
A Basic Study on Establishing the Automatic Sewing Process According to Textile Properties


Abstract
:1. Introduction
2. Materials and Methods
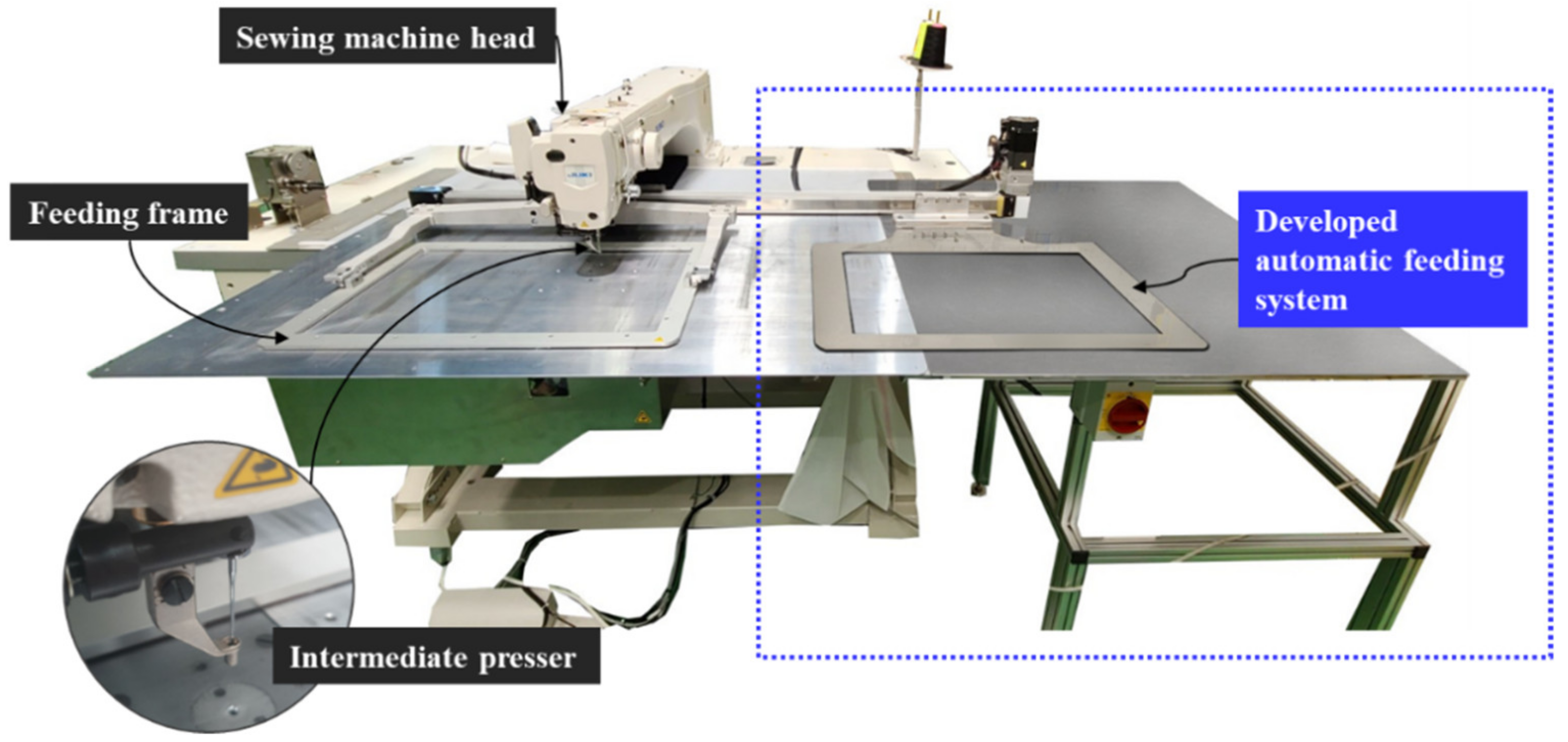
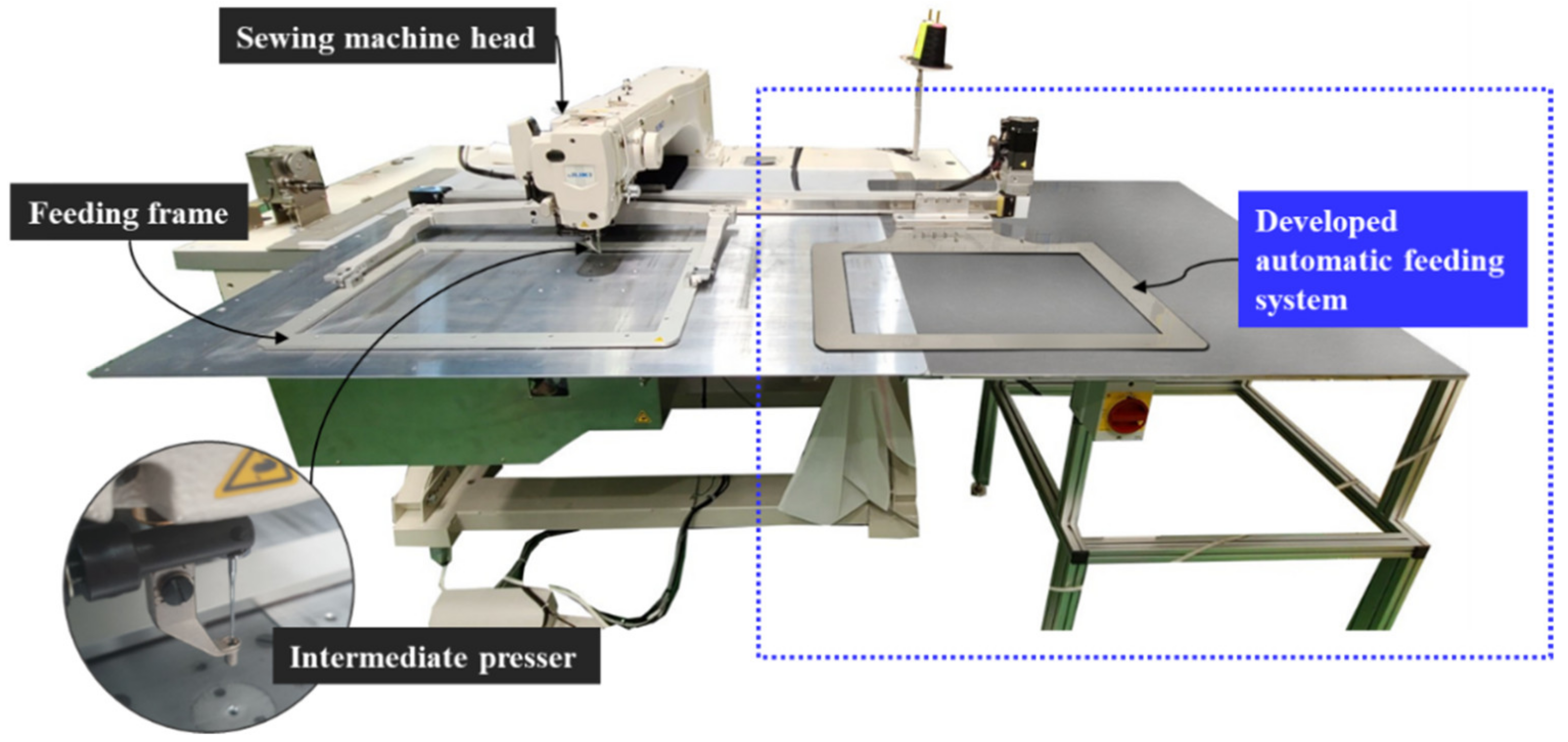
2.1. Development of Automatic Feeding System for Sewing
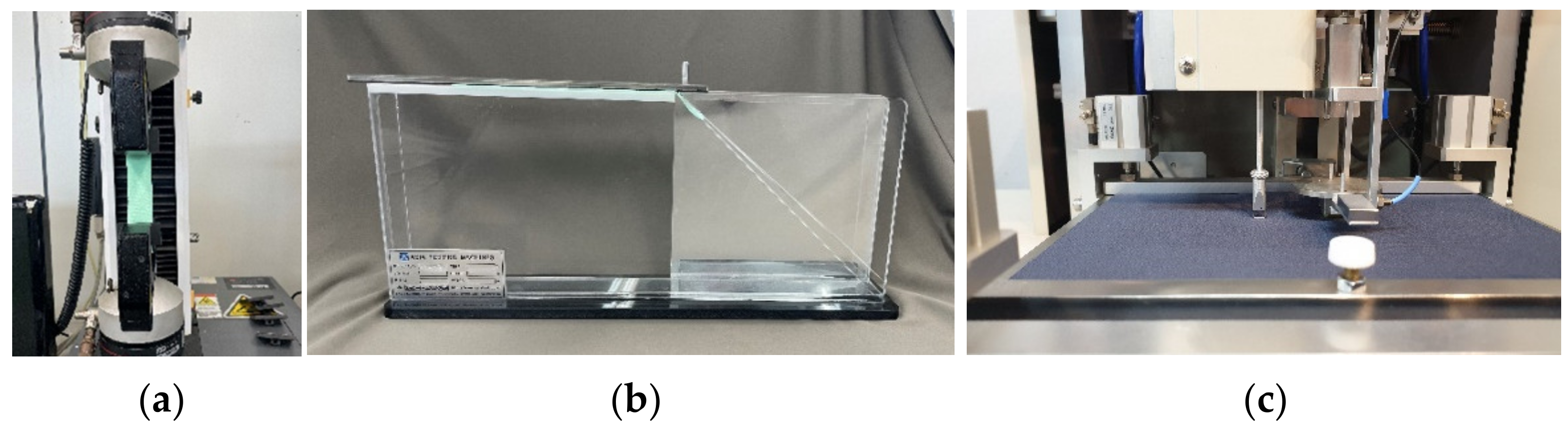
2.2. Preparation and Measurement of the Mechanical Properties of the Fabric Samples
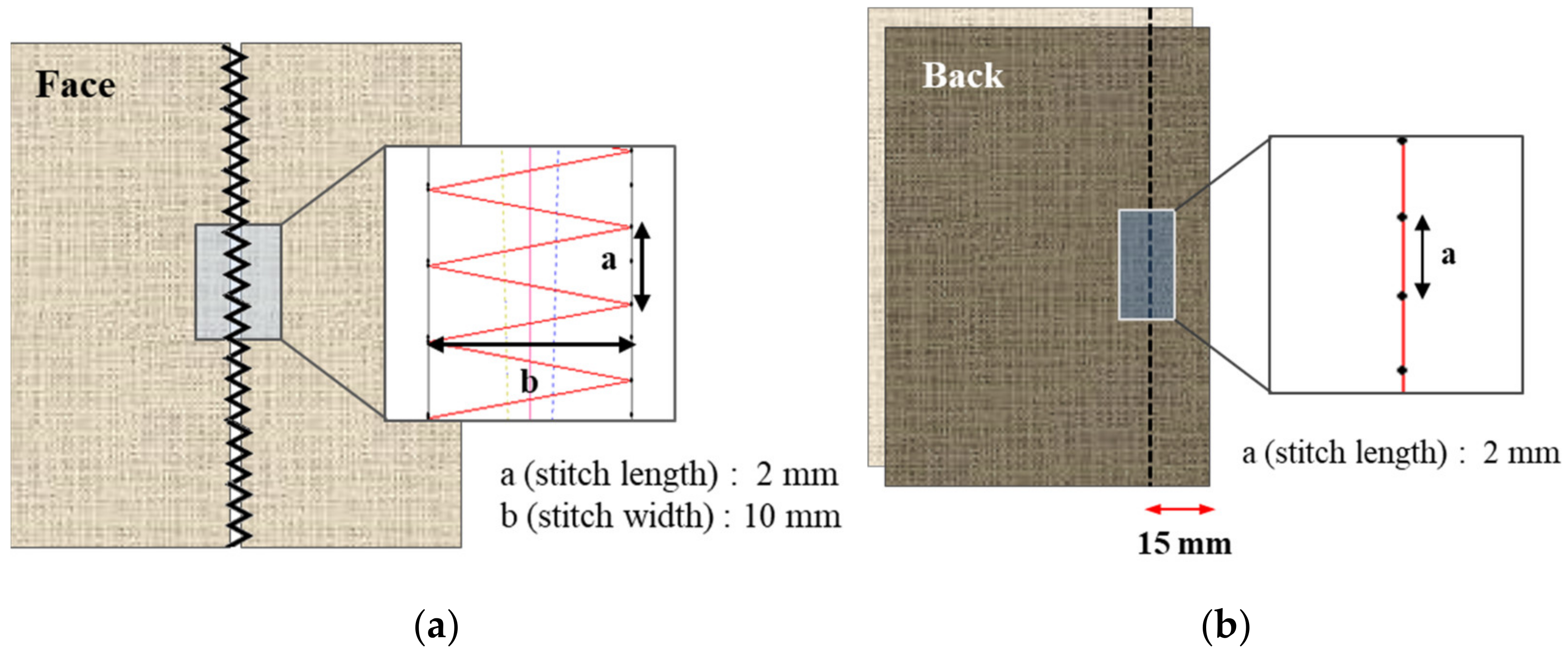
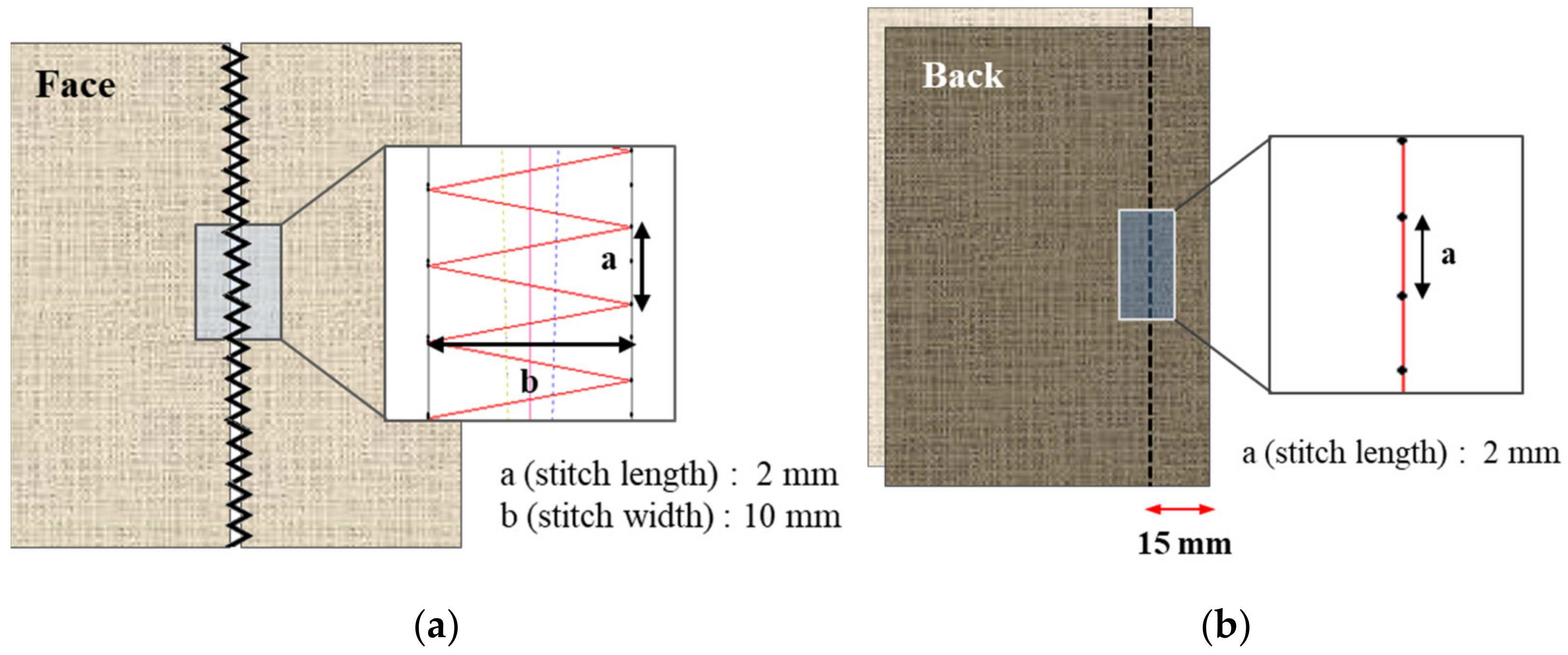
2.3. Sewing Pattern and Condition
2.4. Evaluation of Sewability at the Sewn Seam
3. Results and Discussion
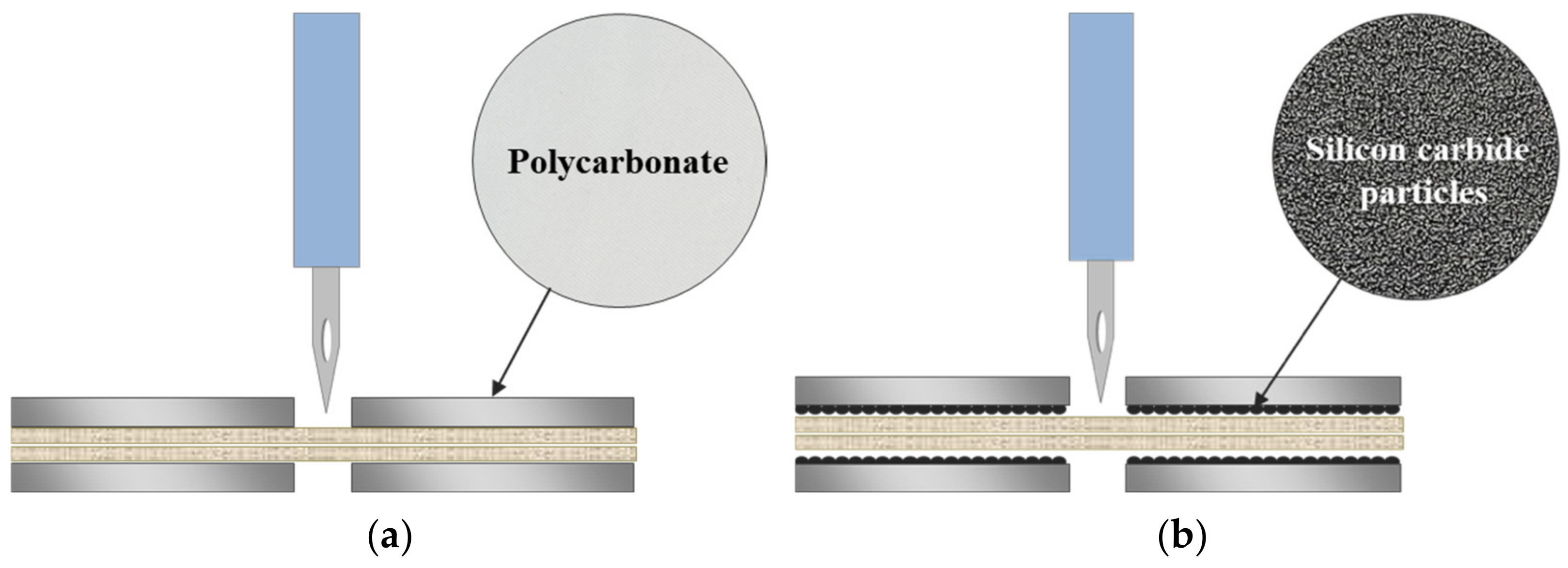
3.1. Comparison of the Sewing Appearance by Templates
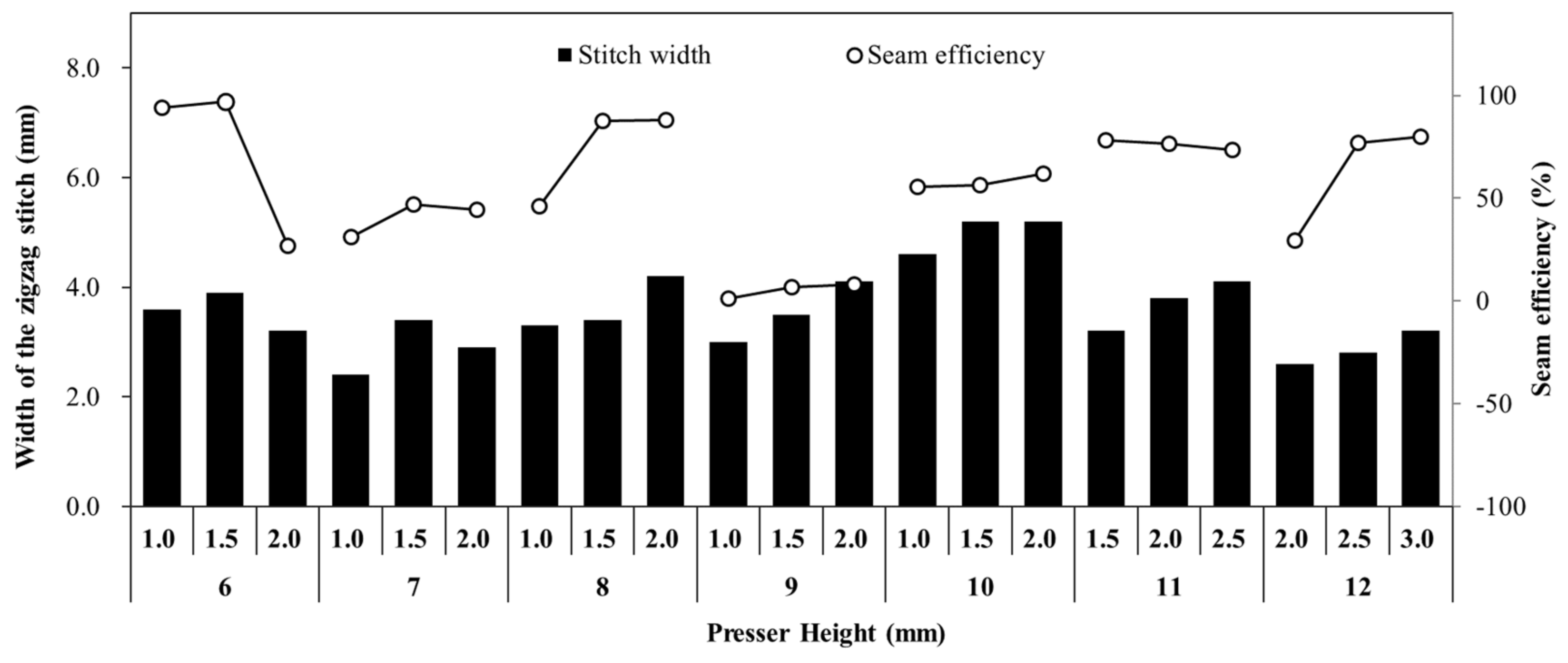
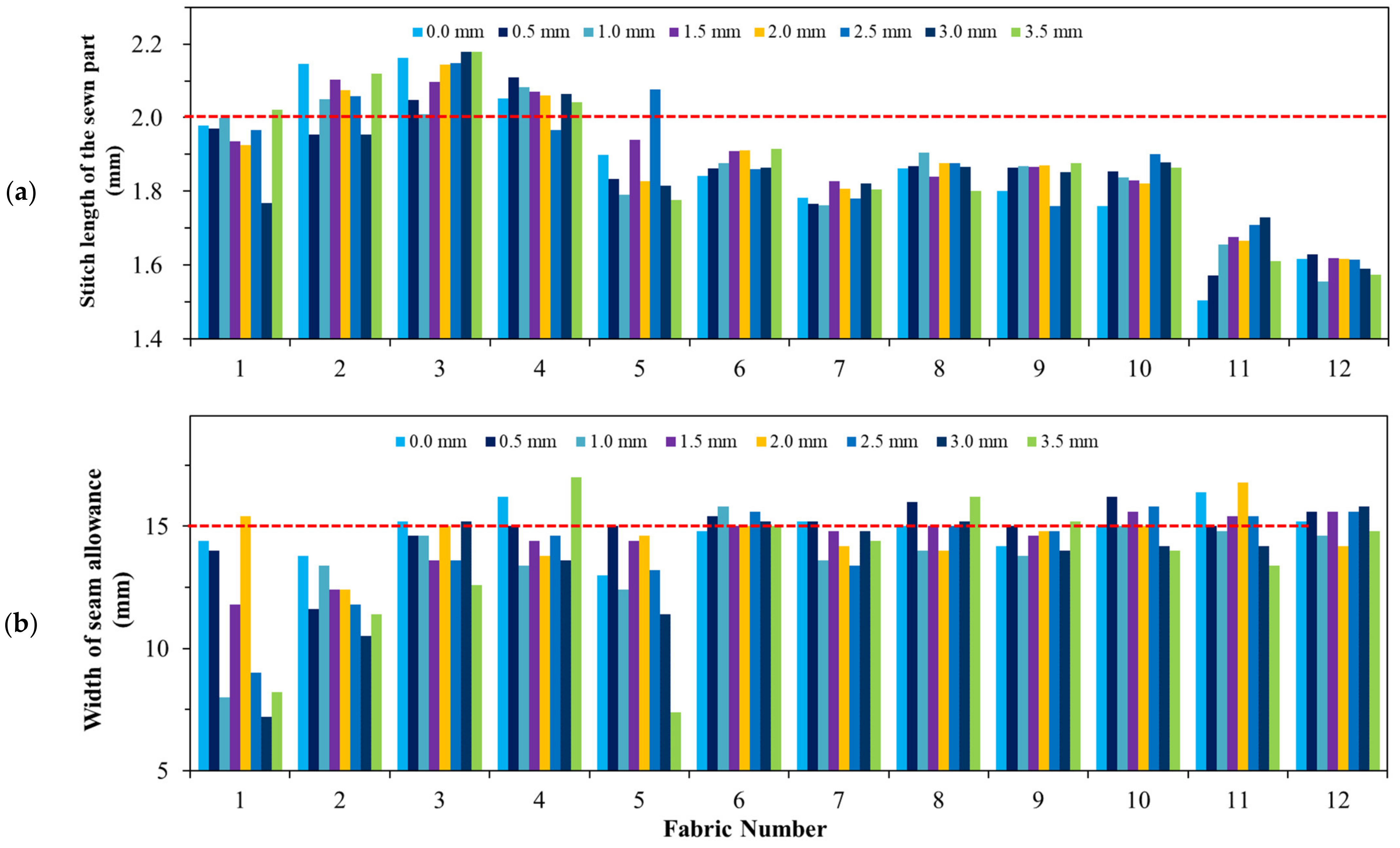
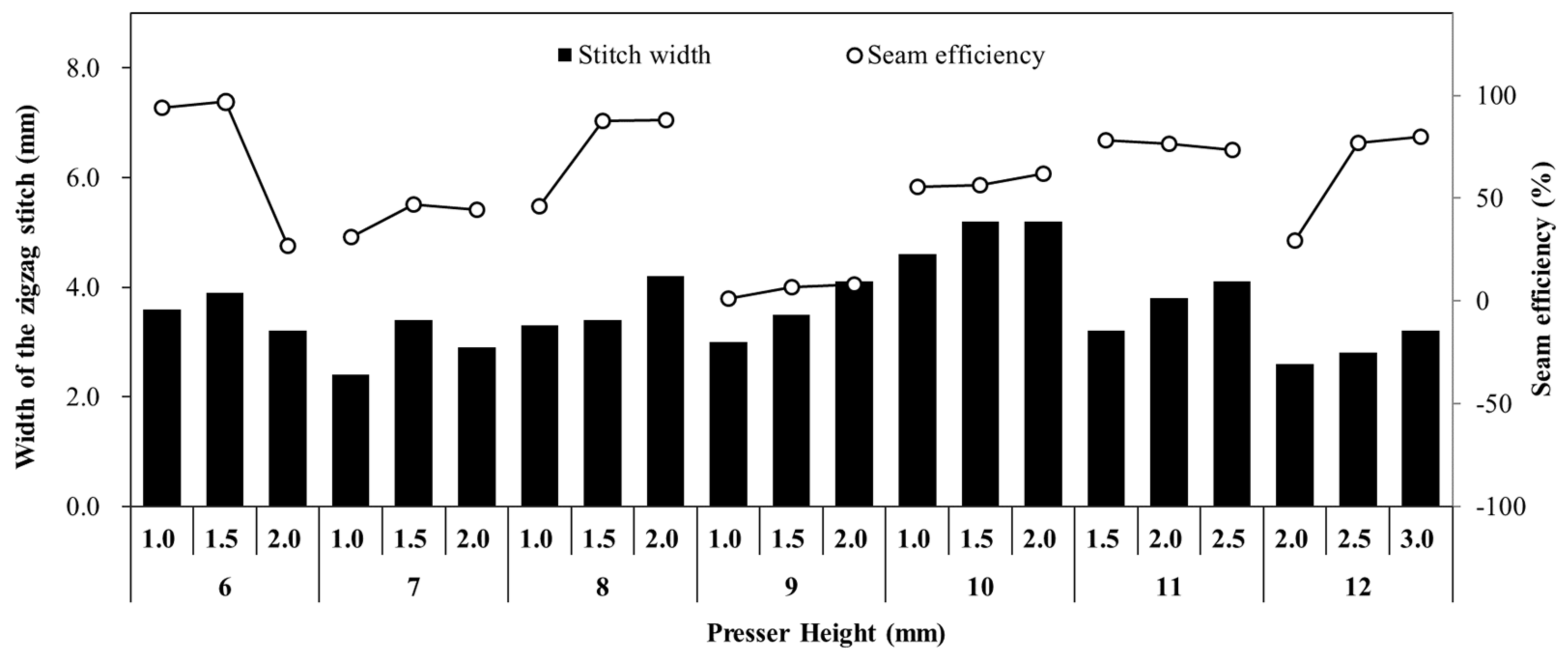
3.2. Sewability According to Presser Height
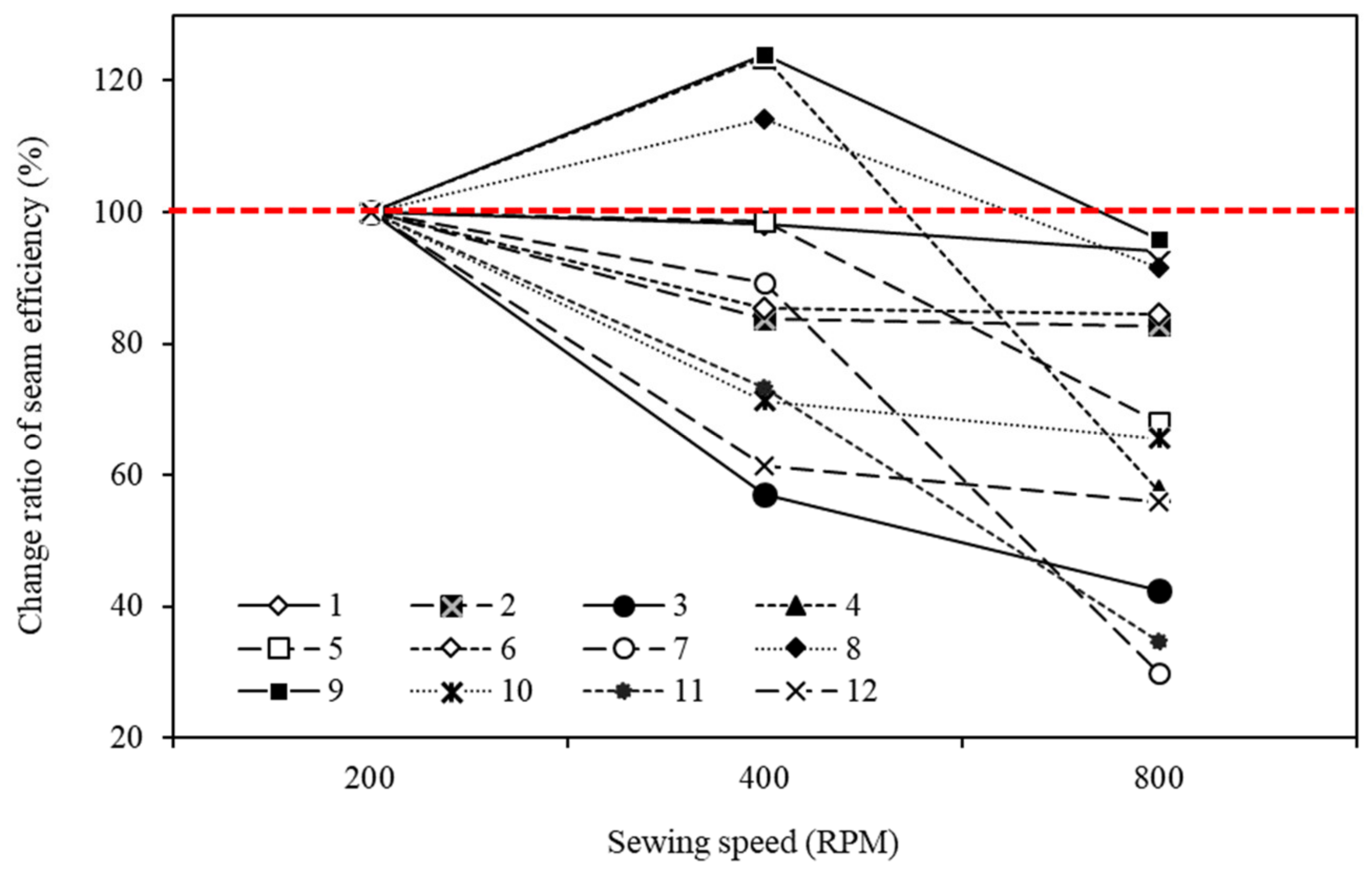
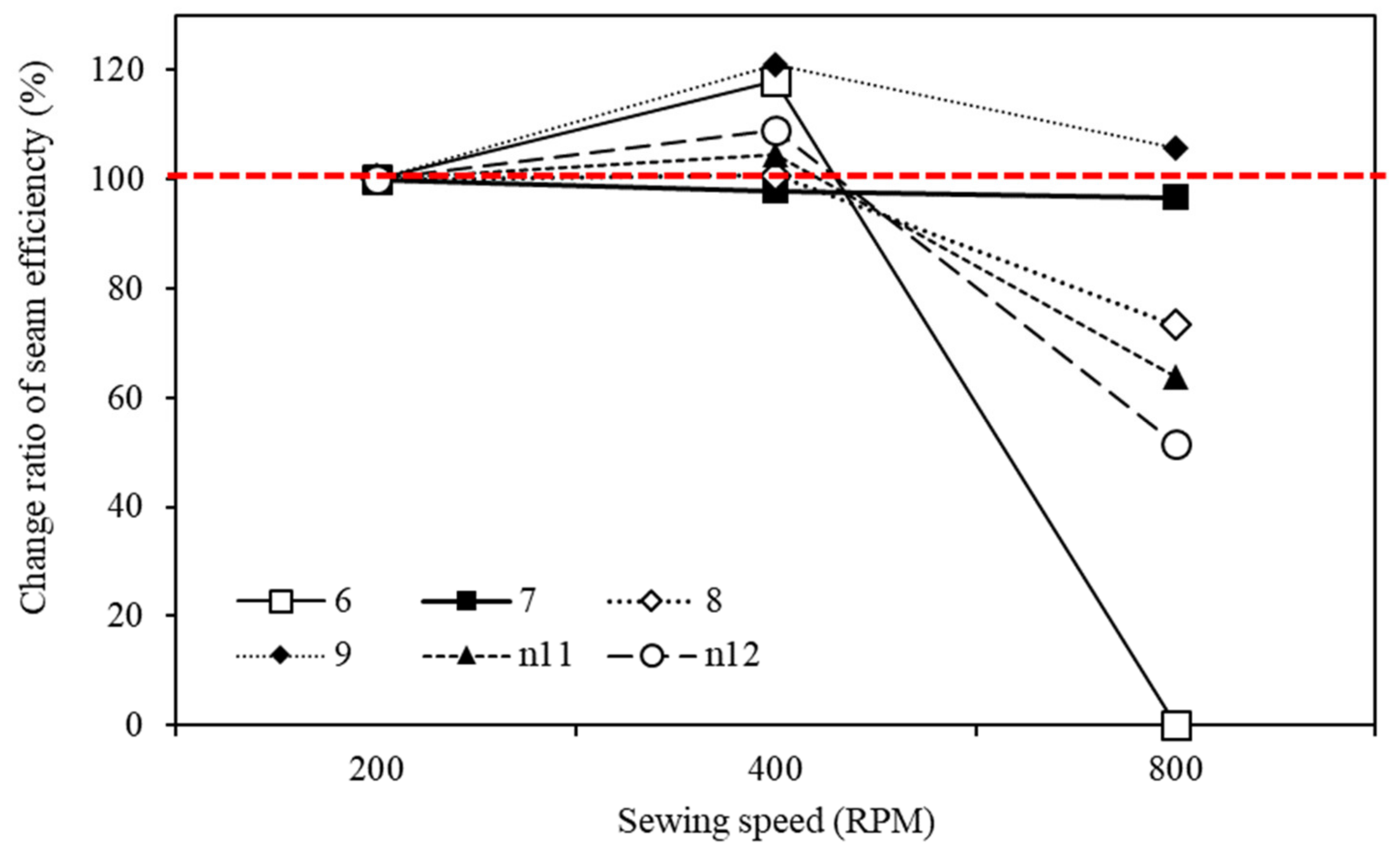
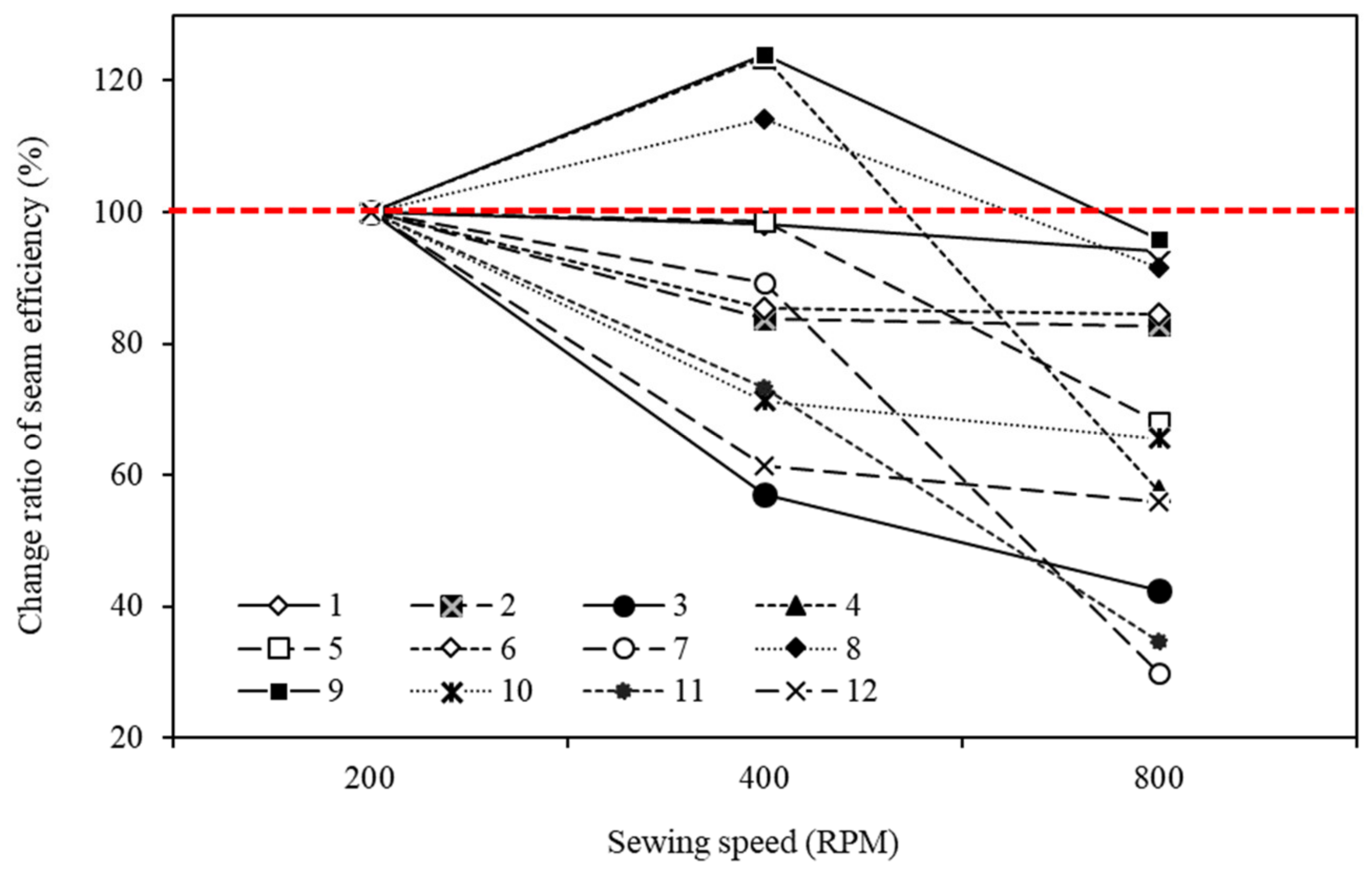
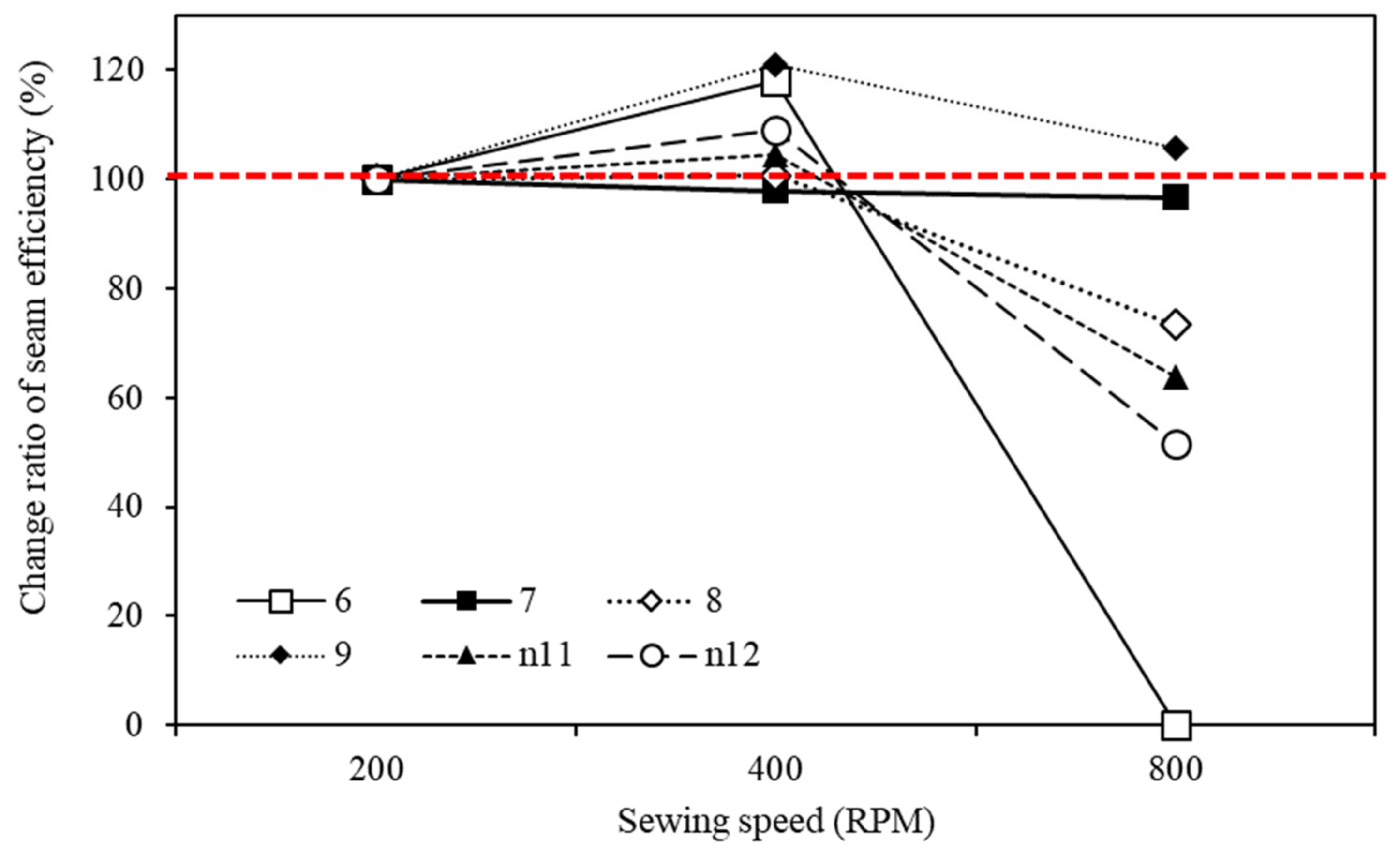
3.3. Sewability According to Sewing Speed
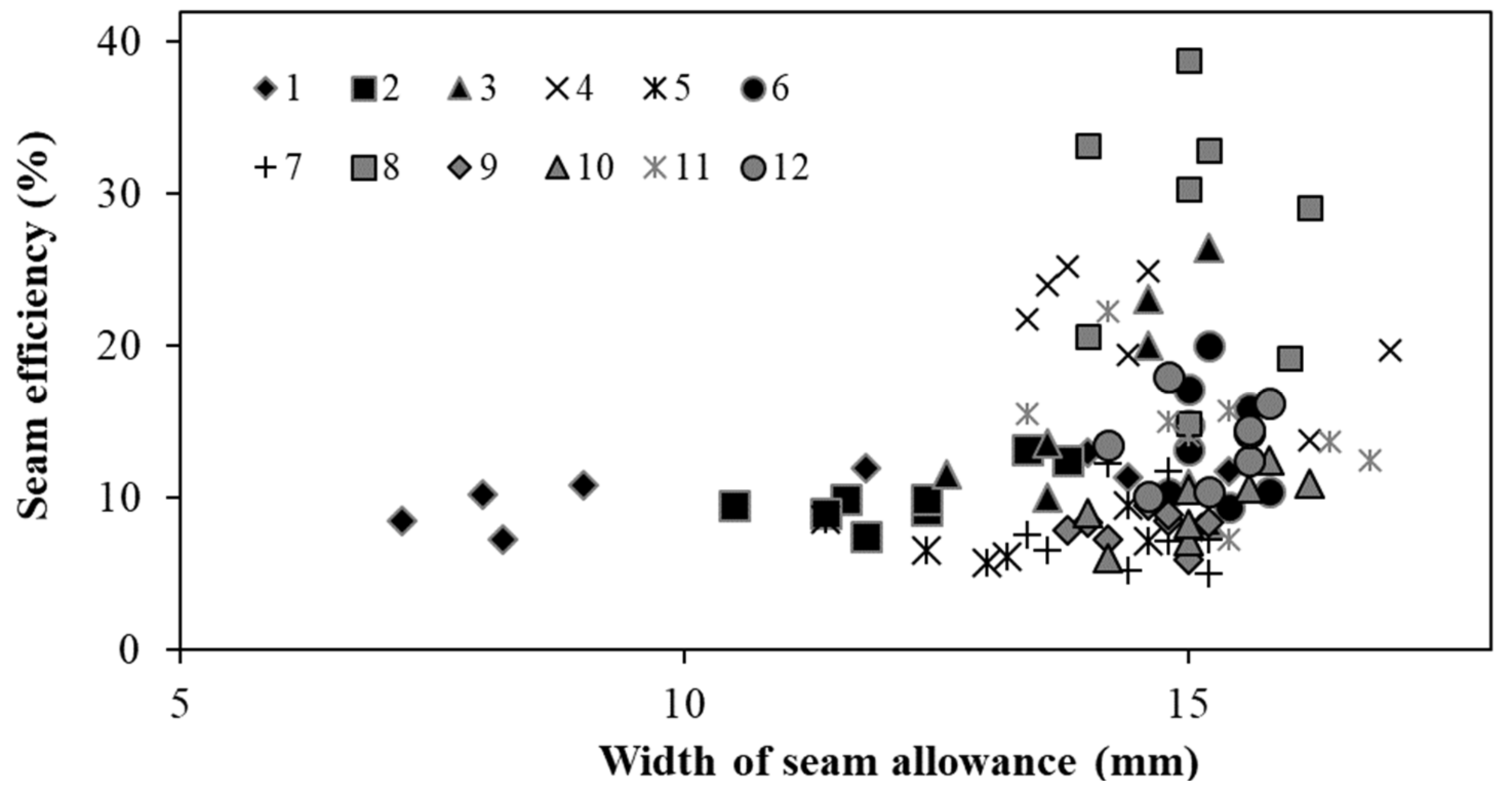
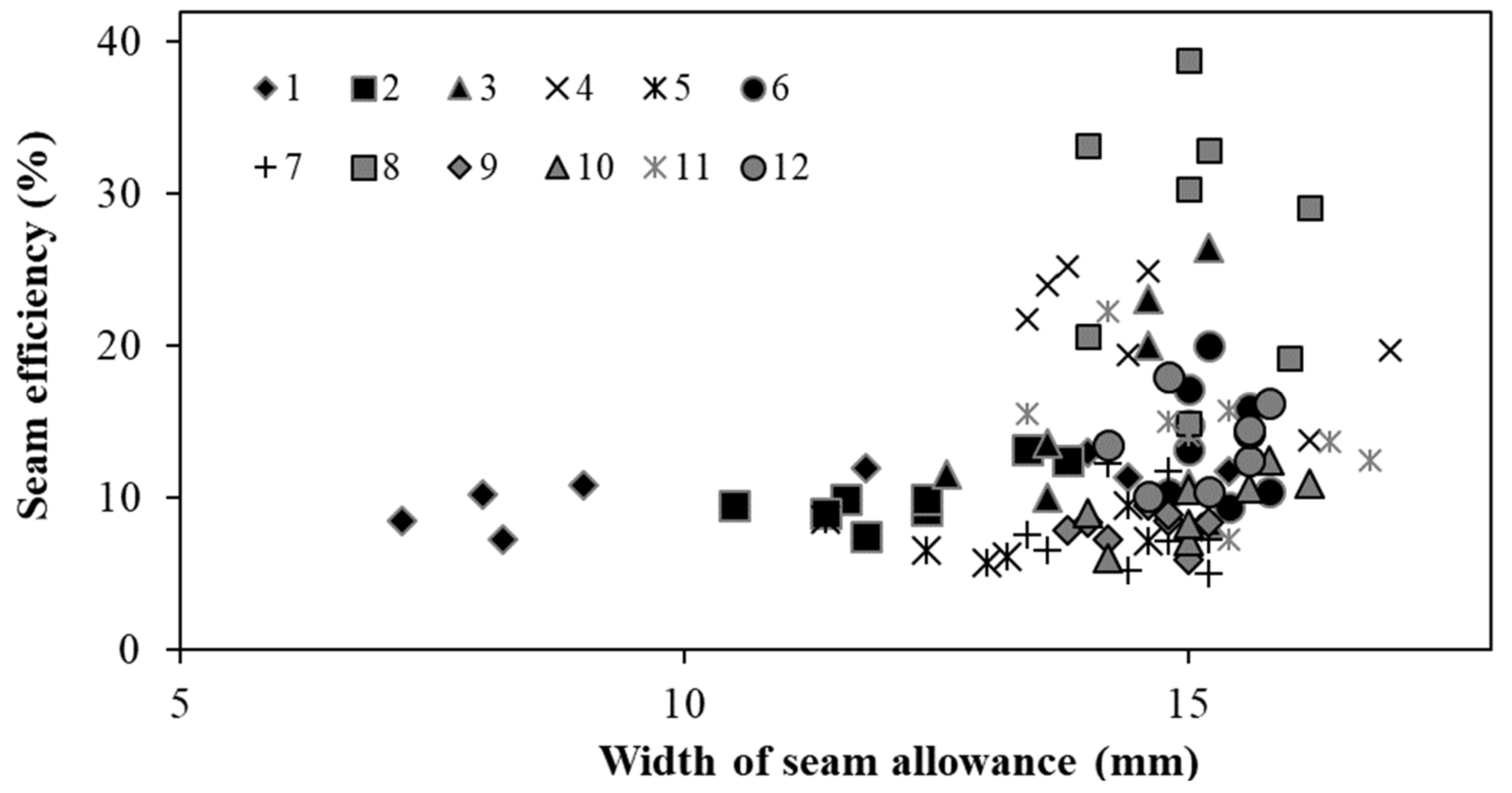
3.4. Analysis of the Correlation between the Textile Properties and Sewing Conditions
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Sima, V.; Gheorghe, I.G.; Subic, J.; Nancu, D. Influences of the Industry 4.0 Revolution on the human capital development and consumer behavior: A systematic review. Sustainability 2020, 12, 4035. [Google Scholar] [CrossRef]
- Arakelyan, E.K.; Kosoy, A.A.; Mezin, S.V.; Pashchenko, F.F. Application of the basic principles of “Industry 4.0” in the intellectualization of automated control systems of modern thermal power plants. Procedia Comput. Sci. 2021, 184, 865–870. [Google Scholar]
- Ashima, R.; Haleem, A.; Bahl, S.; Javaid, M.; Mahla, S.K.; Singh, S. Automation and manufacturing of smart materials in additive manufacturing technologies using Internet of Things towards the adoption of industry 4.0. Mater. Today 2021, 45, 5081–5088. [Google Scholar]
- Ribeiro, J.; Lima, R.; Eckhardt, T.; Paiva, S. Robotic process automation and artificial intelligence in industry 4.0: A literature review. Procedia Comput. Sci. 2021, 181, 51–58. [Google Scholar] [CrossRef]
- Nayak, R.; Padhye, R. Automation in Garment Manufacturing; Woodhead Publishing: Duxford, UK, 2018; p. 290. [Google Scholar]
- An, I.Y. The fourth industrial revolution: The potential impacts of artificial intelligence and automation technologies on gender equality. Pitt Policy J. 2020, 11, 108–123. [Google Scholar]
- Kondratas, A. Robotic gripping device for garment handling operations and its adaptive control. Fibers Text. East. Eur. 2005, 13, 84–89. [Google Scholar]
- Le, T.H.L.; Jilich, M.; Landini, A.; Zoppi, M.; Zlatanov, D.; Molfino, R. On the development of a specialized flexible gripper for garment handling. J. Autom. Control Eng. 2013, 1, 255–259. [Google Scholar] [CrossRef] [Green Version]
- Suh, M. Automated cutting and sewing for industry 4.0 at ITMA 2019. J. Text. App. Technol. Manag. 2019, 1–13. Available online: https://ojs.cnr.ncsu.edu/index.php/JTATM/article/view/16453 (accessed on 10 July 2021).
- Lee, S.; Rho, S.H.; Lee, S.; Lee, J.; Lee, S.W.; Lim, D.; Jeong, W. Implementation of an automated manufacturing process for smart clothing: The case study of a smart sports bra. Processes 2021, 9, 289. [Google Scholar] [CrossRef]
- Yoshimi, T.; Takezawa, K.; Hirayama, M. An improvement of trajectory tracking accuracy of automatic sewing robot system by variable gain learning control. IFAC Paper OnLine 2018, 51, 1–6. [Google Scholar] [CrossRef]
- Thilagavathi, G.; Viju, S. Process Control in Textile Manufacturing; Woodhead Publishing: Duxford, UK, 2013; pp. 428–473. [Google Scholar]
- Rajput, B.; Kakde, M.; Gulhane, S.; Raichurkar, P.P. Effect of sewing parameters on seam strength and seam efficiency. Trends Text. Eng. Fash. Technol. 2018, 4, 4–5. [Google Scholar]
- Gurarda, A. Seam performance of garments. In Textile Manufacturing Processes; Intech: London, UK, 2019. [Google Scholar]
- Haghighat, E.; Etrati, S.M.; Najar, S.S. Evaluation of woven denim fabric sewability based on needle penetration force. J. Eng. Fiber Fabr. 2014, 9, 47–60. [Google Scholar] [CrossRef]
- Nayak, R. Sewing performance of stretch denim. J. Text. Appar. Technol. Manag. 2010, 6, 1–9. [Google Scholar]
- Juciene, M.; Vobolis, J. Correlation between the seam stitch length of the sewing garment and friction forces. Mater. Sci. 2007, 132, 74–78. [Google Scholar]
- Juciene, M.; Vobolis, J. Influence of fabric external friction force and certain parameters of a sewing machine upon stitch length. Mater. Sci. 2004, 10, 101–104. [Google Scholar]
- Gribaa, S.; Amar, S.B.; Dogui, A. Influence of sewing parameters upon the tensile behavior of textile assembly. Int. J. Cloth. Sci. Technol. 2006, 18, 235–346. [Google Scholar] [CrossRef] [Green Version]
- Dobilaite, V.; Juciene, M. Influence of sewing machine parameters on seam pucker. Strain 2007, 56, 286–292. [Google Scholar]
- Suh, J.K. Analysis of the structure of lockstitched seam according to sewing thread tension. Fash. Text. Res. J. 2001, 3, 25–30. [Google Scholar]
- Midha, V.K.; Kothari, V.K.; Chatopadhyay, R.; Mukhopadhyay, A. Effect of high-speed sewing on the tensile properties of sewing threads at different stages of sewing. Int. J. Cloth. Sci. Technol. 2009, 21, 217–238. [Google Scholar] [CrossRef]
- Naeem, M.S.; Mazari, A.; Khan, I.A.; Iftikhar, F. Effect of sewing speed on seam strength. Fibres Text. 2014, 2, 24–29. [Google Scholar]
- Vobolis, J.; Jucience, M.; Punys, J.; Vaitkevicius, V. Influence of selected machine and material parameters on the stitch length and its irregularity. Fibers Text. East. Eur. 2003, 11, 50–55. [Google Scholar]
- Ebrahim, F.F.S. Influence of mechanical properties of cotton fabrics on seam quality. Life Sci. J. 2012, 9, 831–836. [Google Scholar]
- Oh, H.; Oh, K.W.; Park, S. A study of the improvement of foam material sealing technology for wetsuits. Fash. Text. 2019, 6, 25. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Fabric Number | Structure | Thickness (mm) | Weight (g/m2) | Composition | Description |
|---|---|---|---|---|---|
| 1 | Plain woven | 0.08 | 39 | Nylon 100% | Rip woven |
| 2 | Plain woven | 0.10 | 68 | Polyester 100% | Light weight woven |
| 3 | Plain woven | 0.30 | 115 | Nylon 70%, polyester 24%, polyurethane 6% | Span woven |
| 4 | Plain woven | 0.38 | 170 | Wool 40%, polyester 60% | Summer wool |
| 5 | Tricot knit | 0.56 | 225 | Polyester 79%, polyurethane 21% | Compression knit |
| 6 | Plain woven | 0.76 | 271 | Cotton 100% | Oxford |
| 7 | 2-layer tricot | 0.90 | 417 | Polyester 80%, polyurethane 20% | Neoprene |
| 8 | Pile knit | 0.94 | 316 | Cotton 100% | Corduroy |
| 9 | Twill woven | 0.94 | 411 | Cotton 100% | Denim |
| 10 | Twill woven | 0.95 | 362 | Cotton 100% | Chino |
| 11 | 3-layer tricot | 1.06 | 342 | Nylon 78%, polyurethane 22% (face), polyester 96%, polyurethane 4% (back) | Fleece knit |
| 12 | Double cloth woven | 1.51 | 517 | Wool 100% | Wool felt |
| Sewability | Without Template | Flat Surface Template | Rough Surface Template |
|---|---|---|---|
| Appearance |  |  |  |
| Stitch width (mm) | 1.0 ± 1.4 | 4.0 ± 0.7 | 4.3 ± 0.4 |
| Seam strength (kgf/cm2) | 0.0 | 51.9 | 118.9 |
| Seam efficiency (%) | 0.0 | 41.3 | 94.7 |
| Sewability Factor | Fabric Number | Presser Height (mm) | |||||||
|---|---|---|---|---|---|---|---|---|---|
| 0.0 | 0.5 | 1.0 | 1.5 | 2.0 | 2.5 | 3.0 | 3.5 | ||
| SPI | 1 | 13.0 | 13.0 | 13.0 | 13.0 | 13.0 | 13.0 | 13.0 | 13.0 |
| 2 | 13.0 | 13.0 | 13.0 | 13.0 | 13.0 | 13.0 | 13.0 | 13.0 | |
| 3 | 13.0 | 13.0 | 13.0 | 13.0 | 13.0 | 13.0 | 13.0 | 13.0 | |
| 4 | 13.0 | 12.5 | 13.0 | 13.0 | 12.5 | 12.5 | 13.0 | 13.0 | |
| 5 | 13.5 | 13.0 | 14.0 | 14.0 | 14.0 | 16.0 | 15.0 | 16.0 | |
| 6 | 13.0 | 13.0 | 13.0 | 13.0 | 13.0 | 13.0 | 13.0 | 13.0 | |
| 7 | 13.0 | 13.0 | 13.0 | 13.0 | 13.0 | 13.0 | 13.0 | 13.0 | |
| 8 | 13.0 | 13.0 | 13.0 | 13.0 | 13.0 | 13.0 | 13.0 | 13.0 | |
| 9 | 13.0 | 12.5 | 12.5 | 13.0 | 13.0 | 12.5 | 13.0 | 13.0 | |
| 10 | 13.0 | 13.0 | 13.0 | 13.0 | 13.0 | 12.5 | 12.5 | 12.5 | |
| 11 | 13.0 | 13.0 | 13.0 | 13.0 | 13.0 | 13.0 | 13.0 | 13.0 | |
| 12 | 13.0 | 13.0 | 13.0 | 13.0 | 13.0 | 13.0 | 13.0 | 13.0 | |
| Stitch length (mm) | 1 | 1.98 | 1.97 | 2.00 | 1.94 | 1.93 | 1.97 | 1.77 | 2.02 |
| 2 | 2.15 | 1.95 | 2.05 | 2.10 | 2.07 | 2.06 | 1.95 | 2.12 | |
| 3 | 2.16 | 2.05 | 2.01 | 2.10 | 2.14 | 2.15 | 2.18 | 2.18 | |
| 4 | 2.05 | 2.11 | 2.08 | 2.07 | 2.06 | 1.97 | 2.06 | 2.04 | |
| 5 | 1.90 | 1.83 | 1.79 | 1.94 | 1.83 | 2.08 | 1.81 | 1.78 | |
| 6 | 1.84 | 1.86 | 1.88 | 1.91 | 1.91 | 1.86 | 1.86 | 1.92 | |
| 7 | 1.78 | 1.77 | 1.76 | 1.83 | 1.81 | 1.78 | 1.82 | 1.80 | |
| 8 | 1.86 | 1.87 | 1.90 | 1.84 | 1.88 | 1.88 | 1.87 | 1.80 | |
| 9 | 1.80 | 1.86 | 1.87 | 1.87 | 1.87 | 1.76 | 1.85 | 1.88 | |
| 10 | 1.76 | 1.85 | 1.84 | 1.83 | 1.82 | 1.90 | 1.88 | 1.86 | |
| 11 | 1.50 | 1.57 | 1.66 | 1.68 | 1.67 | 1.71 | 1.73 | 1.61 | |
| 12 | 1.62 | 1.63 | 1.56 | 1.62 | 1.62 | 1.61 | 1.59 | 1.57 | |
| Width of seam allowance (mm) | 1 | 14.4 | 14.0 | 8.0 | 11.8 | 15.4 | 9.0 | 7.2 | 8.2 |
| 2 | 13.8 | 11.6 | 13.4 | 12.4 | 12.4 | 11.8 | 10.5 | 11.4 | |
| 3 | 15.2 | 14.6 | 14.6 | 13.6 | 15.0 | 13.6 | 15.2 | 12.6 | |
| 4 | 16.2 | 15.0 | 13.4 | 14.4 | 13.8 | 14.6 | 13.6 | 17.0 | |
| 5 | 13.0 | 15.0 | 12.4 | 14.4 | 14.6 | 13.2 | 11.4 | 7.4 | |
| 6 | 14.8 | 15.4 | 15.8 | 15.0 | 15.0 | 15.6 | 15.2 | 15.0 | |
| 7 | 15.2 | 15.2 | 13.6 | 14.8 | 14.2 | 13.4 | 14.8 | 14.4 | |
| 8 | 15.0 | 16.0 | 14.0 | 15.0 | 14.0 | 15.0 | 15.2 | 16.2 | |
| 9 | 14.2 | 15.0 | 13.8 | 14.6 | 14.8 | 14.8 | 14.0 | 15.2 | |
| 10 | 15.0 | 16.2 | 15.0 | 15.6 | 15.0 | 15.8 | 14.2 | 14.0 | |
| 11 | 16.4 | 15.0 | 14.8 | 15.4 | 16.8 | 15.4 | 14.2 | 13.4 | |
| 12 | 15.2 | 15.6 | 14.6 | 15.6 | 14.2 | 15.6 | 15.8 | 14.8 | |
| Sewability Factor | Fabric Number | Sewing Speed (RPM) | ||
|---|---|---|---|---|
| 200 | 400 | 800 | ||
| SPI | 1 | 13.0 | 13.0 | 13.0 |
| 2 | 13.0 | 13.0 | 13.0 | |
| 3 | 13.0 | 13.0 | 13.0 | |
| 4 | 13.0 | 13.0 | 12.5 | |
| 5 | 13.0 | 13.0 | 13.5 | |
| 6 | 13.0 | 12.5 | 12.5 | |
| 7 | 13.0 | 12.5 | 8.5 | |
| 8 | 13.0 | 13.0 | 11.5 | |
| 9 | 12.5 | 13.0 | 13.5 | |
| 10 | 12.5 | 13.0 | 13.0 | |
| 11 | 13.0 | 12.5 | 7.0 | |
| 12 | 13.0 | 13.0 | 13.0 | |
| Stitch length (mm) | 1 | 2.0 | 2.0 | 2.0 |
| 2 | 2.1 | 1.8 | 1.7 | |
| 3 | 2.2 | 2.2 | 2.1 | |
| 4 | 2.1 | 2.0 | 1.9 | |
| 5 | 1.8 | 1.7 | 1.6 | |
| 6 | 1.9 | 2.2 | 2.2 | |
| 7 | 1.8 | 2.1 | 3.2 | |
| 8 | 1.9 | 2.1 | 2.6 | |
| 9 | 1.8 | 2.0 | 2.0 | |
| 10 | 1.9 | 2.1 | 2.0 | |
| 11 | 1.7 | 2.0 | 2.7 | |
| 12 | 1.6 | 1.9 | 1.7 | |
| Width of seam allowance (mm) | 1 | 14.4 | 10.0 | 10.8 |
| 2 | 13.8 | 9.0 | 7.6 | |
| 3 | 15.2 | 14.4 | 14.0 | |
| 4 | 13.4 | 12.4 | 13.2 | |
| 5 | 15.0 | 12.2 | 12.4 | |
| 6 | 15.0 | 14.8 | 14.6 | |
| 7 | 14.8 | 14.4 | 14.4 | |
| 8 | 15.0 | 13.6 | 15.0 | |
| 9 | 14.8 | 14.0 | 15.0 | |
| 10 | 15.8 | 13.2 | 14.6 | |
| 11 | 14.2 | 14.2 | 15.6 | |
| 12 | 14.8 | 14.4 | 14.6 | |
| Sewability Factor | Fabric Number | Sewing Speed (RPM) | ||
|---|---|---|---|---|
| 200 | 400 | 800 | ||
| SPI | 6 | 12.5 | 13.5 | 13.0 |
| 7 | 12.5 | 12.5 | 12.5 | |
| 8 | 13.0 | 13.5 | 13.0 | |
| 9 | 13.0 | 12.5 | 12.5 | |
| 10 | 13.0 | 13.0 | 12.5 | |
| 11 | 11.5 | 12.5 | 8.0 | |
| 12 | 11.5 | 12.5 | 9.5 | |
| Stitch width (mm) | 6 | 3.9 | 4.6 | 3.4 |
| 7 | 3.4 | 3.1 | 3.0 | |
| 8 | 4.2 | 4.9 | 4.9 | |
| 9 | 4.1 | 5.1 | 5.1 | |
| 10 | 5.2 | 5.7 | 5.9 | |
| 11 | 4.1 | 5.5 | 4.1 | |
| 12 | 3.2 | 4.8 | 3.3 | |
| Fabric Number | Thickness (mm) | Weight (g/m2) | Density | Tensile Strength (N/cm) | Elongation (%) | Flex Stiffness (mN·m) | Surface Roughness (mm) |
|---|---|---|---|---|---|---|---|
| 1 | 0.08 | 39 | 361 | 71.2 | 42.5 | 0.04 | 1.25 |
| 2 | 0.10 | 68 | 270 | 124.0 | 35.9 | 0.10 | 1.75 |
| 3 | 0.30 | 115 | 204 | 113.3 | 51.3 | 0.04 | 3.52 |
| 4 | 0.38 | 170 | 137 | 57.7 | 34.4 | 0.06 | 7.02 |
| 5 | 0.56 | 225 | 186 | 59.7 | 285.7 | 0.04 | 0.95 |
| 6 | 0.76 | 271 | 116 | 145.7 | 17.4 | 0.30 | 12.87 |
| 7 | 0.90 | 417 | 194 | 302.5 | 257.5 | 0.61 | 1.31 |
| 8 | 0.94 | 316 | 84 | 100.8 | 14.8 | 0.48 | 10.08 |
| 9 | 0.94 | 411 | 120 | 244.2 | 26.3 | 3.18 | 5.75 |
| 10 | 0.95 | 362 | 108 | 211.2 | 20.9 | 0.80 | 6.82 |
| 11 | 1.06 | 342 | 207 | 91.0 | 219.2 | 0.25 | 2.35 |
| 12 | 1.51 | 517 | 84 | 111.0 | 49.4 | 1.19 | 2.29 |
| Textile Property | Sewability Factor | |||
|---|---|---|---|---|
| SPI | Stitch Length | Seam Allowance | Seam Strength | |
| Stiffness | −0.046 | −0.233 * | 0.254 ** | −0.337 ** |
| Thickness | −0.125 | −0.414 ** | 0.566 ** | −0.779 ** |
| Weight | −0.160 | −0.376 ** | 0.546 ** | −0.781 ** |
| Density | 0.005 | 0.178 | −617 ** | 0.746 ** |
| Roughness | −0.019 | 0.111 | 0.392 ** | −0.284 ** |
| Tensile strength | −0.053 | −0.068 | 0.204 * | −0.098 |
| Elongation | −0.024 | −0.137 | −0.036 | −0.322 ** |
| Effect Factor | Sewing Condition | ||
|---|---|---|---|
| Presser Height | Sewing Speed | ||
| Textile properties | Stiffness | 0.116 | 0.000 |
| Thickness | 0.200 * | 0.000 | |
| Weight | 0.193 * | 0.000 | |
| Density | −0.149 | 0.000 | |
| Roughness | 0.064 | 0.000 | |
| Tensile strength | 0.069 | 0.000 | |
| Elongation | 0.000 | 0.000 | |
| Sewability factor | SPI | −0.063 | −0.264 ** |
| Stitch length | 0.085 | 0.376 ** | |
| Seam allowance | −0.027 | −0.132 | |
| Seam strength | −0.187 * | −0.026 | |
| Model | Unstandardized Coefficients | Standardized Coefficients | R2 | ΔR2 | ΔF | |||
|---|---|---|---|---|---|---|---|---|
| B | Std. Error | β | ||||||
| Thickness | 1 | (Constant) | 61.145 | 3.383 | 0.608 | 0.001 | 0.291 | |
| Thickness | −47.575 | 3.641 | −0.772 ** | |||||
| Presser Height | −0.697 | 1.292 | −0.032 | |||||
| 2 | (Constant) | 71.110 | 4.458 | 0.641 | 0.033 | 10.674 * | ||
| Thickness | −63.339 | 5.975 | −1.029 ** | |||||
| Presser Height | −6.953 | 2.282 | −0.318 * | |||||
| T-×-P | 9.135 | 2.796 | 0.459 * | |||||
| Weight | 1 | (Constant) | 64.683 | 3.539 | 0.611 | 0.001 | 0.409 | |
| Weight | −0.136 | 0.010 | −0.774 ** | |||||
| Presser Height | −0.821 | 1.284 | −0.038 | |||||
| 2 | (Constant) | 75.074 | 4.779 | 0.641 | 0.030 | 9.657 * | ||
| Weight | −0.179 | 0.017 | −1.017 ** | |||||
| Presser Height | −7.411 | 2.456 | −0.339 * | |||||
| W-×-P | 0.025 | 0.008 | 0.456 * | |||||
| Testing Sample | Seam Strength | |||||||
|---|---|---|---|---|---|---|---|---|
| By Equation (2) | By Equation (3) | |||||||
| Thickness (mm) | Weight (g/m2) | Experimental value | Predicted value | Error | Experimental value | Predicted value | Error | |
| 1 | 0.29 | 70 | 56.4 | 50.6 | 5.8 | 56.4 | 59.7 | 3.3 |
| 2 | 0.76 | 271 | 20.0 | 23.0 | 3.0 | 20.0 | 25.9 | 5.9 |
| 3 | 0.94 | 316 | 14.8 | 14.0 | 0.8 | 14.8 | 19.2 | 4.4 |
| Textile Properties | Sewability Factor | ||
|---|---|---|---|
| SPI | Stitch Width | Seam Strength | |
| Stiffness | 0.086 | 0.019 | −0.506 ** |
| Thickness | −0.424 * | −0.168 | −0.301 |
| Weight | −0.354 * | −0.276 | −0.369 * |
| Density | −0.348 * | −0.198 | 0.142 |
| Roughness | 0.503 ** | 0.256 | 0.207 |
| Tensile strength | 0.272 | 0.367 * | 0.053 |
| Elongation | −0.442 ** | −0.354 * | 0.051 |
| Effect Factor | Sewing Condition | ||
|---|---|---|---|
| Presser Height | Sewing Speed | ||
| Textile properties | Stiffness | 0.100 | 0.000 |
| Thickness | 0.698 ** | 0.000 | |
| Weight | 0.470 ** | 0.000 | |
| Density | −0.100 | 0.000 | |
| Roughness | −0.376 * | 0.000 | |
| Tensile strength | −0.185 | 0.000 | |
| Elongation | 0.023 | 0.000 | |
| Sewability factor | SPI | −0.416 * | −0.155 |
| Stitch width | 0.221 | 0.297 | |
| Seam strength | −0.211 | −0.235 | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lee, S.; Rho, S.; Lim, D.; Jeong, W. A Basic Study on Establishing the Automatic Sewing Process According to Textile Properties. Processes 2021, 9, 1206. https://doi.org/10.3390/pr9071206
Lee S, Rho S, Lim D, Jeong W. A Basic Study on Establishing the Automatic Sewing Process According to Textile Properties. Processes. 2021; 9(7):1206. https://doi.org/10.3390/pr9071206
Chicago/Turabian StyleLee, Suhyun, Soohyeon Rho, Daeyoung Lim, and Wonyoung Jeong. 2021. "A Basic Study on Establishing the Automatic Sewing Process According to Textile Properties" Processes 9, no. 7: 1206. https://doi.org/10.3390/pr9071206
APA StyleLee, S., Rho, S., Lim, D., & Jeong, W. (2021). A Basic Study on Establishing the Automatic Sewing Process According to Textile Properties. Processes, 9(7), 1206. https://doi.org/10.3390/pr9071206