
Waste Management after the Injection Process by Manufacturing Polyamide Products Based on Regranulate




Abstract
1. Introduction
2. Materials and Methods
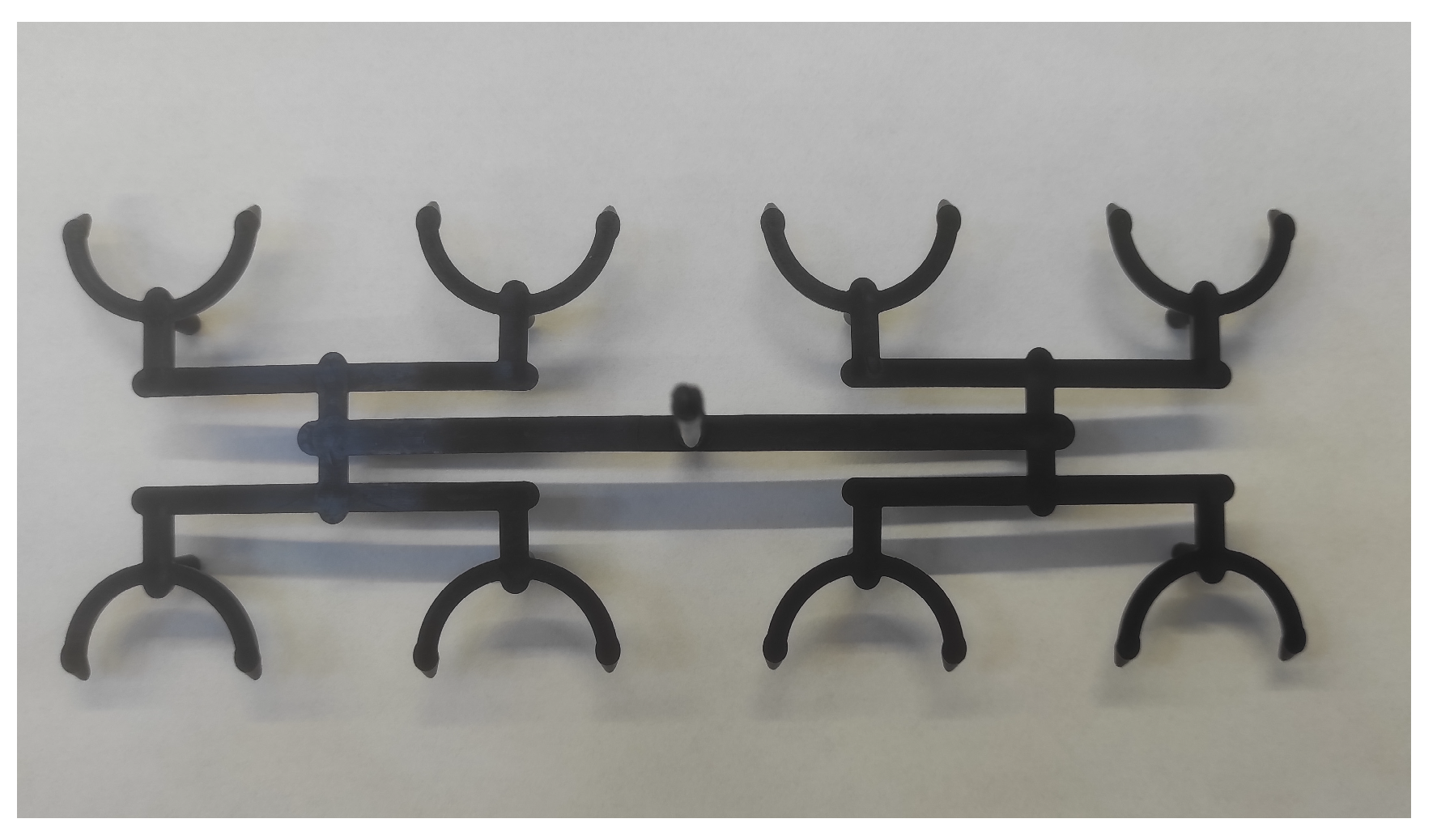
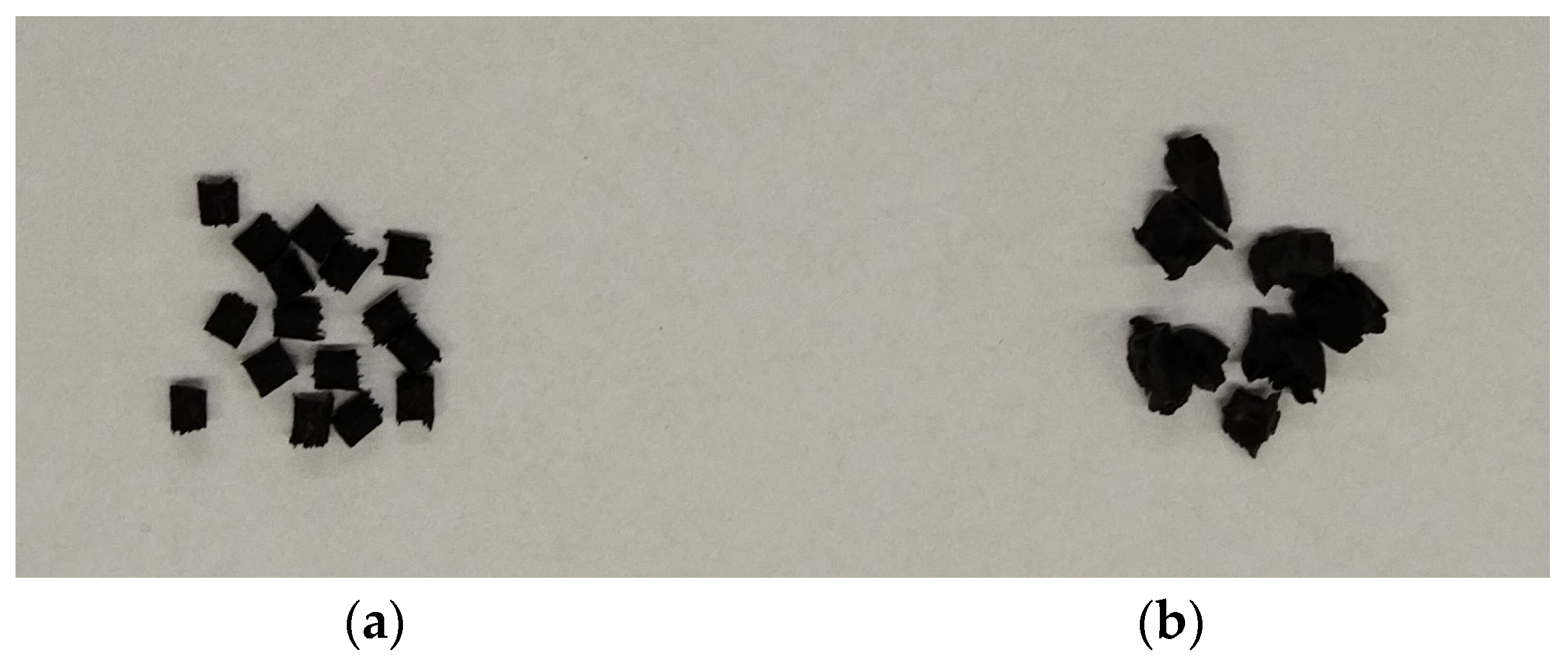
2.1. Materials and Sample Preparation
2.2. Methods
3. Results
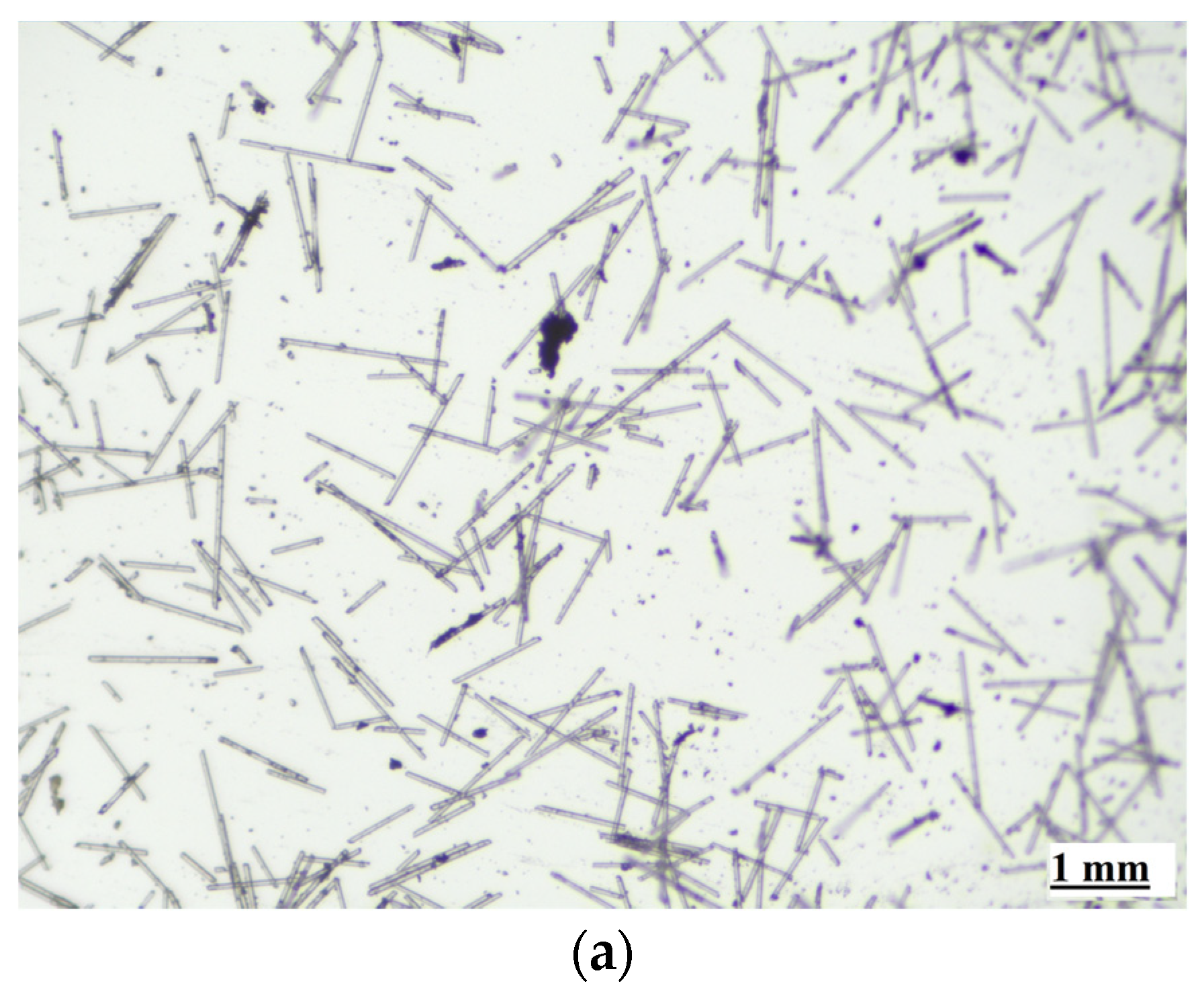
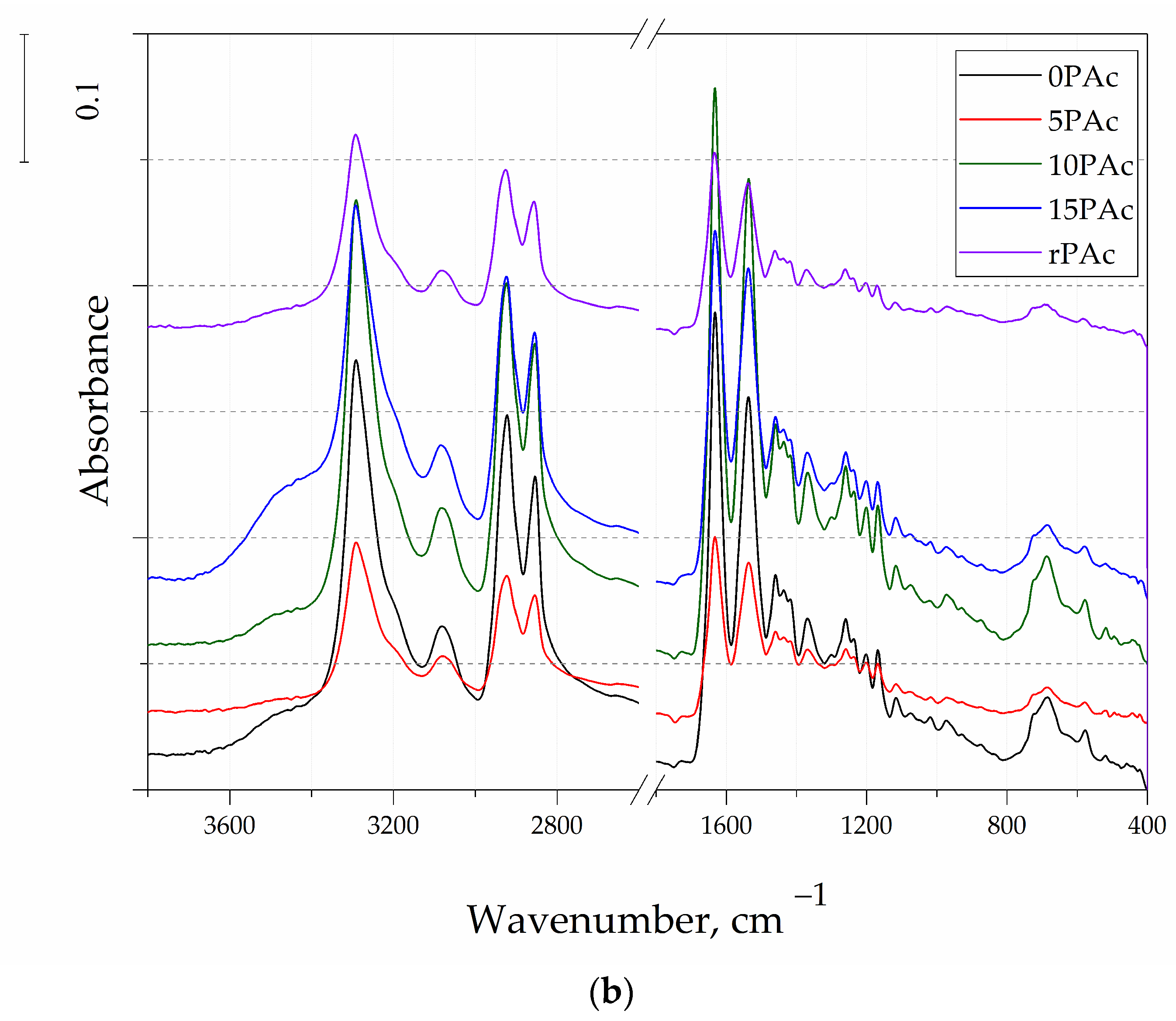
3.1. Fourier Transform Infrared Spectroscopy
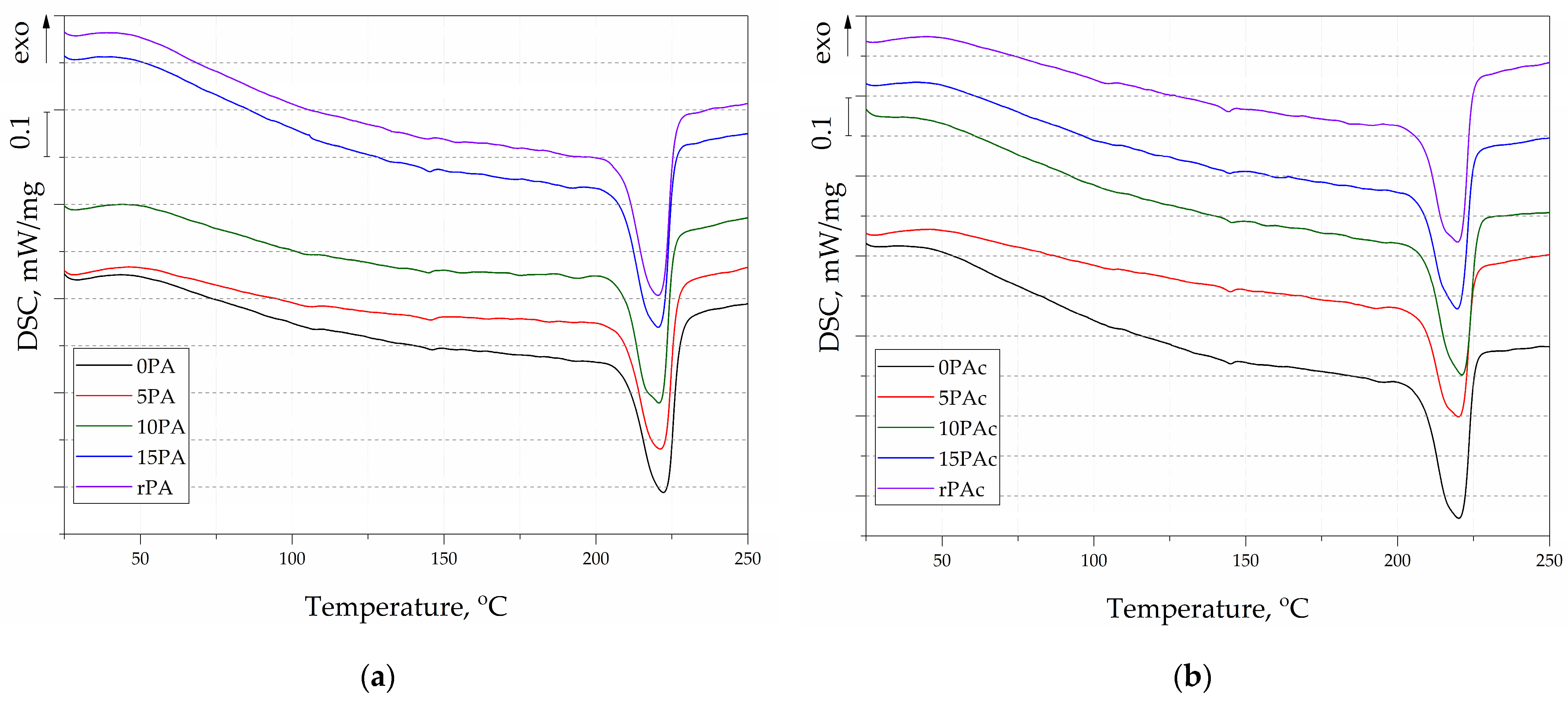
3.2. Differential Scanning Calorimetry
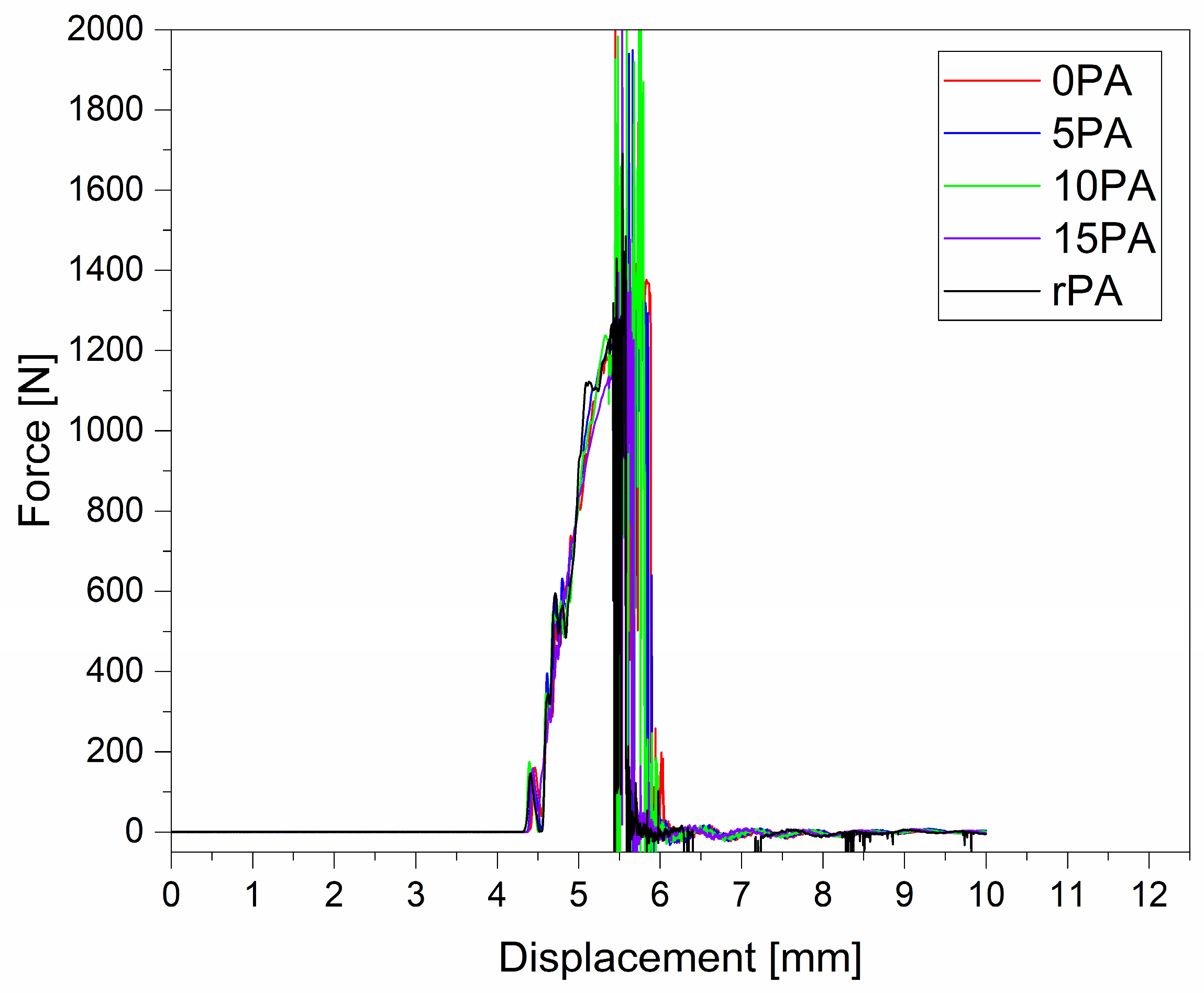
3.3. Impact Strength
3.4. Tensile Strength
3.5. Hardness
4. Discussion
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Payne, J.; McKeown, P.; Jones, M.D. A circular economy approach to plastic waste. Polym. Degrad. Stab. 2019, 165, 170–181. [Google Scholar] [CrossRef]
- Rabnawaz, M.; Wyman, I.; Auras, R.; Cheng, S. A roadmap towards green packaging: The current status and future outlook for polyesters in the packaging industry. Green Chem. 2017, 19, 4737–4753. [Google Scholar] [CrossRef]
- Bucknall, D.G. Plastics as a materials system in a circular economy. Philos. Trans. R. Soc. A Math. Phys. Eng. Sci. 2020, 378, 20190268. [Google Scholar] [CrossRef] [PubMed]
- Tseng, M.-L.; Chiu, A.S.F.; Liu, G.; Jantaralolica, T. Circular economy enables sustainable consumption and production in multi-level supply chain system. Resour. Conserv. Recycl. 2020, 154, 104601. [Google Scholar] [CrossRef]
- Banerjee, R.; Ray, S.S. Sustainability and Life Cycle Assessment of Thermoplastic Polymers for Packaging: A Review on Fundamental Principles and Applications. Macromol. Mater. Eng. 2022, 307, 2100794. [Google Scholar] [CrossRef]
- Shamsuyeva, M.; Endres, H.-J. Plastics in the context of the circular economy and sustainable plastics recycling: Comprehensive review on research development, standardization and market. Compos. Part C Open Access 2021, 6, 100168. [Google Scholar] [CrossRef]
- Tinz, J.; de Ancos, T.; Rohn, H. Carbon Footprint of Mechanical Recycling of Post-Industrial Plastic Waste: Study of ABS, PA66GF30, PC and POM Regrinds. Waste 2022, 1, 127–139. [Google Scholar] [CrossRef]
- Harrass, K.; Mauer, S.; Tsekov, R. Resistance of glass fibre reinforced polyamide 6.6 materials to automotive cooling fluids: An analytical method for lifetime prediction. Polym. Int. 2022, 71, 724–733. [Google Scholar] [CrossRef]
- Bahrami, M.; Abenojar, J.; Martínez, M.A. Comparative Characterization of Hot-Pressed Polyamide 11 and 12: Mechanical, Thermal and Durability Properties. Polymers 2021, 13, 3553. [Google Scholar] [CrossRef]
- Bradler, P.R.; Fischer, J.; Pohn, B.; Wallner, G.M.; Lang, R.W. Effect of stabilizers on the failure behavior of glass fiber reinforced polyamides for mounting and framing of solar energy applications. Energy Procedia 2017, 119, 828–834. [Google Scholar] [CrossRef]
- Frihi, D.; Layachi, A.; Gherib, S.; Stoclet, G.; Masenelli-Varlot, K.; Satha, H.; Seguela, R. Crystallization of glass-fiber-reinforced polyamide 66 composites: Influence of glass-fiber content and cooling rate. Compos. Sci. Technol. 2016, 130, 70–77. [Google Scholar] [CrossRef]
- Gao, J.; Huang, W.; He, W.; Long, L.; Qin, S. Superior flame retardancy of glass fiber-reinforced polyamide 6T composites by synergism between DOPO-based derivative and carbon nanotube. J. Therm. Anal. Calorim. 2022, 147, 1265–1274. [Google Scholar] [CrossRef]
- Rudzinski, S.; Häussler, L.; Harnisch, C.; Mäder, E.; Heinrich, G. Glass fibre reinforced polyamide composites: Thermal behaviour of sizings. Compos. Part A Appl. Sci. Manuf. 2011, 42, 157–164. [Google Scholar] [CrossRef]
- Hinczica, J.; Messiha, M.; Koch, T.; Frank, A.; Pinter, G. Influence of Recyclates on Mechanical Properties and Lifetime Performance of Polypropylene Materials. Procedia Struct. Integr. 2022, 42, 139–146. [Google Scholar] [CrossRef]
- Ceny Tworzyw Sztucznych. Available online: https://www.plastech.pl/ceny-tworzyw (accessed on 20 February 2023).
- Mathur, S.; Kumar, R.; Mathur, V. Mathematical Modeling and Fuzzy Analysis of Hot Runner in Comparison to Cold Runner in Injection Moulding. J. Adv. Manuf. Syst. 2019, 18, 657–676. [Google Scholar] [CrossRef]
- Lee, J.; Lee, H.; Kim, N. Fiber Orientation and Strain Rate-Dependent Tensile and Compressive Behavior of Injection Molded Polyamide-6 Reinforced with 20% Short Carbon Fiber. Polymers 2023, 15, 738. [Google Scholar] [CrossRef]
- Krištofič, M.; Marcinčin, A.; Ujhelyiová, A. DSC study of PA 6, polyamides and copolyamides. J. Therm. Anal. Calorim. 2000, 60, 357–369. [Google Scholar] [CrossRef]
- Wang, Z.; Zhou, Y.; Mallick, P.K. Effects of temperature and strain rate on the tensile behavior of short fiber reinforced polyamide-6. Polym. Compos. 2002, 23, 858–871. [Google Scholar] [CrossRef]
- Evens, T.; Bex, G.-J.; Yigit, M.; De Keyzer, J.; Desplentere, F.; Van Bael, A. The Influence of Mechanical Recycling on Properties in Injection Molding of Fiber-Reinforced Polypropylene. Int. Polym. Process. 2019, 34, 398–407. [Google Scholar] [CrossRef]
- Dooher, T.; Archer, E.; Walls, T.; McIlhagger, A.; Dixon, D. Ageing of laser sintered glass-filled Polyamide 12 (PA12) parts at elevated temperature and humidity. Polym. Polym. Compos. 2021, 29, S1294–S1304. [Google Scholar] [CrossRef]
- Rhee, S.; White, J.L. Crystal structure and morphology of biaxially oriented polyamide 12 films. J. Polym. Sci. Part B Polym. Phys. 2002, 40, 1189–1200. [Google Scholar] [CrossRef]
- Barczewski, M.; Mysiukiewicz, O.; Kloziński, A. Complex modification effect of linseed cake as an agricultural waste filler used in high density polyethylene composites. Iran. Polym. J. 2018, 27, 677–688. [Google Scholar] [CrossRef]
- Millot, C.; Fillot, L.-A.; Lame, O.; Sotta, P.; Seguela, R. Assessment of polyamide-6 crystallinity by DSC. J. Therm. Anal. Calorim. 2015, 122, 307–314. [Google Scholar] [CrossRef]
- Nguyen, P.H.; Spoljaric, S.; Seppälä, J. Redefining polyamide property profiles via renewable long-chain aliphatic segments: Towards impact resistance and low water absorption. Eur. Polym. J. 2018, 109, 16–25. [Google Scholar] [CrossRef]
- Acierno, S.; Van Puyvelde, P. Rheological behavior of polyamide 11 with varying initial moisture content. J. Appl. Polym. Sci. 2005, 97, 666–670. [Google Scholar] [CrossRef]
- Meyer, A.; Jones, N.; Lin, Y.; Kranbuehl, D. Characterizing and Modeling the Hydrolysis of Polyamide-11 in a pH 7 Water Environment. Macromolecules 2002, 35, 2784–2798. [Google Scholar] [CrossRef]
- Paolucci, F.; Peters, G.W.M.; Govaert, L.E. Plasticity-controlled failure of sintered and molded polyamide 12: Influence of temperature and water absorption. J. Appl. Polym. Sci. 2020, 137, 48525. [Google Scholar] [CrossRef]
- Sato, N.; Kurauchi, T.; Sato, S.; Kamigaito, O. Microfailure behaviour of randomly dispersed short fibre reinforced thermoplastic composites obtained by direct SEM observation. J. Mater. Sci. 1991, 26, 3891–3898. [Google Scholar] [CrossRef]
- Günzel, S.; Hickmann, S.; Wittemeyer, C.; Trappe, V. Effects of Fiber Orientation and Moisture on the Crack Growth in Short Glass Fiber Reinforced Polyamide. Adv. Eng. Mater. 2012, 14, 867–872. [Google Scholar] [CrossRef]
- Thomason, J.L. The influence of fibre length, diameter and concentration on the impact performance of long glass-fibre reinforced polyamide 6,6. Compos. Part A Appl. Sci. Manuf. 2009, 40, 114–124. [Google Scholar] [CrossRef]
- Lei, Y.; Zhang, T.; Zhang, J.; Zhang, B. Dimensional stability and mechanical performance evolution of continuous carbon fiber reinforced polyamide 6 composites under hygrothermal environment. J. Mater. Res. Technol. 2021, 13, 2126–2137. [Google Scholar] [CrossRef]
- Hassan, A.; Rahman, N.A.; Yahya, R. Moisture absorption effect on thermal, dynamic mechanical and mechanical properties of injection-molded short glass-fiber/polyamide 6,6 composites. Fibers Polym. 2012, 13, 899–906. [Google Scholar] [CrossRef]
- Mohd Ishak, Z.; Ariffin, A.; Senawi, R. Effects of hygrothermal aging and a silane coupling agent on the tensile properties of injection molded short glass fiber reinforced poly(butylene terephthalate) composites. Eur. Polym. J. 2001, 37, 1635–1647. [Google Scholar] [CrossRef]
- Kiran, M.D.; Govindaraju, H.K.; Jayaraju, T.; Kumar, N. Review-Effect of Fillers on Mechanical Properties of Polymer Matrix Composites. Mater. Today Proc. 2018, 5, 22421–22424. [Google Scholar] [CrossRef]
- Taktak, R.; Guermazi, N.; Derbeli, J.; Haddar, N. Effect of hygrothermal aging on the mechanical properties and ductile fracture of polyamide 6: Experimental and numerical approaches. Eng. Fract. Mech. 2015, 148, 122–133. [Google Scholar] [CrossRef]
- Injection Molded Plastics Market Size. Available online: https://www.fortunebusinessinsights.com/injection-molded-plastics-market-101970 (accessed on 20 February 2023).
- Kuram, E.; Tasci, E.; Altan, A.I.; Medar, M.M.; Yilmaz, F.; Ozcelik, B. Investigating the effects of recycling number and injection parameters on the mechanical properties of glass-fibre reinforced nylon 6 using Taguchi method. Mater. Des. 2013, 49, 139–150. [Google Scholar] [CrossRef]
- Ľudmila, D.; František, G. Influence of Regrind on Properties of Plastics Produced By Injection Moulding. Mater. Eng. 2011, 18, 44–48. [Google Scholar]
- Okan, M.; Aydin, H.M.; Barsbay, M. Current approaches to waste polymer utilization and minimization: A review. J. Chem. Technol. Biotechnol. 2019, 94, 8–21. [Google Scholar] [CrossRef]
- Eriksson, P.A.; Albertsson, A.C.; Boydell, P.; Prautzsch, G.; Månson, J.A. Prediction of Mechanical Properties of Recycled Fiberglass Reinforced Polyamide 66. Polym. Compos. 1996, 17, 830–839. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Name | TmI (°C) | ΔHmI (J/g) | XcI (%) | TcI (°C) | TmII (°C) | ΔHmII (J/g) | XcII (%) |
|---|---|---|---|---|---|---|---|
| 0PA | 228.6 | 33.24 | 35.0 | 187.2 | 222.2 | 25.04 | 26.3 |
| 5PA | 227.7 | 29.90 | 31.5 | 187.8 | 221.3 | 23.74 | 25.0 |
| 10PA | 227.6 | 30.31 | 32.0 | 188.3 | 220.7 | 22.59 | 23.7 |
| 15 PA | 227.5 | 34.33 | 36.1 | 188.1 | 220.5 | 24.73 | 26.0 |
| rPA | 227.2 | 33.16 | 34.9 | 187.7 | 220.6 | 24.50 | 25.8 |
| 0PAc | 227.4 | 36.76 | 38.7 | 188.6 | 220.3 | 26.83 | 28.3 |
| 5PAc | 226.4 | 32.33 | 34.0 | 188.6 | 220.0 | 23.08 | 24.3 |
| 10PAc | 225.5 | 34.25 | 36.1 | 188.4 | 221.2 | 25.77 | 27.1 |
| 15 PAc | 227.1 | 35.91 | 37.8 | 188.8 | 219.7 | 23.40 | 24.6 |
| rPAc | 222.5 | 32.71 | 34.4 | 188.9 | 219.9 | 24.33 | 25.6 |
| Name | Impact Strength [kJ/m2] | Impact Strength [kJ/m2] after Condition | Fmax [N] | Fmax [N] after Condition |
|---|---|---|---|---|
| 0PA | 61.5 ± 1.2 | 67.5 ± 1.2 | 1461 ± 105 | 1925 ± 90 |
| 5PA | 62.4 ± 2.0 | 66.7 ± 1.3 | 1504 ± 110 | 1901 ± 80 |
| 10PA | 62.1 ± 1.5 | 66.5 ± 1.4 | 1410 ± 120 | 1919 ± 85 |
| 15PA | 62.2 ± 1.2 | 66.4 ± 1.5 | 1450 ± 125 | 1950 ± 95 |
| rPA | 56.5 ± 2.5 | 57.4 ± 1.5 | 1480 ± 135 | 1690 ± 98 |
| Name | Tensile Strength [MPa] | Tensile Strength [MPa] after Condition | Young’s Modulus [MPa] | ε [%] | Young’s Modulus [MPa] after Condition | ε [%] after Condition |
|---|---|---|---|---|---|---|
| 0PA | 202 ± 1.8 | 177 ± 2.2 | 5800 ± 99 | 9.2 ± 0.3 | 5660 ± 60 | 9.5 ± 0.2 |
| 5PA | 193 ± 2.1 | 178 ± 1.9 | 5840 ± 96 | 9.1 ± 0.3 | 5520 ± 95 | 9.4 ± 0.2 |
| 10PA | 195 ± 1.8 | 177 ± 1.4 | 5650 ± 97 | 9.1 ± 0.2 | 5490 ± 50 | 9.3 ± 0.1 |
| 15 PA | 195 ± 3.2 | 175 ± 1.3 | 5520 ± 90 | 9.2 ± 0.4 | 5450 ± 70 | 9.3 ± 0.2 |
| rPA | 179 ± 1.4 | 161 ± 2.1 | 5240 ± 91 | 9.1 ± 0.3 | 5260 ± 110 | 9.2 ± 0.1 |
| Name | Rockwell Hardness | Rockwell Hardness after Condition |
|---|---|---|
| 0PA | 165 ± 1 | 161 ± 1 |
| 5PA | 166 ± 1 | 160 ± 1 |
| 10PA | 166 ± 2 | 161 ± 1 |
| 15 PA | 165 ± 1 | 161 ± 1 |
| rPA | 162 ± 2 | 159 ± 1 |
| Name | Shore-D Hardness | Shore-D Hardness after Condition |
|---|---|---|
| 0PA | 64 ± 1 | 61 ± 1 |
| 5PA | 63 ± 2 | 60 ± 1 |
| 10PA | 63 ± 2 | 61 ± 1 |
| 15 PA | 64 ± 2 | 60 ± 1 |
| rPA | 62 ± 2 | 60 ± 1 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Matykiewicz, D.; Olszewski, T.; Andrzejewski, J. Waste Management after the Injection Process by Manufacturing Polyamide Products Based on Regranulate. ChemEngineering 2023, 7, 51. https://doi.org/10.3390/chemengineering7030051
Matykiewicz D, Olszewski T, Andrzejewski J. Waste Management after the Injection Process by Manufacturing Polyamide Products Based on Regranulate. ChemEngineering. 2023; 7(3):51. https://doi.org/10.3390/chemengineering7030051
Chicago/Turabian StyleMatykiewicz, Danuta, Tomasz Olszewski, and Jacek Andrzejewski. 2023. "Waste Management after the Injection Process by Manufacturing Polyamide Products Based on Regranulate" ChemEngineering 7, no. 3: 51. https://doi.org/10.3390/chemengineering7030051
APA StyleMatykiewicz, D., Olszewski, T., & Andrzejewski, J. (2023). Waste Management after the Injection Process by Manufacturing Polyamide Products Based on Regranulate. ChemEngineering, 7(3), 51. https://doi.org/10.3390/chemengineering7030051