
Physicochemical Properties and Whey Proteomes of Camel Milk Powders Produced by Different Concentration and Dehydration Processes

 and
and
Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Concentration of Camel Milk by Spray Dewatering
2.3. Concentration of Camel Milk by Reverse Osmosis
2.4. Dehydration by Spray Drying of Camel Milk
2.5. Dehydration by Freeze Drying of Camel Milk
2.6. Physicochemical Properties of Camel Milk Powders
2.7. Lactoperoxidase Activity of Camel Milk Powder
2.8. Proteomics Comparison of Raw Milk and Camel Milk Powders
3. Results and Discussion
3.1. Concentration and Dehydration of Camel Milk
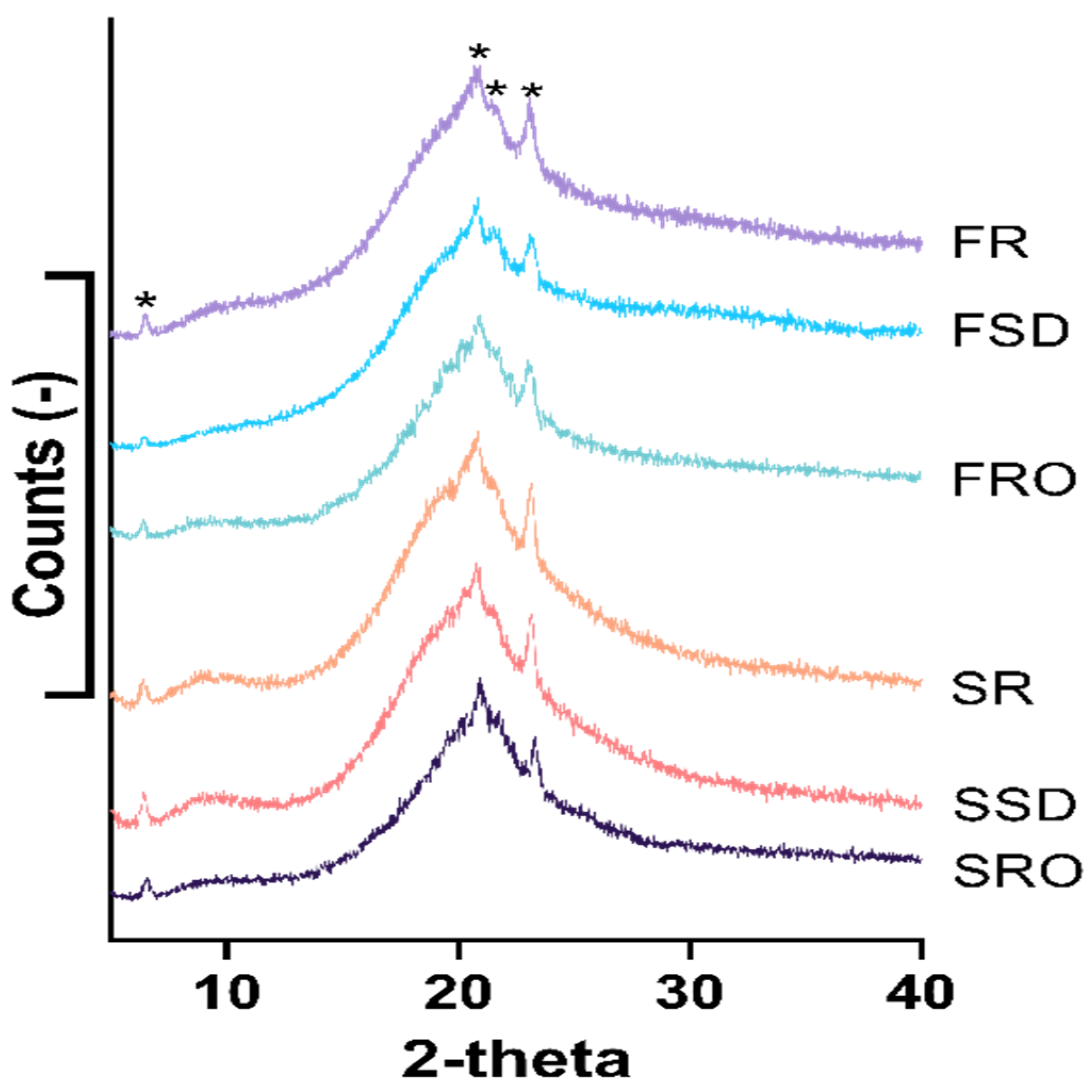
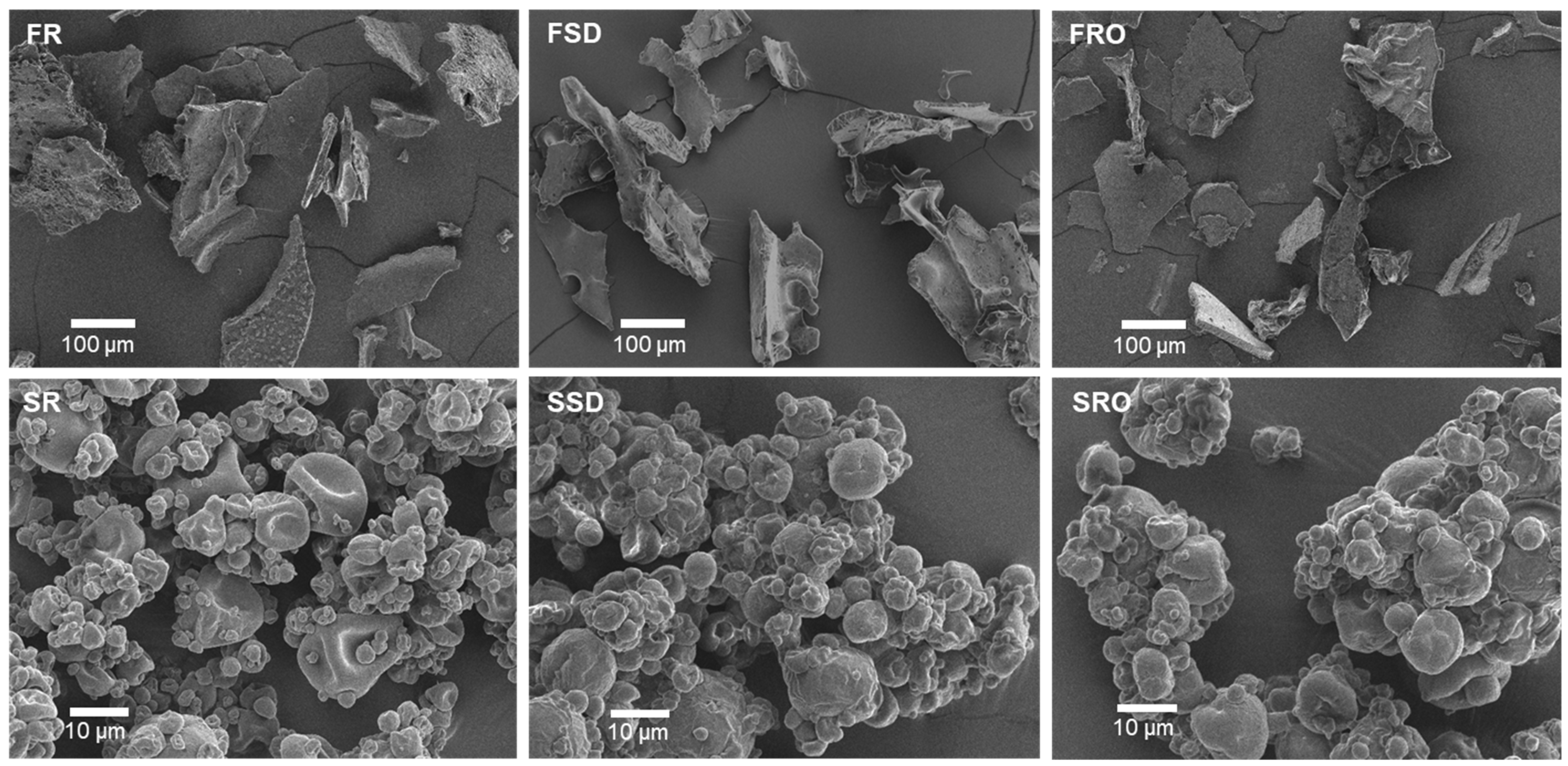
- Six camel milk powders:
- Freeze-dried raw milk powder (FR);
- SD-concentrated/freeze-dried milk powder (FSD);
- RO-concentrated/freeze-dried milk powder (FRO);
- Spray-dried raw milk powder (SR);
- SD-concentrated/spray-dried milk powder (SSD);
- RO-concentrated/spray-dried milk powder (SRO).
3.2. Physicochemical Properties of the Camel Milk Powders
3.3. Quantitative Proteomics of Whey Protein Changes Following Camel Milk Powder Processing
3.3.1. Identification of Whey Proteins before and after Processing
3.3.2. Quantification of Whey Proteins before and after Processing
3.3.3. Changes in Bioactive Proteins following Camel Milk Powder Processing
3.4. Lactoperoxidase Activities in Concentrated Camel Milk and Powders
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Ho, T.M.; Zou, Z.; Bansal, N. Camel milk: A review of its nutritional value, heat stability, and potential food products. Food Res. Int. 2021, 153, 110870. [Google Scholar] [CrossRef]
- Mati, A.; Senoussi-Ghezali, C.; Si Ahmed Zennia, S.; Almi-Sebbane, D.; El-Hatmi, H.; Girardet, J.-M. Dromedary camel milk proteins, a source of peptides having biological activities—A review. Int. Dairy J. 2017, 73, 25–37. [Google Scholar] [CrossRef]
- Zou, Z.; Duley, J.A.; Cowley, D.M.; Reed, S.; Arachchige, B.J.; Koorts, P.; Shaw, P.N.; Bansal, N. Digestibility of proteins in camel milk in comparison to bovine and human milk using an in vitro infant gastrointestinal digestion system. Food Chem. 2022, 374, 131704. [Google Scholar] [CrossRef]
- Ho, M.T.; Zou, Z.; Bhandari, B.; Bansal, N. Properties of functional camel milk powder. In Drying in the Dairy Industry-From Established Technologies to Advanced Innovations; Floch-Fouere, C.L., Schuck, P., Tanguy, G., Lanotte, L., Jeantet, R., Eds.; CRC Press: Boca Raton, FL, USA, 2020; pp. 226–238. [Google Scholar]
- Roy, I.; Gupta, M.N. Freeze-drying of proteins: Some emerging concerns. Biotechnol. Appl. Biochem. 2004, 39, 165–177. [Google Scholar] [CrossRef] [PubMed]
- Wijayanti, H.B.; Bansal, N.; Deeth, H.C. Stability of whey proteins during thermal processing: A review. Compr. Rev. Food Sci. Food Saf. 2014, 13, 1235–1251. [Google Scholar] [CrossRef]
- Hansen, S.F.; Nielsen, S.D.; Rasmusen, J.T.; Larsen, L.B.; Wiking, L. Disulfide bond formation is not crucial for the heat-induced interaction between β-lactoglobulin and milk fat globule membrane proteins. J. Dairy Sci. 2020, 103, 5874–5881. [Google Scholar] [CrossRef]
- Habtegebriel, H.; Edward, D.; Wawire, M.; Sila, D.; Seifu, E. Effect of operating parameters on the surface and physico-chemical properties of spray-dried camel milk powders. Food Bioprod. Process. 2018, 112, 137–149. [Google Scholar] [CrossRef]
- Ogolla, J.A.; Kulig, B.; Bădulescu, L.; Okoth, M.W.; Esper, G.; Breitenbach, J.; Hensel, O.; Sturm, B. Influence of inlet drying air temperature and Milk flow rate on the physical, optical and thermal properties of spray-dried camel Milk powders. Food Bioproc. Tech. 2019, 12, 751–768. [Google Scholar] [CrossRef]
- Zouari, A.; Briard-Bion, V.; Schuck, P.; Gaucheron, F.; Delaplace, G.; Attia, H.; Ayadi, M.A. Changes in physical and biochemical properties of spray dried camel and bovine milk powders. LWT 2020, 128, 109437. [Google Scholar] [CrossRef]
- Li, R.; Yue, H.; Shi, Z.; Shen, T.; Yao, H.; Zhang, J.; Gao, Y.; Yang, J. Protein profile of whole camel milk resulting from commercial thermal treatment. LWT 2020, 134, 110256. [Google Scholar] [CrossRef]
- Kumar, P.; Sharma, N.; Ranjan, R.; Kumar, S.; Bhat, Z.; Jeong, D.K. Perspective of membrane technology in dairy industry: A review. Asian-Australas. J. Anim. Sci. 2013, 26, 1347. [Google Scholar] [CrossRef] [PubMed]
- Schuck, P.; Jeantet, R.; Bhandari, B.; Chen, X.D.; Perrone, Í.T.; de Carvalho, A.F.; Fenelon, M.; Kelly, P. Recent advances in spray drying relevant to the dairy industry: A comprehensive critical review. Dry. Technol. 2016, 34, 1773–1790. [Google Scholar] [CrossRef]
- Roy, I.; Bhushani, A.; Anandharamakrishnan, C. Techniques for the Preconcentration of Milk. In Handbook of Drying for Dairy Products; Anandharamakrishnan, C., Ed.; Wiley-Blackwell: Chichester, UK, 2017; pp. 23–37. [Google Scholar]
- Markoska, T.; Huppertz, T.; Grewal, M.K.; Vasiljevic, T. Structural changes of milk proteins during heating of concentrated skim milk determined using FTIR. Int. Dairy J. 2019, 89, 21–30. [Google Scholar] [CrossRef]
- Ho, T.M.; Chan, S.; Yago, A.J.E.; Shravya, R.; Bhandari, B.R.; Bansal, N. Changes in physicochemical properties of spray-dried camel milk powder over accelerated storage. Food Chem. 2019, 295, 224–233. [Google Scholar] [CrossRef] [PubMed]
- Zou, Z.; Bauland, J.; Hewavitharana, A.K.; Al-Shehri, S.S.; Duley, J.A.; Cowley, D.M.; Koorts, P.; Shaw, P.N.; Bansal, N. A sensitive, high-throughput fluorescent method for the determination of lactoperoxidase activities in milk and comparison in human, bovine, goat and camel milk. Food Chem. 2021, 339, 128090. [Google Scholar] [CrossRef]
- Jayabalan, N.; Lai, A.; Nair, S.; Guanzon, D.; Scholz-Romero, K.; Palma, C.; McIntyre, H.D.; Lappas, M.; Salomon, C. Quantitative proteomics by SWATH-MS suggest an association between circulating exosomes and maternal metabolic changes in gestational diabetes mellitus. Proteomics 2019, 19, 1800164. [Google Scholar] [CrossRef]
- Kerr, E.D.; Phung, T.K.; Caboche, C.H.; Fox, G.P.; Platz, G.J.; Schulz, B.L. The intrinsic and regulated proteomes of barley seeds in response to fungal infection. Anal. Biochem. 2019, 580, 30–35. [Google Scholar] [CrossRef]
- Stapelfeldt, H.; Nielsen, B.R.; Skibsted, L.H. Effect of heat treatment, water activity and storage temperature on the oxidative stability of whole milk powder. Int. Dairy J. 1997, 7, 331–339. [Google Scholar] [CrossRef]
- Schuck, P.; Mejean, S.; Dolivet, A.; Jeantet, R.; Bhandari, B. Keeping quality of dairy ingredients. Le Lait 2007, 87, 481–488. [Google Scholar] [CrossRef][Green Version]
- Zafisah, N.S.; Yusof, Y.A.; Ali, M.A.; Roslan, N.S.; Tahir, A.; Aziz, M.G.; Chin, N.L. Processing of raw coconut milk for its value addition using spray and freeze drying techniques. J. Food Process Eng. 2018, 41, e12602. [Google Scholar] [CrossRef]
- Sert, D.; Mercan, E. Production and characterisation of goat milk powder made from sonicated whole milk concentrates. Int. Dairy J. 2022, 129, 105333. [Google Scholar] [CrossRef]
- Sebhatu, T.; Ahlneck, C.; Alderborn, G. The effect of moisture content on the compression and bond-formation properties of amorphous lactose particles. Int. J. Pharm. 1997, 146, 101–114. [Google Scholar] [CrossRef]
- Tsai, W.; Liu, S. Effect of temperature on thermochemical property and true density of torrefied coffee residue. J. Anal. Appl. Pyrolysis. 2013, 102, 47–52. [Google Scholar] [CrossRef]
- Ho, T.M.; Ton, T.T.; Gaiani, C.; Bhandari, B.R.; Bansal, N. Changes in surface chemical composition relating to rehydration properties of spray-dried camel milk powder during accelerated storage. Food Chem. 2021, 361, 130136. [Google Scholar] [CrossRef]
- Haque, M.K.; Roos, Y.H. Crystallization and X-ray diffraction of spray-dried and freeze-dried amorphous lactose. Carbohydr. Res. 2005, 340, 293–301. [Google Scholar] [CrossRef] [PubMed]
- Ramel, P.R.; Marangoni, A.G. Insights into the mechanism of the formation of the most stable crystal polymorph of milk fat in model protein matrices. J. Dairy Sci. 2017, 100, 6930–6937. [Google Scholar] [CrossRef]
- Marabi, A.; Raemy, A.; Bauwens, I.; Burbidge, A.; Wallach, R.; Saguy, I. Effect of fat content on the dissolution enthalpy and kinetics of a model food powder. J. Food Eng. 2008, 85, 518–527. [Google Scholar] [CrossRef]
- Deshwal, G.K.; Singh, A.K.; Kumar, D.; Sharma, H. Effect of spray and freeze drying on physico-chemical, functional, moisture sorption and morphological characteristics of camel milk powder. LWT 2020, 134, 110117. [Google Scholar] [CrossRef]
- Kosasih, L.; Bhandari, B.; Prakash, S.; Bansal, N.; Gaiani, C. Effect of whole milk concentrate carbonation on functional, physicochemical and structural properties of the resultant spray dried powder during storage. J. Food Eng. 2016, 179, 68–77. [Google Scholar] [CrossRef]
- Balde, A.; Aïder, M. Effect of cryoconcentration, reverse osmosis and vacuum evaporation as concentration step of skim milk prior to drying on the powder properties. Powder Technol. 2017, 319, 463–471. [Google Scholar] [CrossRef]
- Mistry, V.V.; Hassan, H.N.; Robison, D.J. Effect of lactose and protein on the microstructure of dried milk. Food Struct. 1992, 11, 73–82. [Google Scholar]
- Zhang, L.; Boeren, S.; Smits, M.; van Hooijdonk, T.; Vervoort, J.; Hettinga, K. Proteomic study on the stability of proteins in bovine, camel, and caprine milk sera after processing. Food Res. Int. 2016, 82, 104–111. [Google Scholar] [CrossRef]
- Habtegebriel, H.; Edward, D.; Wawire, M.; Seifu, E. Insolubility and denaturation of whey proteins of skimmed camel milk as affected by spray drying operating parameters. Int. J. Food Prop. 2021, 24, 517–532. [Google Scholar] [CrossRef]
- Felfoul, I.; Jardin, J.; Gaucheron, F.; Attia, H.; Ayadi, M.A. Proteomic profiling of camel and cow milk proteins under heat treatment. Food Chem. 2017, 216, 161–169. [Google Scholar] [CrossRef]
- Benabdelkamel, H.; Masood, A.; Alanazi, I.O.; Alzahrani, D.A.; Alrabiah, D.K.; Alyahya, S.A.; Alfadda, A.A. Proteomic profiling comparing the effects of different heat treatments on camel (Camelus dromedarius) milk whey proteins. Int. J. Mol. Sci. 2017, 18, 721. [Google Scholar] [CrossRef]
- Momen, S.; Salami, M.; Emam-Djomeh, Z.; Hosseini, E.; Sheibani, N.; Moosavi-Movahedi, A.A. Effect of dry heating on physico-chemical, functional properties and digestibility of camel whey protein. Int. Dairy J. 2018, 86, 9–20. [Google Scholar] [CrossRef]
- Habib, H.M.; Ibrahim, W.H.; Schneider-Stock, R.; Hassan, H.M. Camel milk lactoferrin reduces the proliferation of colorectal cancer cells and exerts antioxidant and DNA damage inhibitory activities. Food Chem. 2013, 141, 148–152. [Google Scholar] [CrossRef]
- El-Agamy, E.I. Effect of heat treatment on camel milk proteins with respect to antimicrobial factors: A comparison with cows’ and buffalo milk proteins. Food Chem. 2000, 68, 227–232. [Google Scholar] [CrossRef]
- Zouari, A.; Briard-Bion, V.; Gaucheron, F.; Schuck, P.; Gaiani, C.; Triki, M.; Attia, H.; Ayadi, M.A. Effect of pH on the physicochemical characteristics and the surface chemical composition of camel and bovine whey protein’s powders. Food Chem. 2020, 333, 127514. [Google Scholar] [CrossRef]
- Genene, A.; Hansen, E.B.; Eshetu, M.; Hailu, Y.; Ipsen, R. Effect of heat treatment on denaturation of whey protein and resultant rennetability of camel milk. LWT 2019, 101, 404–409. [Google Scholar] [CrossRef]
- Donato, L.; Guyomarc’h, F. Formation and properties of the whey protein/kappa-casein complexes in heated skim milk—A review. Dairy Sci. Technol. 2009, 89, 3–29. [Google Scholar] [CrossRef]
- Syrios, A.; Faka, M.; Grandison, A.S.; Lewis, M.J. A comparison of reverse osmosis, nanofiltration and ultrafiltration as concentration processes for skim milk prior to drying. Int. J. Dairy Technol. 2011, 64, 467–472. [Google Scholar] [CrossRef]
- Madaeni, S.; Mansourpanah, Y. Chemical cleaning of reverse osmosis membranes fouled by whey. Desalination 2004, 161, 13–24. [Google Scholar] [CrossRef]
- Tew, X.W.; Fraser-Miller, S.J.; Gordon, K.C.; Morison, K.R. A comparison between laboratory and industrial fouling of reverse osmosis membranes used to concentrate milk. Food Bioprod. Process. 2019, 114, 113–121. [Google Scholar] [CrossRef]
- Booth, K.S.; Kimura, S.; Lee, H.C.; Ikeda-Saito, M.; Caughey, W.S. Bovine myeloperoxidase and lactoperoxidase each contain a high affinity site for calcium. Biochem. Biophys. Res. Commun. 1989, 160, 897–902. [Google Scholar] [CrossRef]
- Jiang, S.; Nail, S.L. Effect of process conditions on recovery of protein activity after freezing and freeze-drying. Eur. J. Pharm. Biopharm. 1998, 45, 249–257. [Google Scholar] [CrossRef]
- Tayefi-Nasrabadi, H.; Hoseinpour-Fayzi, M.A.; Mohasseli, M. Effect of heat treatment on lactoperoxidase activity in camel milk: A comparison with bovine lactoperoxidase. Small Rumin. Res. 2011, 99, 187–190. [Google Scholar] [CrossRef]
- Lorenzen, P.C.; Wernery, R.; Johnson, B.; Jose, S.; Wernery, U. Evaluation of indigenous enzyme activities in raw and pasteurised camel milk. Small Rumin. Res. 2011, 97, 79–82. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| FR | FSD | FRO | SR | SSD | SRO | |
|---|---|---|---|---|---|---|
| Water activity | 0.161 ± 0.057 a | 0.138 ± 0.020 a | 0.179 ± 0.039 a | 0.296 ± 0.050 b | 0.288 ± 0.031 b | 0.235 ± 0.021 ab |
| Moisture, % | 2.20 ± 0.19 ab | 1.82 ± 0.27 a | 2.74 ± 0.57 ab | 3.83 ± 1.22 b | 3.90 ± 0.70 b | 3.23 ± 0.20 ab |
| Whiteness | 89.8 ± 1.0 a | 88.6 ± 1.2 a | 87.4 ± 0.5 a | 94.4 ± 0.8 b | 94.8 ± 0.6 b | 95.2 ± 0.3 b |
| True density, g/cm3 | 1.377 ± 0.007 a | 1.360 ± 0.059 a | 1.382 ± 0.001 a | 1.242 ± 0.022 b | 1.251 ± 0.017 b | 1.261 ± 0.009 b |
| Solubility, % | 98.99 ± 0.42 ab | 99.08 ± 0.29 a | 99.01 ± 0.24 ab | 98.24 ± 0.37 b | 98.33 ± 0.28 ab | 98.67 ± 0.17 ab |
| Sample | Relative Activity (%) |
|---|---|
| RM | 100.0 ± 0.9 a |
| SDC | 96.0 ± 5.6 a |
| ROC | 63.0 ± 6.3 b |
| FR | 49.8 ± 4.6 bc |
| FSD | 41.1 ± 3.7 c |
| FRO | 18.5 ± 2.3 d |
| SR | 13.9 ± 3.5 d |
| SSD | 8.5 ± 2.0 d |
| SRO | 9.0 ± 1.7 d |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zou, Z.; Duley, J.A.; Cowley, D.M.; Reed, S.; Arachchige, B.J.; Bhandari, B.; Shaw, P.N.; Bansal, N. Physicochemical Properties and Whey Proteomes of Camel Milk Powders Produced by Different Concentration and Dehydration Processes. Foods 2022, 11, 727. https://doi.org/10.3390/foods11050727
Zou Z, Duley JA, Cowley DM, Reed S, Arachchige BJ, Bhandari B, Shaw PN, Bansal N. Physicochemical Properties and Whey Proteomes of Camel Milk Powders Produced by Different Concentration and Dehydration Processes. Foods. 2022; 11(5):727. https://doi.org/10.3390/foods11050727
Chicago/Turabian StyleZou, Zhengzheng, John A. Duley, David M. Cowley, Sarah Reed, Buddhika J. Arachchige, Bhesh Bhandari, Paul N. Shaw, and Nidhi Bansal. 2022. "Physicochemical Properties and Whey Proteomes of Camel Milk Powders Produced by Different Concentration and Dehydration Processes" Foods 11, no. 5: 727. https://doi.org/10.3390/foods11050727
APA StyleZou, Z., Duley, J. A., Cowley, D. M., Reed, S., Arachchige, B. J., Bhandari, B., Shaw, P. N., & Bansal, N. (2022). Physicochemical Properties and Whey Proteomes of Camel Milk Powders Produced by Different Concentration and Dehydration Processes. Foods, 11(5), 727. https://doi.org/10.3390/foods11050727