
Optimal Selection of Backside Roughing Parameters of High-Value Components Using Abrasive Jet Processing


Abstract
1. Introduction
2. Research Motivation and Purpose
3. Experimental Instruments and Materials
3.1. Experimental Instruments
3.2. Experimental Materials
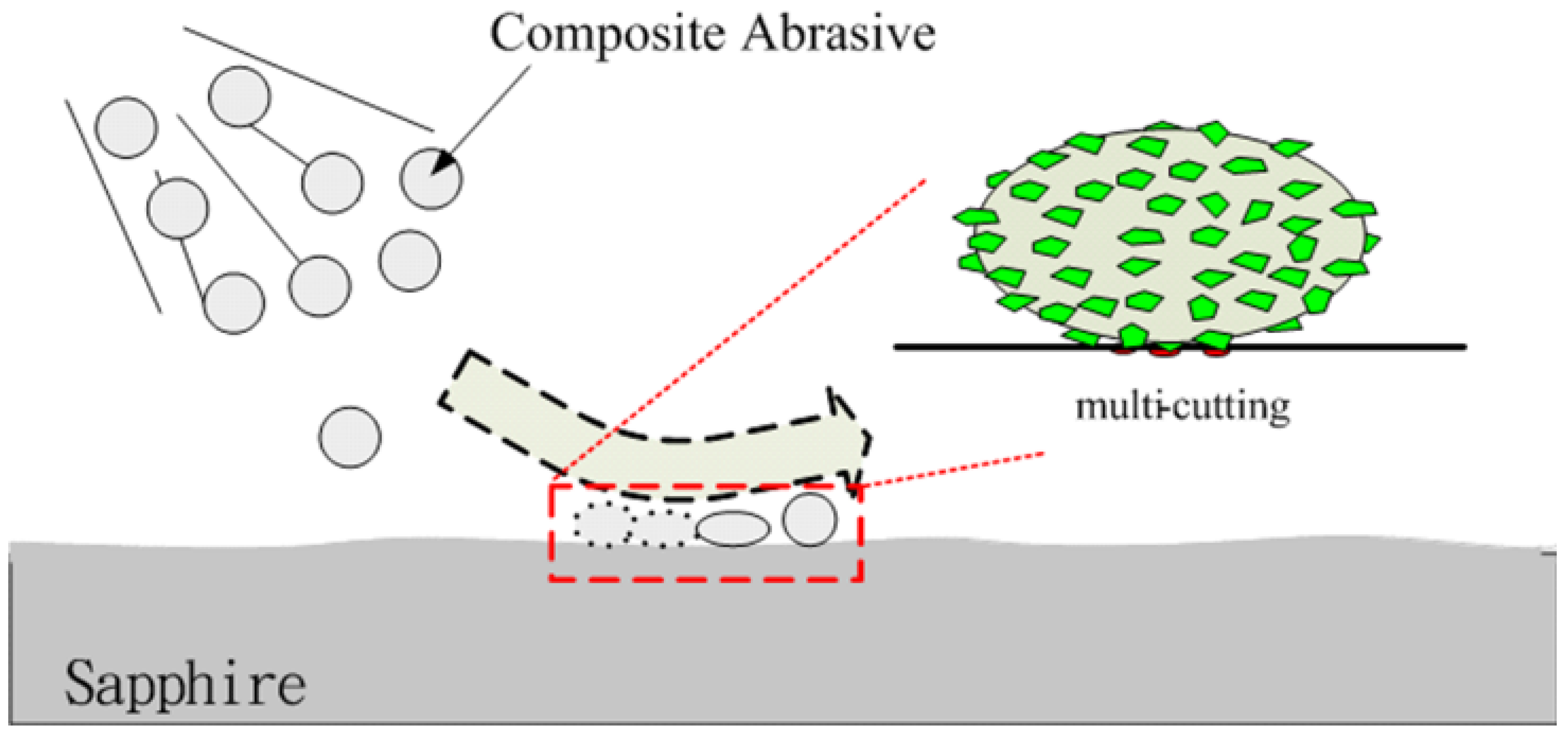
3.3. Abrasives
4. Results and Discussion
4.1. Experimental Method
4.2. Optimal Factor Level Combination
4.3. Analysis of Variance (ANOVA)
4.4. Confirmatory Experiments
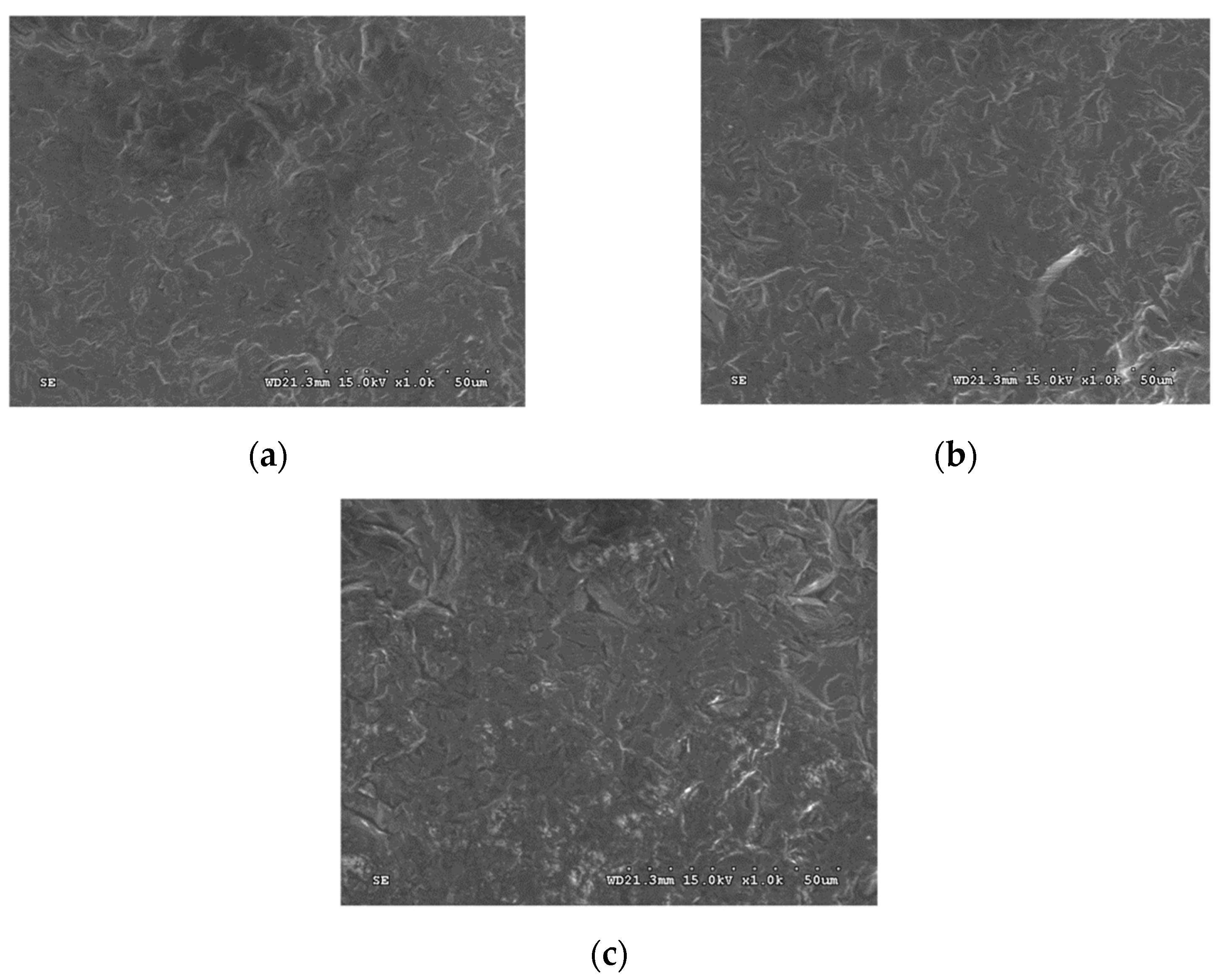
4.5. Detection of Sapphire Substrate Surface Roughing Effect
5. Conclusions
- The research indicates that the refined abrasive blasting processing technology is feasible to rough the sapphire substrate surface.
- Through the actual roughing experiment by use of wax-coated #1000 SiC particles or wax-coated #800 Zirconium particles, it is found out that, in the same experimental circumstances, the two are different in particle diameter and hardness and both are free of microcracks or fragments. However, SiC has an apparent sharper angle than Zirconium in appearance. Therefore, SiC has a better and uniform geometric structure effect on the sapphire substrate surface.
- After Taguchi experiment orthogonal array and ANOVA analysis, it can be discovered that the optimal roughing parameter combination for the sapphire substrate is platform revolution (A) 100 rpm; gas pressure (B) 4 Kg/cm2; nozzle-to-workpiece height (C) 50 mm; vacuum suction (D) 30 cmHg; wax-coated abrasives, additives (E) 1:1; and impact angle (F) 60°.
- The actual degree of sapphire substrate surface roughing obtained in the AJM process depends on the gas pressure, impact angle, wax-coated abrasives and additives.
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Day, J.; Li, J.; Lie, D.Y.C.; Bradford, C.; Lin, J.Y.; Jiang, H.X. III-Nitride full-scale high-resolution microdisplays. Appl. Phys. Lett. 2011, 99, 031116. [Google Scholar] [CrossRef]
- Lingley, A.R.; Ali, M.; Liao, Y.; Mirjalili, R.; Klonner, M.; Sopanen, M.; Suihkonen, S.; Shen, T.; Otis, B.P.; Lipsanen, H.; et al. A single-pixel wireless contact lens display. J. Micromech. Microeng. 2011, 21, 125014. [Google Scholar] [CrossRef]
- Khattak, C.P.; Shetty, R.; Schwerdtfeger, C.R.; Ullal, S. World’s largest sapphire for many applications. J. Cryst. Growth 2016, 452, 44–48. [Google Scholar] [CrossRef]
- Hirayama, H.; Maeda, N.; Fujikawa, S.; Toyoda, S.; Kamata, N. Recent progress and future prospects of AlGaN-based high-efficiency deep-ultraviolet light-emitting diodes. Jpn. J. Appl. Phys. 2014, 53, 100209. [Google Scholar] [CrossRef]
- Narukawa, Y.; Ichikawa, M.; Sanga, D.; Sano, M.; Mukai, T. White light emitting diodes with super-high luminous efficacy. J. Phys. D Appl. Phys. 2010, 43, 354002. [Google Scholar] [CrossRef]
- Horng, R.H.; Yang, C.C.; Wu, J.Y. GaN-based light-emitting diodes with indium tin oxide texturing window layers using natural lithography. Appl. Phys. Lett. 2005, 8, 221101. [Google Scholar] [CrossRef]
- Huang, S.M.; Yao, Y.; Jin, C. Enhancement of the light output of GaN-based light-emitting diodes using surface-textured indium-tin-oxide transparent ohmic contacts. Displays 2008, 29, 254–259. [Google Scholar] [CrossRef]
- Zhang, S.; Wang, S.; Zhang, J.; Long, H.; Gao, Y.; Dai, J.; Chen, C. TE/TM mode full-spatial decomposition of AlGaN-based deep ultraviolet light-emitting diodes. J. Phys. D Appl. Phys. 2020, 53, 195102. [Google Scholar] [CrossRef]
- Pynn, C.D.; Chan, L.; Gonzalez, F.L.; Berry, A.; Hwang, D.; Wu, H.; Margalith, T.; Morse, D.E.; DenBaars, S.P.; Gordon, M.J. Enhanced light extraction from free-standing InGaN/GaN light emitters using bio-inspired backside surface structuring. Opt. Express 2017, 25, 15778–15785. [Google Scholar] [CrossRef] [PubMed]
- David, A. Surface-Roughened Light-Emitting Diodes: An Accurate Model. J. Disp. Technol. 2013, 9, 301–316. [Google Scholar] [CrossRef]
- Lee, Y.J.; Kuo, H.C. Study of GaN-based light-emitting diodes grown on chemical wet-etching-patterned sapphire substrate with V-shaped pits roughening surfaces. J. Lightwave Technol. 2008, 26, 1455–1463. [Google Scholar] [CrossRef]
- Pernot, C.; Kim, M.; Fukahori, S.; Inazu, T.; Fujita, T.; Nagasawa, Y.; Hirano, A.; Ippommatsu, M.; Iwaya, M.; Kamiyama, S.; et al. Improved Efficiency of 255–280 nm AlGaNBased Light-Emitting Diodes. Appl. Phys. Express 2010, 3, 061004. [Google Scholar] [CrossRef]
- Wang, S.; Dai, J.; Hu, J.; Zhang, S.; Xu, L.; Long, H.; Chen, J.; Wan, Q.; Kuo, H.C.; Chen, C. Ultrahigh Degree of Optical Polarization above 80% in AlGaN-Based Deep-Ultraviolet LED with Moth-Eye Microstructure. ACS Photonics 2018, 5, 3534–3540. [Google Scholar] [CrossRef]
- Cheng, W.I.; Chien, C.Y.; Kung, B.H.; Yen, C.W.; Kuan, C.H. Reduction of Threading Dislocation by Using Pattern Sapphire Substrate on GaN to Enhance Schottky Diode’s Performance. In Proceedings of the International Conference on Electronics, Communications and Control Engineering (ICECC 2019), Phuket, Thailand, 13–16 April 2019; pp. 72–74. [Google Scholar]
- Li, H.; Li, P.; Zhang, H.; Chow, Y.C.; Wong, M.S.; Pinna, S.; Klamkin, J.; Speck, J.S.; Nakamura, S.; DenBaars, S.P. Electrically driven, polarized, phosphor-free white semipolar (20-21) InGaN light-emitting diodes grown on semipolar bulk GaN substrate. Opt. Express 2020, 28, 13569–13575. [Google Scholar] [CrossRef]
- Chen, Y.J.; Kuo, C.H.; Tun, C.J.; Hsu, S.C.; Cheng, Y.J.; Liu, C.Y. Fabrication of High-Power InGaN-Based Light-Emitting Diode Chips on Pyramidally Patterned Sapphire Substrate. Jpn. J. Appl. Phys. 2010, 49, 020201. [Google Scholar] [CrossRef]
- Kumar, S.S.; Hiremath, S.S. A Review on Abrasive Flow Machining (AFM). Procedia Technol. 2016, 25, 1297–1304. [Google Scholar] [CrossRef]
- Liu, H.; Li, Y.; Lin, W.; Hong, M. High-aspect-ratio crack-free microstructures fabrication on sapphire by femtosecond laser ablation. Opt. Laser Technol. 2020, 132, 106472. [Google Scholar] [CrossRef]
- Long, J.; Zhou, C.; Cao, Z.; Xie, X.; Hu, W. Incubation effect during laser-induced backside wet etching of sapphire using high-repetition-rate near-infrared nanosecond lasers. Opt. Laser Technol. 2019, 109, 61–70. [Google Scholar] [CrossRef]
- Zimmer, K.; Böhme, R. Laser-induced backside wet etching of transparent materials with organic and metallic absorbers. Laser Chem. 2008, 2008, 170632. [Google Scholar] [CrossRef]
- Tsai, F.C.; Ke, J.H. Abrasive jet polishing of micro channels using compound SiC abrasives with compound additives. Int. J. Adv. Manuf. Technol. 2013, 67, 1151–1159. [Google Scholar] [CrossRef]
- Yan, B.H.; Tsai, F.C.; Sun, L.W. Abrasive jet polishing on SKD61 mold steel using SiC coated with Wax. J. Mater. Process. Technol. 2008, 208, 318–329. [Google Scholar] [CrossRef]
- Vosniakos, G.C.; Kalattas, A.; Siasos, A. Optimal process planning for helical bevel gears using Taguchi design of simulated machining experiments. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2017, 232, 2627–2640. [Google Scholar] [CrossRef]
- Jakobsen, J.T.; Ratnayake, R.M.C.; Sem, S.S.; Neverdal, A. Investigating Optimal Parameter Combination for Friction Stir Spot Welding on AL7075-T6: Engineering Robust Design Approach. Manuf. Process. 2021, 2, 21–25. [Google Scholar]
- Raveendran, P.; Alagarsamy, S.V.; Ravichandran, M.; Meignanmoorthy, M. Effect of Machining parameters on surface roughness for Aluminium matrix composite by using Taguchi method with Decision Tree Algorithm. Surf. Rev. Lett. 2021, 28, 2150021. [Google Scholar] [CrossRef]
- Palaniappan, S.P.; Muthukumar, K.; Sabariraj, R.V.; Kumar, S.D.; Sathish, T. CNC turning process parameters optimization on Aluminium 6082 alloy by using Taguchi and ANOVA. Mater. Today Proc. 2020, 21, 1013–1021. [Google Scholar] [CrossRef]
- Perec, A.; Pude, F.; Kaufeld, M.; Wegener, K. Obtaining the Selected Surface Roughness by Means of Mathematical Model Based Parameter Optimization in Abrasive Waterjet Cutting. J. Mech. Eng. 2017, 63, 606–613. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Item | Specification |
|---|---|
| Material | High Purity and Monocrystalline Al2O3 |
| Diameter | 50.8 ± 0.2 mm |
| Thickness | 430 ± 20 μm |
| Orientation | C-plane (0001) Off angle 0.2 ± 0.1 (M-axis); 0 ± 0.1 (A-axis) |
| Orientation Flat | 16.0 ± 1.0 mm |
| Primary Flat Location | A-axis [11,12,13,14,15,16,17,18,19,20] ± 0.3 |
| Front Side Surface | Epi-Ready Polished |
| Surface Roughness | Ra < 0.3 nm |
| Edge Chamfering | Rounded/Chamfering Angle (C) = 45° |
| Back Side Surface | Fine Ground Ra = 1.0 ± 0.2 μm |
| TTV | <10 μm |
| Bow | 0~−10 μm |
| Package | Clean Room, Nitrogen Atmosphere |
| Laser Mark | 8 characters, (TYMxxxxx) (T = TXT; Y = Year; M = Month; XXXXX = serial number) marked in lapped surface, center aligned at OF, 1.6 × 0.8 × 0.6 × 1 mm (H × W × S × D) |
| Factors | Levels |
|---|---|
| Workpiece | Sapphire |
| Types and ANSI mesh of abrasive particles | Wax-coated particles |
| Aperture of the nozzle (material: WC) | 4 mm |
| Blasting time | 2 min |
| Platform revolution | 100~300 rpm |
| Nozzle-to-workpiece height | 30~70 mm |
| Impact angle | 20~60° |
| Gas pressure | 2~6 Kg/cm2 |
| Vacuum suction | 30~90 cmHg |
| Additives mix proportion (water wax\water) | 1:3 |
| wax-coated abrasives: Additives | 2:1\1:1\1:2 |
| EXP NO | Control Factor | S.R., Ra (μm) | S/N Ratio (dB) | ||||||
|---|---|---|---|---|---|---|---|---|---|
| A | B | C | D | E | F | Initial | Final | ||
| 1 | 1 | 1 | 1 | 1 | 1 | 1 | 0.86 | 1.12 | 0.98 |
| 2 | 2 | 2 | 2 | 2 | 2 | 2 | 0.93 | 1.17 | 1.36 |
| 3 | 3 | 3 | 3 | 3 | 3 | 3 | 0.87 | 1.01 | 0.09 |
| 4 | 1 | 1 | 2 | 2 | 3 | 3 | 0.99 | 1.14 | 1.14 |
| 5 | 2 | 2 | 3 | 3 | 1 | 1 | 0.93 | 1.11 | 0.91 |
| 6 | 3 | 3 | 1 | 1 | 2 | 2 | 0.94 | 1.12 | 0.98 |
| 7 | 1 | 2 | 1 | 3 | 2 | 3 | 0.91 | 1.09 | 0.75 |
| 8 | 2 | 3 | 2 | 1 | 3 | 1 | 0.81 | 1.02 | 0.17 |
| 9 | 3 | 1 | 3 | 2 | 1 | 2 | 0.88 | 1.04 | 0.34 |
| 10 | 1 | 3 | 3 | 2 | 2 | 1 | 0.87 | 1.01 | 0.09 |
| 11 | 2 | 1 | 1 | 3 | 3 | 2 | 0.84 | 1.03 | 0.26 |
| 12 | 3 | 2 | 2 | 1 | 1 | 3 | 1.02 | 1.015 | 0.13 |
| 13 | 1 | 2 | 3 | 1 | 3 | 2 | 0.97 | 1.16 | 1.29 |
| 14 | 2 | 3 | 1 | 2 | 1 | 3 | 0.83 | 0.98 | −0.18 |
| 15 | 3 | 1 | 2 | 3 | 2 | 1 | 0.93 | 1.12 | 0.98 |
| 16 | 1 | 3 | 2 | 3 | 1 | 2 | 0.83 | 1.01 | 0.09 |
| 17 | 2 | 1 | 3 | 1 | 2 | 3 | 0.88 | 1.02 | 0.17 |
| 18 | 3 | 2 | 1 | 2 | 3 | 1 | 0.91 | 1.06 | 0.51 |
| EXP NO | Control Factor | S.R., Ra (μm) | S/N Ratio (dB) | ||||||
|---|---|---|---|---|---|---|---|---|---|
| A | B | C | D | E | F | Initial | Final | ||
| 1 | 1 | 1 | 1 | 1 | 1 | 1 | 0.93 | 1.10 | 0.83 |
| 2 | 2 | 2 | 2 | 2 | 2 | 2 | 0.89 | 1.23 | 1.80 |
| 3 | 3 | 3 | 3 | 3 | 3 | 3 | 0.91 | 1.09 | 0.75 |
| 4 | 1 | 1 | 2 | 2 | 3 | 3 | 0.90 | 1.15 | 1.21 |
| 5 | 2 | 2 | 3 | 3 | 1 | 1 | 0.90 | 1.13 | 1.06 |
| 6 | 3 | 3 | 1 | 1 | 2 | 2 | 0.90 | 1.19 | 1.51 |
| 7 | 1 | 2 | 1 | 3 | 2 | 3 | 0.96 | 1.05 | 0.42 |
| 8 | 2 | 3 | 2 | 1 | 3 | 1 | 0.88 | 0.91 | −0.82 |
| 9 | 3 | 1 | 3 | 2 | 1 | 2 | 0.86 | 0.92 | −0.72 |
| 10 | 1 | 3 | 3 | 2 | 2 | 1 | 0.91 | 1.02 | 0.17 |
| 11 | 2 | 1 | 1 | 3 | 3 | 2 | 0.90 | 1.09 | 0.75 |
| 12 | 3 | 2 | 2 | 1 | 1 | 3 | 0.89 | 1.12 | 0.98 |
| 13 | 1 | 2 | 3 | 1 | 3 | 2 | 0.90 | 1.10 | 0.83 |
| 14 | 2 | 3 | 1 | 2 | 1 | 3 | 0.92 | 1.01 | 0.09 |
| 15 | 3 | 1 | 2 | 3 | 2 | 1 | 0.94 | 1.03 | 0.26 |
| 16 | 1 | 3 | 2 | 3 | 1 | 2 | 0.87 | 0.98 | −0.18 |
| 17 | 2 | 1 | 3 | 1 | 2 | 3 | 0.93 | 1.04 | 0.34 |
| 18 | 3 | 2 | 1 | 2 | 3 | 1 | 0.90 | 0.95 | −0.45 |
| Control Factor | Average by Level(dB) | Delta | Rank | ||
|---|---|---|---|---|---|
| 1 | 2 | 3 | |||
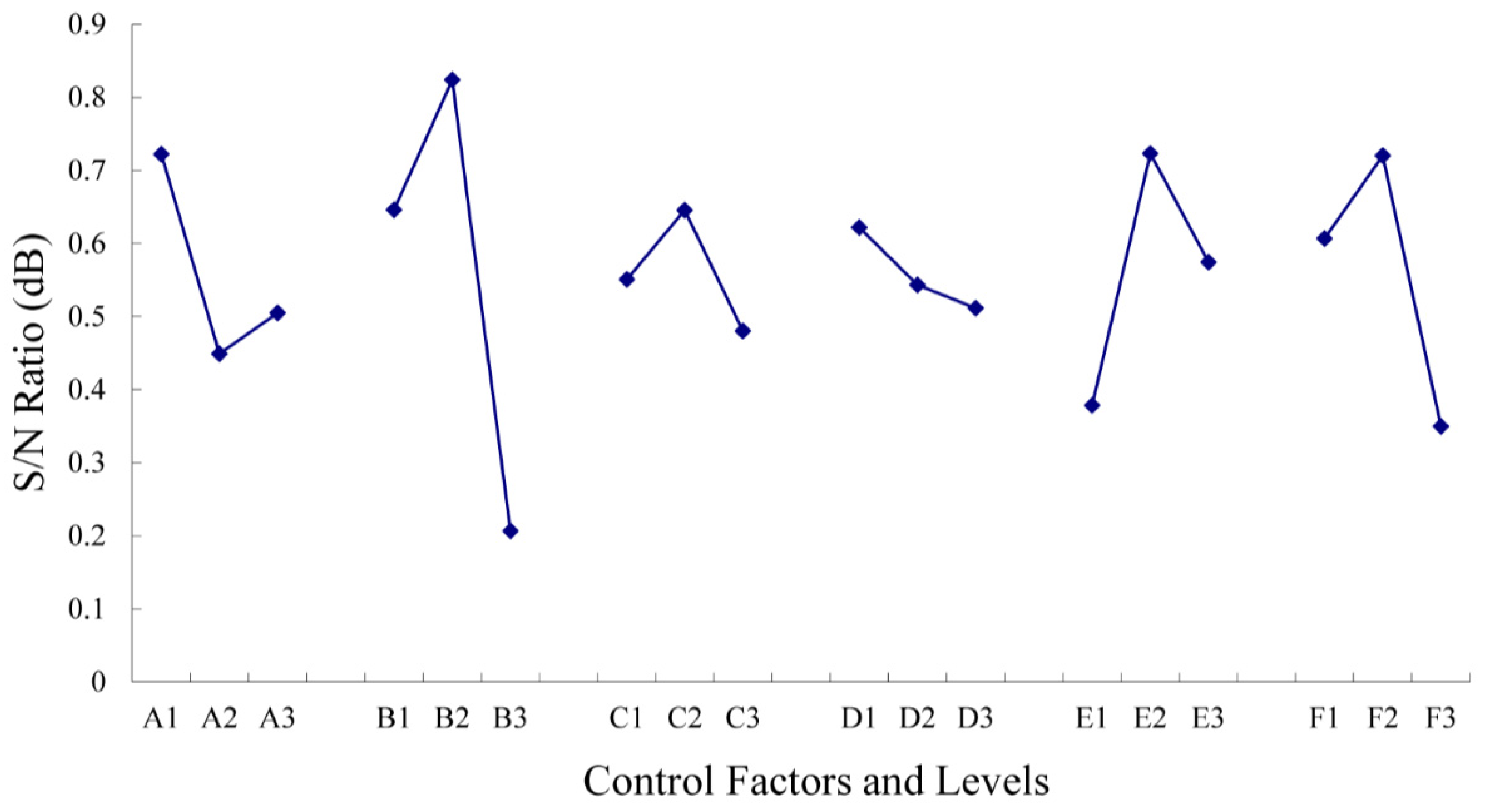
| (A) Platform revolution (rpm) | 0.72 | 0.45 | 0.51 | 0.27 | 4 |
| (B) Gas pressure (Kg/cm2) | 0.65 | 0.82 | 0.21 | 0.62 | 1 |
| (C) Nozzle-to-workpiece height (mm) | 0.55 | 0.65 | 0.48 | 0.17 | 5 |
| (D) Vacuum suction (cmHg) | 0.62 | 0.54 | 0.51 | 0.11 | 6 |
| (E) wax-coated abrasives: Additives | 0.38 | 0.72 | 0.57 | 0.34 | 3 |
| (F) Impact angle (°) | 0.61 | 0.72 | 0.35 | 0.37 | 2 |
| Control Factor | Average by Level(dB) | Delta | Rank | ||
|---|---|---|---|---|---|
| 1 | 2 | 3 | |||
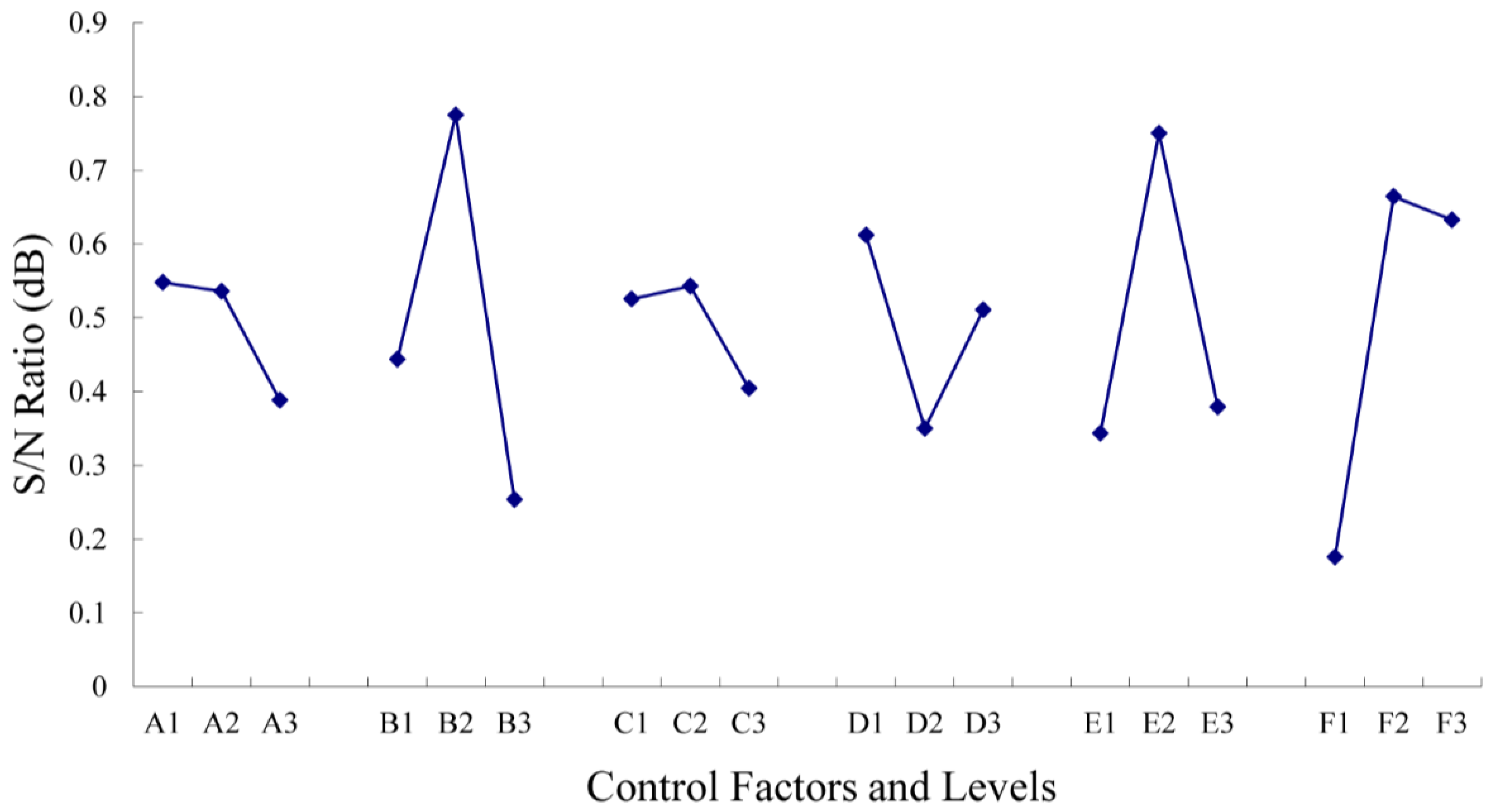
| (A) Platform revolution (rpm) | 0.55 | 0.54 | 0.39 | 0.16 | 5 |
| (B) Gas pressure (Kg/cm2) | 0.44 | 0.78 | 0.25 | 0.52 | 1 |
| (C) Nozzle-to-workpiece height (mm) | 0.53 | 0.54 | 0.40 | 0.14 | 6 |
| (D) Vacuum suction (cmHg) | 0.61 | 0.35 | 0.51 | 0.26 | 4 |
| (E) wax-coated abrasives: Additives | 0.34 | 0.75 | 0.38 | 0.41 | 3 |
| (F) Impact angle (°) | 0.18 | 0.66 | 0.63 | 0.49 | 2 |
| Factor | Degrees of Freedom | Sum of Squares | Mean Square (Variance) | F Value |
|---|---|---|---|---|
| A | 2 | 0.25 | 0.12 | 0.37 |
| B | 2 | 1.21 | 0.61 | 1.80 ** |
| C | 2 | 0.08 | 0.04 | 0.12 |
| D | 2 | 0.04 | 0.02 | 0.06 |
| E | 2 | 0.36 | 0.18 | 0.53 * |
| F | 2 | 0.43 | 0.22 | 0.64 * |
| Error | 5 | 1.68 | 0.34 | - |
| Total | 17 | 4.05 | - | - |
| Factor | Degrees of Freedom | Sum of Squares | Mean Square (Variance) | F Value |
|---|---|---|---|---|
| A | 2 | 0.10 | 0.05 | 0.04 |
| B | 2 | 0.83 | 0.42 | 0.33 ** |
| C | 2 | 0.07 | 0.03 | 0.03 |
| D | 2 | 0.21 | 0.10 | 0.08 |
| E | 2 | 0.61 | 0.30 | 0.24 * |
| F | 2 | 0.90 | 0.45 | 0.35 ** |
| Error | 5 | 6.35 | 1.27 | - |
| Total | 17 | 9.06 | - | - |
| Trial No. | Surface Roughness, Ra (μm) | S/N Ratio (dB) | The Predicted Surface Roughness (dB) | Ratio Difference | |
|---|---|---|---|---|---|
| Initial | Final | ||||
| 1 | 0.89 | 1.16 | 1.29 | 1.46 | 0.88 |
| 2 | 0.92 | 1.13 | 1.06 | 0.90 | |
| Trial No. | Surface Roughness, Ra (μm) | S/N Ratio (dB) | The Predicted Surface Roughness (dB) | Ratio Difference | |
|---|---|---|---|---|---|
| Initial | Final | ||||
| 1 | 0.93 | 1.15 | 1.21 | 1.44 | 0.84 |
| 2 | 0.92 | 1.13 | 1.06 | 0.90 | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tsai, F.-C. Optimal Selection of Backside Roughing Parameters of High-Value Components Using Abrasive Jet Processing. Processes 2021, 9, 1661. https://doi.org/10.3390/pr9091661
Tsai F-C. Optimal Selection of Backside Roughing Parameters of High-Value Components Using Abrasive Jet Processing. Processes. 2021; 9(9):1661. https://doi.org/10.3390/pr9091661
Chicago/Turabian StyleTsai, Feng-Che. 2021. "Optimal Selection of Backside Roughing Parameters of High-Value Components Using Abrasive Jet Processing" Processes 9, no. 9: 1661. https://doi.org/10.3390/pr9091661
APA StyleTsai, F.-C. (2021). Optimal Selection of Backside Roughing Parameters of High-Value Components Using Abrasive Jet Processing. Processes, 9(9), 1661. https://doi.org/10.3390/pr9091661