
Incorporation of Yogurt Acid Whey in Low-Lactose Yogurt Ice Cream


Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Ice Cream Mix Formulation
2.3. Ice Cream Production
2.4. Analyses of YIC Mix Samples
2.5. Analyses of YIC Samples
2.6. Statistical Analysis
3. Results and Discussion
3.1. YIC Mix Composition
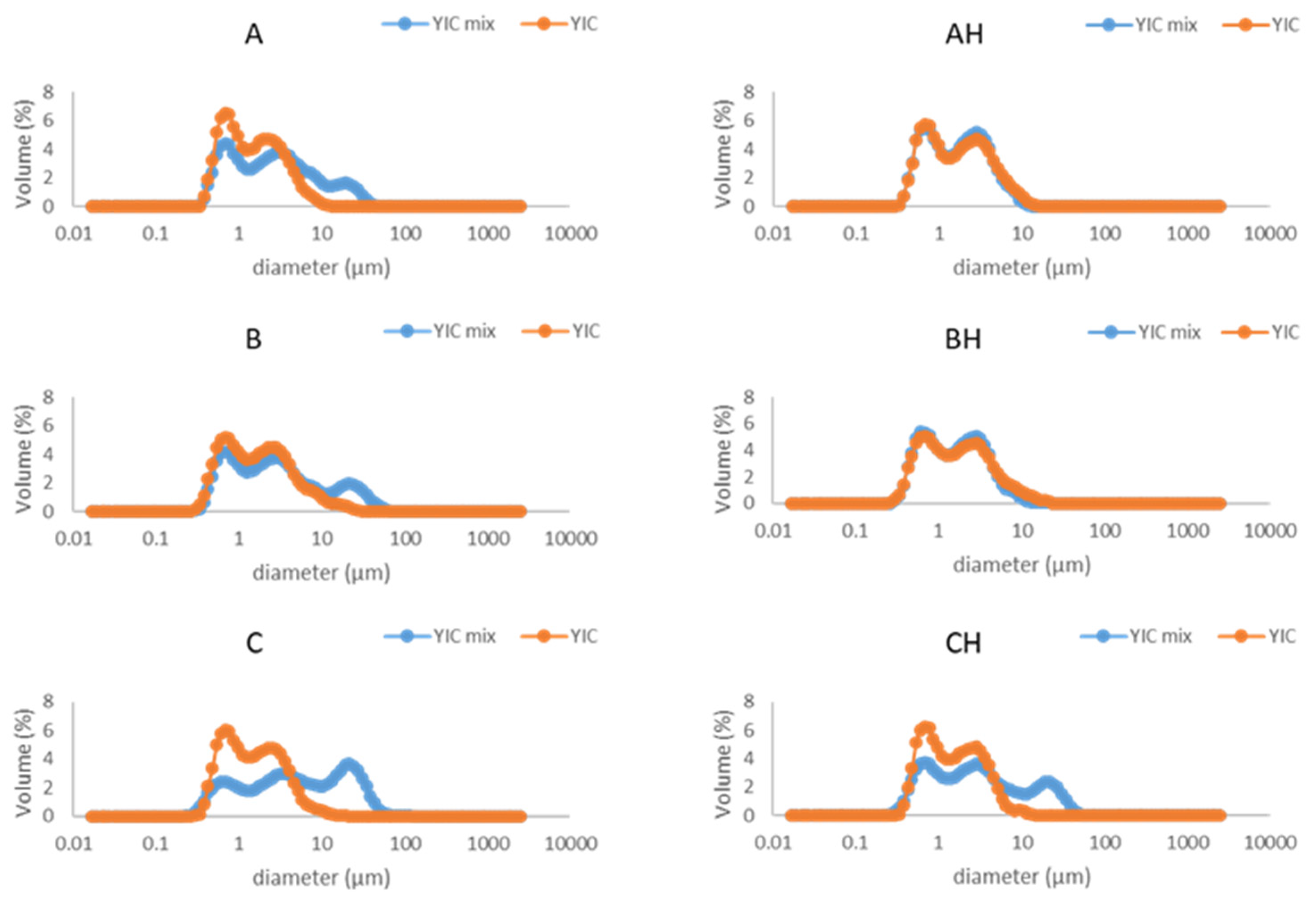
3.2. YIC Mix Physical Characteristics
3.3. YIC Physical and Biofunctional Characteristics
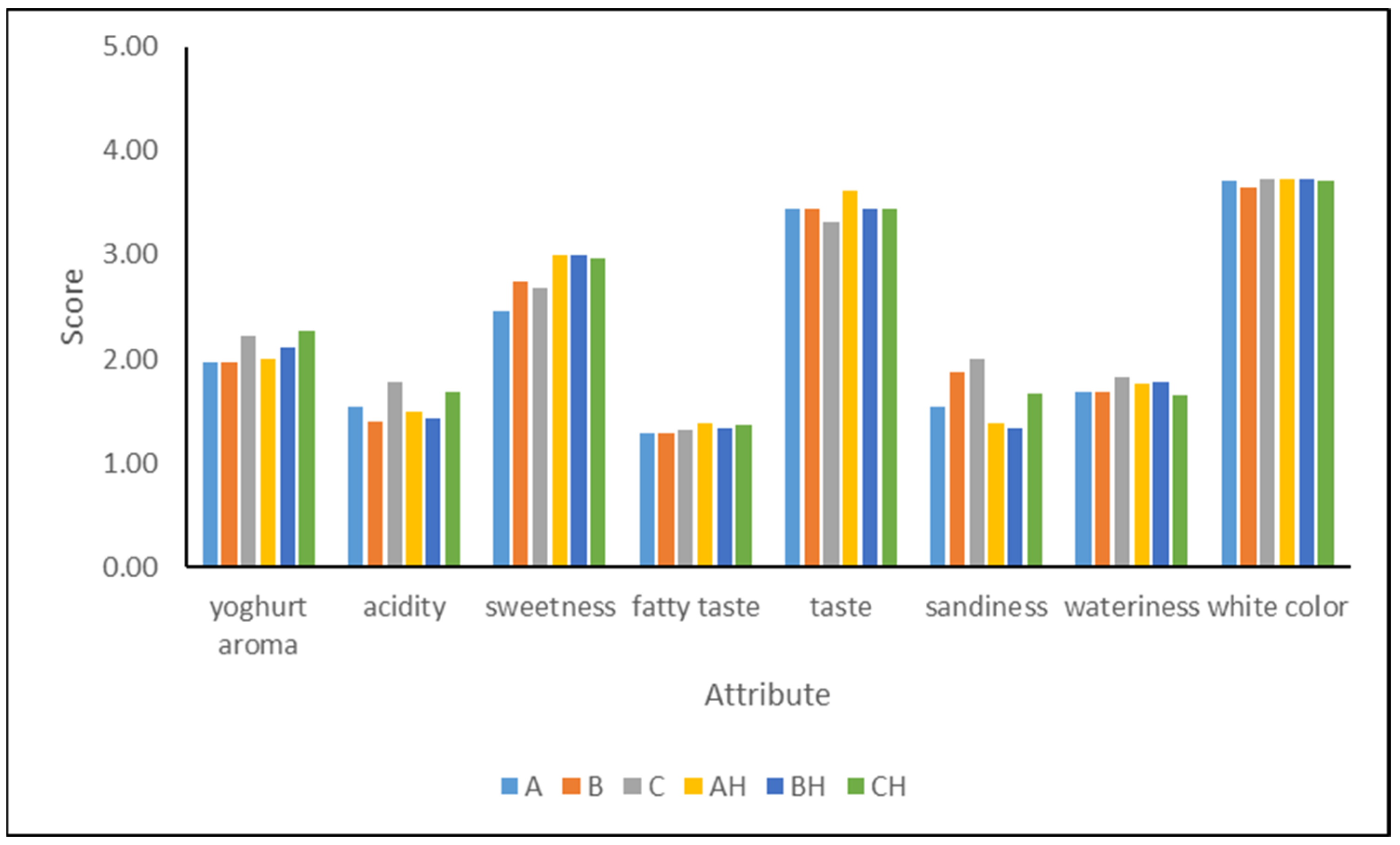
3.4. Sensory Characteristics of YIC
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Erickson, E.B. Acid whey: Is the waste product an untapped goldmine? Chem. Eng. News. 2017, 95, 26–30. [Google Scholar]
- Karastamatis, S.; Zoidou, E.; Moatsou, G.; Moschopoulou, E. Effect of Modified Manufacturing Conditions on the Composition of Greek Strained Yoghurt and the Quantity and Composition of Generated Acid Whey. Foods 2022, 11, 3953. [Google Scholar] [CrossRef] [PubMed]
- Menchik, P.; Zuber, T.; Zuber, A.; Moraru, C.I. Composition of coproduct streams from dairy processing: Acid whey and milk permeate. J. Dairy Sci. 2019, 102, 3978–3984. [Google Scholar] [CrossRef] [PubMed]
- Chandrapala, J.; Vasiljevic, T. Feasibility of Spray Drying Concentrated Acid Whey after Nanofiltration. Food Bioproc. Tech. 2018, 11, 1505–1515. [Google Scholar] [CrossRef]
- Chen, G.; Eschbach, F.; Weeks, M.; Gras, S.; Kentish, S. Removal of lactic acid from acid whey using electrodialysis. Sep. Purif. Technol. 2016, 158, 230–237. [Google Scholar] [CrossRef]
- Karageorgou, A.; Paveli, A.; Goliomytis, M.; Theodorou, G.; Politis, I.; Simitzis, P. The Effects of Yoghurt Acid Whey Marination on Quality Parameters of Pork and Chicken Meat. Foods 2023, 12, 2360. [Google Scholar] [CrossRef] [PubMed]
- Stadnik, J.; Stasiak, D.M. Effect of acid whey on physicochemical characteristics of dry-cured organic pork loins without nitrite. Int. J. Food Sci. Technol. 2016, 51, 970–977. [Google Scholar] [CrossRef]
- Lindsay, M.J.; Molitor, M.S.; Goculdas, T.B.; Zhao, J.; Featherman, J.R.; Li, M.; Miller, J.B.; Avraamidou, S.; Rankin, S.A.; Dumesic, J.A.; et al. Production of glucose-galactose syrup and milk minerals from Greek yogurt acid whey. Green Chem. 2022, 24, 8538. [Google Scholar] [CrossRef]
- Ketterings, Q.; Czymmek, K.; Cmi, S.; Godwin, G.; Ganoe, K. Guidelines for Land Application of Acid Whey. Available online: http://nmsp.cals.cornell.edu/publications/files/AcidWheyGuidelines2017.pdf (accessed on 16 September 2023).
- Andreou, V.; Chanioti, S.; Xanthou, M.Z.; Katsaros, G. Incorporation of Acid Whey Yogurt By-Product in Novel Sauces Formulation: Quality and Shelf-Life Evaluation. Sustainability 2022, 14, 15722. [Google Scholar] [CrossRef]
- FAO/WHO (Food and Agriculture Organization of the United Nations/World Health Organization). Codex Stan 243-2003; Codex Standard for Fermented Milks, 2nd ed. FAO/WHO: Rome, Italy, 2003.
- Goff, H.D.; Hartel, R.W. Ice Cream, 7th ed.; Springer: New York, NY, USA, 2013. [Google Scholar]
- Tamime, A.Y.; Robinson, R.K. Background, standards and marketing of frozen yoghurt. In Yoghurt: Science and Technology, 3rd ed.; Tamime, A.Y., Robinson, R.K., Eds.; CRC Press: Boca Raton, FL, USA, 2007; pp. 392–393. [Google Scholar]
- Soukoulis, C.; Tzia, C. Impact of the acidification process, hydrocolloids and protein fortifiers on the physical and sensory properties of frozen yoghurt. Int. J. Dairy Technol. 2008, 61, 170–177. [Google Scholar] [CrossRef]
- Skryplonek, K.; Gomes, D.; Viegas, J.; Pereira, C.; Henriques, M. Lactose-free frozen yoghurt: Production and characteristics. Acta Sci. Pol. Technol. Aliment. 2017, 16, 171–179. [Google Scholar] [PubMed]
- Skryplonek, K.; Henriques, M.; Gomes, D.; Viegas, J.; Fonseca, C.; Pereira, C.; Dmytrów, I.; Mituniewicz-Małek, A. Characteristics of lactose-free frozen yogurt with κ-carrageenan and corn starch as stabilizers. J. Dairy Sci. 2019, 102, 7838–7848. [Google Scholar] [CrossRef] [PubMed]
- Abbasi, S.; Saeedabadian, A. Influences of lactose hydrolysis of milk and sugar reduction on some physical properties of ice cream. J. Food Sci. Technol. 2015, 52, 367–374. [Google Scholar] [CrossRef]
- Dekker, P.H.T.; Koender, D.; Bruins, M.J. Lactose-Free Dairy Products: Market Developments, Production, Nutrition and Health Benefits. Nutrients 2019, 11, 551. [Google Scholar] [CrossRef]
- EFSA Panel on Dietetic Products, Nutrition and Allergies (NDA). Scientific Opinion on lactose thresholds in lactose intolerance and galactosaemia. EFSA J. 2010, 8, 1777. [Google Scholar] [CrossRef]
- Davidson, R.H.; Duncan, C.E.; Hackney, C.R.; Eigel, W.N.; Boling, J.W. Probiotic Culture Survival and Implications in Fermented Frozen Yogurt Characteristics. J. Dairy Sci. 2000, 83, 666–673. [Google Scholar] [CrossRef]
- Adil, S.; Jana, A.; Mehta, B.; Darji, V.B. Value addition to frozen yoghurt through the use of orange peel solids as flavour adjunct. Int. J. Dairy Technol. 2023, 76, 371–380. [Google Scholar] [CrossRef]
- Terpou, A.; Papadaki, A.; Bosnea, L.; Kanellaki, M.; Kopsahelis, N. Novel frozen yogurt production fortified with sea buckthorn berries and probiotics. LWT–Food Sci. Technol. 2019, 105, 242–249. [Google Scholar] [CrossRef]
- Jambi, H.A. Effect of replacement of sucrose with date syrup on physiochemical, bacteriological and sensory properties of frozen yoghurt. Middle East J. Agric. Res. 2018, 7, 364–372. [Google Scholar]
- Shahein, M.R.; Elkot, W.F.; Albezrah, N.K.A.; Abdel-Hafez, L.J.M.; Alharbi, M.A.; Massoud, D.; Elmahallawy, E.K. Insights into the microbiological and physicochemical properties of bio-frozen yoghurt made with probiotic strains in combination with Jerusalem artichoke tubers powder. Fermentation 2022, 8, 390. [Google Scholar] [CrossRef]
- Bezerra, M.; Araujo, A.; Santos, K.; Correia, R. Caprine frozen yoghurt produced with fresh and spray dried jambolana fruit pulp (Eugenia jambolana Lam) and Bifidobacterium animalis subsp. lactis BI-07. LWT—Food Sci. Technol. 2015, 62, 1099–1104. [Google Scholar] [CrossRef]
- Sezer, E.; Ayar, A.; Öztürk Yılmaz, S. Fermentation of Dietary Fibre-Added Milk with Yoghurt Bacteria and L. rhamnosus and Use in Ice Cream Production. Fermentation 2023, 9, 3. [Google Scholar] [CrossRef]
- Akalın, A.S.; Kesenkas, H.; Dinkci, N.; Unal, G.; Ozer, E.; Kınık, O. Enrichment of probiotic ice cream with different dietary fibers: Structural characteristics and culture viability. J. Dairy Sci. 2018, 101, 37–46. [Google Scholar] [CrossRef]
- El-Nagar, G.; Clowes, G.; Tudorica, C.; Kuri, V.; Brennan, C.S. Rheological quality and stability of yog-ice cream with added inulin. Int. J. Dairy Technol. 2002, 55, 89–93. [Google Scholar] [CrossRef]
- Rezaei, R.; Khomeiri, M.; Kashaninejad, M.; Aalami, M. Effects of guar gum and Arabic gum on the physicochemical, sensory and flow behavior characteristics of frozen yoghurt. Int. J. Dairy Technol. 2011, 64, 563–568. [Google Scholar] [CrossRef]
- Farid Hamad, M.N.E.; Abbas, H.M.; El-Sayed El-Sabea, N.B.F. Preparation of Functional Frozen-Yoghurt Using Fat Replacer and Sweetener Substitutes. Egypt. J. Chem. 2022, 65, 185–195. [Google Scholar] [CrossRef]
- Silva, K.; Bolini, H.M.A. Avaliação sensorial de sorvete formulado com produto de soro ácido de leite bovino. [Ice-cream sensory evaluation formulated with product of acid bovine milk serum]. Ciênc. Tecnol. Aliment. Campinas 2006, 26, 116–122. [Google Scholar] [CrossRef]
- IDF 119/ISO 8070; Milk and Milk Products—Determination of Calcium, Sodium, Potassium and Magnesium Contents—Atomic Absorption Spectrometric Method. International Dairy Federation: Brussels, Belgium, 2007.
- BahramParvar, M.; Razavi, S.M.A.; Mazaheri Tehrani, M.; Alipour, A. Optimization of Functional Properties of Three Stabilizers and κ-carrageenan in Ice Cream and Study of their Synergism. J. Agr. Sci. Tech. 2013, 15, 757–769. [Google Scholar]
- Sofjan, R.P.; Hartel, R.W. Effects of overrun on structural and physical characteristics of ice cream. Int. Dairy J. 2004, 14, 255–262. [Google Scholar] [CrossRef]
- IDF 117/ISO 7889; Yoghurt-Enumeration of Characteristic Microorganisms. Colony-Count Technique at 37 °C. International Dairy Federation: Brussels, Belgium, 2003.
- Moschopoulou, E.; Sakkas, L.; Zoidou, E.; Theodorou, G.; Sgouridou, E.; Kalathaki, C.; Liarakou, A.; Chatzigeorgiou, A.; Politis, I.; Moatsou, G. Effect of milk kind and storage on the biochemical, textural and biofunctional characteristics of set-type yoghurt. Int. Dairy J. 2018, 77, 47–55. [Google Scholar] [CrossRef]
- Olson, W.D.; Boeneke, C.; Kayanush, J.A. Properties of Yogurt Ice Cream Mixes and Resulting Frozen Products Prepared by Various Ratios of Ice Cream Mix to Yogurt. Food Nutr. Sci. 2021, 12, 1204–1216. [Google Scholar] [CrossRef]
- Ahmad, I.; Khalique, A.; Junaid, M.; Shahid, M.Q.; Imran, M.; Rashid, A. Effect of polyphenol from apple peel extract on the survival of probiotics in yoghurt ice cream. Int. J. Food Sci. Technol. 2020, 55, 2580–2588. [Google Scholar] [CrossRef]
- Bullock, Y.; Gruen, I. Effect of strained yogurt on the physico-chemical, texture, and sensory properties of low-fat frozen desserts. Food Chem. Adv. 2023, 2, 100161. [Google Scholar] [CrossRef]
- Kanta, A.; Soukoulis, C.; Tzia, C. Eliciting the Sensory Modalities of Fat Reformulated Yoghurt Ice Cream Using Oligosaccharides. Food Bioproc. Technol. 2018, 11, 885–900. [Google Scholar] [CrossRef]
- Moschopoulou, E.; Dernikos, D.; Zoidou, E. Ovine ice cream made with addition of whey protein concentrates of ovine-caprine origin. Int. Dairy J. 2021, 122, 105146. [Google Scholar] [CrossRef]
- Marshall, T.; Arbuckle, W.S. Ice Cream, 5th ed.; Chapman and Hall: New York, NY, USA, 1996. [Google Scholar]
- Guner, A.; Ardıc, M.; Keles, A.; Dogruer, Y. Production of yogurt ice cream at different acidity. Int. J. Food Sci. Technol. 2007, 42, 948–952. [Google Scholar] [CrossRef]
- Ahmed, J.A.O.; Hala, A.; El Zubeir, I.E.M. The effect of lactose hydrolysis on rheological, physical and sensory characteristics of frozen yoghurt. Int. J. Latest Res. Sci. Technol. 2020, 9, 9–14. [Google Scholar]
- Pires, A.; Gomes, D.; Noronha, J.; Díaz, O.; Cobos, A.; Pereira, C.D. Evaluation of the Characteristics of Sheep’s and Goat’s Ice Cream, Produced with UF Concentrated Second Cheese Whey and Different Starter Cultures. Foods 2022, 11, 4091. [Google Scholar] [CrossRef]
- Lindamood, J.B.; Grooms, D.J.; Hansen, P.M.T. Effect of hydrolysis of lactose and sucrose on firmness of ice cream. Food Hydrocoll. 1989, 3, 379–388. [Google Scholar] [CrossRef]
- Wu, B.; O Freire, D.; Hartel, R.W. The Effect of Overrun, Fat Destabilization, and Ice Cream Mix Viscosity on Entire Meltdown Behavior. J. Food Sci. 2019, 84, 9. [Google Scholar] [CrossRef]
- Goff, H.D.; Jordan, W.K. Action of emulsifers in promoting fat destabilization during the manufacture of ice cream. J. Dairy Sci. 1989, 72, 18–29. [Google Scholar] [CrossRef]
- Warren, M.M.; Hartel, R.W. Effects of Emulsifier, Overrun and Dasher Speed on Ice Cream Microstructure and Melting Properties. J. Food Sci. 2018, 83, 639–647. [Google Scholar] [CrossRef]
- Sert, D.; Mercan, E.; Tanrıkulu, M. Impact of high-pressure homogenisation of milk on physicochemical, microbiological, and textural characteristics of sheep milk yoghurt. Int. Dairy J. 2023, 144, 105704. [Google Scholar] [CrossRef]
- Liu, X.; Sala, G.; Scholten, E. Effect of fat aggregate size and percentage on the melting properties of ice cream. Food Res. Int. 2022, 160, 111709. [Google Scholar] [CrossRef] [PubMed]
- Liu, X.; Sala, G.; Scholten, E. Structural and functional differences between ice crystal-dominated and fat network-dominated ice cream. Food Hydrocoll. 2023, 138, 108466. [Google Scholar] [CrossRef]
- O’Kane, G.; Wilbey, R.A. The influence of protein levels on the quality of sheep’s milk ice cream. Int. J. Dairy Technol. 1990, 43, 77–78. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
| Materials | A * | B | C | AH | BH | CH |
|---|---|---|---|---|---|---|
| Ice cream mix base | ||||||
| Bovine milk (3.5% fat) | 49.17 | 49.17 | 49.17 | 49.17 | 49.17 | 49.17 |
| Bovine cream (35% fat) | 5.80 | 5.80 | 5.80 | 5.80 | 5.80 | 5.80 |
| Bovine SMP-35% Protein | 5.93 | 5.93 | 5.93 | 5.93 | 5.93 | 5.93 |
| Sucrose | 13.50 | 13.50 | 13.50 | 13.50 | 13.50 | 13.50 |
| Emulsifiers/Stabilizers | 0.60 | 0.60 | 0.60 | 0.60 | 0.60 | 0.60 |
| Strained yogurt (2% fat, 13% MSNF) | 25 | 12.5 | 6.25 | 25 | 12.5 | 6.25 |
| Yogurt Acid Whey | 0 | 12.5 | 18.75 | 0 | 12.5 | 18.75 |
| Total | 100 | 100 | 100 | 100 | 100 | 100 |
| A | B | C | AH | BH | CH | YAW:LH * | |
|---|---|---|---|---|---|---|---|
| Total Solids | 33.30 ± 0.36 a** | 31.72 ± 0.14 b | 30.94 ± 0.14 c | 33.74 ± 0.06 a | 31.92 ± 0.21 b | 31.27 ± 0.10 c | NS |
| Fat | 4.84 ± 0.09 a | 4.38 ± 0.08 b,c | 4.17 ± 0.06 d | 4.95 ± 0.09 a | 4.44 ± 0.03 b | 4.28 ± 0.05 c,d | NS |
| Protein | 6.54 ± 0.08 a | 5.43 ± 0.08 b | 4.90 ± 0.08 c | 6.66 ± 0.08 a | 5.66 ± 0.28 b | 4.91 ± 0.02 c | NS |
| Total Sugars | 21.15 ± 0.13 a | 21.17 ± 0.40 a | 21.09 ± 0.46 a | 21.42 ± 0.82 a | 21.70 ± 0.50 a | 21.64 ± 0.31 a | NS |
| Lactose | 5.97 ± 0.21 a | 5.82 ± 0.06 a | 5.91 ± 0.17 a | 0.40 ± 0.03 b | 0.25 ± 0.00 b | 0.19 ± 0.01 b | NS |
| Ash | 1.10 ± 0.01 a | 1.09 ± 0.01 a | 1.06 ± 0.06 a | 1.09 ± 0.01 a | 1.08 ± 0.01 a | 1.06 ± 0.04 a | NS |
| pH | 5.97 ± 0.01 a,b | 6.06 ± 0.00 b,c | 6.06 ± 0.09 b,c | 5.95 ± 0.04 a | 6.01 ± 0.04 a,b,c | 6.09 ± 0.05 c | NS |
| Acidity | 0.48 ± 0.01 a | 0.40 ± 0.01 c | 0.36 ± 0.01 d | 0.46 ± 0.01 a | 0.41 ± 0.01 b | 0.36 ± 0.01 d | * |
| Inorganic elements (mg/100 g) | |||||||
| Calcium | 154.77 ± 4.95 a,b | 155.04 ± 1.52 a,b | 151.24 ± 4.10 a,b | 153.25 ± 2.13 a,b | 156.07 ± 5.15 a | 147.36 ± 1.55 b | NS |
| Magnesium | 19.06 ± 0.51 a | 19.40 ± 0.57 a | 19.02 ± 0.79 a | 19.03 ± 0.56 a | 19.61 ± 0.80 a | 18.71 ± 0.91 a | NS |
| Potassium | 241.07 ± 7.88 b,c | 267.05 ± 11.06 a | 264.76 ± 9.77 a | 229.40 ± 2.85 c | 262.11 ± 4.73 a | 253.84 ± 2.35 a,b | NS |
| Sodium | 81.94 ± 1.02 a | 85.05 ± 3.79 a | 86.02 ± 4.63 a | 83.52 ± 6.64 a | 87.51 ± 2.58 a | 86.20 ± 2.49 a | NS |
| A | B | C | AH | BH | CH | YAW:LH * | |
|---|---|---|---|---|---|---|---|
| Freezing point | −1.767 ± 0.013 a** | −1.715 ± 0.021 a | −1.751 ±0.040 a | −2.171 ± 0.032 b | −2.168 ± 0.040 b | −2.153 ± 0.035 b | NS |
| aw | 0.9773 ± 0.0023 a | 0.9783 ± 0.0011 a | 0.9775 ± 0.0008 a | 0.9716 ± 0.0015 b | 0.9722 ± 0.0008 b | 0.9724 ± 0.0003 b | NS |
| Viscosity (mPa.s) | 296.00 ± 26.87 a | 189.00 ± 1.41 c | 145.00 ± 5.66 d | 270.00 ± 14.14 b | 146.50 ± 12.02 d | 148.00 ± 1.41 d | NS |
| A | B | C | AH | BH | CH | YAW:LH * | |
|---|---|---|---|---|---|---|---|
| Overrun (%) | 42.02 ± 2.62 a** | 51.50 ± 2.36 b | 56.86 ± 1.92 c | 49.53 ± 2.12 b | 58.26 ± 0.09 c | 65.52 ± 1.30 d | NS |
| Hardness (N) | 81.14 ± 9.34 a | 56.30 ± 2.11 b | 43.43 ± 3.91 c | 36.07 ± 1.03 c | 24.23 ± 1.47 d | 19.56 ± 0.49 d | * |
| Stickiness (N) | −3.32 ± 0.31 a | −1.01 ± 0.10 c | −0.71 ± 0.10 c | −1.45 ± 0.13 b | −0.83 ± 0.08 c | −0.72 ± 0.03 c | * |
| Color parameters | |||||||
| L* | 86.82 ± 3.37 a | 90.65 ± 2.34 a,b | 92.34 ± 0.23 b | 88.92 ± 0.08 a,b | 91.26 ± 0.53 b | 91.08 ± 1.20 a,b | NS |
| a* | 0.80 ± 0.07 a | −0.69 ± 0.13 b | −1.31 ± 0.08 c | 0.54 ± 0.05 a | −0.70 ± 0.00 b | −1.68 ± 0.32 d | NS |
| b* | 7.96 ± 0.25 a | 7.44 ± 0.62 a | 7.85 ± 0.68 a | 7.68 ± 0.46 a | 7.30 ± 0.14 a | 7.03 ± 0.40 a | NS |
| A | B | C | AH | BH | CH | YAW:LH * | |
|---|---|---|---|---|---|---|---|
| Yogurt starters | |||||||
| St. thermophilus at 1 d | 8.13 ± 0.20 a,b** | 8.05 ± 0.19 a,b | 7.80 ± 0.34 b | 8.45 ± 0.14 a | 8.25 ± 0.37 a,b | 7.85 ± 0.63 a,b | NS |
| St. thermophilus at 60 d | 8.44 ± 0.10 a | 8.17 ± 0.09 a,b | 7.70 ± 0.20 c | 8.19 ± 0.23 a,b | 7.96 ± 0.42 b,c | 7.87 ± 0.10 b,c | NS |
| L. bulgaricus at 1 d | 3.78 ± 0.07 a | 3.73 ± 0.02 a | 3.65 ± 0.16 a | 3.69 ± 0.11 a | 3.69 ± 0.08 a | 3.68 ± 0.08 a | NS |
| L. bulgaricus at 60 d | 3.34 ± 0.36 a | 3.27 ± 0.20 a | 3.34 ± 0.18 a | 3.36 ± 0.36 a | 3.31 ± 0.28 a | 3.29 ± 0.26 a | NS |
| Antioxidant activity | |||||||
| DPPH scavenging activity (%) at 1 d | 57.67 ± 2.44 c,d | 59.96 ± 0.63 e | 42.1 ± 11.01 a | 48.4 ± 66.09 a,b | 62.83 ± 1.35 e | 52.47 ± 2.95 b,c | * |
| DPPH scavenging activity (%) at 60 d | 66.26 ± 2.51 b,c | 64.27 ± 3.38 a,b,c | 65.00 ± 2.12 a,b,c | 60.04 ± 4.38 a,b | 66.68 ± 3.03 c | 59.19 ± 3.76 a | NS |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sakkas, L.; Karela, M.; Zoidou, E.; Moatsou, G.; Moschopoulou, E. Incorporation of Yogurt Acid Whey in Low-Lactose Yogurt Ice Cream. Foods 2023, 12, 3860. https://doi.org/10.3390/foods12203860
Sakkas L, Karela M, Zoidou E, Moatsou G, Moschopoulou E. Incorporation of Yogurt Acid Whey in Low-Lactose Yogurt Ice Cream. Foods. 2023; 12(20):3860. https://doi.org/10.3390/foods12203860
Chicago/Turabian StyleSakkas, Lambros, Marianna Karela, Evangelia Zoidou, Golfo Moatsou, and Ekaterini Moschopoulou. 2023. "Incorporation of Yogurt Acid Whey in Low-Lactose Yogurt Ice Cream" Foods 12, no. 20: 3860. https://doi.org/10.3390/foods12203860
APA StyleSakkas, L., Karela, M., Zoidou, E., Moatsou, G., & Moschopoulou, E. (2023). Incorporation of Yogurt Acid Whey in Low-Lactose Yogurt Ice Cream. Foods, 12(20), 3860. https://doi.org/10.3390/foods12203860