
Pregelatinized Drum-Dried Wheat Starch of Different Swelling Behavior as Clean Label Oil Replacer in Oil-in-Water Emulsions

 ,
, 
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Methods
2.2.1. Chain Length Distribution of Both Amylopectin and Amylose Molecules and Molecular Weight-Average Molecular Weight of Amylopectin
2.2.2. Particle Size Distribution
2.2.3. Water Binding Capacity, Water Solubility Index and Oil Absorption Capacity
2.2.4. Pasting Behavior
2.2.5. Preparation of Oil-in-Water Emulsions
2.2.6. Microstructure of the Full Fat and Reduced-Fat Mayonnaises
2.2.7. Steady-State Flow Behavior of Oil-in-Water Emulsions
2.2.8. Emulsion Short-Term Stability, Long-Term Stability and Freeze-Thaw Stability
2.2.9. Statistical Analysis
3. Results and Discussion
3.1. Molecular Features of Drum-Dried Wheat Starches
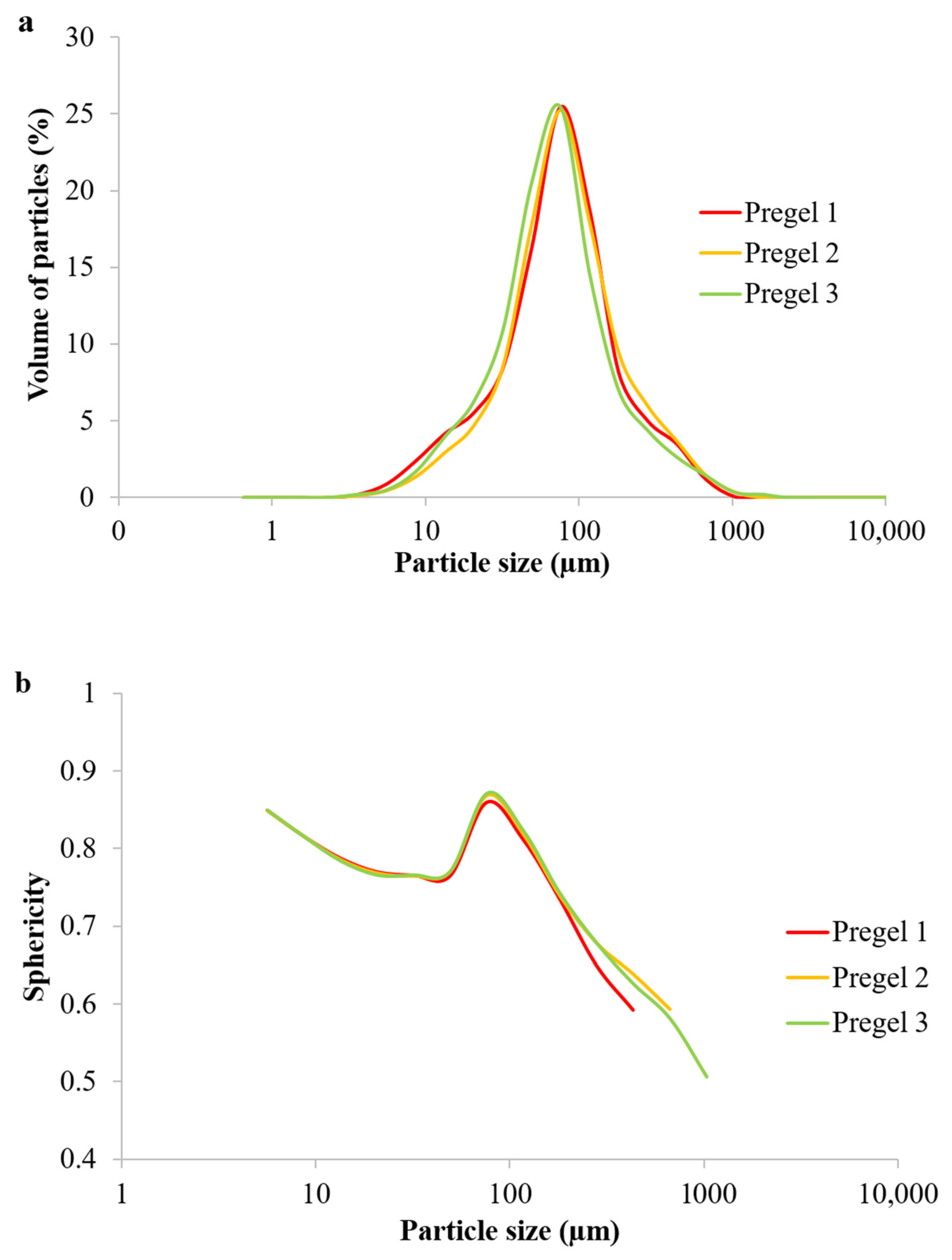
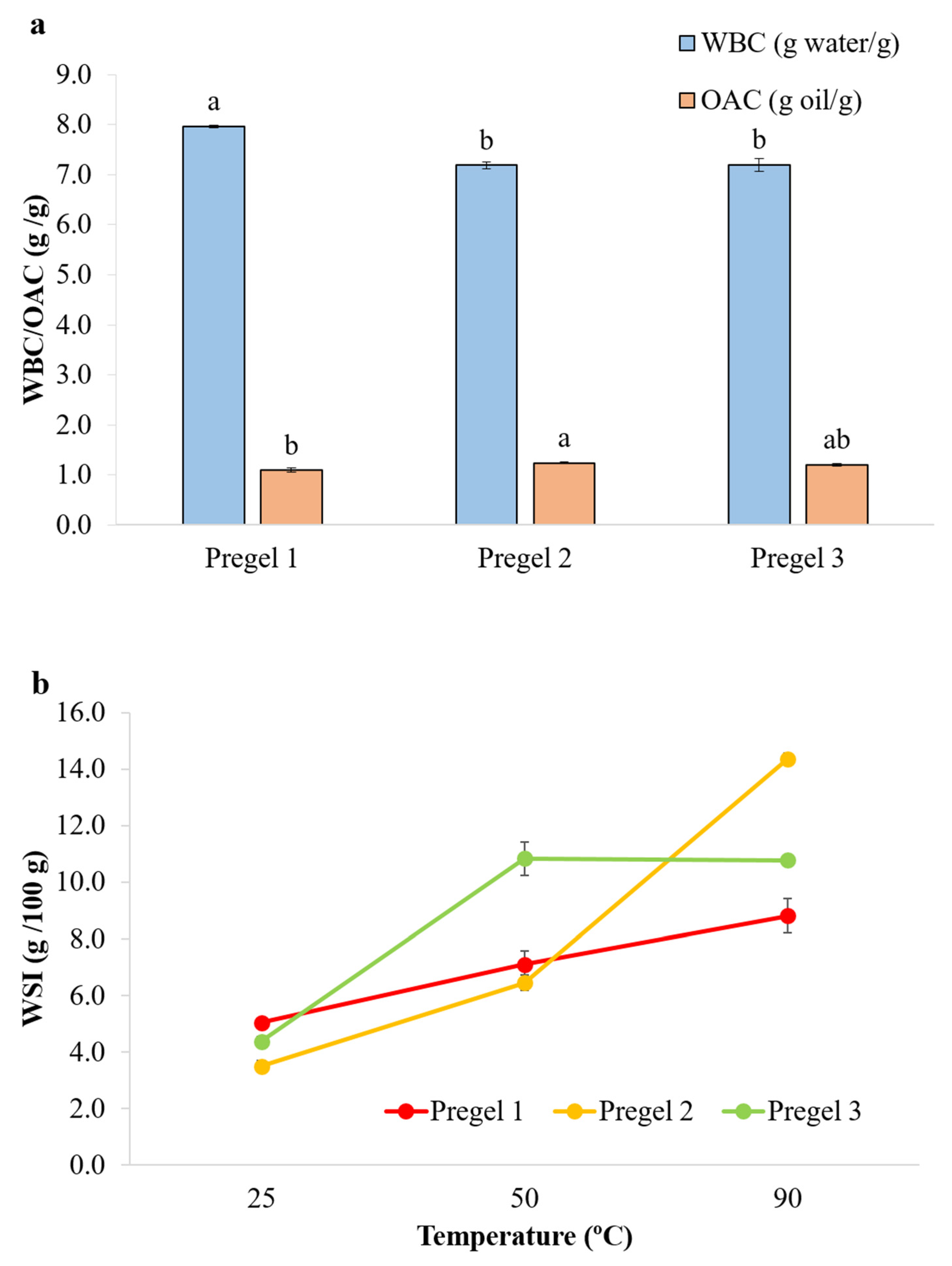
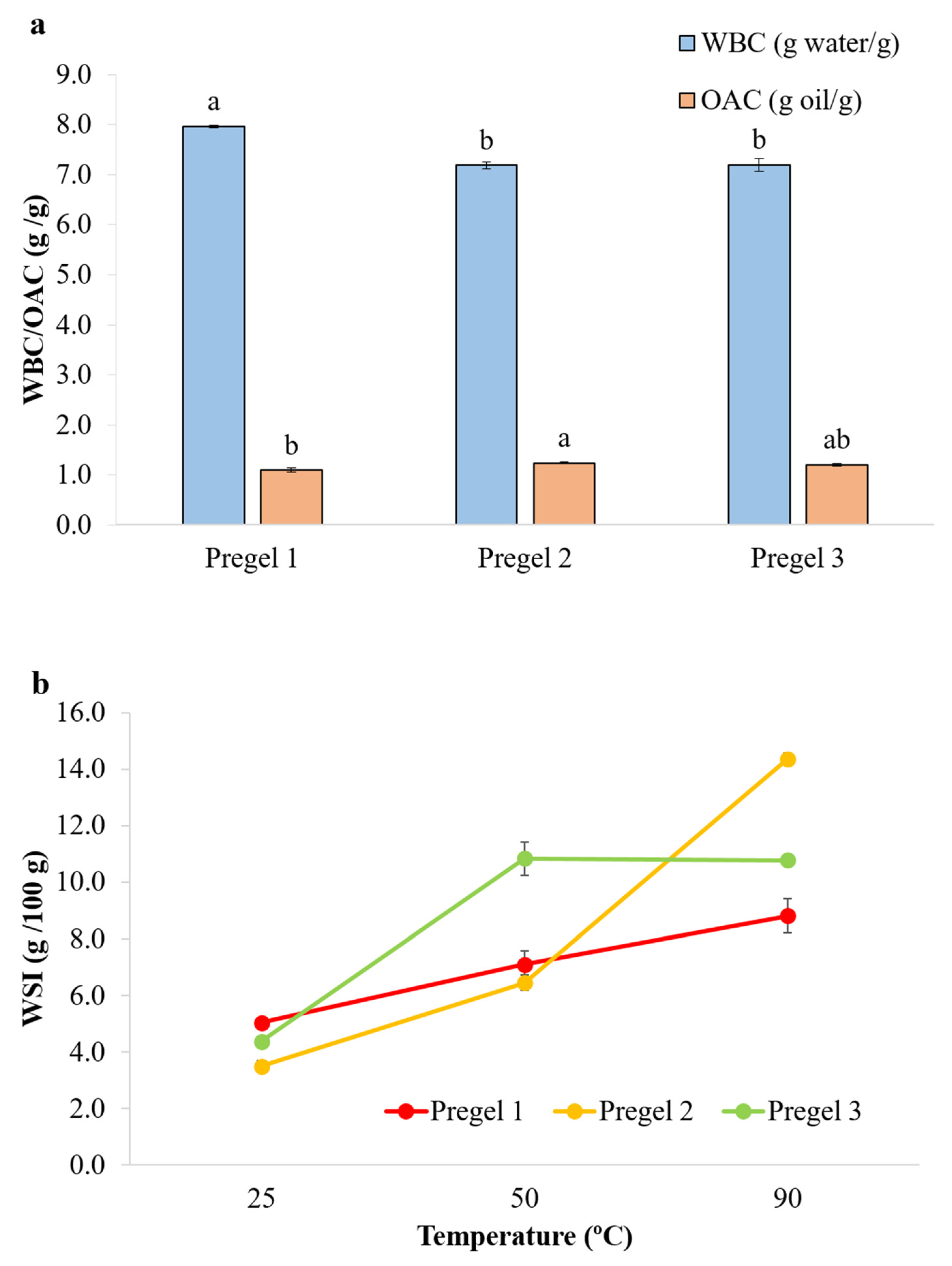
3.2. Particle Size and Sphericity Distribution, Solubility and Liquid Holding Capacity of Drum-Dried Wheat Starches
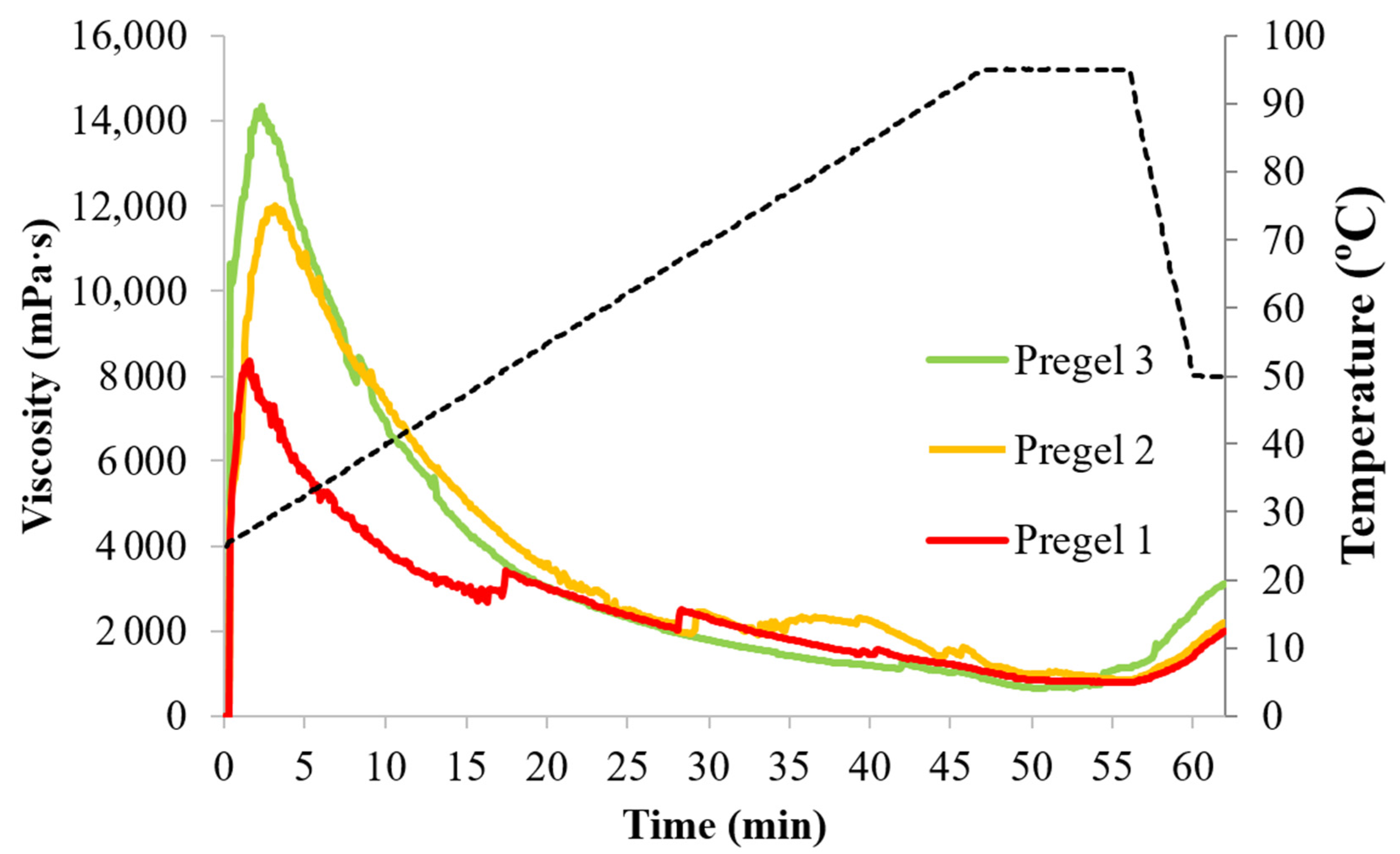
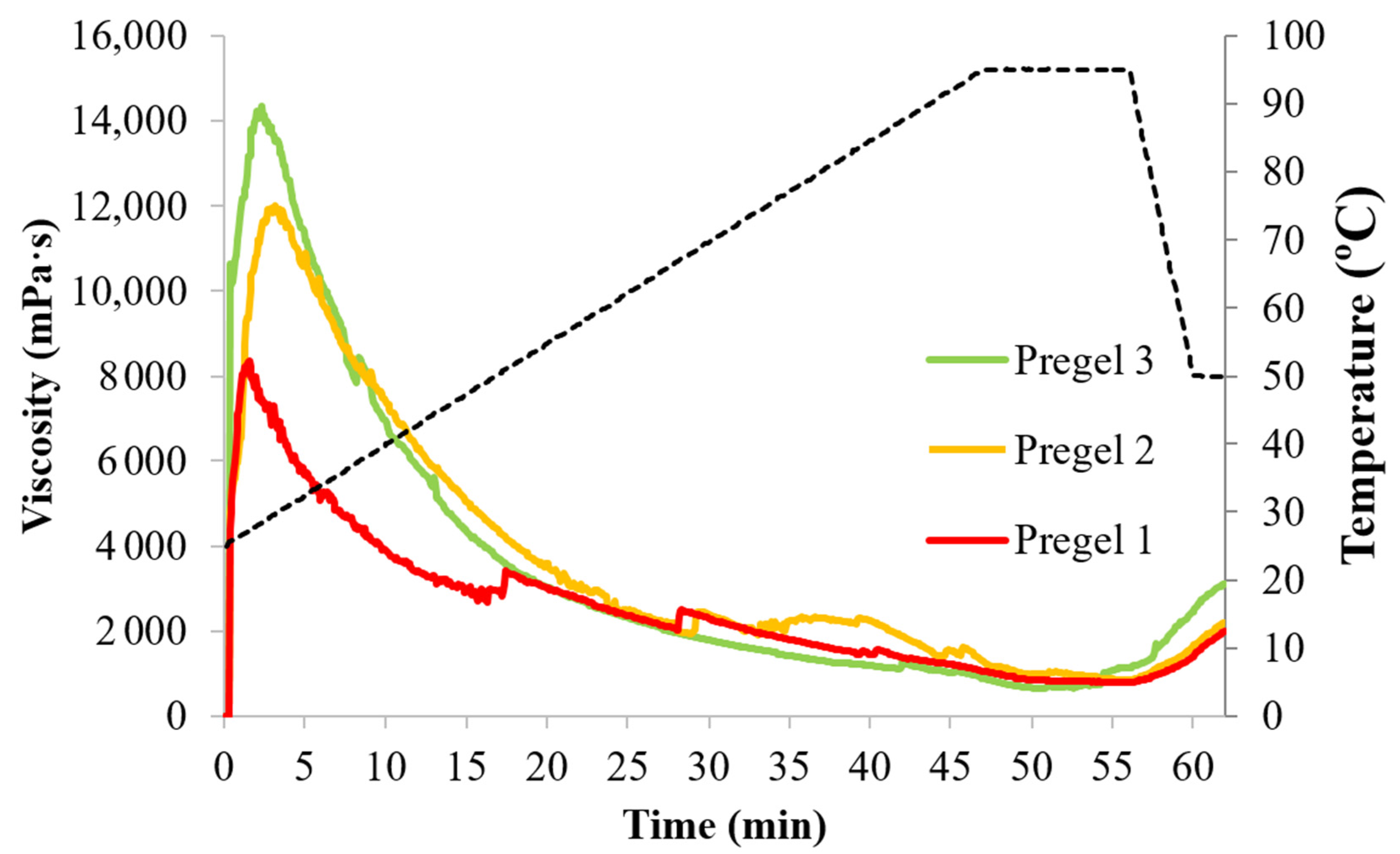
3.3. Pasting Profile of Drum-Dried Wheat Starches
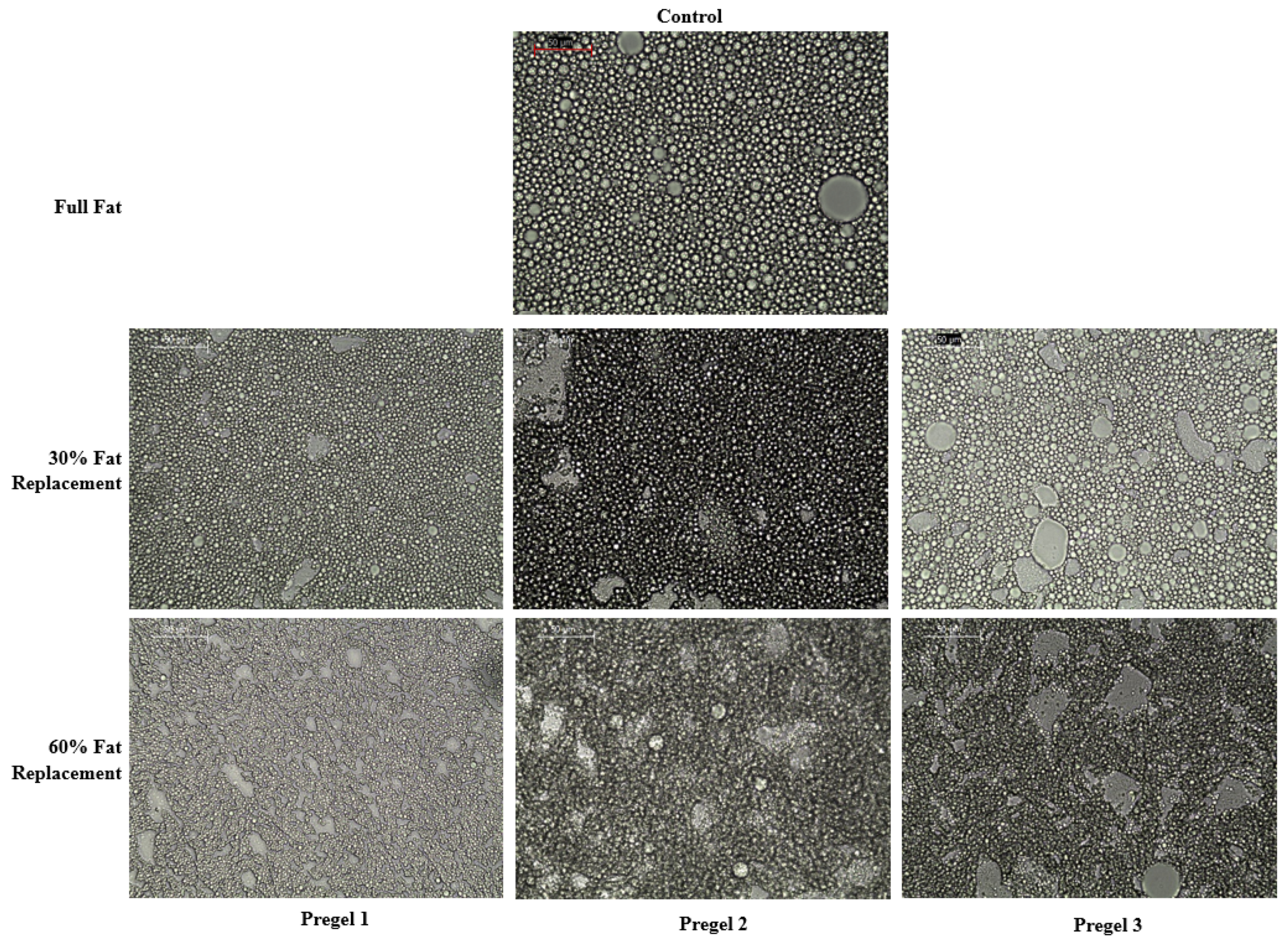
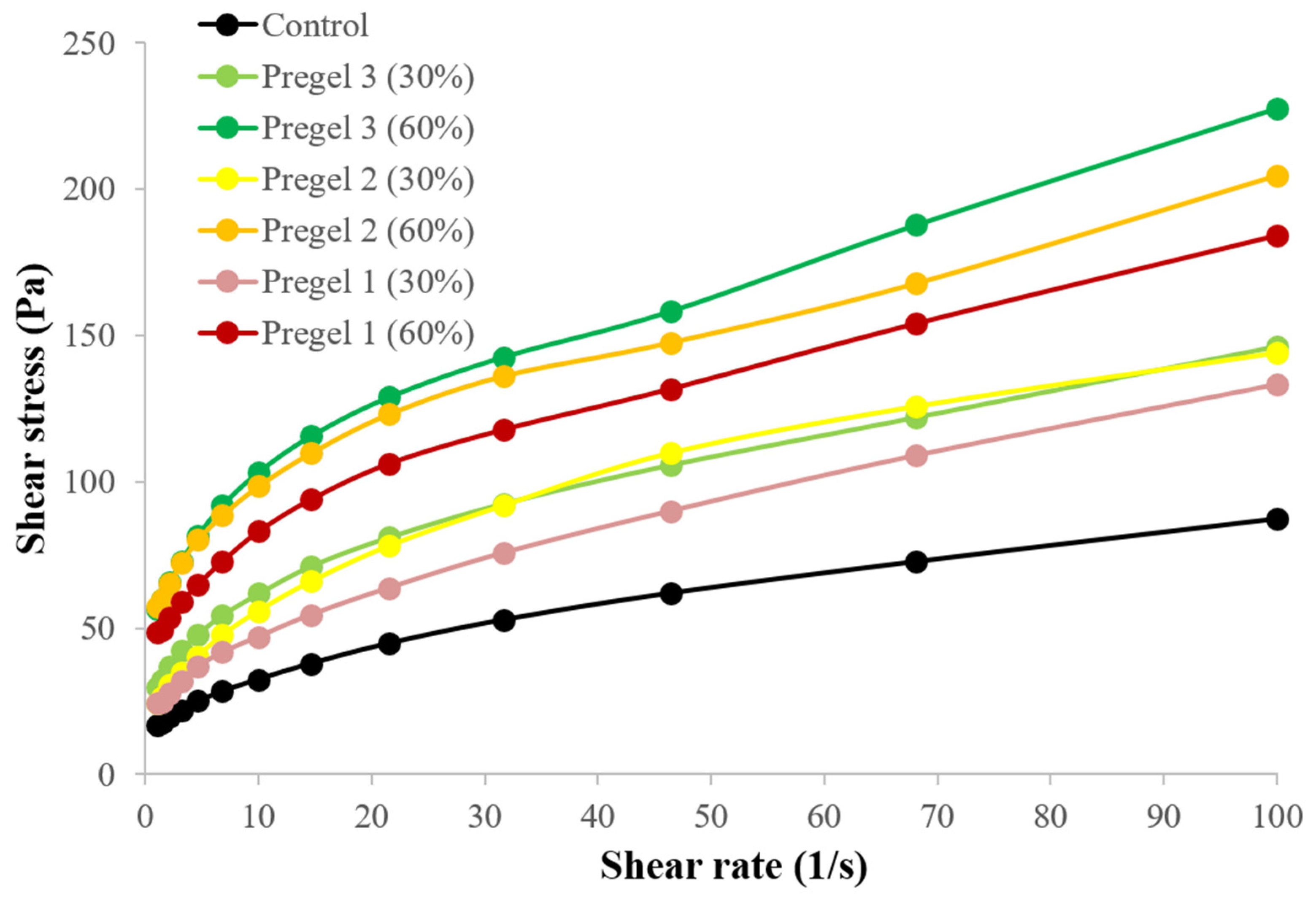
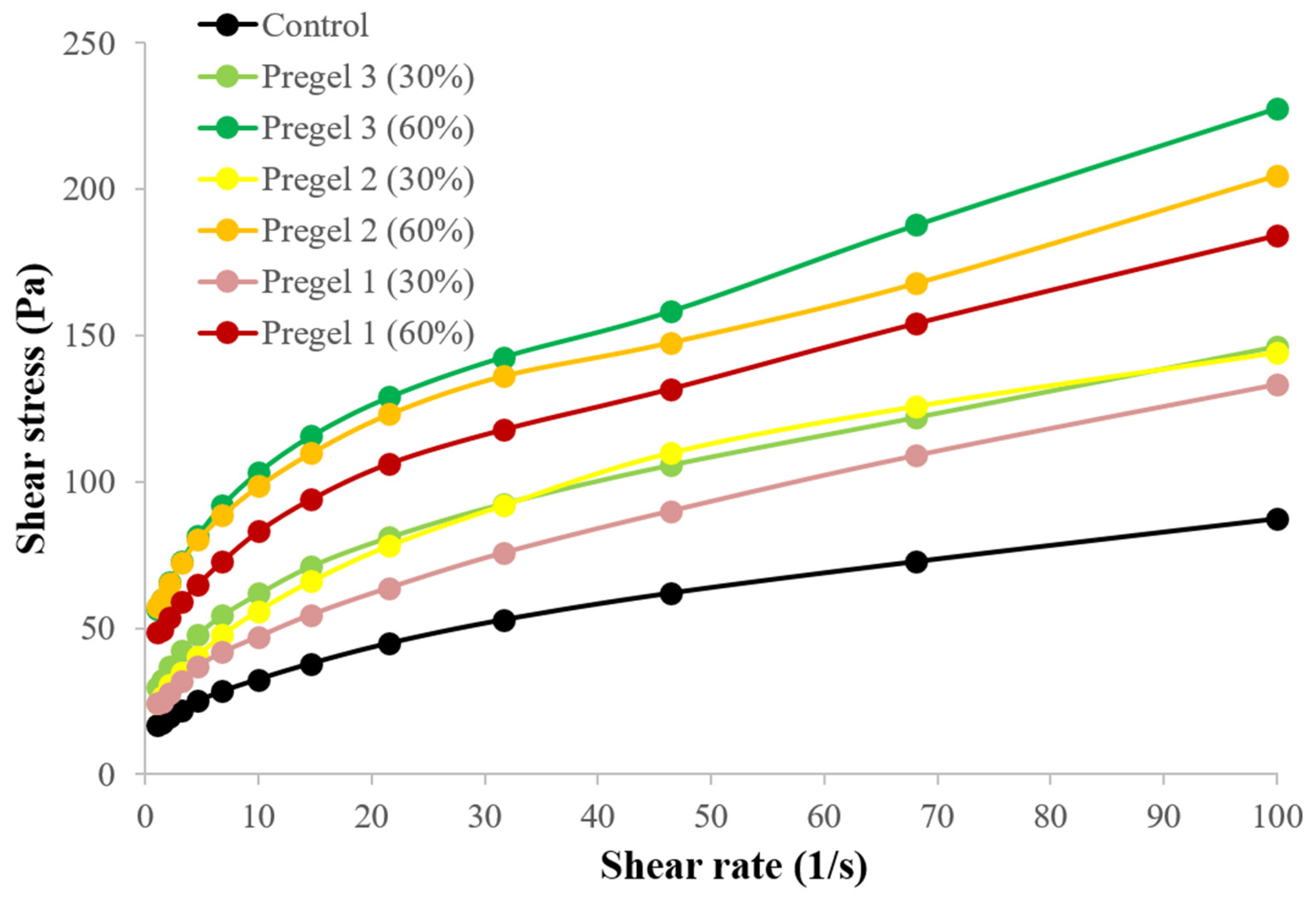
3.4. Microstructure and Rheological Properties of the Oil-in-Water Emulsions
3.5. Stability of the Oil-in-Water Emulsions
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Harrison, L.J.; Cunningham, F.E. Factors influencing the quality of mayonnaise: A review. J. Food Qual. 1985, 8, 1–20. [Google Scholar] [CrossRef]
- Bray, G.A.; Paeratakul, S.; Popkin, B.M. Dietary fat and obesity: A review of animal, clinical and epidemiological studies. Physiol. Behav. 2004, 83, 549–555. [Google Scholar] [CrossRef] [PubMed]
- Krahmer, N.; Farese, R.; Walther, T. Balancing the fat: Lipid droplets and human disease. EMBO Mol. Med. 2013, 5, 973–983. [Google Scholar] [CrossRef] [PubMed]
- Schwab, U.; Lauritzen, L.; Tholstrup, T.; Haldorsson, T.; Riserus, U.; Uusitupa, M.; Becker, W. Effect of the amount and type of dietary fat on cardiometabolic risk factors and risk of developing type 2 diabetes, cardiovascular diseases, and cancer: A systematic review. Food Nutr. Res. 2014, 58, 25145. [Google Scholar] [CrossRef] [Green Version]
- United States Census Bureau, U.S. Population: Usage of Mayonnaise/Mayonnaise-Type Salad Dressing in the U.S. 2011–2024|Statista. 2021. Available online: https://www.statista.com/statistics/280777 (accessed on 30 May 2022).
- Drakos, A.; Kiosseoglou, V. Depletion flocculation effects in egg-based model salad dressing emulsions. Food Hydrocoll. 2008, 22, 218–224. [Google Scholar] [CrossRef]
- Chung, C.; Degner, B.; McClements, D.J. Designing reduced-fat food emulsions: Locust bean gum–fat droplet interactions. Food Hydrocoll. 2013, 32, 263–270. [Google Scholar] [CrossRef]
- Mun, S.; Kim, Y.L.; Kang, C.G.; Park, K.H.; Shim, J.Y.; Kim, Y.R. Development of reduced-fat mayonnaise using 4αGTase-modified rice starch and xanthan gum. Int. J. Biol. Macromol. 2009, 44, 400–407. [Google Scholar] [CrossRef]
- Nikzade, V.; Mazaheri-Tehrani, M.; Saadatmand-Tarzjan, M. Optimization of low cholesterol-low-fat mayonnaise formulation: Effect of using soy milk and some stabilizer by a mixture design approach. Food Hydrocoll. 2012, 28, 344–352. [Google Scholar] [CrossRef]
- Worrasinchai, S.; Suphantharika, M.; Pinjai, S.; Jamnong, P. β-Glucan prepared from spent brewer’s yeast as a fat replacer in mayonnaise. Food Hydrocoll. 2006, 20, 68–78. [Google Scholar] [CrossRef]
- Colonna, P.; Doublier, J.L.; Melcion, J.P.; De Monredon, F.; Mercier, C. Extrusion-cooking and drum drying of wheat starch. Physical and macromolecular modifications. Cereal Chem. 1984, 61, 538–543. [Google Scholar]
- Martínez, M.M.; Rosell, C.M.; Gómez, M. Modification of wheat flour functionality and digestibility through different extrusion conditions. J. Food Eng. 2014, 143, 74–79. [Google Scholar] [CrossRef] [Green Version]
- Carcelli, A.; Crisafulli, G.; Carini, E.; Vittadini, E. Can a physically modified corn flour be used as fat replacer in a mayonnaise? Eur. Food Res. Technol. 2020, 246, 2493–2503. [Google Scholar] [CrossRef]
- Román, L.; Martínez, M.; Gómez, M. Assessing of the potential of extruded flour paste as fat replacer in O/W emulsion: A rheological and microstructural study. Food Res. Int. 2015, 74, 72–79. [Google Scholar] [CrossRef] [PubMed]
- Hedayati, S.; Shahidi, F.; Koocheki, A.; Farahnaky, A.; Majzoobi, M. Influence of pregelatinized and granular cold water swelling maize starches on stability and physicochemical properties of low fat oil-in-water emulsions. Food Hydrocoll. 2020, 102, 105620. [Google Scholar] [CrossRef]
- Mestres, C.; Colonna, P.; Buleon, A. Gelation and crystallisation of maize starch after pasting, drum-drying or extrusion cooking. J. Cereal Sci. 1988, 7, 123–134. [Google Scholar] [CrossRef]
- Martinez, M.M.; Li, C.; Okoniewska, M.; Mukherjee, I.; Vellucci, D.; Hamaker, B.R. Slowly digestible starch in fully gelatinized material is structurally driven by molecular size and A and B1 chain lengths. Carbohydr. Polym. 2018, 197, 531–539. [Google Scholar] [CrossRef]
- Liu, W.-C.; Halley, P.J.; Gilbert, R.G. Mechanism of degradation of starch, a highly branched polymer, during extrusion. Macromolecules 2010, 43, 2855–2864. [Google Scholar] [CrossRef]
- Wang, K.; Hasjim, J.; Wu, A.C.; Henry, R.J.; Gilbert, R.G. Variation in amylose fine structure of starches from different botanical sources. J. Agric. Food Chem. 2014, 62, 4443–4453. [Google Scholar] [CrossRef]
- Vilaplana, F.; Gilbert, R.G. Characterization of branched polysaccharides using multiple-detection size separation techniques. J. Sep. Sci. 2010, 33, 3537–3554. [Google Scholar] [CrossRef]
- Román, L.; Campanella, O.; Martinez, M.M. Shear-induced molecular fragmentation decreases the bioaccessibility of fully gelatinized starch and its gelling capacity. Carbohydr. Polym. 2019, 215, 198–206. [Google Scholar] [CrossRef]
- American Association of Cereal Chemists. Approved Methods of the American Association of Cereal Chemists, 11th ed.; AACC International: Saint Paul, MN, USA, 2012. [Google Scholar]
- Schädle, C.N.; Bader-Mittermaier, S.; Sanahuja, S. Characterization of reduced-fat mayonnaise and comparison of sensory perception, rheological, tribological, and textural analyses. Foods 2022, 11, 806. [Google Scholar] [CrossRef] [PubMed]
- Dolz, M.; González, F.; Delegido, J.; Hernández, M.J.; Pellicer, J. A time dependent expression for thixotropic areas. Application to Aerosil 200 Hydrogels. J. Pharm. Sci. 2000, 89, 790–797. [Google Scholar] [CrossRef]
- Yoo, S.H.; Jane, J.L. Structural and physical characteristics of waxy and other wheat starches. Carbohydr. Polym. 2002, 49, 297–305. [Google Scholar] [CrossRef]
- Hayes, A.M.; Okoniewska, M.; Martinez, M.M.; Zhao, B.; Hamaker, B.R. Investigating the potential of slow-retrograding starches to reduce staling in soft savory bread and sweet cake model systems. Food Res. Int. 2020, 138, 109745. [Google Scholar] [CrossRef] [PubMed]
- Li, Q.; Liu, S.; Obadi, M.; Jiang, Y.; Zhao, F.; Jiang, S.; Xu, B. The impact of starch degradation induced by pre-gelatinization treatment on the quality of noodles. Food Chem. 2020, 302, 125267. [Google Scholar] [CrossRef]
- Sestili, F.; Janni, M.; Doherty, A.; Botticella, E.; D’Ovidio, R.; Masci, S.; Jones, H.D.; Lafiandra, D. Increasing the amylose content of durum wheat through silencing of the SBEIIa genes. BMC Plant Biol. 2010, 10, 144. [Google Scholar] [CrossRef] [Green Version]
- Doublier, J.L.; Colonna, P.; Mercier, C. Extrusion cooking and drum drying of wheat starch, II. Rheological characterization of starch pastes. Cereal Chem. 1986, 63, 240–260. [Google Scholar]
- Fritze, H. Dry gelatinized starch produced on different types of drum dryers. Ind. Eng. Chem. Process 1973, 12, 142–148. [Google Scholar] [CrossRef]
- Román, L.; Reguilón, M.P.; Gómez, M. Physicochemical characteristics of sauce model systems: Influence of particle size and extruded flour source. J. Food Eng. 2018, 219, 93–100. [Google Scholar] [CrossRef]
- Maniglia, B.C.; Polachini, T.C.; Norwood, E.A.; Le-Bail, P.; Le-Bail, A. Thermal technologies to enhance starch performance and starchy products. Curr. Opin. Food Sci. 2021, 40, 72–80. [Google Scholar] [CrossRef]
- Doublier, J.L. Rheological studies on starch—Flow behaviour of wheat starch pastes. Starch-Stärke 1986, 33, 415–420. [Google Scholar] [CrossRef]
- McClements, D.J. Food Emulsions: Principles, Practices, and Techniques, 3rd ed.; CRC Press: Boca Raton, FL, USA, 2016; ISBN 978-1-4987-2669-6. [Google Scholar]
- Teklehaimanot, W.H.; Duodu, K.G.; Emmambux, M.N. Maize and teff starches modified with stearic acid as potential fat replacer in low calorie mayonnaise-type emulsions. Starch-Starke 2013, 65, 773–781. [Google Scholar] [CrossRef] [Green Version]
- Batista, A.P.; Raymundo, A.; Sousa, I.; Empis, J. Rheological characterization of coloured oil-in-water food emulsions with lutein and phycocyanin added to the oil and aqueous phases. Food Hydrocoll. 2006, 20, 44–52. [Google Scholar] [CrossRef] [Green Version]
- Aganovic, K.; Bindrich, U.; Heinz, V. Ultra-high pressure homogenisation process for production of reduced fat mayonnaise with similar rheological characteristics as its full fat counterpart. Innov. Food Sci. Emerg. Technol. 2018, 45, 208–214. [Google Scholar] [CrossRef]
- Ma, Z.; Boye, J.I. Advances in the design and production of reduced-fat and reduced-cholesterol salad dressing and mayonnaise: A review. Food Bioprocess Technol. 2013, 6, 648–670. [Google Scholar] [CrossRef]
- Gamonpilas, C.; Pongjaruvat, W.; Fuongfuchat, A.; Methacanon, P.; Seetapan, N.; Thamjedsada, N. Physicochemical and rheological characteristics of commercial chili sauces as thickened by modified starch or modified starch/xanthan mixture. J. Food Eng. 2011, 105, 233–240. [Google Scholar] [CrossRef]
- Laca, A.; Sáenz, M.C.; Paredes, B.; Díaz, M. Rheological properties, stability and sensory evaluation of low-cholesterol mayonnaises prepared using egg yolk granules as emulsifying agent. J. Food Eng. 2010, 97, 243–252. [Google Scholar] [CrossRef]
- McClements, D.J. Critical review of techniques and methodologies for characterization of emulsion stability. Crit. Rev. Food Sci. Nutr. 2007, 47, 611–649. [Google Scholar] [CrossRef]
- Bortnowska, G.; Balejko, J.; Tokarczyk, G.; Romanowska-Osuch, A.; Krzeminska, N. Effects of pregelatinized waxy maize starch on the physicochemical properties and stability of model low-fat oil-in-water food emulsions. Food Hydrocoll. 2014, 36, 229–237. [Google Scholar] [CrossRef]
- Magnusson, E.; Rosén, C.; Nilsson, L. Freeze–thaw stability of mayonnaise type oil-in-water emulsions. Food Hydrocoll. 2011, 25, 707–715. [Google Scholar] [CrossRef]
- Thanasukarn, P.; Pongsawatmanit, R.; McClements, D.J. Impact of fat and water crystallization on the stability of hydrogenated palm oil-in-water emulsions stabilized by whey protein isolate. Colloids Surf. A Physicochem. Eng. Asp. 2004, 246, 49–59. [Google Scholar] [CrossRef]
- Sasaki, T.; Matsuki, J. Effect of wheat starch structure on swelling power. Cereal Chem. 1998, 75, 525–529. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Ingredient | Full Fat (Control) | 30% Reduced Fat | 60% Reduced Fat |
|---|---|---|---|
| Vegetable Oil | 130.0 | 91.0 | 52.0 |
| Whole liquid Egg | 62.0 | 62.0 | 62.0 |
| White Vinegar | 7.0 | 7.0 | 7.0 |
| Salt | 0.9 | 0.9 | 0.9 |
| Potassium Sorbate | 0.1 | 0.1 | 0.1 |
| Starch/water paste * | 0.0 | 39.0 | 78.0 |
| Sample | Number of Droplets | Total Area of Droplets (μm2) | Average Area (μm2) | K Index (Pa·sn) | n | Thixotropic Area (%) |
|---|---|---|---|---|---|---|
| Control | 3976 ± 121 [a] | 27,533 ± 3042 [a] | 7.2 ± 0.5 [a] | 15.7 ± 1.2 [d] | 0.36 ± 0.02 [ab] | 4.3 ± 0.3 [d] |
| Pregel 1 (30%) | 5438 ± 621 [a] | 21,255 ± 2461 [abc] | 3.6 ± 0.1 [bc] | 22.8 ± 1.4 [c] | 0.37 ± 0.00 [ab] | 4.1 ± 0.6 [d] |
| Pregel 2 (30%) | 4817 ± 663 [a] | 14,876 ± 1356 [de] | 3.1 ± 0.4 [bc] | 22.6 ± 2.3 [c] | 0.40 ± 0.01 [a] | 3.3 ± 0.7 [d] |
| Pregel 3 (30%) | 5323 ± 896 [a] | 24,520 ± 7128 [cd] | 4.6 ± 0.6 [b] | 26.5 ± 1.2 [c] | 0.36 ± 0.01 [ab] | 5.7 ± 0.1 [c] |
| Pregel 1 (60%) | 4578 ± 361 [a] | 10,894 ± 9642 [d] | 2.2 ± 0.6 [c] | 39.2 ± 0.3 [b] | 0.32 ± 0.01 [bc] | 6.1 ± 0.6 [c] |
| Pregel 2 (60%) | 6166 ± 386 [a] | 15,681 ± 2552 [de] | 2.5 ± 0.3 [c] | 52.5 ± 1.3 [a] | 0.27 ± 0.01 [c] | 13.7 ± 0.1 [a] |
| Pregel 3 (60%) | 6012 ± 462 [a] | 19,299 ± 1688 [bc] | 3.2 ± 0.4 [bc] | 53.0 ± 2.4 [a] | 0.26 ± 0.0 [c] | 9.2 ± 0.1 [b] |
| Sample | Short-Term Stability (%) | Long-Term Stability (%) | Freeze-Thaw Stability (%) |
|---|---|---|---|
| Control | 93.8 ± 0.1 [b] | 77.2 ± 0.3 [f] | 51.5 ± 0.1 [g] |
| Pregel 1 (30%) | 100.0 ± 0.0 [a] | 94.4 ± 0.1 [e] | 75.8 ± 0.4 [d] |
| Pregel 2 (30%) | 100.0 ± 0.0 [a] | 96.2 ± 0.0 [c] | 75.4 ± 0.1 [e] |
| Pregel 3 (30%) | 100.0 ± 0.0 [a] | 94.8 ± 0.0 [d] | 73.3 ± 0.1 [f] |
| Pregel 1 (60%) | 100.0 ± 0.0 [a] | 99.3 ± 0.0 [b] | 92.1 ± 0.0 [b] |
| Pregel 2 (60%) | 100.0 ± 0.0 [a] | 99.5 ± 0.0 [ab] | 91.9 ± 0.1 [c] |
| Pregel 3 (60%) | 100.0 ± 0.0 [a] | 99.6 ± 0.1 [a] | 93.2 ± 0.1 [a] |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Roman, L.; Walker, M.R.; Detlor, N.; Best, J.; Martinez, M.M. Pregelatinized Drum-Dried Wheat Starch of Different Swelling Behavior as Clean Label Oil Replacer in Oil-in-Water Emulsions. Foods 2022, 11, 2044. https://doi.org/10.3390/foods11142044
Roman L, Walker MR, Detlor N, Best J, Martinez MM. Pregelatinized Drum-Dried Wheat Starch of Different Swelling Behavior as Clean Label Oil Replacer in Oil-in-Water Emulsions. Foods. 2022; 11(14):2044. https://doi.org/10.3390/foods11142044
Chicago/Turabian StyleRoman, Laura, Mitchell R. Walker, Nicole Detlor, Janice Best, and Mario M. Martinez. 2022. "Pregelatinized Drum-Dried Wheat Starch of Different Swelling Behavior as Clean Label Oil Replacer in Oil-in-Water Emulsions" Foods 11, no. 14: 2044. https://doi.org/10.3390/foods11142044
APA StyleRoman, L., Walker, M. R., Detlor, N., Best, J., & Martinez, M. M. (2022). Pregelatinized Drum-Dried Wheat Starch of Different Swelling Behavior as Clean Label Oil Replacer in Oil-in-Water Emulsions. Foods, 11(14), 2044. https://doi.org/10.3390/foods11142044