
Impact of Rapeseed Press Cake on the Rheological Properties and Expansion Dynamics of Extruded Maize Starch


Abstract
1. Introduction
2. Materials and Methods
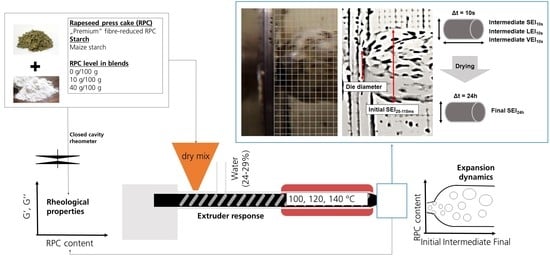
2.1. Raw Materials
2.2. Chemical Analysis and Functional Properties
2.3. Low-Moisture Extrusion
2.4. Expansion Properties
2.5. Rheological Properties
3. Results
3.1. Chemical Composition
3.2. Expansion
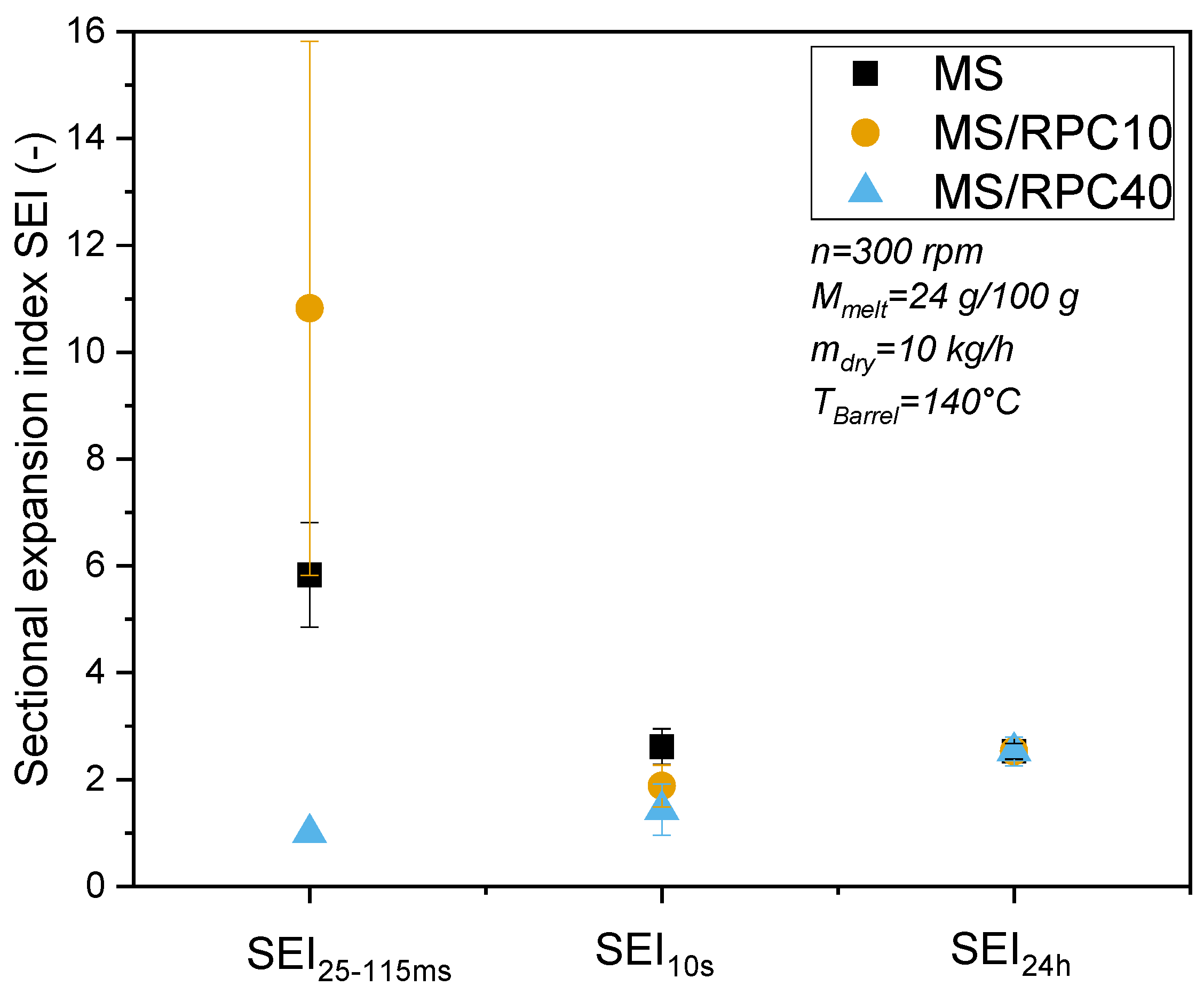
3.2.1. Sectional Expansion
3.2.2. Longitudinal and Volumetric Expansion
3.3. Impact of Extrusion Treatment on Viscous and Elastic Properties of Starch/RPC Blends
3.4. Extruder Response
3.5. Water Absorption Index and Water Solubility Index
4. Discussion
4.1. Correlation between Sectional Expansion Properties and Rheological Properties
4.2. Sectional Expansion Properties and Glass Transition Temperature
4.3. Correlation between Longitudinal Expansion and Rheological Properties
4.4. Water Absorption and Water Solubility
5. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
Abbreviations
| d.m. | Dry matter (g/100g) |
| LEI | Longitudinal expansion index |
| n.a. | Not analysed |
| Mmelt | Moisture content of melt (g/100 g) |
| Mdry | Mass flow rate of dry feed (kg/h) |
| MS | Maize starch |
| RO | Rapeseed oil |
| RP | Rapeseed peel |
| RPC | Rapeseed press cake |
| SEI | Sectional expansion index |
| SME | Specific mechanical energy (Wh/kg) |
| T | Temperature (°C) |
| TBarrel | Barrel temperature (°C) |
| TM | Measurement temperature (°C) |
| TPre | Pre-treatment temperature (°C) |
| VEI | Volumetric expansion index |
| WAI | Water absorption index |
| w.b. | Wet basis (g/100 g) |
| WSI | Water solubility index |
| Pre | Pre-treatment shear stress (s−1) |
| M | Measurement shear stress (s−1) |
References
- Miller, R.C. Extrusion of baked products. In Advances in Baking Technology; Kamel, B.S., Stauffer, C.E., Eds.; Springer: Boston, MA, USA, 1993; pp. 316–335. ISBN 978-1-4899-7256-9. [Google Scholar]
- Launay, B.; Lisch, J.M. Twin-screw extrusion cooking of starches: Flow behaviour of starch pastes, expansion and mechanical properties of extrudates. J. Food Eng. 1983, 2, 259–280. [Google Scholar] [CrossRef]
- Elleuch, M.; Bedigian, D.; Roiseux, O.; Besbes, S.; Blecker, C.; Attia, H. Dietary fibre and fibre-rich by-products of food processing: Characterisation, technological functionality and commercial applications: A review. Food Chem. 2011, 124, 411–421. [Google Scholar] [CrossRef]
- Kristiawan, M.; Micard, V.; Maladira, P.; Alchamieh, C.; Maigret, J.-E.; Réguerre, A.-L.; Emin, M.A.; Della Valle, G. Multi-scale structural changes of starch and proteins during pea flour extrusion. Food Res. Int. 2018, 108, 203–215. [Google Scholar] [CrossRef]
- Kumar, L.; Brennan, M.A.; Mason, S.L.; Zheng, H.; Brennan, C.S. Rheological, pasting and microstructural studies of dairy protein-starch interactions and their application in extrusion-based products: A review. Starch-Stärke 2017, 69, 1600273. [Google Scholar] [CrossRef]
- Robin, F.; Dattinger, S.; Boire, A.; Forny, L.; Horvat, M.; Schuchmann, H.P.; Palzer, S. Elastic properties of extruded starchy melts containing wheat bran using on-line rheology and dynamic mechanical thermal analysis. J. Food Eng. 2012, 109, 414–423. [Google Scholar] [CrossRef]
- Robin, F.; Théoduloz, C.; Gianfrancesco, A.; Pineau, N.; Schuchmann, H.P.; Palzer, S. Starch transformation in bran-enriched extruded wheat flour. Carbohydr. Polym. 2011, 85, 65–74. [Google Scholar] [CrossRef]
- Arrutia, F.; Binner, E.; Williams, P.; Waldron, K.W. Oilseeds beyond oil: Press cakes and meals supplying global protein requirements. Trends Food Sci. Technol. 2020, 100, 88–102. [Google Scholar] [CrossRef]
- Ancuța, P.; Sonia, A. Oil Press-Cakes and Meals Valorization through Circular Economy Approaches: A Review. Appl. Sci. 2020, 10, 7432. [Google Scholar] [CrossRef]
- O’Shea, N.; Arendt, E.; Gallagher, E. State of the art in gluten-free research. J. Food Sci. 2014, 79, R1067-76. [Google Scholar] [CrossRef]
- Wang, S.; Kowalski, R.J.; Kang, Y.; Kiszonas, A.M.; Zhu, M.-J.; Ganjyal, G.M. Impacts of the Particle Sizes and Levels of Inclusions of Cherry Pomace on the Physical and Structural Properties of Direct Expanded Corn Starch. Food Bioprocess Technol. 2017, 10, 394–406. [Google Scholar] [CrossRef]
- Karkle, E.L.; Alavi, S.; Dogan, H. Cellular architecture and its relationship with mechanical properties in expanded extrudates containing apple pomace. Food Res. Int. 2012, 46, 10–21. [Google Scholar] [CrossRef]
- Höglund, E.; Eliasson, L.; Oliveira, G.; Almli, V.L.; Sozer, N.; Alminger, M. Effect of drying and extrusion processing on physical and nutritional characteristics of bilberry press cake extrudates. LWT 2018, 92, 422–428. [Google Scholar] [CrossRef]
- Carvalho, C.W.P.; Takeiti, C.Y.; Freitas, D.D.G.C.; Ascheri, J.L.R. Use of sesame oil cake (Sesamum indicum L.) on corn expanded extrudates. Food Res. Int. 2012, 45, 434–443. [Google Scholar]
- Jozinović, A.; AčkAr, Đ.; Jokić, S.; BABić, J.; BAlentić, J.P.; BAnožić, M.; ŠuBArić, D. Optimisation of extrusion variables for the production of corn snack products enriched with defatted hemp cake. Czech J. Food Sci. 2017, 35, 507–516. [Google Scholar] [CrossRef]
- Martin, A.; Osen, R.; Karbstein, H.P.; Emin, M.A. Linking Expansion Behaviour of Extruded Potato Starch/Rapeseed Press Cake Blends to Rheological and Technofunctional Properties. Polymers 2021, 13, 215. [Google Scholar] [CrossRef]
- DellaValle, G.; Vergnes, B.; Colonna, P.; Patria, A. Relations between rheological properties of molten starches and their expansion behaviour in extrusion. J. Food Eng. 1997, 31, 277–295. [Google Scholar] [CrossRef]
- Kristiawan, M.; Chaunier, L.; Della Valle, G.; Ndiaye, A.; Vergnes, B. Modeling of starchy melts expansion by extrusion. Trends Food Sci. Technol. 2016, 48, 13–26. [Google Scholar] [CrossRef]
- Chinnaswamy, R. Basis of cereal starch expansion. Carbohydr. Polym. 1993, 21, 157–167. [Google Scholar] [CrossRef]
- Kokini, J.L.; Chang, C.N. The role of rheological properties on extrudate expansion. Food Extrus. Sci. Technol. 1992, 740, 631–652. [Google Scholar]
- Moraru, C.I.; Kokini, J.L. Nucleation and Expansion During Extrusion and Microwave Heating of Cereal Foods. Comp. Rev. Food Sci. Food Saf. 2003, 2, 147–165. [Google Scholar] [CrossRef] [PubMed]
- Fan, J.; Mitchell, J.R.; Blanshard, J.M.V. Computer simulation of the dynamics of bubble growth and shrinkage during extrudate expansion. J. Food Eng. 1994, 23, 337–356. [Google Scholar] [CrossRef]
- Arhaliass, A.; Bouvier, J.M.; Legrand, J. Melt growth and shrinkage at the exit of the die in the extrusion-cooking process. J. Food Eng. 2003, 60, 185–192. [Google Scholar] [CrossRef]
- Alvarez-Martinez, L.; Kondury, K.P.; Harper, J.M. A General Model for Expansion of Extruded Products. J. Food Sci. 1988, 53, 609–615. [Google Scholar] [CrossRef]
- Lach, L. Modelling Vapour Expansion of Extruded Cereals; No. 3476, 2006; EPFL: Lausanne, Switzerland, 2006. [Google Scholar]
- Horvat, M.; Schuchmann, H.P. Investigation of Growth and Shrinkage Mechanisms in Vapor-Induced Expansion of Extrusion-Cooked Corn Grits. Food Bioprocess Technol. 2013, 6, 3392–3399. [Google Scholar] [CrossRef]
- Philipp, C.; Emin, M.A.; Buckow, R.; Silcock, P.; Oey, I. Pea protein-fortified extruded snacks: Linking melt viscosity and glass transition temperature with expansion behaviour. J. Food Eng. 2018, 217, 93–100. [Google Scholar] [CrossRef]
- German Food Act. Methods L. 16.01-2, L. 17.00-1, L. 17.00-3. In BVL Bundesamt für Verbraucherschutz und Lebensmittelsicherheit (Ed.); Beuth Verlag GmbH: Berlin, Germany, 2005. [Google Scholar]
- AOAC International. Official Method 945.46—Ash Determination; The Scientific Association Dedicated to Analytical Excellence: Washington, DC, USA, 2016. [Google Scholar]
- AOAC International. Official Method 962.09—Fiber (Crude) in Animal Feed and Pet Food; The Scientific Association Dedicated to Analytical Excellence: Washington, DC, USA, 1982. [Google Scholar]
- Beutler, H.O. Enzymatic Determination of Starch in Foods by Hexokinase Method. Starke 1978, 30, 309–312. [Google Scholar] [CrossRef]
- Jin, Z.; Hsieh, F.; Huff, H.E. Effects of soy fiber, salt, sugar and screw speed on physical properties and microstructure of corn meal extrudate. J. Cereal Sci. 1995, 22, 185–194. [Google Scholar] [CrossRef]
- Osen, R.; Toelstede, S.; Wild, F.; Eisner, P.; Schweiggert-Weisz, U. High moisture extrusion cooking of pea protein isolates: Raw material characteristics, extruder responses, and texture properties. J. Food Eng. 2014, 127, 67–74. [Google Scholar] [CrossRef]
- Robin, F.; Dubois, C.; Curti, D.; Schuchmann, H.P.; Palzer, S. Effect of wheat bran on the mechanical properties of extruded starchy foams. Food Res. Int. 2011, 44, 2880–2888. [Google Scholar] [CrossRef]
- Carvalho, C.W.P.; Takeiti, C.Y.; Onwulata, C.I.; Pordesimo, L.O. Relative effect of particle size on the physical properties of corn meal extrudates: Effect of particle size on the extrusion of corn meal. J. Food Eng. 2010, 98, 103–109. [Google Scholar] [CrossRef]
- Koch, L.; Hummel, L.; Schuchmann, H.P.; Emin, M.A. Influence of Defined Shear Rates on Structural Changes and Functional Properties of Highly Concentrated Whey Protein Isolate-Citrus Pectin Blends at Elevated Temperatures. Food Biophys. 2017, 12, 309–322. [Google Scholar] [CrossRef]
- Quevedo, M.; Jandt, U.; Kulozik, U.; Karbstein, H.P.; Emin, M.A. Investigation on the influence of high protein concentrations on the thermal reaction behaviour of β-lactoglobulin by experimental and numerical analyses. Int. Dairy J. 2019, 97, 99–110. [Google Scholar] [CrossRef]
- Horvat, M.; Emin, M.A.; Hochstein, B.; Willenbacher, N.; Schuchmann, H.P. Influence of medium-chain triglycerides on expansion and rheological properties of extruded corn starch. Carbohydr. Polym. 2013, 93, 492–498. [Google Scholar] [CrossRef]
- Lai, L.S.; Kokini, J.L. Physicochemical changes and rheological properties of starch during extrusion (A review). Biotechnol. Prog. 1991, 7, 251–266. [Google Scholar] [CrossRef]
- Ganjyal, G.M.; Hanna, M.A. Effects of Extruder Die Nozzle Dimensions on Expansion and Micrographic Characterization During Extrusion of Acetylated Starch. Starch-Stärke 2004, 56, 108–117. [Google Scholar] [CrossRef]
- Robin, F.; Schuchmann, H.P.; Palzer, S. Dietary fiber in extruded cereals: Limitations and opportunities. Trends Food Sci. Technol. 2012, 28, 23–32. [Google Scholar] [CrossRef]
- Miri, T.; Barigou, M.; Fryer, P.J.; Cox, P.W. Flow induced fibre alignment in Mycoprotein paste. Food Res. Int. 2005, 38, 1151–1160. [Google Scholar] [CrossRef]
- Dekkers, B.L.; Boom, R.M.; van der Goot, A.J. Viscoelastic properties of soy protein isolate—Pectin blends: Richer than those of a simple composite material. Food Res. Int. 2018, 107, 281–288. [Google Scholar] [CrossRef]
- Lotfi Shirazi, S.; Koocheki, A.; Milani, E.; Mohebbi, M. Production of high fiber ready-to-eat expanded snack from barley flour and carrot pomace using extrusion cooking technology. J. Food Sci. Technol. 2020, 57, 2169–2181. [Google Scholar] [CrossRef] [PubMed]
- Naumann, S.; Schweiggert-Weisz, U.; Martin, A.; Schuster, M.; Eisner, P. Effects of extrusion processing on the physiochemical and functional properties of lupin kernel fibre. Food Hydrocoll. 2021, 111, 106222. [Google Scholar] [CrossRef]
- Hernández-Díaz, J.R.; Quintero-Ramos, A.; Barnard, J.; Balandrán-Quintana, R.R. Functional Properties of Extrudates Prepared with Blends of Wheat Flour/Pinto Bean Meal with Added Wheat Bran. Food Sci. Technol. Int. 2007, 13, 301–308. [Google Scholar] [CrossRef]
- Ilo, S.; Schoenlechner, R.; Berghofe, E. Role of lipids in the extrusion cooking processes. Grasasaceites 2000, 51, 97–110. [Google Scholar] [CrossRef]
- Roos, Y.H. Glass transition temperature and its relevance in food processing. Annu. Rev. Food Sci. Technol. 2010, 1, 469–496. [Google Scholar] [CrossRef]
- Shogren, R.L. Effect of moisture content on the melting and subsequent physical aging of cornstarch. Carbohydr. Polym. 1992, 19, 83–90. [Google Scholar] [CrossRef]
- van Donkelaar, L.H.G.; Martinez, J.T.; Frijters, H.; Noordman, T.R.; Boom, R.M.; van der Goot, A.-J. Glass transitions of barley starch and protein in the endosperm and isolated from. Food Res. Int. 2015, 72, 241–246. [Google Scholar] [CrossRef]
- Bengoechea, C.; Arrachid, A.; Guerrero, A.; Hill, S.E.; Mitchell, J.R. Relationship between the glass transition temperature and the melt flow behavior for gluten, casein and soya. J. Cereal Sci. 2007, 45, 275–284. [Google Scholar] [CrossRef]
- Manamperi, W.A.R.; Wiesenborn, D.P.; Chang, S.K.C.; Pryor, S.W. Effects of protein separation conditions on the functional and thermal properties of canola protein isolates. J. Food Sci. 2011, 76, E266-73. [Google Scholar] [CrossRef]
- Philipp, C.; Oey, I.; Silcock, P.; Beck, S.M.; Buckow, R. Impact of protein content on physical and microstructural properties of extruded rice starch-pea protein snacks. J. Food Eng. 2017, 212, 165–173. [Google Scholar] [CrossRef]
- Robin, F.; Dubois, C.; Pineau, N.; Schuchmann, H.P.; Palzer, S. Expansion mechanism of extruded foams supplemented with wheat bran. J. Food Eng. 2011, 107, 80–89. [Google Scholar] [CrossRef]
- Bouzaza, D.; Arhaliass, A.; Bouvier, J.M. Die design and dough expansion in low moisture extrusion-cooking process. J. Food Eng. 1996, 29, 139–152. [Google Scholar] [CrossRef]
- Cheng, H.; Hansen, J.H. Extrudate expansion model in a twin-screw extrusion cooking process considering melt rheological property. Food Bioprocess Technol. 2016, 9, 604–611. [Google Scholar] [CrossRef]
- Ye, J.; Hu, X.; Luo, S.; Liu, W.; Chen, J.; Zeng, Z.; Liu, C. Properties of Starch after Extrusion: A Review. Starch-Stärke 2018, 70, 1700110. [Google Scholar] [CrossRef]
- Neder-Suárez, D.; Amaya-Guerra, C.A.; Quintero-Ramos, A.; Pérez-Carrillo, E.; Alanís-Guzmán, M.G.D.J.; Báez-González, J.G.; García-Díaz, C.L.; Núñez-González, M.A.; Lardizábal-Gutiérrez, D.; Jiménez-Castro, J.A. Physicochemical Changes and Resistant-Starch Content of Extruded Cornstarch with and without Storage at Refrigerator Temperatures. Molecules 2016, 21, 1064. [Google Scholar] [CrossRef]
- Wu, T.; Li, Z.; Liu, R.; Sui, W.; Zhang, M. Effect of Extrusion, Steam Explosion and Enzymatic Hydrolysis on Functional Properties of Wheat Bran. Food Sci. Technol. Res. 2018, 24, 591–598. [Google Scholar] [CrossRef]
- Huang, Y.-L.; Ma, Y.-S. The effect of extrusion processing on the physiochemical properties of extruded orange pomace. Food Chem. 2016, 192, 363–369. [Google Scholar] [CrossRef]
- Gao, A.; Yan, X.; Xu, X.; Ye, R.; Chen, Y. Physicochemical and Bioactive Properties of Soluble Dietary Fibers from Blasting Extrusion Processing (BEP)-Extruded Carrot Residues. Food Bioprocess Technol. 2015, 8, 2036–2046. [Google Scholar] [CrossRef]
- Huth, M.; Dongowski, G.; Gebhardt, E.; Flamme, W. Functional Properties of Dietary Fibre Enriched Extrudates from Barley. J. Cereal Sci. 2000, 32, 115–128. [Google Scholar] [CrossRef]
- Fetzer, A.; Herfellner, T.; Stäbler, A.; Menner, M.; Eisner, P. Influence of process conditions during aqueous protein extraction upon yield from pre-pressed and cold-pressed rapeseed press cake. Ind. Crop. Prod. 2018, 112, 236–246. [Google Scholar] [CrossRef]
- Lecain, S. Modification of cell-wall polymers of onion waste—Part I. Effect of pressure-cooking. Carbohydr. Polym. 1999, 38, 59–67. [Google Scholar] [CrossRef]
- Redgwell, R.J.; Curti, D.; Robin, F.; Donato, L.; Pineau, N. Extrusion-induced changes to the chemical profile and viscosity generating properties of citrus fiber. J. Agric. Food Chem. 2011, 59, 8272–8279. [Google Scholar] [CrossRef]
- Gomez, M.H.; Aguilera, J.M. A Physicochemical Model for Extrusion of Corn Starch. J. Food Sci. 1984, 49, 40–43. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Raw Material (g/100 g) | DM (g/100 g) | Protein × 6.25 (%DM) | Lipid (%DM) | Raw Fiber (%DM) | Ash (%DM) | Starch (%DM) | Particle Size d50.3 (µm) |
|---|---|---|---|---|---|---|---|
| RPC | 95.1 ± 0.03 | 38.2 ± 0.30 | 23.4 ± 0.90 | 4.7 ± 0.03 | 7.3 ± 0.02 | 3.00 ± 0.02 | 261.1 ± 4.5 |
| RP | 93.6 ± 0.18 | 15.7 ± 0.08 | 25.5 ± 1.12 | 29.4 ± 0.31 | 4.1 ± 0.03 | 4.39 ± 0.03 | 418.9 ± 15.9 |
| MS | 92.3 ± 0.23 | n.a. | n.a. | n.a. | n.a. | 99.58 ± 0.01 | |
| Calculated Chemical Composition (g/100 g) | |||||||
| 50MS/40RPC | 90.86 ± 0.12 | 16.0 * | 15.6 * | 3.4 * | n.a. | 49.98 ± 0.00 | n.a. |
| 70MS/10RPC | 91.23 ± 0.11 | 5.4 * | 14.9 * | 3.4 * | n.a. | 69.25 ± 0.01 | n.a. |
| Sample | Barrel Temperature TBarrel (°C) | Pressure at the Die (bar) | Product Temperature (°C) | Torque (%) | SME (Wh/kg) |
|---|---|---|---|---|---|
| MS | 100 | 5.88 ± 0.62 a | 91.87 ± 0.83 a | 29.77 ± 0.48 a | 12.16 ± 0.2 a |
| MS/RPC10 | 100 | 15.07 ± 2.50 b | 111.34 ± 1.56 b | 17.93 ± 1.63 b | 6.94 ± 0.63 b |
| MS/RPC40 | 100 | 8.47 ± 0.79 c | 105.98 ± 0.45 c | 11.84 ± 0.71 c | 4.66 ± 0.23 c |
| MS | 120 | 5.66 ± 0.07 a | 119.00 ± 0.50 a | 30.73 ± 0.41 a | 12.75 ± 0.17 a |
| MS/RPC10 | 120 | 13.12 ± 3.73 b | 121.63 ± 1.63 a | 13.47 ± 1.40 b | 5.22 ± 0.45 b |
| MS/RPC40 | 120 | 6.99 ± 0.11 c | 114.07 ± 0.13 b | 11.12 ± 0.16 b | 4.38 ± 0.06 b |
| MS | 140 | 9.42 ± 0.12 a | 135.47 ± 2.47 a | 27.43 ± 0.58 a | 11.67 ± 3.7 a |
| MS/RPC10 | 140 | 11.09 ± 3.92 b | 131.38 ± 1.32 a | 12.44 ± 1.68 b | 4.81 ± 0.65 b |
| MS/RPC40 | 140 | 4.36 ± 0.67 c | 124.14 ± 0.29 b | 9.44 ± 0.28 c | 3.71 ± 0.11 b |
| Blend | Dry Matter after Drying (g/100 g) | Dry Matter after Drying (g/100 g) |
|---|---|---|
| Mmelt = 24 g/100 g | Mmelt = 29 g/100 g | |
| TBarrel = 100 °C | ||
| MS | 95.45 ± 0.89 a | 90.00 ± 1.10 a |
| MS/RC10 | 97.18 ± 1.29 b | 92.17 ± 0.94 b |
| MS/RC40 | 95.94 ± 1.14 a | 92.45 ± 1.64 b |
| TBarrel = 120 °C | ||
| MS | 93.22 ± 1.76 a | 90.40 ± 1.22 a |
| MS/RC10 | 92.56 ± 0.98 a | 92.49 ± 1.51 b |
| MS/RC40 | 93.97 ± 0.87 a | 91.47 ± 2.11 b |
| TBarrel = 140 °C | ||
| MS | 91.34 ± 2.22 a | 89.90 ± 0.08 a |
| MS/RC10 | 96.36 ± 2.15 b | 92.39 ± 1.75 b |
| MS/RC40 | 93.69 ± 0.99 c | 90.97 ± 1.35 a |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Martin, A.; Osen, R.; Karbstein, H.P.; Emin, M.A. Impact of Rapeseed Press Cake on the Rheological Properties and Expansion Dynamics of Extruded Maize Starch. Foods 2021, 10, 616. https://doi.org/10.3390/foods10030616
Martin A, Osen R, Karbstein HP, Emin MA. Impact of Rapeseed Press Cake on the Rheological Properties and Expansion Dynamics of Extruded Maize Starch. Foods. 2021; 10(3):616. https://doi.org/10.3390/foods10030616
Chicago/Turabian StyleMartin, Anna, Raffael Osen, Heike Petra Karbstein, and M. Azad Emin. 2021. "Impact of Rapeseed Press Cake on the Rheological Properties and Expansion Dynamics of Extruded Maize Starch" Foods 10, no. 3: 616. https://doi.org/10.3390/foods10030616
APA StyleMartin, A., Osen, R., Karbstein, H. P., & Emin, M. A. (2021). Impact of Rapeseed Press Cake on the Rheological Properties and Expansion Dynamics of Extruded Maize Starch. Foods, 10(3), 616. https://doi.org/10.3390/foods10030616