
Physicochemical Properties of Moderately Heat-Treated Rice Protein Within Alkaline Solution and Its Evaluation as a Spray-Drying Microencapsulation Wall Material


Abstract
1. Introduction
2. Material and Methods
2.1. Materials
2.2. Heat Treatment of RP
2.3. Determination of Solubility
2.4. Measurement of Average Particle Size and Zeta Potential
2.5. Determination of Surface Hydrophobicity
2.6. Determination of Free Sulfhydryl Content
2.7. Determination of SDS-PAGE Electrophoresis
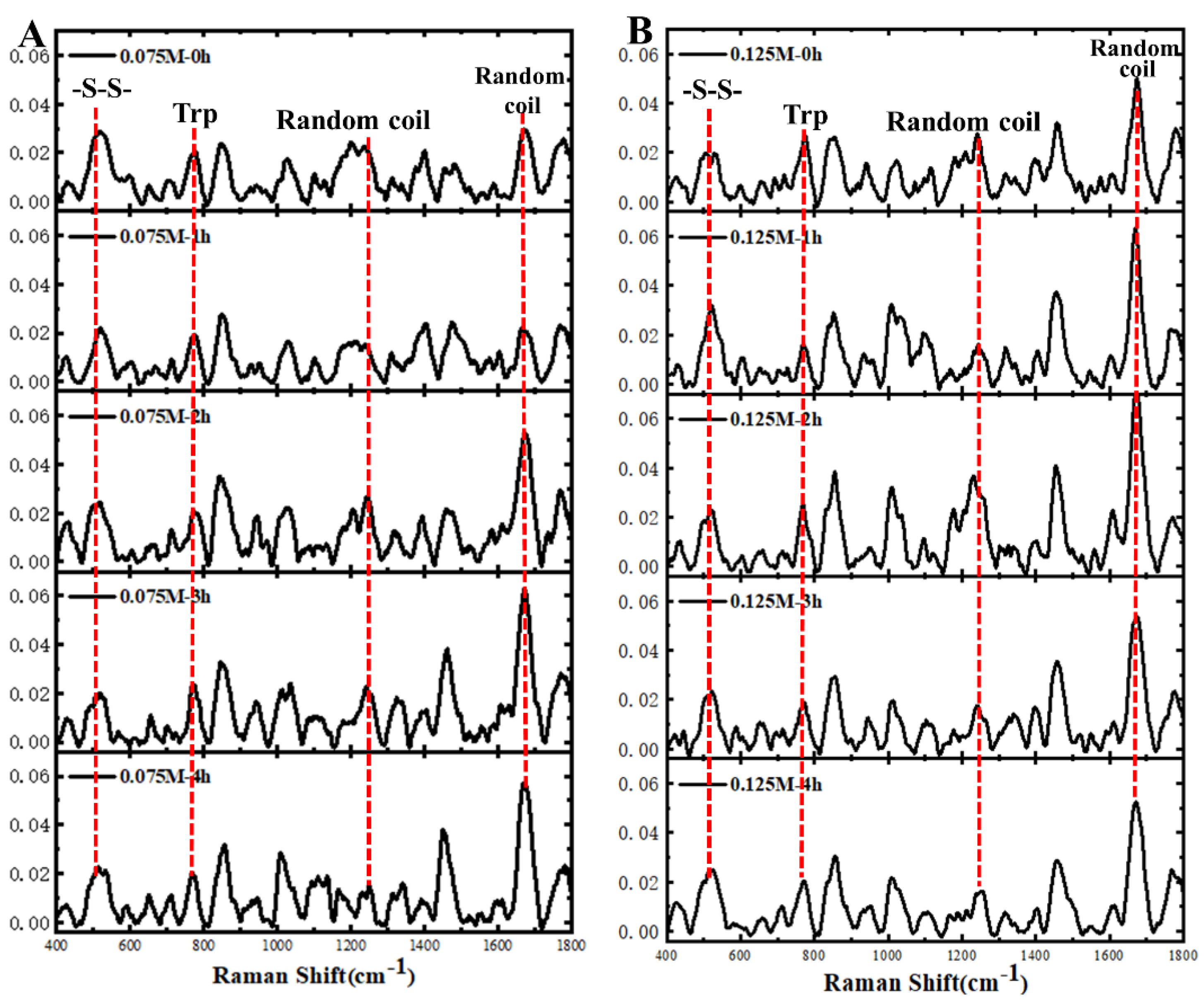
2.8. Determination of Raman Spectra
2.9. Preparation and Characterization of Microcapsules
2.9.1. Preparation and Characterization of Rice-Protein-Stabilized O/W Emulsions
2.9.2. Preparation of Spray-Dried Microcapsules
2.9.3. Measurement of Encapsulation Efficiency
2.9.4. Microstructural Observation of Microcapsules
2.9.5. Evaluation of Redispersibility of Microcapsules
2.10. Statistical Analysis
3. Results and Discussion
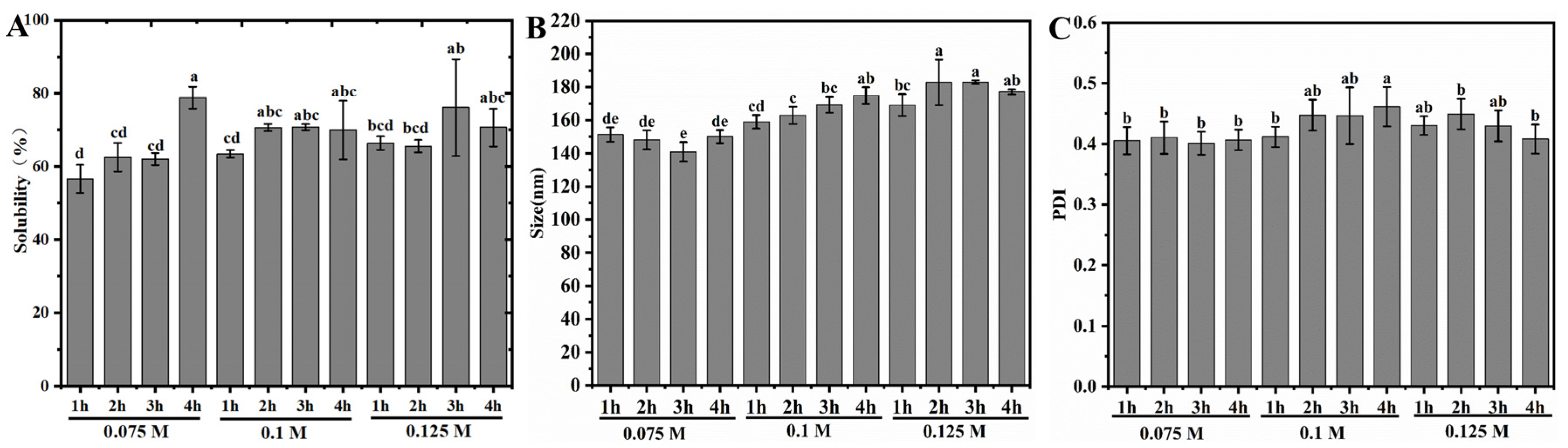
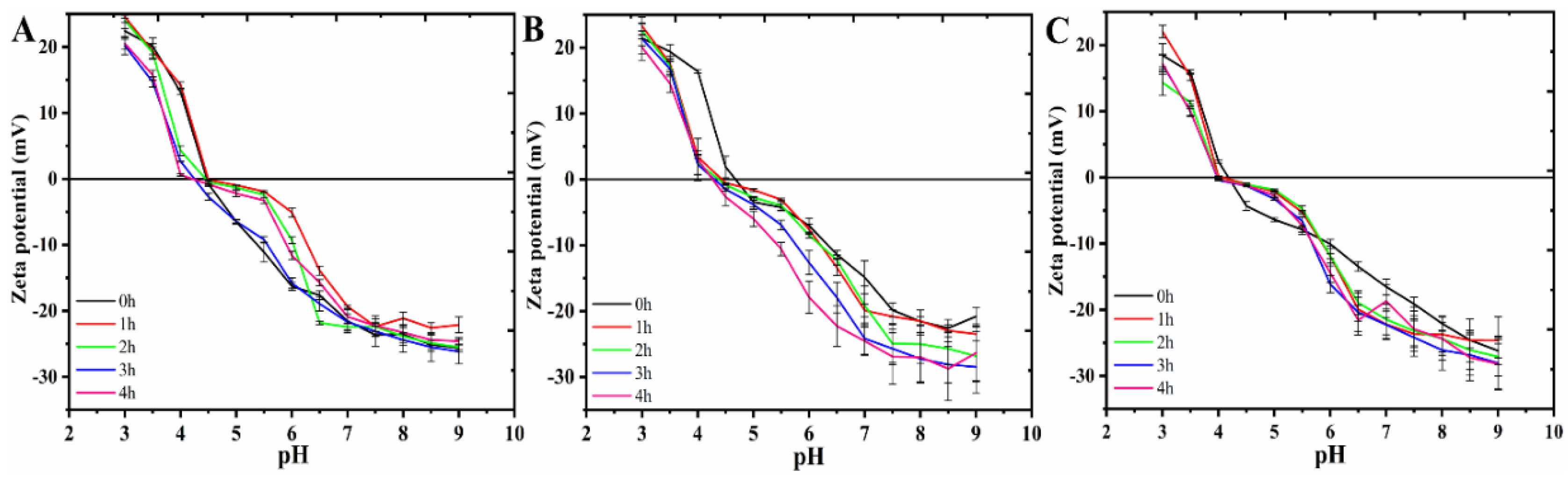
3.1. Solubility, Average Size, and Zeta Potential of RP
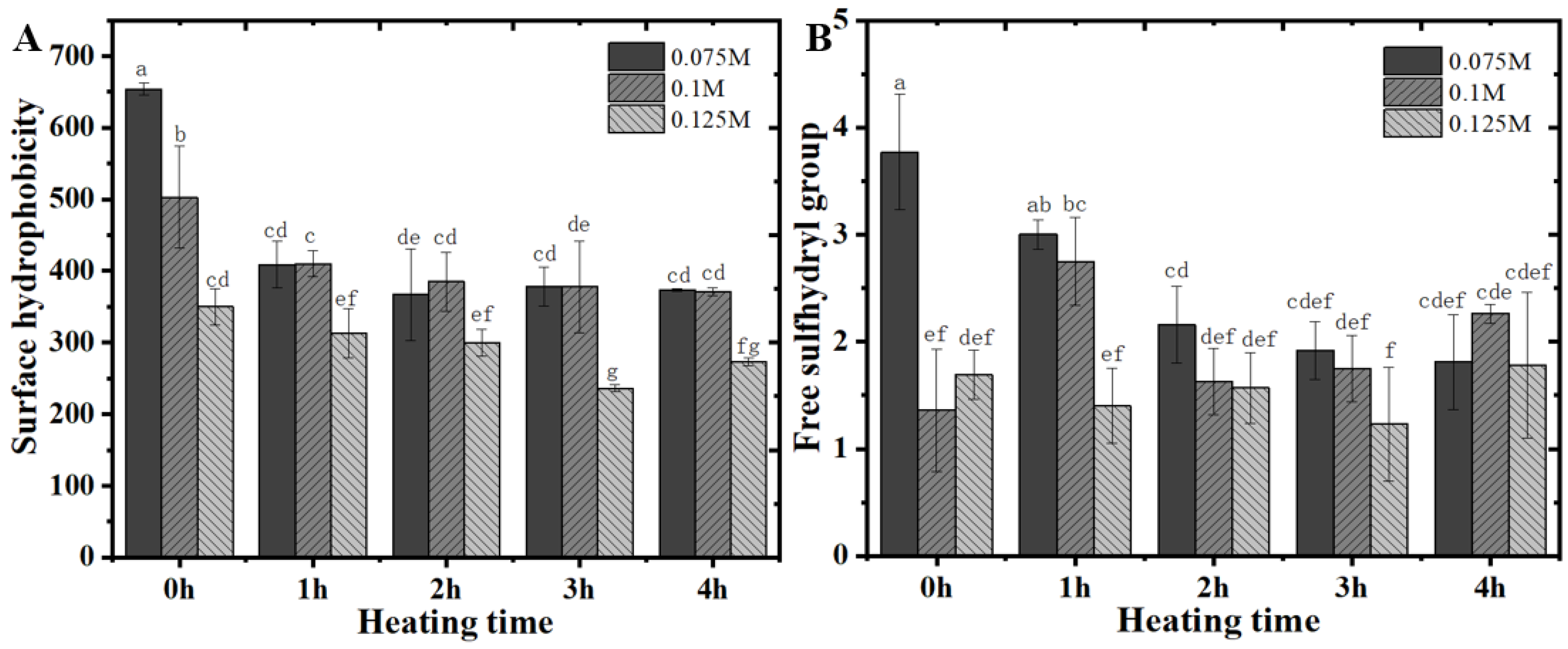
3.2. Surface Hydrophobicity and Free Sulfhydryl Content of RP
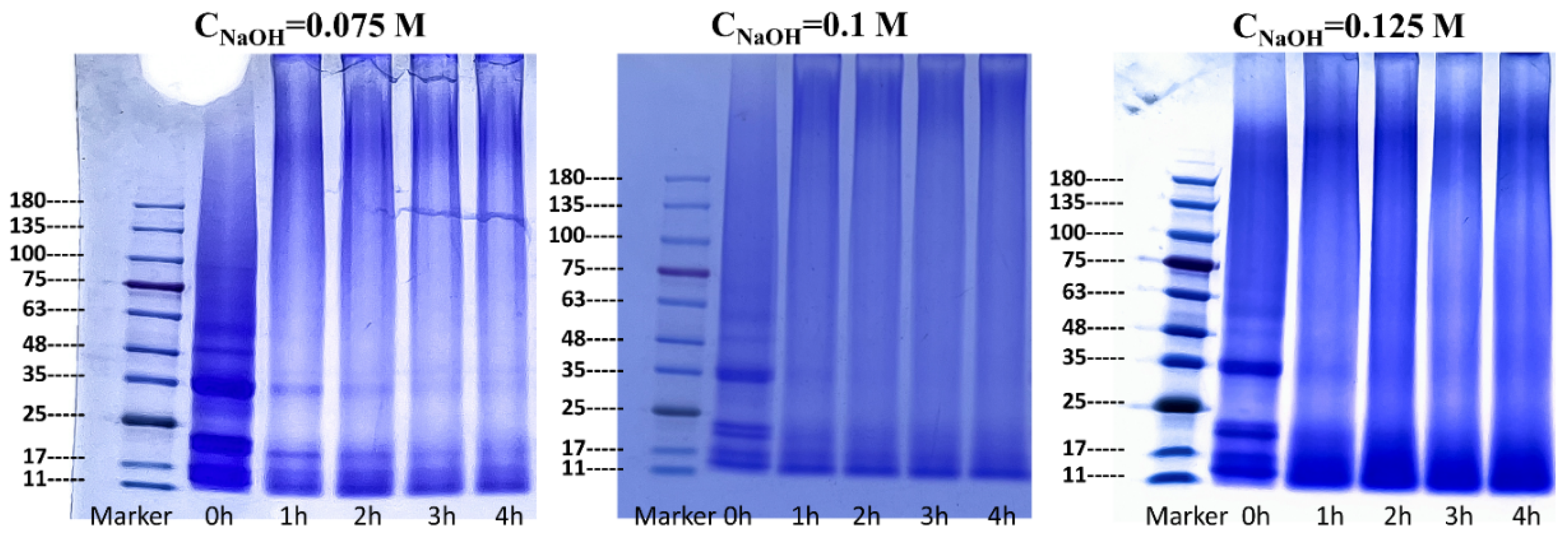
3.3. Structural Characterization of RP
3.4. Microstructure and Physicochemical Properties of Microcapsules
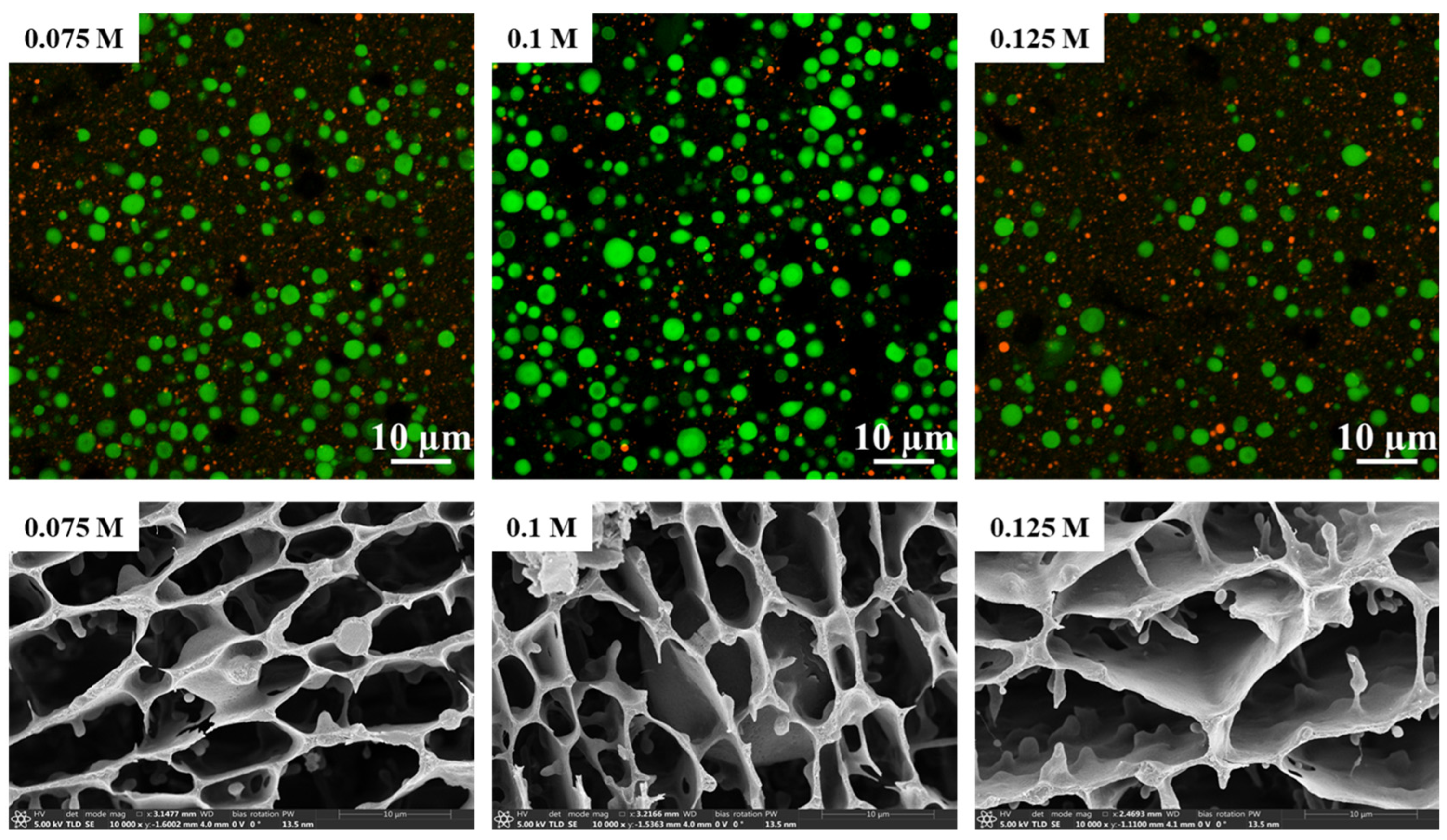
3.4.1. Microstructure of RP-Stabilized Oil-in-Water Emulsions
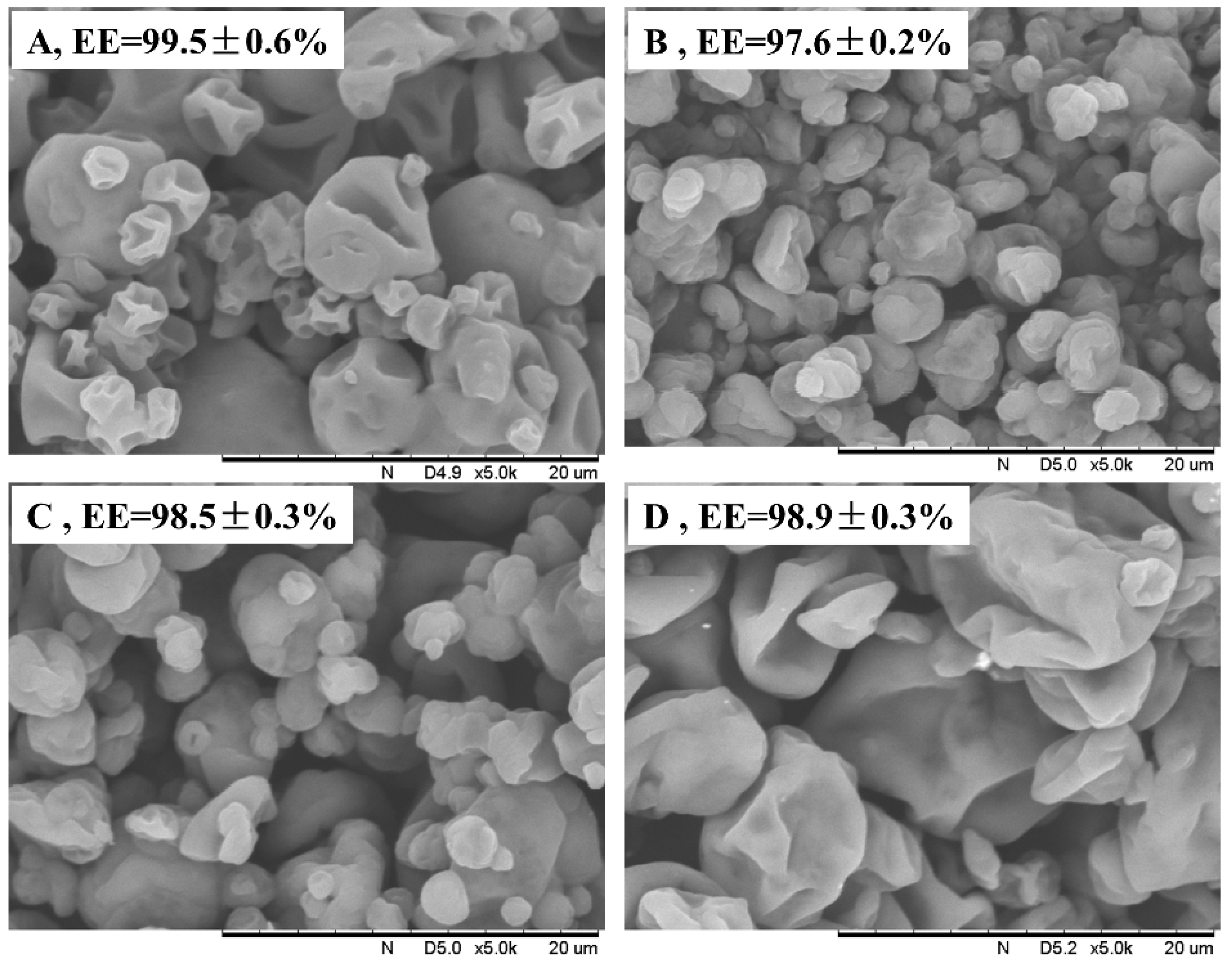
3.4.2. Microstructure and Encapsulation Efficiency of Microcapsules
3.4.3. Redispersing Properties of Microcapsules
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Loveday, S.M. Food proteins: Technological, nutritional, and sustainability attributes of traditional and emerging proteins. Annu. Rev. Food Sci. Technol. 2019, 10, 311–339. [Google Scholar] [CrossRef] [PubMed]
- Zheng, L.; Regenstein, J.M.; Wang, Z.; Zhang, H.; Zhou, L. Reconstituted rice protein: The raw materials, techniques and challenges. Trends Food Sci. Technol. 2023, 133, 267–276. [Google Scholar] [CrossRef]
- Kumar, M.; Tomar, M.; Punia, S.; Dhakane-Lad, J.; Dhumal, S.; Changan, S.; Senapathy, M.; Berwal, M.K.; Sampathrajan, V.; Sayed, A.A.; et al. Plant-based proteins and their multifaceted industrial applications. LWT 2022, 154, 112620. [Google Scholar] [CrossRef]
- Takefuji, Y. Sustainable protein alternatives. Trends Food Sci. Technol. 2021, 107, 429–431. [Google Scholar] [CrossRef]
- Nasrabadi, M.N.; Doost, A.S.; Mezzenga, R. Modification approaches of plant-based proteins to improve their techno-functionality and use in food products. Food Hydrocoll. 2021, 118, 106789. [Google Scholar] [CrossRef]
- Tan, M.; Nawaz, M.A.; Buckow, R. Functional and food application of plant proteins—A review. Food Rev. Int. 2023, 39, 2428–2456. [Google Scholar] [CrossRef]
- Islam, F.; Amer Ali, Y.; Imran, A.; Afzaal, M.; Zahra, S.M.; Fatima, M.; Saeed, F.; Usman, I.; Shehzadi, U.; Mehta, S.; et al. Vegetable proteins as encapsulating agents: Recent updates and future perspectives. Food Sci. Nutr. 2023, 11, 1705–1717. [Google Scholar] [CrossRef]
- Ma, D.; Yang, B.; Zhao, J.; Yuan, D.; Li, Q. Advances in protein-based microcapsules and their applications: A review. Int. J. Biol. Macromol. 2024, 263, 129742. [Google Scholar] [CrossRef]
- Zhao, X.H.; Tang, C.H. Spray-drying microencapsulation of CoQ10 in olive oil for enhanced water dispersion, stability and bioaccessibility: Influence of type of emulsifiers and/or wall materials. Food Hydrocoll. 2016, 61, 20–30. [Google Scholar] [CrossRef]
- Tang, C.H.; Li, X.R. Microencapsulation properties of soy protein isolate and storage stability of the correspondingly spray-dried emulsions. Food Res. Int. 2013, 52, 419–428. [Google Scholar] [CrossRef]
- Labuschagne, P. Impact of wall material physicochemical characteristics on the stability of encapsulated phytochemicals: A review. Food Res. Int. 2018, 107, 227–247. [Google Scholar] [CrossRef]
- Liu, F.; Chen, Z.; Tang, C.H. Microencapsulation properties of protein isolates from three selected Phaseolus legumes in comparison with soy protein isolate. LWT-Food Sci. Technol. 2014, 55, 74–82. [Google Scholar] [CrossRef]
- Wang, R.; Tian, Z.; Chen, L. A novel process for microencapsulation of fish oil with barley protein. Food Res. Int. 2011, 44, 2735–2741. [Google Scholar] [CrossRef]
- Amagliani, L.; O’Regan, J.; Kelly, A.L.; O’Mahony, J.A. The composition, extraction, functionality and applications of rice proteins: A review. Trends Food Sci. Technol. 2017, 64, 1–12. [Google Scholar] [CrossRef]
- Zhang, W.; McClements, D.J.; Chen, J.; Deng, L.; Cui, Y.; Geng, Q.; Li, T.; Liu, C.; Dai, T. Improvement of rice protein functionality by electro-activation technology: Modulation of molecular and physicochemical properties. Food Hydrocoll. 2025, 159, 110607. [Google Scholar] [CrossRef]
- Zhang, L.; You, Y.; Zhang, K.; Li, G.; Zhang, C. Improving solubility of rice protein powder by modifying its physicochemical properties by ultrasound-assisted protein-glutaminase. Food Chem. 2025, 464, 141627. [Google Scholar] [CrossRef] [PubMed]
- Wang, D.; Li, T.; Zhang, X.; Yu, L.; Wang, L. Modification of rice protein and its components: Enhanced fibrils formation and improved foaming properties. Food Hydrocoll. 2025, 158, 110575. [Google Scholar] [CrossRef]
- Li, Z.; Chen, J.; McClements, D.J.; Lu, Y.; Fu, A.; Geng, Q.; Deng, L.; Li, T.; Liu, C.; Dai, T. Enhancement of the rice protein solubility using industry-scale microfluidization and pH cycling: A mechanistic study. Food Hydrocoll. 2025, 160, 110844. [Google Scholar] [CrossRef]
- Yang, Y.R.; Wu, W.K.; Hsiao, J.T.; Hsieh, S.C.; Sheu, F. Combination of chemical modifications improves rice protein solubility. J. Cereal Sci. 2024, 118, 103939. [Google Scholar] [CrossRef]
- Wang, Y.; Liu, X.; Luo, S.; Zhong, C.; Ye, J.; Liu, C. The impact of pH shifting combined high-pressure homogenization on structural and functional properties of rice dreg protein. Innov. Food Sci. Emerg. Technol. 2024, 91, 103520. [Google Scholar] [CrossRef]
- Shi, W.; Xie, H.; Ouyang, K.; Shi, Q.; Xiong, H.; Zhao, Q. Enhancing the solubility and emulsion properties of rice protein by deamidation of citric acid-based natural deep eutectic solvents. Food Res. Int. 2024, 175, 113762. [Google Scholar] [CrossRef]
- Chen, X.; Zhao, H.; Wang, H.; Xu, P.; Chen, M.; Xu, Z.; Wen, L.; Cui, B.; Yu, B.; Zhao, H.; et al. Preparation of high-solubility rice protein using an ultrasound-assisted glycation reaction. Food Res. Int. 2022, 161, 111737. [Google Scholar] [CrossRef] [PubMed]
- Wang, T.; Liu, F.; Wang, R.; Wang, L.; Zhang, H.; Chen, Z. Solubilization by freeze-milling of water-insoluble subunits in rice proteins. Food Funct. 2015, 6, 423–430. [Google Scholar] [CrossRef]
- He, C.; Hu, Y.; Wang, Y.; Liu, Z.; Liao, Y.; Xiong, H.; Zhao, Q. Design of water-soluble whole rice glutelin: The rendezvous of two rice subspecies, Japonica and Indica. Food Hydrocoll. 2021, 110, 106148. [Google Scholar] [CrossRef]
- Igartúa, D.E.; Dichano, M.C.; Ferrari, S.B.; Palazolo, G.G.; Cabezas, D.M. Combination of pH-shifting, ultrasound, and heat treatments to enhance solubility and emulsifying stability of rice protein isolate. Food Chem. 2024, 433, 137319. [Google Scholar] [CrossRef] [PubMed]
- Shen, Q.; Dai, H.; Wen, L.; Zheng, W.; Li, B.; Dai, J.; Li, B.; Chen, Y. Effects of pH-shifting treatments on the emulsifying properties of rice protein isolates: Quantitative analysis of interfacial protein layer. Food Res. Int. 2023, 164, 112306. [Google Scholar] [CrossRef] [PubMed]
- Vidotto, D.C.; Galvão, A.M.M.T.; Tavares, G.M.; Hubinger, M.D. Does protein deamidation enhance rice protein concentrate’s ability to produce and stabilize high internal phase emulsions? Food Res. Int. 2024, 179, 114012. [Google Scholar] [CrossRef]
- Zhao, M.; Xiong, W.; Chen, B.; Zhu, J.; Wang, L. Enhancing the solubility and foam ability of rice glutelin by heat treatment at pH12: Insight into protein structure. Food Hydrocoll. 2020, 103, 105626. [Google Scholar] [CrossRef]
- Li, Y.; Zhang, C.; Liang, Y.; Wang, L.; Xiong, W. Solubility and conformational characterization of rice glutelin after high temperature treatment. Int. J. Biol. Macromol. 2022, 223, 1720–1726. [Google Scholar] [CrossRef]
- Lian, Y.; Li, Y.; Lv, R.; Wang, L.; Xiong, W. The mechanism of alkali-induced rice protein gel formation: Effect of alkali concentration and temperature. Food Hydrocoll. 2024, 147, 109335. [Google Scholar] [CrossRef]
- Nisov, A.; Ercili-Cura, D.; Nordlund, E. Limited hydrolysis of rice endosperm protein for improved techno-functional properties. Food Chem. 2020, 302, 125274. [Google Scholar] [CrossRef]
- Gomes, M.H.G.; Kurozawa, L.E. Performance of rice protein hydrolysates as a stabilizing agent on oil-in-water emulsions. Food Res. Int. 2023, 172, 113099. [Google Scholar] [CrossRef]
- Wang, T.; Zhang, H.; Wang, L.; Wang, R.; Chen, Z. Mechanistic insights into solubilization of rice protein isolates by freeze–milling combined with alkali pretreatment. Food Chem. 2015, 178, 82–88. [Google Scholar] [CrossRef] [PubMed]
- Kumagai, T.; Kawamura, H.; Fuse, T.; Watanabe, T.; Saito, Y.; Masumura, T.; Watanabe, R.; Kadowaki, M. Production of rice protein by alkaline extraction improves its digestibility. J. Nutr. Sci. Vitaminol. 2006, 52, 467–472. [Google Scholar] [CrossRef] [PubMed]
- Xia, N.; Wang, J.M.; Gong, Q.; Yang, X.Q.; Yin, S.W.; Qi, J.R. Characterization and In Vitro digestibility of rice protein prepared by enzyme-assisted microfluidization: Comparison to alkaline extraction. J. Cereal Sci. 2012, 56, 482–489. [Google Scholar] [CrossRef]
- Rygula, A.; Majzner, K.; Marzec, K.M.; Kaczor, A.; Pilarczyk, M.; Baranska, M. Raman spectroscopy of proteins: A review. J. Raman Spectrosc. 2013, 44, 1061–1076. [Google Scholar] [CrossRef]
- Herrero, A.M.; Jiménez-Colmenero, F.; Carmona, P. Elucidation of structural changes in soy protein isolate upon heating by Raman spectroscopy. Int. J. Food Sci. Technol. 2009, 44, 711–717. [Google Scholar] [CrossRef]
- Zhao, Y.; Ma, C.Y.; Yuen, S.N.; Phillips, D.L. Study of succinylated food proteins by Raman spectroscopy. J. Agric. Food Chem. 2004, 52, 1815–1823. [Google Scholar] [CrossRef]
- Francisco, C.R.L.; de Oliveira Junior, F.D.; Marin, G.; Alvim, I.D.; Hubinger, M.D. Plant proteins at low concentrations as natural emulsifiers for an effective orange essential oil microencapsulation by spray drying. Colloids Surf. A Physicochem. Eng. Asp. 2020, 607, 125470. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Type of Protein | D50 (μm) | D4,3 (μm) | D3,2 (μm) |
|---|---|---|---|
| Sodium caseinate | 2.271 | 2.518 | 1.8 |
| RP (0.075 M + 1 h) | 9.15 | 10.29 | 7.75 |
| RP (0.1 M + 1 h) | 9.75 | 11.5 | 7.98 |
| RP (0.125 M + 1 h) | 14.19 | 16.98 | 11.92 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, M.; Huang, R.; Wang, L.; Eid, M.; Xiong, W. Physicochemical Properties of Moderately Heat-Treated Rice Protein Within Alkaline Solution and Its Evaluation as a Spray-Drying Microencapsulation Wall Material. Foods 2025, 14, 1739. https://doi.org/10.3390/foods14101739
Liu M, Huang R, Wang L, Eid M, Xiong W. Physicochemical Properties of Moderately Heat-Treated Rice Protein Within Alkaline Solution and Its Evaluation as a Spray-Drying Microencapsulation Wall Material. Foods. 2025; 14(10):1739. https://doi.org/10.3390/foods14101739
Chicago/Turabian StyleLiu, Mengqi, Rumeng Huang, Lifeng Wang, Mohamed Eid, and Wenfei Xiong. 2025. "Physicochemical Properties of Moderately Heat-Treated Rice Protein Within Alkaline Solution and Its Evaluation as a Spray-Drying Microencapsulation Wall Material" Foods 14, no. 10: 1739. https://doi.org/10.3390/foods14101739
APA StyleLiu, M., Huang, R., Wang, L., Eid, M., & Xiong, W. (2025). Physicochemical Properties of Moderately Heat-Treated Rice Protein Within Alkaline Solution and Its Evaluation as a Spray-Drying Microencapsulation Wall Material. Foods, 14(10), 1739. https://doi.org/10.3390/foods14101739