
Effect of Sprouted Buckwheat on Glycemic Index and Quality of Reconstituted Rice
Abstract
1. Introduction
2. Materials and Methods
2.1. Materials and Reagents
2.2. Preparation of Sprouted Buckwheat Flour
2.3. Formulation Design and Optimization of Sprouted Buckwheat Reconstituted Rice
2.3.1. Mixing Test Design
2.3.2. Extrusion Puffing Process and Parameters
2.3.3. Determination of α-Amylase Inhibition Rate and Resistant Starch Content and Sensory Evaluation
2.4. Nutrient Content Determination
2.5. Determination of Total Flavonoids and Phenols
2.6. In Vitro Digestive Characterization
2.7. Colorimetry and X-ray Diffraction
2.8. Textural Properties and Scanning Electron Microscopy
2.9. Thermal Properties and Pasting Properties
2.10. Determination of Volatile Components
2.11. Statistical Analysis of Data
3. Results and Discussion
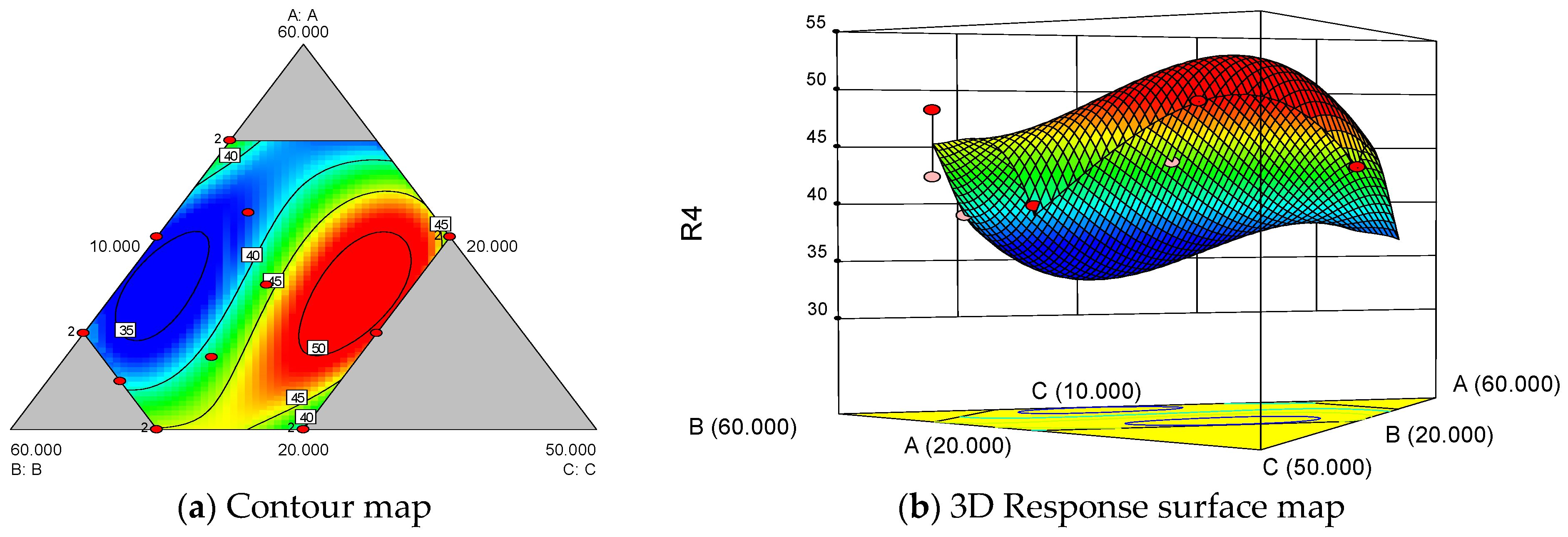
3.1. Weighted Score Response Value Analysis and Determination of Optimal Formulation
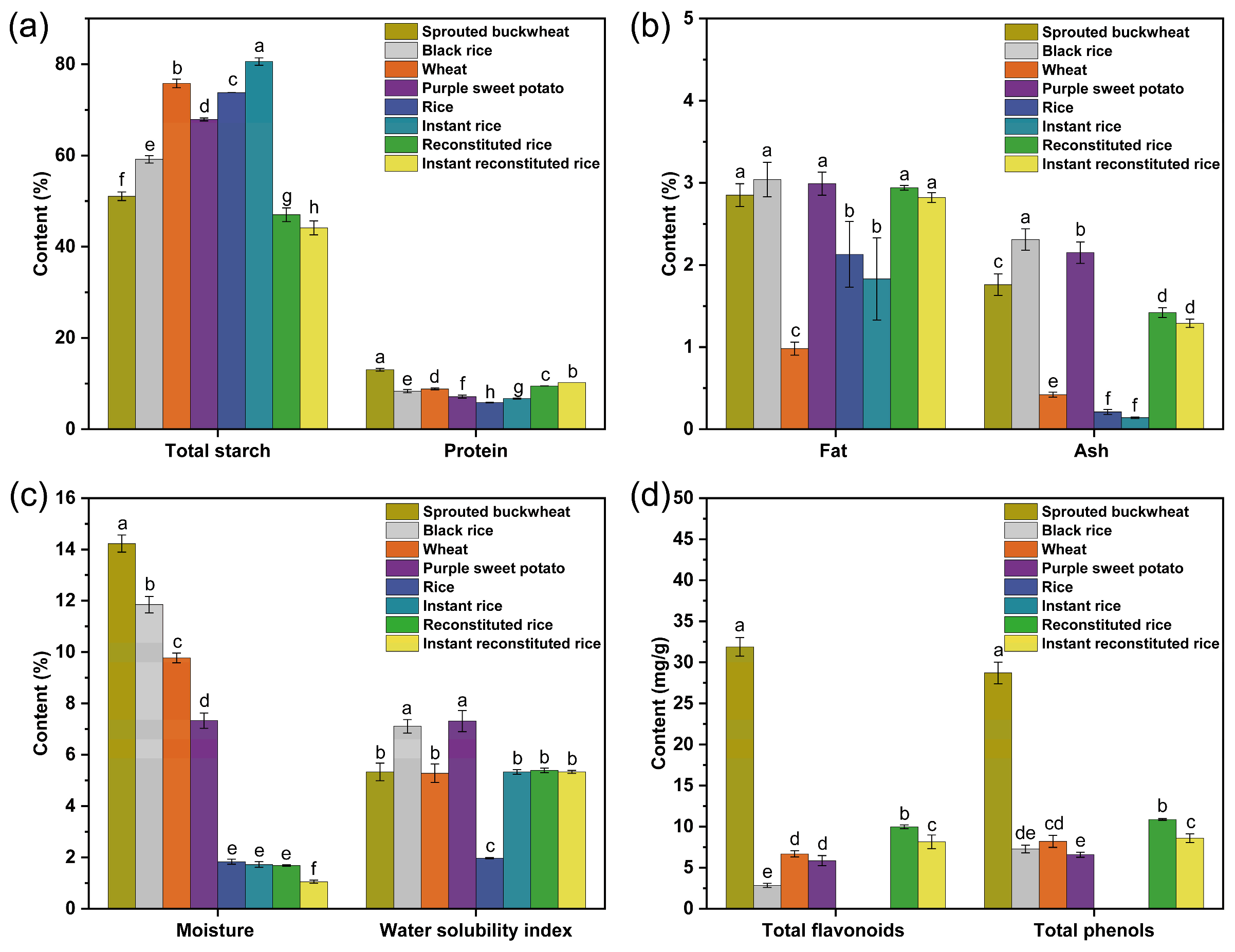
3.2. Nutritional Composition, Total Flavonoids, and Total Phenol Content
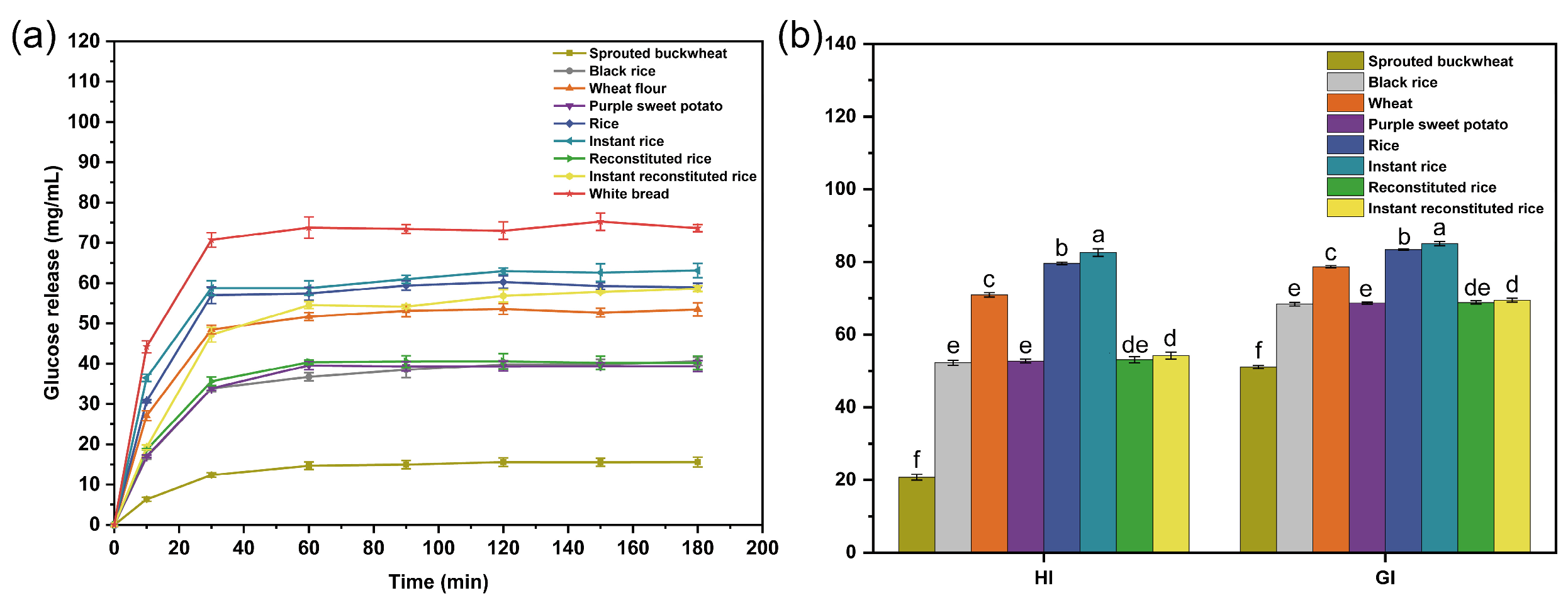
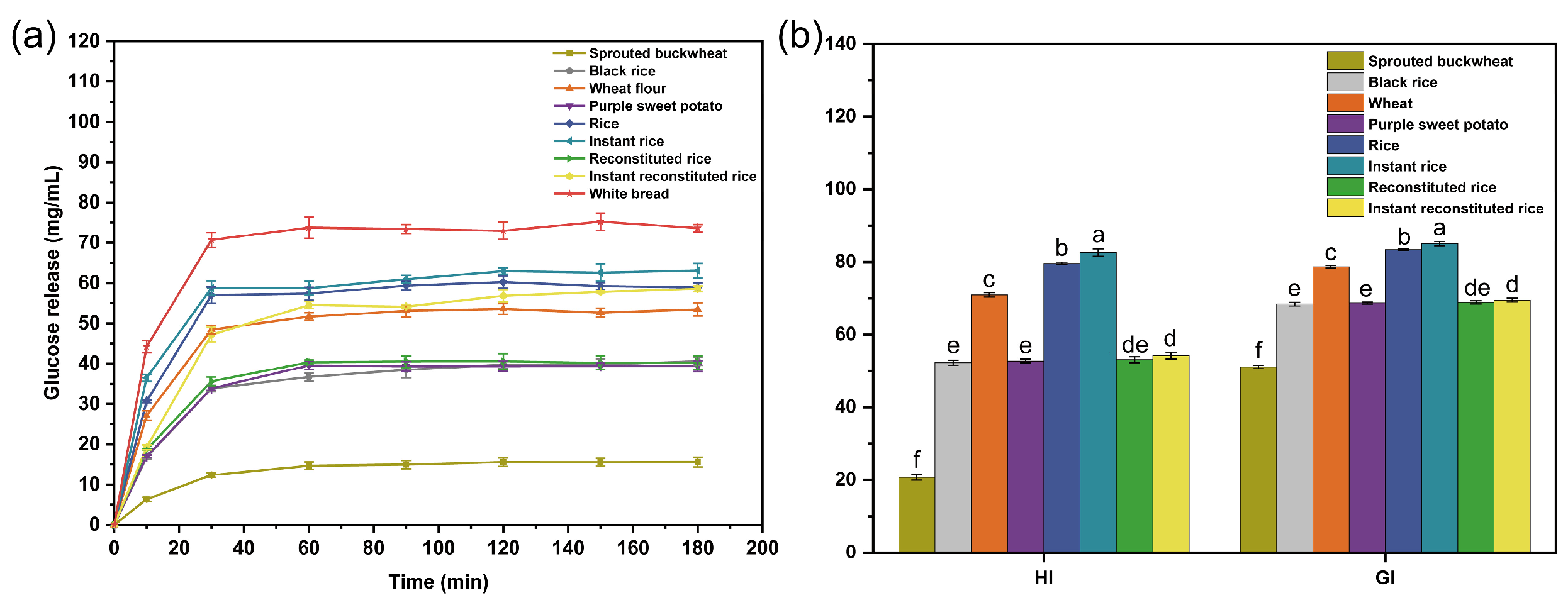
3.3. In Vitro Digestive Characterization and Dietary GI Analysis
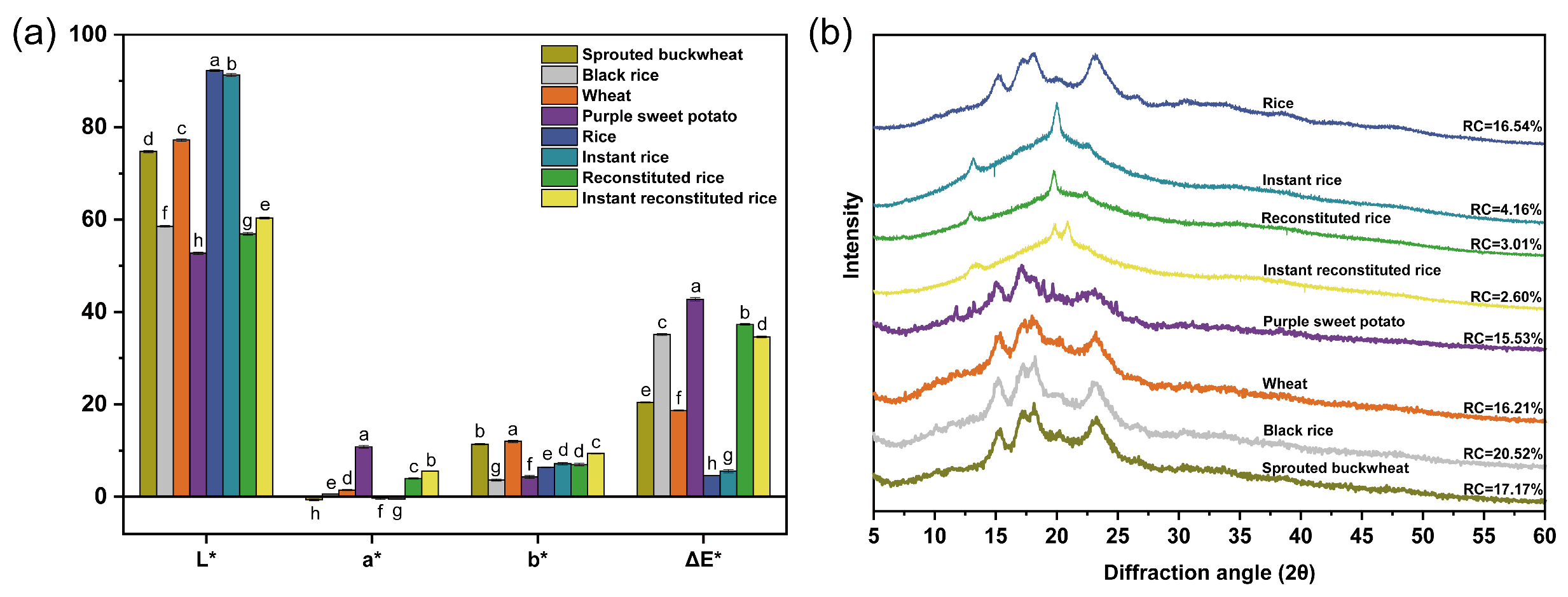
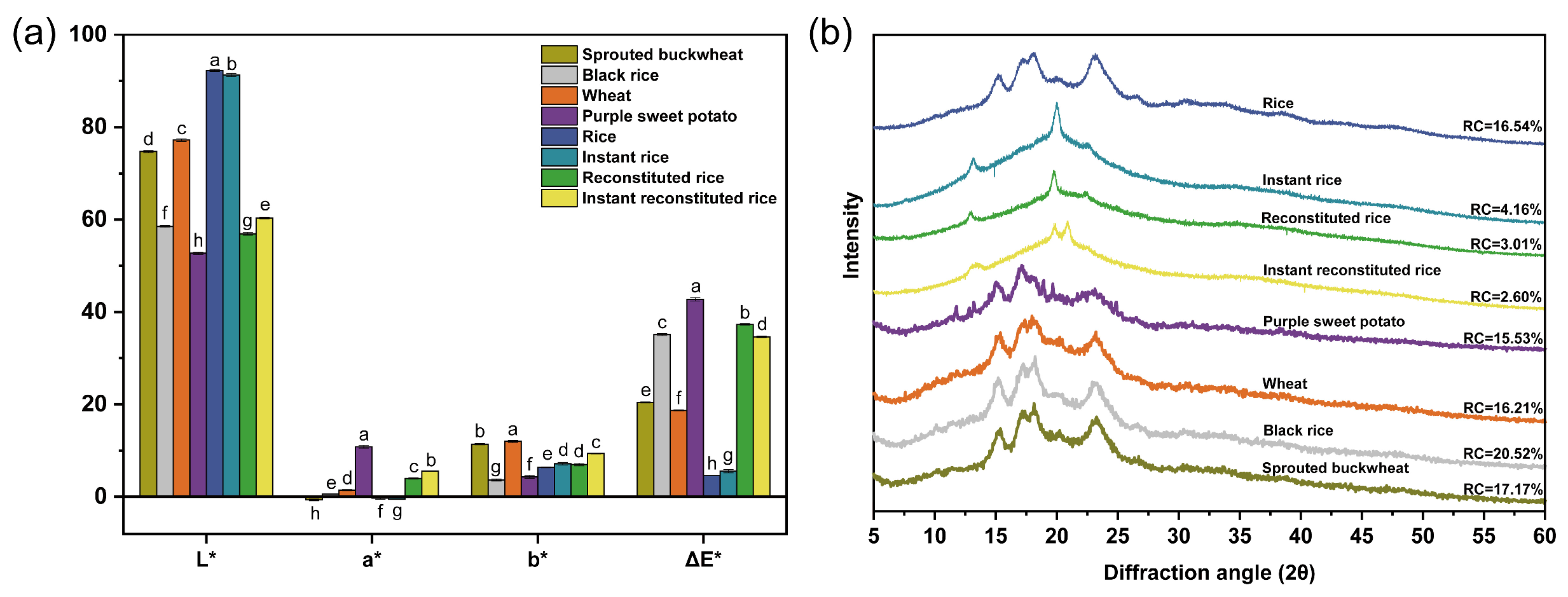
3.4. Analysis of Color and XRD
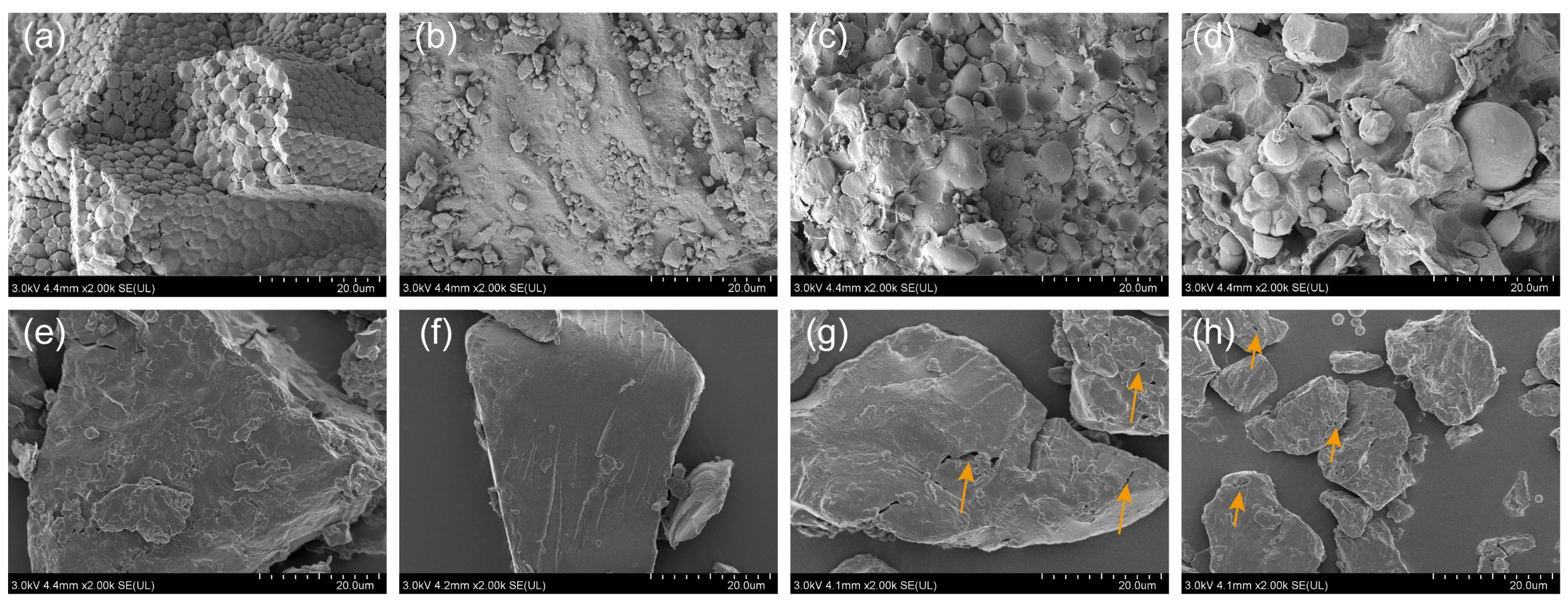
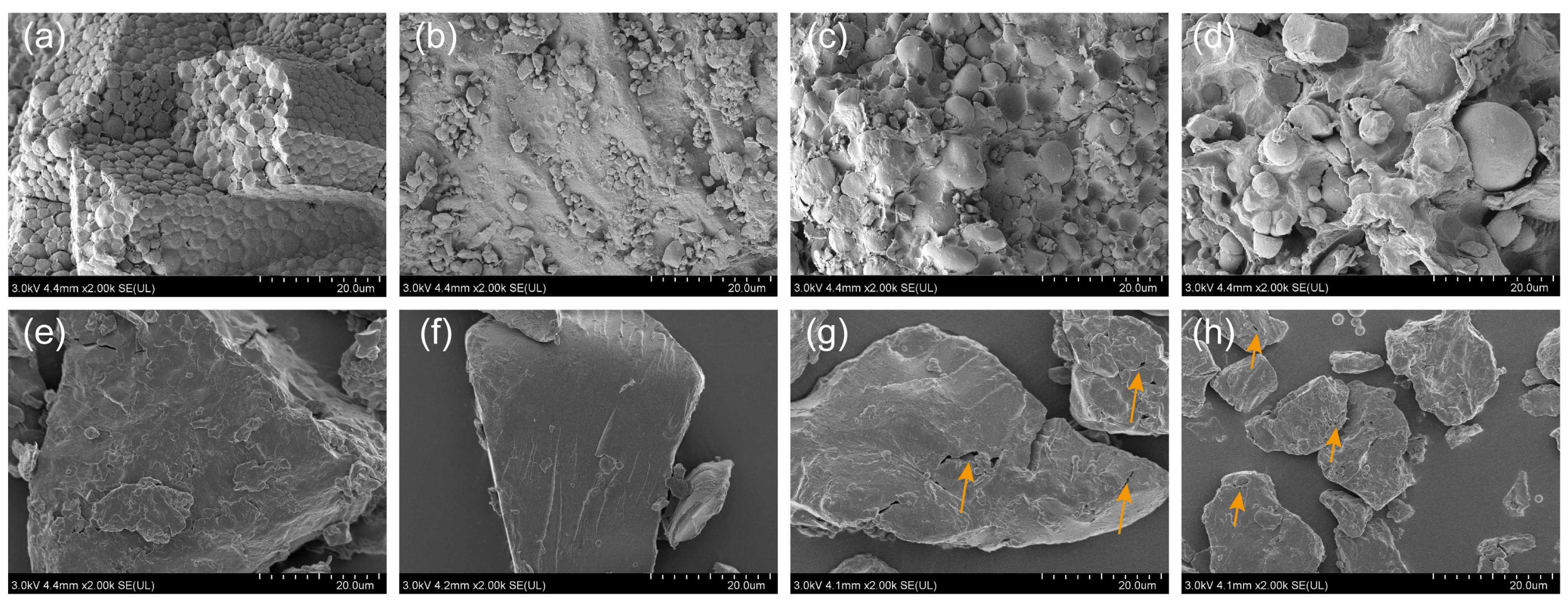
3.5. Microstructure and Texture Analysis
3.6. Analysis of Thermal and Pasting Properties
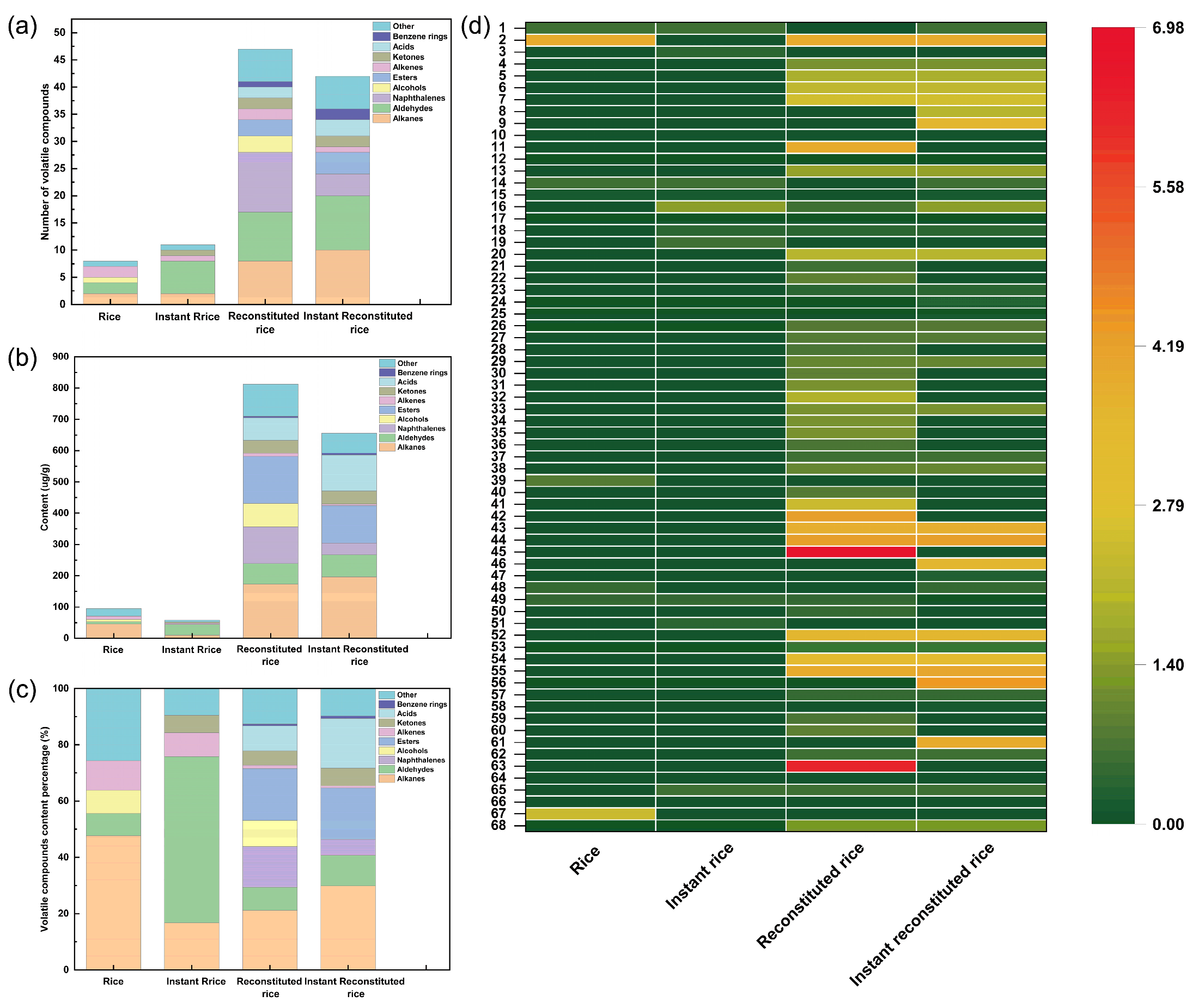
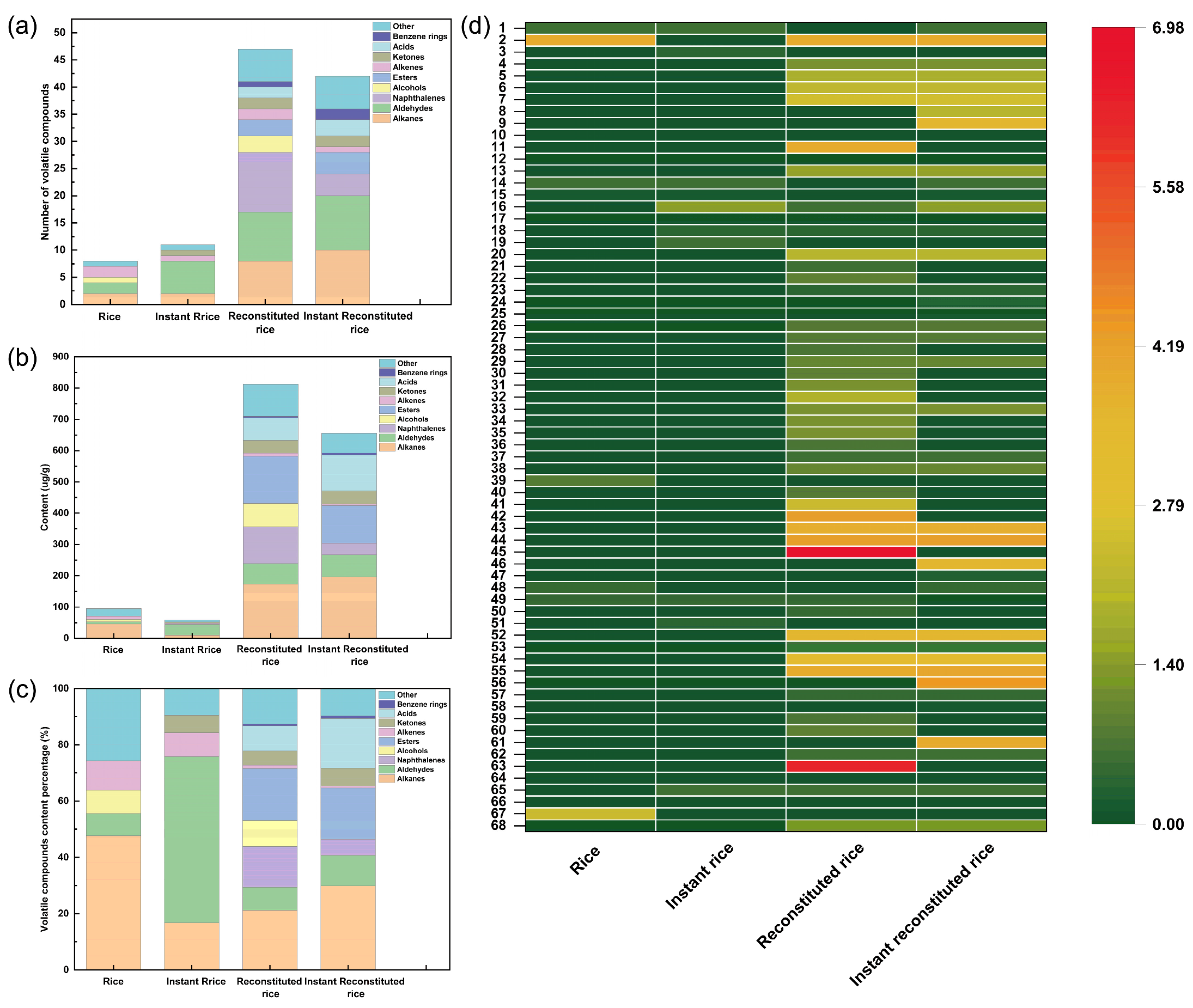
3.7. Analysis of Volatile Components in Rice Products
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Wang, P.; Li, Q.; Wei, J.; Zeng, S.; Sun, B.; Sun, W.; Ma, P. Germplasm Resources and Metabolite Marker Screening of High-Flavonoid Tartary Buckwheat (Fagopyrum tataricum). J. Agric. Food Chem. 2023, 71, 20131–20145. [Google Scholar] [CrossRef] [PubMed]
- Bhinder, S.; Singh, N.; Kaur, A. Impact of germination on nutraceutical, functional and gluten free muffin making properties of Tartary buckwheat (Fagopyrum tataricum). Food Hydrocoll. 2022, 124, 107268. [Google Scholar] [CrossRef]
- Ge, R.H.; Wang, H. Nutrient components and bioactive compounds in tartary buckwheat bran and flour as affected by thermal processing. Int. J. Food Prop. 2020, 23, 127–137. [Google Scholar] [CrossRef]
- Li, Z.; Li, Z.; Huang, Y.; Jiang, Y.; Liu, Y.; Wen, W.; Li, H.; Shao, J.; Wang, C.; Zhu, X. Antioxidant Capacity, Metal Contents, and Their Health Risk Assessment of Tartary Buckwheat Teas. ACS Omega 2020, 5, 9724–9732. [Google Scholar] [CrossRef] [PubMed]
- Giovanelli, G.; Bresciani, A.; Benedetti, S.; Chiodaroli, G.; Ratti, S.; Buratti, S.; Marti, A. Reformulating Couscous with Sprouted Buckwheat: Physico-Chemical Properties and Sensory Characteristics Assessed by E-Senses. Foods 2023, 12, 3578. [Google Scholar] [CrossRef]
- Kim, S.-H.; Cui, C.-B.; Kang, I.-J.; Kim, S.Y.; Ham, S.-S. Cytotoxic Effect of Buckwheat (Fagopyrum esculentum Moench) Hull Against Cancer Cells. J. Med. Food 2007, 10, 232–238. [Google Scholar] [CrossRef]
- Cao, P.; Wu, Y.; Li, Y.; Xiang, L.; Cheng, B.; Hu, Y.; Jiang, X.; Wang, Z.; Wu, S.; Si, L.; et al. The important role of glycerophospholipid metabolism in the protective effects of polyphenol-enriched Tartary buckwheat extract against alcoholic liver disease. Food Funct. 2022, 13, 10415–10425. [Google Scholar] [CrossRef] [PubMed]
- Xu, Q.; Zheng, F.; Cao, X.; Yang, P.; Xing, Y.; Zhang, P.; Liu, H.; Zhou, G.; Liu, X.; Bi, X. Effects of Airflow Ultrafine-Grinding on the Physicochemical Characteristics of Tartary Buckwheat Powder. Molecules 2021, 26, 5841. [Google Scholar] [CrossRef] [PubMed]
- Guan, Q.; Ding, X.-W.; Jiang, R.; Ouyang, P.-L.; Gui, J.; Feng, L.; Yang, L.; Song, L.-H. Effects of hydrogen-rich water on the nutrient composition and antioxidative characteristics of sprouted black barley. Food Chem. 2019, 299, 125095. [Google Scholar] [CrossRef]
- Yıltırak, S.; Kocadağlı, T.; Çelik, E.E.; Özkaynak Kanmaz, E.; Gökmen, V. Effects of Sprouting and Fermentation on Free Asparagine and Reducing Sugars in Wheat, Einkorn, Oat, Rye, Barley, and Buckwheat and on Acrylamide and 5-Hydroxymethylfurfural Formation during Heating. J. Agric. Food Chem. 2021, 69, 9419–9433. [Google Scholar] [CrossRef]
- Tian, B.; Xie, B.; Shi, J.; Wu, J.; Cai, Y.; Xu, T.; Xue, S.; Deng, Q. Physicochemical changes of oat seeds during germination. Food Chem. 2010, 119, 1195–1200. [Google Scholar] [CrossRef]
- Ding, J.; Johnson, J.; Chu, Y.F.; Feng, H. Enhancement of γ-aminobutyric acid, avenanthramides, and other health-promoting metabolites in germinating oats (Avena sativa L.) treated with and without power ultrasound. Food Chem. 2019, 283, 239–247. [Google Scholar] [CrossRef] [PubMed]
- Kayisoglu, C.; Altikardes, E.; Guzel, N.; Uzel, S. Germination: A Powerful Way to Improve the Nutritional, Functional, and Molecular Properties of White- and Red-Colored Sorghum Grains. Foods 2024, 13, 662. [Google Scholar] [CrossRef] [PubMed]
- Zhou, X.; Hao, T.; Zhou, Y.; Tang, W.; Xiao, Y.; Meng, X.; Fang, X. Relationships between antioxidant compounds and antioxidant activities of tartary buckwheat during germination. J. Food Sci. Technol. 2014, 52, 2458–2463. [Google Scholar] [CrossRef] [PubMed]
- Zhang, Y.-L.; Dou, B.-X.; Wang, Y.; Liu, J.-J.; Zhang, Z.; Liu, Y.; Zhang, N.; He, S. Study on the Effect of Crushed Rice-Lotus Seed Starch Reconstituted Rice on Lipid Metabolism Histology in Rats. J. Food Qual. 2022, 2022, 9105936. [Google Scholar] [CrossRef]
- Wang, L.-S.; Duan, Y.-M.; Tong, L.-F.; Yu, X.-S.; Xiao, Z.-G.; Wang, P. Insights into the interaction mechanism of glutelin and rice starch during extrusion processing: The role of specific mechanical energy. Food Chem. 2023, 405, 134850. [Google Scholar] [CrossRef]
- Peng, X.; Liu, K.; Hu, X.; Gong, D.; Zhang, G. Hesperetin-Cu(II) complex as potential α-amylase and α-glucosidase inhibitor: Inhibition mechanism and molecular docking. Spectrochim. Acta Part A Mol. Biomol. Spectrosc. 2023, 290, 122301. [Google Scholar] [CrossRef] [PubMed]
- Goñi, I.; García-Diz, L.; Mañas, E.; Saura-Calixto, F. Analysis of resistant starch: A method for foods and food products. Food Chem. 1996, 56, 445–449. [Google Scholar] [CrossRef]
- Wu, J.; Zhu, K.; Zhang, S.; Shi, M.; Liao, L. Impact of Oat Supplementation on the Structure, Digestibility, and Sensory Properties of Extruded Instant Rice. Foods 2024, 13, 0217. [Google Scholar] [CrossRef]
- Li, Y.; Gao, C.; Wang, Y.; Fan, M.; Wang, L.; Qian, H. Analysis of the aroma volatile compounds in different stabilized rice bran during storage. Food Chem. 2023, 405, 134753. [Google Scholar] [CrossRef]
- Rani, P.; Kumar, A.; Purohit, S.R.; Rao, P.S. Extrusion of fermented rice-black gram flour for development of functional snacks: Characterization, optimization and sensory analysis. J. Food Sci. Technol. 2020, 58, 494–509. [Google Scholar] [CrossRef]
- Paznocht, L.; Burešová, B.; Kotíková, Z.; Martinek, P. Carotenoid content of extruded and puffed products made of colored-grain wheats. Food Chem. 2021, 340, 127951. [Google Scholar] [CrossRef]
- Huang, R.; Pan, X.; Lv, J.; Zhong, W.; Yan, F.; Duan, F.; Jia, L. Effects of explosion puffing on the nutritional composition and digestibility of grains. Int. J. Food Prop. 2018, 21, 2193–2204. [Google Scholar] [CrossRef]
- Szabo, K.; Dulf, F.V.; Teleky, B.-E.; Eleni, P.; Boukouvalas, C.; Krokida, M.; Kapsalis, N.; Rusu, A.V.; Socol, C.T.; Vodnar, D.C. Evaluation of the Bioactive Compounds Found in Tomato Seed Oil and Tomato Peels Influenced by Industrial Heat Treatments. Foods 2021, 10, 110. [Google Scholar] [CrossRef]
- Ti, H.; Zhang, R.; Zhang, M.; Wei, Z.; Chi, J.; Deng, Y.; Zhang, Y. Effect of extrusion on phytochemical profiles in milled fractions of black rice. Food Chem. 2015, 178, 186–194. [Google Scholar] [CrossRef]
- Punia Bangar, S.; Singh Sandhu, K.; Trif, M.; Rusu, A.; Pop, I.D.; Kumar, M. Enrichment in Different Health Components of Barley Flour Using Twin-Screw Extrusion Technology to Support Nutritionally Balanced Diets. Front. Nutr. 2022, 8, 823148. [Google Scholar] [CrossRef] [PubMed]
- Molinari, R.; Costantini, L.; Timperio, A.M.; Lelli, V.; Bonafaccia, F.; Bonafaccia, G.; Merendino, N. Tartary buckwheat malt as ingredient of gluten-free cookies. J. Cereal Sci. 2018, 80, 37–43. [Google Scholar] [CrossRef]
- Di Cairano, M.; Tchuenbou-Magaia, F.L.; Condelli, N.; Cela, N.; Ojo, C.C.; Radecka, I.; Dunmore, S.; Galgano, F. Glycaemic Index of Gluten-Free Biscuits with Resistant Starch and Sucrose Replacers: An In Vivo and In Vitro Comparative Study. Foods 2022, 11, 3253. [Google Scholar] [CrossRef] [PubMed]
- Kim, J.H.; Tanhehco, E.J.; Ng, P.K.W. Effect of extrusion conditions on resistant starch formation from pastry wheat flour. Food Chem. 2006, 99, 718–723. [Google Scholar] [CrossRef]
- Liu, T.; Zhang, B.; Wang, L.; Zhao, S.; Qiao, D.; Zhang, L.; Xie, F. Microwave reheating increases the resistant starch content in cooked rice with high water contents. Int. J. Biol. Macromol. 2021, 184, 804–811. [Google Scholar] [CrossRef]
- Zhang, K.; Dong, R.; Hu, X.; Ren, C.; Li, Y. Oat-Based Foods: Chemical Constituents, Glycemic Index, and the Effect of Processing. Foods 2021, 10, 1304. [Google Scholar] [CrossRef] [PubMed]
- Saldanha do Carmo, C.; Varela, P.; Poudroux, C.; Dessev, T.; Myhrer, K.; Rieder, A.; Zobel, H.; Sahlstrøm, S.; Knutsen, S.H. The impact of extrusion parameters on physicochemical, nutritional and sensorial properties of expanded snacks from pea and oat fractions. LWT-Food Sci. Technol. 2019, 112, 108252. [Google Scholar] [CrossRef]
- Huang, J.; Wang, Z.; Fan, L.; Ma, S. A review of wheat starch analyses: Methods, techniques, structure and function. Int. J. Biol. Macromol. 2022, 203, 130–142. [Google Scholar] [CrossRef] [PubMed]
- Mir, S.A.; Bosco, S.J.D.; Shah, M.A.; Mir, M.M. Effect of puffing on physical and antioxidant properties of brown rice. Food Chem. 2016, 191, 139–146. [Google Scholar] [CrossRef] [PubMed]
- Singh, J.; Dartois, A.; Kaur, L. Starch digestibility in food matrix: A review. Trends Food Sci. Technol. 2010, 21, 168–180. [Google Scholar] [CrossRef]
- Singh, N.; Virdi, A.S.; Katyal, M.; Kaur, A.; Kaur, D.; Ahlawat, A.K.; Singh, A.M.; Kumar Sharma, R. Evaluation of heat stress through delayed sowing on physicochemical and functional characteristics of grains, whole meals and flours of India wheat. Food Chem. 2021, 344, 128725. [Google Scholar] [CrossRef]
- Zhang, G.; Xuan, Y.; Lyu, F.; Ding, Y. Microstructural, physicochemical properties and starch digestibility of brown rice flour treated with extrusion and heat moisture. Int. J. Biol. Macromol. 2023, 242, 124594. [Google Scholar] [CrossRef] [PubMed]
- Wang, N.; Wu, L.; Zhang, F.; Kan, J.; Zheng, J. Modifying the rheological properties, in vitro digestion, and structure of rice starch by extrusion assisted addition with bamboo shoot dietary fiber. Food Chem. 2022, 375, 131900. [Google Scholar] [CrossRef] [PubMed]
- Funami, T.; Nakauma, M. Instrumental food texture evaluation in relation to human perception. Food Hydrocoll. 2022, 124, 107253. [Google Scholar] [CrossRef]
- Wei, B.; Hu, X.; Zhang, B.; Li, H.; Xu, X.; Jin, Z.; Tian, Y. Effect of defatting on acid hydrolysis rate of maize starch with different amylose contents. Int. J. Biol. Macromol. 2013, 62, 652–656. [Google Scholar] [CrossRef]
- Ma, M.; Zhang, Y.; Chen, X.; Li, H.; Sui, Z.; Corke, H. Microwave irradiation differentially affect the physicochemical properties of waxy and non-waxy hull-less barley starch. J. Cereal Sci. 2020, 95, 103072. [Google Scholar] [CrossRef]
- Zhang, Z.; Zhu, M.; Xing, B.; Liang, Y.; Zou, L.; Li, M.; Fan, X.; Ren, G.; Zhang, L.; Qin, P. Effects of extrusion on structural properties, physicochemical properties and in vitro starch digestibility of Tartary buckwheat flour. Food Hydrocoll. 2023, 135, 108197. [Google Scholar] [CrossRef]
- Liu, Y.; Chao, C.; Yu, J.; Wang, S.; Wang, S.; Copeland, L. New insights into starch gelatinization by high pressure: Comparison with heat-gelatinization. Food Chem. 2020, 318, 126493. [Google Scholar] [CrossRef] [PubMed]
- Jekle, M.; Mühlberger, K.; Becker, T. Starch–gluten interactions during gelatinization and its functionality in dough like model systems. Food Hydrocoll. 2016, 54, 196–201. [Google Scholar] [CrossRef]
- Boonkor, P.; Sagis, L.M.C.; Lumdubwong, N. Pasting and Rheological Properties of Starch Paste/Gels in a Sugar-Acid System. Foods 2022, 11, 4060. [Google Scholar] [CrossRef] [PubMed]
- Hu, X.; Lu, L.; Guo, Z.; Zhu, Z. Volatile compounds, affecting factors and evaluation methods for rice aroma: A review. Trends Food Sci. Technol. 2020, 97, 136–146. [Google Scholar] [CrossRef]
- Mi, Y.; Wang, Z.; Guan, L.; Zhang, M.; Li, S.; Ye, G.; Ren, X.; Liang, S. Analysis of volatile compounds in rice porridge of different japonica rice varieties in Northeast China. J. Cereal Sci. 2023, 113, 103749. [Google Scholar] [CrossRef]
- Yang, D.S.; Lee, K.-S.; Jeong, O.-Y.; Kim, K.-J.; Kays, S.J. Characterization of Volatile Aroma Compounds in Cooked Black Rice. J. Agric. Food Chem. 2008, 56, 235–240. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Test Set | A Sprouted Buckwheat Flour | B Wheat Flour | C Black Rice Flour | D Purple Sweet Potato Flour | R4 Weighted Score |
|---|---|---|---|---|---|
| 1 | 20.000 | 50.000 | 20.000 | 10.000 | 42.358 |
| 2 | 30.000 | 30.000 | 30.000 | 10.000 | 48.676 |
| 3 | 40.000 | 20.000 | 30.000 | 10.000 | 43.200 |
| 4 | 27.500 | 42.500 | 20.000 | 10.000 | 41.874 |
| 5 | 50.000 | 30.000 | 10.000 | 10.000 | 43.484 |
| 6 | 30.000 | 50.000 | 10.000 | 10.000 | 37.222 |
| 7 | 20.000 | 40.000 | 30.000 | 10.000 | 38.478 |
| 8 | 35.000 | 35.000 | 20.000 | 10.000 | 43.636 |
| 9 | 42.500 | 32.500 | 15.000 | 10.000 | 37.373 |
| 10 | 20.000 | 50.000 | 20.000 | 10.000 | 48.007 |
| 11 | 40.000 | 20.000 | 30.000 | 10.000 | 43.128 |
| 12 | 25.000 | 50.000 | 15.000 | 10.000 | 39.020 |
| 13 | 50.000 | 30.000 | 10.000 | 10.000 | 44.018 |
| 14 | 20.000 | 40.000 | 30.000 | 10.000 | 40.011 |
| 15 | 30.000 | 50.000 | 10.000 | 10.000 | 41.305 |
| 16 | 40.000 | 40.000 | 10.000 | 10.000 | 36.445 |
| Source | Sum of Squares | df | Mean Square | F-Ratio | Prob > F |
|---|---|---|---|---|---|
| Model | 166.78 | 9 | 18.53 | 4.34 | 0.044 * |
| linear mixed model | 24.61 | 2 | 12.31 | 2.88 | 0.1327 |
| AB | 20.78 | 1 | 20.78 | 4.87 | 0.0695 |
| AC | 22.87 | 1 | 22.87 | 5.36 | 0.0599 |
| BC | 19.74 | 1 | 19.74 | 4.62 | 0.0751 |
| ABC | 12.06 | 1 | 12.06 | 2.82 | 0.1438 |
| AB (A–B) | 9.85 | 1 | 9.85 | 2.31 | 0.1797 |
| AC (A–C) | 44.81 | 1 | 44.81 | 10.5 | 0.0177 * |
| BC (B–C) | 24.46 | 1 | 24.46 | 5.73 | 0.0538 |
| Residual | 25.62 | 6 | 4.27 | ||
| Lack of fit | 0.010 | 1 | 0.010 | 0.002 | 0.9665 |
| Pure error | 25.61 | 5 | 5.12 | ||
| R2 = 0.8668 | R2Adj = 0.6671 | ||||
| Samples | Hardness (g) | Tackiness (g) | Springiness (mm) | Cohesiveness | Gumminess (g) | Chewiness (mJ) |
|---|---|---|---|---|---|---|
| Rice | 57.17 ± 3.18 a | 9.33 ± 1.86 a | 1.20 ± 0.05 a | 1.13 ± 0.05 a | 62.05 ± 3.95 a | 0.67 ± 0.09 a |
| Instant rice | 23.33 ± 1.20 b | 5.83 ± 0.17 a | 0.63 ± 0.23 a | 1.07 ± 0.17 a | 30.73 ± 1.22 b | 0.18 ± 0.08 b |
| Reconstituted rice | 18.17 ± 0.17 b | 7.33 ± 0.44 a | 0.84 ± 0.21 a | 1.38 ± 0.32 a | 27.93 ± 4.83 b | 0.23 ± 0.11 b |
| Samples | To/°C | Tp/°C | Tc/°C | ΔH/g |
|---|---|---|---|---|
| Sprouted buckwheat flour | 60.54 ± 0.67 cd | 67.56 ± 0.29 c | 78.17 ± 0.86 c | 5.76 ± 0.65 a |
| Black rice flour | 60.92 ± 0.31 c | 66.67 ± 0.22 d | 78.52 ± 1.21 c | 6.29 ± 0.37 a |
| Wheat flour | 59.23 ± 0.16 d | 64.14 ± 0.85 f | 69.21 ± 0.41 ef | 4.66 ± 0.22 b |
| Purple sweet potato flour | 65.27 ± 0.84 b | 77.27 ± 0.27 a | 85.72 ± 1.77 b | 4.16 ± 0.47 b |
| Rice flour | 59.63 ± 1.68 cd | 67.99 ± 0.35 c | 70.54 ± 1.13 e | 2.01 ± 0.21 c |
| Instant rice flour | 69.82 ± 0.11 a | 76.28 ± 0.21 b | 89.13 ± 0.73 a | 1.58 ± 0.08 cd |
| Reconstituted rice flour | 54.67 ± 0.61 e | 65.19 ± 0.56 e | 72.39 ± 1.03 d | 1.11 ± 0.12 de |
| Instant reconstituted rice flour | 40.75 ± 0.40 f | 50.47 ± 0.06 g | 68.56 ± 0.49 f | 0.71 ± 0.09 e |
| Samples | Pasting Temperature | Peak Time | Peak Viscosity | Holding Strength | Final Viscosity | Breakdown | Setback |
|---|---|---|---|---|---|---|---|
| Sprouted buckwheat flour | 77.20 ± 0.05 e | 6.86 ± 0.13 a | 725.67 ± 8.50 d | 677.0 ± 15.87 c | 1185.0 ± 38.35 d | 45.33 ± 4.51 d | 510.33 ± 39.55 d |
| Black rice flour | 91.62 ± 0.51 b | 6.24 ± 0.14 b | 1744.33 ± 129.28 b | 1194.67 ± 41.40 b | 2783.33 ± 224.26 b | 549.67 ± 91.13 b | 1588.67 ± 184.94 a |
| Wheat flour | 92.40 ± 0.26 a | 5.69 ± 0.08 c | 864.33 ± 34.43 c | 642.00 ± 32.23 c | 1516.33 ± 19.43 c | 202.33 ± 31.21 c | 854.00 ± 15.10 c |
| Purple sweet potato flour | 84.85 ± 0.05 c | 5.20 ± 0.07 d | 398.67 ± 10.97 e | 333.33 ± 2.08 d | 534.67 ± 2.08 e | 65.33 ± 9.29 d | 201.33 ± 2.08 e |
| Rice flour | 81.92 ± 0.21 d | 5.66 ± 0.02 c | 3825.50 ± 34.50 a | 1881.00 ± 58.00 a | 3022.00 ± 56.00 a | 1945.00 ± 24.00 a | 1141.50 ± 1.50 b |
| Instant rice flour | - | 5.86 ± 0.02 c | 377.50 ± 6.50 e | 327.50 ± 3.50 d | 327.50 ± 3.50 f | 50.00 ± 4.00 d | −0.50 ± 0.50 f |
| Reconstituted rice flour | - | 5.64 ± 0.07 c | 263.50 ± 6.50 f | 219.00 ± 5.00 e | 329.50 ± 8.50 f | 44.00 ± 2.00 d | 110.00 ± 4.00 ef |
| Instant reconstituted rice flour | - | 6.48 ± 0.38 b | 82.00 ± 14.00 g | 78.00 ± 14.00 f | 108.00 ± 11.00 g | 3.50 ± 0.50 d | 30.00 ± 2.00 f |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kang, L.; Luo, J.; Su, Z.; Zhou, L.; Xie, Q.; Li, G. Effect of Sprouted Buckwheat on Glycemic Index and Quality of Reconstituted Rice. Foods 2024, 13, 1148. https://doi.org/10.3390/foods13081148
Kang L, Luo J, Su Z, Zhou L, Xie Q, Li G. Effect of Sprouted Buckwheat on Glycemic Index and Quality of Reconstituted Rice. Foods. 2024; 13(8):1148. https://doi.org/10.3390/foods13081148
Chicago/Turabian StyleKang, Lingtao, Jiaqian Luo, Zhipeng Su, Liling Zhou, Qiutao Xie, and Gaoyang Li. 2024. "Effect of Sprouted Buckwheat on Glycemic Index and Quality of Reconstituted Rice" Foods 13, no. 8: 1148. https://doi.org/10.3390/foods13081148
APA StyleKang, L., Luo, J., Su, Z., Zhou, L., Xie, Q., & Li, G. (2024). Effect of Sprouted Buckwheat on Glycemic Index and Quality of Reconstituted Rice. Foods, 13(8), 1148. https://doi.org/10.3390/foods13081148