Abstract
Large-aperture space optical systems are important tools for observing our planet and conducting deep-space scientific research. More requirements have been put forward for large-aperture optical systems as the depth and breadth of related applications continue to increase. However, achieving the desired surface accuracy on lightweight materials for large-aperture mirror brings higher demands on relevant processing technologies, which increases the processing difficulty, cycle, and cost of large-aperture optical systems. Therefore, it is necessary to develop a new optical system technique with high tolerance for primary mirror machining errors to significantly reduce its machining accuracy requirements. This paper proposes a new optical system technique which introduces a small-aperture free-form surface into the large-aperture optical system’s post optical path. By combining the freeform correction and its misalignment on the system’s aberrations, the system’s wavefront can be adjusted to correct the wavefront distortion caused by the primary mirror’s machining errors. This reduced the machining accuracy requirements of the large-aperture primary mirror by about one order of magnitude, and high-quality imaging with a low-precision primary mirror is achieved.
1. Introduction
Large-aperture space telescopes are vital tools for observing the universe, and higher resolution is required to meet the increased scientific demands. The resolution of a telescope depends largely on the aperture of its primary mirror, which determines the amount of energy collected and the level of detail that can be resolved. However, increasing the aperture of the primary mirror results in significant manufacturing difficulties, longer cycles, and higher costs [1,2,3,4]. Moreover, lightweight design is necessary for large-aperture space telescopes, which increases the possibility of primary mirror deformation during the manufacturing process. Thus, it is challenging to achieve the expected machining accuracy. Taking the Hubble Space Telescope as an example, it had a budget of more than 1.5 billion dollars and a manufacturing cycle of over ten years, yet it still experienced image blurring due to the machining errors. Despite the extensive research on various polishing processes [5,6,7], these problems still cannot be fundamentally solved. Therefore, it is crucial to develop new optical system techniques to reduce the requirements for machining accuracy.
The reduction in the accuracy requirement leads to the existence of machining errors on the primary mirror, which can be possibly compensated for by element misalignment. When optical elements are misaligned, the center of the aberration field will shift, thus leading to the additional aberrations and a decrease in the optical system’s image quality [8,9]. Conversely, the additional aberrations resulted from the element misalignment can compensate for the system aberrations caused by primary mirror machining errors. Therefore, misalignment is used as a pose compensation method in this paper. Based on the nodal aberration theory [8,9], a portion of the aberrations can be corrected by pose compensation.
Due to the limitations of pose compensation in correcting specific aberrations and inspired by the Hubble Space Telescope restoration strategy [10,11,12], we further proposed the post optical freeform compensation technique for machining errors of large-aperture primary mirror in this paper.
Freeform surfaces which require more surface parameters to describe are more flexible than traditional rotationally symmetric surfaces, thus providing more optical design freedoms [13,14,15]. Due to their unconstrained nature, freeform surfaces are particularly suitable for correcting optical system aberrations. Replacing one of the small-aperture post optical elements with a freeform surface can correct the system aberrations, which makes it an effective way to achieve high image quality with a low-precision primary mirror.
Since freeform surfaces are located far away from the stop aperture, it will introduce the additional field-related aberrations [16,17,18]. In order to compensate for machining errors of the primary mirror, the correct mirror requires more freeform terms, which will lead to a larger departure from the base surface. According to the analysis of nodal aberration theory, the freeform compensation method is more suited for correcting astigmatism. Adding the astigmatism terms to the freeform surface does not introduce the additional field-related aberrations. In contrast, pose compensation has advantages in correcting coma. Therefore, combining the two compensation methods not only can further improve the compensation effect, but also can reduce the departure of the freeform surface as well as its machining difficulty.
Through the simulations of the optical system, the feasibility of the compensation technique has been verified. It can solve the technical drawbacks of high difficulty, long cycle, and high cost in machining high-precision large-aperture primary mirrors at the system level.
2. Analysis of Correction Ability of Different Compensation Methods
During the manufacturing process of large-aperture primary mirrors, material surface defects and residual errors will lead to deviations between the actual surface height and its design value. According to different spatial frequency regions, machining errors are divided into figure errors, mid-spatial frequency errors, high-spatial frequency errors, and roughness. This paper primarily focuses on the compensation of figure errors. Take the Ritchey–Chrétien (R–C) optical system as an example, the primary mirror with machining errors is represented by the polynomial surface type using Equation (1).
where z1 is the sag of the surface, g1 is the base surface, c is the vertex curvature, k is the conic constant, and h1 is the departure of the base surface represented by Fringe Zernike polynomial. Zernike polynomials correspond to optical aberrations and are widely used in freeform surface fitting, wavefront analysis, and system aberration evaluation. They provide convenience for the analysis of nodal aberration theory.
The main primary machining errors are low-order surface shape errors, including spherical aberration, coma, and astigmatism. It can be represented by the corresponding Fringe Zernike terms. The 5th to 8th terms are third-order astigmatism and coma in different directions, and the 9th is spherical aberration [19].
2.1. Pose Compensation for Machining Errors of Primary Mirror
- (1)
- Pose compensation in R–C optical system
The R–C optical system is composed of two rotationally symmetric conic mirrors. Because the primary mirror locates at the stop surface, the beam footprints on it are all the same for all field points. Machining errors on the primary mirror only result in the same type of field-constant (FC) aberrations.
Thompson et al. [8,9] analyzed the impact of the secondary mirror misalignment on the R–C optical system. The additional aberrations caused by the misalignment element are shown in Table 1. By adjusting the tilt and decenter of the secondary mirror, the misalignment-induced FC coma can be corrected. Similarly, the machining errors of the primary mirror contribute to the same FC coma in the optical system. The FC coma induced by the machining errors of the primary mirror can also be corrected by adjusting the tilt and decenter of the secondary mirror.

Table 1.
Additional aberration contributions of the misalignment element.
In Table 1, represents the aberration field center vector of off-axis elements, represents the normalized two-dimensional pupil vector, represents the third-order astigmatism contribution of the jth surface, and represents the third-order coma contribution of the jth surface.
Only considering the coma of the primary mirror, the coma magnitude of the system can be deduced according to the system wavefront Zernike coefficients, thus
where represents the third-order coma contribution of the whole system, represents the normalized two-dimensional field vector, and represent the aberration field center vectors of base sphere and aspheric departure respectively, represents the third-order coma contribution of base sphere of the secondary mirror, represents the third-order coma contribution of the aspheric departure, and , are the system wavefront Fringe Zernike astigmatisms in different directions.
In this regard, the coma machining error of the primary mirror can be corrected by adjusting the pose of element to minimize additional astigmatism, as shown in Equation (4).
where represents the third-order astigmatism contribution of base sphere of the secondary mirror and represents the third-order astigmatism contribution of the aspheric departure.
The R–C system has zero third-order coma contribution, so , and the high-order terms which have little effect on aberrations in Equation (4) can be ignored. Therefore,
In the R–C system where the primary mirror is the aperture stop, the spherical and aspheric coma contributions of the secondary mirror generally have the same sign, while the sign of the astigmatism contribution is opposite.
When the result of Equation (6) is required to be zero, and have the same direction, and the direction is the same as the coma direction in Equations (1)–(5). The misalignment of the element can be deduced by the relationship between the aberration field center vector and the tilt/decenter [20].
Misalignment of the secondary mirror introduces additional aberrations to the system, including additional FC coma, FAFL astigmatism, and FC astigmatism, as summarized in Table 1. However, in comparison to the first two aberrations, the contribution of additional FC astigmatism can be neglected, and thus cannot be used to compensate for the astigmatism machining error.
- (2)
- Pose compensation in three-mirror optical system
The coaxial three-mirror optical system is composed of three rotationally symmetric conic mirrors. Compared with the R–C optical system, the three-mirror system has more degrees of freedom. To eliminate the machining errors of the primary mirror, there are two surfaces which can serve as correct mirrors. The addition of off-axis optical components does not alter the type of aberrations and does not significantly improve the correction ability. Therefore, compensating for system aberrations through the pose changes of the individual component is a better choice.
Inspired by the James Webb Space Telescope system [21,22], the coaxial field-bias three-mirror optical system is shown in Figure 1, whose primary mirror aperture is 6600 mm. By comparing the Zernike wavefront coefficients of the system after the misalignments of different mirrors, the secondary mirror is selected as the correct mirror, because it is more sensitive to off-axis changes.
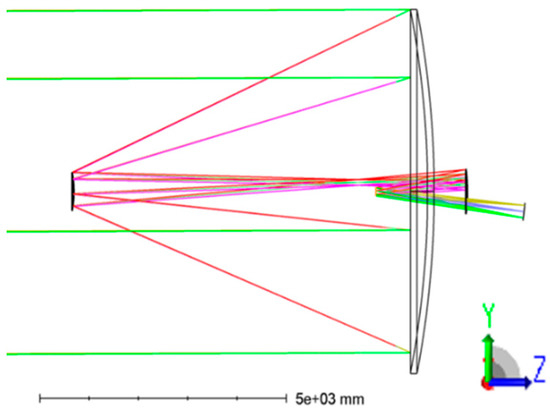
Figure 1.
Layout of coaxial three-mirror optical system.
The sign changes of the base sphere and aspheric departure aberration contributions of the secondary mirror in the three-mirror system are consistent with those of the R–C system. This provides the system with the same compensation ability for coma machining errors as the R–C system without introducing additional field-linear astigmatism.
The three-mirror optical system adopts a vertical field-biased design, with the central field of view (FOV) of (0°, 0.16°) and a full FOV of 0.1° × 0.1°. Compared with the R–C system, the characteristic of the three-mirror system’s aberration field provides the possibility of correcting astigmatism. To observe its characteristics, Figure 2a shows the full-field display (FFD) of astigmatism after the secondary mirror was rotated around the x-axis by −0.1°, and the FOV is enlarged to 0.5° × 0.5°. Misalignment of the component results in field-linear astigmatism, as shown in Table 1. The red box in Figure 2a represents the applied FOV of system with a range of 0.1° × 0.1°, which is shown in Figure 2b in detail. In the FFD of Figure 2b, the asymmetric characteristics of the FAFL astigmatism are reduced, and the linear characteristics are more significant. Figure 2c shows the FFD of the system astigmatism after adding y-direction astigmatism machining error to the primary mirror. Comparing Figure 2b with Figure 2c, they have almost the same direction. Thus, it can be seen that the additional field-linear astigmatism can partly compensate for the system FC astigmatism caused by machining errors.
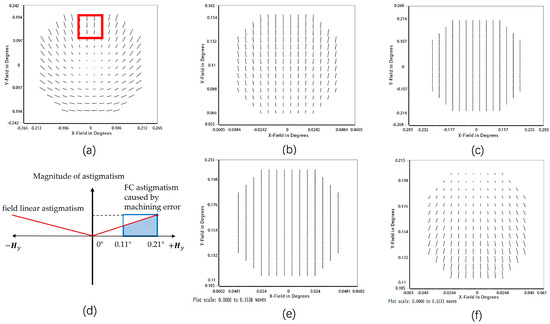
Figure 2.
(a) FFD of larger 0.5° × 0.5° FOV at °, and the red box is the applied field range of 0.1° × 0.1°. (b) FFD of astigmatism of the red box. (c) FFD of astigmatism after adding y-direction Zernike astigmatism to the primary mirror. (d) Comparison between simplified linear astigmatism caused by misaligned element and FC astigmatism caused by primary mirror machining error. (e) FFD of astigmatism before pose compensation. (f) FFD of astigmatism after pose compensation.
Ignoring the asymmetry of astigmatism in Figure 2b, the linear astigmatism caused by the components misalignment and the FC astigmatism caused by the machining errors are described in a two-dimensional way shown in Figure 2d. The red line represents the magnitude of linear astigmatism caused by the pose variation of component, while the height of the blue box represents the magnitude of the system FC astigmatism caused by the machining errors of the primary mirror, and the width of the blue box represents the FOV of y-direction. Because the two aberrations have opposite values, the astigmatism of the shaded area cancels each other out, and part of the astigmatism in the full FOV is corrected.
Substitute the normalized field (namely (0°, 0.21°)) into Equation (6). The magnitude of the field-linear astigmatism at the maximum field is equal to the FC astigmatism caused by the machining errors. The FC astigmatism is represented by Zernike terms, as shown in Equation (7).
, are the system wavefront Fringe Zernike comas in different directions.
Combined with Equation (5), part of the astigmatism can be corrected while correcting the system coma. Comparing Figure 2e with Figure 2f, the corrected astigmatism is reduced to approximately half of its original value, which is consistent with the prediction.
It should be noted that pose compensation can only employ to correct the standalone coma machining errors. Only under certain conditions can it correct both coma and astigmatism machining errors simultaneously. Besides, pose compensation can only correct part of the aberrations, lacking better compensation for the machining errors of the primary mirror. So, a more comprehensive method is needed to improve the correction ability for the machining errors. Therefore, this paper further proposed the post optical freeform compensation technique for machining errors of the large-aperture primary mirror. By introducing small-aperture freeform optical elements in the system, the system wavefront distortion caused by the machining errors of the large-aperture primary mirror can be corrected [23].
2.2. Freeform Compensation for Machining Errors of Primary Mirror
When the primary mirror at the aperture stop contains machining errors, it brings additional aberrations to the system. With the flexible character of the freeform surface, the system aberrations can be corrected effectively. Based on the nodal aberration theory, the compensating ability of the freeform surface is analyzed.
Taking a more representative three-mirror optical system as an example, when the low-precision primary mirror introduces the FC astigmatism, coma, and spherical aberration to the optical system, corresponding Zernike polynomials can be added to one of the other small-aperture elements to compensate for the machining errors.
However, any surface far away from the stop position will introduce the relative beam displacement (see Equation (8)).
where is the paraxial chief ray angle, is the distance between the correct mirror and the aperture stop, and is the paraxial marginal ray height on the correct mirror.
The vector will introduce additional field-related aberrations to the optical system.
The main aberration contributions of freeform surface away from the stop position are shown in Table 2 [16,17,18]. is a conjugate vector of , is related to the magnitude of Zernike astigmatism and represented by Z5/Z6, is related to the magnitude of Zernike coma and represented by Z7/Z8, shown in [17], and represents the aspherical aberration contribution.
Table 2.
Aberration contributions of freeform surface away from the stop position.
The Zernike astigmatism on the surface introduces FC astigmatism and tilt, the latter of which does not affect the image quality and thus can be disregarded.
Table 2 indicates that the addition of Zernike astigmatism only results in a single aberration, regardless of whether it is added on or away from the stop surface. Therefore, the system astigmatism is the easiest machining error to correct by the freeform surface.
Adding a coma term to a surface after the stop results in some amount of FC coma, FAFL astigmatism, and focal plane tilt, and the spherical aberration term brings more complex additional types of aberrations. That means that additional field-related aberrations will appear when compensating for the machining errors of the primary mirror. According to the expression of the relative beam displacement , the additional field-related aberration values will increase as the optical element moves away from the position of the stop. Except for correcting the primary mirror’s machining errors, more freeform terms are needed to correct the additional field-related aberrations introduced by the correct mirror itself, and it is difficult to correct them with the single freeform surface when their values are too large.
When the primary mirror only contains the coma machining error, the error can be compensated for by adding the Zernike coma terms to the other mirrors. Figure 3 compared the FFDs of system astigmatism after adding the Zernike coma to the tertiary mirror and the secondary mirror, respectively. According to the analysis above, the tertiary mirror which is farther away from the aperture stop position will introduce more significant FAFL astigmatism. Thus, it will lead to severe degradation of the system astigmatism which is difficult to correct, as shown in Figure 3b. Since the secondary mirror is closer to the stop position, the additional FAFL astigmatism in Figure 3d is smaller, the effect of which can be minimized by increasing the number of freeform terms.
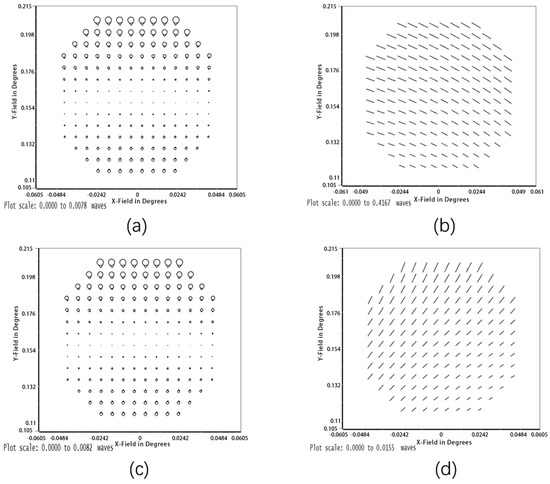
Figure 3.
FFDs of system aberrations after adding Zernike coma on tertiary mirror: (a) Coma. (b) Astigmatism; FFDs of system aberrations after adding Zernike coma on secondary mirror. (c) Coma. (d) Astigmatism.
To verify the feasibility of the freeform compensation method mentioned above, compensation simulations are conducted on an optical system with the large-aperture and low-precision primary mirror. The machining errors of the primary mirror are shown in Table 3, with normalized radius of its half diameter. The freeform departure is calculated as , where h1 is the departure of the base surface, and P is the piston (Z1 of Zernike terms).
Table 3.
Machining errors of the primary mirror.
For the three-mirror optical system, the image quality of the system with and without the machining errors to the primary mirror is shown in Figure 4a and Figure 4b, respectively. The RMS spot diameters of all the fields shown in Figure 4b are larger than the Airy disk diameter, which means that a high-quality image cannot be achieved by this way. After adding machining errors, the RMS departure of primary mirror is 0.137λ, where λ = 1 μm.
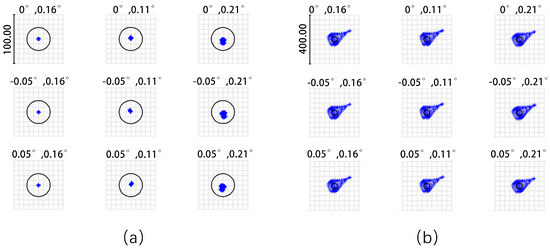
Figure 4.
Image quality of the three-mirror optical system: (a) Spot diagram before adding machining errors. (b) Spot diagram after adding machining errors.
Due to the lots of field-related aberrations which are difficult to correct, the tertiary mirror cannot effectively compensate for the primary mirror machining errors, resulting in poor image quality.
When the secondary mirror is selected as the compensating mirror, it is replaced by a freeform surface represented by the 15-term Fringe Zernike polynomial. By direct optimization via the optical design software, the surface RMS is 7.560λ, as shown in Figure 5a. The image performance is shown in Figure 5b, in which the spot size is smaller than the Airy disk diameter, and the compensation effect is obvious.
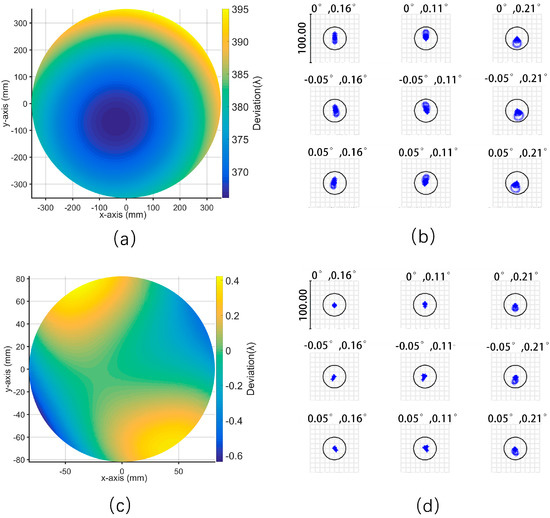
Figure 5.
(a) Freeform surface shape of the secondary mirror after compensation. (b) Spot diagram after secondary mirror compensation. (c) Freeform surface shape of the fourth mirror after compensation. (d) Spot diagram after fourth mirror compensation.
The fourth plane mirror is located near the exit pupil position. When it is chosen as the correct mirror, the influence of the relative beam displacement will be eliminated greatly. As the conjugate surface of the stop, the additional field-related aberrations at the exit pupil can be minimized. Figure 5c,d show the surface shape of the fourth mirror and its spot diagram when it is used as the correct mirror. The results show that both the second mirror and the fourth mirror can achieve good image performance. However, the compensation effect of the fourth mirror is better than that of the second mirror due to the special position of the former, and its freeform departure (RMS = 0.153λ) is smaller. Unfortunately, there is no mirror near the exit pupil for ordinary large-aperture optical systems. In such cases, it is more common to use the nearest secondary mirror as the freeform surface. A more effective method is still needed to compensate for the machining errors of the primary mirror and reduce the freeform departure of the correct mirror.
3. Combination of Freeform Compensation and Pose Compensation
In the previous section, the ability of two compensation methods for correcting the machining errors of the primary mirror are analyzed using the nodal aberration theory. While pose compensation can correct coma machining errors without introducing additional aberrations, its correction ability is limited. Conversely, the flexibility of the freeform surface has a strong ability to correct system aberrations caused by primary mirror machining errors, but its effectiveness is limited to the case of small FOV and may result in significant freeform departures of the base surface. According to the analysis, it is found that only the Zernike astigmatic can be added to any position without introducing additional field-related aberrations, and the freeform compensation is better at correcting astigmatism machining errors of primary mirror. By combining their respective advantages, it is possible to reduce the restriction of FOV and further improve the compensation effect. Besides, it can also reduce the freeform departure of the surface, so the corresponding difficulty in fabrication can be released.
3.1. Compensate for Specific Machining Errors
In some specific cases, where the primary mirror’s machining errors are mainly coma and astigmatism (as shown in Figure 6a), the superiority of combining the two methods can be fully demonstrated. Adding the Zernike astigmatism terms on the correct mirror and changing its pose can compensate for the primary mirror’s astigmatism and coma machining errors, respectively.
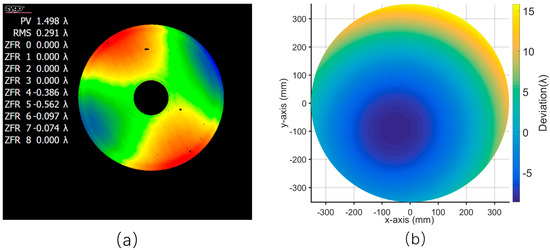
Figure 6.
(a) Machining errors of a 300 mm aperture primary mirror. (b) Freeform surface shape of the secondary mirror after compensation.
The secondary mirror was selected as the correct element. After adding coma and astigmatism machining errors (see Table 3) on the primary mirror, the system’s optical performance is shown in Figure 7a–c. The combination of the two methods mentioned above is used to compensate for the machining errors. Firstly, the Zernike astigmatic terms (Z5 and Z6) are added to the secondary mirror to correct the primary mirror’s astigmatism machining errors. Compared to the 15 Zernike coefficients required for the freeform compensation method, the addition of two astigmatic terms significantly reduces the complexity of optimization. The system aberration of astigmatism is restored to the level before adding the machining errors, as shown in Figure 7d. The values of Z5 and Z6 on the secondary mirror are −2.94237 × 10−4 and −4.36035 × 10−4, respectively.
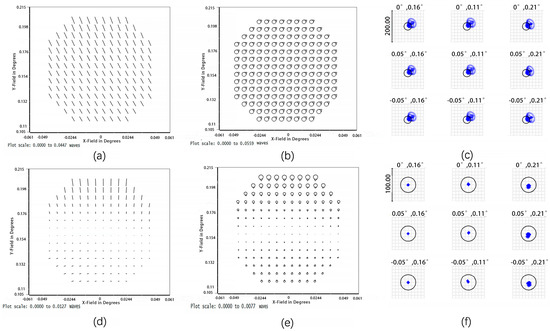
Figure 7.
Optical performance after adding machining errors on primary mirror: (a) FFD of system astigmatism. (b) FFD of system coma. (c) Spot diagram; Optical performance after freeform compensation and pose compensation: (d) FFD of system astigmatism after adding Zernike astigmatism on secondary mirror. (e) FFD of system coma after pose compensation of secondary mirror. (f) Spot diagram.
Next, by changing the pose of the secondary mirror, as shown in Table 4, the full-field coma in Figure 7e is reduced by one order of magnitude, and the system coma has been effectively corrected.
Table 4.
Pose compensation value of secondary mirror.
Since no field-related aberrations are introduced during the compensation of the coma and astigmatism machining errors, the RMS departure of the secondary mirror is 0.162λ, much smaller than the departure (6.120λ) when compensated only through the freeform surface, as shown in Figure 6b. The spot diagram of the system after compensation is shown in Figure 7f. To keep the RMS spot diameters smaller than the Airy disk diameter, the x/y decenter tolerance of the secondary mirror is analyzed, which is ±10 µm relative to the ideal values shown in Table 4. The tolerances for the tilt/decenter of the secondary mirror are consistent with the initial optical system without primary mirror machining errors.
Hence, a high-quality image is achieved under low primary mirror machining accuracy, and the machining difficulty of the freeform surface is also reduced at the same time.
3.2. Compensate for Multiple Machining Errors
When the primary mirror contains multiple machining errors, spherical aberration machining error can only be compensated for by the freeform surface and will produce the additional field-related aberrations. The coma machining errors can still be corrected by pose compensation, reducing the use of freeform coma terms and the corresponding additional field-related aberrations, and thus minimizing the freeform departure of the surface.
The secondary mirror was selected as the correct element. After optimizing both the pose and the 15 Zernike coefficients of the secondary mirror, the result is shown in Figure 8, with the RMS departure of 6.710λ. Compared with the compensation results shown in Figure 5b, there is a certain improvement in the freeform departure and the image quality.
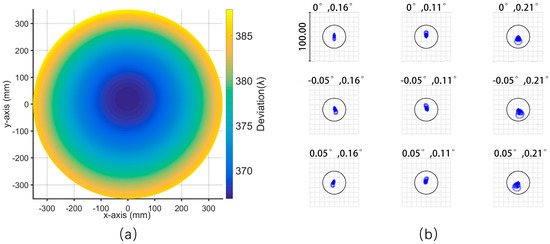
Figure 8.
(a) Freeform surface shape of the secondary mirror after compensation. (b) Spot diagram after secondary mirror compensation.
4. Discussion
In this paper, we employ different methods to compensate for the machining errors of the primary mirror. The effect of pose compensation is analyzed first. We discuss the compensation ability of post optical elements by adjusting the pose of which for primary mirror machining errors in the R–C optical system and coaxial three-mirror optical system. The results indicate that adjusting the tilt/decenter of the secondary mirror can compensate for the coma machining error of the primary mirror and partially compensate for the astigmatism component in the coaxial field-bias three-mirror optical system. To enhance the compensation ability, we proposed the freeform compensation method for machining errors of the primary mirror. Compensation studies are conducted on the coaxial three-mirror optical system, demonstrating that the post optical freeform elements can correct multiple types of system aberrations caused by the primary mirror machining errors.
By combining the two compensation methods, system aberrations caused by primary mirror machining errors are corrected more effectively. When compensating for coma and astigmatism machining errors, the RMS departure of the correct mirror is 0.162λ. Compared to considering only freeform compensation, where the RMS departure is 6.120λ, its value is reduced by about one order of magnitude.
In large-aperture space telescopes, based on the similar compensation principle, active optics is commonly used to correct figure errors caused by gravity, thermal changes, manufacturing, etc. Although the active optics technique can reduce the requirements for machining accuracy, implementing the technique directly on large primary mirrors presents significant engineering challenges.
The technique in this paper, by compensating for the primary mirror machining errors using a small secondary mirror, changes the traditional approach of independently manufacturing optical elements. It offers a system-level solution to reduce the difficulty of manufacturing large-aperture primary mirrors and has important research significance.
5. Conclusions
In this paper, in order to reduce the machining accuracy requirements for the large-aperture primary mirror, we proposed a novel post optical freeform compensation technique for machining errors of primary mirrors. Simulations of the optical systems indicate that if the large-aperture primary mirror contains only coma machining errors and a small amount of astigmatism, system aberrations can be corrected by only adjusting the pose of other mirrors. If the primary mirror has multiple types of machining errors, freeform surface can be used to correct them effectively. By combining pose compensation with freeform surface, the freeform departure of the correct mirror and the corresponding image quality can be further improved. For some specific cases, when the primary mirror contains mainly the coma and astigmatism machining errors, the combination of these two methods can greatly reduce the influence of FOV and reduce freeform surface departure. This technique effectively transfers the complexity of the large-aperture primary mirror to the other small-aperture elements, which solves the problems of high machining difficulty, long cycle, and high cost in the large-aperture optical systems.
Author Contributions
Conceptualization, X.M.; methodology, C.H.; software, C.H.; formal analysis, C.H.; data curation, J.L. and X.M.; investigation, Z.C. and Y.X.; writing—original draft, C.H.; writing—review and editing, J.Y. and X.M. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by the National Natural Science Foundation of China (Grant No. 62105357) and the Youth Innovation Promotion Association CAS.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
Not applicable.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Bougoin, M.; Lavenac, J. From Herschel to Gaia: 3-meter class SiC space optics. In Proceedings of the Optical Manufacturing and Testing IX, San Diego, CA, USA, 22–24 August 2011; pp. 248–257. [Google Scholar]
- Young, E.; Becklin, E.; Marcum, P.; Roellig, T.L.; De Buizer, J.M.; Herter, T.L.; Güsten, R.; Dunham, E.W.; Temi, P.; Andersson, B.-G.; et al. Early science with SOFIA, the stratospheric observatory for infrared astronomy. Astrophys. J. Lett. 2012, 749, L17. [Google Scholar] [CrossRef]
- Trumper, I.; Hallibert, P.; Arenberg, J.W.; Kunieda, H.; Guyon, O.; Stahl, H.P.; Kim, D.W. Optics technology for large-aperture space telescopes: From fabrication to final acceptance tests. Adv. Opt. Photonics 2018, 10, 644–702. [Google Scholar] [CrossRef]
- Cole, G.C.; Garfield, R.; Peters, T.; Wolff, W.; Johnson, K.; Bernier, R.; Kiikka, C.; Nassar, T.; Wong, H.A.; Kincade, J.; et al. An overview of optical fabrication of the JWST mirror segments at Tinsley. Space Telesc. Instrum. I Opt. Infrared Millim. 2006, 6265, 253–261. [Google Scholar]
- Kim, D.W.; Burge, J.H.; Davis, J.M.; Martin, H.M.; Tuell, M.T.; Graves, L.R.; West, S.C. New and improved technology for manufacture of GMT primary mirror segments. In Proceedings of the Conference on Advances in Optical and Mechanical Technologies for Telescopes and Instrumentation II, Edinburgh, UK, 26 June–1 July 2016. [Google Scholar]
- Geyl, R.; Leplan, H.; Ruch, E. Advanced space optics development in freeform optics design, ceramic polishing, rapid and extreme freeform polishing. In Proceedings of the International Conference on Space Optics—ICSO 2016, Biarritz, France, 18–21 October 2016; SPIE: Bellingham, WA, USA, 2017; Volume 10562. [Google Scholar]
- Xie, X.; Yang, B.; Zhou, L.; Song, C.; Hu, H. A large size ion beam figuring system for 1.2 m astronomical telescopes fabrication. In Proceedings of the Conference on Advances in Optical and Mechanical Technologies for Telescopes and Instrumentation II, Edinburgh, UK, 26 June–1 July 2016. [Google Scholar]
- Thompson, K. Description of the third-order optical aberrations of near-circular pupil optical systems without symmetry. J. Opt. Soc. Am. A 2005, 22, 1389–1401. [Google Scholar] [CrossRef] [PubMed]
- Schmid, T.; Rolland, J.P.; Rakich, A.; Thompson, K.P. Separation of the effects of astigmatic figure error from misalignments using Nodal Aberration Theory (NAT). Opt. Express 2010, 18, 17433–17447. [Google Scholar] [CrossRef] [PubMed]
- Allen, L.; Angel, R.; Mangus, J.D.; Rodney, G.A.; Shannon, R.R.; Spoelhof, C.P. The Hubble Space Telescope Optical Systems Failure Report; NASA Report; National Aeronautics and Space Administration: Champaign, IL, USA, 1990. [Google Scholar]
- Feinberg, L.D.; Geithner, P.H. Applying HST lessons learned to JWST. In Proceedings of the Space Telescopes and Instrumentation 2008: Optical, Infrared, and Millimeter, Marseille, France, 23–28 June 2008; pp. 209–217. [Google Scholar]
- Thompson, K.P.; Rodgers, J.M.; Kestner, B. Compensating lens designs and testing of the COSTAR optics. In Proceedings of the International Optical Design Conference, Rochester, NY, USA, 6–9 June 1994; p. TSO. 284. [Google Scholar]
- Rolland, J.P.; Davies, M.A.; Suleski, T.J.; Evans, C.; Bauer, A.; Lambropoulos, J.C.; Falaggis, K. Freeform optics for imaging. Optica 2021, 8, 161–176. [Google Scholar] [CrossRef]
- Zhong, Y.; Gross, H. Initial system design method for non-rotationally symmetric systems based on Gaussian brackets and Nodal aberration theory. Opt. Express 2017, 25, 10016–10030. [Google Scholar] [CrossRef] [PubMed]
- Liu, X.; Zhu, J. Design Method of Freeform Off-Axis Multi-Mirror Optical Systems. Photonics 2022, 9, 534. [Google Scholar] [CrossRef]
- Fuerschbach, K.; Rolland, J.P.; Thompson, K. Extending nodal aberration theory to include mount-induced aberrations with application to freeform surfaces. Opt. Express 2012, 20, 20139–20155. [Google Scholar] [CrossRef] [PubMed]
- Fuerschbach, K.; Rolland, J.P.; Thompson, K. Theory of aberration fields for general optical systems with freeform surfaces. Opt. Express 2014, 22, 26585–26606. [Google Scholar] [CrossRef] [PubMed]
- Bauer, A.; Schiesser, E.M.; Rolland, J.P. Starting geometry creation and design method for freeform optics. Nat. Commun. 2018, 9, 1756. [Google Scholar] [CrossRef] [PubMed]
- Ye, J.; Chen, L.; Li, X.; Yuan, Q.; Gao, Z. Review of optical freeform surface representation technique and its application. Opt. Eng. 2017, 56, 110901. [Google Scholar] [CrossRef]
- Thompson, K.P.; Schmid, T.; Cakmakci, O.; Rolland, J.P. Real-ray-based method for locating individual surface aberration field centers in imaging optical systems without rotational symmetry. J. Opt. Soc. Am. A 2009, 26, 1503–1517. [Google Scholar] [CrossRef] [PubMed]
- Feinberg, L.D.; Keski-Kuha, R.; Atkinson, C.; Texter, S.C. Use of a pathfinder optical telescope element for James Webb Space Telescope risk mitigation. In Proceedings of the Space Telescopes and Instrumentation: Optical, Infrared, and Millimeter Wave, San Diego, CA, USA, 27 June–2 July 2010; pp. 1347–1355. [Google Scholar]
- Contos, A.R.; Acton, D.S.; Barto, A.A.; Burns, L.A.; Contreras, J.; Dean, B.; Elliott, E.; Feinberg, L.; Hansen, K.; Hardy, B.; et al. Verification of the James Webb Space Telescope (JWST) wavefront sensing and control system. In Proceedings of the Space Telescopes and Instrumentation: Optical, Infrared, and Millimeter, Marseille, France, 23–28 June 2008; pp. 256–268. [Google Scholar]
- Huang, C.; Xie, Y.; Mao, X. Freeform surface compensation design for machining error of primary mirror. In Proceedings of the Symposium on Novel Photoelectronic Detection Technology and Application, Hefei, China, 21–23 April 2023. [Google Scholar]








Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).