
Two Decades of Experience with the Granular Sludge-Based ANAMMOX® Process Treating Municipal and Industrial Effluents


Abstract
:1. Introduction
1.1. Historical Background and Applications
1.2. ANAMMOX Reactor Technology
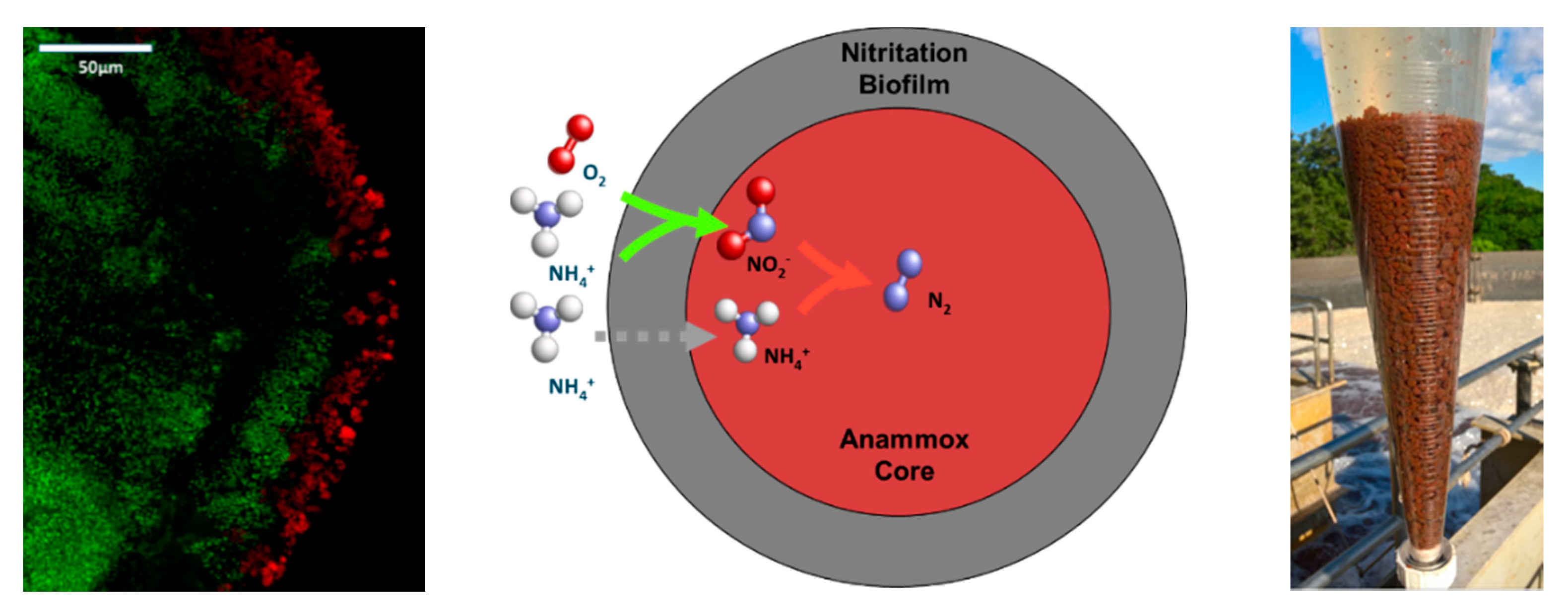
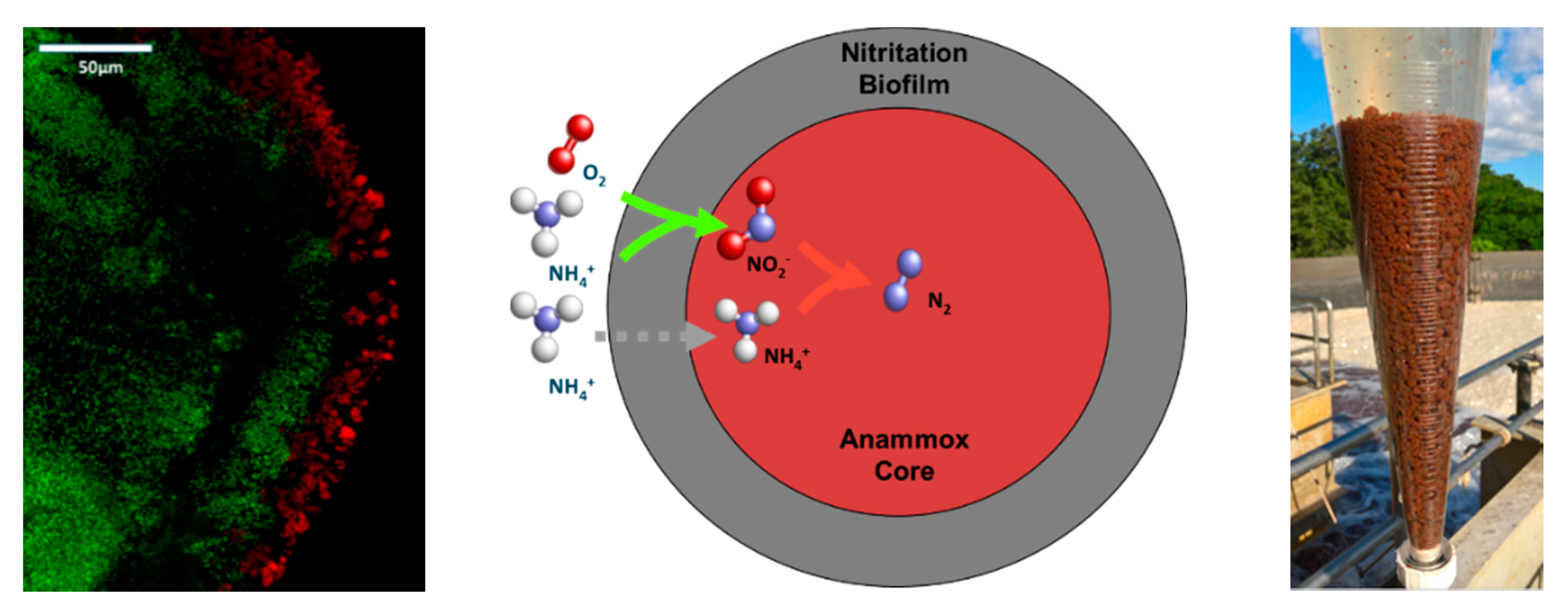
1.3. Anammox Granular Sludge
2. Operational Experience
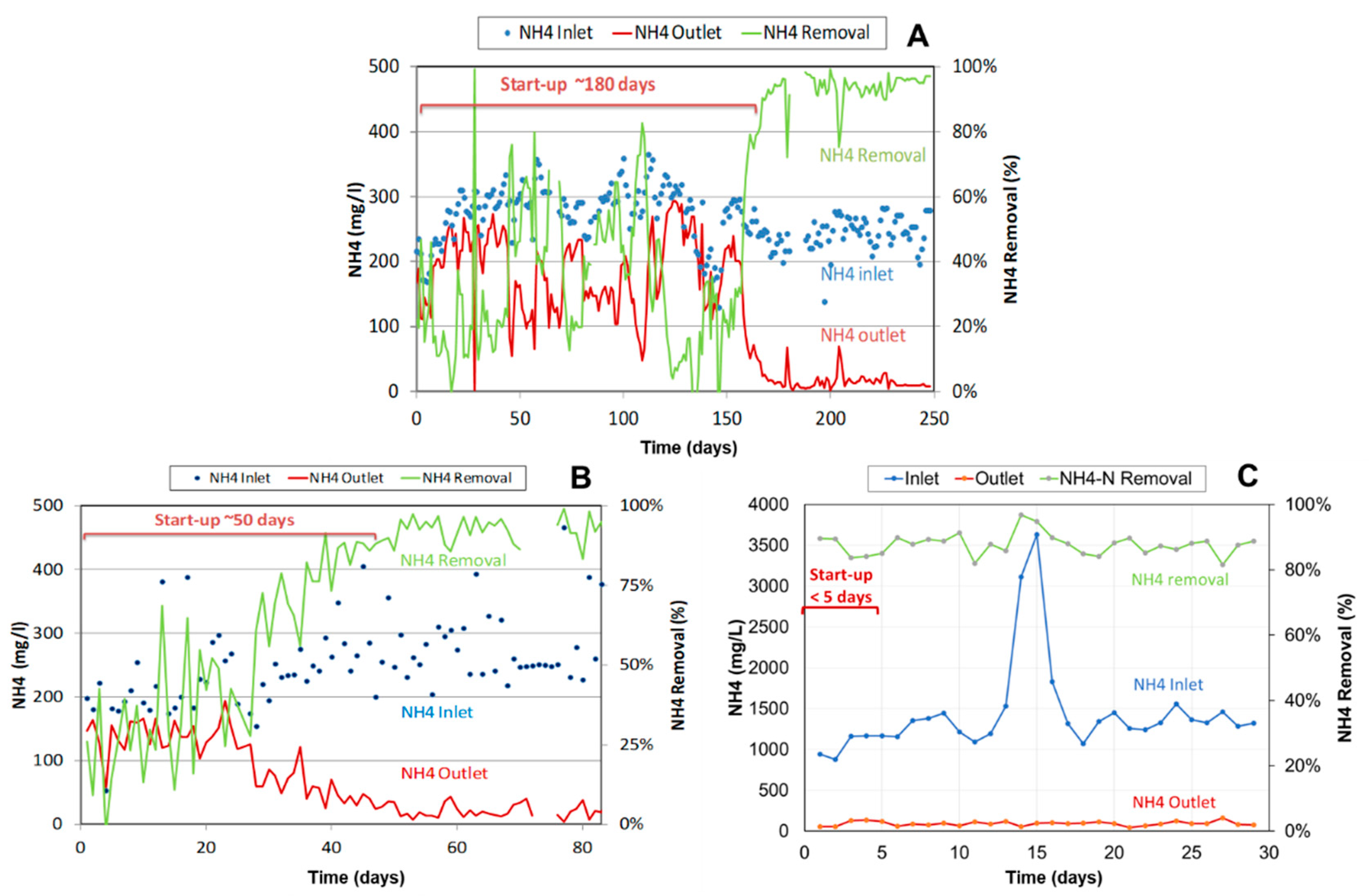
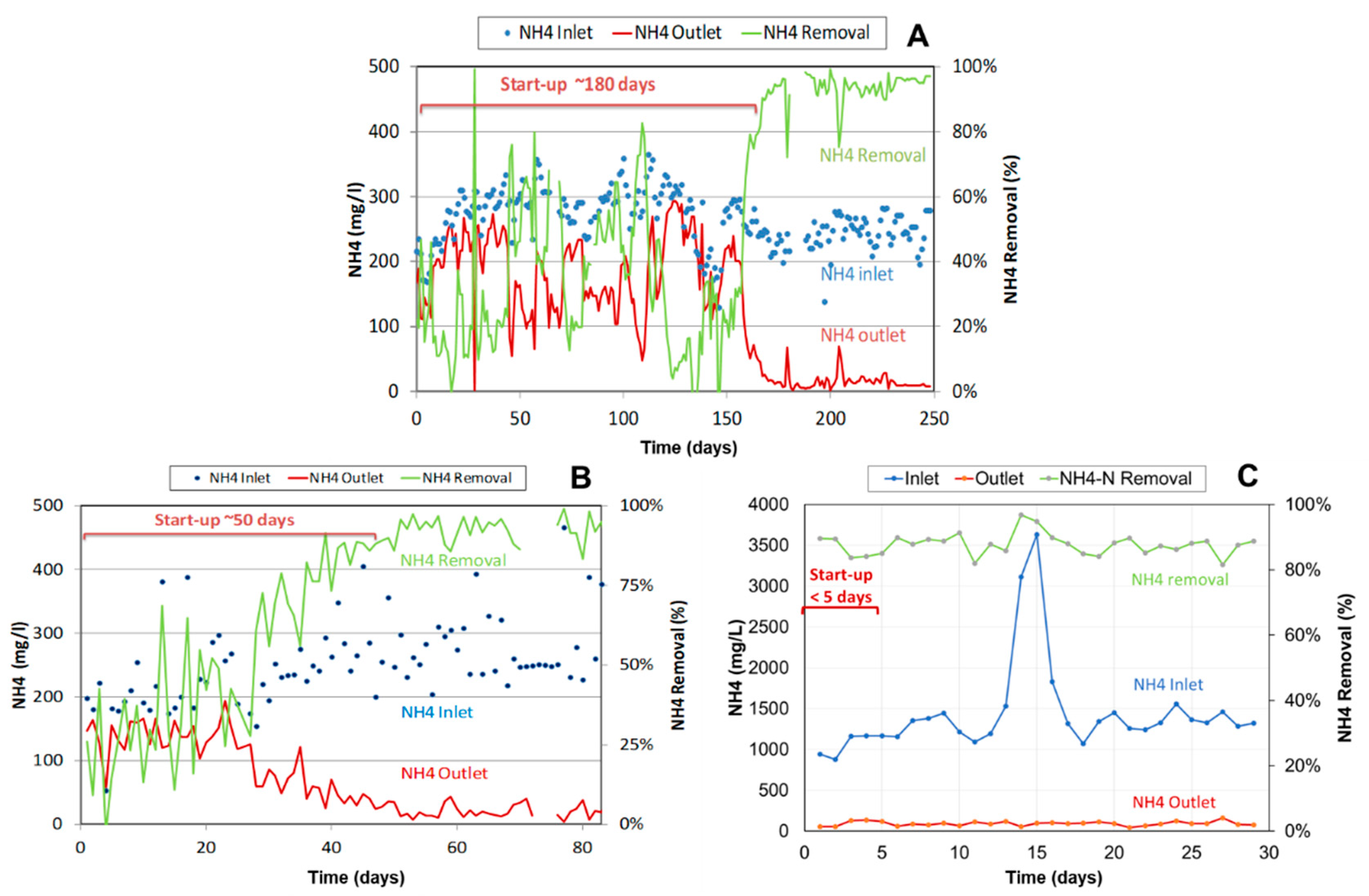
2.1. Start-Up
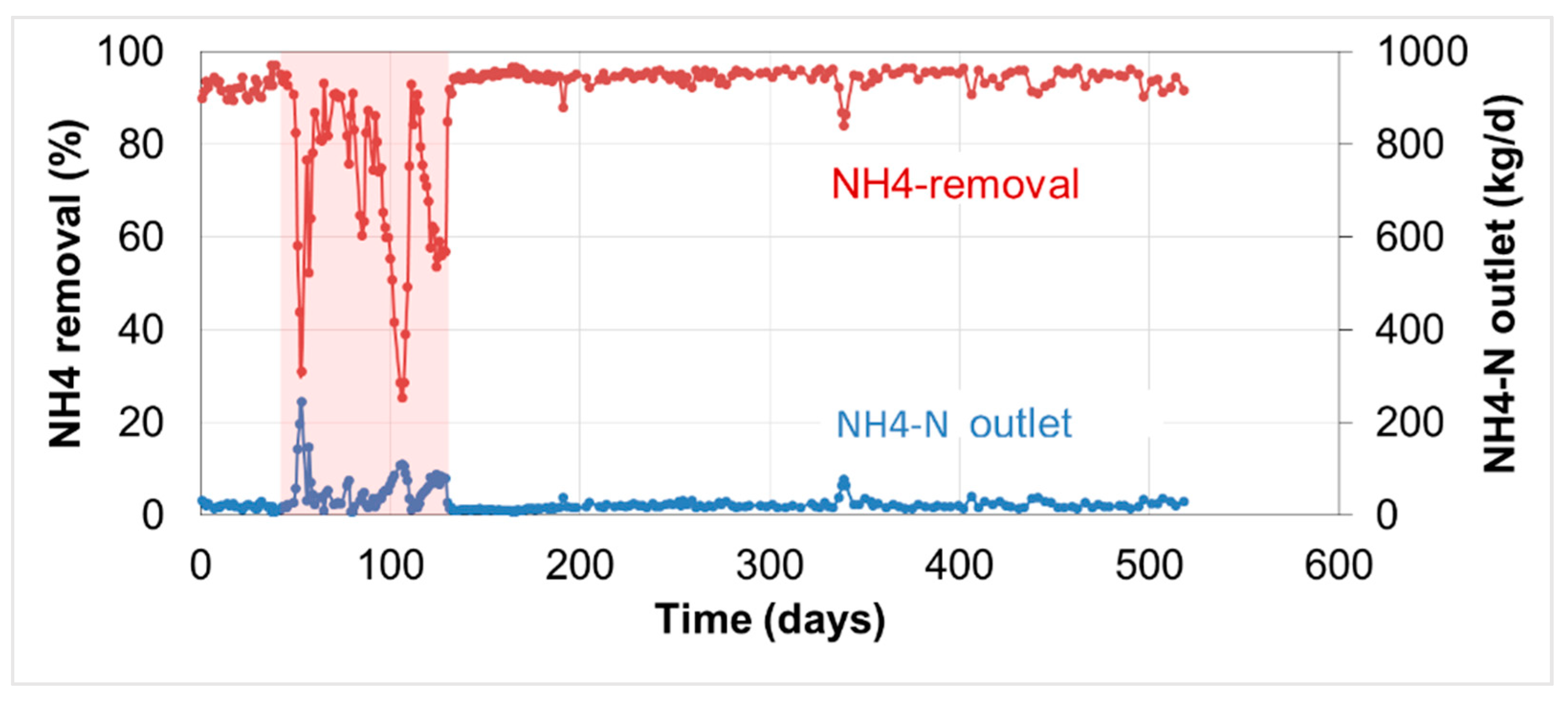
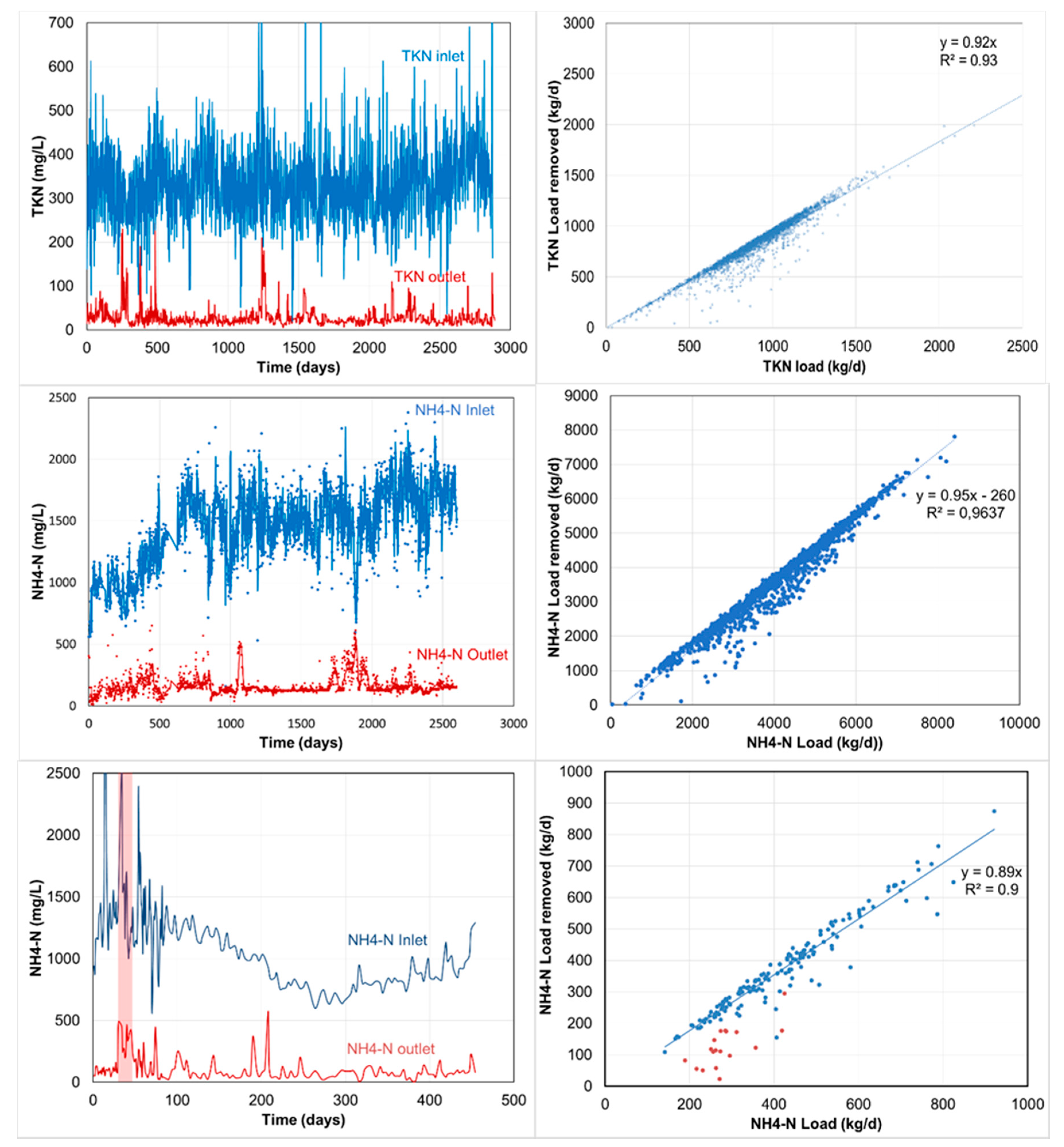
2.2. Long-Term Operational Performance at Elevated Loading Rates
2.3. Long Term NOB Suppression
2.4. Micronutrients
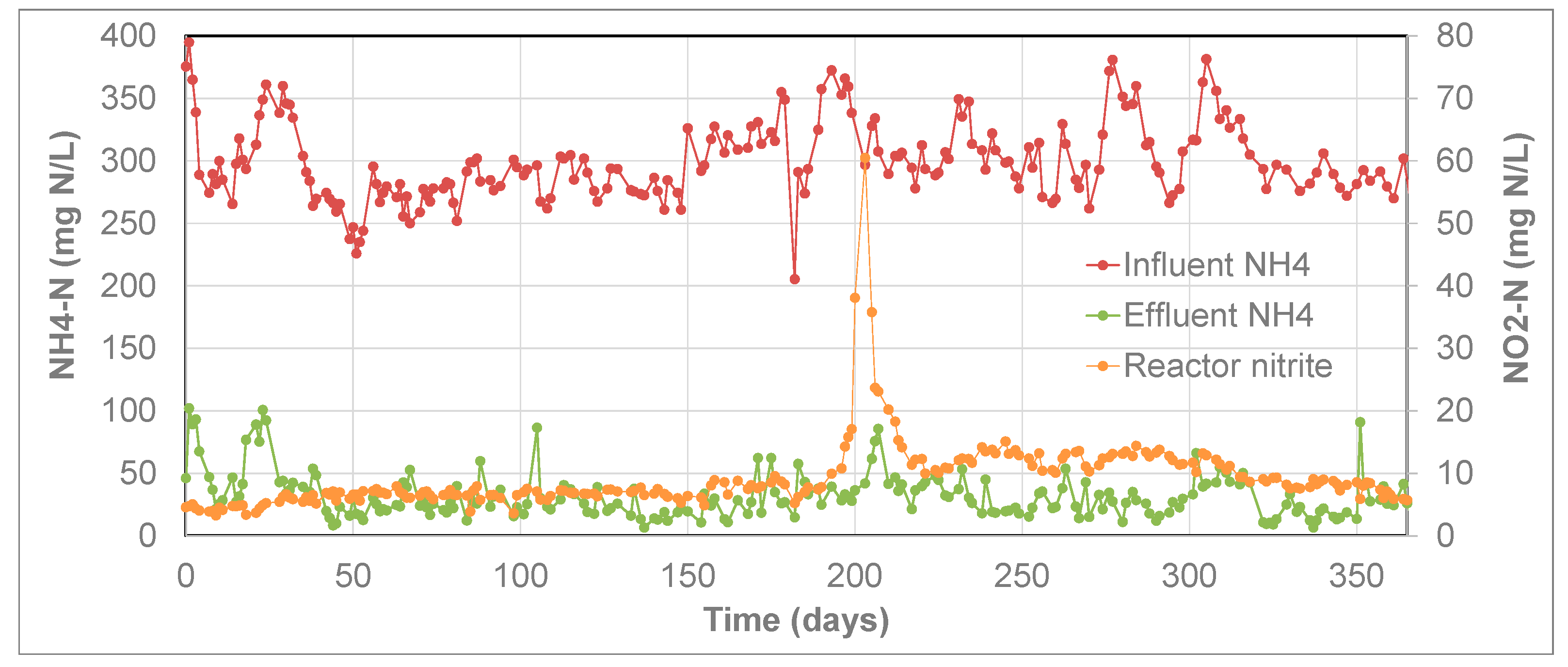
2.5. Examples of Inhibition
2.5.1. Nitrite
2.5.2. Hypochlorite Incident
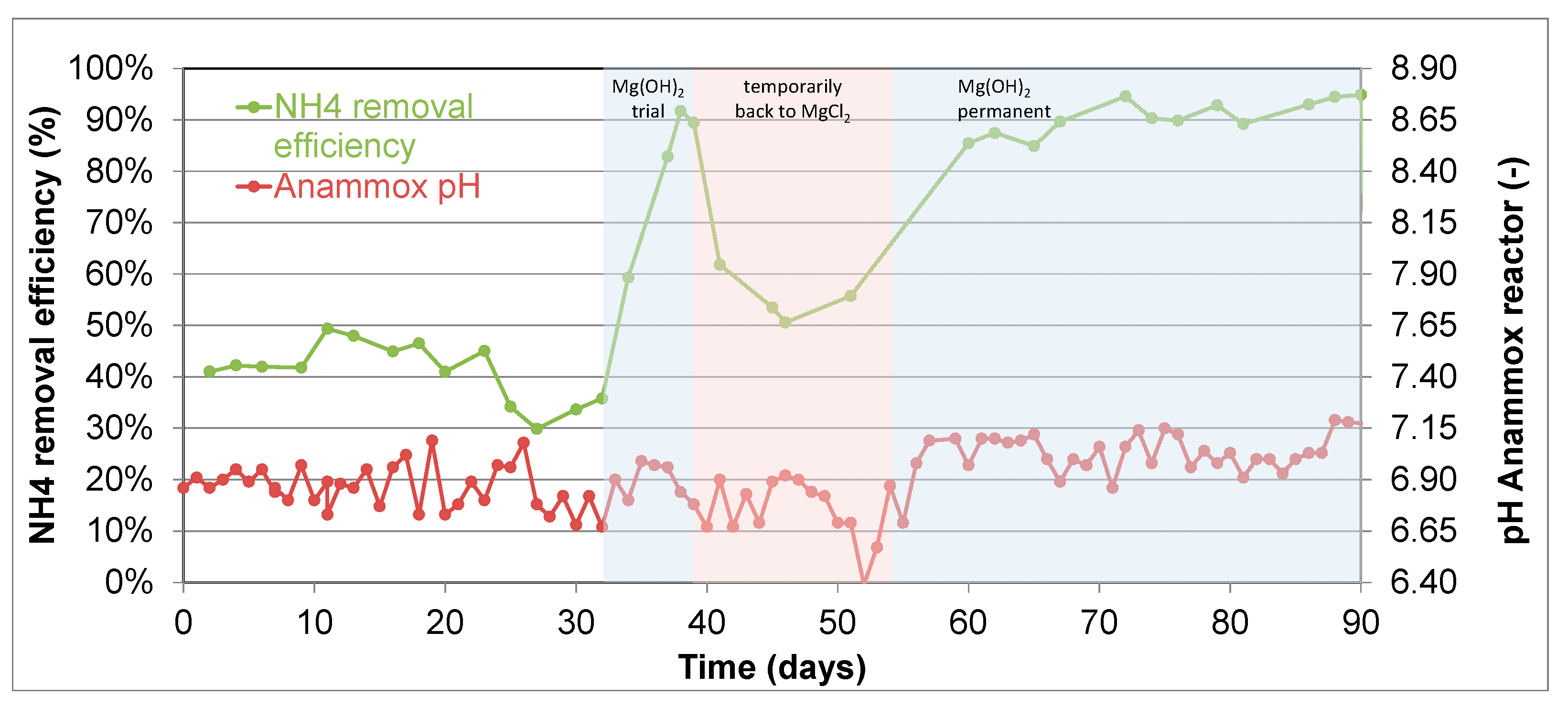
2.6. Alkalinity
- Accept lower NH4 removal efficiency: conversion stops once alkalinity is depleted.
- Increase alkalinity (e.g., indirect alkalinity increases by dosing caustic soda NaOH).
- Replace upstream dosing by an alkaline chemical (e.g., replace MgCl2 by magnesium hydroxide Mg(OH)2).
2.7. Green House Gas Emissions
3. Conclusions
- A consistent high loading rate to up to 2.5 kg NH4-N/(m3·d) can be achieved;
- Stable long-term removal efficiencies can be maintained;
- The advanced process control is capable of dealing with specific situations, such as the lack of alkalinity or the addition of an excess of alkalinity;
- Knowledge of the (micro)nutrient requirements for specific waste waters contributes towards long-term stability and high removal efficiencies.
- A natural selection mechanism to outcompete undesired NOB activity;
- A high resistance against inhibiting compounds, such as bleach and high nitrite;
- A high settling velocity, making it easy to retain the granules in the reactor, but also to remove, concentrate, and store excess granular biomass;
- Excess granular biomass facilitates a quick start up of new ANAMMOX installations.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Rittmann, B.E.; McCarty, P.L. Environmental Biotechnology: Principles and Applications, 2nd ed.; McGraw-Hill: New York, NY, USA, 2020. [Google Scholar]
- Metcalf & Eddy Inc.; Tchobanoglous, G.; Burton, F.L.; Tsuchihashi, R.; Stensel, H.D. Wastewater Engineering: Treatment and Resource Recovery, 5th ed.; McGraw-Hill Professional: New York, NY, USA, 2013. [Google Scholar]
- Strous, M.; Heijnen, J.J.; Kuenen, J.G.; Jetten, M.S.M. The sequencing batch reactor as a powerful tool for the study of slowly growing anaerobic ammonium-oxidizing microorganisms. Appl. Microbiol. Biotechnol. 1998, 50, 589–596. [Google Scholar] [CrossRef]
- Driessen, W.; Hendrickx, T.; de Reus, P. Long term experience with the Anammox® process—Treatment of industrial effluent, sludge dewatering liquors and the potential for application in mainstream sewage treatment. In Stickstoffrückbelastung—Stand der Technik 2018—Erweiterter Tagungsband zur 10. Aachener Tagung mit 7. Erfahrungsaustausch Deammonifikation; Grömping, M., Schäpers, D., Eds.; Verlagsgrupppe Mainz GmbH: Leverkusen, Germany, 2018; 13p, ISBN 978-3-95886-211-1. [Google Scholar]
- Abma, W.R.; Driessen, W.; Haarhuis, R.; van Loosdrecht, M.C.M. Upgrading of sewage treatment plant by sustainable & cost-effective separate treatment of industrial wastewater. Water Sci. Technol. 2010, 61, 1715–1722. [Google Scholar] [CrossRef] [PubMed]
- Narroway, Y.; Barker, R.; Vale, P.; Chadha, M. Linking up nutrient removal, liquor treatment and nutrient recovery. In Proceedings of the 18th European Biosolids & Organic Resources Conference, Manchester, UK, 18–20 November 2013. [Google Scholar]
- Driessen, W.J.B.M.; Van Veldhoven, J.T.A.; Janssen, M.P.M.; Went, C.; Hobbs, E.; van Loosdrecht, M.C.M. Operational experience and lessons learned on treatment of dewatering of reject liquors from thermally hydrolysed and anaerobically digested (THP-MAD) biosolids—Two case studies. In Proceedings of the IWA 2020 Nutrient Recovery & Removal Conference, Virtual Conference, Helsinki, Finland, 1–3 September 2020. [Google Scholar]
- Driessen, W.; van Veldhoven, J.T.A.; Janssen, M.P.M.; van Loosdrecht, M.C.M. Treatment of sidestream dewatering liquors from thermally hydrolysed and anaerobically digested biosolids. Water Pract. Technol. 2020, 15, 142–150. [Google Scholar] [CrossRef]
- Driessen, W.; Sandstra, E.; Tielbaard, M.; Vlaardingerbroek, A. Sustainable effluent treatment combining anaerobic treatment and Anammox—First rendering plant to apply high-rate anaerobic treatment and Anammox to treat its effluent. IWC 20-17. In Proceedings of the ESWP 2020 International Water Conference, Virtual Conference, San Antonio, TX, USA, 9–11 November 2020. [Google Scholar]
- Lettinga, G.; van Velsen, A.F.M.; Hobma, S.; de Zeeuw, W.; Klapwijk, A. Use of the upflow sludge blanket (USB) reactor concept for biological wastewater treatment, especially for anaerobic treatment. Biotechnol. Bioeng. 1980, 22, 699–734. [Google Scholar] [CrossRef]
- Nicolella, C.; van Loosdrecht, M.C.M.; Heijnen, J.J. Wastewater treatment with particulate biofilm reactors. J. Biotechnol. 2000, 80, 1–33. [Google Scholar] [CrossRef]
- Picioreanu, C.; Pérez, J.; van Loosdrecht, M.C.M. Impact of cell cluster size on apparent half-saturation coefficients for oxygen in nitrifying sludge and biofilms. Water Res. 2016, 106, 371–382. [Google Scholar] [CrossRef] [PubMed]
- van der Star, W.R.L.; Abma, W.R.; Blommers, D.; Mulder, J.-W.; Tokutomi, T.; Strous, M.; Picioreanu, C.; van Loosdrecht, M.C.M. Start-up of reactors for anoxic ammonium oxidation: Experiences from the first full-scale anammox reactor in Rotterdam. Water Res. 2007, 41, 4149–4163. [Google Scholar] [CrossRef] [PubMed]
- Abma, W.R.; Schultz, C.E.; Mulder, J.W.; van der Star, W.R.L.; Strous, M.; Tokutomi, T.; van Loosdrecht, M.C.M. Full-scale granular sludge Anammox process. Water Sci. Technol. 2007, 55, 27–33. [Google Scholar] [CrossRef] [PubMed]
- Sobotka, D.; Czerwionka, K.; Makinia, J. Influence of temperature on the activity of anammox granular biomass. Water Sci. Technol. 2016, 73, 2518–2525. [Google Scholar] [CrossRef] [PubMed]
- Lotti, T.; Kleerebezem, R.; van Loosdrecht, M.C.M. Effect of Temperature Change on Anammox Activity. Biotechnol. Bioeng. 2015, 112, 98–103. [Google Scholar] [CrossRef] [PubMed]
- Hao, X.; Heijnen, J.J.; van Loosdrecht, M.C.M. Sensitivity analysis of a biofilm model describing a one-stage completely autotrophic nitrogen removal (CANON) process. Biotechnol. Bioeng. 2002, 77, 266–277. [Google Scholar] [CrossRef] [PubMed]
- Pérez, J.; Lotti, T.; Kleerebezem, R.; Picioreanu, C.; van Loosdrecht, M.C.M. Outcompeting nitrite-oxidizing bacteria in single-stage nitrogen removal in sewage treatment plants: A model-based study. Water Res. 2014, 66, 208–218. [Google Scholar] [CrossRef] [PubMed]
- Pavez Jara, J.A.; van Lier, J.B.; de Kreuk, M.K. Analysis and effect of thermal hydrolysis process (THP) on conversion rates of partial nitrification/anammox (PN/A) process. In Proceedings of the 6th IWA YWP Benelux Conference, Luxembourg, Germany, 12–14 February 2020. [Google Scholar]
- Wilbert, P.; Dugulan, A.I.; Goubitz, K.; Korving, L.; Witkamp, G.J.; van Loosdrecht, M.C.M. Vivianite as the main phosphate mineral in digested sewage sludge and its role for phosphate recovery. Water Res. 2018, 144, 312–321. [Google Scholar] [CrossRef] [PubMed]
- Driessen, W.; Hendrickx, T.; Remy, M.; Haarhuis, R. The Phospaq Process. Chapter 18. In Phosphorus: Polluter and Resource of the Future—Removal and Recovery from Wastewater; Schaum, C., Ed.; IWA Publishing: London, UK, 2018; pp. 351–357. ISBN 9781780408354. [Google Scholar] [CrossRef]
- Kampschreur, M.J.; Temmink, H.; Kleerebezem, R.; Jetten, M.S.M.; van Loosdrecht, M.C.M. Nitrous oxide emission during wastewater treatment. Water Res. 2009, 43, 4093–4103. [Google Scholar] [CrossRef] [PubMed]
- Kampschreur, M.J.; van der Star, W.R.L.; Wielders, H.A.; Mulder, J.W.; Jetten, M.S.M.; van Loosdrecht, M.C.M. Dynamics of nitric oxide and nitrous oxide emission during full scale reject water treatment. Water Res. 2008, 42, 812–826. [Google Scholar] [CrossRef] [PubMed]
- Wan, X.; Baeten, J.E.; Laureni, M.; Volcke, E.I.P. Ammonium-based aeration control improves nitrogen removal efficiency and reduces N2O emissions for partial nitritation-anammox reactors. Chemosphere 2021, 274, 129720. [Google Scholar] [CrossRef] [PubMed]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Municipal | Agro-Food Industry | Miscellaneous |
|---|---|---|
| Sidestream (sewage sludge) | Fermentation Industry | Organic Residues |
|
|
|
| Mainstream (development) | Food Industry | Tannery |
| Mining |
| Case I | Case II | Case III | |
|---|---|---|---|
| Source effluent | Biosolids reject and Food industry | Rendering and codigestion of industrial residues and manure | Biosolids reject and codigestion of industrial residues |
| Volume (m3) | 600 | 3 × 1000 | 425 |
| Design Capacity (kgN/d) | 1200 | 5700 | 7500 |
| Typical NH4-N (mg/L) | 300–500 | 1500–2000 | 750–1250 |
| Reactor temperature (°C) | 30–35 | 35–39 | 30–35 |
| Case A | Case B | |
|---|---|---|
| Source effluent | Biosolids reject and Food industry | Biosolids reject and codigestion industrial residues |
| Volume (m3) | 600 | 345 |
| Design Capacity (kgN/d) | 1200 | 800 |
| Typical NH4-N (mg/L) | 300–500 | 800–1250 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Driessen, W.; Hendrickx, T. Two Decades of Experience with the Granular Sludge-Based ANAMMOX® Process Treating Municipal and Industrial Effluents. Processes 2021, 9, 1207. https://doi.org/10.3390/pr9071207
Driessen W, Hendrickx T. Two Decades of Experience with the Granular Sludge-Based ANAMMOX® Process Treating Municipal and Industrial Effluents. Processes. 2021; 9(7):1207. https://doi.org/10.3390/pr9071207
Chicago/Turabian StyleDriessen, Willie, and Tim Hendrickx. 2021. "Two Decades of Experience with the Granular Sludge-Based ANAMMOX® Process Treating Municipal and Industrial Effluents" Processes 9, no. 7: 1207. https://doi.org/10.3390/pr9071207
APA StyleDriessen, W., & Hendrickx, T. (2021). Two Decades of Experience with the Granular Sludge-Based ANAMMOX® Process Treating Municipal and Industrial Effluents. Processes, 9(7), 1207. https://doi.org/10.3390/pr9071207