
Development of Solid–Fluid Reaction Models—A Literature Review



Abstract
:1. Introduction
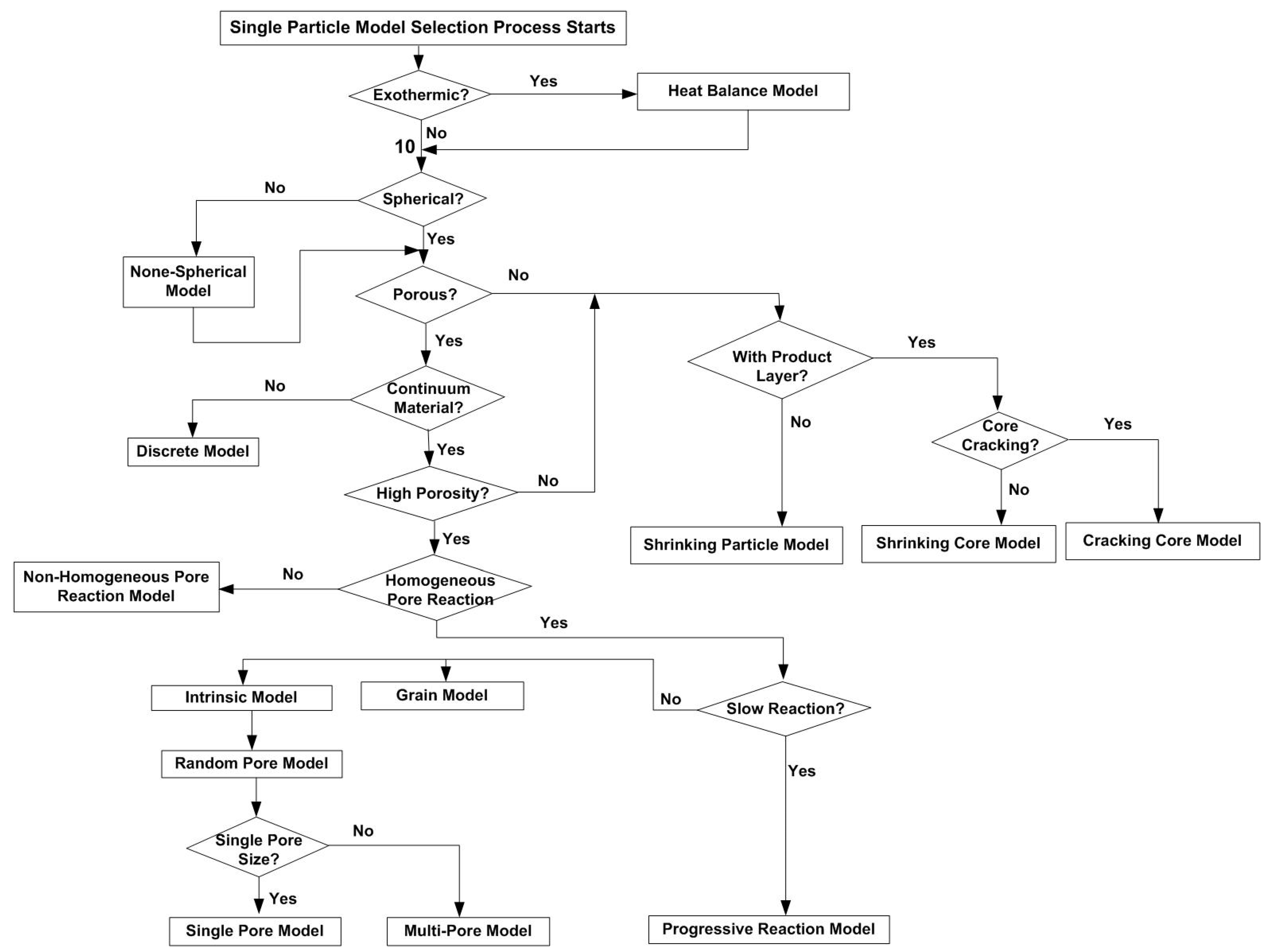
2. Single Particle Reaction Models
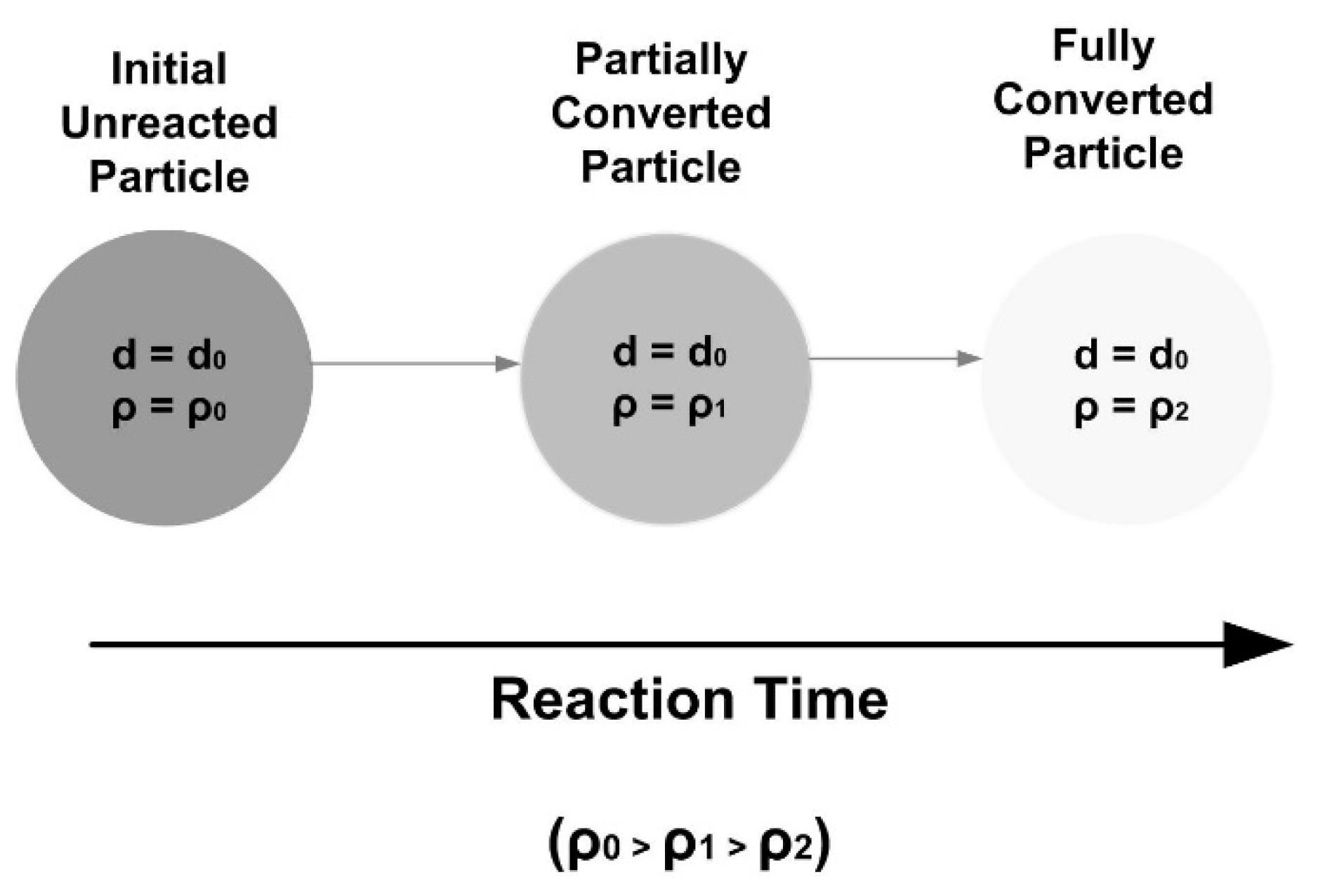
2.1. Shrinking Core/Particle Model
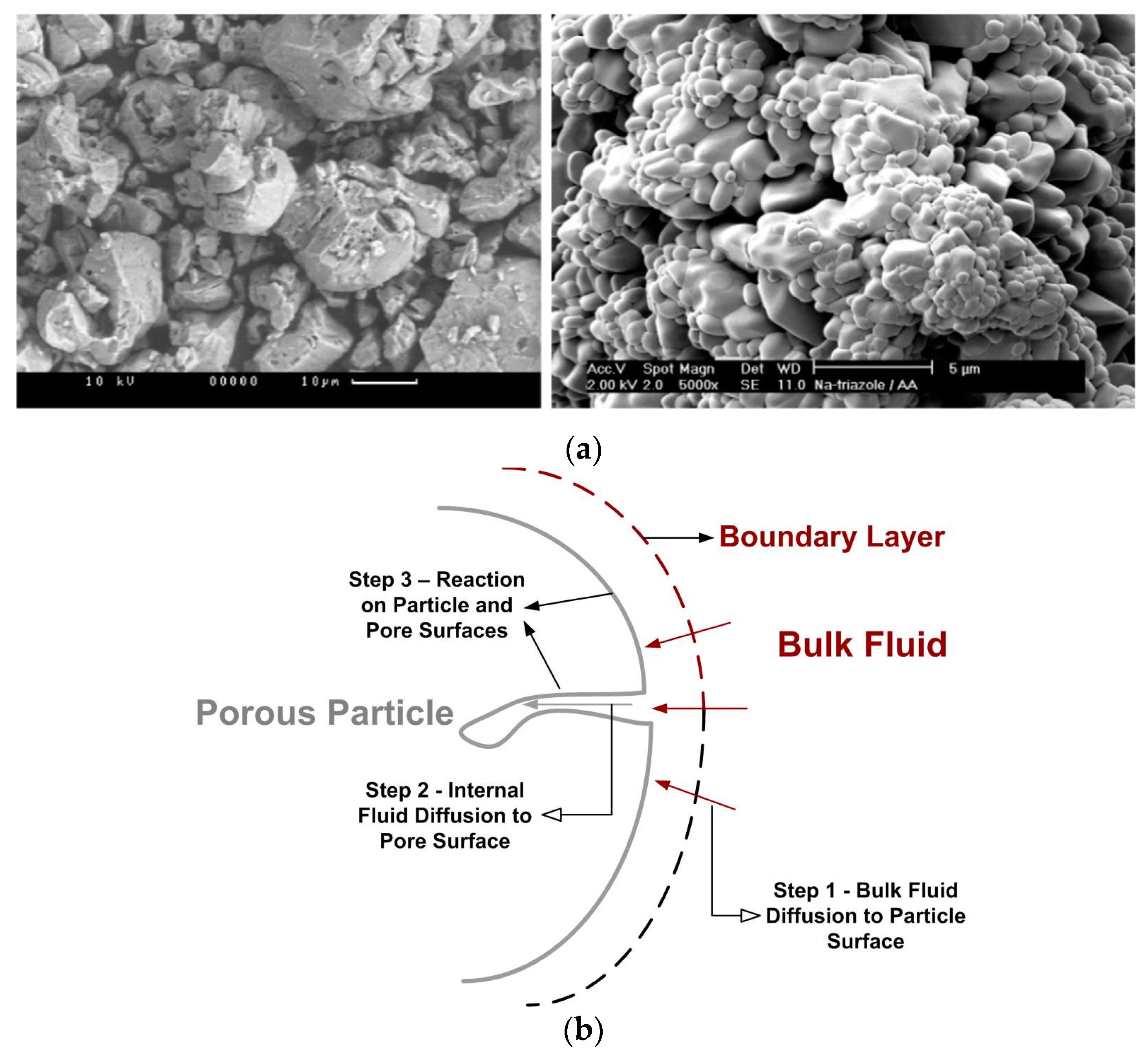
2.2. Bulk Diffusion-Limited Process
2.3. Reaction Kinetics-Limited Process
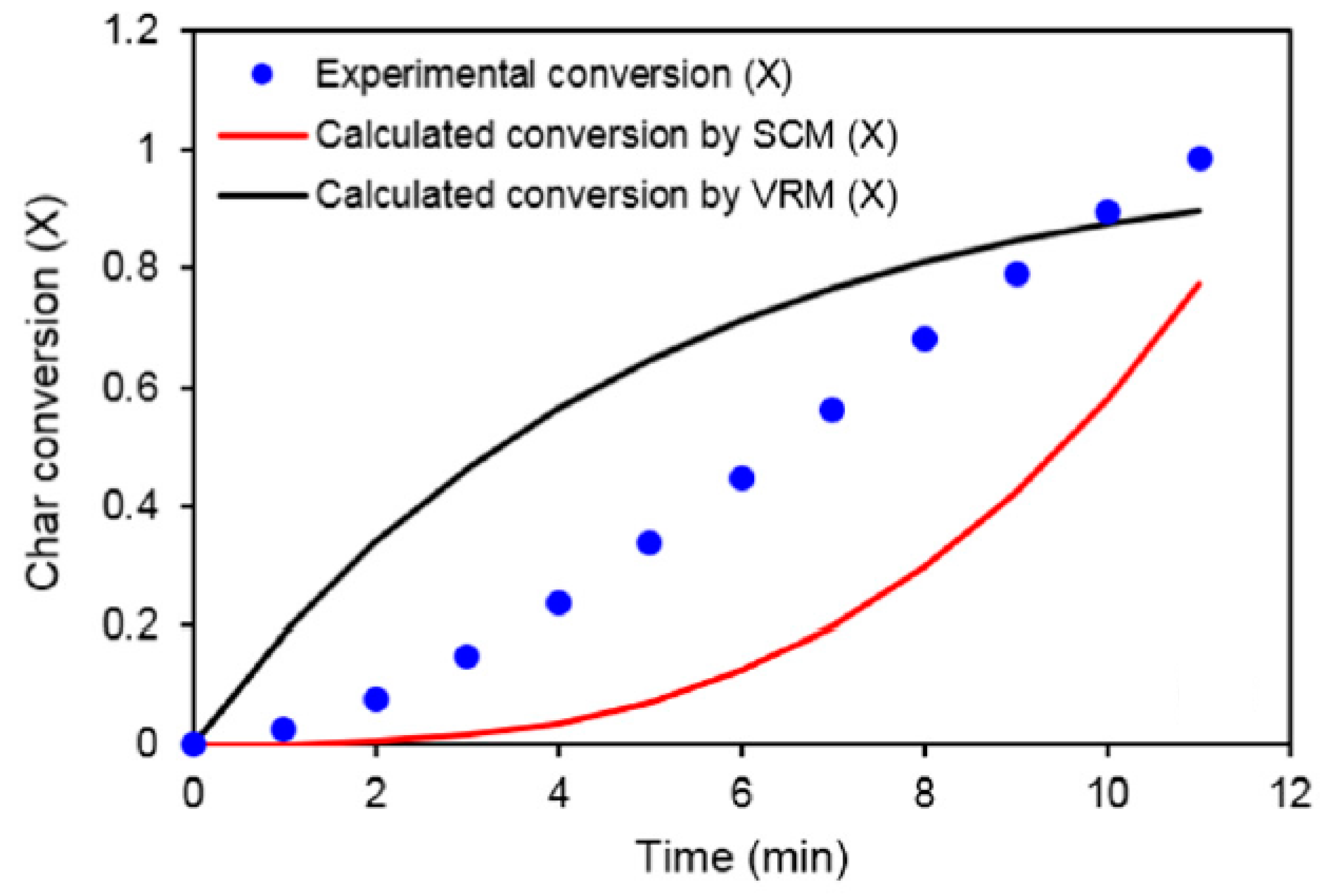
2.4. Combination of Resistances—Diffusion/Kinetics Limited Reaction
2.5. Effect of Particle Size
2.6. Effect of Relative Fluid/Solid Velocity
2.7. Effect of Particle Temperature and Heat Transfer
2.8. Effect of Particle Shape
2.9. Effect of Particle Surface Morphology and Pore Diffusion
2.9.1. Intrinsic Model
2.9.2. Random Pore Model
3. Reaction Models for Bed of Particles
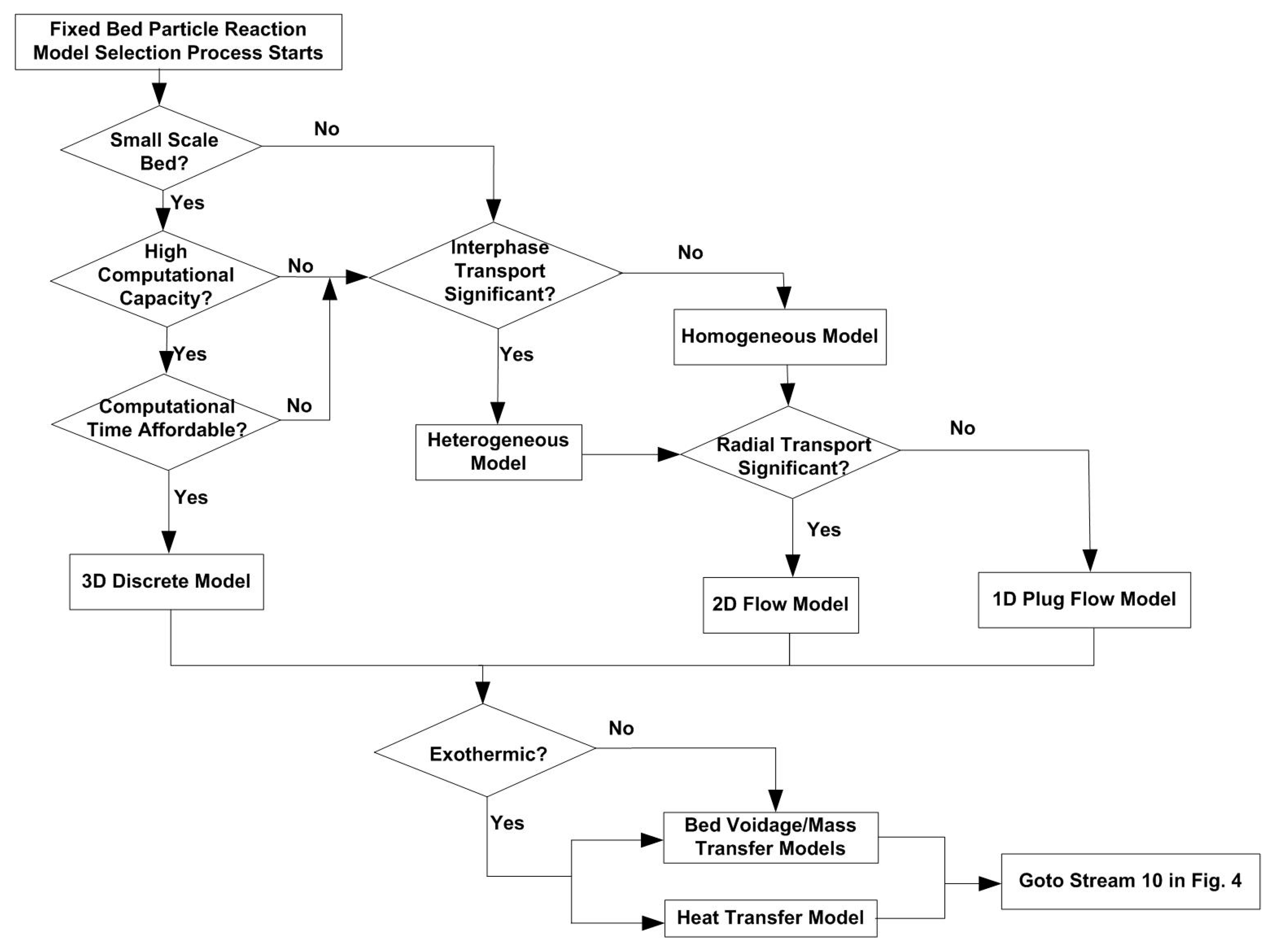
3.1. Reaction Models for Fixed Bed of Particles
3.1.1. Continuum and Discrete Fixed-Bed Model
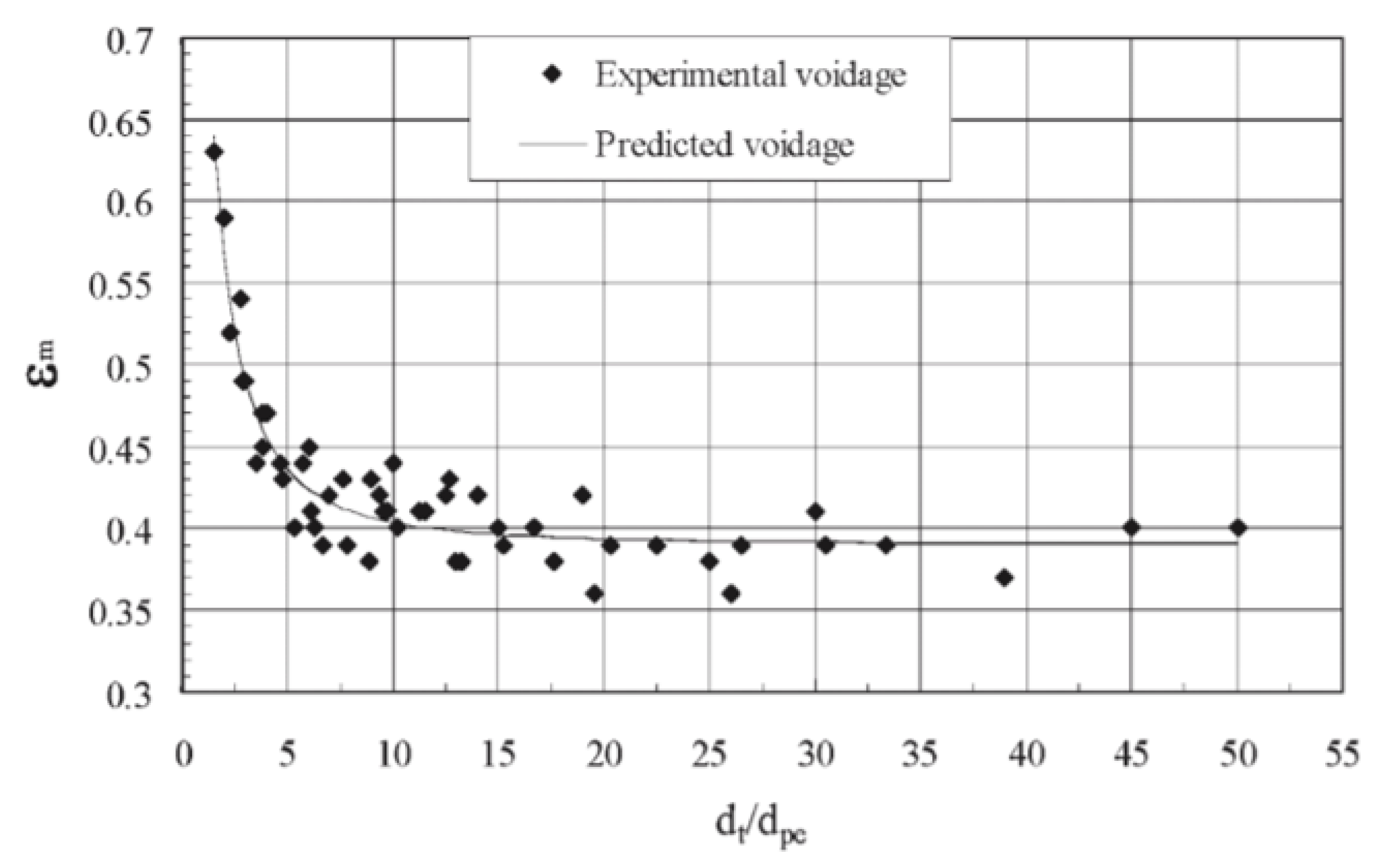
3.1.2. Bed Voidage Modelling
3.1.3. Heat and Mass Transfer in Fixed Bed
3.1.4. Effect of Reactant Fluid Inlet Temperature
3.1.5. Effect of Bed Temperature
3.1.6. Effect of Particle Size
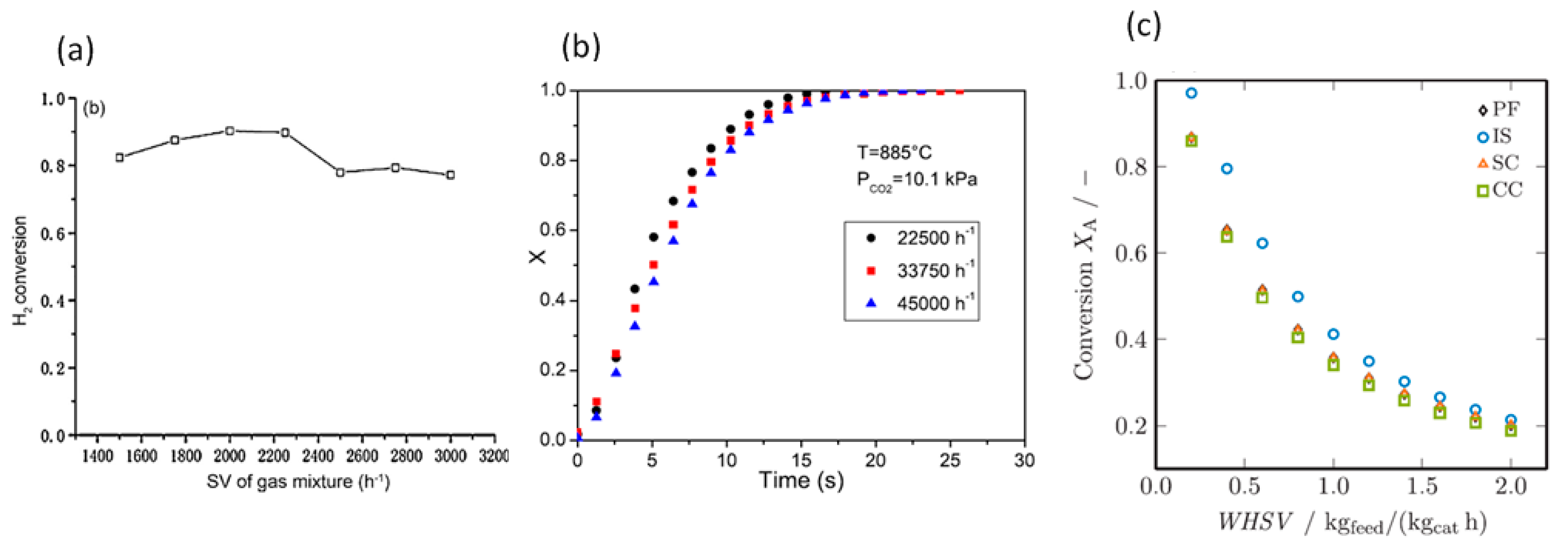
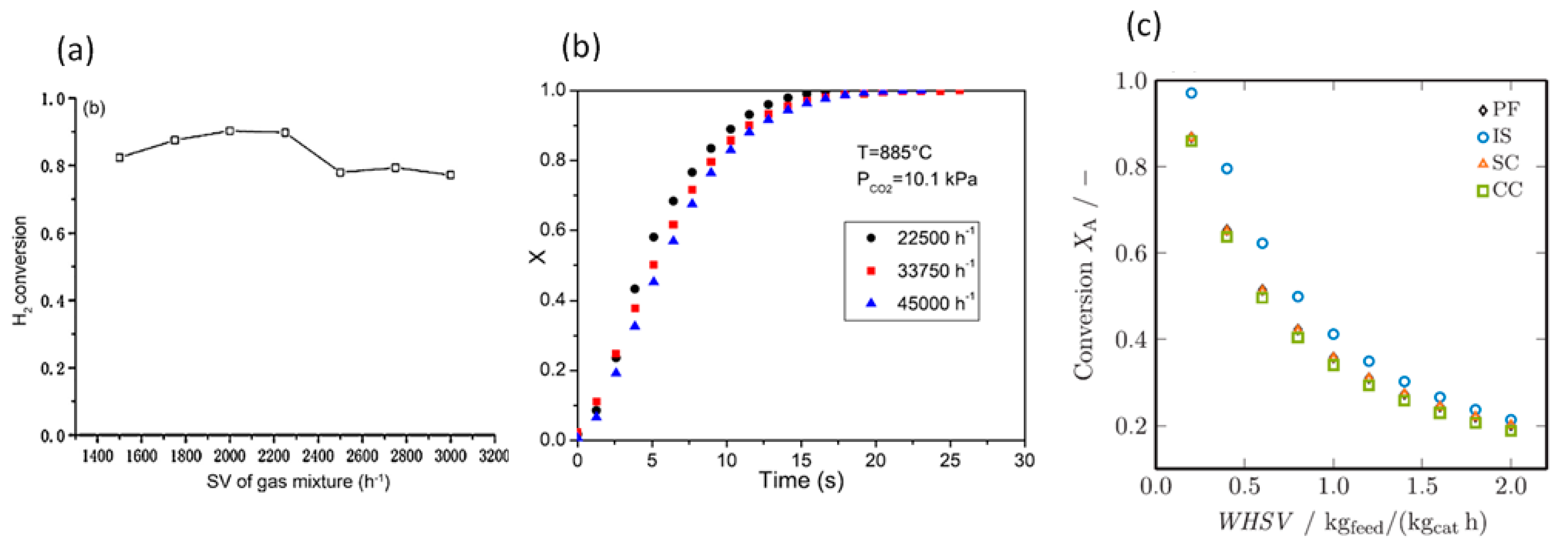
3.1.7. Effect of Space Velocity (SV)
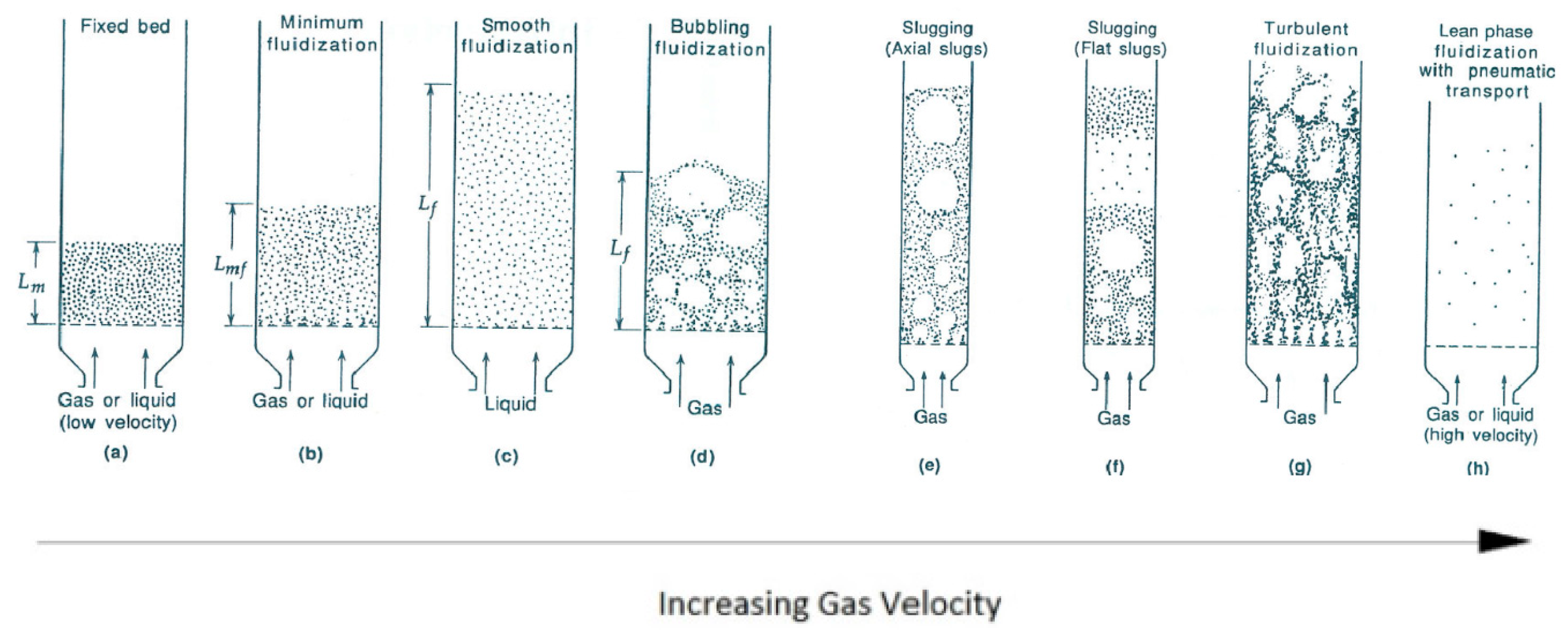
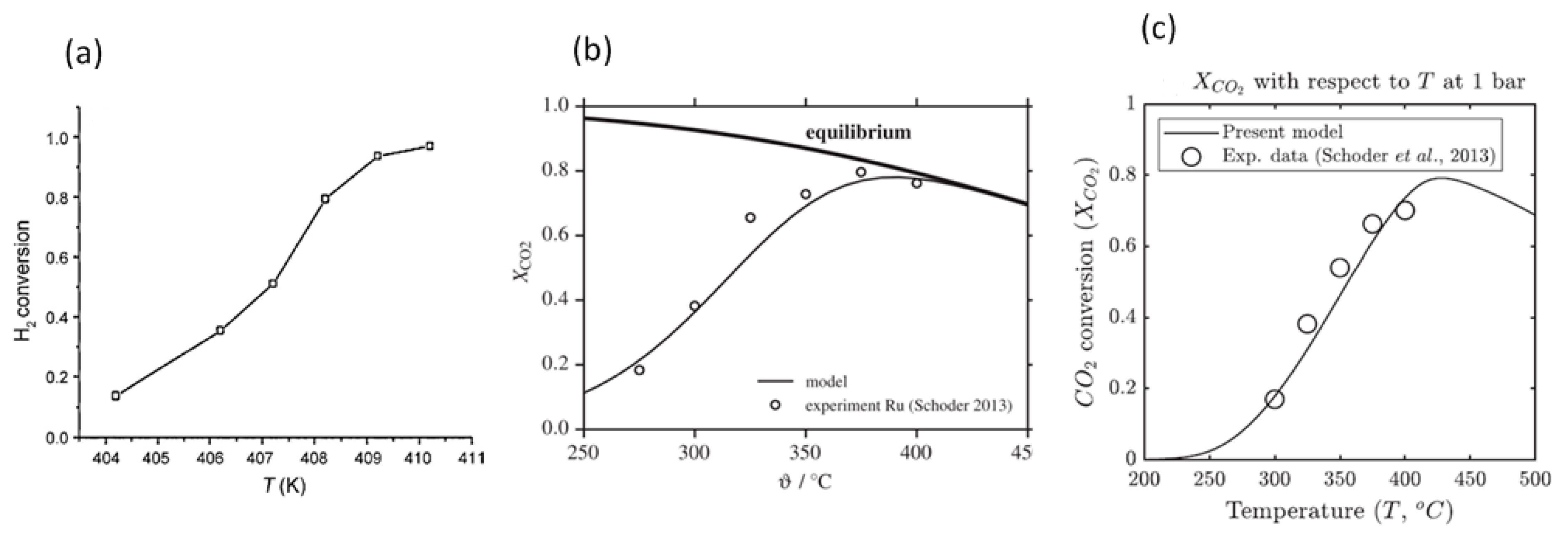
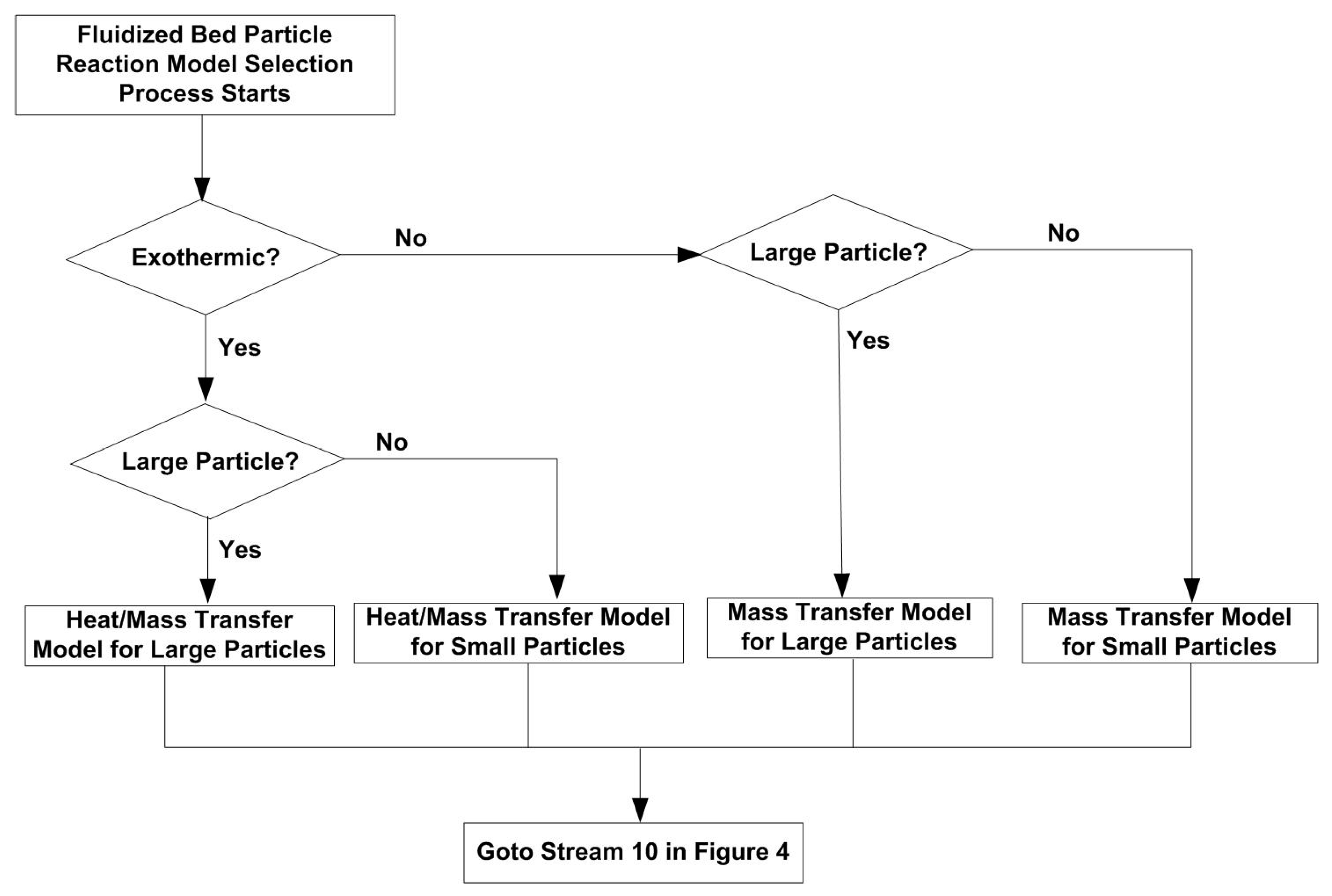
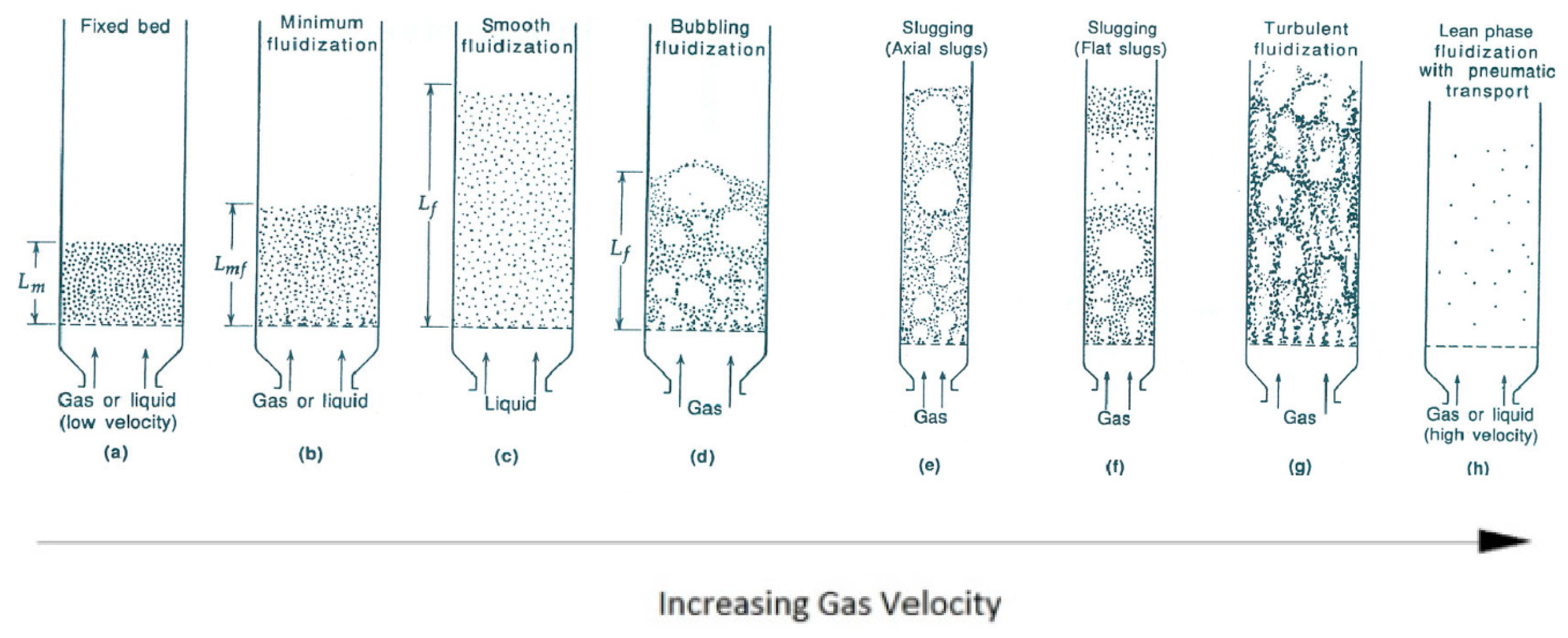
3.2. Reaction Models for Fluidized Bed of Particles
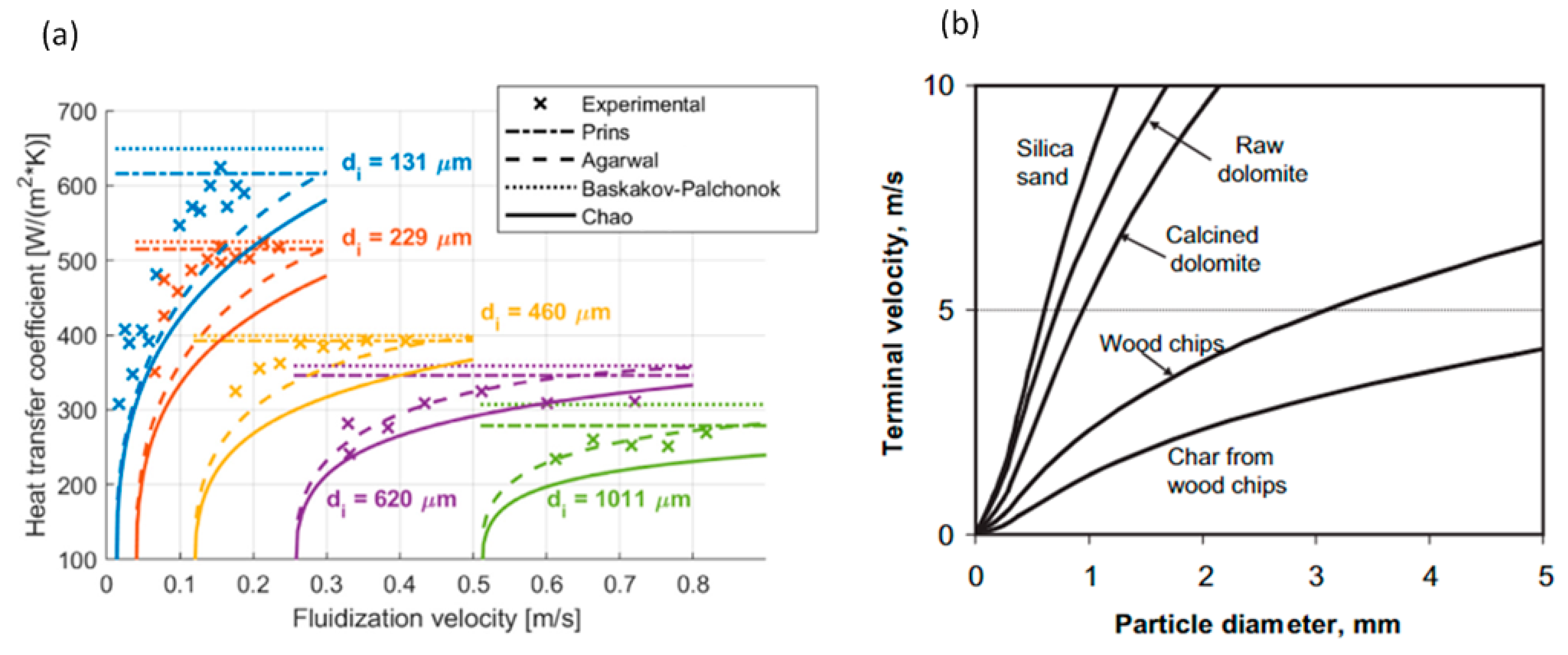
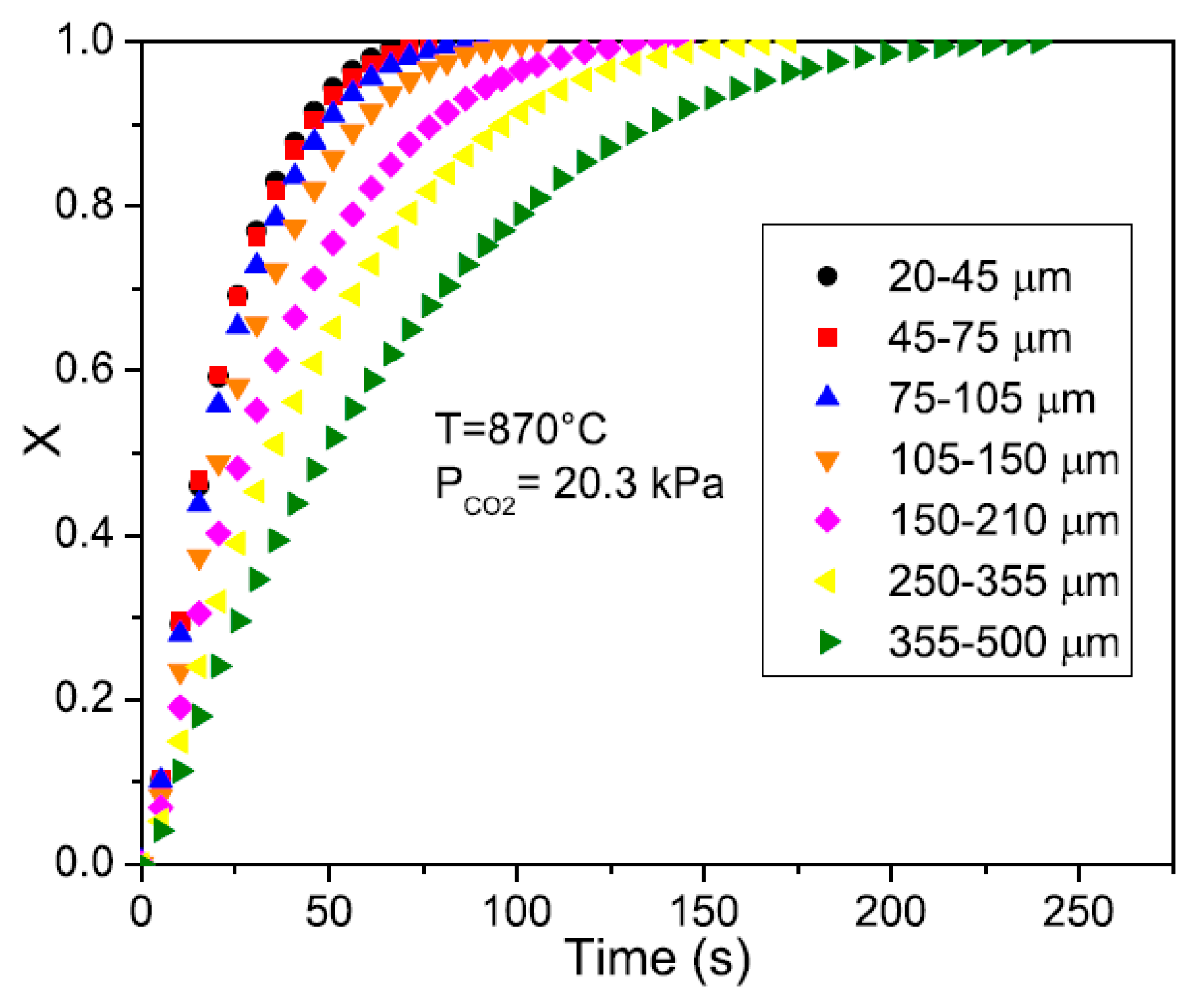
3.2.1. Effects of Particle Size
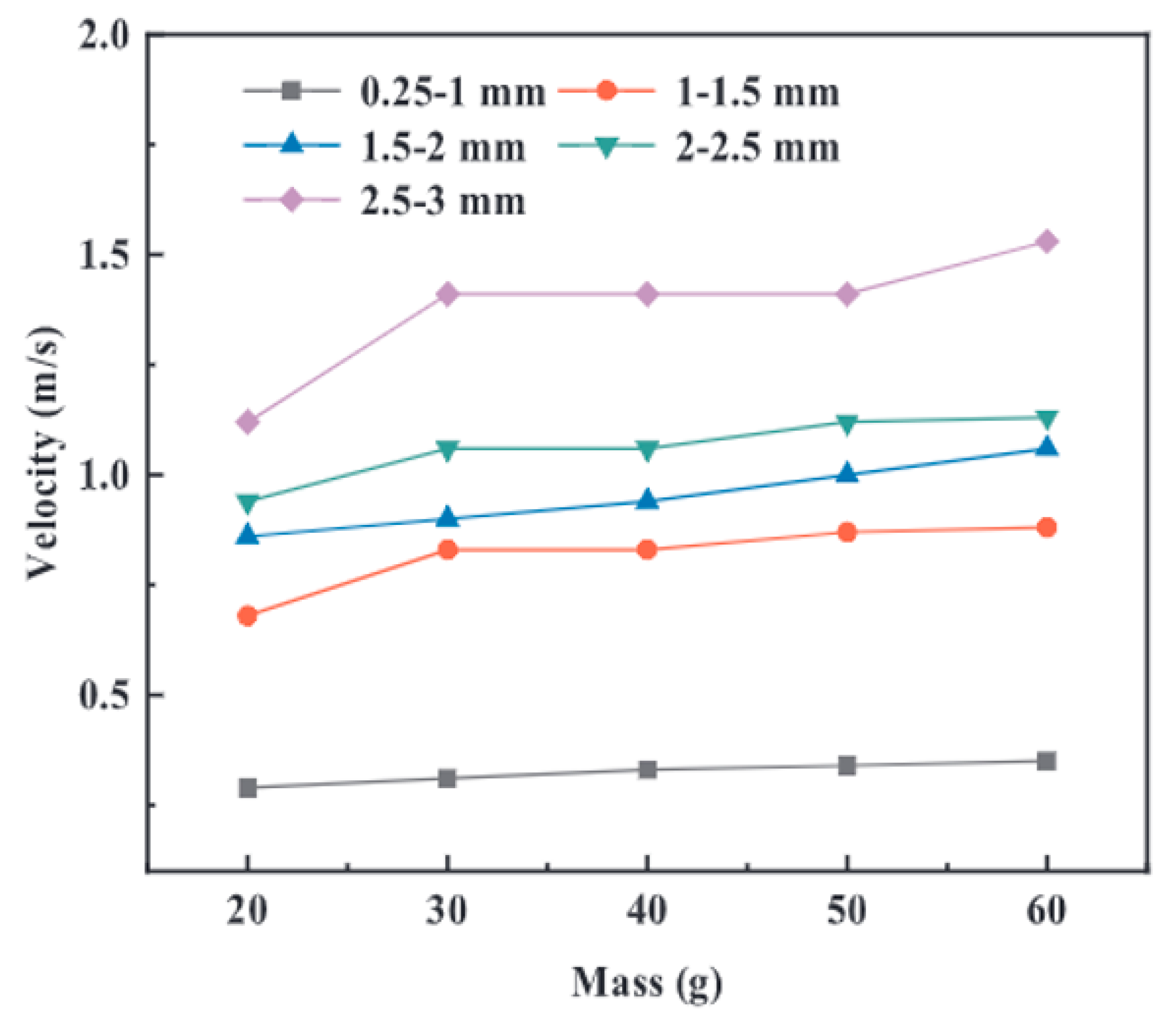
3.2.2. Effects of Fluidization Velocity
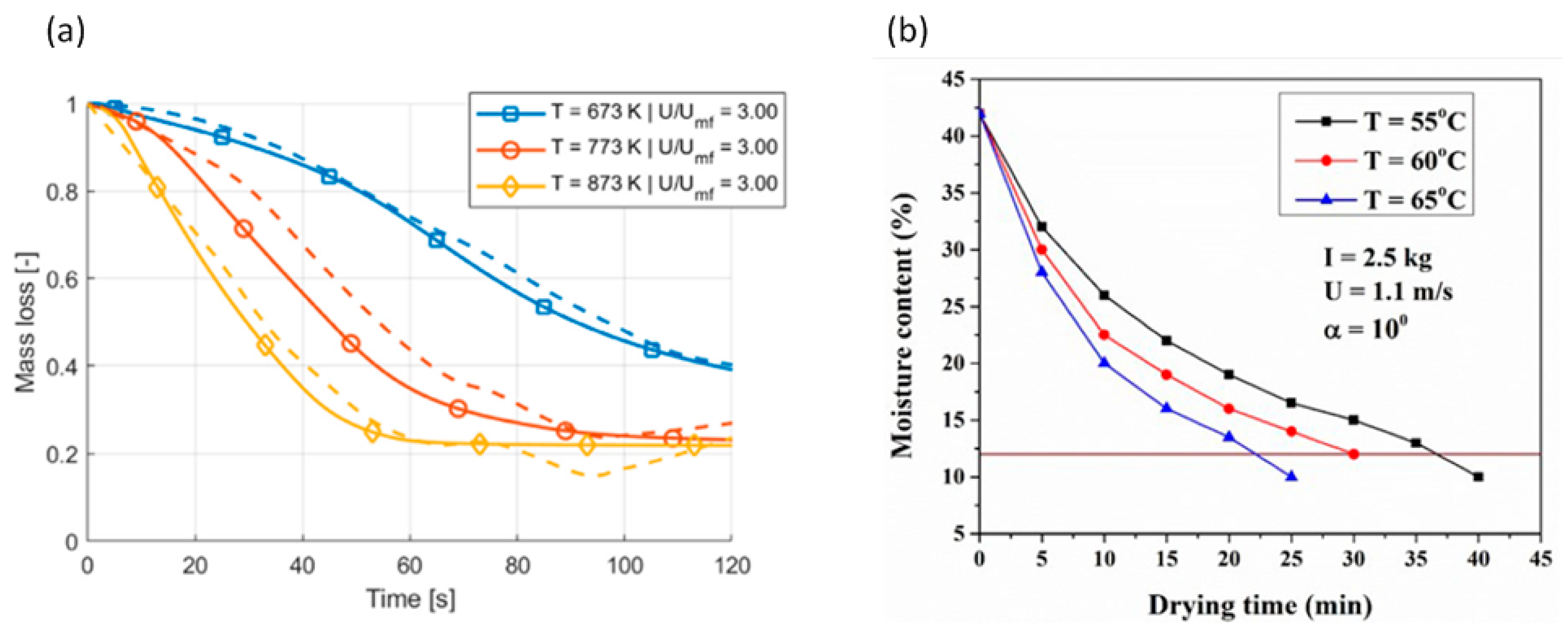
3.2.3. Effects of Bed Temperature
3.2.4. Effects of Particle Load
4. Conclusions
- (1)
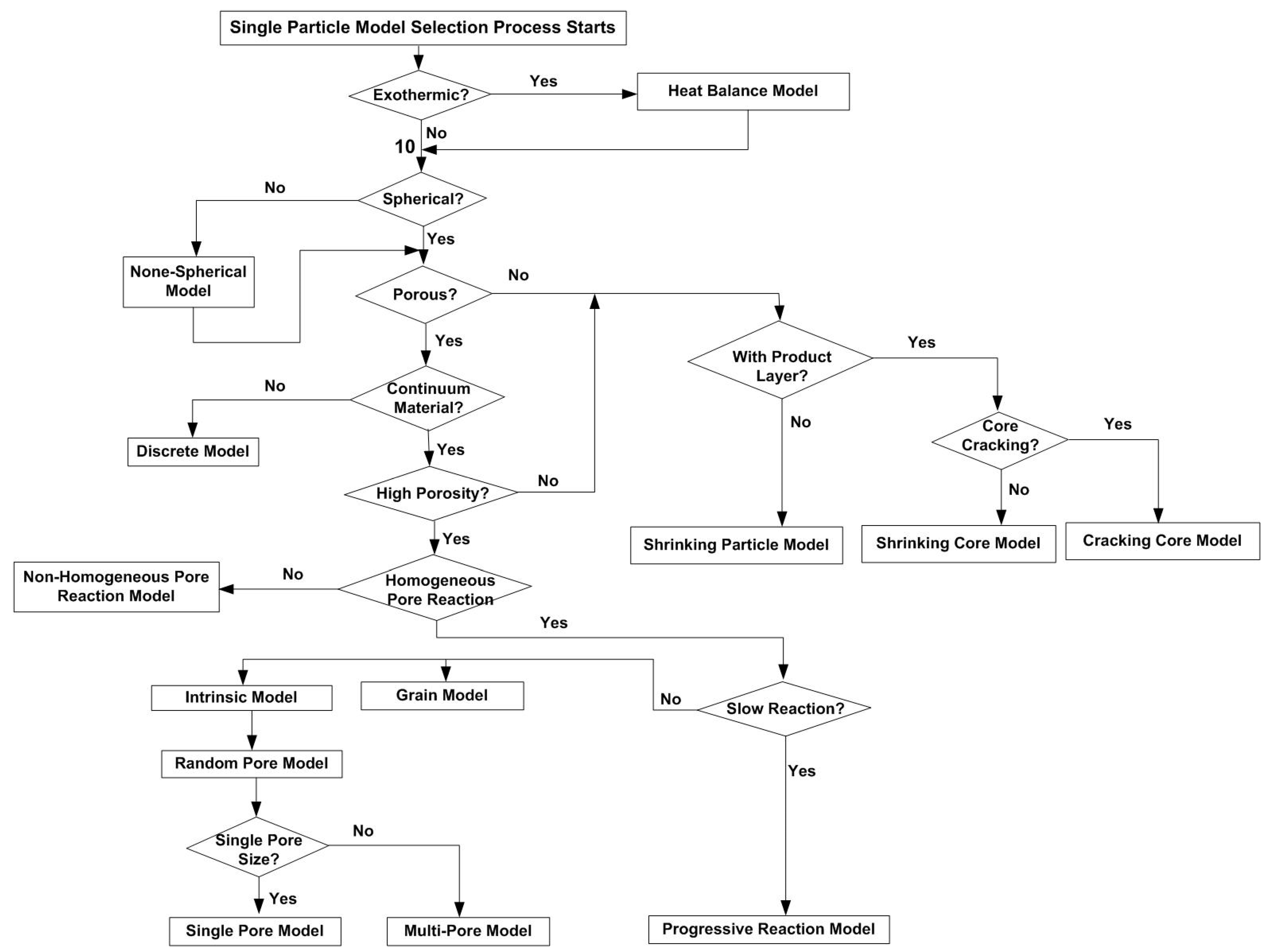
- The shrinking core model or shrinking particle model is suitable for nonporous particles. The progressive reaction model or volumetric reaction model is suitable for slow reaction of porous particle, such as the slow poisoning of a catalyst pellet. However, these two models are not suitable for porous particles with fast reaction rates, such as solid fuel combustion. The random pore model combined with the intrinsic reaction model is the most widely used model for a porous particle reaction with satisfactory accuracy;
- (2)
- The prediction accuracy for a porous particle reaction rate is heavily dependent on the accuracy of the input data acquired through experiments. These include the pore structure properties, mass diffusion coefficients inside and outside the pores, and intrinsic kinetic parameters, etc., which vary with particle size and heating rate;
- (3)
- While it has been widely recognized that the particle shape has a significant influence on biomass particle reaction rate, the common basic assumptions used in the available models are still to simply the actual irregular shape to a few simple regular ones, including sphere, slab and cylinder. However, this simplification could cause considerable prediction errors. There is still a lack in a general approach to account for the effect of particle shape on porous particle reaction so far. More research efforts should be dedicated to this important area in the future;
- (4)
- 1D homogeneous plug-flow model is most commonly used in practical engineering applications to simulate particle reactions in a fixed bed, while 3D discrete particle model requires significant computational time though attracting increasing academic research interest recently;
- (5)
- The critical particle size below which the particle internal heat and mass transfer becomes insignificant depends on the specific application conditions;
- (6)
- The flow rate of reactant fluid, can increase, decrease, or have negligible influence on the reaction rate in the fixed bed, depending on the specific application conditions;
- (7)
- There is a lack of a general correlation for voidage of bed for practical particles, which normally have irregular shapes. Therefore, more research efforts are needed in this area;
- (8)
- The hydrodynamic behaviors of the fluidized bed reactor have a significant influence on the performance of the reactor, such as fluid dynamics affects both heat and mass transfer. In a fluidized bed reactor, the smaller the particle size, the stronger the heat and mass transfer, and the higher the conversion rate;
- (9)
- Fluidization velocity can increase the heat and mass transfer and thus enhance the conversion rate. The minimum fluidization velocity increases with the increase in particle load;
- (10)
- The modelling of particle reactions in a fluidized bed needs to be further developed and improved in the future, especially when the fluidization velocity is equal or below the minimum fluidization velocity.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Grenman, H.; Salmi, T.; Murzin, D.Y. Solid-liquid reaction kinetics―experimental aspects and model development. Rev. Chem. Eng. 2011, 27, 53–77. [Google Scholar] [CrossRef]
- Salmi, T.; Warna, J.; Tolvanen, P. Understanding of solid–fluid kinetics and mass transfer: From ideal to non-ideal models, from perfect spheres to moon landscape. Front. Chem. Eng. 2020, 2, 1–9. [Google Scholar] [CrossRef]
- Bremer, J.; Sundmacher, K. Operation range extension via hot-spot control for catalytic CO2 methanation reactors. React. Chem. Eng. 2019, 4, 1019–1037. [Google Scholar] [CrossRef] [Green Version]
- Hussain, R.; Blank, J.H.; Elbashir, N.O. Modelling the fixed-bed fischer-tropsch reactor in different reaction media. Comput.-Aid. Chem. Eng. 2015, 37, 143–148. [Google Scholar]
- Toporov, D.D. Combustion of Pulverized Coal in a Mixture of Oxygen and Recycled Flue Gas; Elsevier: Amsterdam, The Netherlands, 2014. [Google Scholar]
- Dong, L.L.; Leung, C.W.; Cheung, C.S. Combustion optimization of a slot flame jet impingement system. J. Energy Inst. 2003, 76, 80–88. [Google Scholar]
- Dong, L.L.; Cheung, C.S.; Leung, C.W. Combustion optimization of a port-array inverse diffusion flame jet. Energy 2011, 36, 2834–2846. [Google Scholar] [CrossRef]
- Fan, L.S.; Miyanani, K.; Fan, L.T. Transient analysis of isothermal fluid-solid reactions system: Modeling the sigmoidal conversion-time behaviour of a gas-solid reaction. Chem. Eng. J. 1977, 13, 13–20. [Google Scholar] [CrossRef]
- Gibilaro, L.J.; Jioia, F.; Greco, G. Unsteady-state diffusion in a porous solid containing dead-ended pores. Chem. Eng. J. 1970, 1, 85–90. [Google Scholar]
- Carberry, J.J. Chemical and Catalytic Reaction; McGraw-Hill: New York, NY, USA, 1976. [Google Scholar]
- Greaves, M.; Dong, L.L.; Rigby, P.S. Simulation study of the toe-to-heel air injection three-dimensional combustion cell experiment and effects in the mobile oil zone. Energy Fuels 2012, 26, 1656–1669. [Google Scholar] [CrossRef]
- Knorr, T.; Kaiser, M.; Glenk, F.; Etzold, B.J.M. Shrinking core like fluid solid reactions—A dispersion model accounting for fluid phase volume change and solid phase particle size distributions. Chem. Eng. Sci. 2012, 69, 492–502. [Google Scholar] [CrossRef]
- Liu, M.; Mostaghimi, P. Numerical simulation of fluid-fluid-solid reactions in porous media. Int. J. Heat Mass Transf. 2018, 120, 194–201. [Google Scholar] [CrossRef]
- Salmi, T.; Grenman, H.; Warna, J.; Murzin, D.Y. Revisiting Shrinking Particle and Product Layer Models for Fluid-Solid Reactions―From Ideal Surfaces to Real Surfaces. Chem. Eng. Process. Process. Intensif. 2011, 50, 1076–1084. [Google Scholar] [CrossRef]
- Sohn, H.Y. General approach to fluid-solid reaction analysis and modelling. In Fluid-Solid Reactions, 2nd ed.; Elsevier: Amsterdam, The Netherlands, 2020. [Google Scholar]
- Sohn, H.Y.; Fan, D.Q. On the initial rate of fluid-solid reactions. Metall. Mater. Trans. B 2017, 48, 1827–1832. [Google Scholar] [CrossRef]
- Tabet, F.; Gokalp, I. Review on CFD based models for co-firing coal and biomass. Renew. Sustain. Energy Rev. 2015, 51, 1101–1114. [Google Scholar] [CrossRef]
- Mathekga, H.I.; Oboirien, B.O.; North, B.C. A review of oxy-fuel combustion in fluidized bed reactors. Int. J. Energy Res. 2016, 40, 878–902. [Google Scholar] [CrossRef]
- Kumar, H.; Mohapatra, S.K.; Singh, R.I. Review on CFD modelling of fluidized bed combustion systems based on biomass and co-firing. J. Inst. Eng. 2018, 99, 449–474. [Google Scholar] [CrossRef]
- Dernbecher, A.; Dieguez-Alonso, A.; Ortwein, A.; Tabet, F. Review on modelling approaches based on computational fluid dynamics for biomass combustion systems. Biomass Convers. Biorefin. 2019, 9, 129–182. [Google Scholar] [CrossRef]
- Jurtz, N.; Kraume, M.; Wehinger, G.D. Advances in fixed-bed reactor modeling using particle-resolved computational fluid dynamics (CFD). Rev. Chem. Eng. 2019, 35, 139–190. [Google Scholar] [CrossRef] [Green Version]
- Marangwanda, G.T.; Madyira, D.M.; Babarinde, T. Combustion models for biomass: A review. Energy Rep. 2020, 6, 664–672. [Google Scholar] [CrossRef]
- Alexiadis, A.; Dudukovic, M.P.; Ramachandran, P.; Cornell, A.; Wanngård, J. Liquid–gas flow patterns in a narrow electrochemical channel. Chem. Eng. Sci. 2011, 66, 2252–2260. [Google Scholar] [CrossRef]
- Alexiadis, A.; Cornell, A.; Dudukovic, M.P. Comparison between CFD calculations of the flow in a rotating disk cell and the Cochran/Levich equations. J. Electroanal. Chem. 2012, 669, 55–66. [Google Scholar] [CrossRef]
- Smith, I.W. The combustion rate of coal chars: A review. In 19th Symposium (International) on Combustion/The Combustion Institute; The Combustion Institute: Pittsburgh, PA, USA, 1982; pp. 1045–1065. [Google Scholar]
- Sohn, H.Y. Review of fluid-solid reaction analysis―Part 1: Single nonporous reactant solid. Can. J. Chem. Eng. 2019, 97, 2061–2067. [Google Scholar] [CrossRef]
- Sohn, H.Y. Review of fluid-solid reaction analysis―Part 2: Single porous reactant solid. Can. J. Chem. Eng. 2019, 97, 2068–2076. [Google Scholar] [CrossRef]
- Sohn, H.Y. Review of fluid-solid reaction analysis―Part 3: Complex fluid-solid reactions. Can. J. Chem. Eng. 2019, 97, 2326–2332. [Google Scholar] [CrossRef]
- Iwaszenko, S.; Howaniec, N.; Smolinski, A. Determination of random core model parameters for underground coal gasification simulation. Energy 2019, 166, 972–978. [Google Scholar] [CrossRef]
- Bhatia, S.K. The effect of pore structure on the kinetics of fluid-solid reactions. Ph.D. Thesis, University of Pennsylvania, Philadelphia, PA, USA, 1981. [Google Scholar]
- Gonzalez, J.A. Coupled fluid-solid thermal interaction modelling for efficient transient simulation of biphasic water-steam energy systems. Appl. Math. Model. 2020, 79, 566–593. [Google Scholar] [CrossRef]
- Son, H.Y.; Roy, S. Fluid-solid reaction kinetics for solids of non-basic geometries: Application of the law of additive times in combination with the shape-factor methods. Metall. Mater. Trans. B 2020, 51, 601–610. [Google Scholar] [CrossRef]
- Wen, C.Y. Noncatalytic heterogeneous solid–fluid reaction models. Ind. Eng. Chem. 1968, 60, 34–54. [Google Scholar] [CrossRef]
- Martins, J.P.; Margarido, F. The cracking and shrinking model for solid–fluid reactions. Mater. Chem. Phys. 1996, 44, 156–169. [Google Scholar] [CrossRef]
- Park, J.Y.; Levenspiel, O. The cracking core model for the reaction of solid particles. Chem. Eng. Sci. 1975, 30, 1207–1214. [Google Scholar] [CrossRef]
- Gago, P.A.; Raeini, A.Q.; King, P. A spatially resolved fluid-solid interaction model for dense granular packs/soft-sand. Adv. Water Resour. 2020, 136, 103454. [Google Scholar] [CrossRef] [Green Version]
- Ngo, S.I.; Lim, Y.I.; Lee, D.; Go, K.S.; Seo, M.W. Flow behaviours, reaction kinetics, and optimal design of fixed- and fluidized-beds for CO2 methanation. Fuel 2020, 275, 117886. [Google Scholar] [CrossRef]
- Zhou, Z.; Yan, D.; Zhu, J.; Zheng, Y.; Li, H.; Zhu, Q. Simulation of the fluid-solid noncatalytic reaction based on the structure-based mass-transfer model: Shrinking core reaction. Ind. Eng. Chem. Res. 2020, 59, 17729–17739. [Google Scholar] [CrossRef]
- Ishid, M.; Wen, C.Y. Comparison of kinetic and diffusional models for solid-gas reactions. AIChE J. 1968, 14, 311–317. [Google Scholar] [CrossRef]
- Annamalai, K.; Ryan, W. Interactive processes in gasification and combustion―II. isolated carbon, coal and porous char particles. Prog. Energy Combut. 1993, 19, 383–446. [Google Scholar] [CrossRef]
- Ishida, M.; Wen, C.Y.; Shirai, T. Comparison of zone-reaction model and unreacted core shrinking model in solid-gas reactions―Non isothermal analysis. Chem. Eng. Sci. 1971, 26, 1043–1048. [Google Scholar] [CrossRef]
- Cao, H.; Karampalis, D.; Li, Y.; Caragay, J.; Alexiadis, A.; Zhang, Z.; Fryer, P.J. Abrupt disintegration of highly porous particles in early stage dissolution. Powder Technol. 2018, 333, 394–403. [Google Scholar] [CrossRef] [Green Version]
- Becker, P.; Glenk, F.; Kormann, M.; Popovska, N.; Etzold, B.J.M. Chlorination of titanium carbide for processing of nanoporous carbon: A kinetic study. Chem. Eng. J. 2010, 159, 236–241. [Google Scholar] [CrossRef]
- Backreedy, R.I.; Fletcher, L.M.; Ma, L.; Pourkashanian, M.; Williams, A. Modelling pulverized coal combustion using a detailed coal combustion model. Combust. Sci. Technol. 2006, 178, 763–783. [Google Scholar] [CrossRef]
- Scott Fogler, H. Chapter 11: External diffusion effects on heterogeneous reactions. In Elements of Chemical Reaction Engineering; Pearson Education: London, UK, 2008. [Google Scholar]
- Scott Fogler, H. Chapter 12, Diffusion and reaction. In Elements of Chemical Reaction Engineering; Pearson Education: London, UK, 2008. [Google Scholar]
- Wen, C.Y.; Wang, S.C. Thermal and diffusion effects in noncatalytic solid gas reactions. Ind. Eng. Chem. 1970, 62, 30–51. [Google Scholar] [CrossRef]
- Wheeler, A. Reaction rates and selectivity in catalyst pores. Adv. Catal. 1951, 3, 249–327. [Google Scholar]
- Aris, R. On shape factors for irregular particles―I. the steady-state problem. Diffus. React. Chem. Eng. Sci. 1957, 6, 262–268. [Google Scholar] [CrossRef]
- Aris, R. On shape factors for irregular particles―II. the transient problem. heat transfer to a packed bed. Chem. Eng. Sci. 1957, 7, 8–14. [Google Scholar] [CrossRef]
- Salmi, T.; Grenman, H.; Warna, J.; Murzin, D. New modelling approach to liquid-solid reaction kinetics: From ideal particles to real particles. Chem. Eng. Res. Des. 2013, 91, 1876–1889. [Google Scholar] [CrossRef]
- Trubetskaya, A.; Beckmann, G.; Wadenback, J.; Holm, J.K.; Velaga, S.P.; Weber, R. One way of representing the size and shape of biomass particles in combustion modelling. Fuel 2017, 206, 675–683. [Google Scholar] [CrossRef] [Green Version]
- Haseli, Y.; van Oijen, J.A.; de Geoy, L.P.H. A detailed one-dimensional model of combustion of a woody biomass particle. Bioresour. Technol. 2011, 102, 9772–9782. [Google Scholar] [CrossRef]
- Lu, H.; Robert, W.; Peirce, G.; Ripa, B.; Baxter, L.L. Comprehensive study of biomass particle combustion. Energy Fuels 2008, 22, 2826–2839. [Google Scholar] [CrossRef]
- Momeni, M.; Yin, C.; Kar, S.; Hvid, S.L. Comprehensive study of ignition and combustion of single wooden particles. Energy Fuels 2013, 27, 1061–1072. [Google Scholar] [CrossRef]
- Namkung, H.; Lee, Y.J.; Park, J.H.; Song, G.S.; Choi, J.W.; Choi, Y.C.; Park, S.J.; Kim, J.G. Blending effect of sewage sludge and woody biomass into coal on combustion and ash agglomeration behaviour. Fuel 2018, 225, 266–276. [Google Scholar] [CrossRef]
- Issac, M.; Girolamo, D.; Dai, B.; Hosseini, T.; Zhang, L. Influence of biomass blends on the particle temperature and burnout characteristics during oxy-fuel co-combustion of coal. J. Energy Inst. 2020, 93, 1–14. [Google Scholar] [CrossRef]
- Yang, Y.B.; Sharifi, V.N.; Swithenbank, J.; Ma, L.; Darvell, L.I.; Jones, J.M.; Pourkashanian, M.; Williams, A. Combustion of a Single Particle of Biomass. Energy Fuels 2008, 22, 306–316. [Google Scholar] [CrossRef]
- Yin, C.; Rosendahl, L.; Kar, S.K.; Condra, T.J. Use of numerical modeling in design for co-firing biomass in wall-fired burners. Chem. Eng. Sci. 2004, 59, 3281–3292. [Google Scholar] [CrossRef]
- Li, Z.; Fang, F.; Tang, X.; Cai, N. Effect of temperature on the carbonation reaction of cao with CO2. Energy Fuel 2012, 26, 2473–2482. [Google Scholar] [CrossRef]
- Sahimi, M.; Gavalas, G.R.; Tsotsis, T.T. Statistical and continuum models of fluid-solid reactions in porous media. Chem. Eng. Sci. 1990, 45, 1443–1502. [Google Scholar] [CrossRef]
- Sezekely, J.; Evans, J.W. A structural model for gas-solid reactions with a moving boundary. Chem. Eng. Sci. 1970, 25, 1091–1107. [Google Scholar] [CrossRef]
- Bhatia, S.K.; Perlmutter, D.D. A random pore model for fluid-solid reactions: II. diffusion and transport effects. AIChE J. 1981, 27, 247–254. [Google Scholar] [CrossRef]
- Bahrami, R.; Ebrahim, H.; Halladj, R. Comparison of random pore model, modified grain model, and volume reaction model predictions with experimental results of SO2 removal reaction by CuO. J. Ind. Eng. Chem. 2015, 30, 372–378. [Google Scholar] [CrossRef]
- Fatehi, H.; Bai, X.S. Effect of pore size on the gasification of biomass char. Energy Procedia 2015, 75, 779–785. [Google Scholar] [CrossRef] [Green Version]
- Kleinhans, U.; Halama, S.; Spliethoff, H. The role of gasification reactions during pulverized solid fuel combustion: A detailed char combustion model based on measurement of char structure and kinetics for coal and pre-treated biomass. Combust. Flame 2017, 284, 117–135. [Google Scholar] [CrossRef]
- Field, M.A.; Gill, D.W.; Morgan, B.B.; Hawksley, P.G.W. Combustion of Pulverized Coal; British Coal Utilization Research Association: Surrey, UK, 1967. [Google Scholar]
- Miyabe, K.; Isogai, R. Estimation of molecular diffusivity in liquid phase systems by the Wike-Chang equation. J. Chromatogr. A 2011, 1218, 6639–6645. [Google Scholar] [CrossRef]
- Bhatia, S.K.; Perlmutter, D.D. A random core model for fluid-solid reactions: I. isothermal, kinetic control. AIChE J. 1980, 26, 379–385. [Google Scholar] [CrossRef]
- Scaltsoyiannes, A.; Antzaras, A.; Koilaridis, G.; Lemonidou, A. Towards a generalized carbonation kinetic model of CaO-based materials using a modified random pore model. Chem. Eng. J. 2021, 407, 107207. [Google Scholar] [CrossRef]
- Dasappa, S.; Paul, P.J.; Mukunda, H.S.; Shrinivasa, U. The gasificaiton of wood-char spheres in CO2/N2 mixtures: Analysis and experiments. Chem. Eng. Sci. 1994, 49, 223–232. [Google Scholar] [CrossRef]
- Alexiadis, A.; Mazzarino, I. Design guidelines for fixed-bed photocatalytic reactors. Chem. Eng. Process. Process. Intensif. 2005, 44, 453–459. [Google Scholar] [CrossRef]
- Alexiadis, A.; Baldi, G.; Mazzarino, I. Modelling of a photocatalytic reactor with a fixed bed of supported catalyst. Catal. Today 2001, 66, 467–474. [Google Scholar] [CrossRef]
- Kunii, D.; Levenspiel, O. Fluidization Engineering; Butterworth-Heinemann: London, UK, 1991. [Google Scholar]
- Zhang, H.; Sun, Z.; Zhang, M.; Shao, Y.; Zhu, J. Comparison of the flow structure and regime transitions between a cylindrical fluidized bed and a square fluidized bed. Powder Technol. 2020, 376, 50–516. [Google Scholar] [CrossRef]
- Alexiadis, A.; Gardin, P.; Domgin, J.F. Spot turbulence, breakup, and coalescence of bubbles released from a porous plug injector into a gas-stirred ladle. Metall. Mater. Trans. B 2004, 35, 949–956. [Google Scholar] [CrossRef]
- Alexiadis, A.; Gardin, P.; Domgin, J.F. Probabilistic approach for break-up and coalescence in bubbly-flow and coupling with CFD codes. Appl. Math. Model. 2007, 31, 2051–2061. [Google Scholar] [CrossRef]
- Hlavácek, V.; Puszynski, J.A.; Vijoen, H.J.; Gatica, J.E. Model reactors and their design equations. In Ullmann’s Encyclopedia of Industrial Chemistry; Elvers, B., Ed.; Wiley-VCH: Weinheim, Germany, 2014. [Google Scholar]
- Bercic, G.; Levec, J. Intrinsic and global reaction rate of methanol dehydration over gamma alumina pellets. Indus. Eng. Chem. Res. 1992, 31, 1035–1040. [Google Scholar] [CrossRef]
- Everson, R.C.; Mulder, H.; Keyser, M.J. The fischer-tropsch reaction with supported ruthenium catalysts—Modeling and evaluation of the reaction-rate equation for a fixed-bed reactor. Appl. Catal. A Gen. 1996, 142, 223–241. [Google Scholar] [CrossRef]
- Ghavipour, M.; Behbahani, R.M. Fixed-bed reactor modeling for methanol to dimethyl ether (DME) reaction over γ-alumina using a new practical reaction model. J. Ind. Eng. Chem. 2014, 20, 1942–1951. [Google Scholar] [CrossRef]
- Nasehi, S.M.; Eslamlueyan, R.; Jahanmiri, A. Simulation of DME reactor from methanol. In Proceedings of the 11th Chemical Engineering Conference, Kish Island, Iran, 28–30 November 2006. [Google Scholar]
- Zhu, Y.P.; Tu, S.; Luo, Z.H. Modeling for the catalytic coupling reaction of carbon monoxide to diethyl oxalate in fixed-bed reactors: Reactor model and its applications. Chem. Eng. Res. Des. 2012, 90, 1361–1371. [Google Scholar] [CrossRef]
- Karthik, G.M.; Buwa, V.V. Effect of particle shape on fluid flow and heat transfer for methane steam reforming reactions in a packed bed. AIChE J. 2017, 63, 366–377. [Google Scholar] [CrossRef]
- Partopour, B.; Dixon, A.G. n-butane partial oxidation in a fixed bed: A resolved particle computational fluid dynamics simulation. Can. J. Chem. Eng. 2018, 96, 1946–1956. [Google Scholar] [CrossRef]
- Partopour, B.; Dixon, A.G. Integrated multiscale modelling of fixed bed reactors: Studying the reactor under dynamic reaction conditions. Chem. Eng. J. 2019, 377, 119738. [Google Scholar] [CrossRef]
- Wehinger, G.D.; Eppinger, T.; Kraume, M. Detailed numerical simulations of catalytic fixed-bed reactors: Heterogeneous dry reforming of methane. Chem. Eng. Sci. 2015, 122, 197–209. [Google Scholar] [CrossRef]
- Dixon, A.G.; Medeiros, N.J. Computational fluid dynamics simulations of gas-phase radial dispersion in fixed beds with wall effects. Fluids 2017, 2, 56. [Google Scholar] [CrossRef]
- Davoodi, S.M.; Brar, S.K.; Cloutier, R.G.; Martel, R. Performance of packed and fluidized bed columns for the removal of unconventional oil using modified dolomite. Fuel 2021, 285, 119191. [Google Scholar] [CrossRef]
- Benyahia, F.; O’Neill, K.E. Enhanced voidage correlations for packed beds of various particle shape and sizes. Part. Sci. Technol. 2005, 23, 169–177. [Google Scholar] [CrossRef]
- Langer, G.; Roethe, A.; Roethe, K.P.; Gelbin, D. Heat and mass transfer in packed beds—III. axial mass dispersion. Int. J. Heat Mass Transf. 1978, 21, 751–759. [Google Scholar] [CrossRef]
- Wicke, E. Bedeutung der molckularen Diffusion fur chromatographische Verfahren. Ber. Bunsenges. Phys. Chem. 1973, 77, 160–171. [Google Scholar]
- Bischoff, K.B. A note on gas dispersion in packed beds. Chem. Eng. Sci. 1969, 24, 607. [Google Scholar] [CrossRef]
- Shin, D.; Choi, S. The combustion of simulated waste particles in a fixed bed. Combust. Flame 2000, 121, 167–180. [Google Scholar] [CrossRef]
- Chen, X.; Dai, J.; Luo, Z. CFD modelling using heterogeneous reaction kinetics for catalytic dehydrogenation syngas reactions in a fixed-bed reactor. Particuology 2013, 11, 703–714. [Google Scholar] [CrossRef]
- Kiewidt, L.; Thoming, J. Predicting optimal temperature profiles in single-stage fixed-bed reactors for CO2-methanation. Chem. Eng. Sci. 2015, 132, 59–71. [Google Scholar] [CrossRef]
- Maroufi, S.; Khoshandam, B.; Kumar, R.V. Comparison between fluidized bed and packed bed reactors: Non-catalytic gas-solid reactions. Ironmak. Steelmak. Process. Prod. Appl. 2012, 39, 301–311. [Google Scholar] [CrossRef]
- Scaltsoyiannes, A.; Lemonidou, A. CaCO3 decomposition for calcium-looping applications: Kinetic modelling in a fixed-bed reactor. Chem. Eng. Sci. 2020, X8, 100071. [Google Scholar] [CrossRef]
- Edwards, S.E.B.; Materić, V. Calcium looping in solar power generation plants. Sol. Energy 2012, 86, 2494–2503. [Google Scholar] [CrossRef]
- Hu, N.; Scaroni, A.W. Calcination of pulverized limestone particles under furnace injection conditions. Fuel 1996, 75, 177–186. [Google Scholar] [CrossRef]
- Donaubaur, P.J.; Schmalhorst, L.; Hinrichsen, O. 2D flow fields in fixed-bed reactor design: A robust methodology for continuum models. Chem. Eng. Sci. 2019, 208, 115–137. [Google Scholar] [CrossRef]
- Cui, Y.; Fu, W.; Zhang, Y.; Cao, X.; Xu, P.; Rehan, M.A.; Li, B. Experimental fluidization performances of silicon carbide in a fluidized bed. Chem. Eng. Process. 2020, 154, 108016. [Google Scholar] [CrossRef]
- Harnby, N.; Edwards, N.F.; Nienow, A.W. Mixing in the Process Industries; Elsevier: Amsterdam, The Netherlands, 1992. [Google Scholar]
- Anantharaman, A.; Cocco, R.A.; Chew, J.W. Evaluation of correlations for minimum fluidization velocity in gas-solid fluidization. Powder Technol. 2018, 323, 454–485. [Google Scholar] [CrossRef]
- Gomez-Barea, A.; Leckner, B. Modeling of biomass gasification in fluidized bed. Prog. Energy Combust. 2010, 36, 444–509. [Google Scholar] [CrossRef]
- Berg, L.V.; Soria-Verdugo, A.; Hochenauer, C.; Scharler, R.; Anca-Couce, A. Evaluation of heat transfer models at various fluidization velocities for biomass pyrolysis conducted in a bubbling fluidized bed. Int. J. Heat Mass Transf. 2020, 160, 120175. [Google Scholar] [CrossRef]
- Das, H.J.; Mahanta, P.; Sailia, R.; Aamir, M.S. Performance evaluation of drying characteristics in conical bubbling fluidized bed dryer. Powder Technol. 2020, 374, 534–543. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters | Micro-Pores | Meso-Pores | Macro-Pores | |||
|---|---|---|---|---|---|---|
| Radius (nm) | 1 | 4.4 | 20 | 180 | 1130 | 6000 |
| Porosity | 0.147 | 0.03 | 0.05 | 0.09 | 0.113 | 0.3 |
| Specific Area (m2/m3) | ||||||
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Dong, L.; Mazzarino, I.; Alexiadis, A. Development of Solid–Fluid Reaction Models—A Literature Review. ChemEngineering 2021, 5, 36. https://doi.org/10.3390/chemengineering5030036
Dong L, Mazzarino I, Alexiadis A. Development of Solid–Fluid Reaction Models—A Literature Review. ChemEngineering. 2021; 5(3):36. https://doi.org/10.3390/chemengineering5030036
Chicago/Turabian StyleDong, Leilei, Italo Mazzarino, and Alessio Alexiadis. 2021. "Development of Solid–Fluid Reaction Models—A Literature Review" ChemEngineering 5, no. 3: 36. https://doi.org/10.3390/chemengineering5030036
APA StyleDong, L., Mazzarino, I., & Alexiadis, A. (2021). Development of Solid–Fluid Reaction Models—A Literature Review. ChemEngineering, 5(3), 36. https://doi.org/10.3390/chemengineering5030036