3.1. Characterization of Effluents
In total, 220 effluent samples were collected over 7 weeks, between one and three times per week, on Mondays, Wednesdays and Fridays, to analyze the variability of the parameters.
Regarding the measured COD, as can be seen in
Figure 2, most of the values showed little variability, as the COD values of the cooling towers samples remained within the range of 30 to 40 mg/dm
3 O
2, whereas most of the COD values of the degreasing washing stage samples remained at 1400 to 1500 mg/L O
2, with the exception of one point value reaching 2000 mg/dm
3 O
2. That point was considered a sporadic event that may be related to the fact that the sample could have been collected from a point with a greater accumulation of residues or the possibility that, on that day, there was an excess of degreasers in the water [
27].
It is important to measure COD levels, as high levels indicate that there is a significant organic load in the water, which may require further treatment, and if there is a reduction in COD after treatment, it means that organic pollutants have been removed.
The biochemical oxygen demand, BOD5, was only measured on one day of the week, as all that was needed was an indicative value. On that day, 10 July 2023, the collected cooling tower sample showed a result of 24 mg/dm3 O2, while the degreasing washing stage showed a result of 1100 mg/dm3 O2. The margin of error was ±3–5%.
As expected, the COD values were higher than the BOD5 values, and the ratio between these parameters was high, which means that the water samples had a significant presence of non-biodegradable compounds that were used in the degreasing process; therefore, chemical and physical treatment are the most recommended forms of treatment.
It is also important to measure nitrate and nitrite levels, as high levels of these anions may lead to encrustations on the metal surface of the car as it goes through the painting process.
Figure 3 and
Figure 4, which present the values obtained, show that both concentrations were very low and not problematic for the treatment process.
Table 1 shows the concentrations obtained for calcium (Ca), iron (Fe), potassium (K), magnesium (Mg), manganese (Mn), nickel (Ni), phosphorus (P), sulfur (S), silica (Si) and zinc (Zn). The table presents the average values obtained for each substance among the wastewater samples, as these values did not differ much (the margin of error was within 0.1–1%).
As there was a null value of manganese concentration in the cooling tower, it can be said that this concentration was below its limit of detection, or LOD, as shown in
Table A1 (
Appendix A).
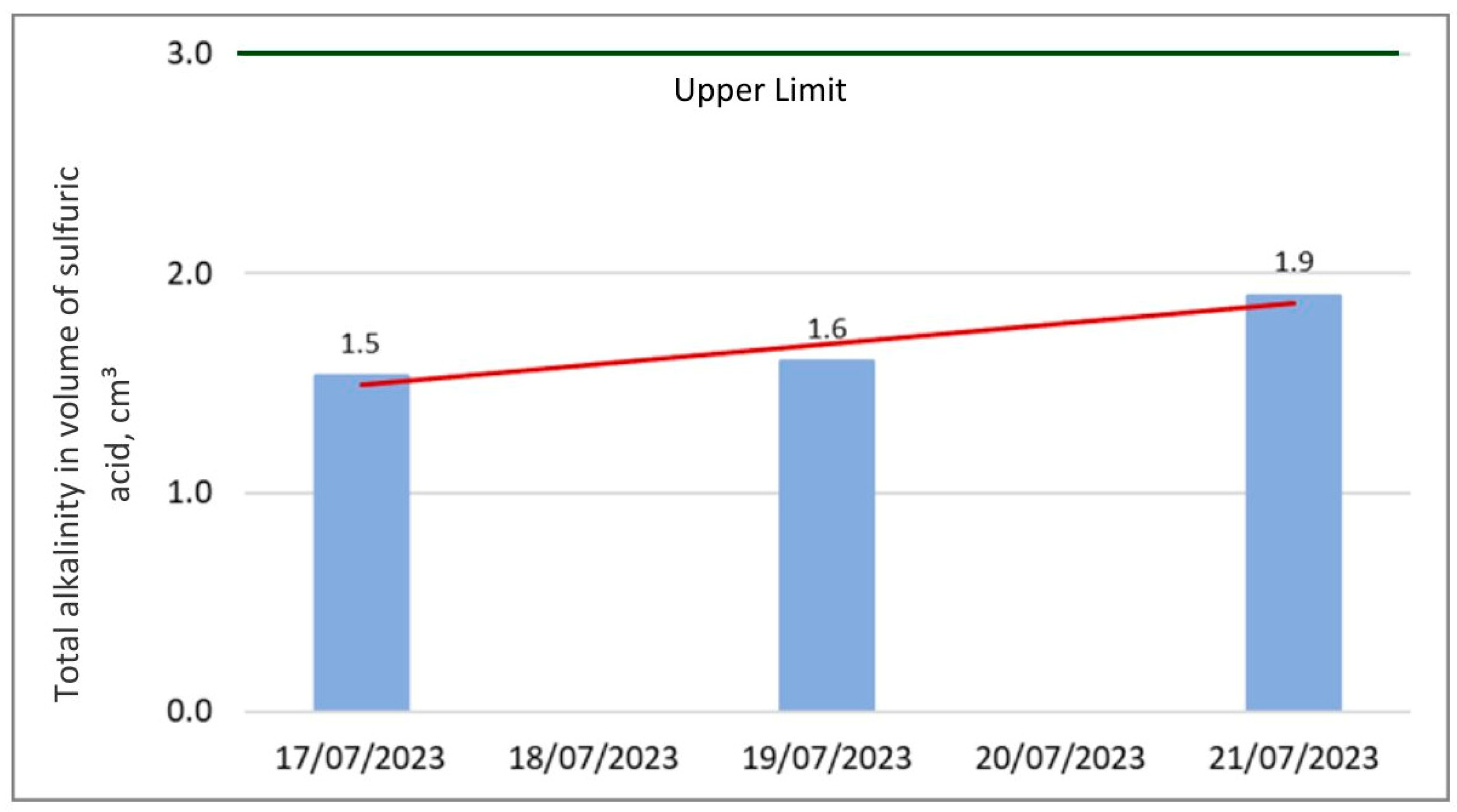
The measurement of total alkalinity for the degreasing washing stage is very important, as the control of alkalinity is essential for the painting process. During the painting process, there are steps that consist of alkaline baths that remove grease; in that case, if there are no limits on total alkalinity, there might be contaminants or residues left on the surface, which can affect paint adhesion. Low total alkalinity also reduces the risk of corrosion on the metal surface of the car body. Therefore, a proprietary method was developed in the company based on the volume of acid added, which corresponds to so-called “alkalinity” “points” that are defined by the company. As the expected value could not be more than three points,
Figure 5 shows that the alkalinity values were below the established maximum limit.
The pH of each effluent indicated that there was very little data variability, as shown in
Figure 6. The washing stage’s pH was within the stipulated range between 8 and 10. While the cooling water does not have a specified range, the pH is controlled. As expected, the washing stage’s pH was higher than the cooling tower’s pH due to the required alkaline treatment.
The conductivity values (presented in
Figure 7) of the degreasing washing stage was measured on-site using a conductivity meter, while the cooling tower’s conductivity was managed at a set point, where water was added in the case that conductivity exceeded a certain value, preventing incrustations on the tower. These incrustations can be a result of deposition of solid materials and the precipitation of salts, such as calcium carbonate, that are present in the cooling tower’s water.
To evaluate the hardness of the samples (
Figure 8), titration was performed with EDTA. According to the data obtained, it was concluded that the water samples presented relatively high values of hardness, as the calculated concentration of calcium carbonate, CaCO
3, exceeded 300 mg/dm
3. These hardness values do not represent a major risk concerning microfiltration and ultrafiltration treatment and are not expected to cause scaling. However, upon reaching the reverse osmosis system, the water’s hardness should be below 0.1 mg/dm
3 CaCO
3.
Figure 9 presents turbidity values for the samples taken from the cooling tower, which did not vary significantly, in contrast to the washing stage turbidity values. This can be explained by the fact that the washing stage’s water contains degreasers, which give it a grayish appearance compared to the colorless water of the cooling tower. As the values show a repetitive trend, it is possible to say that this happens in weekly cycles, as the first and the last value of the plot were both registered on Fridays. Throughout the week, the value is then expected to increase. As the value decreases from Friday to Monday this is related to the maintenance, which takes place during the weekend when the baths are discharged and renewed.
In order to use microfiltration and ultrafiltration as treatment, the turbidity levels of the wastewater should be no higher than 10–20 NTU; if the levels are higher, the water should be subjected to pre-treatment [
28]. On the other hand, reverse osmosis membranes have enhanced performance when turbidity values are below 0.1 NTU [
28].
Finally, the analysis of total dissolved solids (
Figure 10) showed that the washing stage was the one with higher amounts of total dissolved solids, which may be related to the fact that it involves the steps of cleaning and deposition of particles on the car. The cooling towers’ total dissolved solid concentration was lower but still above zero, since the water contains salts and biocides.
As microfiltration and ultrafiltration mostly target suspended solids, dissolved solids do not represent a concern for the RO membrane’s performance.
3.2. Proposed Treatment Methods
3.2.1. Alkaline Waters with Surfactants
As one of the effluents being studied stems from the first washing stage of the process, this residual water is alkaline and contains surfactants.
Considering the alkaline composition of the wastewater, several purification methods were reviewed, such as weak acid dealkalization (WAC), strong acid dealkalization (SAC) and pH control with carbon dioxide. These options rely upon a degasser and use chemicals, with the exception that SAC is only regenerated with sulfuric acid and may require an extra pre-treatment step [
29,
30]. pH control using carbon dioxide is more sustainable, but the cost may fluctuate with the price of carbon dioxide and the costs of its transport and storage, and it is more efficient at higher flow rates [
31,
32,
33]. Accordingly, WAC is the most appropriate treatment step [
34,
35].
As for the surfactants’ removal, their extraction can be achieved through powdered activated carbon (PAC) adsorption pre-treatment followed by microfiltration, since the PAC removes most organic matter and increases the susceptibility of the membrane to remove compounds with higher molecular weight [
36,
37,
38]. This treatment option is more suitable than chemical electrocoagulation, since the latter is an intensive process requiring a great deal of maintenance [
39,
40].
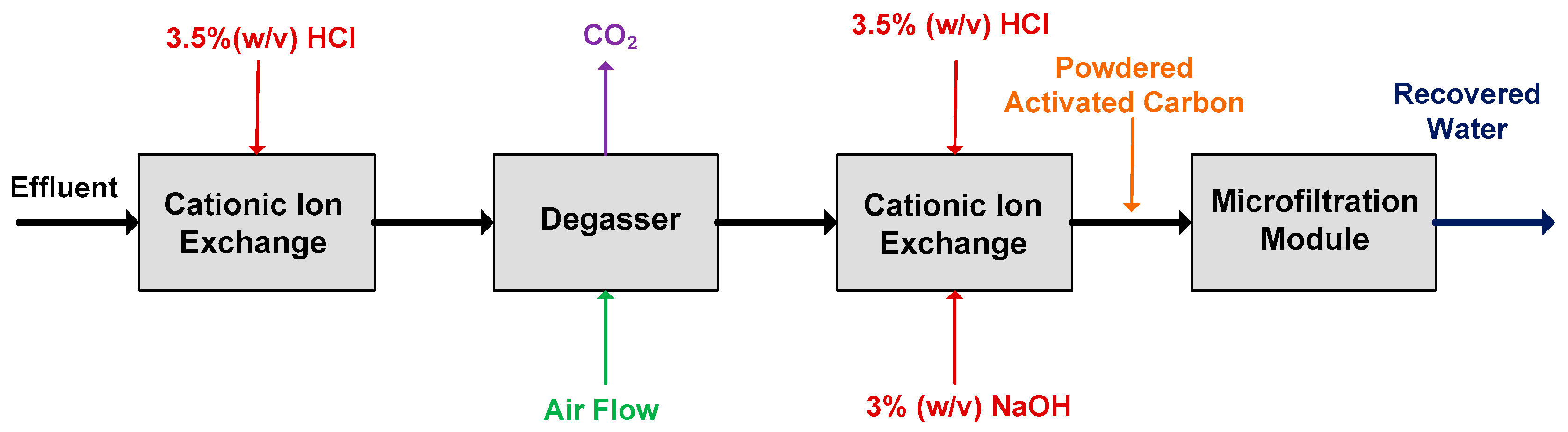
Figure 11 presents a schematic of the treatment process for alkaline wastewater with surfactants. The selected treatment to reduce the water’s alkalinity was based on a study by Wiegert R.E [
35]. WAC was chosen because it is more advantageous in terms of reduced system complexity, easier handling of the reagents involved in the process and lower associated costs.
The effluent of the washing stage leaves the process at a temperature of roughly 30 to 35 °C at a pressure of 1 bar. Wastewater enters the first weak acid cation exchange column in hydrogen form, where the carbonate and bicarbonate are converted into carbonic acid, which undergoes hydrolysis in an aeration pass through decarbonization unit, where air travels across the column in a countercurrent flow mode, transporting CO2 to the top to be vented out.
Since the effluent may still contain residual acidity, it enters a second ion exchange column in a sodium form to replace hydrogen ions with sodium ions. The carboxylic resins in both columns can be fully regenerated by hydrochloric acid. The resin in the second column is converted into sodium form by sodium hydroxide.
To carry on the material balance of the process, some simplifying considerations were made, such as the compositions of the effluent, in which 85% is water, 10% consists of electrolytes and 5% consists of surfactants. The initial flow rate was 100 dm3/h.
According to available research, the efficiency of water recovery in the ion-exchange stage is 90% [
41]. Thus, in order to estimate the electrolyte removal efficiency, elementary substance analysis was needed to obtain the concentrations of the main chemical elements in the effluent, before defining the most common ions in which they are present in the effluent considering the pH dependence [
42,
43,
44,
45,
46,
47]. The electrolyte removal efficiency was found to be 91.7%, and the water’s hardness decreased by 75%.
As for the surfactants, the most commonly present in the automotive industry water-based paints is ethoxylated nonyl phenol; this compound was assumed to be the one present in the water, as the exact one was not revealed by the company due to an agreement with its supplier. The fact that this surfactant is non-ionic means that it is not retained in the ion exchange system and moves on to the next stage of the process [
48].
With the aim of removing the surfactants from the water as well as other materials, Song Y. et al. suggested a microfiltration system with pre-treatment by powdered activated carbon addition [
37]. As a result, the water from the ion exchange system was deposited in a tank where powdered activated carbon was added and mixed in; this substance removed organic matter from the water. Based on the proportion applied in [
37], a value of 90 g/dm
3 of powder was selected in the present study.
Afterwards, the water passes through a microfiltration membrane, which prevents any powdered activated carbon particles from passing through and retains the organic matter already absorbed by the same compound.
The microfiltration system is made up of a polyvinylidene fluoride (PVDF) hollow fiber membrane; it can be illustrated by Synder Filtration’s VO.1 membrane; which operates under the same conditions of the process, at 1 bar, and has the recommended nominal pore size of 0.1 µm [
49].
This system also includes a tank for the final effluent and other tanks for the cleaning solutions containing oxalic acid and sodium hypochlorite, respectively.
The impurity removal efficiency was 98%, the chemical oxygen demand decreased by 64% and the turbidity decreased by 97% [
50,
51]. The total water recovery of the microfiltration step was considered 88%.
3.2.2. Cooling Tower’s Water with Salt and Biocides
Reverse osmosis has been applied to purify cooling tower water containing high mineral content and biocides; it is preceded by other methods, such as powdered activated carbon (PAC) adsorption and ultrafiltration, since they have shown better results than a coupled coagulation, sand filtration and ultrafiltration, with permeate reduction of 50% [
52,
53,
54,
55].
Figure 12 below shows a simplified version of this treatment process.
Given the intricacy of both ultrafiltration and reverse osmosis systems, it was necessary to simulate both methods using a dedicated software (
https://membranes.com/solutions/software/) created by the Hydranautics Nitto Group Company, which provides membrane design.
The effluent’s initial flow is on the order of magnitude of 10 m
3/day, and it leaves the process at a temperature of around 30 to 35 °C, at 5 bar. The HYDRAcap MAX40 membrane (Hydranautics Nitto, Oceanside, CA, USA) was selected, which is a polyvinylidene fluoride (PVDF) hollow-fiber membrane that works with volumetric flows between 1.7 and 5.5 m
3/h, thus ensuring that the effluent’s initial flow is within the required limits; its operating temperature cannot exceed 40 °C, and the maximum feed pressure is 5 bar [
56]. Data such as temperature and turbidity were provided by the painting company. The values of the parameters used in the ultrafiltration simulation are presented in
Table 2.
The software simulation recommended the use of one membrane module per six racks of specified dimensions and postulated that three pumps, three vents and one chemical dispenser would be needed. It also showed that the process should be running 24 h a day, with an ultrafiltration time of 40 min and approximately 30 complete cycles of 50 min each. Thus, 77% of water was recovered and fed to the reverse osmosis system also designed using the same software tool.
In the simulation input of the reverse osmosis system, pH, turbidity, pressure, temperature and known concentration values of ions obtained from the ICP analysis data (
Table 1) were introduced as inputs (
Table 3). In order to satisfy the charge balance, the software adjusted the concentrations of ions such as HCO
3− and PO
43− which speciation is pH-dependent.
The most appropriate option to treat the permeate volumetric flow recovered by the ultrafiltration module was identified to be the SWC4-LD membrane, which is made of spiral-wound polyamide composites, operates at a room temperature and maximum pressure of 5.5 MPa. The software recommended a reverse osmosis module with two membranes in a single vessel. In this way, the overall water recovery efficiency of the reverse osmosis process was 68%.
3.3. Techno-Economic Analysis
In order to estimate the costs associated with each process, first it was necessary to perform sizing of each component of equipment listed in
Appendix B. One of the most important equipment are the storage tanks, that are used in various industries, most of them designed according to the API-350 specification from the American Petroleum Institute [
57].
The specification indicates that liquids can be stored within a certain range of temperatures and pressures in vertical cylindrical tanks. In this way, the effluents were stored in fixed flat roof tank while reagents were stored in fixed roof tanks with dome shape.
For each tank, parameters such as volume, diameter, height were obtained, which range of values are in the table below. The choice of material of the effluent tanks was based on what is commercially available, while the others depended on the corrosiveness of the compounds. The chosen residence time relies on the operation time and the downtime in case of regeneration or maintenance, with some excess for contingencies (
Table 4).
The sizing of the ion exchange columns was carried out using the design proposed by Windsor B., Purolite International [
58] and Clifford [
59] (
Table 5).
The chosen resin was the Amberlite IRC-76, a carboxylic acid cationic resin manufactured by Lenntech for weak acid cation exchange [
60]. This resin is efficient in regeneration, has high cation exchange capability and operational stability [
61].
For the estimation of the base equipment costs on
Table 6 and
Table 7, sources such as manufacturers or sellers web pages were consulted through which a given equipment cost was provided and then updated to the most recent available year using the Chemical Engineering Plant Cost Index, CEPCI [
61,
62]. Microfiltration, ultrafiltration and reverse osmosis costs were assessed using the software.
To estimate the “fixed” investment of each project, the factor method was used, a most accurate and detailed one, that considers percentages over the base equipment for a preliminary estimation of the total cost [
63].
Thus, the parameters included all those related to direct costs, that is, the base equipment and its installation, piping, control instrumentation and pumps, electrical installation and new facilities that may need to be acquired, as well the operational costs meaning the utilities and services.
Apart from the parameters above, there were others associated with indirect cost, which include the cost of the project and its supervision based on the base equipment as well as a contingency provision based on the sum of direct and indirect costs.
Table 8 shows a summary of the values of the investment and operational costs mentioned previously normalized per car produced, considering an average total number of 231 thousand cars manufactured in a year.
In this way, the total fixed cost for the treatment of the degreasing washing stage would be EUR 245,000, from which each car treatment would cost around be EUR 1.06, whereas the total fixed cost for the cooling tower’s system would be EUR 582,000, corresponding to EUR 2.52 per car.
The next phase was to establish an investment plan for the implementation of each treatment system. For both projects, the data were obtained considering that they would be implemented within a year, since the facilities, acquisition of equipment and reagents, supervision, testing and staff training need to be properly evaluated.
Following the investment year, an operating period was considered, during which the only ongoing investment would be utilities and services, following the approach used in [
64]. To estimate the income from the water treatment processes, the volume of water recovered in each process was considered, as well as the following water price, EUR 4.36/m
3 provided by the painting company.
This was used to infer how much could be saved through recovery, as this water would be reused in other stages or areas of the company.
The expected income was obtained considering that the plant operates 330 days a year, 24 h a day. Further calculations show that EUR 15,000 worth of water can be recovered by treating the degreasing washing stage in total of cars corresponding to EUR 0.07 worth of water per car. In the case of the cooling tower’s treatment, about a total of EUR 31,000 can be recovered in water (i.e., EUR 0.13 worth of water per car).
The Net Present Value (NPV) was calculated based on the present value of expected revenues minus the investment and operating costs. The NPV was calculated for each process using the total annual fixed costs of each system, for the years to follow project’s advances (
Table 9 and
Table 10), considering the present Portugal’s interest rate of 5% for the costs update over the years [
65].
As can be seen, the NPV becomes increasingly negative, i.e., the project is losing value over time. This can be explained by the fact that the NPV depends on future estimates which are uncertain, as it assumes that the interest rate remains constant rather than changing from year to year and does not consider an exact time horizon of the project [
64,
65,
66,
67]. The possibility of encountering adverse economic conditions in the future and changes in chemicals and water costs that depend on their suppliers are factors that also contribute to a continuously negative NPV [
68,
69].
Apart from that, a sensitivity analysis was performed for both treatment systems in regards of the fixed investment and the net present value, with the following range of variation of −20% to 80%.
Through this analysis, it was possible to conclude that a variation of 10% of the fixed investment value of the degreasing treatment system resulted in an 8% variation of the net present value. While the same variation of 10% of the cooling tower’s system’s fixed investment resulted in a 9% variation of its net present value.
There was a linear relation between the two parameters: fixed investment and net present value, meaning that they increase simultaneously.






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}