
Natural Gas Liquids into Motor Gasolines: Methodology for Processing on a Zeolite Catalyst and Development of Blending Recipes


Abstract
:1. Introduction
2. Materials and Methods
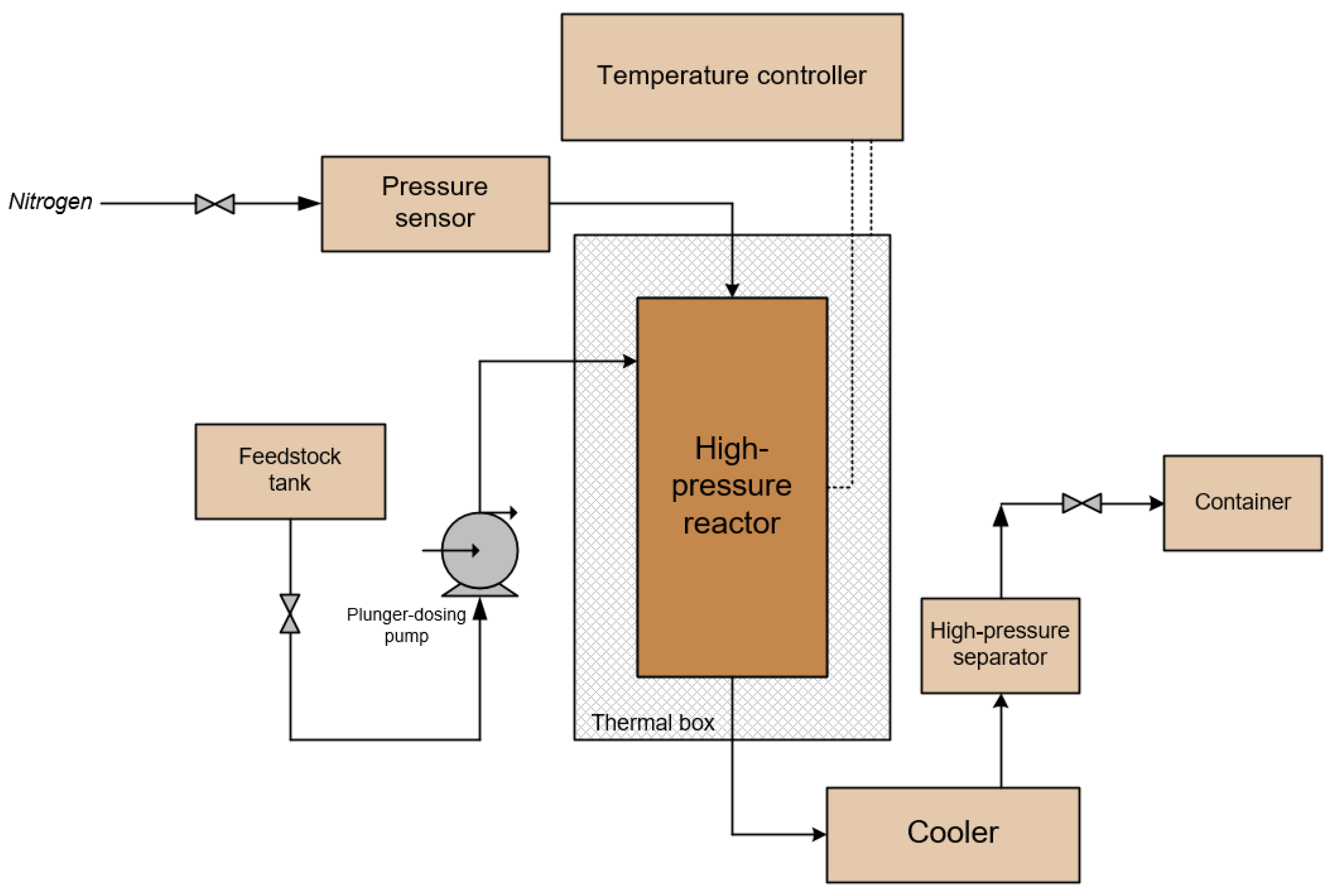
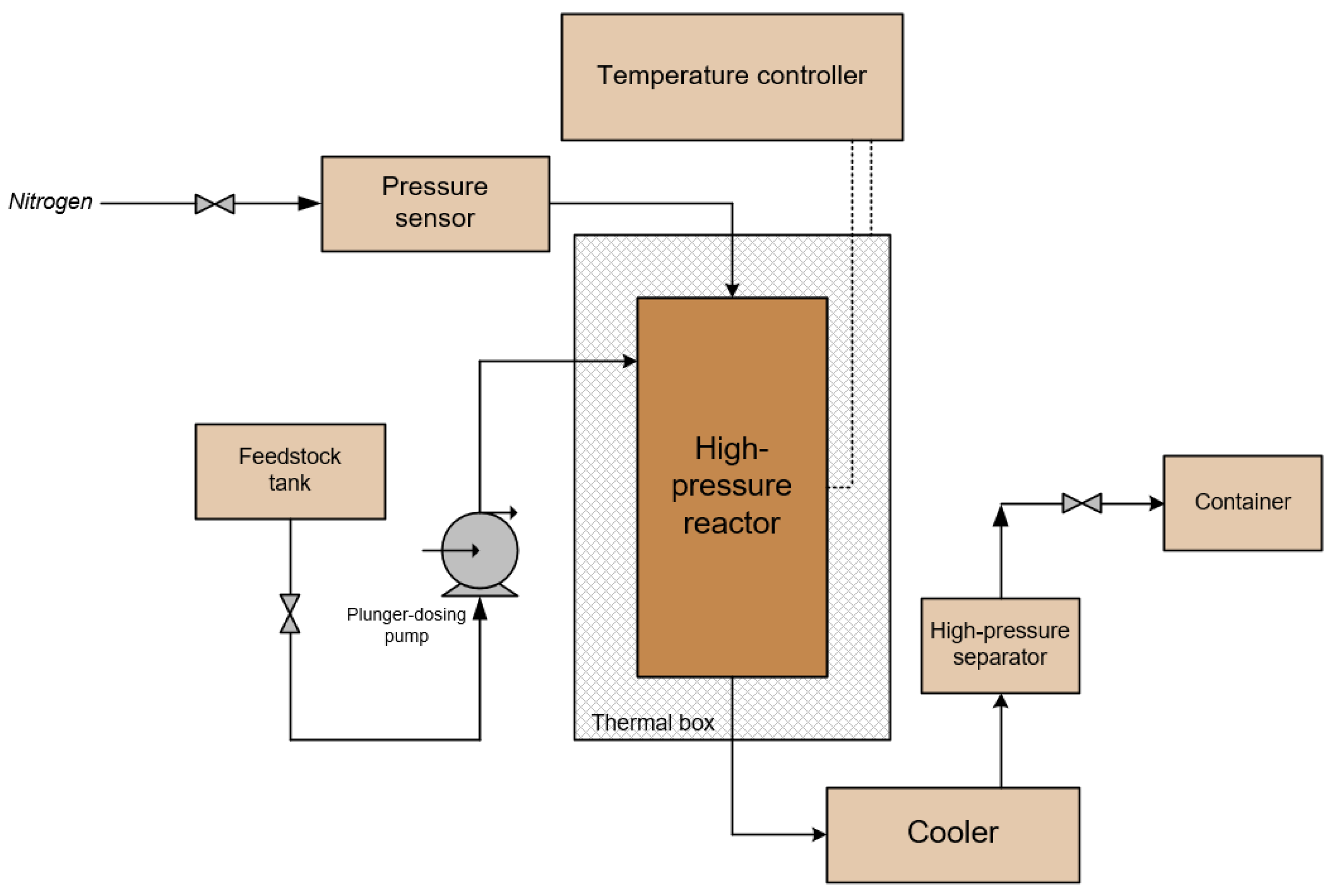
3. Experimental Section
- Temperature (in the range from 350 to 425 °C by 25 °C steps);
- Pressure (in the range from 2.5 to 4.5 atm. by 1 atm. steps);
- Feedstock space velocity to the reactor (in the range from 2 to 4 h−1 by 1 h−1 steps).
4. Results and Discussion
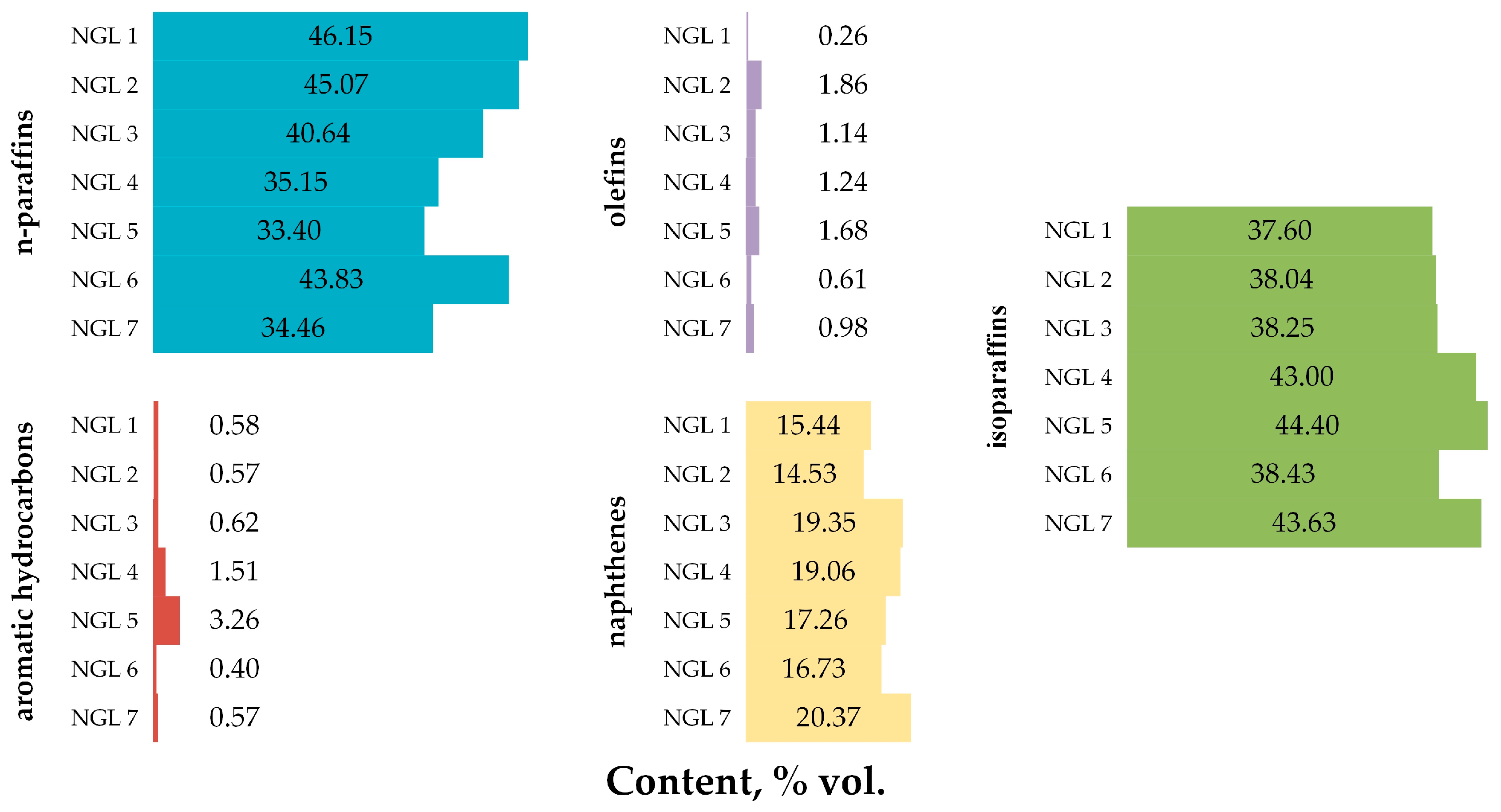
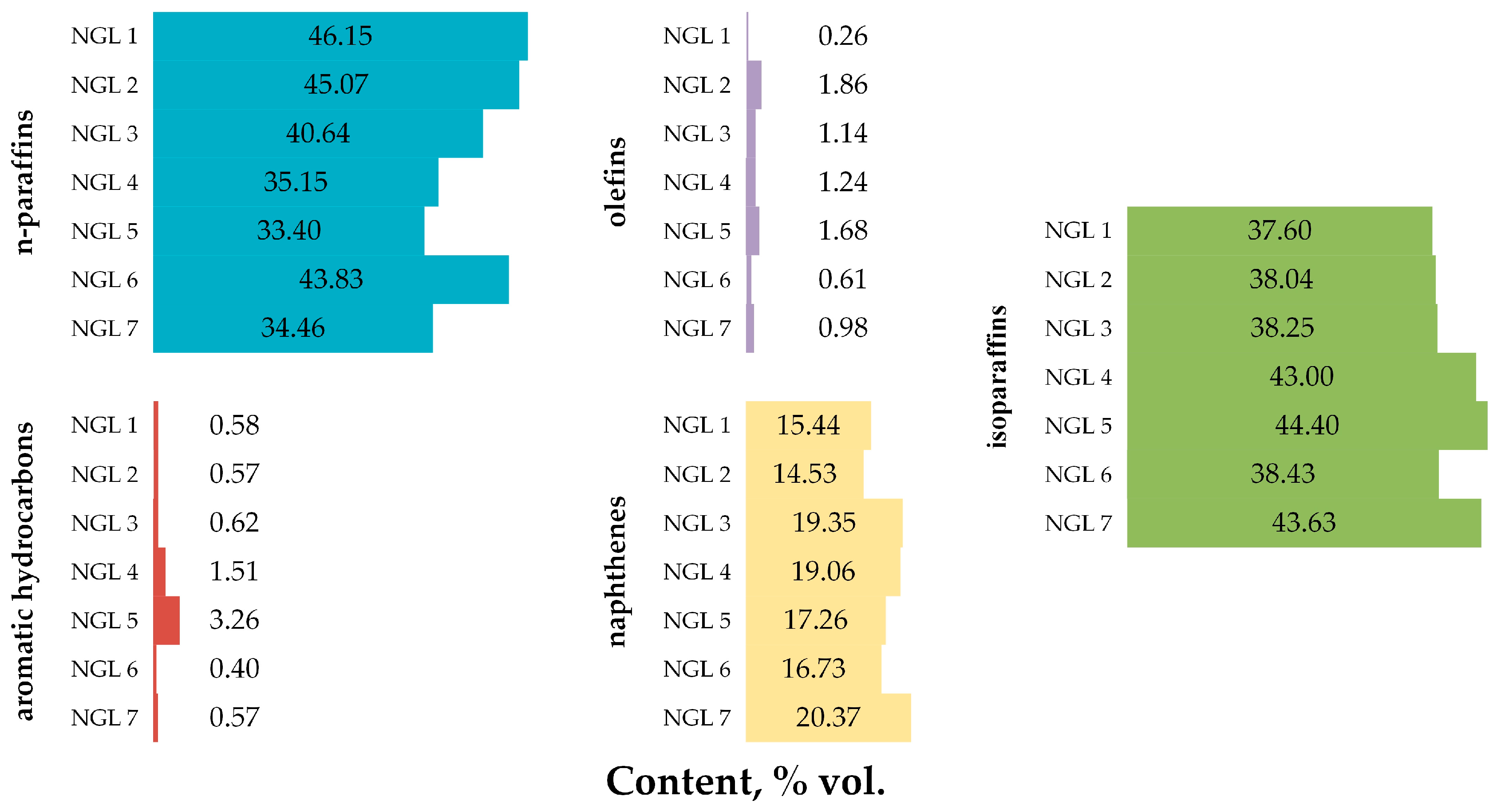
4.1. Composition and Characteristics of NGL Samples
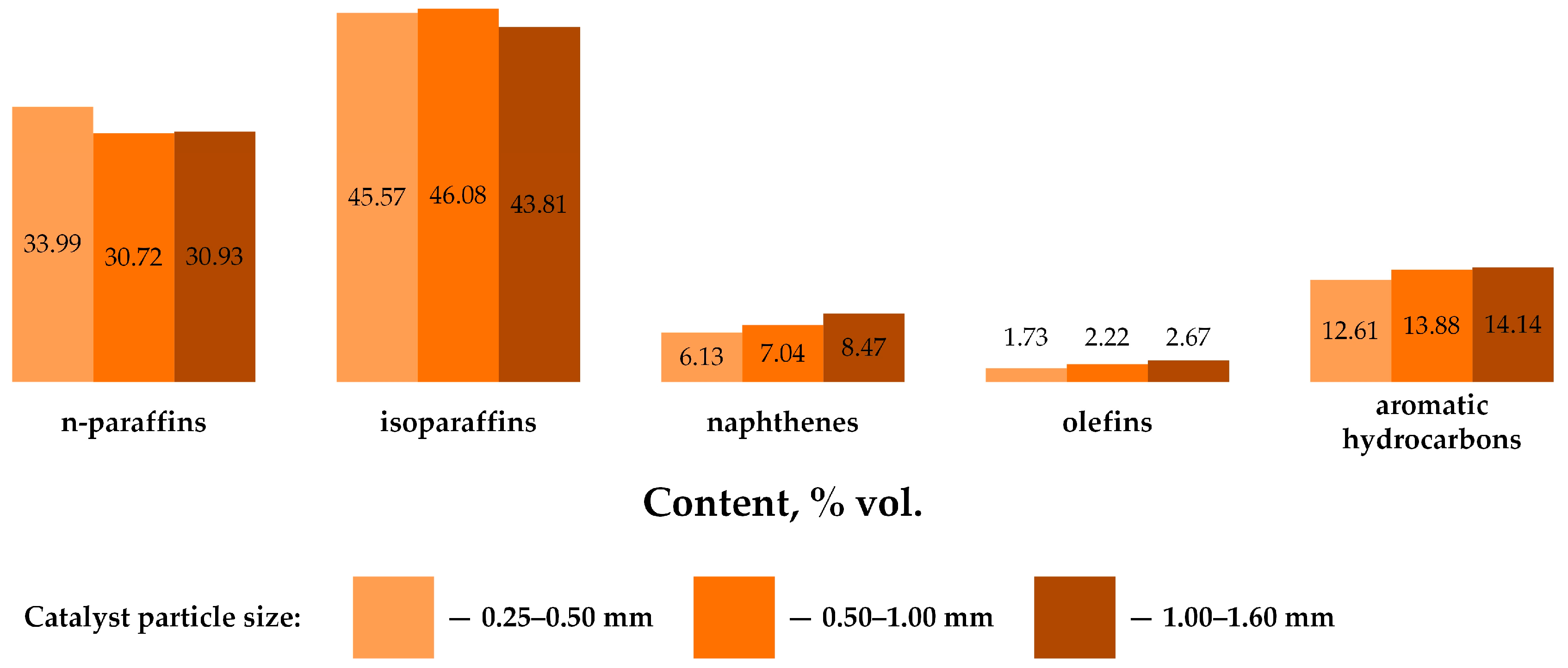
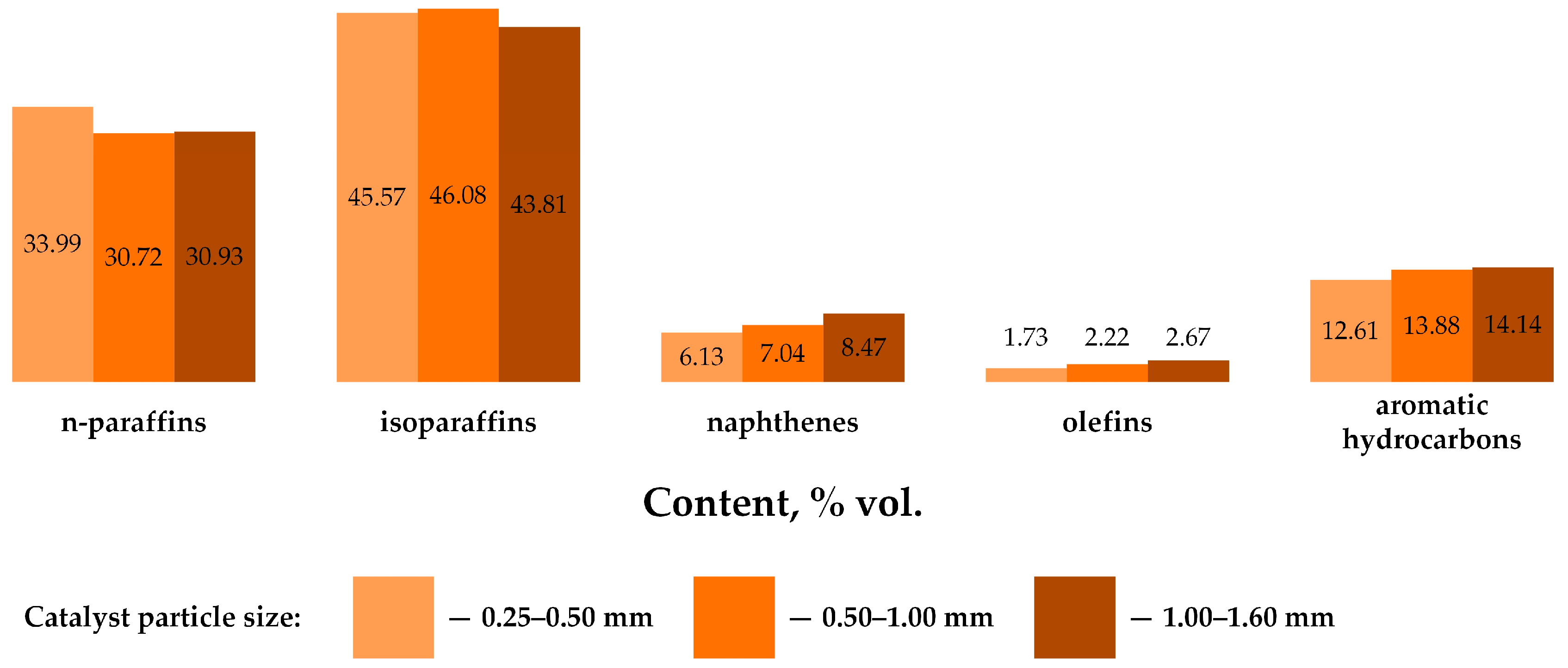
4.2. NGL Processing on Zeolite under Conditions of Variable Catalyst Particle Size
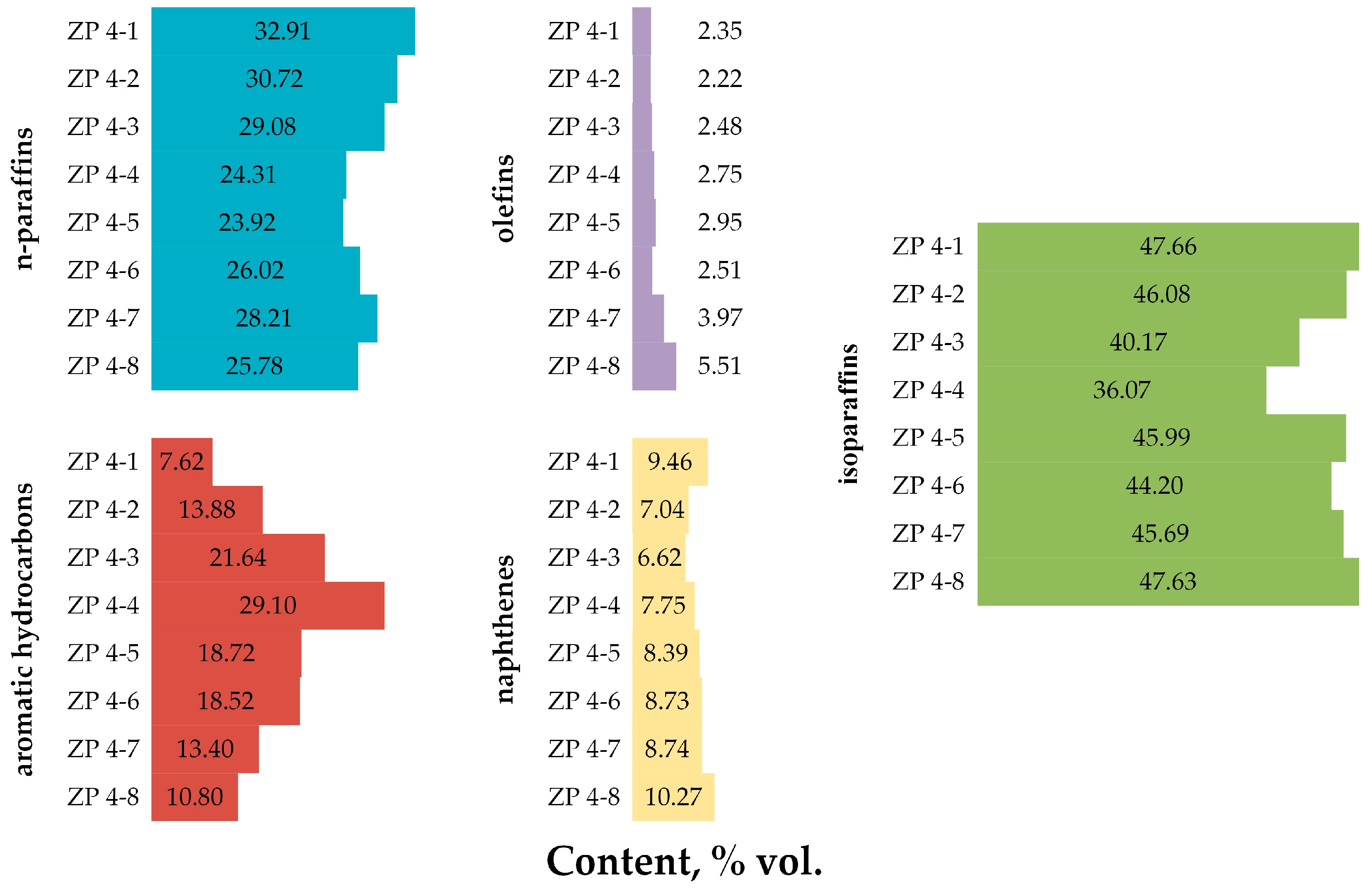
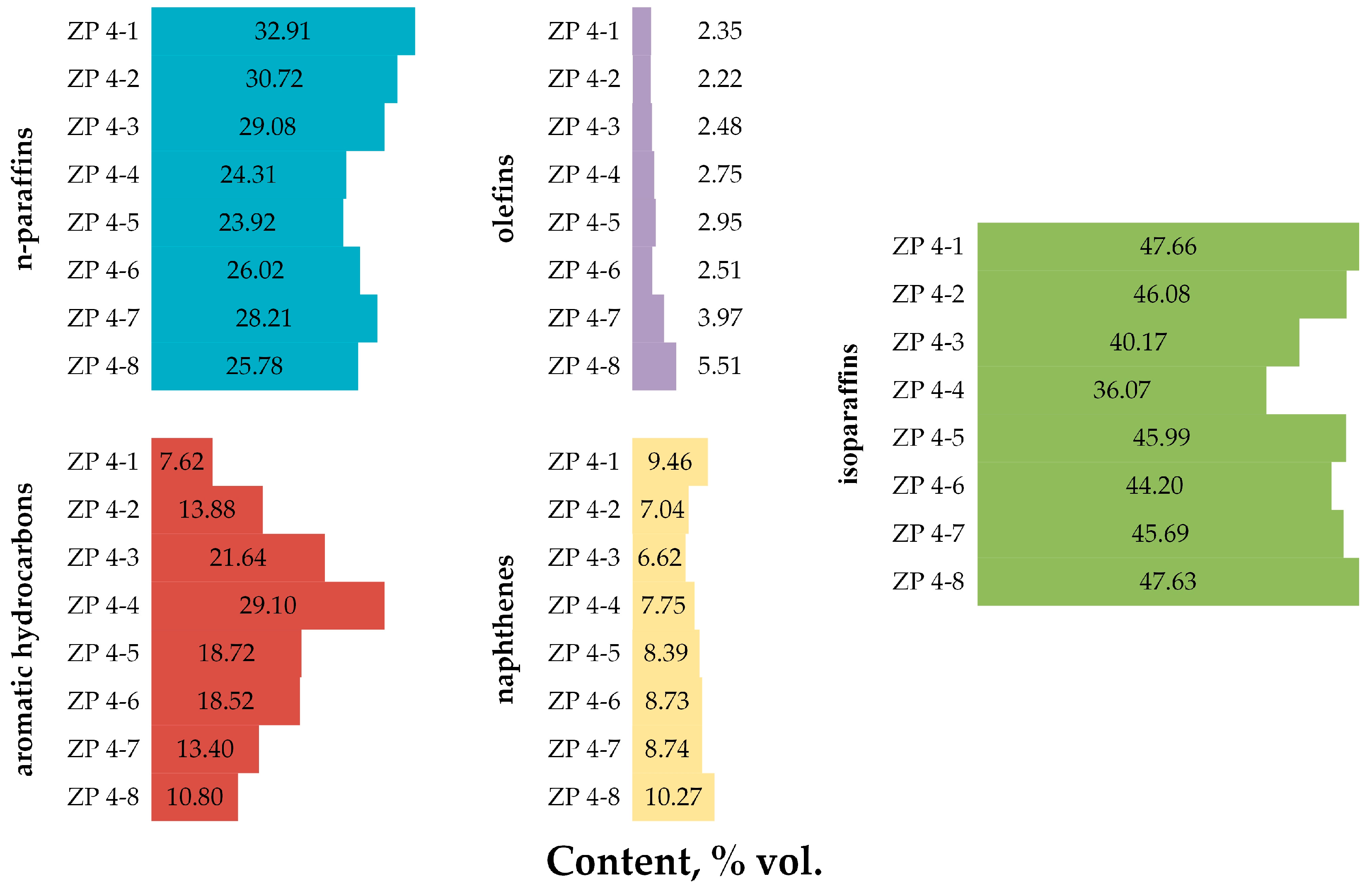
4.3. NGL Processing on a Zeolite Catalyst under Conditions of Varying Process Parameters
- Increasing the process temperature to more than 375 °C will lead to an increase in the content of aromatic hydrocarbons in the obtained products, the content of which is strictly regulated. However, when the temperature drops below 375 °C, the RON of the product decreases significantly (to 81.3 points).
- Increasing the pressure of the process leads to an increase in the content of benzene in the obtained products. At a pressure of 2.5 atm. the content of benzene is minimal (1.05% vol.).
- An increase in the feedstock space velocity leads to a significant decrease in the RON of the product (by 3.1 points). RON has a maximum value at a feedstock space velocity of 2 h−1.
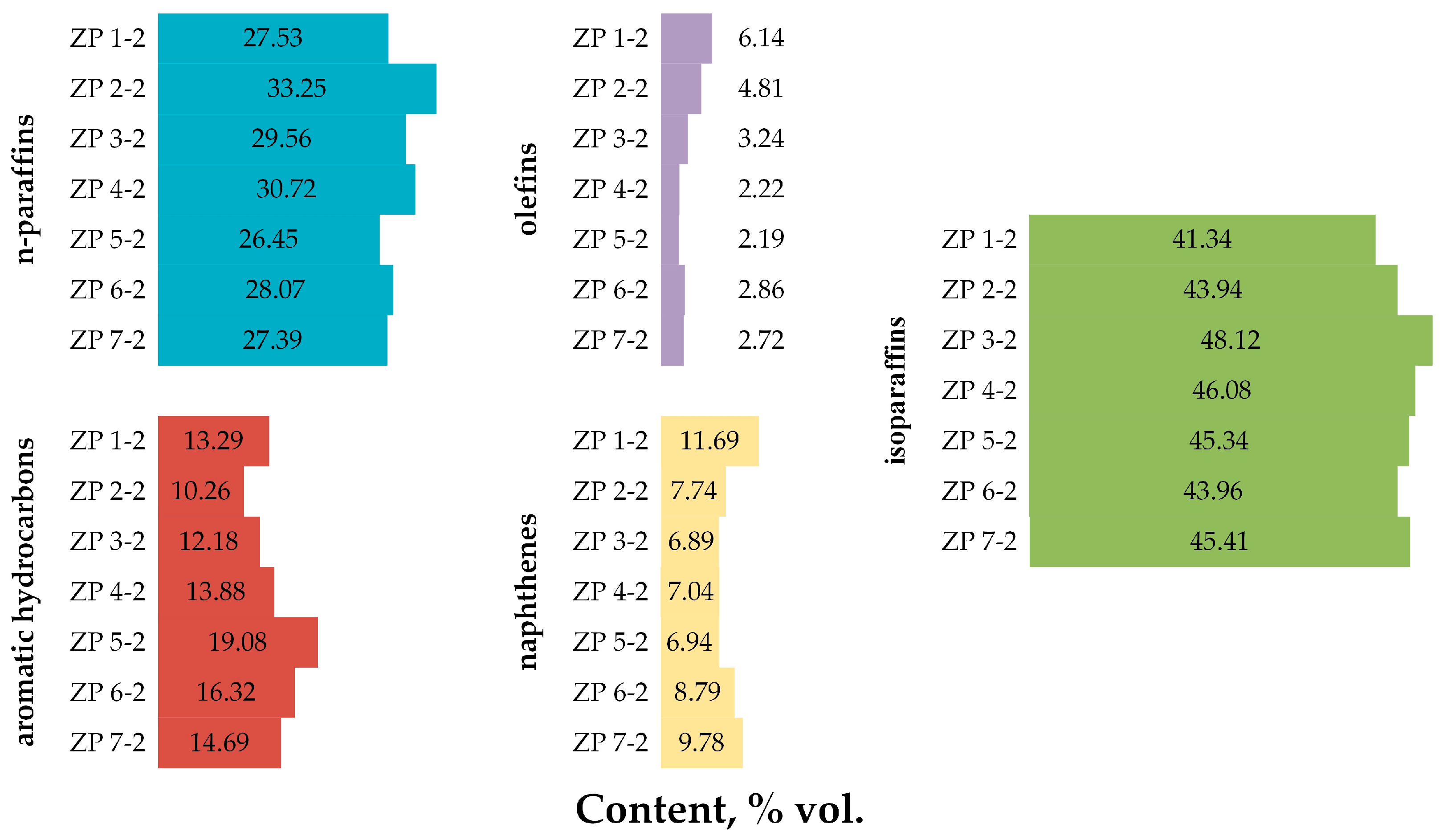
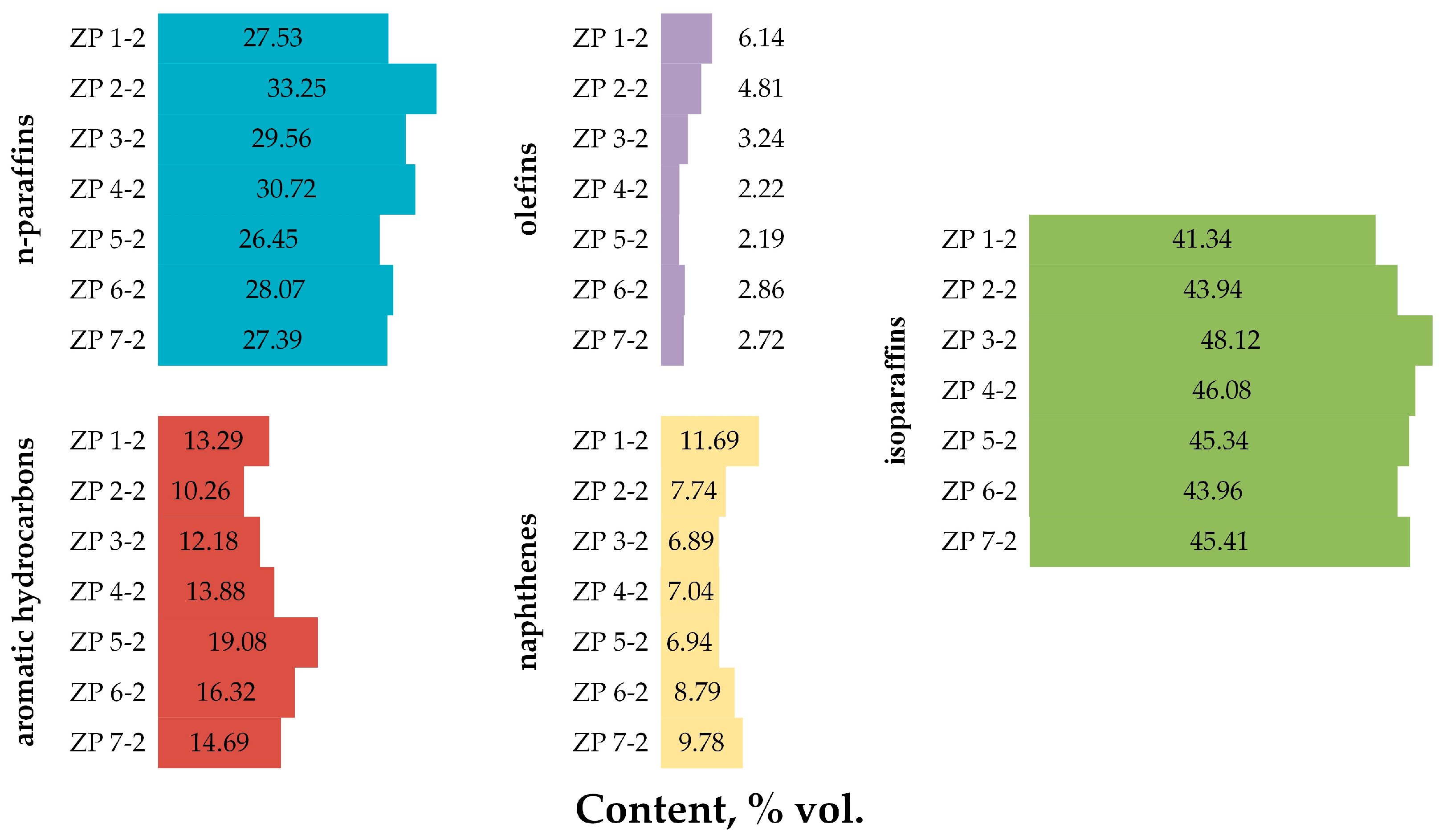
4.4. Processing of NGLs with Various Composition on a Zeolite Catalyst
- Increase in the RON of products relative to feedstock by an average of 16.6 points;
- Growth of SVP of products by an average of 56.7 kPa;
- A slight increase in the density of products by an average of 15.8 kg/m3.
- The more aromatic hydrocarbons are present in the feedstock, the more aromatic hydrocarbons will be present in the products of processing on the zeolite catalyst;
- An increased content of normal paraffins in the feedstock will give an increased content of olefinic and naphthenic hydrocarbons in the obtained products on a zeolite catalyst.
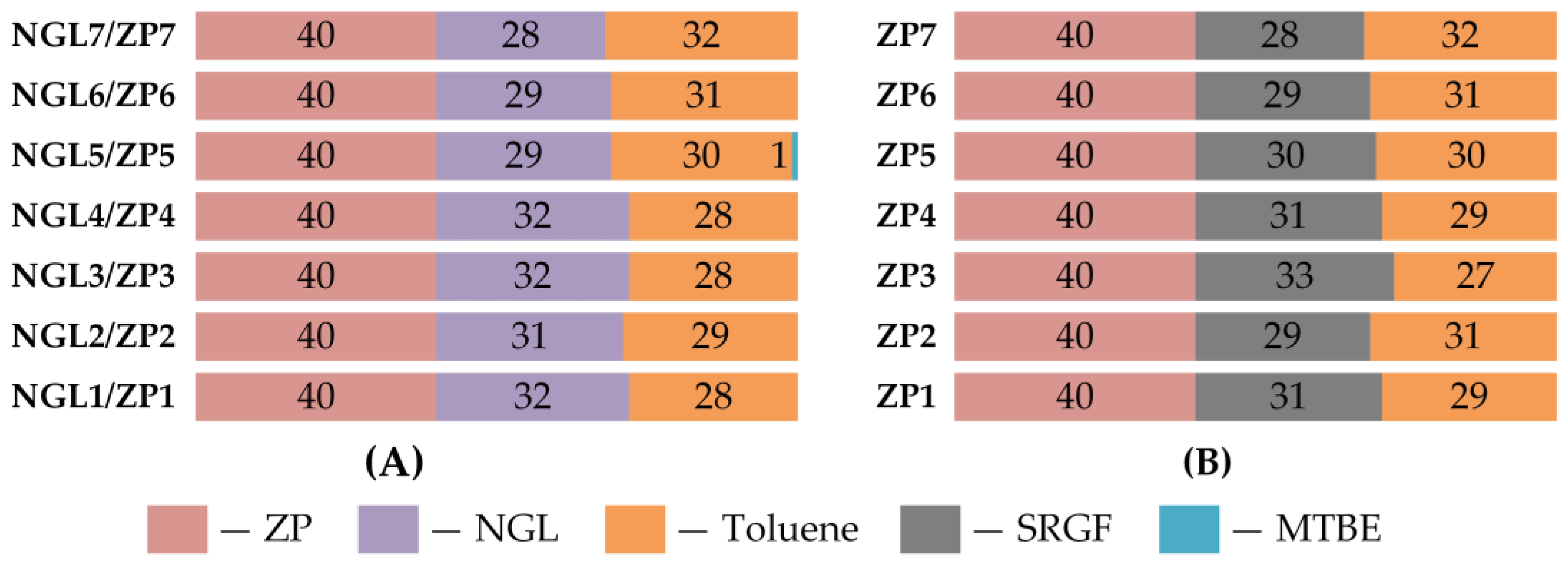
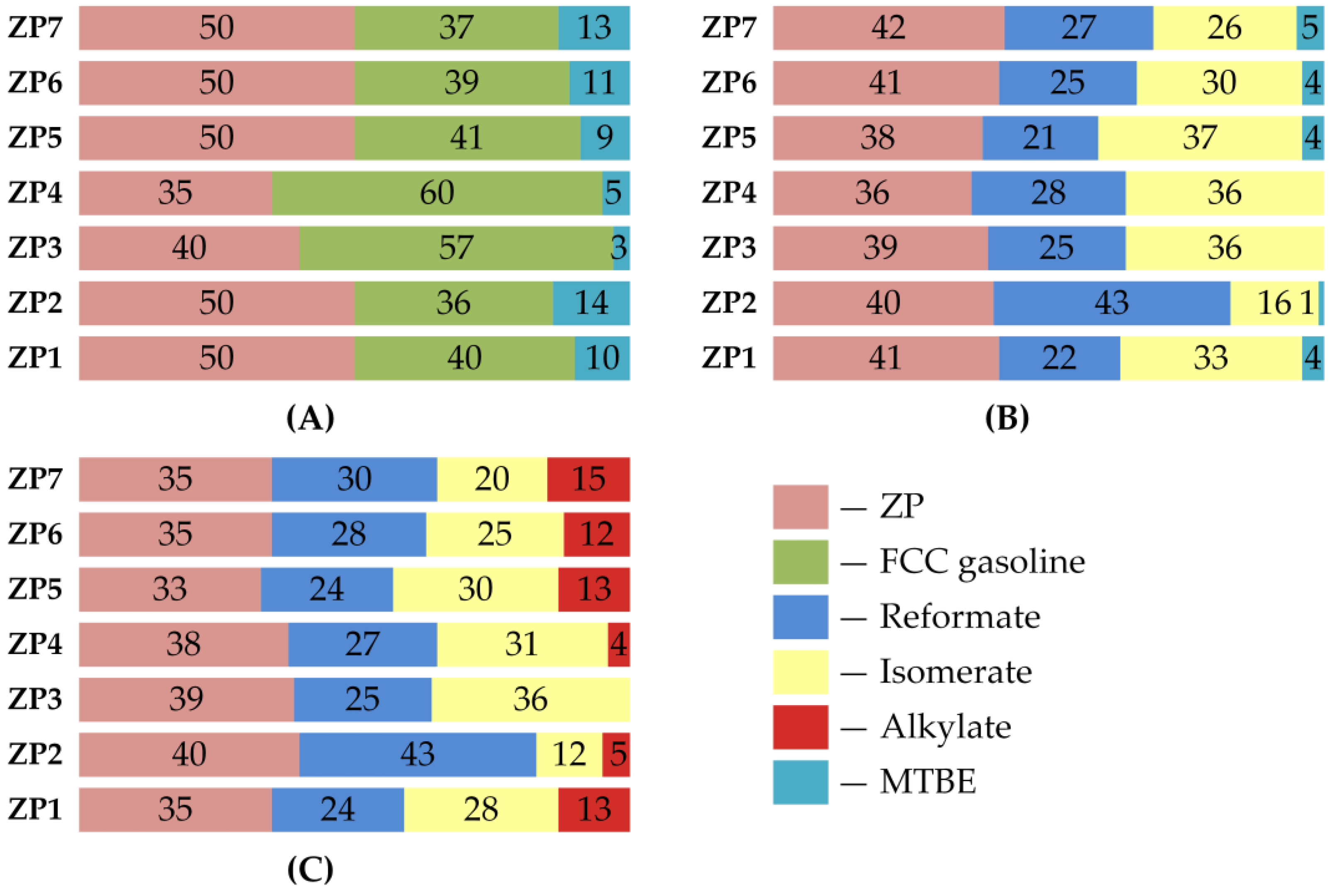
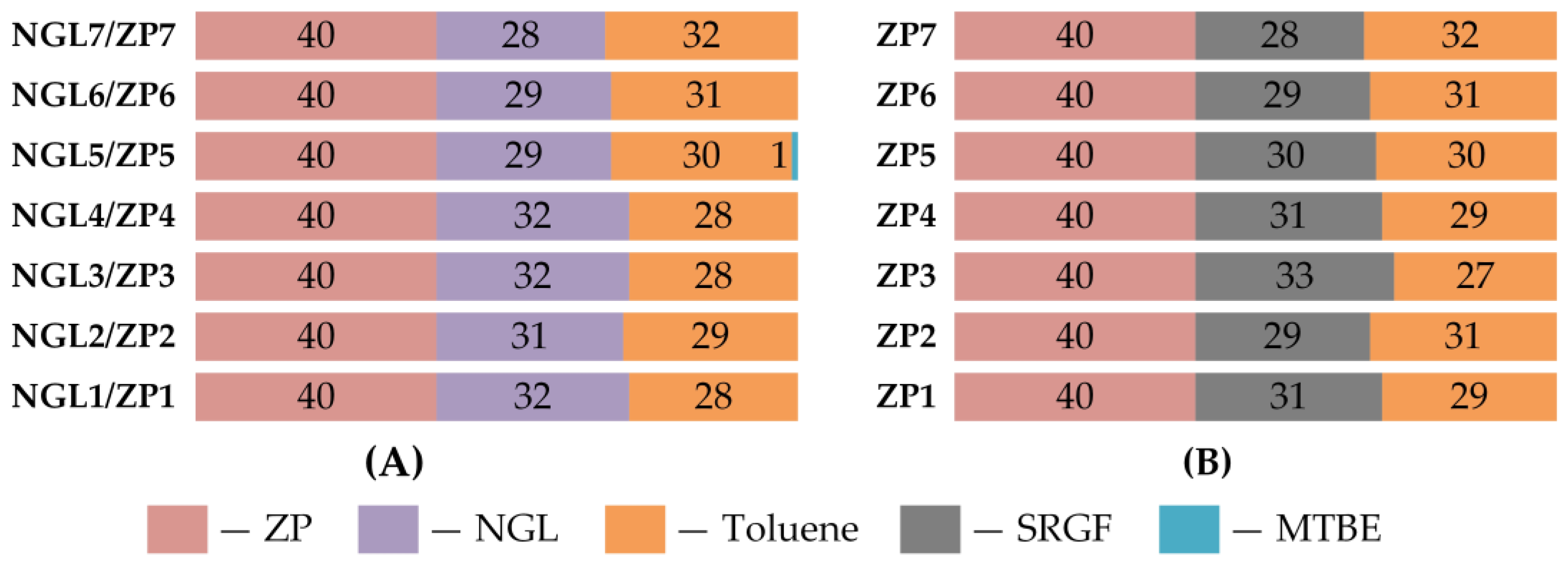
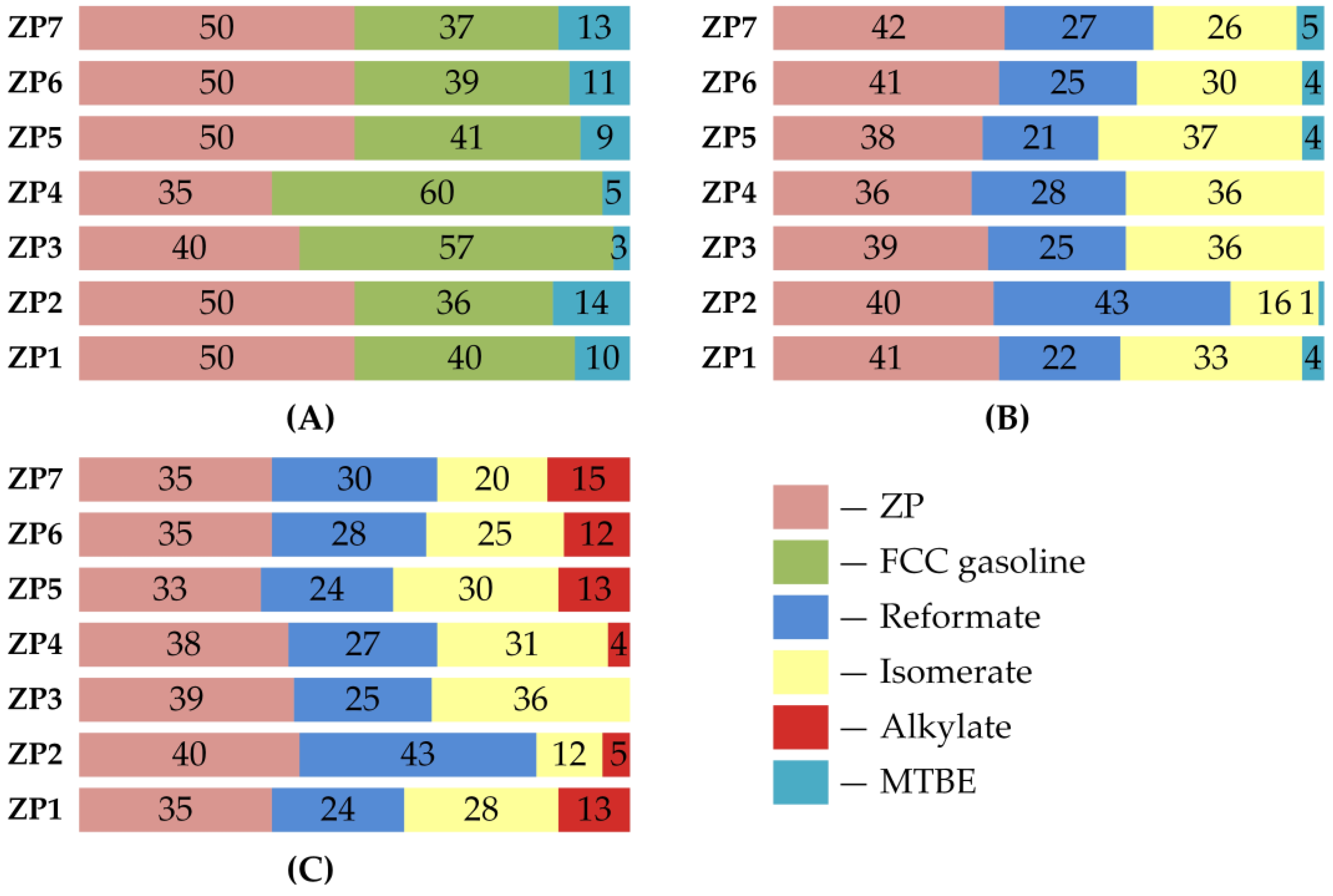
4.5. Development of Blending Recipes for Motor Gasoline Production
5. Conclusions
- The composition (sulfur content, fractional, group and component hydrocarbon compositions) and properties (RON, MON, SVP, and density) of NGL samples obtained from various gas fields in Western Siberia were determined and analyzed. It is shown that the use of NGLs as blending components without processing is inappropriate (comparatively low detonation resistance, high evaporation, low density). However, the characteristics and composition of NGLs and their outstanding environmental properties make them a promising feedstock for processing on a zeolite catalyst in order to obtain blending components of motor gasoline.
- Processing of NGLs on zeolite, under conditions of varying the particle size of the catalyst, has been implemented. Regularities of the influence of the particle size of the zeolite catalyst on the composition and characteristics of the obtained products are revealed. It has been established that the use of any of the considered fractions of the zeolite catalyst makes it possible to increase the RON of the obtained products relative to the feedstock by more than 15 points. It has been established that the most preferred fraction of the catalyst is 0.50–1.00 mm, since the resulting product is characterized by the highest octane numbers and has a composition that is optimal for involving motor gasoline in blending.
- Processing of NGLs on a zeolite catalyst under conditions of varying technological parameters of the process (temperature, pressure and feedstock space velocity) has been implemented. Regularities of the influence of the technological parameters of the process on the composition and characteristics of the obtained products are identified. It has been shown that the most preferred technological parameters of NGL processing on a zeolite catalyst are the following: temperature 375 °C; pressure 2.5 atm. and feedstock space velocity 2 h−1. These technological parameters are optimal, because they make it possible to obtain a product most suitable for use as a blending component of motor gasolines.
- The processing of NGL samples of various compositions on zeolite was implemented with technological parameters and using the particle size of the catalyst determined as the most preferable. It is shown that the processing of NGLs of various compositions on a zeolite catalyst made it possible to increase the RON of the product by an average of 16.6 points. Regularities of the influence of NGL composition on the composition and characteristics of the obtained products are identified. It has been established that with an increase in the content of aromatic hydrocarbons in the composition of feed NGL, their content in the products of processing increases many times over, and an increase in the content of n-paraffins in the feedstock will give an increased content of olefinic and naphthenic hydrocarbons in the obtained products.
- The possibility is shown of using the products obtained from processing NGLs of various compositions on a zeolite catalyst as blending components of motor gasolines. RON 92 gasoline blending recipes have been developed for fields (two options) and refineries (three options). In the developed recipes, products obtained from processing NGLs with various compositions on a zeolite catalyst are used as the main blended components: the share of involvement in the recipes for fields is 40% wt., and for refineries 33–50% wt. It has been shown that motor gasolines obtained according to the developed blending recipes fully meet the requirements of standard [32].
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
Appendix A
Appendix A.1. Composition and Characteristics of NGL Samples

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Total Sulfur Content, mg/kg | Density at 15 °C, kg/m3 | SVP, kPa | RON, Point | MON, Point |
|---|---|---|---|---|---|
| NGL 1 | 28.0 | 719.1 | 104.3 | 69.7 | 66.9 |
| NGL 2 | 30.0 | 651.6 | 97.4 | 70.6 | 67.8 |
| NGL 3 | 17.0 | 674.0 | 71.4 | 66.4 | 63.2 |
| NGL 4 | 20.0 | 685.4 | 67.2 | 69.0 | 65.7 |
| NGL 5 | 7.0 | 692.5 | 65.5 | 67.2 | 64.0 |
| NGL 6 | 0.0 | 667.0 | 86.0 | 67.8 | 65.1 |
| NGL 7 | 0.0 | 682.4 | 58.7 | 66.5 | 63.4 |
| Sample | |||||||
|---|---|---|---|---|---|---|---|
| Volume,% | NGL 1 | NGL 2 | NGL 3 | NGL 4 | NGL 5 | NGL 6 | NGL 7 |
| Temperature, °C | |||||||
| IBP | 28 | 7 | 29 | 31 | 37 | 28 | 29 |
| 50 | 57 | 49 | 61 | 69 | 72 | 55 | 61 |
| 90 | 103 | 98 | 95 | 168 | 144 | 100 | 112 |
| EBP | 140 | 145 | 117 | 168 | 185 | 114 | 123 |
| Component | Content, % vol. | ||||||
|---|---|---|---|---|---|---|---|
| NGL 1 | NGL 2 | NGL 3 | NGL 4 | NGL 5 | NGL 6 | NGL 7 | |
| n-pentane | 19.38 | 21.01 | 18.21 | 18.75 | 18.37 | 19.92 | 18.04 |
| isopentane | 15.53 | 17.14 | 13.33 | 18.94 | 24.93 | 15.61 | 17.06 |
| n-bytane | 12.57 | 10.27 | 5.71 | 2.84 | 3.11 | 7.86 | 0.66 |
| 2-methylpentane | 7.56 | 7.76 | 8.53 | 7.10 | 4.43 | 8.22 | 8.08 |
| n-heptane | 3.38 | 3.41 | 4.94 | 4.38 | 7.26 | 4.07 | 5.28 |
| benzene | 0.11 | 0.11 | 0.14 | 0.10 | 0.00 | 0.13 | 0.14 |
Appendix A.2. NGL Processing on Zeolite under Conditions of Variable Catalyst Particle Size
| Component | Content, % vol. | ||
|---|---|---|---|
| Catalyst Particle Size, mm | |||
| 0.25–0.50 | 0.50–1.00 | 1.00–1.60 | |
| isopentane | 18.56 | 19.60 | 16.09 |
| n-butane | 15.16 | 12.09 | 11.55 |
| n-pentane | 8.82 | 8.58 | 9.26 |
| isobutane | 8.84 | 7.97 | 6.55 |
| 2-methylpentane | 5.27 | 4.62 | 5.82 |
| 3-methylpentane | 4.60 | 3.75 | 4.76 |
| toluene | 4.66 | 1.67 | 4.84 |
| dimethylbenzene | 5.31 | 5.34 | 5.86 |
| propane | 5.32 | 5.80 | 4.13 |
| benzene | 0.97 | 1.05 | 0.92 |
Appendix A.3. NGL Processing on a Zeolite Catalyst under Conditions of Varying Process Parameters
| Component | Content, % vol. | |||||||
|---|---|---|---|---|---|---|---|---|
| ZP 4–1 | ZP 4-2 | ZP 4-3 | ZP 4-4 | ZP 4-5 | ZP 4-6 | ZP 4-7 | ZP 4-8 | |
| isopentane | 19.79 | 19.60 | 16.19 | 13.85 | 19.00 | 18.63 | 19.10 | 18.12 |
| n-pentane | 13.58 | 8.58 | 5.58 | 4.69 | 8.21 | 7.74 | 10.50 | 10.63 |
| n-butane | 9.73 | 12.09 | 11.27 | 8.39 | 10.48 | 10.04 | 10.09 | 9.55 |
| 2-methylpentane | 6.38 | 4.62 | 3.37 | 3.25 | 4.72 | 4.47 | 5.43 | 5.30 |
| isobutane | 5.72 | 7.97 | 7.80 | 5.58 | 5.86 | 5.19 | 5.88 | 5.70 |
| 3-methylpentane | 4.15 | 3.75 | 2.98 | 2.71 | 3.94 | 3.85 | 3.94 | 3.58 |
| propane | 3.28 | 5.80 | 8.88 | 11.81 | 7.77 | 7.98 | 5.75 | 3.92 |
| dimethylbenzene | 2.51 | 5.34 | 8.20 | 11.37 | 6.64 | 7.00 | 4.62 | 3.61 |
| 2-methylhexane | 2.39 | 1.61 | 1.23 | 1.41 | 1.83 | 1.69 | 1.98 | 1.93 |
| dimethylcyclopentane | 2.38 | 1.12 | 0.78 | 0.96 | 1.24 | 1.15 | 1.51 | 1.60 |
| toluene | 2.27 | 1.67 | 1.37 | 1.40 | 1.94 | 1.83 | 2.05 | 1.95 |
| benzene | 0.38 | 1.05 | 1.82 | 2.63 | 1.30 | 1.31 | 0.87 | 0.65 |
Appendix A.4. Processing of NGLs with Various Composition on a Zeolite Catalyst
| Component | Content, % vol. | ||||||
|---|---|---|---|---|---|---|---|
| ZP 1-2 | ZP 2-2 | ZP 3-2 | ZP 4-2 | ZP 5-2 | ZP 6-2 | ZP 7-2 | |
| isopentane | 12.81 | 19.12 | 19.70 | 19.60 | 18.26 | 17.16 | 16.43 |
| n-butane | 9.12 | 15.95 | 14.65 | 12.09 | 9.79 | 11.31 | 7.88 |
| n-pentane | 7.46 | 10.19 | 9.88 | 8.58 | 6.98 | 8.50 | 9.42 |
| toluene | 5.04 | 7.44 | 5.10 | 5.34 | 7.53 | 5.78 | 5.27 |
| isobutane | 4.98 | 0.08 | 7.90 | 7.97 | 5.81 | 5.82 | 5.51 |
| dimethylbenzene | 4.50 | 1.88 | 4.63 | 5.80 | 6.58 | 7.23 | 6.63 |
| 2-methylpentane | 3.95 | 6.40 | 6.12 | 4.62 | 4.62 | 5.56 | 6.14 |
| 3-methylpentane | 3.25 | 5.60 | 5.47 | 3.75 | 3.72 | 4.95 | 4.64 |
| benzene | 1.25 | 0.07 | 1.14 | 1.05 | 1.42 | 1.06 | 0.93 |
Appendix A.5. Development of Blending Recipes for Motor Gasoline Production
| Component | Density at 15 °C, kg/m3 | SVP, kPa | RON | MON | Content, % vol. | ||
|---|---|---|---|---|---|---|---|
| Point | Olefins | Aromatic Hydrocarbons | Benzene | ||||
| FCC gasoline | 760.5 | 53.6 | 93.0 | 85.9 | 22.04 | 28.81 | 0.62 |
| Reformate | 829.1 | 24.3 | 104.7 | 93.7 | 0.00 | 72.24 | 2.48 |
| Isomerate | 661.2 | 62.8 | 89.8 | 87.9 | 0.00 | 0.04 | 0.02 |
| Alkylate | 701.6 | 27.8 | 97.9 | 95.5 | 0.00 | 0.68 | 0.00 |
| SRGF | 733.7 | 24.3 | 69.3 | 63.7 | 0.00 | 1.24 | 1.11 |
| Toluene | 870.4 | 7.2 | 121.0 | 104.0 | 0.00 | 100.00 | 0.00 |
| MTBE | 737.3 | 40.3 | 125.0 | 110.0 | 0.00 | 0.00 | 0.00 |
| Component | Density at 15 °C, kg/m3 | SVP, kPa | RON | MON | Content, % vol. | ||
|---|---|---|---|---|---|---|---|
| Point | Olefins | Aromatic Hydrocarbons | Benzene | ||||
| (A) Recipes with NGL | |||||||
| ZP1 | 740.0 | 87.4 | 92.4 | 84.3 | 2.64 | 29.01 | 0.56 |
| ZP2 | 735.1 | 81.7 | 92.3 | 84.4 | 2.63 | 28.43 | 0.06 |
| ZP3 | 733.3 | 86.3 | 92.4 | 84.5 | 1.82 | 28.53 | 0.55 |
| ZP4 | 739.3 | 90.9 | 92.0 | 83.8 | 1.39 | 29.64 | 0.48 |
| ZP5 | 754.5 | 68.4 | 92.3 | 83.4 | 1.50 | 34.41 | 0.65 |
| ZP6 | 742.5 | 77.8 | 92.2 | 83.7 | 1.42 | 33.08 | 0.49 |
| ZP7 | 751.7 | 69.6 | 92.2 | 83.4 | 1.45 | 33.47 | 0.44 |
| (B) Recipes with SRGF | |||||||
| ZP1 | 763.1 | 61.6 | 92.5 | 83.5 | 2.65 | 31.14 | 0.89 |
| ZP2 | 758.8 | 58.7 | 92.5 | 83.6 | 2.11 | 31.37 | 0.36 |
| ZP3 | 749.9 | 71.4 | 92.4 | 83.8 | 1.44 | 28.54 | 0.87 |
| ZP4 | 756.1 | 77.0 | 92.3 | 83.3 | 0.99 | 31.12 | 0.81 |
| ZP5 | 766.6 | 56.3 | 92.2 | 82.7 | 0.94 | 34.51 | 0.96 |
| ZP6 | 760.7 | 60.0 | 92.3 | 83.0 | 1.27 | 34.27 | 0.80 |
| ZP7 | 765.3 | 60.0 | 92.5 | 83.1 | 1.16 | 34.33 | 0.72 |
| Component | Density at 15 °C, kg/m3 | SVP, kPa | RON | MON | Content, % vol. | ||
|---|---|---|---|---|---|---|---|
| Point | Olefins | Aromatic Hydrocarbons | Benzene | ||||
| (A) Recipes with FCC gasoline | |||||||
| ZP1 | 731.9 | 90.5 | 92.3 | 84.9 | 11.71 | 17.99 | 0.89 |
| ZP2 | 722.2 | 86.7 | 92.0 | 84.8 | 10.07 | 15.21 | 0.25 |
| ZP3 | 728.3 | 93.2 | 92.2 | 85.5 | 13.41 | 20.91 | 0.83 |
| ZP4 | 734.9 | 93.1 | 92.3 | 85.2 | 13.57 | 21.83 | 0.75 |
| ZP5 | 734.9 | 84.2 | 92.0 | 84.4 | 9.85 | 21.26 | 0.98 |
| ZP6 | 725.2 | 88.7 | 92.1 | 84.6 | 9.76 | 19.29 | 0.79 |
| ZP7 | 728.8 | 88.7 | 92.1 | 84.4 | 9.24 | 17.83 | 0.70 |
| (B) Recipes with reformate, isomerate and MTBE | |||||||
| ZP1 | 720.3 | 81.0 | 92.0 | 86.0 | 2.57 | 19.35 | 1.00 |
| ZP2 | 745.8 | 70.3 | 92.1 | 84.8 | 2.06 | 32.14 | 0.99 |
| ZP3 | 720.2 | 88.6 | 92.5 | 86.9 | 1.34 | 20.39 | 1.00 |
| ZP4 | 721.8 | 90.1 | 92.3 | 86.3 | 0.84 | 22.65 | 1.00 |
| ZP5 | 722.4 | 74.5 | 92.3 | 86.1 | 0.84 | 20.47 | 1.00 |
| ZP6 | 720.1 | 78.5 | 92.2 | 85.8 | 1.22 | 22.63 | 0.99 |
| ZP7 | 728.0 | 78.4 | 92.1 | 85.3 | 1.18 | 23.45 | 0.99 |
| (C) Recipes with reformate, isomerate and alkylate | |||||||
| ZP1 | 723.1 | 72.6 | 92.1 | 86.6 | 2.20 | 19.98 | 0.97 |
| ZP2 | 747.1 | 68.8 | 92.0 | 84.9 | 2.06 | 32.27 | 0.99 |
| ZP3 | 720.2 | 88.6 | 92.5 | 86.9 | 1.34 | 20.39 | 1.00 |
| ZP4 | 721.4 | 91.2 | 92.3 | 86.5 | 0.86 | 22.25 | 0.99 |
| ZP5 | 724.0 | 67.0 | 92.4 | 86.7 | 0.74 | 21.62 | 1.00 |
| ZP6 | 724.9 | 70.2 | 92.4 | 86.4 | 1.03 | 23.74 | 1.00 |
| ZP7 | 732.3 | 68.6 | 92.3 | 86.1 | 0.99 | 24.57 | 1.00 |
References
- Elyakov, A.L. A Comprehensive Evaluation Method the Effectiveness of the Prospect of Inter-Fuel Competition for the Production of Electric and Thermal Energy in the Arctic Regions of the Republic of Sakha (Yakutia). IOP Conf. Ser. Earth Environ. Sci. 2021, 720, 012126. [Google Scholar] [CrossRef]
- Najibullah Khan, N.B.; Barifcani, A.; Tade, M.; Pareek, V. A case study: Application of energy and exergy analysis for enhancing the process efficiency of a three stage propane pre-cooling cycle of the cascade LNG process. J. Nat. Gas Sci. Eng. 2016, 29, 125–133. [Google Scholar] [CrossRef]
- Xu, J.; Lin, W.; Chen, X.; Zhang, H. Review of Unconventional Natural Gas Liquefaction Processes. Front. Energy Res. 2022, 10, 915893. [Google Scholar] [CrossRef]
- Cherepovitsyn, A.; Evseeva, O. Parameters of sustainable development: Case of arctic liquefied natural gas projects. Resources 2021, 10, 1–27. [Google Scholar] [CrossRef]
- Zhukov, O.V.; Cherepovitsyn, A.E. Project Implementation Efficiency: Developing Natural Gas Resources of the Western Arctic Shelf. IOP Conf. Ser. Earth Environ. Sci. 2021, 808, 012032. [Google Scholar] [CrossRef]
- Alekseev, A.N.; Bogoviz, A.V.; Goncharenko, L.P.; Sybachin, S.A. A critical review of Russia’s energy strategy in the period until 2035. Int. J. Energy Econ. Policy 2019, 9, 95–102. [Google Scholar] [CrossRef]
- Geng, Z. Russian energy strategies in the natural gas market for energy security. Int. J. Energy Econ. Policy 2021, 11, 62–66. [Google Scholar] [CrossRef]
- Mandis, M.; Baratti, R.; Chebeir, J.; Tronci, S.; Romagnoli, J.A. Performance assessment of control strategies with application to NGL separation units. J. Nat. Gas Sci. Eng. 2022, 106, 104763. [Google Scholar] [CrossRef]
- Tronci, S.; Chebeir, J.A.; Mandis, M.; Baratti, R.; Romagnoli, J.A. Control Strategies for Natural Gas Liquids Recovery Plants. Comput. Aided Chem. Eng. 2020, 48, 1291–1296. [Google Scholar] [CrossRef]
- Devold, H. Oil and Gas Production Handbook, An Introduction to Oil and Gas Production, Transport, Refining and Petrochemical Industry, 3rd ed.; ABB Oil and Gas: Zürich, Switzerland, 2013; ISBN 978-82-997886-3-2. [Google Scholar]
- Shafiei, M.; Fatemi, S. C4+ liquid recovery from natural gas by temperature swing adsorption followed by liquefaction of heavy extracted product. Sep. Purif. Technol. 2022, 302, 121976. [Google Scholar] [CrossRef]
- Shen, Y.; Shi, W.; Zhang, D.; Na, P.; Tang, Z. Recovery of light hydrocarbons from natural gas by vacuum pressure swing adsorption process. J. Nat. Gas Sci. Eng. 2019, 68, 102895. [Google Scholar] [CrossRef]
- Abildgaard, M.S.; Ren, C.; Leyva-Mayorga, I.; Stefanovic, C.; Soret, B.; Popovski, P. Arctic Connectivity: A Frugal Approach to Infrastructural Development. Arctic 2022, 75, 72–85. [Google Scholar] [CrossRef]
- Kvitko, A.V.; Shendrik, V.A.; Simonova, A.S. Ice Crossings as the Basis for Transport Development in the Arctic. In Proceedings of ARCTD 2021: Arctic Territorial Development; Lecture Notes in Civil Engineering; Springer: Cham, Switzerland, 2023. [Google Scholar] [CrossRef]
- Nalivaychenko, E.; Volkov, A.; Tishkov, S. Fuel and Energy Complex of the Arctic Zone of Russia and Its Transport Infrastructure. IOP Conf. Ser. Earth Environ. Sci. 2020, 918, 012238. [Google Scholar] [CrossRef]
- Belinskaya, N.; Altynov, A.; Bogdanov, I.; Popok, E.; Kirgina, M.; Simakov, D.S.A. Production of Gasoline Using Stable Gas Condensate and Zeoforming Process Products as Blending Components. Energy Fuels 2019, 33, 4202–4210. [Google Scholar] [CrossRef]
- Soltanali, S.; Mohaddecy, S.R.S.; Mashayekhi, M.; Rashidzadeh, M. Catalytic upgrading of heavy naphtha to gasoline: Simultaneous operation of reforming and desulfurization in the absence of hydrogen. J. Environ. Chem. Eng. 2020, 8, 104548. [Google Scholar] [CrossRef]
- Kirgina, M.; Belinskaya, N.; Altynov, A.; Bogdanov, I.; Temirbolat, A. Transformations of stable gas condensate hydrocarbons into high-octane gasoline components over ZSM-5 zeolite catalyst. J. Nat. Gas Sci. Eng. 2020, 84, 103605. [Google Scholar] [CrossRef]
- Korobitsyna, L.L.; Travkina, O.S.; Velichkina, L.M.; Vosmerikov, A.V.; Kutepov, B.I. Catalytic Conversion of Methanol and Straight-Run Gasoline over Granulated Catalysts with Different Concentrations of H-Form ZSM-5 Zeolite. Pet. Chem. 2022, 62, 544–551. [Google Scholar] [CrossRef]
- Velázquez, H.D.; Cerón-Camacho, R.; Mosqueira-Mondragón, M.L.; Hernández-Cortez, J.G.; Montoya de la Fuente, J.A.; Hernández-Pichardo, M.L.; Beltrán-Oviedo, T.A.; Martínez-Palou, R. Recent progress on catalyst technologies for high quality gasoline production. Catal. Rev. Sci. Eng. 2022, 65, 4. [Google Scholar] [CrossRef]
- Stepanov, V.G. Low-tonnage production of motor fuels at remote fields. Chem. Technol. Fuels Oils 2005, 41, 1–15. [Google Scholar] [CrossRef]
- Stepanov, V.G.; Ione, K.G.; Snytnikova, G.P. Zeolite Catalysts in the Upgrading of Low-Octane Hydrocarbon Feedstocks to Unleaded Gasolines. Stud. Surf. Sci. Catal. 1996, 100, 477–482. [Google Scholar] [CrossRef]
- Statistical Compendium. Fuel and Energy Complex of Russia—2019. Analytical Center under the Government of the Russian Federation. Available online: https://www.ac.gov.ru/uploads/2-Publications/TEK_annual/TEK.2019.pdf (accessed on 1 April 2023).
- Young, B.; Hawkins, T.R.; Chiquelin, C.; Sun, P.; Gracida-Alvarez, U.R.; Elgowainy, A. Environmental Life Cycle Assessment of Olefins and By-Product Hydrogen from Steam Cracking of Natural Gas Liquids, Naphtha, and Gas Oil. J. Clean. Prod. 2022, 359, 13184. [Google Scholar] [CrossRef]
- PJSC. Novosibirsk Chemical Concentrates Plant. Available online: http://www.nccp.ru/products/zeolite_catalyst (accessed on 1 April 2023).
- ASTM D4294-16; Standard Test Method for Sulfur in Petroleum and Petroleum Products by Energy Dispersive X-ray Fluorescence Spectrometry. ASTM International: West Conshohocken, PA, USA, 2010.
- EN 14517:2004; Liquid Petroleum Products—Determination of Hydrocarbon Types and Oxygenates in Petrol—Multidimensional Gas Chromatography Method. ISO: Geneva, Switzerland, 2004.
- ISO 12185:1996; Crude Petroleum and Petroleum Products—Determination of Density—Oscillating U-tube Method. ISO: Geneva, Switzerland, 1996.
- ISO 3405:2011; Petroleum Products—Determination of Distillation Characteristics at Atmospheric Pressure. ISO: Geneva, Switzerland, 2011.
- ISO 3007:1999; Petroleum Products and Crude Petroleum—Determination of Vapor Pressure—Reid Method. ISO: Geneva, Switzerland, 2012.
- Ivanchina, E.D.; Kirgina, M.V.; Chekantsev, N.V.; Sakhnevich, B.V.; Sviridova, E.V.; Romanovskiy, R.V. Complex modeling system for optimization of compounding process in gasoline pool to produce high-octane finished gasoline fuel. Chem. Eng. J. 2015, 282, 194–205. [Google Scholar] [CrossRef]
- EN 228-2017; Automotive Fuels. Unleaded Petrol. Requirements and Test Methods. iTeh Standards: Toronto, ON, Canada, 2017.
| Feedstock labeling | NGL 1 | NGL 2 | NGL 3 | NGL 4 | NGL 5 | NGL 6 | NGL 7 |
| Product labeling | ZP 1 | ZP 2 | ZP 3 | ZP 4 | ZP 5 | ZP 6 | ZP 7 |
| Characteristic | Value |
|---|---|
| Structural form | ZSM-5 |
| Granule diameter | 3.0–4.3 mm |
| Specific surface area | minimum 300 m2/g |
| Mechanical crush strength | minimum 4.2 MPa |
| Mass fraction of zeolite | minimum 80% |
| Mass fraction in zeolite powder | SiO2—90.0–97.6% Al2O3—1.4–2.7% Na2O—minimum 0.1% Fe2O3—0.35–1.25% |
| Characteristic | Equipment | Method | Method Error |
|---|---|---|---|
| Total sulfur content | X-ray fluorescence energy dispersive analyzer “SPECTROSCAN S” | ASTM D4294-16 “Standard test method for sulfur in petroleum and petroleum products by energy dispersive X-ray fluorescence spectrometry” [26] | ±0.1 mg/kg |
| Density at 15 °C | Stanbinger SVM3000 Anton Paar viscometer | ISO 12185:1996 “Crude petroleum and petroleum products—Determination of density—Oscillating U-tube method” [27] | ±0.9 kg/m3 |
| Fractional composition | Unit for determining the fractional composition | ISO 3405:011 “Petroleum products—Determination of distillation characteristics at atmospheric pressure” [28] | ±1.4 °C |
| Saturated Vapor Pressure (SVP) | Reid vapor pressure bomb, thermostat | ISO 3007:1999 “Petroleum products and crude petroleum—Determination of vapor pressure—Reid method” [29] | ±3.5 kPa |
| Hydrocarbon composition | Gas-liquid Chromatec-Crystal 5000 chromatograph with a quartz capillary column 25 m × 0.22 mm, stationary phase—SE-54, carrier gas—helium | EN 14517:2004 “Liquid petroleum products—Determination of hydrocarbon types and oxygenates in petrol—Multidimensional gas chromatography method” [30] | ±0.1% vol. |
| Octane numbers by research (RON) and motor (MON) methods | Software “Compounding” | Shown in [31] | ±1 point |
| Characteristic | Zeolite Catalyst Fractions | ||
|---|---|---|---|
| 0.25–0.50 mm | 0.50–1.00 mm | 1.00–1.60 mm | |
| Volume of catalyst loaded into the reactor, cm3 | 10 | ||
| Bulk density, g/cm3 | 0.55–0.68 | 0.57–0.70 | 0.59–0.72 |
| Set | Technological Parameters |
|---|---|
| 1 | 350 °C; 2.5 atm.; 2 h−1 |
| 2 | 375 °C; 2.5 atm.; 2 h−1 |
| 3 | 400 °C; 2.5 atm.; 2 h−1 |
| 4 | 425 °C; 2.5 atm.; 2 h−1 |
| 5 | 375 °C; 3.5 atm.; 2 h−1 |
| 6 | 375 °C; 4.5 atm.; 2 h−1 |
| 7 | 375 °C; 2.5 atm.; 3 h−1 |
| 8 | 375 °C; 2.5 atm.; 4 h−1 |
| Characteristic | Average Values for NGL Samples | |
|---|---|---|
| Total sulfur content, mg/kg | 14.6 | |
| Density at 15 °C, kg/m3 | 681.7 | |
| SVP, kPa | 78.6 | |
| RON, point | 68.2 | |
| MON, point | 65.2 | |
| IBP, °C | 27 | |
| 50% vol., °C | 61 | |
| 90% vol., °C | 117 | |
| EBP, °C | 142 | |
| Content, % vol. | n-paraffins | 39.81 |
| isoparaffins | 40.48 | |
| naphthenes | 17.53 | |
| olefins | 1.11 | |
| Aromatic hydrocarbons | 1.07 | |
| benzene | 0.10 | |
| Catalyst Particle Size, mm | Density at 15 °C, kg/m3 | SVP, kPa | RON, Point | MON, Point |
|---|---|---|---|---|
| 0.25–0.50 | 674.4 | 188.6 | 85.9 | 81.6 |
| 0.50–1.00 | 690.6 | 168.5 | 86.1 | 81.3 |
| 1.00–1.60 | 694.0 | 151.4 | 84.4 | 79.9 |
| Sample | Density at 15 °C, kg/m3 | SVP, kPa | RON, Point | MON, Point |
|---|---|---|---|---|
| ZP 4-1 | 678.9 | 145.7 | 81.3 | 77.1 |
| ZP 4-2 | 690.6 | 168.5 | 86.1 | 81.3 |
| ZP 4-3 | 714.6 | 157.6 | 87.2 | 81.8 |
| ZP 4-4 | 739.6 | 115.5 | 88.0 | 82.1 |
| ZP 4-5 | 713.3 | 97.7 | 86.3 | 81.2 |
| ZP 4-6 | 713.6 | 101.5 | 83.6 | 78.6 |
| ZP 4-7 | 696.2 | 132.8 | 84.8 | 80.2 |
| ZP 4-8 | 700.5 | 98.0 | 83.0 | 78.3 |
| Sample | Density at 15 °C, kg/m3 | SVP, kPa | RON, Point | MON, Point |
|---|---|---|---|---|
| ZP 1-2 | 708.0 | 130.1 | 85.2 | 80.3 |
| ZP 2-2 | 690.4 | 123.6 | 82.5 | 77.3 |
| ZP 3-2 | 681.8 | 153.6 | 88.4 | 84.1 |
| ZP 4-2 | 690.6 | 168.5 | 86.1 | 81.3 |
| ZP 5-2 | 713.5 | 117.2 | 85.1 | 79.9 |
| ZP 6-2 | 695.1 | 126.7 | 83.9 | 79.2 |
| ZP 7-2 | 703.2 | 127.3 | 82.6 | 77.8 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Altynov, A.; Bogdanov, I.; Lukyanov, D.; Kirgina, M. Natural Gas Liquids into Motor Gasolines: Methodology for Processing on a Zeolite Catalyst and Development of Blending Recipes. ChemEngineering 2023, 7, 93. https://doi.org/10.3390/chemengineering7050093
Altynov A, Bogdanov I, Lukyanov D, Kirgina M. Natural Gas Liquids into Motor Gasolines: Methodology for Processing on a Zeolite Catalyst and Development of Blending Recipes. ChemEngineering. 2023; 7(5):93. https://doi.org/10.3390/chemengineering7050093
Chicago/Turabian StyleAltynov, Andrey, Ilya Bogdanov, Daniil Lukyanov, and Maria Kirgina. 2023. "Natural Gas Liquids into Motor Gasolines: Methodology for Processing on a Zeolite Catalyst and Development of Blending Recipes" ChemEngineering 7, no. 5: 93. https://doi.org/10.3390/chemengineering7050093
APA StyleAltynov, A., Bogdanov, I., Lukyanov, D., & Kirgina, M. (2023). Natural Gas Liquids into Motor Gasolines: Methodology for Processing on a Zeolite Catalyst and Development of Blending Recipes. ChemEngineering, 7(5), 93. https://doi.org/10.3390/chemengineering7050093