopy Analysis
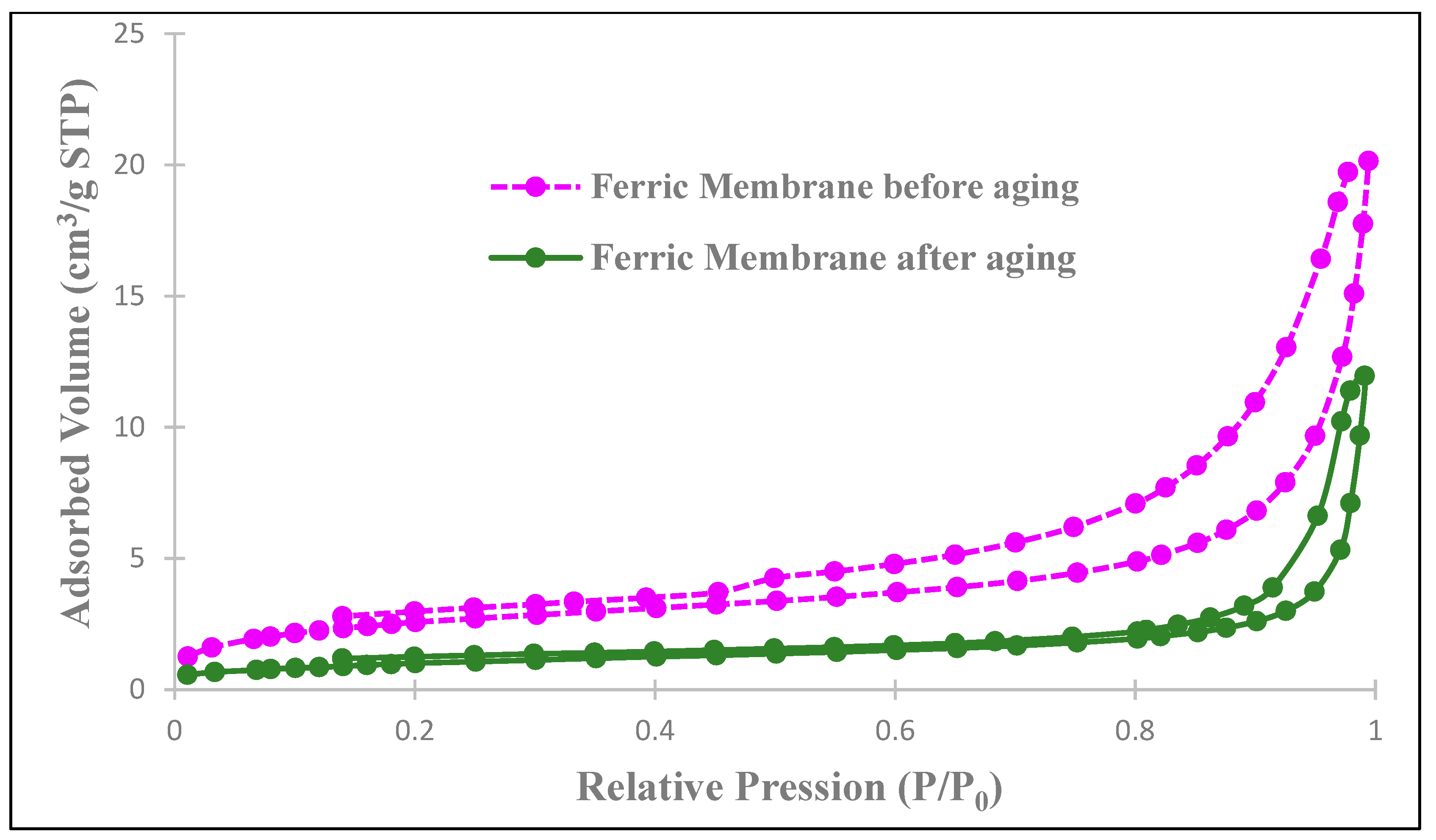
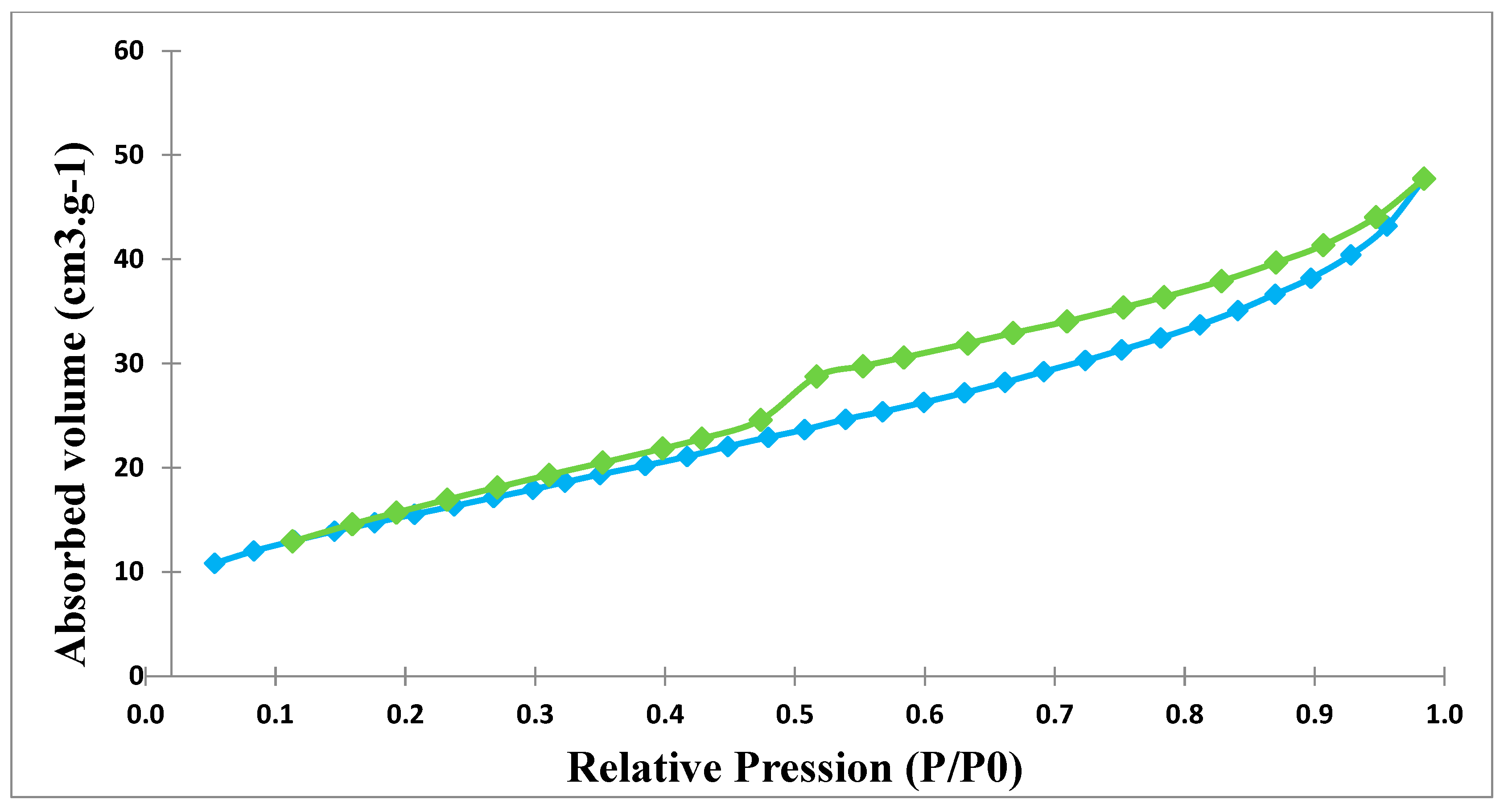
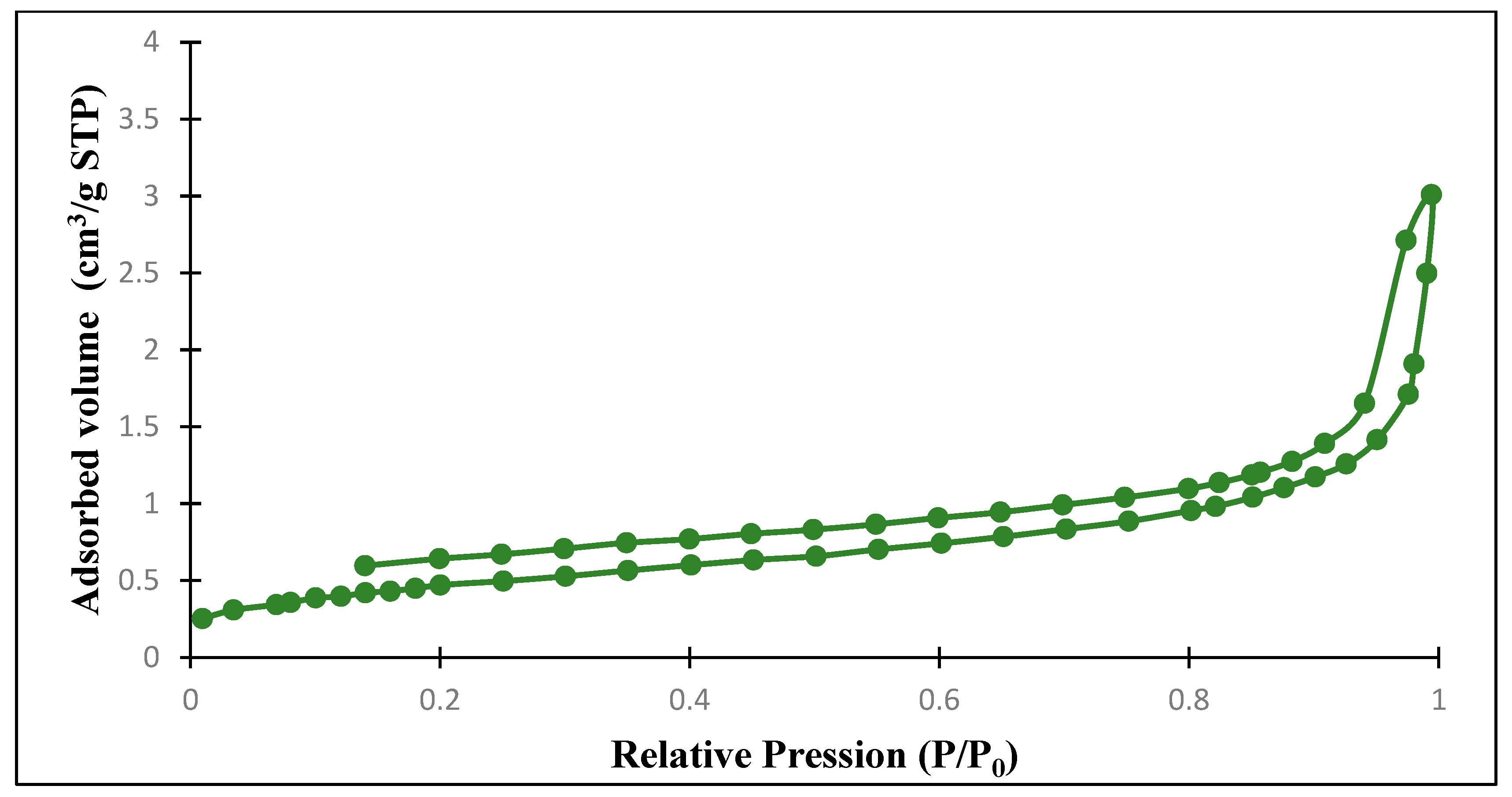
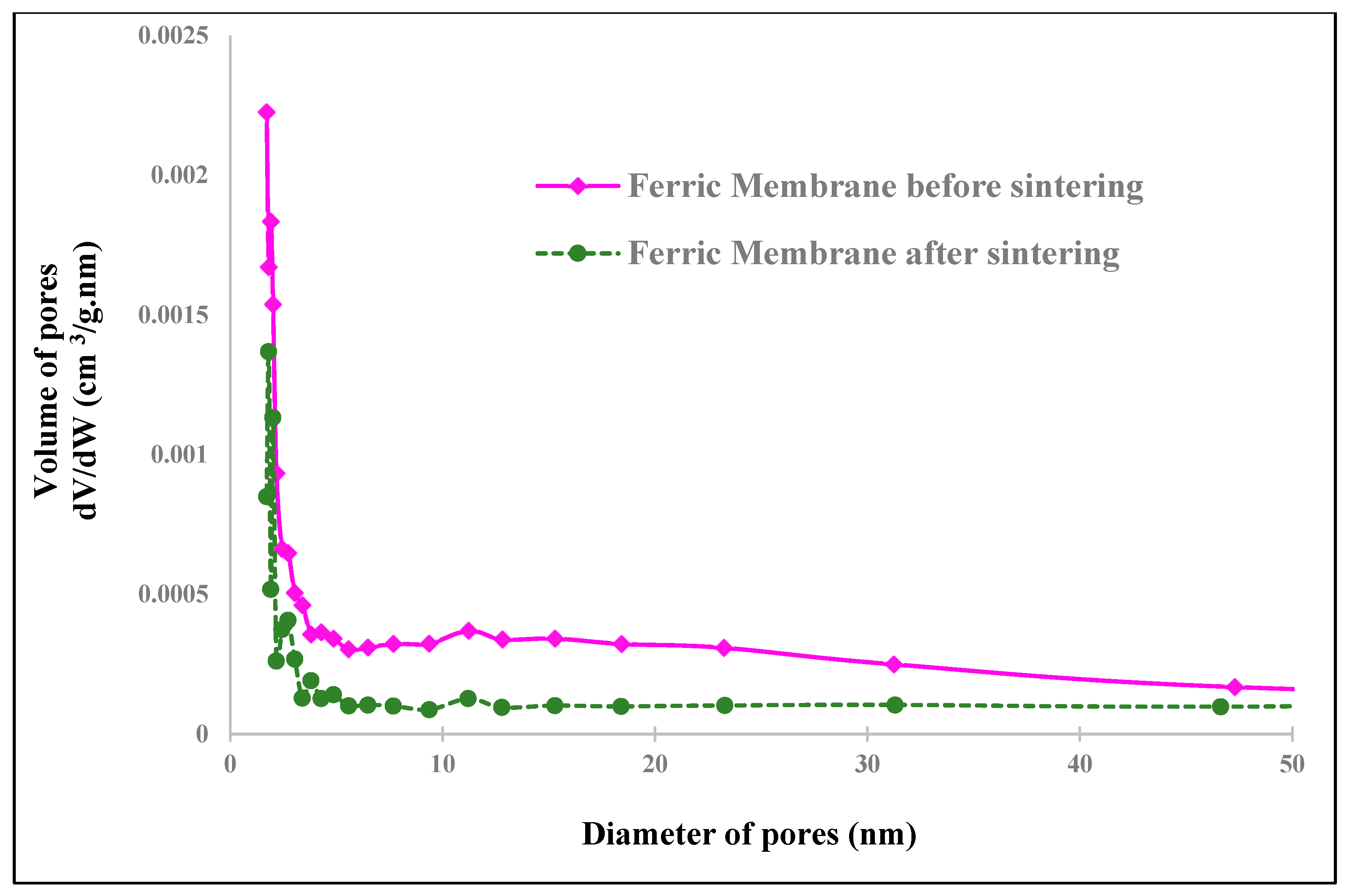
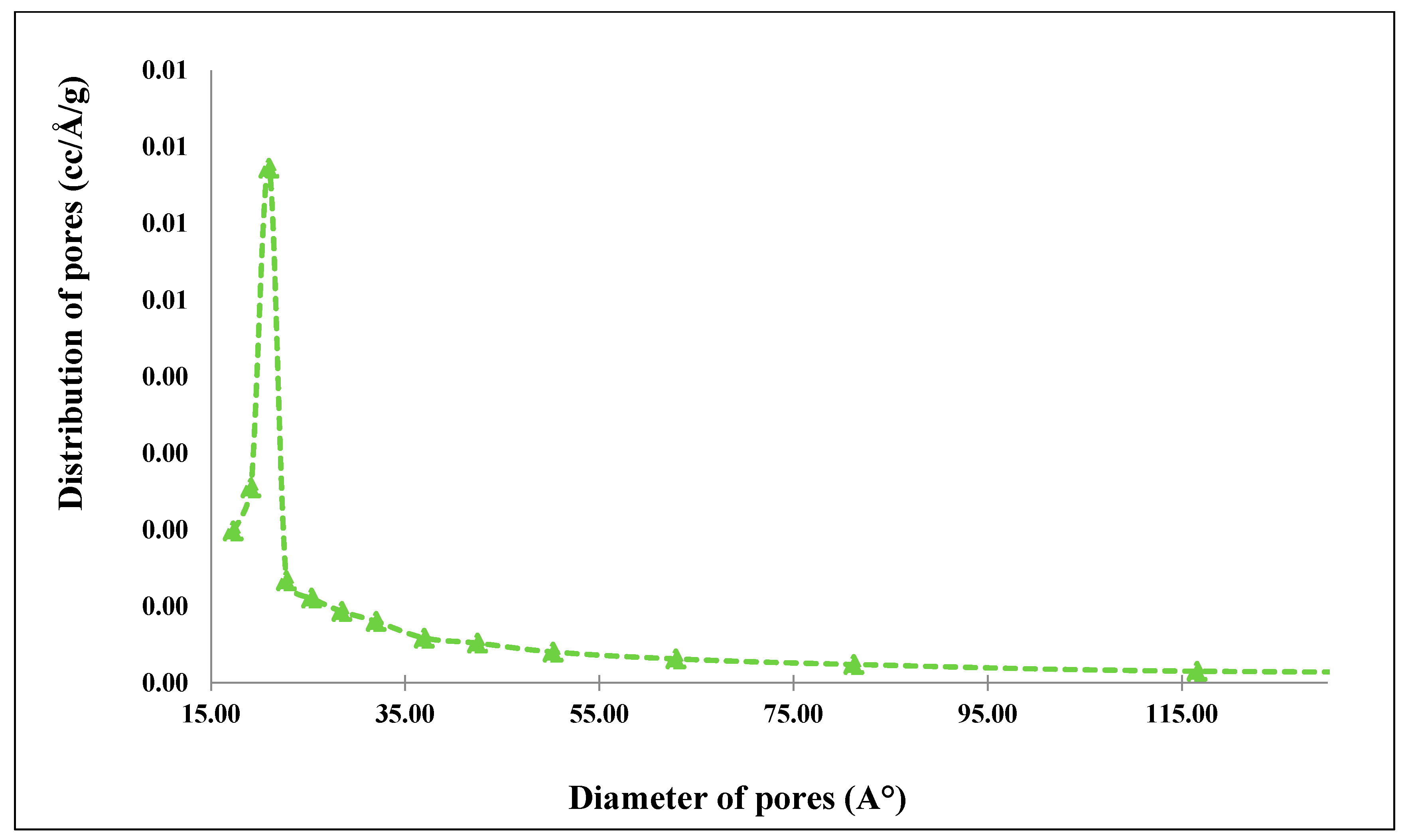
4.2.4. Measurement of Porosity by Nitrogen Adsorption–Desorption Analyses
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Majouli, A.; Tahiri, S.; Alami Younssi Loukili, S.; Albizane, H.A. Elaboration of new tubular membrane from local Moroccan Perlite for microfiltration process. Application to treatment of industrial wastewaters. Ceram. Inter. 2012, 38, 4249–4303. [Google Scholar] [CrossRef]
- Palacio, L.; Bouzerdi, Y.; Ouammou, M.; Albizane, A.; Bennazha, J.; Hernandez, A.; Calvo, J.I. Ceramic membranes from morocan naturel clay and phosphate for industrial water treatment. Desalin 2009, 245, 501–507. [Google Scholar] [CrossRef]
- Hanley, H.J.M. Thermal transpiration measurements on a porous ceramic. Trans. Faraday Soc. 1966, 62, 2395–2402. [Google Scholar] [CrossRef]
- Boulkrinat, A.; Bouzerara, F.; Harabi, A.; Harrouche, K.; Stelitano, S.; Russo, F.; Galiano, F.; Figoli, A. Synthesis and characterization of ultrafiltration ceramic membranes used in the separation of macromolecular proteins. J. Eur. Ceram. Soc. 2020, 40, 5967–5973. [Google Scholar] [CrossRef]
- Madaeni, S.S.; Ahmadi Monfared, H.; Vantanpour, V.; Arabi Shamsabadi, A.; Salehi, E.; Daraei, P.; Laki, S.; Khatami, S.M. Coke removalfrom petrochemical oily wastewater using γ-Al2O3 based ceramic microfiltration membrane. Desalination 2012, 293, 87–93. [Google Scholar] [CrossRef]
- Bouzerara, F.; Harabi, A.; Ghouil, B.; Medjemen, N.; Boudaira, B.; Gondom, S. Elaboration and properties of zirconia microfiltration membrane. Procedia Eng. 2012, 33, 278–284. [Google Scholar] [CrossRef]
- Qiu, M.; Fan, S.; Gai, Y.; Fan, Y.; Xu, N. Go-sintering synthesis of bi-layer titania ultrafiltration membranes with intermediate layer of sol-coated nanofibers. J. Membr. Sci. 2010, 365, 225–231. [Google Scholar] [CrossRef]
- Dhivya, A.; Keshav, A. Fabrication of ball clay based low-cost ceramic membrane supports and their characterization for microfiltration application. J. Indian Chem. Soc. 2022, 99, 100557. [Google Scholar] [CrossRef]
- Eom, J.H.; Yeom, H.J.; Kim, Y.W.; Song, I.H. Ceramic membrane prepared from a silicate and clay-mineral mixture for treatment of oily wastewater. Clays Clay Miner. 2015, 63, 222–234. [Google Scholar] [CrossRef]
- Hamoudi, L.; Eddine Akretche, D.; Hadadi, A.; Amrane, A.; Mouni, L. Comparative Study of Ceramic Membranes Developed on Different Algerian Natural Clays for Industrial-Effluent Filtration. Minerals 2023, 13, 273. [Google Scholar] [CrossRef]
- Abbasi, M.; Mirfendereski, M.; Nikbakht, M.M.; Golshenas, T. Mohammadi, Performance study of mullite and mullite-alumina ceramic MF membranes for oily waste waters treatment. Desalination 2010, 259, 169–178. [Google Scholar] [CrossRef]
- Chihi, R.; Blidi, I.; Trabelsi-Ayadi, M.; Ayari, F. Elaboration and characterization of a low-cost porous ceramic support from natural Tunisian bentonite clay. Comptes Rendus Chim. 2019, 22, 188–197. [Google Scholar] [CrossRef]
- Jiang, Q.; Zhou, J.; Miao, Y.; Yang, S.; Zhou, M.; Zhong, Z.; Xing, W. Lower-temperature preparation of SiC ceramic membrane using zeolite residue as sintering aid for oil-in-water separation. J. Membr. Sci. 2020, 610, 118238. [Google Scholar] [CrossRef]
- Zsirai, T.; Al-Jaml, A.K.; Qiblawey, H.; Al-Marri, M.; Ahmed, A.; Bach, S.; Watson, S.; Judd, S. Ceramic membrane filtration of producted water: Impact of membrane module. Sep. Purif. Technol. 2016, 165, 214–221. [Google Scholar] [CrossRef]
- Takedo, M.; Onishi, T.; Nakakubo, S.; Fujimoto, S. Physical properties of iron oxide scales on Si-Containing steels at high temperature. Mater. Trans. 2009, 50, 2242–2246. [Google Scholar] [CrossRef]
- Ross, C.W. Thermal expansion of clay building bricks. J. Res. Natl. Inst. Stand. Technol. 1941, 27, 197–216. [Google Scholar] [CrossRef]
- BoneKamp, B.C. Chapter 6 Preparation of asymetric ceramic supports by dip-coating. Membr. Sci. Technol. 1996, 4, 141–225. [Google Scholar]
- Cizeron, G. Le frittage sous son aspect physico-chimique. Ind. Céramique 1968, 154, 610. [Google Scholar]
- Tireli, A.A.; Guimarães, I.R.; Terra, J.C.S.; Da Silva, R.R.; Guerreiro, M.C. Fenton-like processes and adsorption using iron oxide-pillared clay with magnetic properties for ceramic compound mitigation. Environ. Sci. Pollut. Res. 2015, 22, 870–881. [Google Scholar] [CrossRef]
- Oliveira, L.C.A.; Ramalho, T.C.; Souza, E.F.; Gonçalves, M.; Oliveira, M.C. Catalytic properties of goethite prepared in the presence of Nb on oxidation reactions in water: Computational and experimental studies. Appl. Catal. B Environ. 2008, 83, 169–176. [Google Scholar] [CrossRef]
- Schwertmann, U.; Cornell, R.M. Iron Oxides in the laboratory, Preparation and Characterization; Wiley-VCH: New York, NY, USA, 2008. [Google Scholar]
- Chen, Y.H. Thermal properties of nanocrystalline goethite, magnetite, and maghemite. J. Alloys Compd. 2013, 553, 194–198. [Google Scholar] [CrossRef]
- Rashid, R.Z.A.; Salleh, H.M.; Ani, M.H. Reduction of low-grade iron ore pellet using palm kernel shell. Renew. Energ. 2014, 63, 617–623. [Google Scholar] [CrossRef]
- Mondal, K.; Lorethova, H.; Hippo, E.; Wiltowski, T.; Lalvani, S.B. Reduction of iron oxide in carbon monoxide atmosphere-reaction controlled kinetics. Fuel Process. Technol. 2004, 86, 33–47. [Google Scholar] [CrossRef]
- Cornell, R.M.; Schwertmann, U. The Iron Oxides: Structure, Properties, Reactions, Occurences and Uses; WILEY-VCH Verlag GmbH & Co. KGaA: Weinheim, Germany, 2003. [Google Scholar]
- Kuczynski, G.C. Sintering Theory; LA THEORIE DU FRITTAGE; Technical report, CEA; Centre d’Etudes Nucleaires: Saclay, France, 1960. [Google Scholar]
- Sing, K.S. Reporting physisorption data for gas/solid systems with special reference to the determination of surface area and porosity (Recommendations 1984). Pure Appl. Chem. 1985, 57, 603–619. [Google Scholar] [CrossRef]
- Olmos, L. Etude du Frittage de Poudres par Microtomographie In Situ et Modélisation Discrète. Génie des procédés. Ph.D. Thesis, Institut National Polytechnique de Grenoble—INPG, Grenoble, France, 2009. [Google Scholar]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| References and Dates | Feedstocks and Configuration | Additives | Water Permeability | Porosity | Pore Size | Application |
|---|---|---|---|---|---|---|
| A. Dhivya et al., 2022 [8] | Ball clay and China clay Uniaxial pressing method | Quartz, calcium carbonate and polyvinyl alcohol | - | 44–41% | 1.18–0.31 μm | Suggested for microfiltration applications. Price: 924–1319/m2 ($11.96–$17.07) |
| J. H. Eom et al., 2015 [9] | Diatomite, kaolin and bentonite circular ceramic membranes | Talc, sodium borate and barium carbonate | - | 34.6–36.3% | [0.29–0.67 µm] | Treatment of kerosene as an oily wastewater. |
| L. Hamoudi et al., 2023 [10] | Algerian clays, bentonite, aomar and kaolin Tubular support | Polyvinyl alcohol | Bentonite: 71.69 and 151.2 L m−2 h−1 bar−1 Kaolin 547.37 L/m2 h.bar | - | - | Clarification and retention of multiple pollutant loads of local cheese effluent. |
| M. Abbasi et al., 2010 [11] | Mullite and mullite–alumina | - | - | Mullite: 41% mullite–alumina: [44–56%] | Mullite: 0.3 µm mullite–alumina: 0.57 µm | Oil rejection was 93.8%. |
| R. Chihi et al., 2019 [12] | Bentonite ceramic tubular membranes | Amijel, methocel and starch | 525 L h−1 m−2 bar−1 | 1.7 µm | - | |
| Q. Jiang et al., 2020 [13] | A SiC ceramic membrane using NaA(r) (and activated carbon powder) | Polypropylene and polyvinyl alcohol as an organic binder | 3700 L m−2 h−1 bar−1 | 46% | 0.4 µm | Oil–water separation applications. Oil rejection was 93.8%. |
| wt, % | Raw Material | Iron/Clay | Methocel | Amigel | Starch | PVA | |
|---|---|---|---|---|---|---|---|
| Samples | |||||||
| Ferric membrane (1) | 80 | 6 | 4 | 4 | 4 | 2 | |
| Clayey membrane (2) | 86 | - | 6 | 4 | 4 | - | |
| Clay’s Membrane | Iron’s Membrane | |||||||
|---|---|---|---|---|---|---|---|---|
| Range | 16.00 | 19.00 | ||||||
| Standard Deviation | 4.00 | 4.35 | ||||||
| Weight losses | Thickness losses | Weight losses | Thickness losses | |||||
| Before Aging | After Aging | Before Aging | After Aging | Before Aging | After Aging | Before Aging | After Aging | |
| Mean Absolute Deviation | 4.35 | 4.24 | 4.95 | 4.68 | 4.95 | 4.68 | 5.01 | 4.72 |
| Variance | 24.89 | 24.12 | 32.62 | 29.22 | 32.62 | 29.22 | 33.48 | 29.82 |
| Ferric membrane after firing | SBET (m2·g−1) 3.75 | (m2·g−1) 3.17 | (cm3·g−1) 0.018 | Smicro (m2·g−1) 0.51 | Vmicro (cm3·g−1) 0.0001 | D (nm) 23.02 |
| Ferric membrane before calcination | SBET (m2·g−1) 9.54 | (m2·g−1) 6.98 | (cm2/g) 0.03 | Smicro (m2·g−1) 0.43 | Vmicro (cm2/g) 0.00002 | D (nm) 17.23 |
| Clay material before calcination | SBET (m2·g−1) 57.69 | (m2·g−1) 38.31 | (cm2/g) 0.05 | Smicro (m2·g−1) 5.48 | Vmicro (cm2/g) 0.07 | D (Å) 19.10 |
| Clayery membrane after calcination | SBET (m2·g−1) 1.75 | (m2·g−1) 1.54 | (cm2/g) 0.004 | Smicro (m2·g−1) 0.16 | Vmicro (cm2/g) 0.000017 | D (nm) 11.79 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chihi, R.; Comite, A.; Mansour, L.; Hraiech, S.; Ayari, F. Development of Synthesis Strategy of Ferric and Clayey Flat Ceramic Membranes. ChemEngineering 2023, 7, 109. https://doi.org/10.3390/chemengineering7060109
Chihi R, Comite A, Mansour L, Hraiech S, Ayari F. Development of Synthesis Strategy of Ferric and Clayey Flat Ceramic Membranes. ChemEngineering. 2023; 7(6):109. https://doi.org/10.3390/chemengineering7060109
Chicago/Turabian StyleChihi, Rania, Antonio Comite, Lamjed Mansour, Sana Hraiech, and Fadhila Ayari. 2023. "Development of Synthesis Strategy of Ferric and Clayey Flat Ceramic Membranes" ChemEngineering 7, no. 6: 109. https://doi.org/10.3390/chemengineering7060109
APA StyleChihi, R., Comite, A., Mansour, L., Hraiech, S., & Ayari, F. (2023). Development of Synthesis Strategy of Ferric and Clayey Flat Ceramic Membranes. ChemEngineering, 7(6), 109. https://doi.org/10.3390/chemengineering7060109