
Study on Fe-Based Metallic Glass Micro Hole Machining by Using Micro-EDM Combined with Electrophoretic Deposition Polishing


Abstract
1. Introduction
2. Materials and Methods
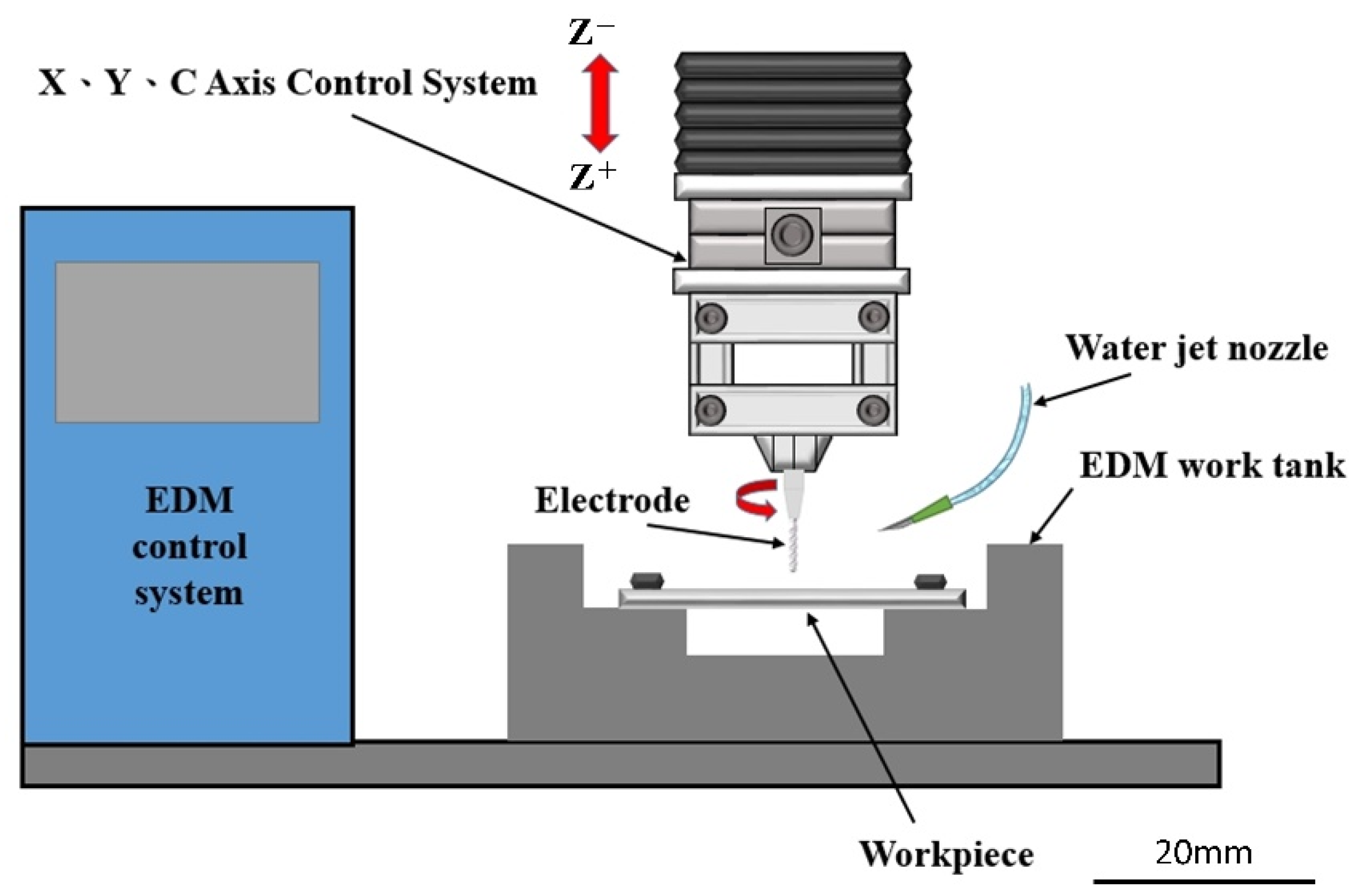
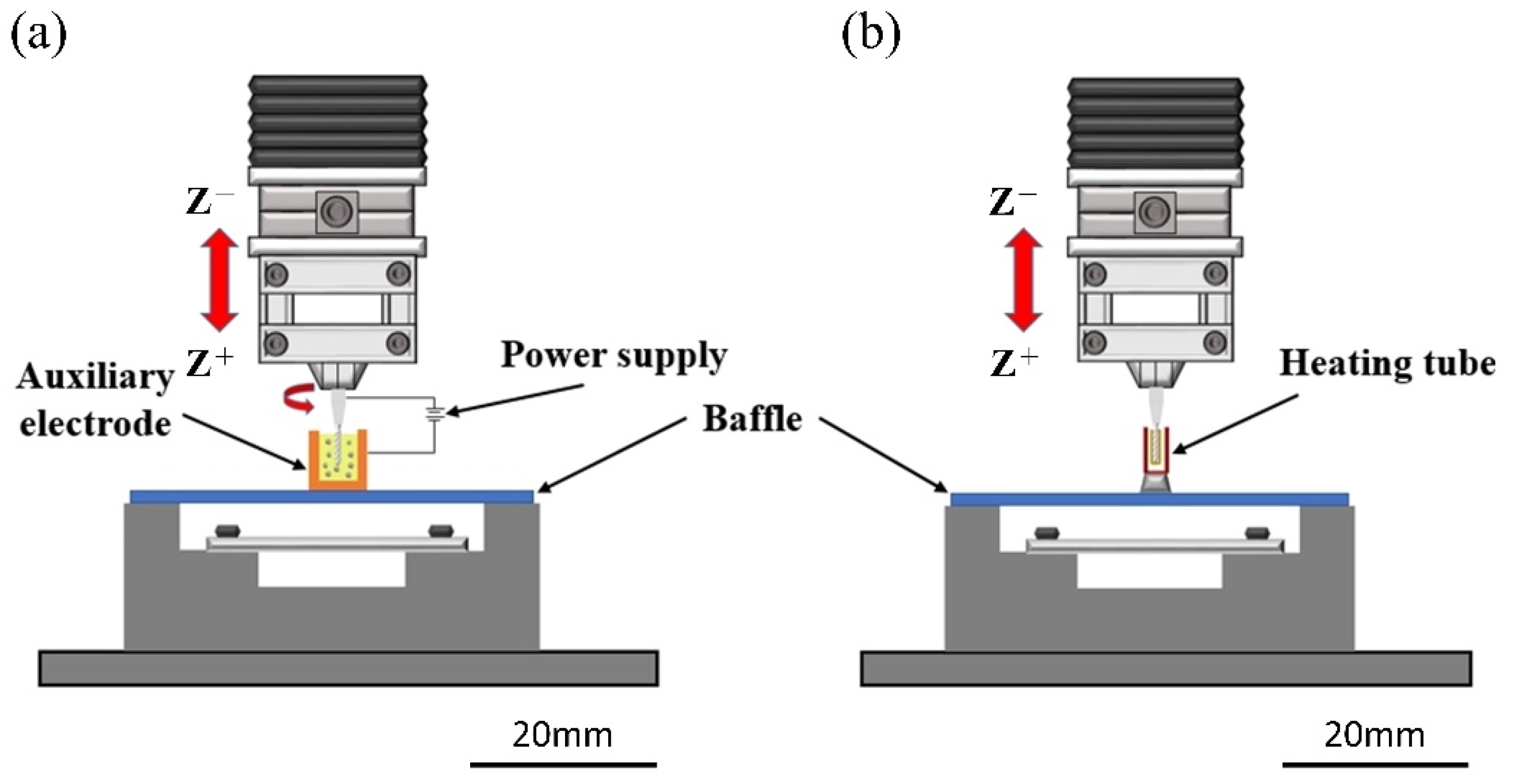
2.1. Experimental Equipment Layout
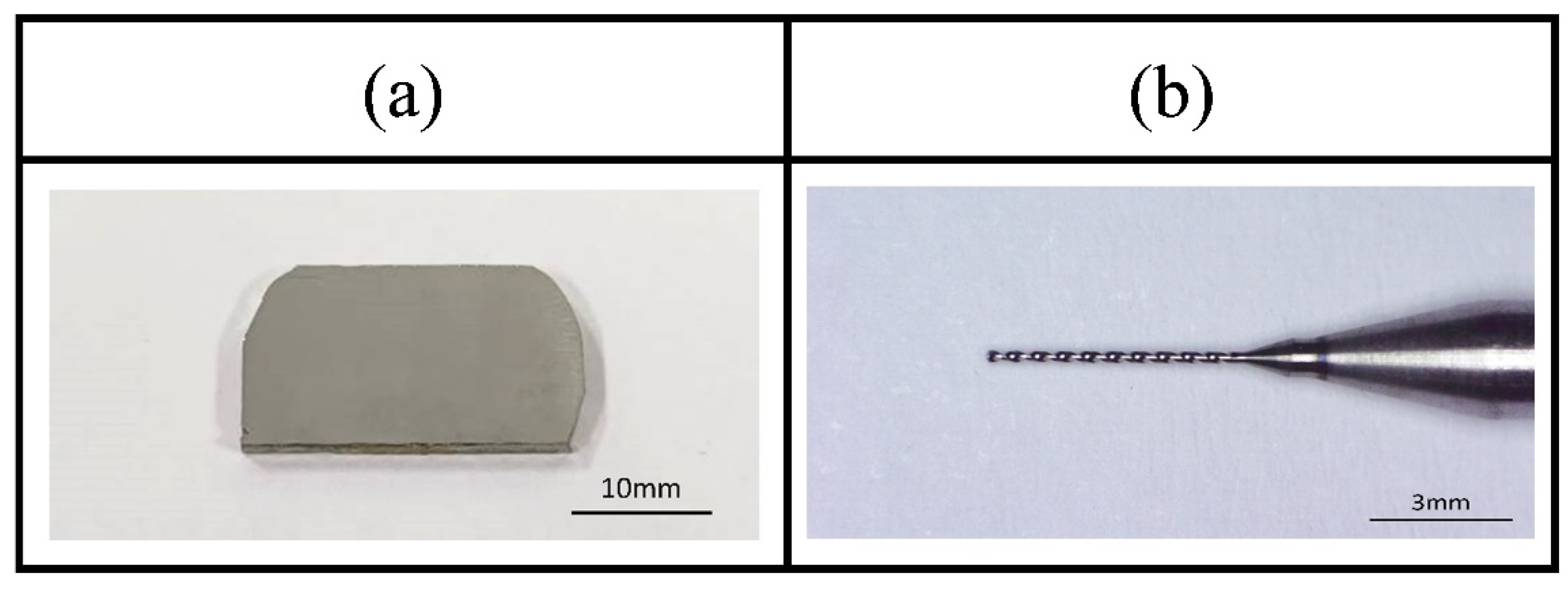
2.2. Experimental Materials
2.3. Experimental Procedures and Method
3. Experimental Results and Discussion
3.1. Experiments of Single Parameter of µ-EDD
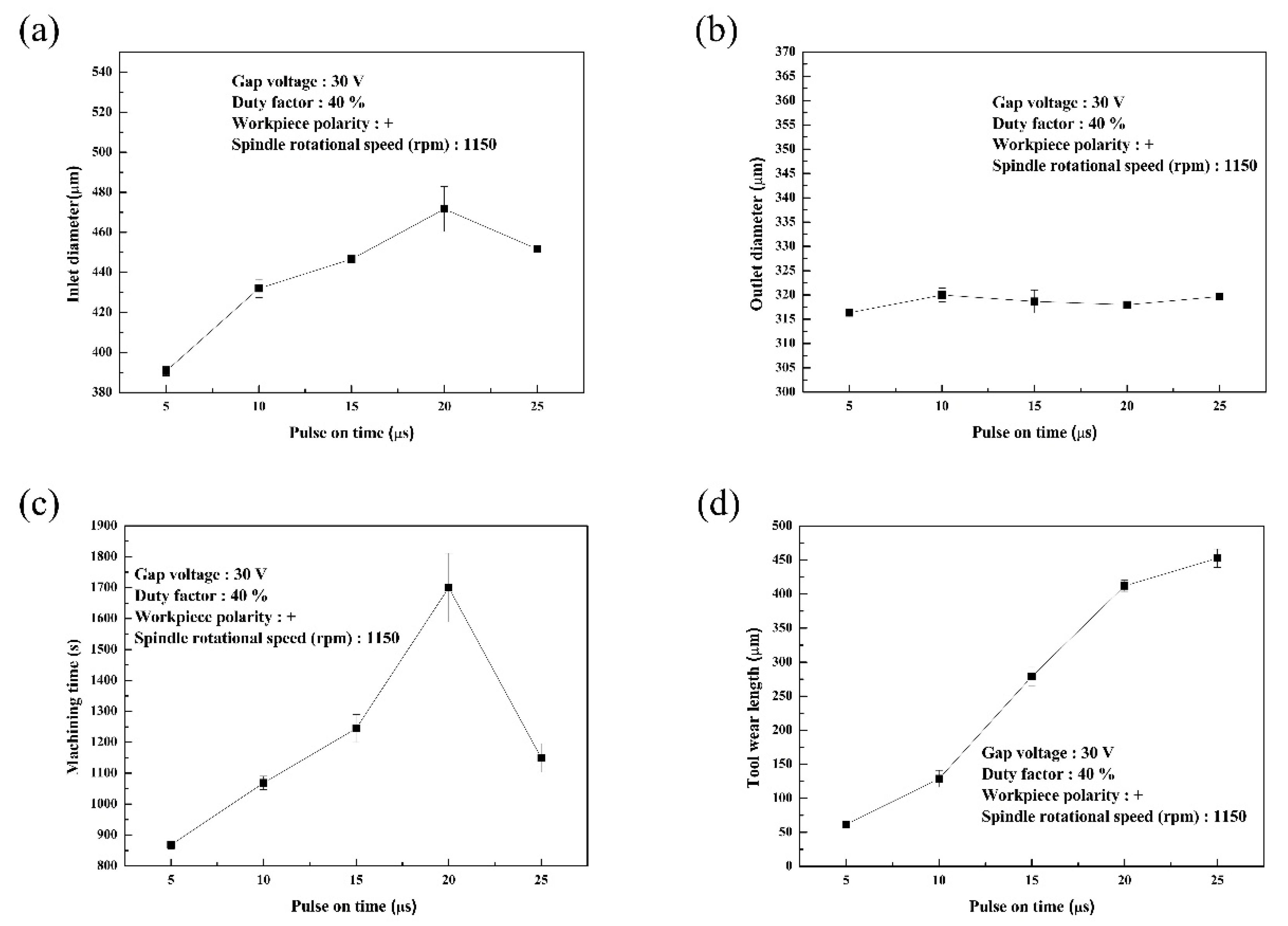
3.1.1. Influence of Pulse on Time on Micro Hole
3.1.2. Influence of Gap Voltage on Micro Hole
3.1.3. Influence of Duty Factor on Micro Hole
3.1.4. Influence of Spindle Rotation Speed on Micro Hole
3.2. Experiments of Parameters of Electrophoretic Deposition Polishing
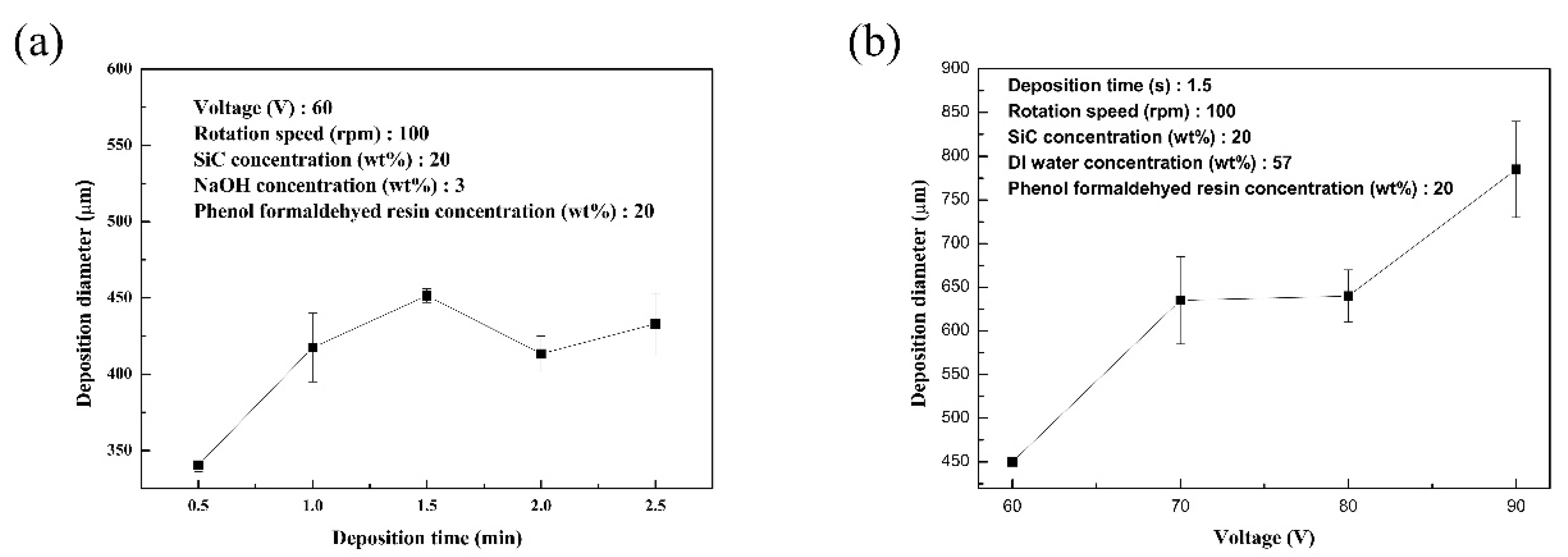
3.2.1. Influence of Deposition Time and Coating Voltage on EPD Polishing Wheel
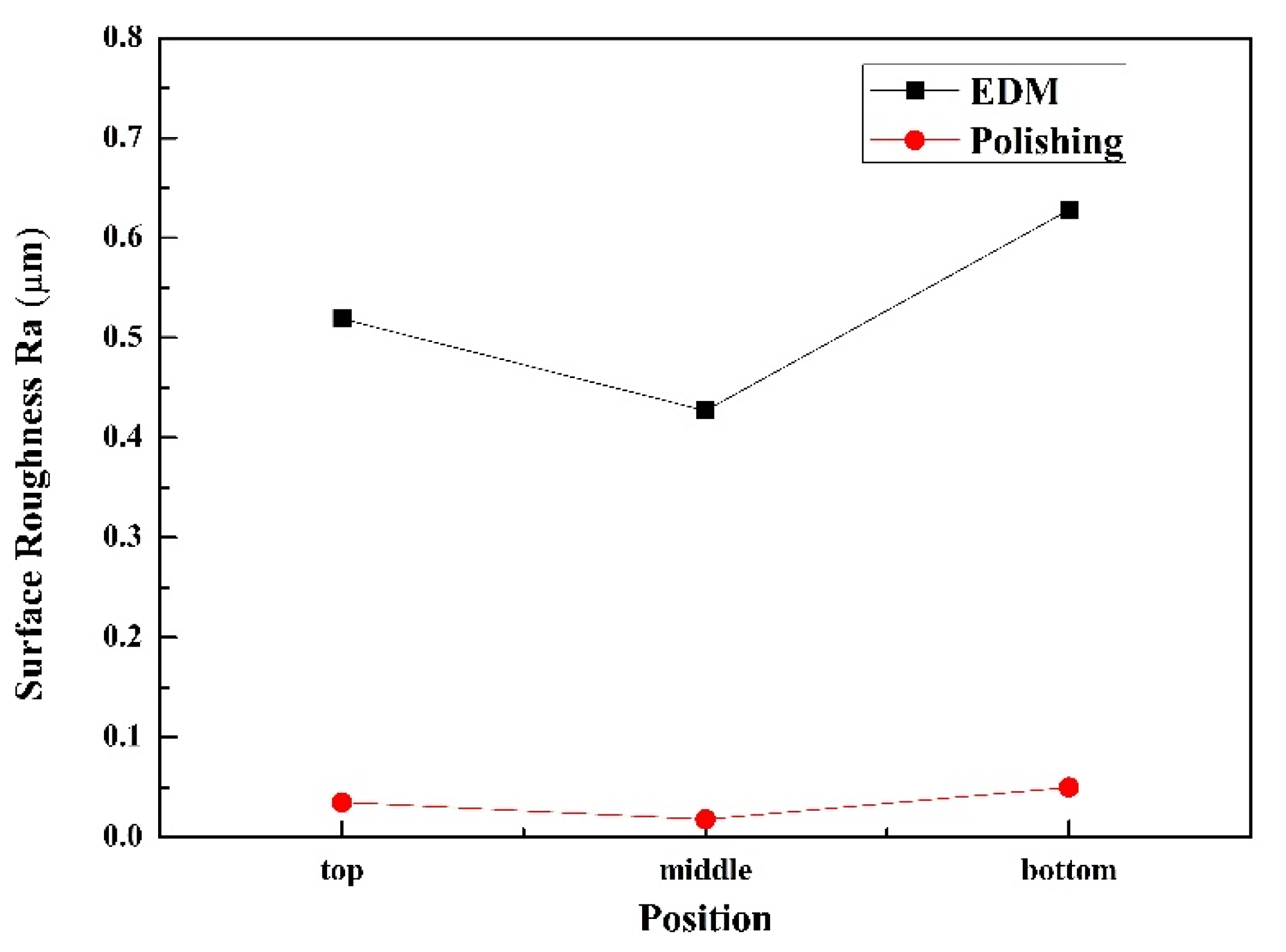
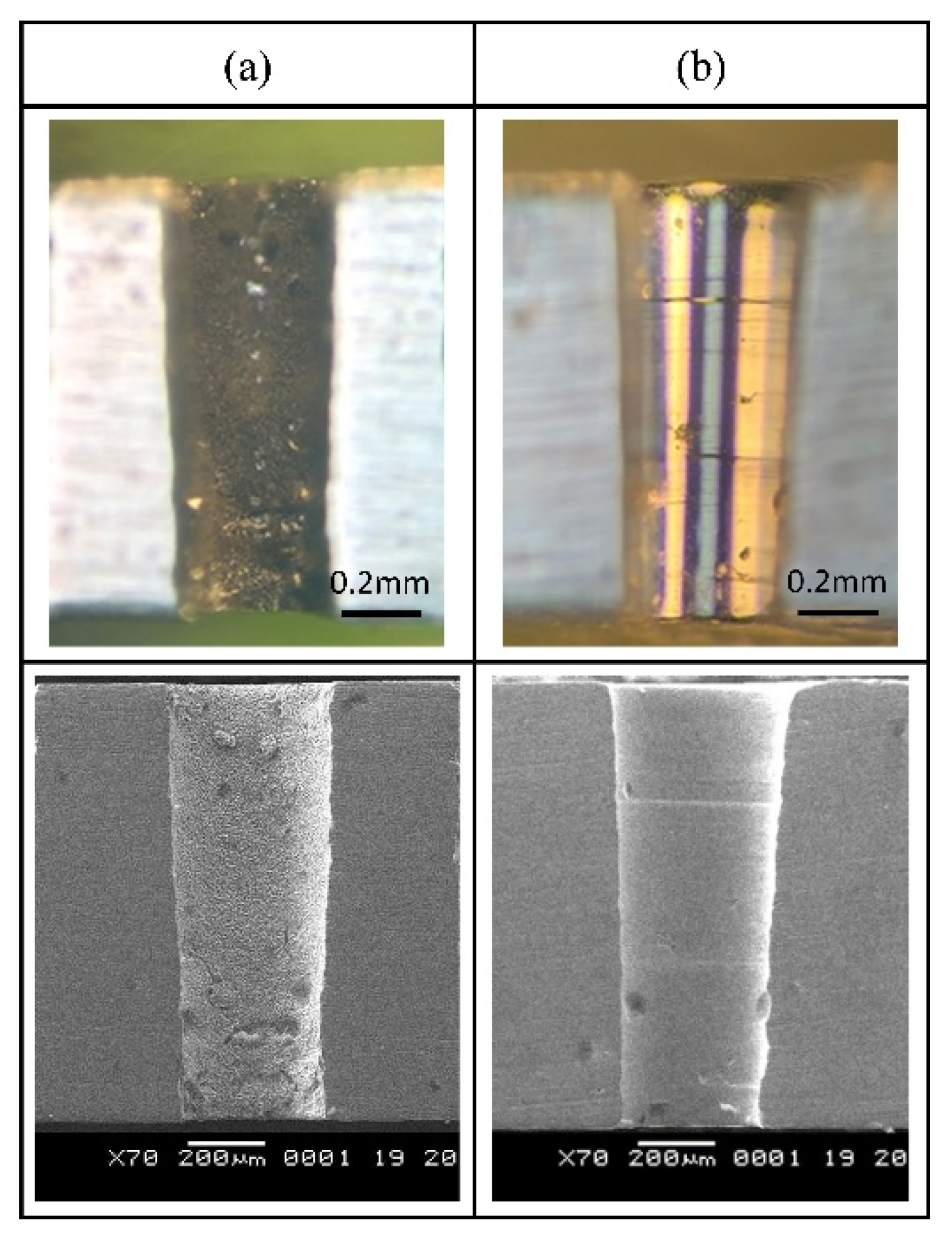
3.2.2. Discussion of the Polishing Results
4. Conclusions
- The discharge energy increases with the pulse on time. The phenomenon facilitates a large inlet diameter during a long pulse on time. When the pulse on time increases from 5 μs to 20 μs, the machining time is increased by 48%. When the pulse on time increases from 5 μs to 25 μs, the length of electrode wear is increased by 86%. When the pulse on time is long, the brittle material breaks during long-term exposure to high temperatures, and the material of the inner surface of the micro hole is ruptured and peeled off. The surface morphology shows ruptured and spall craters at the pulse on time of 25 µs.
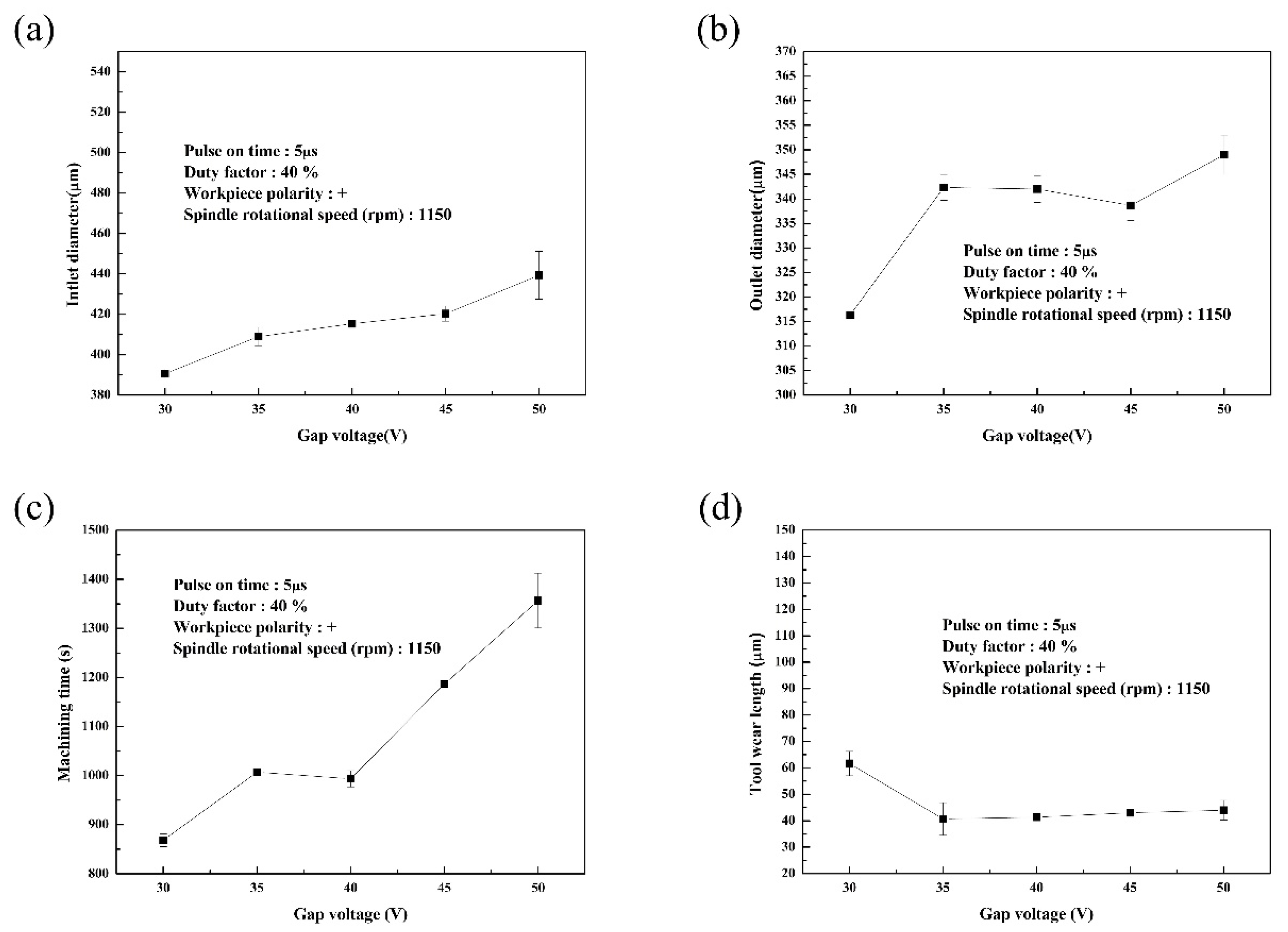
- The higher the gap voltage is, the longer the discharging column will be. The long discharging column results in a high discharge energy. When the gap voltage increases from 30 V to 50 V, the inlet diameter, the outlet diameter, and processing time are increased by 11%, 9%, and 36%, respectively. The length of tool wear decreases as the gap voltage increases. The higher gap voltage enlarges the gap between the tool and work-piece. The large gap easily removes the debris, resulting in less tool wear.
- The machining time shortens as the duty factor increases. The low duty factor results in more lateral discharges and longer machining time. The work piece material is likely to form rupture and spall craters due to high heat accumulation at the duty factor of 20%. Therefore, the surface morphology is worse. Among the duty factor parameters, there is no significant change in the length of electrode wear.
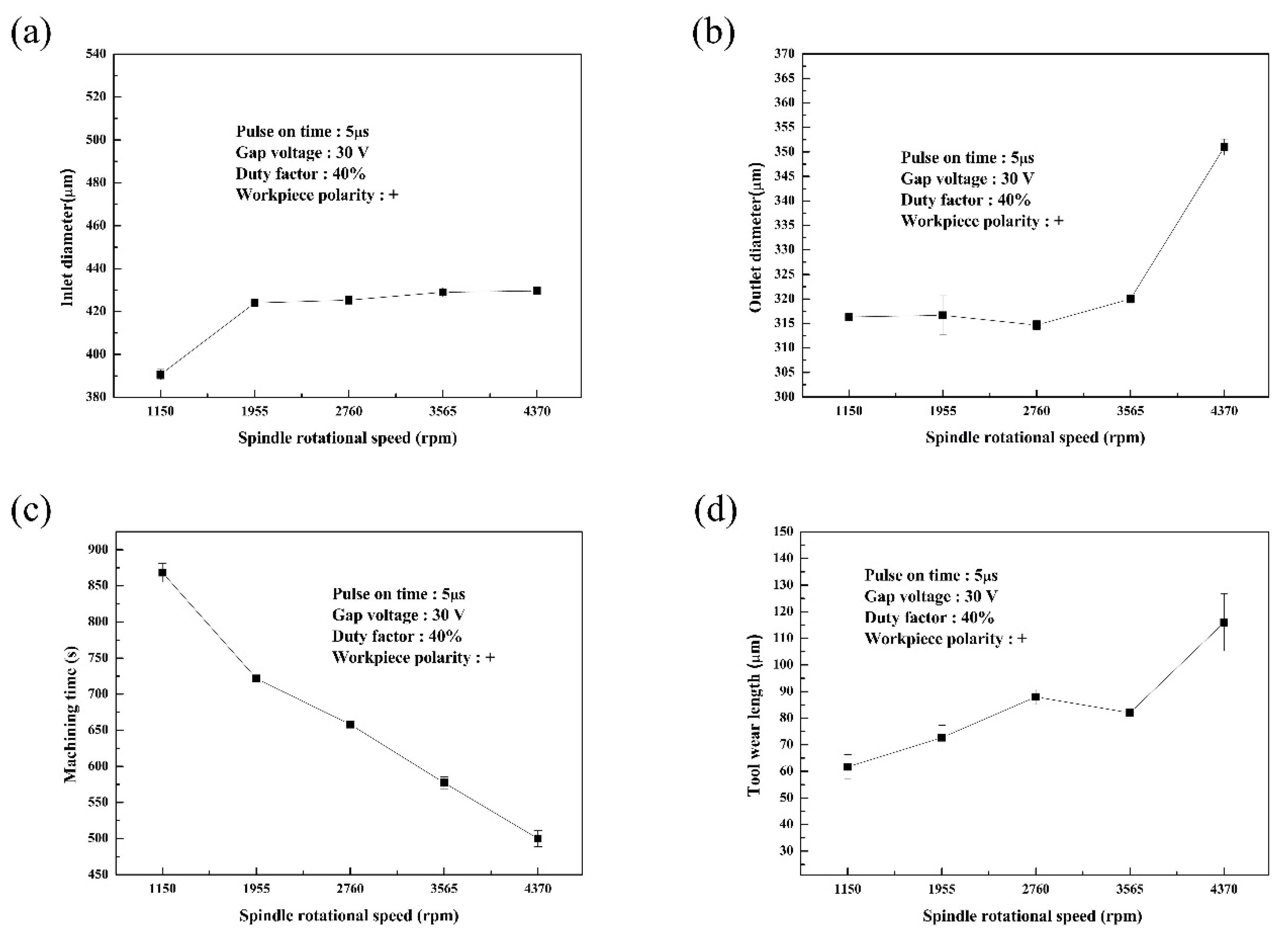
- The area of the helical electrode’s side edge and tip sweeping the surface of the micro hole increases with the spindle rotation speed. Therefore, the higher helical electrode rotation speed generates more discharges and greater discharge energy. The inlet diameter, the outlet diameter, and the length of tool wear increases with the spindle rotation speed.
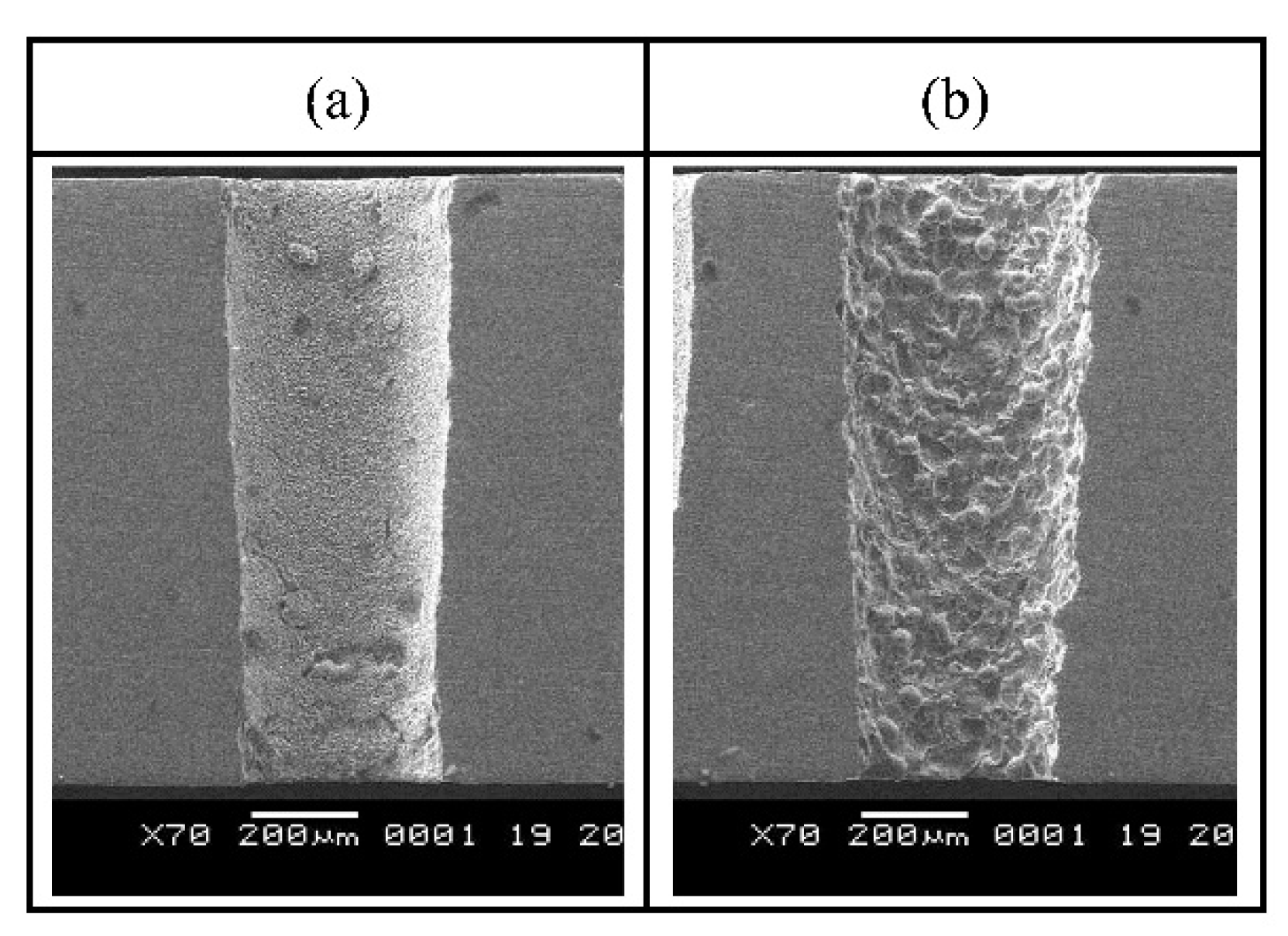
- The best micro hole accuracy, tool wear length, and inner surface were obtained at the spindle rotation speed of 1150 rpm, pulse on time of 5 μs, gap voltage of 30 V, and duty factor of 40%. The surface roughness of the work-piece can be reduced from 0.427 µm to 0.018 µm after the inner surface polishing by using SiC electrophoretic deposited tool. The inner surface was polished up to form a mirror surface.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Koshiba, H.; Inoue, A.; Makino, A. Fe-Based Soft Magnetic Amorphous Alloys with a Wide Supercooled Liquid Region. J. Appl. Phys. 1999, 85, 5136–5138. [Google Scholar] [CrossRef][Green Version]
- Hua, D.; Xia, Q.; Wang, W.; Zhou, Q.; Li, S.; Qian, D.; Shi, J.; Wang, H. Atomistic Insights into the Deformation Mechanism of a CoCrNi Medium Entropy Alloy under Nanoindentation. Int. J. Plast. 2021, 142, 102997. [Google Scholar] [CrossRef]
- Kagaya, K.; Ōishi, Y.; Yada, K. Micro-Electrodischarge Machining Using Water as a Working Fluid—I: Micro-Hole Drilling. Precis. Eng. 1986, 8, 157–162. [Google Scholar] [CrossRef]
- Kumar, K.; Kumar Rawal, S.; Singh, V.P.; Bala, A. Experimental Study on Diametric Expansion and Taper Rate in EDM Drilling For High Aspect Ratio Micro Holes in High Strength Materials. Mater. Today: Proc. 2018, 5, 7363–7372. [Google Scholar] [CrossRef]
- Sun, X.-Q.; Masuzawa, T.; Fujino, M. Micro Ultrasonic Machining and Its Applications in MEMS. Sens. Actuators A Phys. 1996, 57, 159–164. [Google Scholar] [CrossRef]
- Choi, S.S.; Jung, M.Y.; Kim, D.W.; Yakshin, M.A.; Park, J.Y.; Kuk, Y. Fabrication of Microelectron Gun Arrays Using Laser Micromachining. Microelectron. Eng. 1998, 41–42, 167–170. [Google Scholar] [CrossRef]
- Ehrfeld, W.; Lehr, H. Deep X-Ray Lithography for the Production of Three-Dimensional Microstructures from Metals, Polymers and Ceramics. Radiat. Phys. Chem. 1995, 45, 349–365. [Google Scholar] [CrossRef]
- Kupka, R.K.; Bouamrane, F.; Cremers, C.; Megtert, S. Microfabrication: LIGA-X and Applications. Appl. Surf. Sci. 2000, 164, 97–110. [Google Scholar] [CrossRef]
- Nirala, C.K.; Saha, P. Precise ΜEDM-Drilling Using Real-Time Indirect Tool Wear Compensation. J. Mater. Processing Technol. 2017, 240, 176–189. [Google Scholar] [CrossRef]
- Huang, T.-W.; Sheu, D.-Y. High Aspect Ratio of Micro Hole Drilling by Micro-EDM with Different Cross-Section Shape Micro Tools for Flushing Process. Procedia CIRP 2020, 95, 550–553. [Google Scholar] [CrossRef]
- Maccarini, G.; Pellegrini, G.; Ravasio, C. Effects of the Properties of Workpiece, Electrode and Dielectric Fluid in Micro-EDM Drilling Process. Procedia Manuf. 2020, 51, 834–841. [Google Scholar] [CrossRef]
- Unune, D.R.; Nirala, C.K.; Mali, H.S. Accuracy and Quality of Micro-Holes in Vibration Assisted Micro-Electro-Discharge Drilling of Inconel 718. Measurement 2019, 135, 424–437. [Google Scholar] [CrossRef]
- Jahan, M.P.; Wong, Y.S.; Rahman, M. Evaluation of the Effectiveness of Low Frequency Workpiece Vibration in Deep-Hole Micro-EDM Drilling of Tungsten Carbide. J. Manuf. Processes 2012, 14, 343–359. [Google Scholar] [CrossRef]
- Liu, H.S.; Yan, B.H.; Chen, C.L.; Huang, F.Y. Application of Micro-EDM Combined with High-Frequency Dither Grinding to Micro-Hole Machining. Int. J. Mach. Tools Manuf. 2006, 46, 80–87. [Google Scholar] [CrossRef]
- Lee, S.H.; Li, X. Study of the Surface Integrity of the Machined Workpiece in the EDM of Tungsten Carbide. J. Mater. Processing Technol. 2003, 139, 315–321. [Google Scholar] [CrossRef]
- Lee, H.T.; Tai, T.Y. Relationship between EDM Parameters and Surface Crack Formation. J. Mater. Processing Technol. 2003, 142, 676–683. [Google Scholar] [CrossRef]
- Simao, J.; Lee, H.G.; Aspinwall, D.K.; Dewes, R.C.; Aspinwall, E.M. Workpiece Surface Modification Using Electrical Discharge Machining. Int. J. Mach. Tools Manuf. 2003, 43, 121–128. [Google Scholar] [CrossRef]
- Li, G.; Natsu, W.; Yu, Z. Study on Quantitative Estimation of Bubble Behavior in Micro Hole Drilling with EDM. Int. J. Mach. Tools Manuf. 2019, 146, 103437. [Google Scholar] [CrossRef]
- Wu, Y.-Y.; Huang, T.-W.; Sheu, D.-Y. Desktop Micro-EDM System for High-Aspect Ratio Micro-Hole Drilling in Tungsten Cemented Carbide by Cut-Side Micro-Tool. Micromachines 2020, 11, 675. [Google Scholar] [CrossRef] [PubMed]
- Tsui, H.-P.; Hung, J.-C.; Wu, K.-L.; You, J.-C.; Yan, B.-H. Fabrication of a Microtool in Electrophoretic Deposition for Electrochemical Microdrilling and in Situ Micropolishing. Mater. Manuf. Processes 2011, 26, 740–745. [Google Scholar] [CrossRef]
- Dong, S.; Wang, Z.; Wang, Y.; Zhang, J. Micro-EDM Drilling of High Aspect Ratio Micro-Holes and in Situ Surface Improvement in C17200 Beryllium Copper Alloy. J. Alloy. Compd. 2017, 727, 1157–1164. [Google Scholar] [CrossRef]
- Cheng, K.-C.; Chen, K.-Y.; Tsui, H.-P.; Wang, A.-C. Characteristics of the Polishing Effects for the Stainless Tubes in Magnetic Finishing with Gel Abrasive. Processes 2021, 9, 1561. [Google Scholar] [CrossRef]
- Zhang, M.; Zhang, Q.; Dou, L.; Liu, Q.; Dong, C. Comparisons of Single Pulse Discharge Crater Geometries in EDM and EAM. J. Manuf. Processes 2016, 22, 74–81. [Google Scholar] [CrossRef]
- Nguyen, P.H.; Banh, T.L.; Mashood, K.A.; Tran, D.Q.; Dong Pham, V.; Muthuramalingam, T.; Duc Nguyen, V.; Nguyen, D.T. Application of TGRA-Based Optimisation for Machinability of High-Chromium Tool Steel in the EDM Process. Arab. J. Sci. Eng. 2020, 45, 5555–5562. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Fe | Cr | Mo | C | B | Y | Co | |
|---|---|---|---|---|---|---|---|
| Atom percent (%) | 41 | 15 | 14 | 12 | 9 | 2 | 7 |
| Weight percent (%) | 43.6 | 14.9 | 25.6 | 2.73 | 1.85 | 3.39 | 7.87 |
| Parameters | Description |
|---|---|
| Machining stroke (mm) | 2 |
| Open voltage (V) | 200 |
| Polarity | (+) |
| Peak current (mA) | 300 |
| Dielectric fluid | DI water |
| Parameters | Value |
|---|---|
| Pulse on time (μs) | 5, 10, 15, 20, 25 |
| Gap voltage (V) | 30, 35, 40, 45, 50 |
| Duty factor (%) | 20, 30, 40 |
| Spindle rotational speed (rpm) | 1150, 1955, 2760, 3565, 4370 |
| Parameters | Description |
|---|---|
| SiC particle size (μm) | 0.9~1.5 |
| Phenol formaldehyde resin concentration (wt%) | 20 |
| DI water (wt%) | 57 |
| NaOH concentration (wt%) | 3 |
| SiC particle concentration (wt%) | 20 |
| Rotation speed (rpm) | 100 |
| Curing temperature (°C) | 130 |
| Curing time (min) | 0.5 |
| Parameters | Description |
|---|---|
| Deposition time (s) | 0.5, 1, 1.5, 2.0, 2.5 |
| Voltage (V) | 50, 60, 70, 80, 90 |
| Parameters | Description |
|---|---|
| Rotation speed (rpm) | 4020 |
| Machining feed (μm/s) | 5 |
| Initial gap (μm) | 100 |
| Machining stroke (mm) | 5 |
| DI water solution (wt%) | 80 |
| SiC particle concentration (wt%) | 20 |
| SiC particle size (μm) | 0.9~1.5 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tsui, H.-P.; Hsu, S.-Y. Study on Fe-Based Metallic Glass Micro Hole Machining by Using Micro-EDM Combined with Electrophoretic Deposition Polishing. Processes 2022, 10, 96. https://doi.org/10.3390/pr10010096
Tsui H-P, Hsu S-Y. Study on Fe-Based Metallic Glass Micro Hole Machining by Using Micro-EDM Combined with Electrophoretic Deposition Polishing. Processes. 2022; 10(1):96. https://doi.org/10.3390/pr10010096
Chicago/Turabian StyleTsui, Hai-Ping, and Shih-Yu Hsu. 2022. "Study on Fe-Based Metallic Glass Micro Hole Machining by Using Micro-EDM Combined with Electrophoretic Deposition Polishing" Processes 10, no. 1: 96. https://doi.org/10.3390/pr10010096
APA StyleTsui, H.-P., & Hsu, S.-Y. (2022). Study on Fe-Based Metallic Glass Micro Hole Machining by Using Micro-EDM Combined with Electrophoretic Deposition Polishing. Processes, 10(1), 96. https://doi.org/10.3390/pr10010096