
Evaluation of One- and Two-Box Models as Particle Exposure Prediction Tools at Industrial Scale

 , , , ,
, , , , 
Abstract
:1. Introduction
2. Materials and Methods
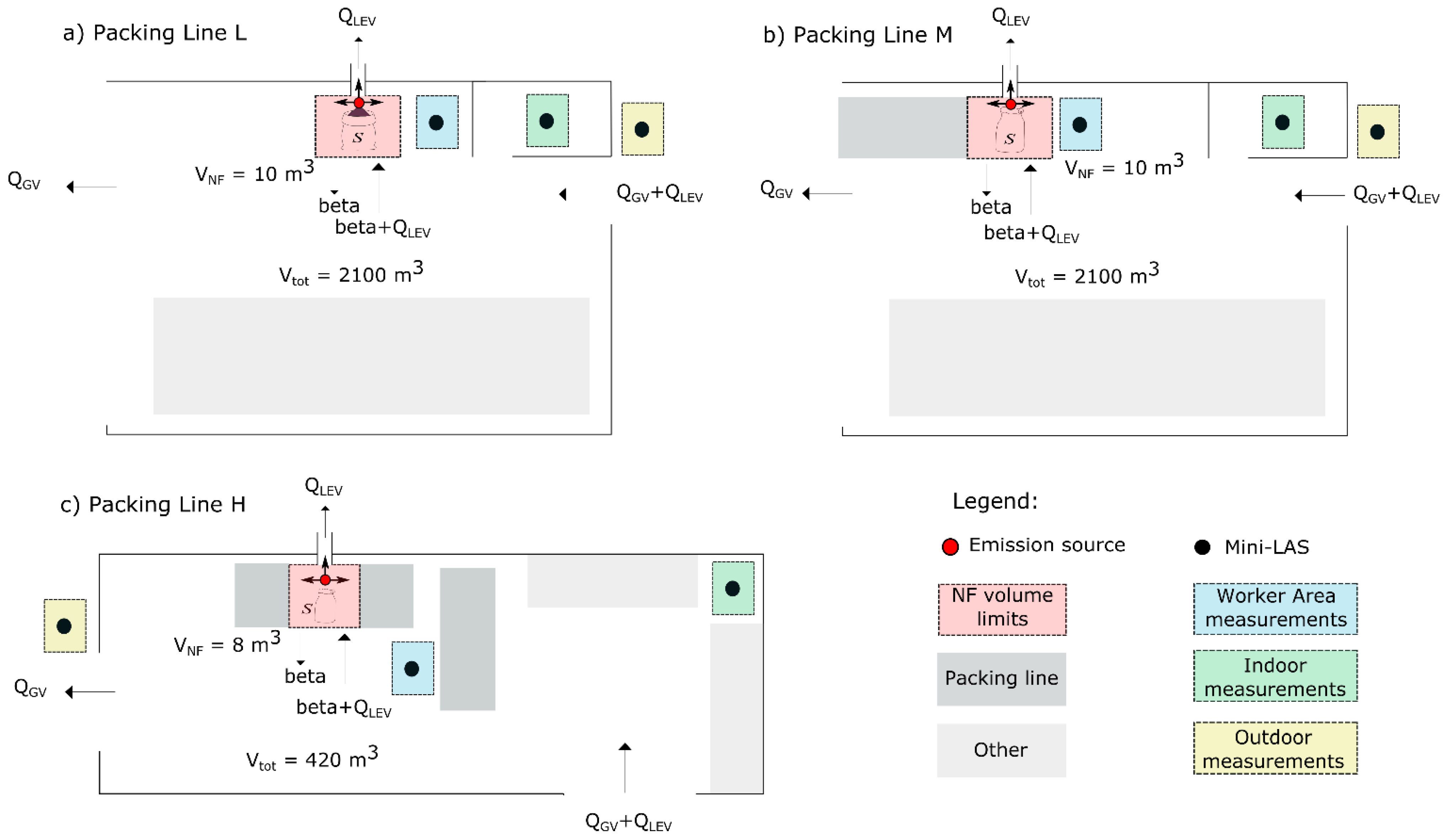
2.1. Materials and Work Environment
2.2. Aerosol Measurements
2.3. Dustiness
2.4. One- and Two-Box Models
2.4.1. Emission Source Characterization and Parametrization
2.4.2. One-Box Model
2.4.3. Two-Box Model
- −
- Mass balance in the NF:
- −
- Mass balance in the FF:
2.5. Model Parametrization and Evaluation
3. Results and Discussion
3.1. Dustiness Method and Modelled Exposure to Inhalable and Respirable Dust
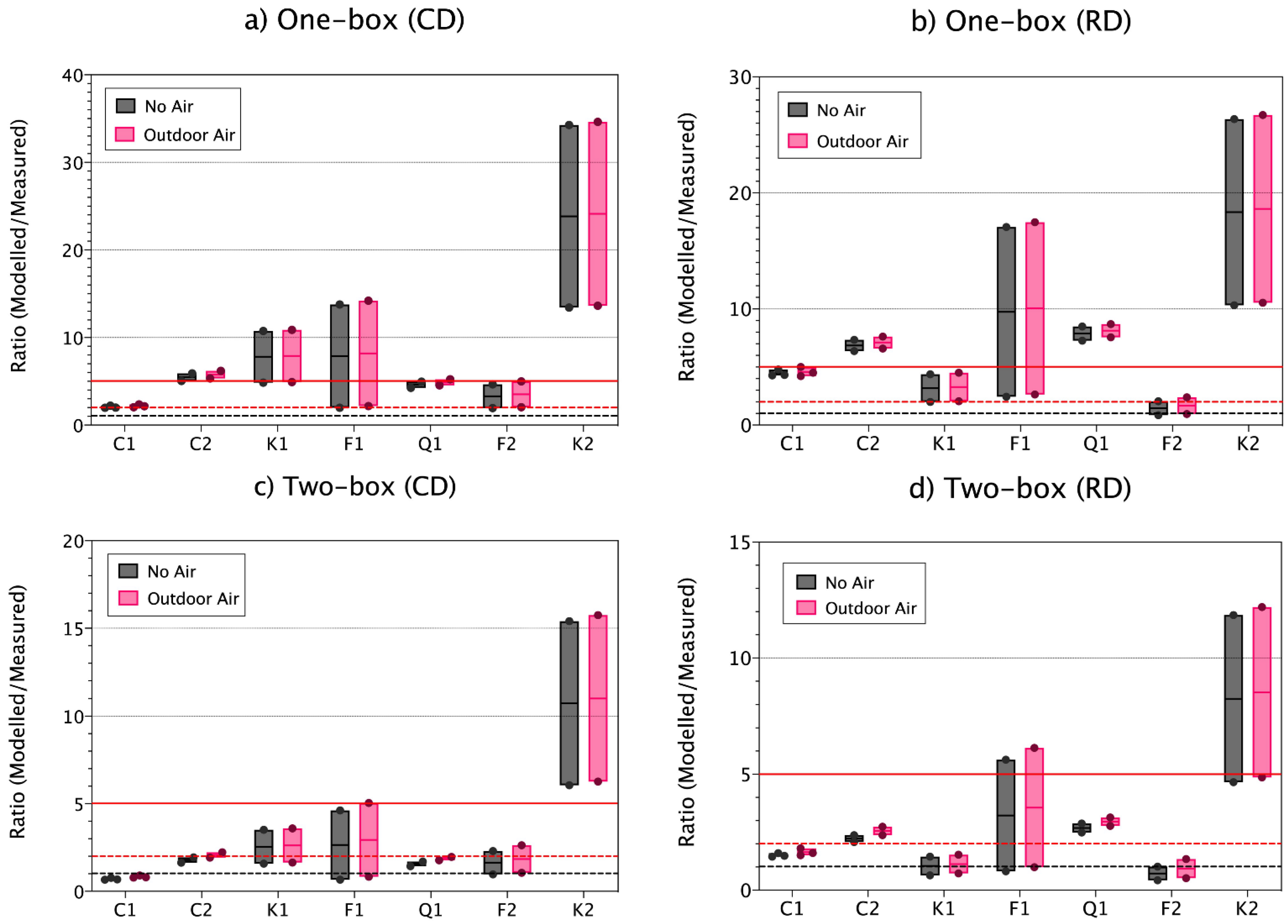
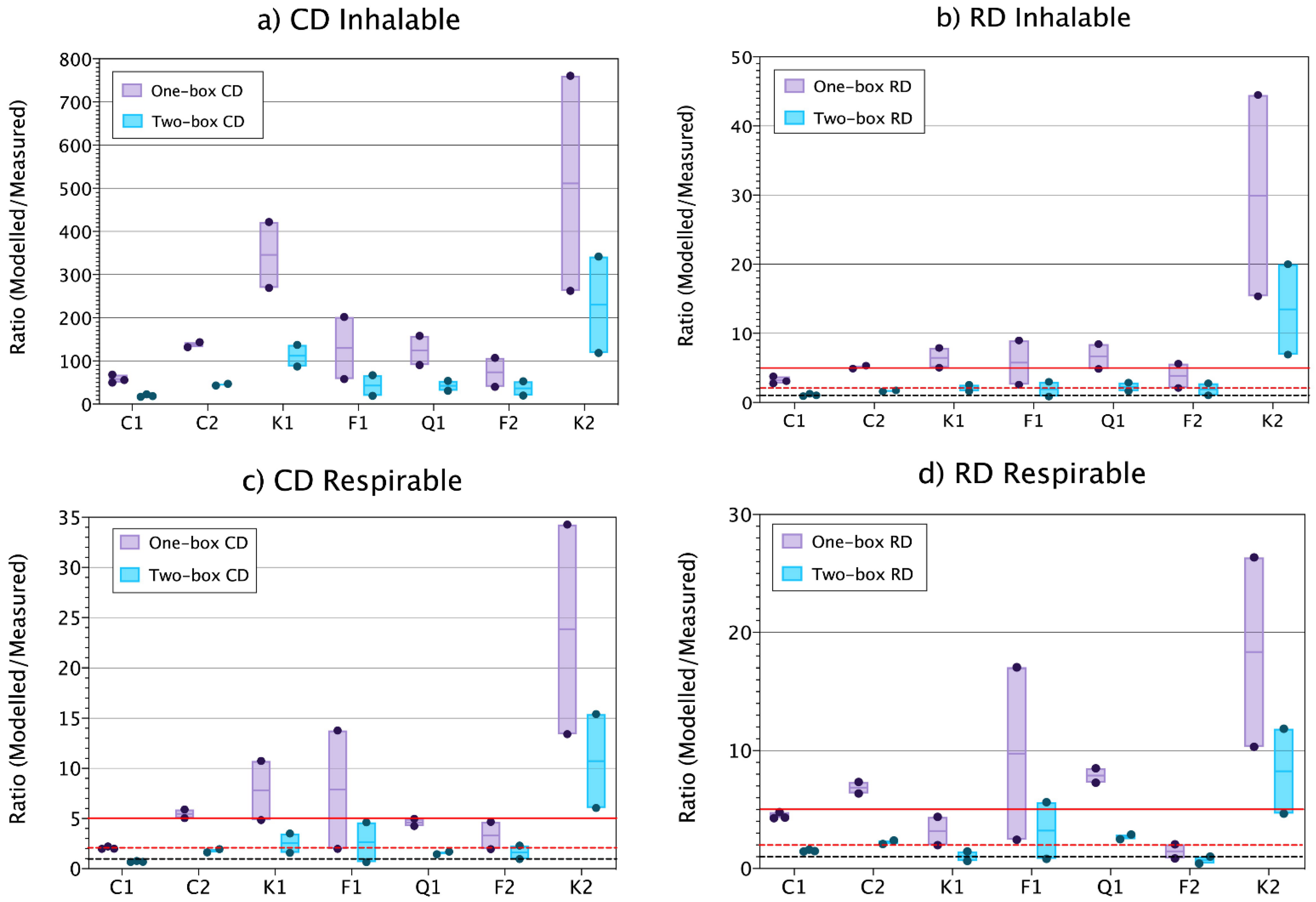
3.2. Model Performance Comparison between One- and Two-Box Models
3.3. Effect of Background Concentrations on Modelled Respirable Mass
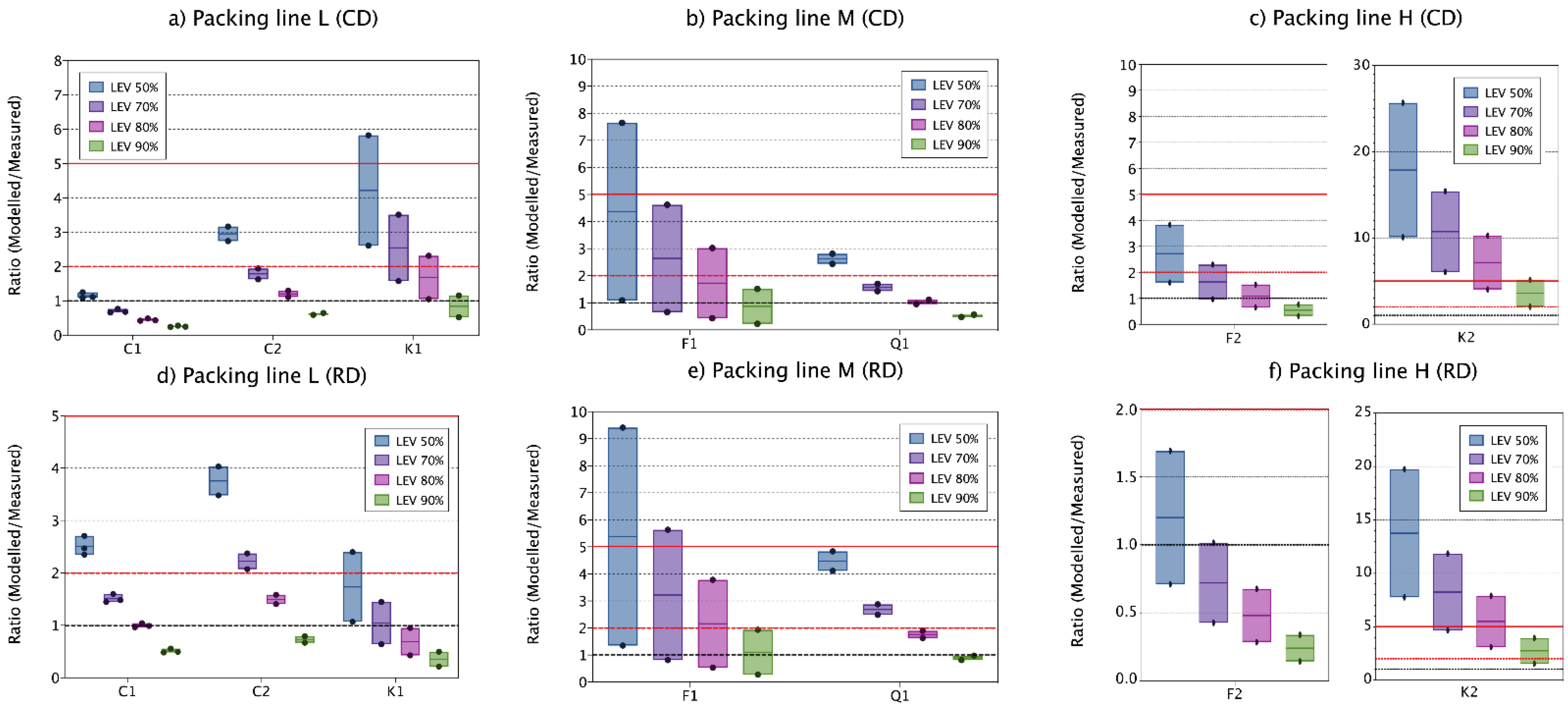
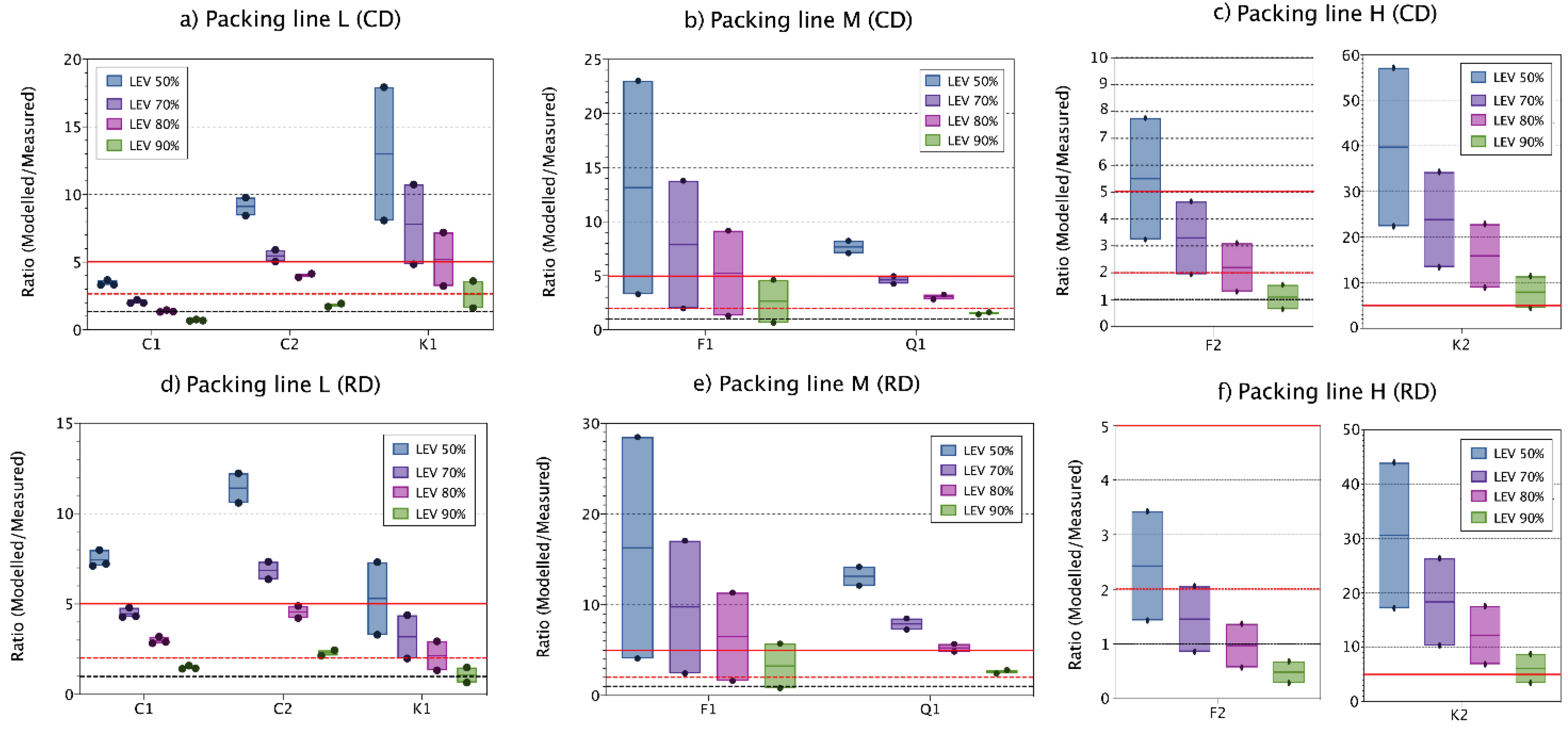
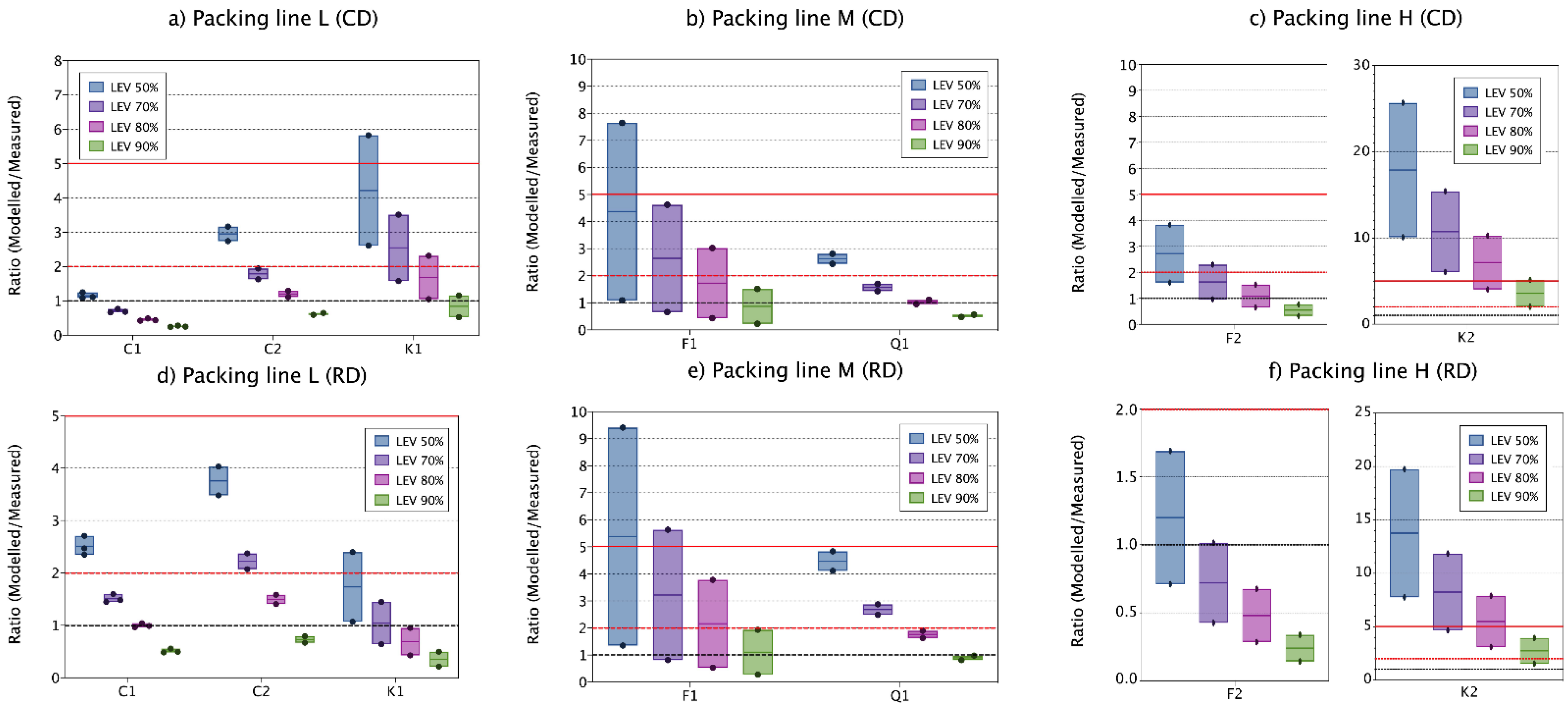
3.4. Effect of LEV Reduction on Modelled Respirable Concentrations
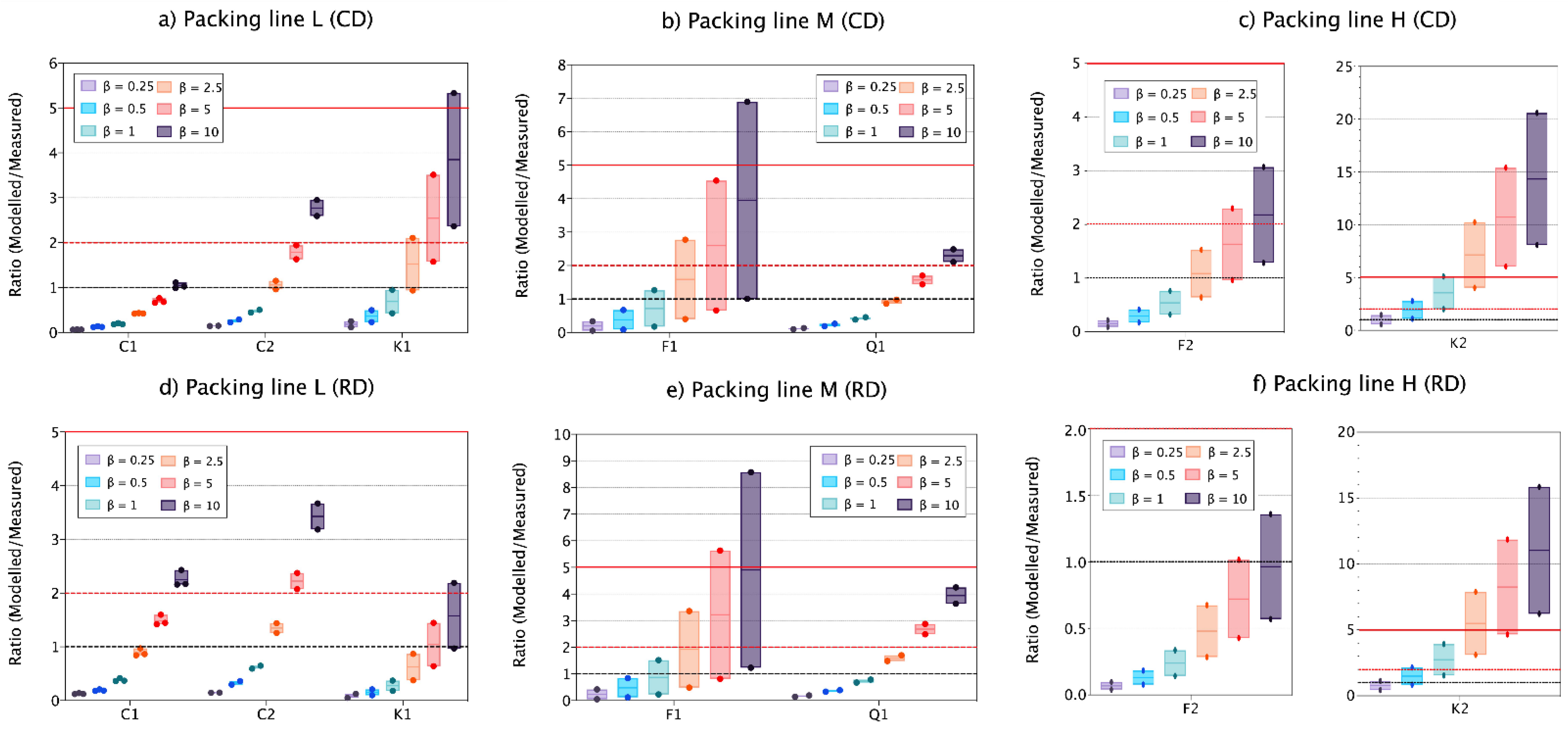
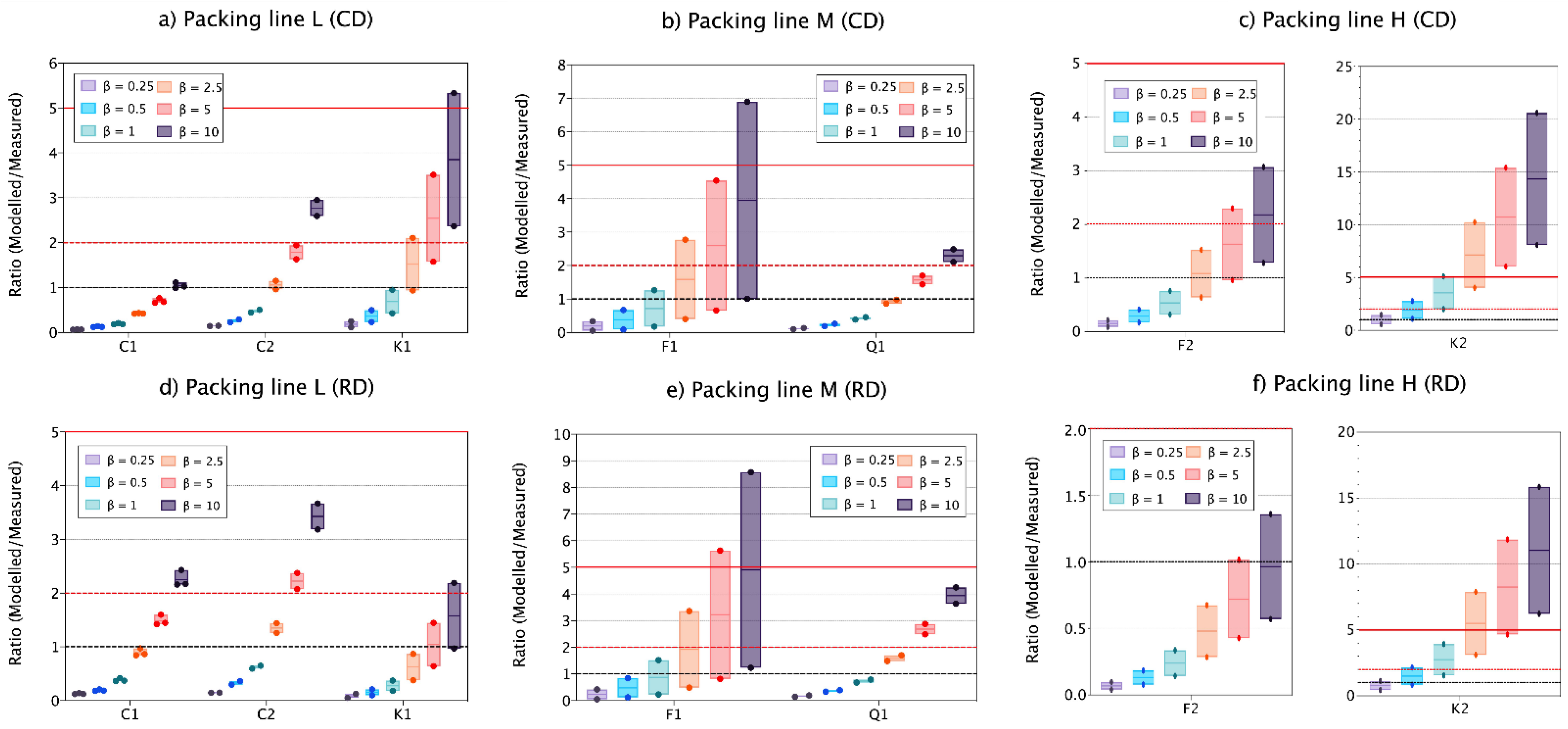
3.5. Effect of Inter-Zonal Flows (β) on Modelled Respirable Concentrations
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- ECHA. Guidance on Information Requirements and Chemical Safety Assessment. Chapter R. 14: Occupational Exposure Assessment; European Chemicals Agency: Helsinki, Finland, 2016; ISBN 9789292477752.
- CEN—Technical Bodies. Available online: https://standards.cen.eu/dyn/www/f?p=204:110:0::::FSP_PROJECT,FSP_ORG_ID:67662,6119&cs=14AF6DBAB8597419DB537B242544A737F (accessed on 20 August 2021).
- Koivisto, A.J.; Spinazzè, A.; Verdonck, F.; Borghi, F.; Löndahl, J.; Koponen, I.K.; Verpaele, S.; Jayjock, M.; Hussein, T.; Lopez de Ipiña, J.; et al. Assessment of Exposure Determinants and Exposure Levels by Using Stationary Concentration Measurements and a Probabilistic Near-Field/Far-Field Exposure Model. Open Res. Eur. 2021, 1, 72. [Google Scholar] [CrossRef]
- Keil, C.B. A Tiered Approach to Deterministic Models for Indoor Air Exposures. Appl. Occup. Environ. Hyg. 2000, 15, 145–151. [Google Scholar] [CrossRef]
- Ramachandran, G. Occupational Exposure Assessment for Air Contaminants; Taylor & Francis Group, LLC: Boca Raton, FL, USA, 2005; ISBN 1-5667-0609-2. [Google Scholar]
- Spencer, J.W.; Plisko, M.J. A Comparison Study Using a Mathematical Model and Actual Exposure Monitoring for Estimating Solvent Exposures during the Disassembly of Metal Parts. J. Occup. Environ. Hyg. 2007, 4, 253–259. [Google Scholar] [CrossRef]
- Koivisto, A.J.; Kling, K.I.; Hänninen, O.; Jayjock, M.; Löndahl, J.; Wierzbicka, A.; Fonseca, A.S.; Uhrbrand, K.; Boor, B.E.; Jiménez, A.S.; et al. Source Specific Exposure and Risk Assessment for Indoor Aerosols. Sci. Total Environ. 2019, 668, 13–24. [Google Scholar] [CrossRef]
- Arnold, S.F.; Shao, Y.; Ramachandran, G. Evaluating Well-Mixed Room and near-Field–Far-Field Model Performance under Highly Controlled Conditions. J. Occup. Environ. Hyg. 2017, 14, 427–437. [Google Scholar] [CrossRef]
- Jayjock, M.A.; Armstrong, T.; Taylor, M. The Daubert Standard as Applied to Exposure Assessment Modeling Using the Two-Zone (NF/FF) Model Estimation of Indoor Air Breathing Zone Concentration as an Example. J. Occup. Environ. Hyg. 2011, 8, D114–D122. [Google Scholar] [CrossRef]
- Jensen, A.; Dal Maso, M.; Koivisto, A.; Belut, E.; Meyer-Plath, A.; van Tongeren, M.; Sánchez Jiménez, A.; Tuinman, I.; Domat, M.; Toftum, J.; et al. Comparison of Geometrical Layouts for a Multi-Box Aerosol Model from a Single-Chamber Dispersion Study. Environments 2018, 5, 52. [Google Scholar] [CrossRef] [Green Version]
- Jensen, A.C.Ø.; Poikkimäki, M.; Brostrøm, A.; Dal Maso, M.; Nielsen, O.J.; Rosenørn, T.; Butcher, A.; Koponen, I.K.; Koivisto, A.J. The Effect of Sampling Inlet Direction and Distance on Particle Source Measurements for Dispersion Modelling. Aerosol Air Qual. Res. 2019, 19, 1114–1125. [Google Scholar] [CrossRef]
- Nicas, M. The near Field/Far Field Model with Constant Application of Chemical Mass and Exponentially Decreasing Emission of the Mass Applied. J. Occup. Environ. Hyg. 2016, 13, 519–528. [Google Scholar] [CrossRef] [PubMed]
- Ribalta, C.; Koivisto, A.J.; López-Lilao, A.; Estupiñá, S.; Minguillón, M.C.; Monfort, E.; Viana, M. Testing the Performance of One and Two Box Models as Tools for Risk Assessment of Particle Exposure during Packing of Inorganic Fertilizer. Sci. Total Environ. 2019, 650, 2423–2436. [Google Scholar] [CrossRef]
- Koivisto, A.J.; Jensen, A.C.Ø.; Levin, M.; Kling, K.I.; Maso, M.D.; Nielsen, S.H.; Jensen, K.A.; Koponen, I.K. Testing the near Field/Far Field Model Performance for Prediction of Particulate Matter Emissions in a Paint Factory. Environ. Sci. Process. Impacts 2015, 17, 62–73. [Google Scholar] [CrossRef] [Green Version]
- Fonseca, A.S.; Kuijpers, E.; Kling, K.I.; Levin, M.; Koivisto, A.J.; Nielsen, S.H.; Fransman, W.; Fedutik, Y.; Jensen, K.A.; Koponen, I.K. Particle Release and Control of Worker Exposure during Laboratory-Scale Synthesis, Handling and Simulated Spills of Manufactured Nanomaterials in Fume Hoods. J. Nanopart. Res. 2018, 20, 48. [Google Scholar] [CrossRef] [Green Version]
- Sahmel, J.; Unice, K.; Scott, P.; Cowan, D.; Paustenbach, D. The Use of Multizone Models to Estimate an Airborne Chemical Contaminant Generation and Decay Profile: Occupational Exposures of Hairdressers to Vinyl Chloride in Hairspray during the 1960s and 1970s. Risk Anal. 2009, 29, 1699–1725. [Google Scholar] [CrossRef]
- Mølgaard, B.; Ondráček, J.; Št´ávová, P.; Džumbová, L.; Barták, M.; Hussein, T.; Smolík, J. Migration of Aerosol Particles inside a Two-Zone Apartment with Natural Ventilation: A Multi-Zone Validation of the Multi-Compartment and Size-Resolved Indoor Aerosol Model. Indoor Built Environ. 2014, 23, 742–756. [Google Scholar] [CrossRef]
- Keil, C.; Zhao, Y. Interzonal Airflow Rates for Use in Near-Field Far-Field Workplace Concentration Modeling. J. Occup. Environ. Hyg. 2017, 14, 793–800. [Google Scholar] [CrossRef]
- Tielemans, E.; Noy, D.; Schinkel, J.; Heussen, H.; van der Schaaf, D.; West, J.; Fransman, W. Stoffenmanager Exposure Model: Development of a Quantitative Algorithm. Ann. Occup. Hyg. 2008, 52, 443–454. [Google Scholar] [CrossRef] [PubMed]
- Fransman, W.; van Tongeren, M.; Cherrie, J.W.; Tischer, M.; Schneider, T.; Schinkel, J.; Kromhout, H.; Warren, N.; Goede, H.; Tielemans, E. Advanced Reach Tool (ART): Development of the Mechanistic Model. Ann. Occup. Hyg. 2011, 55, 957–979. [Google Scholar] [CrossRef] [Green Version]
- Schneider, T.; Jensen, K.A. Combined Single-Drop and Rotating Drum Dustiness Test of Fine to Nanosize Powders Using a Small Drum. Ann. Occup. Hyg. 2007, 52, 23–34. [Google Scholar] [CrossRef]
- Lidén, G. Dustiness Testing of Materials Handled at Workplaces. Ann. Occup. Hyg. 2006, 50, 437–439. [Google Scholar] [CrossRef]
- van Tongeren, M.; Fransman, W.; Spankie, S.; Tischer, M.; Brouwer, D.; Schinkel, J.; Cherrie, J.W.; Tielemans, E. Advanced REACH Tool: Development and Application of the Substance Emission Potential Modifying Factor. Ann. Occup. Hyg. 2011, 55, 980–988. [Google Scholar] [CrossRef] [Green Version]
- Ribalta, C.; Viana, M.; López-Lilao, A.; Estupiñá, S.; Minguillón, M.C.; Mendoza, J.; Díaz, J.; Dahmann, D.; Monfort, E. On the Relationship between Exposure to Particles and Dustiness during Handling of Powders in Industrial Settings. Ann. Work Expo. Health 2019, 63. [Google Scholar] [CrossRef]
- Salmatonidis, A.; Sanfélix, V.; Carpio, P.; Pawłowski, L.; Viana, M.; Monfort, E. Effectiveness of Nanoparticle Exposure Mitigation Measures in Industrial Settings. Int. J. Hyg. Environ. Health 2019, 222, 926–935. [Google Scholar] [CrossRef]
- Ganser, G.H.; Hewett, P. Models for Nearly Every Occasion: Part II—Two Box Models. J. Occup. Environ. Hyg. 2017, 14, 58–71. [Google Scholar] [CrossRef]
- Fransman, W.; Schinkel, J.; Meijster, T.; van Hemmen, J.; Tielemans, E.; Goede, H. Development and Evaluation of an Exposure Control Efficacy Library (ECEL). Ann. Occup. Hyg. 2008, 52, 567–575. [Google Scholar] [CrossRef] [Green Version]
- Goede, H.; Christopher-De Vries, Y.; Kuijpers, E.; Fransman, W. A Review of Workplace Risk Management Measures for Nanomaterials to Mitigate Inhalation and Dermal Exposure. Ann. Work Expo. Health 2018, 62, 907–922. [Google Scholar] [CrossRef] [PubMed]
- Boelter, F.W.; Simmons, C.E.; Berman, L.; Scheff, P. Two-Zone Model Application to Breathing Zone and Area Welding Fume Concentration Data. J. Occup. Environ. Hyg. 2009, 6, 289–297. [Google Scholar] [CrossRef] [PubMed]
- Ribalta, C.; López-Lilao, A.; Estupiñá, S.; Fonseca, A.S.; Tobías, A.; García-Cobos, A.; Minguillón, M.C.; Monfort, E.; Viana, M. Health Risk Assessment from Exposure to Particles during Packing in Working Environments. Sci. Total Environ. 2019, 671, 474–487. [Google Scholar] [CrossRef]
- Viana, M.; Rivas, I.; Reche, C.; Fonseca, A.S.; Pérez, N.; Querol, X.; Alastuey, A.; Álvarez-Pedrerol, M.; Sunyer, J. Field Comparison of Portable and Stationary Instruments for Outdoor Urban Air Exposure Assessments. Atmos. Environ. 2015, 123, 220–228. [Google Scholar] [CrossRef]
- Fonseca, A.S.; Viana, M.; Pérez, N.; Alastuey, A.; Querol, X.; Kaminski, H.; Todea, A.M.; Monz, C.; Asbach, C. Intercomparison of a Portable and Two Stationary Mobility Particle Sizers for Nanoscale Aerosol Measurements. Aerosol Sci. Technol. 2016, 50, 653–668. [Google Scholar] [CrossRef] [Green Version]
- López-Lilao, A.; Bruzi, M.; Sanfélix, V.; Gozalbo, A.; Mallol, G.; Monfort, E. Evaluation of the Dustiness of Different Kaolin Samples. J. Occup. Environ. Hyg. 2015, 12, 547–554. [Google Scholar] [CrossRef] [Green Version]
- Hewett, P.; Ganser, G.H. Models for Nearly Every Occasion: Part I—One Box Models. J. Occup. Environ. Hyg. 2017, 14, 49–57. [Google Scholar] [CrossRef] [PubMed]
- Cherrie, J.W.; MacCalman, L.; Fransman, W.; Tielemans, E.; Tischer, M.; van Tongeren, M. Revisiting the Effect of Room Size and General Ventilation on the Relationship between Near- and Far-Field Air Concentrations. Ann. Occup. Hyg. 2011, 55, 1006–1015. [Google Scholar] [CrossRef] [Green Version]
- Ribalta, C.; Koivisto, A.J.; Salmatonidis, A.; López-Lilao, A.; Monfort, E.; Viana, M. Modeling of High Nanoparticle Exposure in an Indoor Industrial Scenario with a One-Box Model. Int. J. Environ. Res. Public Health 2019, 16, 1695. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Fransman, W.; Marquart, H.; Feber, M.; Raad, S.E. Kwaliteitscriteria voor Veilige Werkwijzen en Instrumenten om Veilige Werkwijzen af te Leiden Inhoudsopgave. TNO-rapport Kwaliteitscriteria_20090710, Zeist. 2009. [Google Scholar]
- Shandilya, N.; Kuijpers, E.; Tuinman, I.; Fransman, W. Powder Intrinsic Properties as Dustiness Predictor for an Efficient Exposure Assessment? Ann. Work Expo. Health 2019, 63, 1029–1045. [Google Scholar] [CrossRef]
- Raunemaa, T.; Kulmala, M.; Saari, H.; Olin, M.; Kulmala, M.H. Indoor Air Aerosol Model: Transport Indoors and Deposition of Fine and Coarse Particles. Aerosol Sci. Technol. 1989, 11, 11–25. [Google Scholar] [CrossRef]
- Giardina, M.; Buffa, P. A New Approach for Modeling Dry Deposition Velocity of Particles. Atmos. Environ. 2018, 180, 11–22. [Google Scholar] [CrossRef]
- Lai, A.C.; Nazaroff, W.W. Modeling Indoor Particle Deposition from Turbulent flow onto Smooth Surfaces. J. Aerosol Sci. 2000, 31, 463–476. [Google Scholar] [CrossRef]
- Vernez, D.S.; Droz, P.-O.; Lazor-Blanchet, C.; Jaques, S. Characterizing Emission and Breathing-Zone Concentrations Following Exposure Cases to Fluororesin-Based Waterproofing Spray Mists. J. Occup. Environ. Hyg. 2004, 1, 582–592. [Google Scholar] [CrossRef]
- Lopez, R.; Lacey, S.E.; Jones, R.M. Application of a Two-Zone Model to Estimate Medical Laser-Generated Particulate Matter Exposures. J. Occup. Environ. Hyg. 2015, 12, 309–313. [Google Scholar] [CrossRef] [PubMed]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Filling Line | Material | Equation (1) Variables (Unit) | ||||||
|---|---|---|---|---|---|---|---|---|
| Continuous Drop DI (mg kg−1) | Rotating Drum DI (mg kg−1) | dM/dt (kg min−1) | H (−) | LCbag (−) | ||||
| WI ± SD | WR ± SD | WI ± SD | WR ± SD | |||||
| L | Clay 1 | 1733 * | 6 * | 96 * | 13 * | 800 | 1 | 0.3 (70% reduction) |
| Clay 2 | 5170 ** | 16 * | 192 * | 20 * | 600 | 1 | ||
| Kaolin 1 | 18,886 *** | 44* | 353 * | 18 * | 850 | 1 | ||
| M | Feldspar 1 | 10,246 ** | 59 * | 455 * | 73 ** | 530 | 1 | 0.2 (80% reduction) |
| Quartz 1 | 8891 ** | 43 * | 480 * | 75 ** | 550 | 1 | ||
| H | Feldspar 2 | 9651 ** | 77 ** | 505 * | 34 * | 100–250 | 0.5 | 0.1 (90% reduction) |
| Kaolin 2 | 12,325 ** | 104 ** | 721 ** | 80 ** | 0.5 | |||
| Filling Line L | Filling Line M | Filling Line H | |||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Mass Fraction | Model | DI Method | Clay 1 | Clay 2 | Kaolin 1 | Feldspar 1 | Quartz 1 | Feldspar 2 | Kaolin 2 | ||||||||
| R1 | R2 | R3 | R1 | R2 | R1 | R2 | R1 | R2 | R1 | R2 | R1 | R2 | R1 | R2 | |||
| Inhalable | One-box | CD | 92.1 (50) | 94.5 (56) | 93.4 (68) | 263.6 (132) | 221.2 (143) | 1117 (422) | 1266.5 (269) | 198.4 (58) | 285.1 (201) | 155.2 (91) | 181.8 (158) | 170.9 (40/174 *) | 168.7 (107/129 *) | 217.9 (263) | 215.3 (761) |
| RD | 5.1 (2.8) | 5.2 (3.1) | 5.2 (3.8) | 9.8 (4.9) | 8.2 (5.3) | 20.9 (7.9) | 23.7 (5.0) | 8.8 (2.6) | 12.7 (9.0) | 8.3 (4.8) | 9.7 (8.4) | 8.9 (2.1/9.1 *) | 8.8 (5.6/6.8 *) | 12.8 (15) | 12.6 (45) | ||
| Two-box | CD | 30.9 (17) | 31.5 (19) | 31.3 (23) | 86.1 (43) | 72.3 (47) | 362.9 (137) | 410.1 (87) | 65.9 (19) | 94.6 (67) | 52.7 (31) | 61.8 (54) | 84.8 (20/86.5 *) | 83.2 (53/64.0 *) | 98.3 (118) | 96.8 (342) | |
| RD | 1.7 (0.9) | 1.8 (1.0) | 1.7 (1.3) | 3.2 (1.6) | 2.7 (1.7) | 6.8 (2.6) | 7.7 (1.6) | 2.9 (0.9) | 4.2 (3.0) | 2.8 (1.6) | 3.3 (2.9) | 4.4 (1.0/4.5 *) | 4.4 (2.8/3.4 *) | 5.8 (6.9) | 5.7 (20) | ||
| Measured | - | 1.85 | 1.70 | 1.37 | 2.00 | 1.54 | 2.65 | 4.71 | 3.42 | 1.41 | 1.71 | 1.15 | 4.26/0.98 * | 1.57/1.30 * | 0.83 | 0.28 | |
| Respirable | One-box | CD | 0.32 (2.2) | 0.33 (2.0) | 0.32 (2.0) | 0.82 (5.9) | 0.68 (5.0) | 2.6 (11) | 3.0 (4.8) | 1.1 (2.0) | 1.6 (14) | 0.76 (5.0) | 0.89 (4.3) | 1.4 (1.9/8.0 *) | 1.4 (4.7/4.7 *) | 1.8 (13) | 1.8 (34) |
| RD | 0.69 (4.8) | 0.71 (4.3) | 0.70 (4.3) | 1.0 (7.3) | 0.86 (6.4) | 1.1 (4.4) | 1.2 (2.0) | 1.4 (2.4) | 2.0 (17) | 1.3 (8.5) | 1.5 (7.3) | 0.60 (0.9/3.5 *) | 0.59 (2.1/2.0 *) | 1.4 (10) | 1.4 (26) | ||
| Two-box | CD | 0.11 (0.8) | 0.11 (0.7) | 0.11 (0.7) | 0.27 (1.9) | 0.22 (1.6) | 0.85 (3.5) | 0.96 (1.6) | 0.38 (0.7) | 0.55 (4.6) | 0.26 (1.7) | 0.30 (1.4) | 0.68 (1.0/4.0 *) | 0.66 (2.3/2.3 *) | 0.83 (6.1) | 0.82 (15) | |
| RD | 0.23 (1.6) | 0.24 (1.4) | 0.24 (1.5) | 0.33 (2.4) | 0.28 (2.1) | 0.35 (1.4) | 0.39 (0.6) | 0.47 (0.8) | 0.67 (5.6) | 0.44 (2.9) | 0.52 (2.5) | 0.30 (0.4/1.8 *) | 0.29 (1.0/1.0 *) | 0.64 (4.7) | 0.63 (12) | ||
| Measured | - | 0.14 | 0.17 | 0.16 | 0.14 | 0.14 | 0.24 | 0.61 | 0.58 | 0.12 | 0.15 | 0.21 | 0.70/0.17 * | 0.29/0.26 * | 0.14 | 0.05 | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ribalta, C.; López-Lilao, A.; Fonseca, A.S.; Jensen, A.C.Ø.; Jensen, K.A.; Monfort, E.; Viana, M. Evaluation of One- and Two-Box Models as Particle Exposure Prediction Tools at Industrial Scale. Toxics 2021, 9, 201. https://doi.org/10.3390/toxics9090201
Ribalta C, López-Lilao A, Fonseca AS, Jensen ACØ, Jensen KA, Monfort E, Viana M. Evaluation of One- and Two-Box Models as Particle Exposure Prediction Tools at Industrial Scale. Toxics. 2021; 9(9):201. https://doi.org/10.3390/toxics9090201
Chicago/Turabian StyleRibalta, Carla, Ana López-Lilao, Ana Sofia Fonseca, Alexander Christian Østerskov Jensen, Keld Alstrup Jensen, Eliseo Monfort, and Mar Viana. 2021. "Evaluation of One- and Two-Box Models as Particle Exposure Prediction Tools at Industrial Scale" Toxics 9, no. 9: 201. https://doi.org/10.3390/toxics9090201
APA StyleRibalta, C., López-Lilao, A., Fonseca, A. S., Jensen, A. C. Ø., Jensen, K. A., Monfort, E., & Viana, M. (2021). Evaluation of One- and Two-Box Models as Particle Exposure Prediction Tools at Industrial Scale. Toxics, 9(9), 201. https://doi.org/10.3390/toxics9090201