
Using a Particle Counter to Inform the Creation of Similar Exposure Groups and Sampling Protocols in a Structural Steel Fabrication Facility

Abstract
1. Introduction
2. Materials and Methods
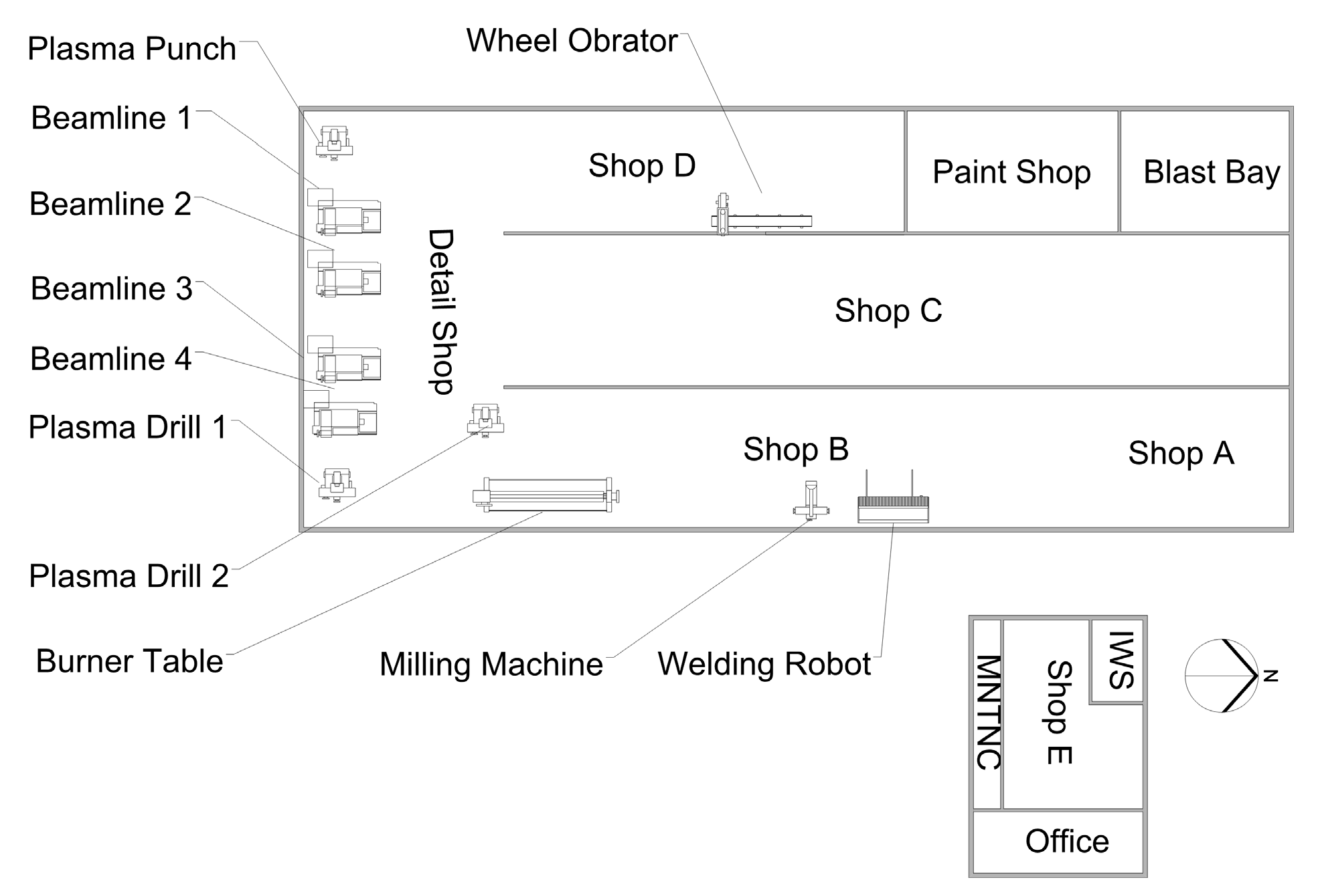
2.1. Description of Worksite
2.2. Purchasing Records, Literature Review
2.3. Creation of Preliminary SEGs
2.4. Quantification of Particle Number Concentrations
2.5. Shop Area Sampling
2.6. Task-Based Exposure Data Collection
2.7. Statistical Analysis
3. Results
3.1. Preliminary SEGs
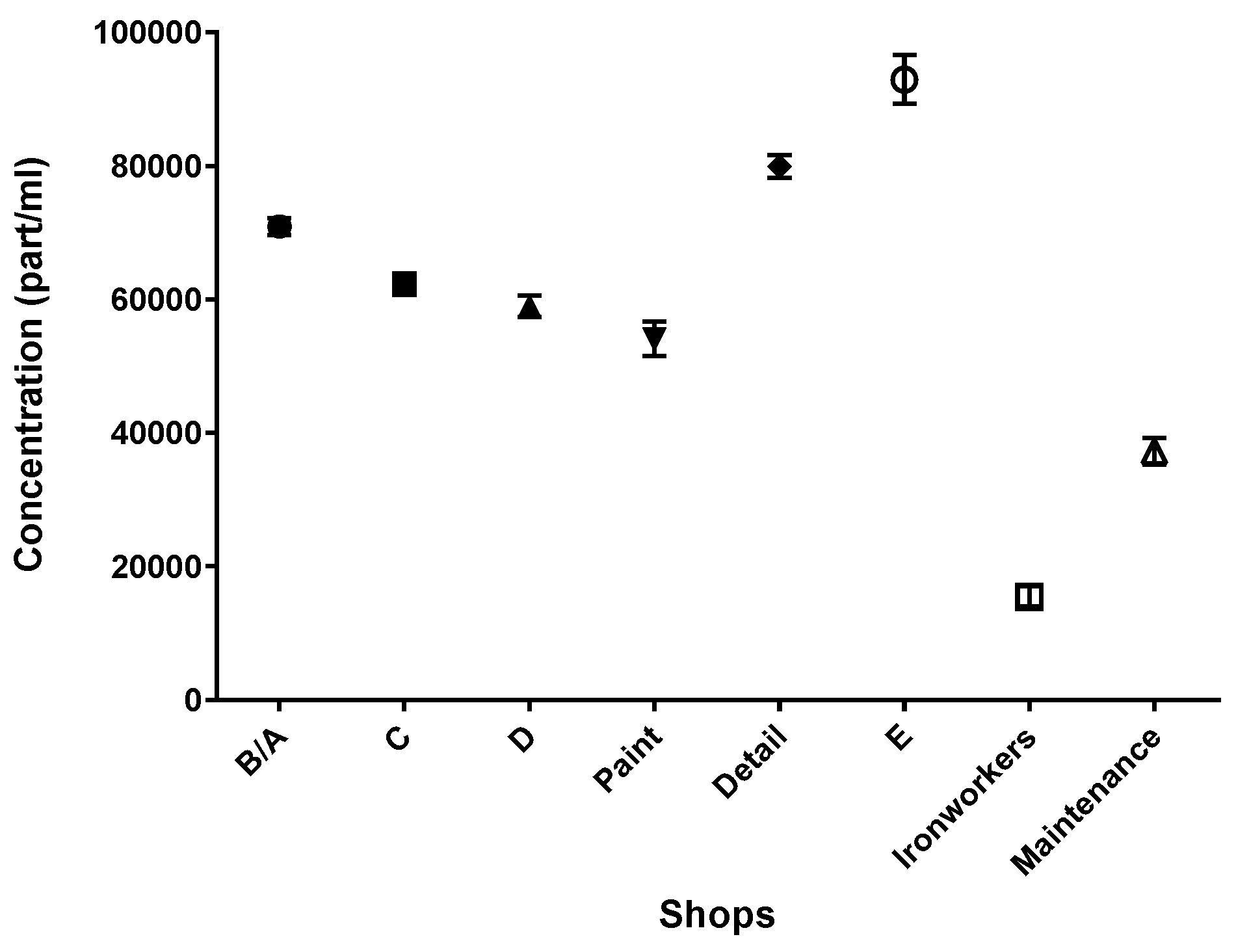
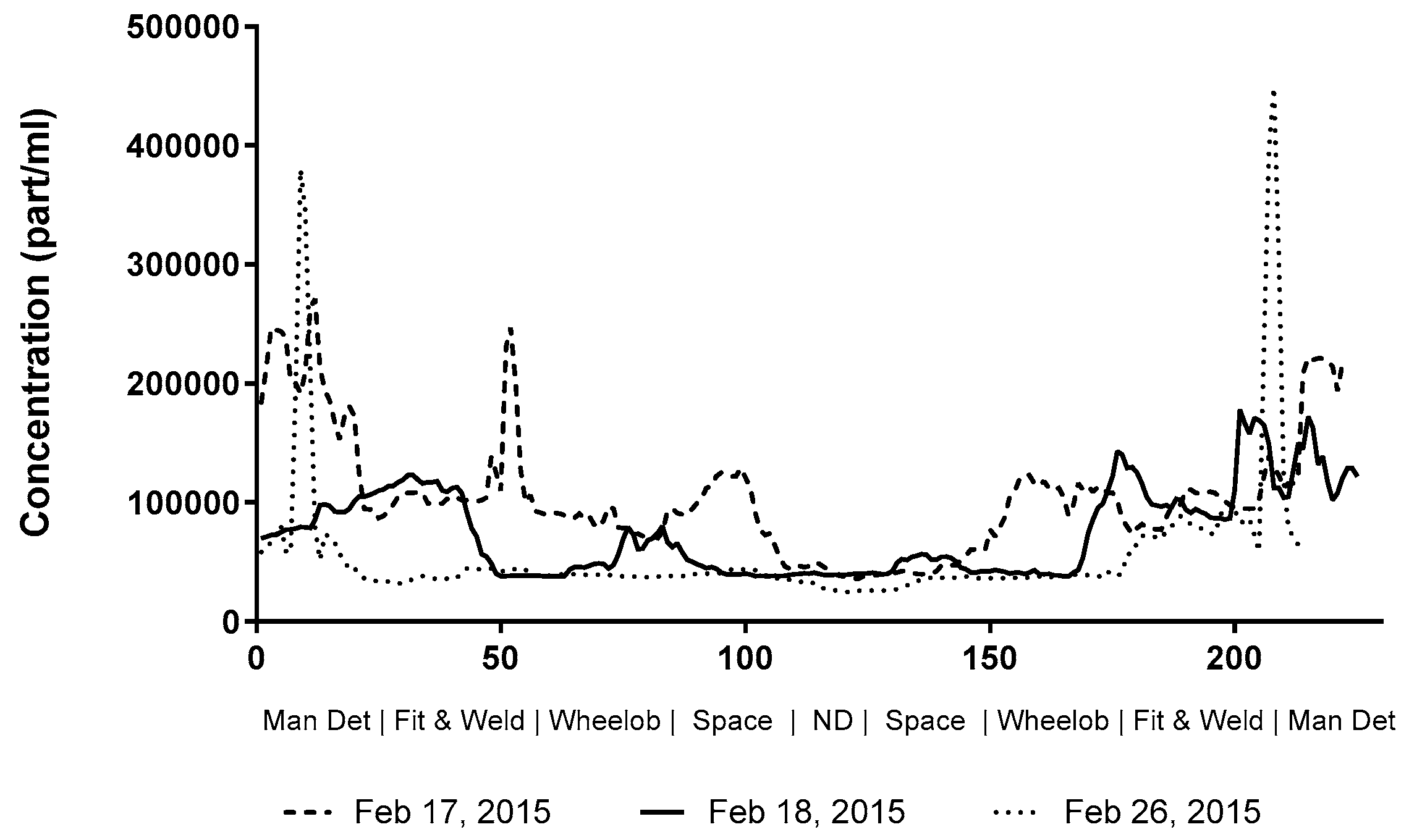
3.2. Shop Area Sampling
Shop Area Sampling Profiles
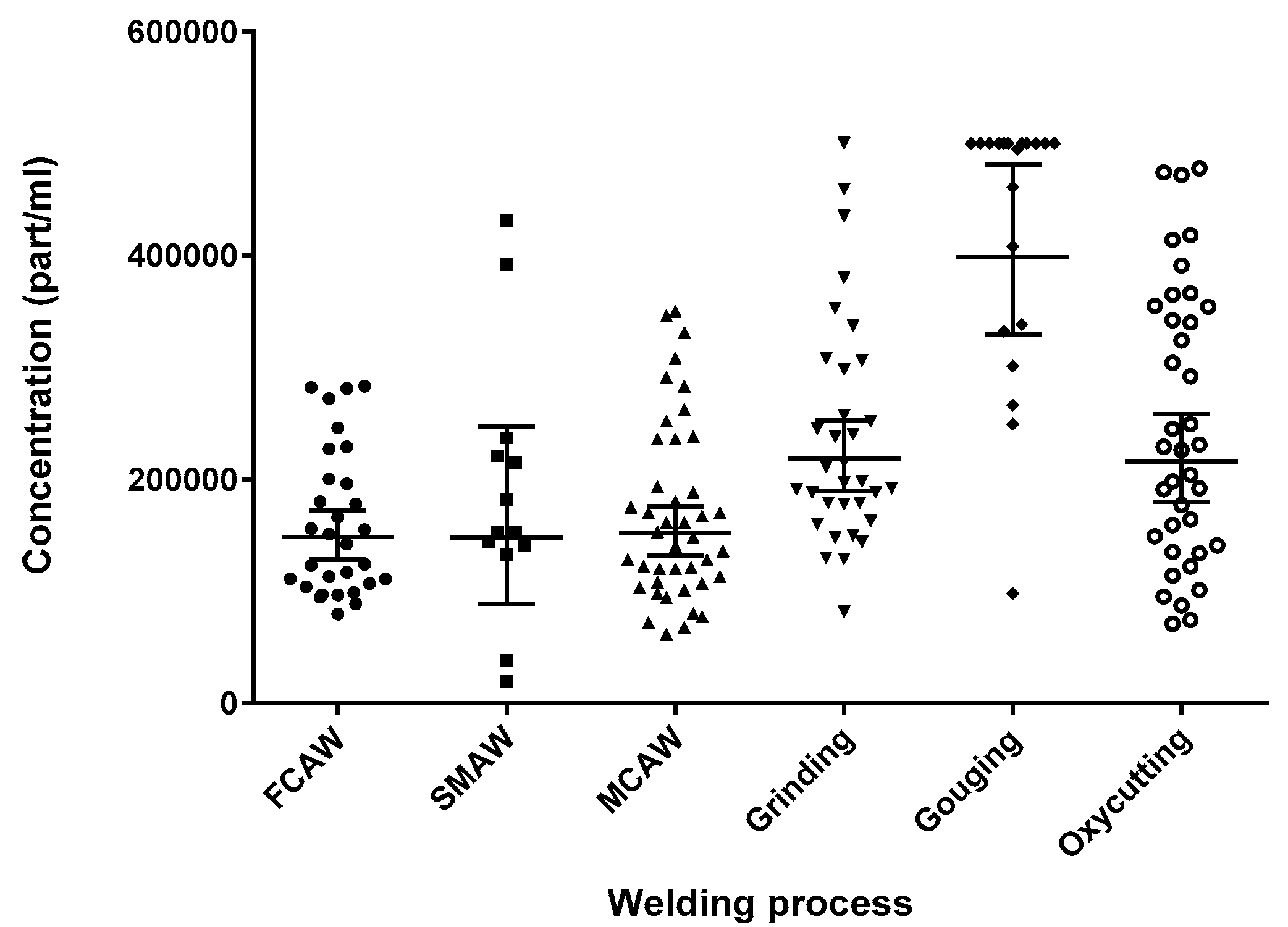
3.3. Manual Tasks
3.4. Machine Exposures
3.5. Workers’ Exposure
4. Discussion
4.1. Limitations
4.2. Similar Exposure Groups and Monitoring Program
- group1: Production Manager, Corporate Maintenance Manager, General Foreman, Building Maintenance Operator, Mechanics, Shipping Clerk, Yard Man, Truck Driver, Mod Yard Crane Operator
- group 2: Lead Hand/Foreman and Ironworker
- group 3: Electrician and Shipper
- group 4: Welder, Fitter, Trade Helper, CNC/PC Operator
- group 5: Spray Painter
- group 6: Sandblaster
5. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
Appendix A

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Job Title | Observation and Interview Notes |
|---|---|
| General Helper | General Helper provides miscellaneous help to tradesmen as directed by the foreman. General Helpers are often do detail “running” which is to ensure that assemblies have isometric drawings. They perform housekeeping, crane operation, materials handling and some cutting and grinding. In shop D they do manual “touch-ups” for the paint shop of areas missed by spray painting. |
| Trade Helper | Trade Helpers aid welders and fitters to perform their tasks more efficiently. Trade helpers perform manual tasks including cutting and grinding in manual detail sections. The role is to perform preparatory work for fitters, so the fitters are less burdened by very basic tasks. They work predominantly in the manual detail areas in each shop, the largest of which is in shop D. |
| Fitter | The fitters’ main role is to assemble the components prior to welding according to the blueprints. The variability in these exposure generating tasks is due to the type of work in each shop. Fitters weld with SMAW, however doing tack welds is very short lived, only a few seconds. So brief that it was difficult to grab samples with the P-Track, as the delay from pressing the button to sampling could result in missing the 10 s sample. Thus their primary source of particulate generation is thermal cutting with hand-held oxyacetylene torches. The variability in tasks is due to the type of work; more complicated fit-ups will spend more time aligning and clamping than simpler fit-ups. That said, more experienced fitters are generally more productive. |
| Fitting Apprentice | Job details do not vary significantly from Journeyman Fitter. Like welding apprentices, fitting apprentices fulfill the same role as Journeymen apprentices, it is often that the complexity of the fit-up that varies. 1st year apprentices may be reassigned to other roles, if there is an interim position to be filled. |
| Welder | The welders’ role is to fuse the metal together according to specification. The variability in these aerosol generating tasks is due to the type of work in each shop. Fluxed Core Arc Welding for a minority of welding, including position welding; Metal Core Arc Welding when possible because of the deposition rate. MCAW can only be welded in Flat position (1G, 1F) therefore it could result in greater exposure in comparison to other positions, respirator policy notwithstanding. |
| Welding Apprentice | Job details do not vary significantly from Journeyman welder. Most of the welding apprentices perform the same duties as the journeymen welders; it is often the difficulty of task that varies. However, 1st year apprentices have been used in other roles, i.e., crane operator. |
| Sandblaster/Descaling Equipment Operator | Operates the sandblaster in the sandblast bay, the abrasive recycler and the hopper. This job duties specific to sandblasting do not fill an entire shift; often the sandblaster acts as a general helper in the paint shop and shop D, helping position materials, doing paint touch-ups, cleaning, et cetera. |
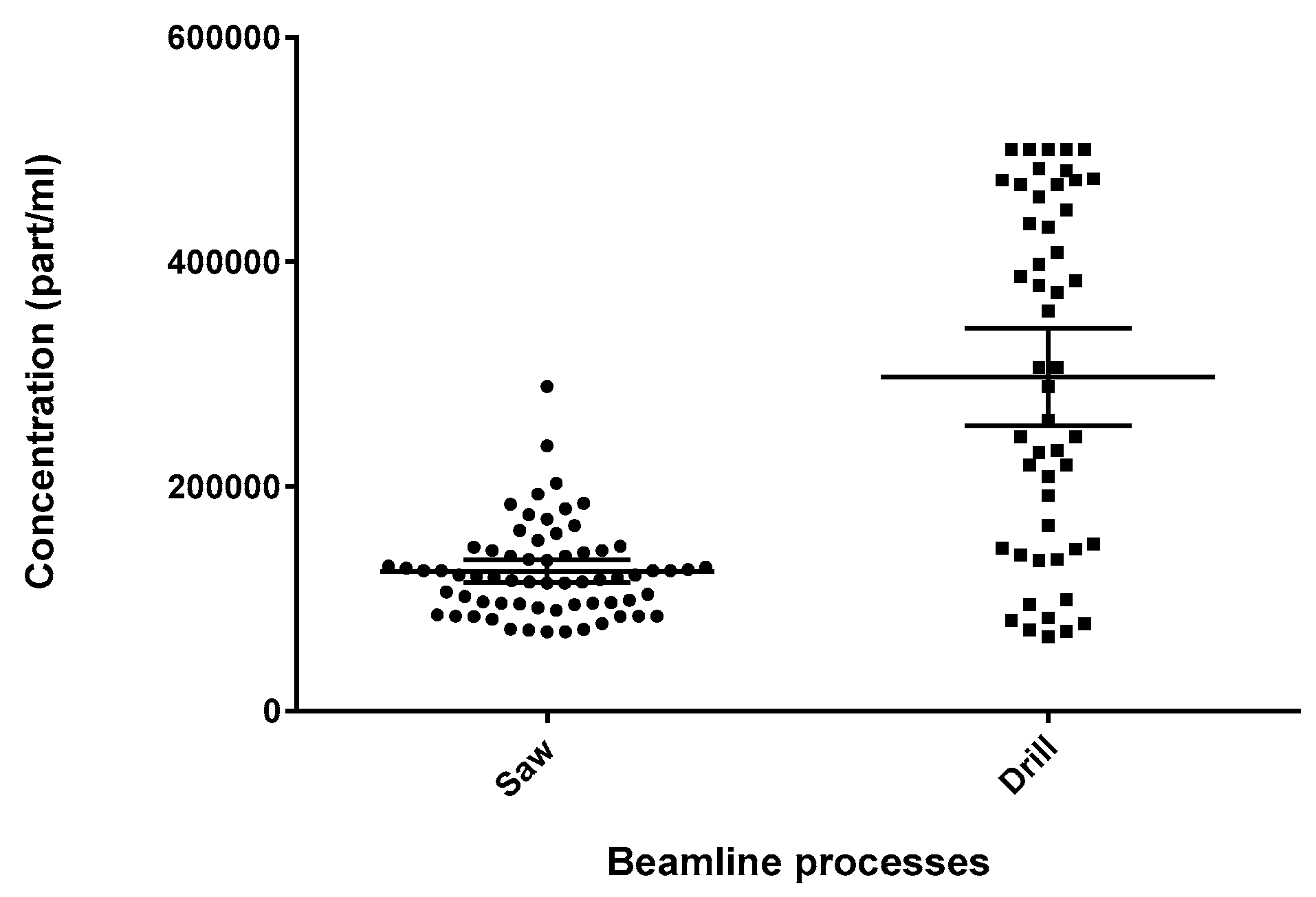
| CNC/PC Operator | Includes the Burner Table; Plasma-Drill (2), Plasma-Punch, Beamline (4), Angle Line, Peddiwriter, Bandsaw. The operators program the computer, moves materials by crane. They also approach the work pieces to mark them with identifiers and heat numbers (15–20%) of the time. The beamline operators clean the cutting area with an air hose, and mark the pieces with a paint pen during operation; they often complain about black smoke–possibly burnt cutting oil-being emitted. Marking the cut pieces brings the operator closer to the process during both the sawing and drilling process. The Plasma table operators often have to approach the machine during operation to mark and removed finished pieces before they fall to the floor, which increases their proximity to the cutting surface. |
| Fitting inspector | Checks fitting work for specifications and dimensions before welding. Not a defined position on the roster, the two on day shift hold the titles of crane operator and lead hand–quality control (QC) is generally performed by the fitting foremen. |
| Crane Operator | Movement of materials, positioning of assemblies. They are in charge of the large cranes to move materials the length of the building. Smaller ‘jib‘ cranes move materials locally and are used by tradesmen to reposition material. This position is often filled by those with other job titles, including apprentices, Trade helpers and General helpers, as evidenced by no employed crane operators on weekends. |
| Shipper | Loads shipments, this involves stacking loads on flatbed trucks and ensuring all items on manifest are present. They also operate fork lifts, in shop D they do “touch-ups” for the paint shop doing manual painting of areas missed by spray painting. Dunnage are wood lengths used to position and support stacked items on trailers. |
| Robotic Welding Operator | Secures materials, programs the pattern for the robot, observes welding to ensure correct pattern. This system is “offline” meaning that the once the operator is confident in the replicability of the program–he generally observes about 5 runs–he is able to retire to his office to complete paperwork and cue up the program. However, he is able to observe the process in close proximity, and does so, to make minor corrections to the pattern using the remote; herein lies a potential for task exposure. |
| Milling Machine Operator | Not a defined role, there is a daytime milling machine operator and night shift there is a fitter from shop C to run the milling machine when necessary. Duties include workpiece setup and machine operation. |
| Tool Crib Attendant | Distributes goods from the tool crib straddling Shop B and Shop C, and repairs hand tool such as grinders. The tool crib is enclosed but is supplied air through the clean air intake on the roof that supplies air to the shops. The tool crib was observed to be a modified work area for a general helper from the paint shop, upon learning of her pregnancy. |
| Spray Painter | The Spray Painter positions and paints fabricated parts. Wear fitted supplied cartridge style half masks with particulate and VOC filters. They also mix paint and load the paint gun, during these activities they are not required to wear masks. |
| Maintenance | Includes Millwrights, HD Mechanics, and Electricians, their primary role is to repair machinery in the Shop including Cranes, CNC/PC operated machines. They also repair and upgrade electrical systems. Work primarily in the fabrication shops (>50%).. They also operate manlifts and forklifts, which are sources of particulate as they are diesel powered.. The Mechanics work primarily on vehicles that are largely outside, and prefer not to enter the shop. Both millwrights and electricians work primarily on the shop floor as the machinery is much too large to be moved to the maintenance shop. |
| Ironworker | Fabricate, Hoist, Install and repair structural ironwork. They also operate man-lifts and forklifts, which are sources of particulate as they are diesel powered. They perform structural maintenance on the shops, for instance they installed the overhead flap for the paint shop and also repair cranes. Their shop does have a welding machine in it but no particle generating activities were observed in the shop. |
| Building Maintenance Operator | Performs maintenance on the building, including dry-walling, painting, and other handyman type projects. A more descriptive title is handyman. He stores materials in the paint shop office that requires him to cross the shop floor, however is not on the shop floor for significant periods of time, primarily in the shop office and adjoining office building performing his tasks. |
| Lead Hand/ Foreman | This is a supervisory/QC role. Direct supervision of the shop and verifies production quality. Spends majority of time on the floor, and is largely responsible for QC of their respective shops. Lead Hand, Foreman is an administrative distinction, not an operational one, they perform the same duties. |
| General Foreman | Most senior floor management; reports to the production manager, day to day operations manager. Tours the floor periodically throughout the day, mostly to observe operations or to check on a specific job order. He is often in the office as his role is more administratively intense. |
| Corporate Maintenance Manager | Manages the maintenance crew and troubleshoots difficult repairs. Organizes routine maintenance, repairs, and equipment and structural upgrades. Spends about 90% of the time in the office, according to his self-estimate. |
| Production Manager | In charge of floor operations, reports to VP fabrication. Periodically spends time on the floor, occasional walkthroughs, mostly on floor to address a specific issue that has been raised by the shop foremen. |
| Wheel Obrator Operator | Loads assemblies to be blasted, adds consumable as needed, removes spent consumable, and runs wheel obrator. |
References
- Schluger, N.W.; Koppaka, R. Lung disease in a global context. A call for public health action. Ann. Am. Thorac. Soc. 2014, 11, 407–416. [Google Scholar] [CrossRef] [PubMed]
- Antonini, J.M. Health effects of welding. Crit. Rev. Toxicol. 2003, 33, 61–103. [Google Scholar] [CrossRef] [PubMed]
- Al-Otaibi, S.T. Respiratory health of a population of welders. J. Fam. Community Med. 2014, 21, 162–165. [Google Scholar]
- Fan, T.; Fang, S.; Cavallari, J.; Barnett, I.; Wang, Z.; Su, L.; Byun, H.-M.; Lin, X.; Baccarelli, A.; Christiani, D. Heart rate variability and DNA methylation levels are altered after short-term metal fume exposure among occupational welders: A repeated-measures panel study. BMC Public Health 2014, 14, 1279. [Google Scholar] [CrossRef] [PubMed]
- Andujar, P.; Simon-Deckers, A.; Galateau-Salle, F.; Fayard, B.; Beaune, G.; Clin, B.; Billon-Galland, M.A.; Durupthy, O.; Pairon, J.C.; Doucet, J.; et al. Role of metal oxide nanoparticles in histopathological changes observed in the lung of welders. Part. Fibre Toxicol. 2014, 11, 23. [Google Scholar] [CrossRef] [PubMed]
- Zhang, M.; Jian, L.; Bin, P.; Xing, M.; Lou, J.; Cong, L.; Zou, H. Workplace exposure to nanoparticles from gas metal arc welding process. J. Nanopart. Res. 2013, 15, 2016. [Google Scholar] [CrossRef]
- Stephenson, D.; Seshadri, G.; Veranth, J.M. Workplace exposure to submicron particle mass and number concentrations from manual arc welding of carbon steel. AIHA J. 2003, 64, 516–521. [Google Scholar] [CrossRef]
- Sajedifar, J.; Kokabi, A.H.; Azam, K.; Dehghan, S.F.; Karimi, A.; Golbabaei, F. The comparative assessment of welders’ exposure to welding fumes based on mass and number concentration. J. Health Saf. Work 2016, 6, 17–26. [Google Scholar]
- Ham, S.; Yoon, C.; Lee, E.; Lee, K.; Park, D.; Chung, E.; Kim, P.; Lee, B. Task-based exposure assessment of nanoparticles in the workplace. J. Nanopart. Res. 2012, 14, 1126. [Google Scholar] [CrossRef]
- Brand, P.; Lenz, K.; Reisgen, U.; Kraus, T. Number size distribution of fine and ultrafine fume particles from various welding processes. Ann. Occup. Hygiene 2013, 57, 305–313. [Google Scholar]
- Debia, M.; Weichenthal, S.; Dufresne, A. Ultrafine particles exposure in apprentice welders. J. Occup. Environ. Hygiene 2014, 11, D1–D9. [Google Scholar] [CrossRef] [PubMed]
- Buonanno, G.; Morawska, L.; Stabile, L. Exposure to welding particles in automotive plants. J. Aerosol Sci. 2011, 42, 295–304. [Google Scholar] [CrossRef]
- Ignacio, J.S.; Bullock, W.H. A Strategy for Assessing and Managing Occupational Exposures, 4th ed.; American Industrial Hygiene Association: Fall Church, VA, USA, 2015; p. 569. [Google Scholar]
- Tyrolit Wickman. Msds: Resin Abrasive Grinding Wheels, Sticks, or Hones; Tyrolit Wickman: Schwaz, Austria, 2003; p. 3. [Google Scholar]
- Walter Surface Technologies. Msds: Resin Bonded Abrasives; Walter Surface Technologies: Pointe-Claire, QC, Canada, 2012; p. 2. [Google Scholar]
- Hash, M. Msds: Amasteel Shot; Ervin Industries: Ann Arbor, MI, USA, 2012; p. 2. [Google Scholar]
- Lincoln Electric. Msds: Lincore 30-s Flux Cored Electrode; Lincoln Electric: Cleveland, OH, USA, 2013; p. 2. [Google Scholar]
- Hobart. Msds: Tubular Arc Welding Electrodes; Lincoln Electric: Cleveland, OH, USA, 2014; p. 4. [Google Scholar]
- National Institute for Occupational Safety and Health. Occupational Exposure Sampling Strategy Manual; US Department of Health, Education, and Welfare, Ed.; National Institue for Occupational Safety and Health: Cincinnati, OH, USA, 1977; p. 132.
- Susi, P.; Goldberg, M.; Barnes, P.; Stafford, E. The use of a task-based exposure assessment model (t-beam) for assessment of metal fume exposures during welding and thermal cutting. Appl. Occup. Environ. Hygiene 2000, 15, 26–38. [Google Scholar] [CrossRef] [PubMed]
- World Health Organization. Hazard Prevention and Control in the Work Environment; World Health Organization: Geneva, Switzerland, 1999; p. 96. [Google Scholar]
- Lehnert, M.; Pesch, B.; Lotz, A.; Pelzer, J.; Kendzia, B.; Gawrych, K.; Heinze, E.; Van Gelder, R.; Punkenburg, E.; Weiss, T.; et al. Exposure to inhalable, respirable, and ultrafine particles in welding fume. Ann. Occup. Hygiene 2012, 56, 557–567. [Google Scholar]
- Antonini, J.M.; Keane, M.; Chen, B.T.; Stone, S.; Roberts, J.R.; Schwegler-Berry, D.; Andrews, R.N.; Frazer, D.G.; Sriram, K. Alterations in welding process voltage affect the generation of ultrafine particles, fume composition, and pulmonary toxicity. Nanotoxicology 2011, 5, 700–710. [Google Scholar] [CrossRef] [PubMed]
- Gomes, J.F.P.; Albuquerque, P.C.S.; Miranda, R.M.M.; Vieira, M.T.F. Determination of airborne nanoparticles from welding operations. J. Toxicol. Environ. Health Part A Curr. Issues 2012, 75, 747–755. [Google Scholar] [CrossRef] [PubMed]
- Guerreiro, C.; Gomes, J.F.; Carvalho, P.; Santos, T.J.G.; Miranda, R.M.; Albuquerque, P. Characterization of airborne particles generated from metal active gas welding process. Inhal. Toxicol. 2014, 26, 345–352. [Google Scholar] [CrossRef] [PubMed]
- Air Liquid. Msds: Blue Shield Loew Hydrogen Smaw Electrodes; Air Liquid: Paris, France, 2014; p. 5. [Google Scholar]
- Government of Alberta. Occupational Health and Safety Code; Government of Alberta: Edmonton, AB, Canada, 2009; pp. 1–568.
- Sparks, P.J.; Peters, J.M. Respiratory morbidity in workers exposed to dust containing phenolic resin. Int. Arch. Occup. Environ. Health 1980, 45, 221–229. [Google Scholar] [CrossRef] [PubMed]
- American Welding. Keep it safe: Arc cutting and gouging. Weld. J. 2007, 86, 122. [Google Scholar]
- Ebadian, M.A.; Dua, S.K.; Guha, H. Size Distribution and Rate of Production of Airborne Particulate Matter Generated during Metal Cutting; Hemispheric Center for Environmental Technology: Miami, FL, USA, 2001; pp. 1–29. [Google Scholar]
- Kondej, D.; Gawęda, E. Metals in dust fractions emitted at mechanical workstations. Int. J. Occup. Saf. Ergon. 2012, 18, 453–460. [Google Scholar] [CrossRef] [PubMed]
- Honda, A.; Tsuji, K.; Matsuda, Y.; Hayashi, T.; Fukushima, W.; Sawahara, T.; Kudo, H.; Murayama, R.; Takano, H. Effects of air pollution-related heavy metals on the viability and inflammatory responses of human airway epithelial cells. Int. J. Toxicol. 2015, 34, 195–203. [Google Scholar] [CrossRef] [PubMed]
- Kelly, F.J.; Fussell, J.C. Size, source and chemical composition as determinants of toxicity attributable to ambient particulate matter. Atmos. Environ. 2012, 60, 504–526. [Google Scholar] [CrossRef]
- Niemelä, R.; Koskela, H.; Engström, K. Stratification of welding fumes and grinding particles in a large factory hall equipped with displacement ventilation. Ann. Occup. Hygiene 2001, 45, 467–471. [Google Scholar] [CrossRef]
- Zhu, Y.; Yu, N.; Kuhn, T.; Hinds, W.C. Field comparison of p-trak and condensation particle counters. Aerosol Sci. Technol. 2006, 40, 422–430. [Google Scholar] [CrossRef]
- Berlinger, B.; Benker, N.; Weinbruch, S.; L’Vov, B.; Ebert, M.; Koch, W.; Ellingsen, D.G.; Thomassen, Y. Physicochemical characterisation of different welding aerosols. Anal. Bioanal. Chem. 2011, 399, 1773–1780. [Google Scholar] [CrossRef] [PubMed]






| Exposure Classification | Job Titles |
|---|---|
| Negligible | Shipping Clerk, Yard Man, Building Maintenance Operator, Truck Driver, Mechanics, Mod Yard Crane Operator |
| Indirect intermittent | Production Manager, Corporate Maintenance Manager, General Foreman, Ironworker |
| Indirect ambient | Electrician, Tool Crib Attendant, Millwright, Crane Operator |
| Direct proximal (process) | CNC/PC Operator, Robotic Welding Operator, Shipper, Milling Machine Operator, Wheel Obrator Operator, Descaling Equipment Operator, Lead Hand/Foreman, Fitting Inspector |
| Direct task | Trade Helper, General Helper, Welding Apprentice, Fitting Apprentice, Ironworker |
| Direct job | Welder, Fitter, Spray Painter, Sand Blaster, Welding Apprentice, Fitting Apprentice |
| n | Geometric Mean (95% CI) (part/mL) | ||
|---|---|---|---|
| Manual Tasks | All welding activities 1 | 85 | 150,153 (134,442–167,701) |
| Grinding | 33 | 218,992 (189,749–252,741) | |
| Gouging | 20 | 398,082 (329,304–481,225) | |
| Oxycutting | 38 | 215,541 (179,945–258,179) | |
| Drilling 2 | 66 | 249,584 (207,391–300,360) | |
| CNC/PC operator 3 | 166 | 125,317 (112,153–140,026) | |
| Machine Processes | Welding Robot Operator | 47 | 39,274 (35,733–43,167) |
| Milling Machine Operator | 23 | 59,328 (55,944–62,917) | |
| Shops | Paint | 757 | 53,999 (51,496–56,624) |
| Detail | 2732 | 79,869 (78,179–81,596) | |
| E | 1205 | 92,906 (89,338–96,618) | |
| Ironworkers | 538 | 15,441 (14,045–16,976) | |
| Maintenance | 630 | 37,207 (35,285–39,234) | |
| Shops A/B/C/D 4 | 5720 | 64,533 (63,659–65,419) |
| Job Title | Time Spent on Tasks (%) | Particle Concentration/Task (part/mL) | Estimated Concentration (part/mL) |
|---|---|---|---|
| General Helper | Cutting (10%) | 21,554 | 95,080 |
| Grinding (10%) | 21,899 | ||
| Shop (80%) | 51,626 | ||
| Trade Helper | Cutting (10%) | 21,554 | 159,492 |
| Drilling (10%) | 24,958 | ||
| Grinding (30%) | 65,698 | ||
| Welding (10%) | 15,015 | ||
| Shop (50%) | 32,267 | ||
| Fitter | Drilling (5%) | 12,479 | 133,707 |
| Grinding (5–35%) | 43,798 | ||
| Cutting (5–15%) | 21,554 | ||
| Welding (10–15%) | 18,769 | ||
| Shop (57.5%) | 37,106 | ||
| Fitting Apprentice | Same as Fitter | 133,707 | 133,707 |
| Welder | Welding (30–40%) | 52,554 | 109,784 |
| Grinding (10–15% ) | 27,374 | ||
| Gouging (5–10%) | 29,856 | ||
| Shop (45%) | 29,040 | ||
| Welding Apprentice | Same as welder | 109,784 | 109,784 |
| Sandblaster/Descaling Equipment Operator | Sandblasting (50%) | NM | NM |
| Operating abrasive recycler (20%) Shop (30%) | |||
| CNC/PC Operator | Operating machines (100%) | 125,317 | 125,317 |
| Fitting Inspector | Shop (100%) | 64,533 | 64,533 |
| Crane Operator | Shop (100%) | 64,533 | 64,533 |
| Shipper | Shop (100%) | 64,533 | 64,533 |
| Robotic Welding Operator | Welding robot (100%) | 39,274 | 39,274 |
| Milling Machine Operator | Milling machine (100%) | 59,328 | 59,328 |
| Tool Crib Attendant | Shop (100%) | 64,533 | 64,533 |
| Spray Painter | Paint (100%) | NM | NM |
| Maintenance | Mechanics–Outside (90%) | NM | NM |
| Electricians and Millwrights–Shop (100%) | 37,207 | 37,207 | |
| Ironworker | Thermal cutting and welding (5–30%) | 33,579 | 45,932 |
| Shop (80%) | 12,353 | ||
| Building Maintenance Operator | Office (80%) | NM | NM |
| Lead Hand/Foreman | Shop (100%) | 64,533 | 64,533 |
| General Foreman | Offices (90%) | NM | NM |
| Corporate Maintenance Manager | Office (90%) | NM | NM |
| Production Manager | Office (90%) | NM | NM |
| Wheelabrator Operator | Shop (100%) | 64,533 | 64,533 |
| Exposure Classification | Particle Concentration (part/mL) | Type of Exposure | Job Titles | Old Classification |
|---|---|---|---|---|
| Very Low to Low Exposure | NM * | Mixed particles | Production Manager | Indirect intermittent |
| Corporate Maintenance Manager | Indirect intermittent | |||
| General Foreman | Indirect intermittent | |||
| Building Maintenance Operator | Negligible exposure | |||
| Mechanics | Negligible exposure | |||
| Shipping Clerk | Negligible exposure | |||
| Yard Man | Negligible exposure | |||
| Truck Driver | Negligible exposure | |||
| Mod Yard Crane Operator | Negligible exposure | |||
| Medium Exposure | 10,000–70,000 | Metal particles | Wheel Obrator Operator | Direct proximal |
| Lead Hand/Foreman | Direct proximal | |||
| Ironworker | Indirect intermittent/Direct task | |||
| Milling Machine Operator | Direct proximal | |||
| Robotic Welding Operator | Direct proximal | |||
| Burner Table Operator | Direct proximal | |||
| Mixed particles | Electrician and Millwright | Indirect ambient | ||
| Tool Crib Attendant | Indirect ambient | |||
| Shipper | Direct proximal | |||
| Fitting Inspector | Indirect proximal | |||
| Crane Operator | Indirect ambient | |||
| High Exposure | >70,000 | Metal particles | CNC/PC Operator | Direct proximal |
| Welding Apprentice | Direct task/Direct job | |||
| Welder | Direct job | |||
| Fitting Apprentice | Direct task/Direct job | |||
| Fitter | Direct job | |||
| Trade Helper | Direct task | |||
| General Helper | Direct task | |||
| Specific Exposure | NM * | Solvents | Spray Painter | Direct job |
| Crystalline silica | Sandblaster/Descaling Operator | Direct job/Direct proximal |
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mino, J.; Quémerais, B. Using a Particle Counter to Inform the Creation of Similar Exposure Groups and Sampling Protocols in a Structural Steel Fabrication Facility. Toxics 2017, 5, 34. https://doi.org/10.3390/toxics5040034
Mino J, Quémerais B. Using a Particle Counter to Inform the Creation of Similar Exposure Groups and Sampling Protocols in a Structural Steel Fabrication Facility. Toxics. 2017; 5(4):34. https://doi.org/10.3390/toxics5040034
Chicago/Turabian StyleMino, James, and Bernadette Quémerais. 2017. "Using a Particle Counter to Inform the Creation of Similar Exposure Groups and Sampling Protocols in a Structural Steel Fabrication Facility" Toxics 5, no. 4: 34. https://doi.org/10.3390/toxics5040034
APA StyleMino, J., & Quémerais, B. (2017). Using a Particle Counter to Inform the Creation of Similar Exposure Groups and Sampling Protocols in a Structural Steel Fabrication Facility. Toxics, 5(4), 34. https://doi.org/10.3390/toxics5040034