
Effect of Thermal Treatment on the Internal Structure, Physicochemical Properties and Storage Stability of Whole Grain Highland Barley Flour

Abstract
:
1. Introduction
2. Materials and Methods
2.1. Highland Barley
2.2. Sample Preparation
2.3. Whole Powder Characteristics
2.3.1. Color Values
2.3.2. Scanning Electron Microscopy
2.3.3. X-ray Diffraction (XRD) Analysis
2.3.4. Thermal Properties
2.4. Functional Properties of Whole Powder
2.4.1. Determination of Tap and Bulk Densities
2.4.2. Water- and Oil-Holding Capacity
2.4.3. Determination of Swelling Power
2.5. Storage Stability
2.5.1. Storage Experiment and Sample Preparation
2.5.2. Analysis of Lipase Activity
2.5.3. Fatty Acid Value Detection
2.5.4. Peroxide Value
2.5.5. Malondialdehyde (MDA) Content
2.5.6. Analysis of Moisture Content
2.6. Statistical Analysis
3. Results
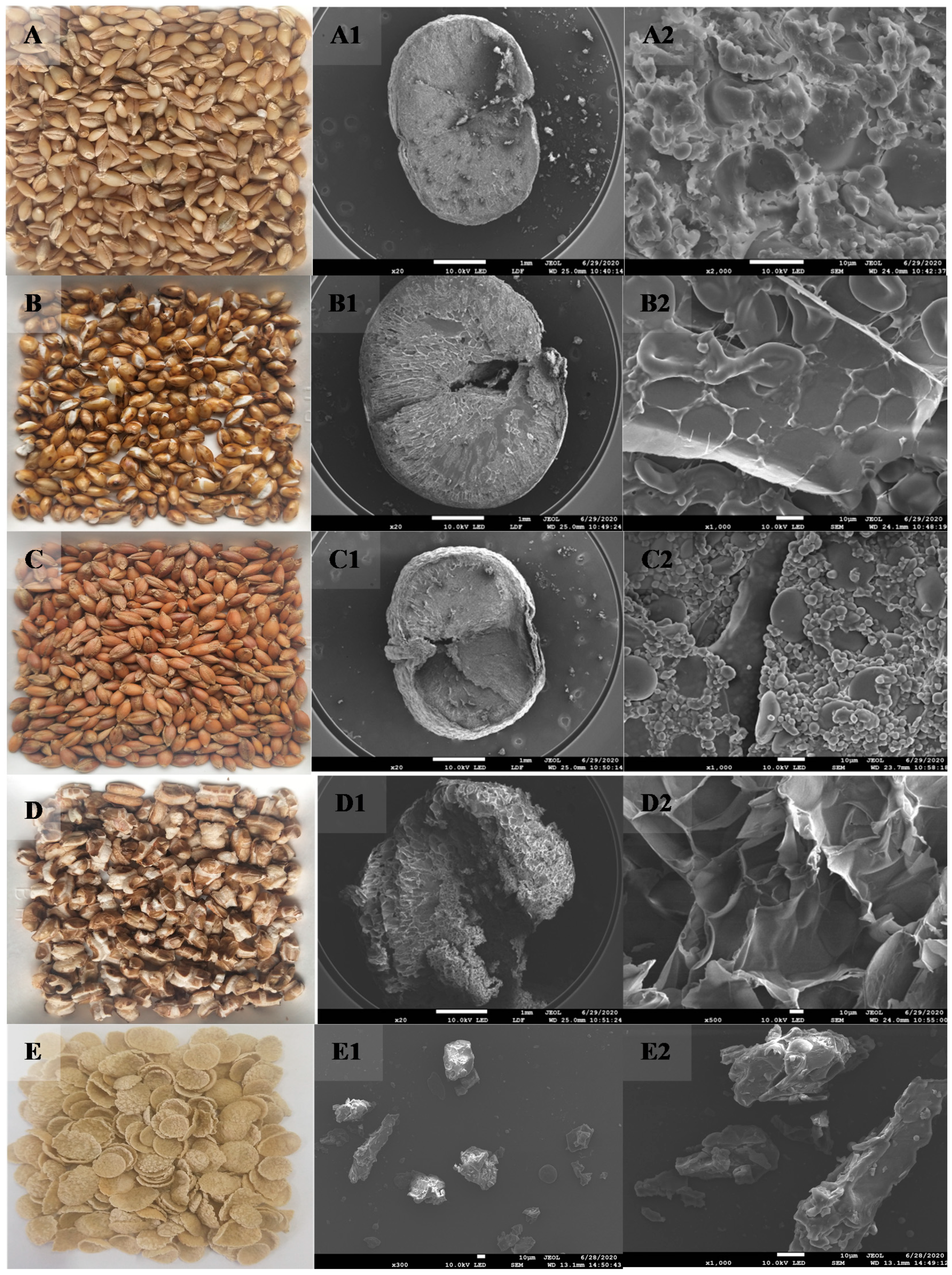
3.1. Appearance and Structure of Highland Barley Grain Subsection
3.2. Effect of Different Cooking Methods on Crystal Structure of Highland Barley Starch
3.3. Physicochemical Properties
3.3.1. Color
3.3.2. Analysis of Thermal Properties and Pasting Properties
3.3.3. Functional Characteristics
3.4. Storage Characteristics
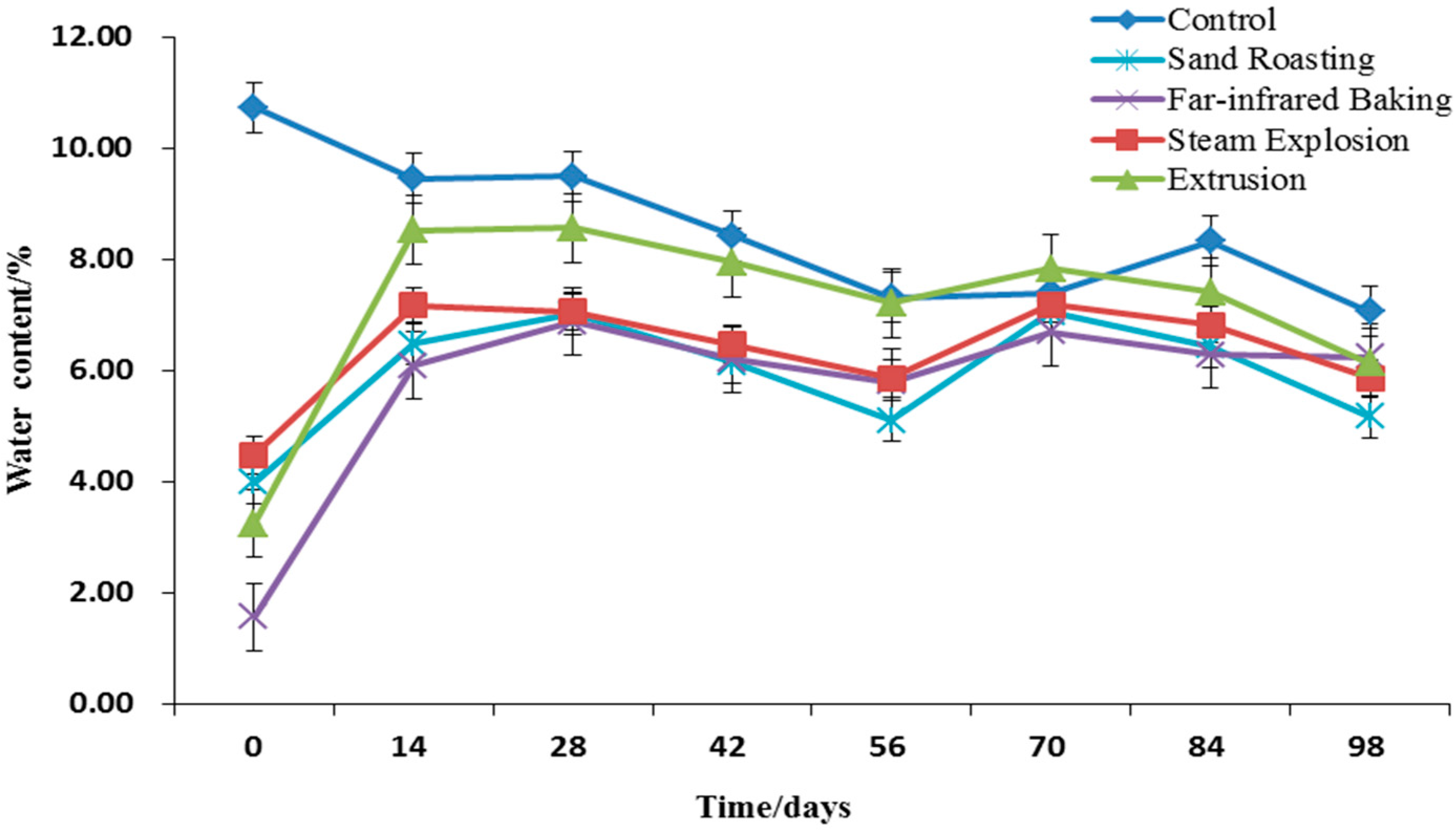
3.4.1. Moisture Content
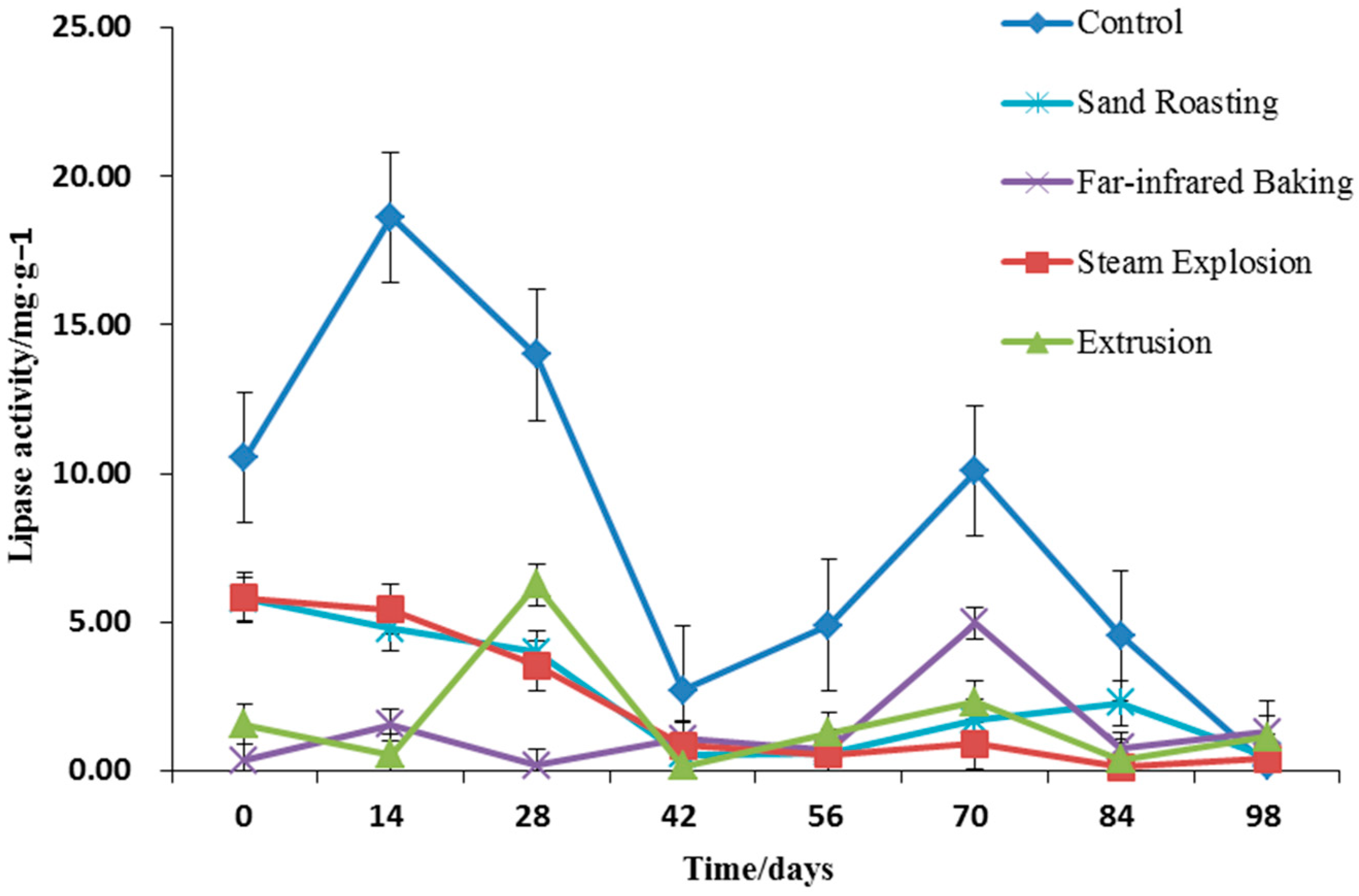
3.4.2. Lipase Activity
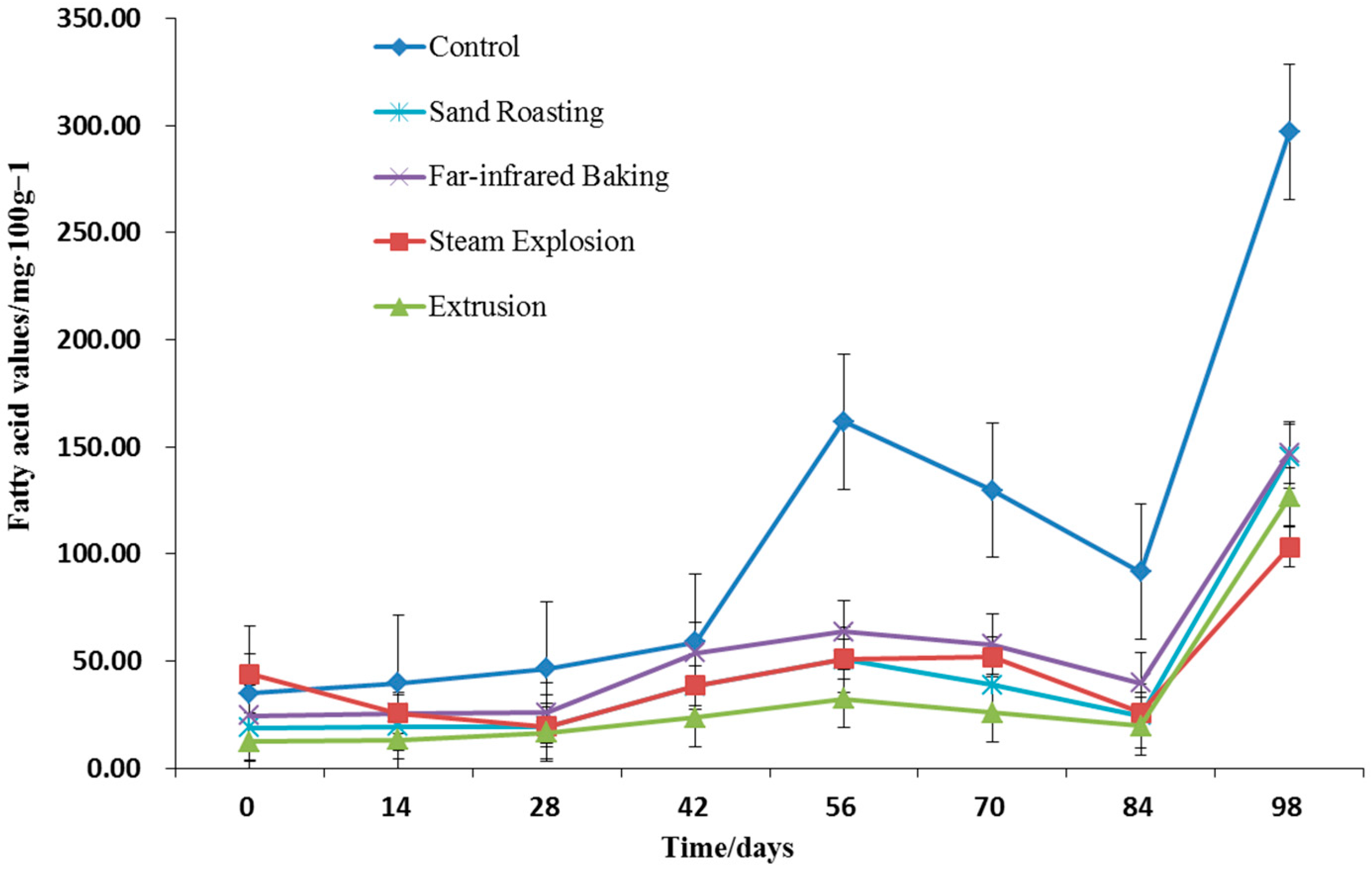
3.4.3. Fatty Acid Value
3.4.4. Peroxide Value
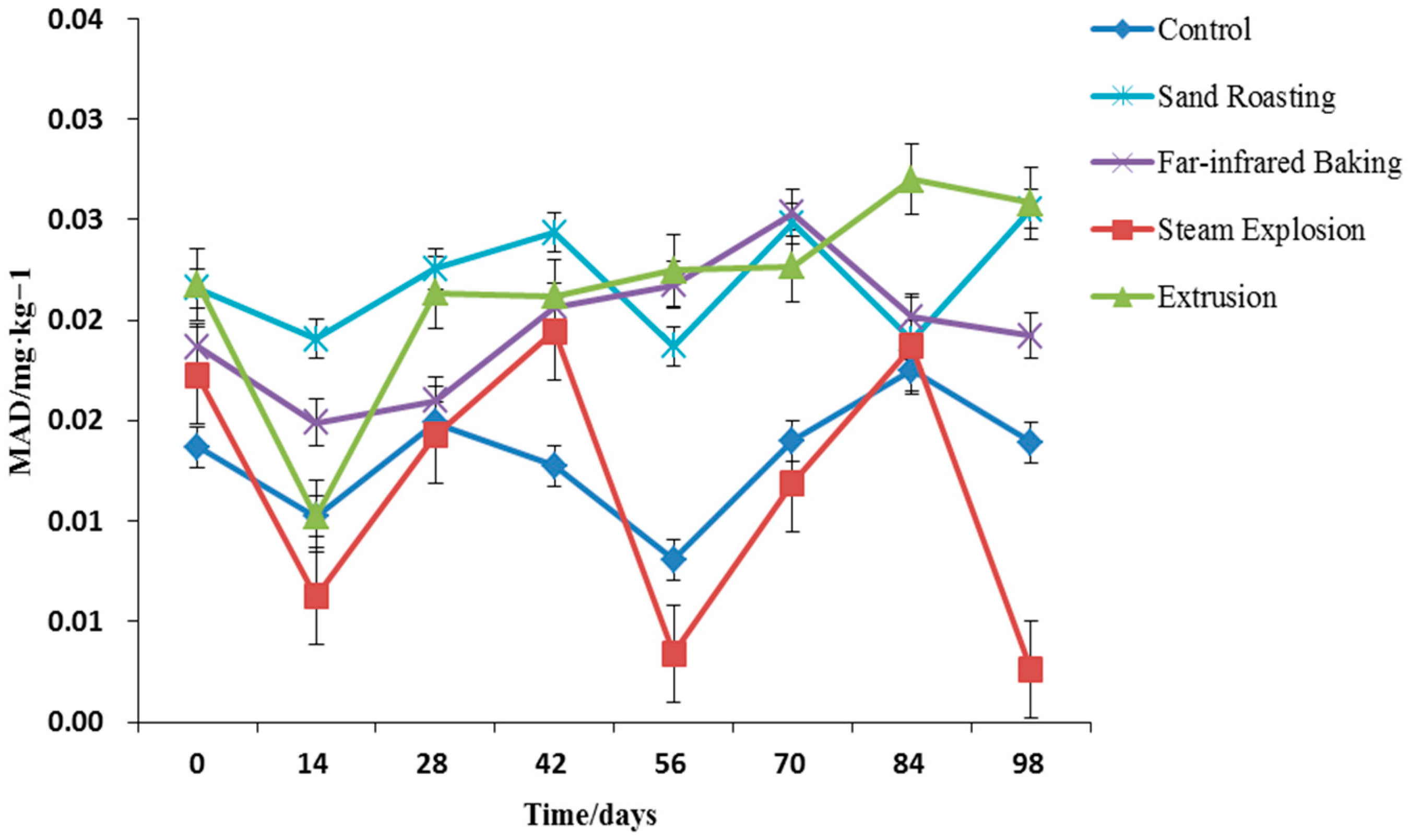
3.4.5. Malondialdehyde Content
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Lin, S.; Guo, H.; Gong, J.D.B.; Lu, M.; Lu, M.Y.; Wang, L.; Zhang, Q.; Qin, W.; Wu, D.T. Phenolic profiles, β-glucan contents, and antioxidant capacities of colored Qingke (Tibetan hulless barley) cultivars. J. Cereal Sci. 2018, 81, 69–75. [Google Scholar] [CrossRef]
- Wang, H.; Li, Z.; Wang, L.; Cui, S.W.; Qiu, J. Different thermal treatments of highland barley kernel affect its flour physicochemical properties by structural modification of starch and protein. Food Chem. 2022, 387, 132835. [Google Scholar] [CrossRef] [PubMed]
- Hoke, K.; Houska, M.; Pruchova, J.; Gabrovska, D.; Vaculova, K.; Paulickova, I. Optimization of puffing of naked barley. J. Food Eng. 2007, 80, 1016–1022. [Google Scholar] [CrossRef]
- Zhao, B.; Sang, J.Y.; Liu, L.Y.; Tong, L.T.; Zhou, X.R.; Wang, S.S.; Zhang, Y.H.; Wang, L.L.; Zhou, S.M. Effect of roasting process on enzymes inactivation and starch properties of highland barley. Biol. Macromol. 2020, 165, 675–682. [Google Scholar] [CrossRef] [PubMed]
- Sharma, P.; Gujral, H.S. Effect of sand roasting and microwave cooking on antioxidant activity of barley. Food Res. Int. 2011, 44, 235–240. [Google Scholar] [CrossRef]
- Jogihalli, P.; Singh, L.; Kumar, K.; Sharanagat, V.S. Novel continuous roasting of chickpea (Cicer arietinum): Study on physico-functional, antioxidant and roasting characteristics. LWT 2017, 86, 456–464. [Google Scholar] [CrossRef]
- Li, M.J.; Wang, H.R.; Tong, L.T.; Fan, B.; Yang, X.J.; Sun, R.Q.; Liu, L.Y.; Wang, F.Z.; Wang, L.L. A comparison study of three heating assisted enzyme inactivation pretreatments on the physicochemical properties and edible quality of highland barley grain and flour. J. Cereal Sci. 2022, 104, 103404. [Google Scholar] [CrossRef]
- Bai, Y.P.; Zhou, H.M.; Zhu, K.R.; Li, Q. Effect of thermal treatment on the physicochemical, ultrastructural and nutritional characteristics of whole grain highland barley. Food Chem. 2021, 346, 128657. [Google Scholar] [CrossRef]
- Altan, A. Effects of pretreatments and moisture content on microstructure and physical properties of microwave expanded hull-less barley. Food Res. Int. 2014, 56, 126–135. [Google Scholar] [CrossRef]
- Li, B.; Yang, W.; Nie, Y.Y.; Kang, F.F.; Goff, H.D.; Cui, S.W. Effect of steam explosion on dietary fiber, polysaccharide, protein and physicochemical properties of okara. Food Hydrocoll. 2019, 94, 48–56. [Google Scholar] [CrossRef]
- Lee, H.J.; Kim, S.; Suh, H.J.; Ryu, D. Effects of explosive puffing process on the reduction of ochratoxin A in rice and oats. Food Control 2019, 95, 334–338. [Google Scholar] [CrossRef]
- Gong, L.; Zhang, Y.; Wang, J.; Sun, B. Change in health ingredients of whole Tibetan hull-less barley after steam explosion and simulated digestion in vitro. J. Food Process. Preserv. 2016, 40, 239–248. [Google Scholar] [CrossRef]
- Hong, Q.; Chen, G.; Wang, Z.; Chen, X.; Shi, Y.; Chen, Q.; Kan, J. Impact of processing parameters on physicochemical properties and biological activities of Qingke (highland hull-less barley) treated by steam explosion. J. Food Process. Preserv. 2020, 44, e14793. [Google Scholar] [CrossRef]
- Nader, J.; Afif, C.; Louka, N. Expansion of partially defatted peanuts by a new texturizing process called “Intensification of Vaporization by Decompression to the Vacuum” (IVDV). Innov. Food Sci. Emerg. Technol. 2017, 41, 179–187. [Google Scholar] [CrossRef]
- Ovando-Martínez, M.; Whitney, K.; Reuhs, B.L.; Doehlert, D.C.; Simsek, S. Effect of hydrothermal treatment on physicochemical and digestibility properties of oat starch. Food Res. Int. 2013, 52, 17–25. [Google Scholar] [CrossRef]
- Dhua, S.; Kheto, A.; Sharanagat, V.S.; Singh, L.; Kumar, K.; Nema, P.K. Quality characteristics of sand, pan and microwave roasted pigmented wheat (Triticum aestivum). Food Chem. 2021, 365, 130372. [Google Scholar] [CrossRef] [PubMed]
- Sharma, P.; Gujral, H.S.; Rosell, C.M. Effects of roasting on barley β-glucan, thermal, textural and pasting properties. J. Cereal Sci. 2011, 53, 25–30. [Google Scholar] [CrossRef] [Green Version]
- Li, W.; Xiao, X.; Zhang, W.; Zheng, J.; Luo, Q.; Ouyang, S.; Zhang, G. Compositional, morphological, structural and physicochemical properties of starches from seven naked barley cultivars grown in China. Food Res. Int. 2014, 58, 7–14. [Google Scholar] [CrossRef]
- Kong, X.; Zhu, Z.; Zhang, X.; Zhu, Y. Effects of Cordyceps polysaccharides on pasting properties and in vitro starch digestibility of wheat starch. Food Hydrocoll. 2020, 102, 105604. [Google Scholar] [CrossRef]
- Sharanagat, V.S.; Kumar, P.; Patro, S.; Ghule, P.D.; Naryal, S.; Meena, S.; Nema, P.K. Influence of germination on physicochemical, thermo-pasting, and antioxidant properties of moong grain (Vigna radiata). J. Food Process. Preserv. 2019, 43, e13922. [Google Scholar] [CrossRef]
- Zhao, H.; Chen, J.; Hemar, Y.; Cui, B. Improvement of the rheological and textural properties of calcium sulfate-induced soy protein isolate gels by the incorporation of different polysaccharides. Food Chem. 2020, 310, 125983. [Google Scholar] [CrossRef] [PubMed]
- Crosbie, G.B.; Lambe, W.J.; Tsutui, H.; Gilmore, R.F. Further evaluation of flour swelling volume test for identifying wheats potentially suitable for Japanese noodles. Cereal Sci. 1992, 15, 271–280. [Google Scholar] [CrossRef]
- Yu, C.W.; Hu, Q.R.; Wang, H.W.; Deng, Z.Y. Comparison of 11 rice bran stabilization methods by analyzing lipase activities. J. Food Process. Preserv. 2020, 44, e14370. [Google Scholar] [CrossRef]
- ISO7305; Milled Cereal Products–Determination of Fat Acidity. International Organization for Standardization: Geneva, Switzerland, 1998.
- Liu, W.; Zhao, P.G.; Shi, Y.L.; Liu, C.H.; Zheng, L. Rapid Determination of Peroxide Value of Peanut Oils during Storage Based on Terahertz Spectroscopy. Food Anal. Methods 2021, 14, 1269–1277. [Google Scholar] [CrossRef]
- Li, H.S. Experimental Principles and Techniques of Plant Physiology and Biochemistry; Higher Education Press: Beijing, China, 2000; pp. 184–261. [Google Scholar]
- Gulati, T.; Datta, A.K. Coupled multiphase transport, large deformation and phase transition during rice puffing. Chem. Eng. Sci. 2016, 139, 75–98. [Google Scholar] [CrossRef]
- Lee, E.Y.; Lim, K.I.; Lim, J.; Lim, S.T. Effects of gelatinization and moisture con-tent of extruded starch pellets on morphology and physical properties of microwave expanded products. Cereal Chem. 2000, 77, 769–773. [Google Scholar] [CrossRef]
- Han, Z.; Shi, R.; Sun, D. Effects of novel physical processing techniques on the multi-structures of starch. Trends Food Sci. Technol. 2020, 97, 126–135. [Google Scholar] [CrossRef]
- Chen, X.; He, X.W.; Fu, X.; Huang, Q. In vitro digestion and physicochemical properties of wheat starch/flour modified by heat-moisture treatment. J. Cereal Sci. 2015, 63, 109–115. [Google Scholar] [CrossRef]
- Gunaratne, A.; Hoover, R. Effect of heat-moisture on the structure and physicochemical properties of tuber and root starches. Carbohydr. Polym. 2002, 49, 425–437. [Google Scholar] [CrossRef]
- Kumar, Y.; Singh, L.; Sharanagat, V.S.; Patel, A.; Kumar, K. Effect of microwave treatment (low power and varying time) on potato starch: Microstructure, thermo-functional, pasting and rheological properties. Int. J. Biol. Macromol. 2020, 155, 27–35. [Google Scholar] [CrossRef]
- Zhu, Y.D.; Wang, Z.Y.; Wang, Y.; Li, D.; Wang, L.J. Effect on parboiling processing on structure and thermal properties of highland barley flours. Powder Technol. 2020, 364, 145–151. [Google Scholar] [CrossRef]
- Hu, Y.M.; Wang, L.J.; Zhu, H.; Li, Z.J. Modification of physicochemical properties and in vitro digestibility of wheat flour through superheated steam processing. J. Cereal Sci. 2017, 74, 231–237. [Google Scholar] [CrossRef]
- Bahrani, S.A.; Loisel, C.; Rezzoug, S.A.; Cohendoz, S.; Buleon, A.; Maache-Rezzoug, Z. Physicochemical and crystalline properties of standard maize starch hydrothermally treated by direct steaming. Carbohydr. Polym. 2017, 157, 380–390. [Google Scholar] [CrossRef] [PubMed]
- Cooke, D.; Gidley, M.J. Loss of crystalline and molecular order during starch gelatinization: Origin of enthalpic transition. Carbohydr. Res. 1992, 227, 103–122. [Google Scholar] [CrossRef]
- Schoeman, L.; Manley, M. Oven and forced convection continuous tumble (FCCT) Roasting: Effect on physicochemical, structural and functional properties of wheat grain. Food Bioprocess Technol. 2019, 12, 166–182. [Google Scholar] [CrossRef]
- Wani, I.A.; Hamid, H.; Hamdani, A.M.; Gani, A.; Ashwar, B.A. Physicochemical, rheological and antioxidant properties of sweet chestnut as affected by pan and microwave roasting. J. Adv. Res. 2017, 8, 399–405. [Google Scholar] [CrossRef]
- Dutta, H.; Mahanta, C.L.; Singh, V. Changes in the properties of rice varieties with different amylose content on dry heat parboiling. J. Cereal Sci. 2015, 65, 227–235. [Google Scholar] [CrossRef]
- Barrera, G.N.; Bustos, M.C.; Iturriaga, L.; Flores, S.K.; León, A.E.; Ribotta, P.D. Effect of damaged starch on the rheological properties of wheat starch suspensions. J. Food Eng. 2013, 116, 233–239. [Google Scholar] [CrossRef]
- Navarro-Cortez, R.O.; Aguilar-Palazuelos, E.; Castro-Rosas, J.; Falfán Cortés, R.N.; Cadena Ramírez, A.; Delgado-Licon, E.; Gómez-Aldapa, C.A. Physicochemical and sensory characterization of an extruded product from blue maize meal and orange bagasse using the response surface methodology. CyTA-J. Food 2018, 16, 498–505. [Google Scholar] [CrossRef] [Green Version]
- Adebiyi, J.A.; Obadina, A.O.; Mulaba-Bafubiandi, A.F.; Adebo, O.A.; Kayitesi, E. Effect of fermentation and malting on the microstructure and selected physicochemical properties of pearl millet (Pennisetum glaucum) flour and biscuit. J. Cereal Sci. 2016, 70, 132–139. [Google Scholar] [CrossRef]
- Liu, Y.Q.; Strappe, P.; Zhou, Z.K.; Blanchard, C. Impact on the nutritional attributes of rice bran following various stabilization procedures. Crit. Rev. Food Sci. Nutr. 2019, 59, 2458–2466. [Google Scholar] [CrossRef]
- Wang, L.J.; Wang, L.B.; Qiu, J.; Li, Z.G. Effects of superheated steam processing on common buckwheat grains: Lipase inactivation and its association with lipidomics profile during storage. J. Cereal Sci. 2020, 95, 103057. [Google Scholar] [CrossRef]
- Jiang, H.; Liu, T.; He, P.H.; Chen, Q.S. Quantitative analysis of fatty acid value during rice storage based on olfactory visualization sensor technology. Sens. Actuators B Chem. 2020, 309, 127816. [Google Scholar] [CrossRef]
- Piechowiak, T.; Balawejder, M. The study on the use of flavonoid-phosphatidylcholine coating in extending the oxidative stability of flaxseed oil during storage. Food Packag. Shelf Life 2021, 28, 100639. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Thermal Treatment | Water (%) | L* | a* | b* | △E | |
|---|---|---|---|---|---|---|
| Control |  | 10.73 ± 0.011 a | 79.30 ± 0.015 a | 0.96 ± 0.035 d | 11.87 ± 1.205 c | - |
| Far-infrared Baking |  | 1.57 ± 0.011 d | 70.69 ± 0.009 b | 1.63 ± 0.025 c | 19.17 ± 1.305 a | 11.31 ± 0.008 b |
| Sand-roasting |  | 3.99 ± 0.011 c | 70.34 ± 0.003 b | 3.48 ± 0.013 b | 17.13 ± 0.006 b | 10.69 ± 0.005 b |
| Steam Explosion |  | 4.48 ± 0.011 b | 66.88 ± 0.015 c | 4.46 ± 0.015 a | 20.47 ± 0.012 a | 15.51 ± 0.003 a |
| Extrusion |  | 3.25 ± 0.011 c | 71.09 ± 0.006 b | 1.95 ± 0.009 c | 17.39 ± 0.015 b | 9.94 ± 0.128 b |
| Thermal Treatment | Thermal Characteristics | Pasting Characteristics | |||||||
|---|---|---|---|---|---|---|---|---|---|
| T0 (°C) | Tp (°C) | Tc (°C) | △H (J/g) | Peak Viscosity (cP) | Trough Viscosity (cp) | Breakdown Viscosity (cp) | Final Viscosity (cp) | Setback Viscosity (cP) | |
| Control | 72.50 ± 0.15 a | 93.40 ± 0.31 a | 95.90 ± 0.54 a | 7.54 ± 1.23 a | 2983 ± 60.25 a | 2153 ± 20.35 a | 830 ± 32.06 b | 2501 ± 25.32 a | 348 ± 3.53 c |
| Steam Explosion | 52.60 ± 0.10 b | 88.60 ± 0.42 b | 100.30 ± 0.42 b | 2.36 ± 2.31 b | 425 ± 9.85 e | 288 ± 8.15 d | 137 ± 4.89 d | 357 ± 9.58 e | 69 ± 2.30 e |
| Extrusion | 40.20 ± 0.10 c | 73.60 ± 0.11 c | 121.70 ± 0.58 c | 3.48 ± 0.84 c | 1464 ± 50.85 b | 436 ± 9.57 c | 1028 ± 50.78 a | 582 ± 20.42 d | 146 ± 3.86 d |
| Far-infrared Baking | 38.00 ± 0.25 c | 74.20 ± 0.10 c | 110.80 ± 0.60 d | 5.39 ± 0.91 d | 993 ± 10.25 c | 863 ± 10.54 b | 130 ± 3.86 d | 1681 ± 45.23 b | 818 ± 32.06 a |
| Sand-roasting | 34.50 ± 0.21 d | 64.90 ± 0.14 d | 106.40 ± 0.50 e | 7.02 ± 1.25 a | 670 ± 22.56 d | 468 ± 7.56 c | 202 ± 6.53 c | 1109 ± 30.41 c | 641 ± 10.36 b |
| Methods | Swelling Power (%) | Water-holding Capacity (g/g) | Oil-holding Capacity (g/g) | Tap Density (mL/g) | Bulk Density (mL/g) |
|---|---|---|---|---|---|
| Control | 2.41 ± 0.20 c | 1.36 ± 0.12 b | 1.24 ± 0.19 b | 0.87 ± 0.05 a | 0.43 ± 0.03 b |
| Steam Explosion | 6.07 ± 0.10 b | 3.01 ± 0.15 a | 3.22 ± 0.18 a | 0.48 ± 0.05 b | 0.32 ± 0.04 c |
| Extrusion | 7.06 ± 0.13 a | 3.19 ± 0.16 a | 1.31 ± 0.10 b | 0.85 ± 0.05 a | 0.70 ± 0.03 a |
| Sand-roasting | 2.55 ± 0.17 c | 2.05 ± 0.13 b | 1.75 ± 0.15 b | 0.45 ± 0.03 c | 0.32 ± 0.03 c |
| Far-infrared Baking | 2.64 ± 0.19 c | 2.06 ± 0.16 b | 1.59 ± 0.14 b | 0.55 ± 0.03 b | 0.45 ± 0.04 b |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Dang, B.; Zhang, W.-G.; Zhang, J.; Yang, X.-J.; Xu, H.-D. Effect of Thermal Treatment on the Internal Structure, Physicochemical Properties and Storage Stability of Whole Grain Highland Barley Flour. Foods 2022, 11, 2021. https://doi.org/10.3390/foods11142021
Dang B, Zhang W-G, Zhang J, Yang X-J, Xu H-D. Effect of Thermal Treatment on the Internal Structure, Physicochemical Properties and Storage Stability of Whole Grain Highland Barley Flour. Foods. 2022; 11(14):2021. https://doi.org/10.3390/foods11142021
Chicago/Turabian StyleDang, Bin, Wen-Gang Zhang, Jie Zhang, Xi-Juan Yang, and Huai-De Xu. 2022. "Effect of Thermal Treatment on the Internal Structure, Physicochemical Properties and Storage Stability of Whole Grain Highland Barley Flour" Foods 11, no. 14: 2021. https://doi.org/10.3390/foods11142021
APA StyleDang, B., Zhang, W.-G., Zhang, J., Yang, X.-J., & Xu, H.-D. (2022). Effect of Thermal Treatment on the Internal Structure, Physicochemical Properties and Storage Stability of Whole Grain Highland Barley Flour. Foods, 11(14), 2021. https://doi.org/10.3390/foods11142021