The RMSE and MAPE of these three electricity consumption models are shown in
Table 6, while the RMSE and MAPE of the three steam consumption models are listed in
Table 7. From
Table 6 and
Table 7, it can be seen that the XGBOOST model has the lowest value of RMSE and MAPE, and the value of RMSE and MAPE of the ANN model is lower than that of the LR model. Thus, the XGBOOST is the best method among the three methods for building the electricity consumption model and the steam consumption model for tissue paper machines, while LR is the worst method among the three methods for building the electricity consumption model and the steam consumption model for tissue paper machines because the relationship between some process parameters and electricity consumption or steam consumption is not linear, while the LR method has poor ability to solve the non-linear regression problem.
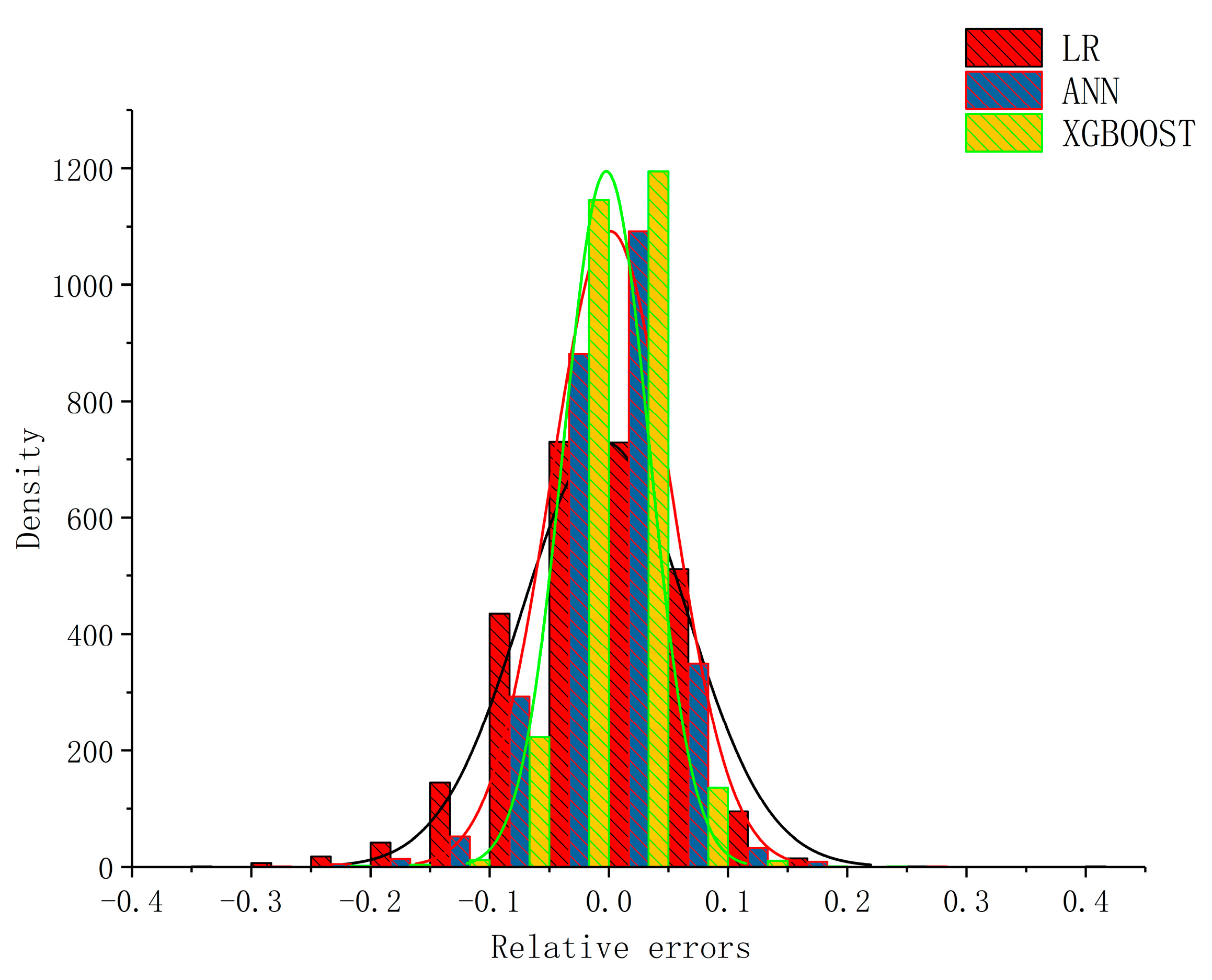
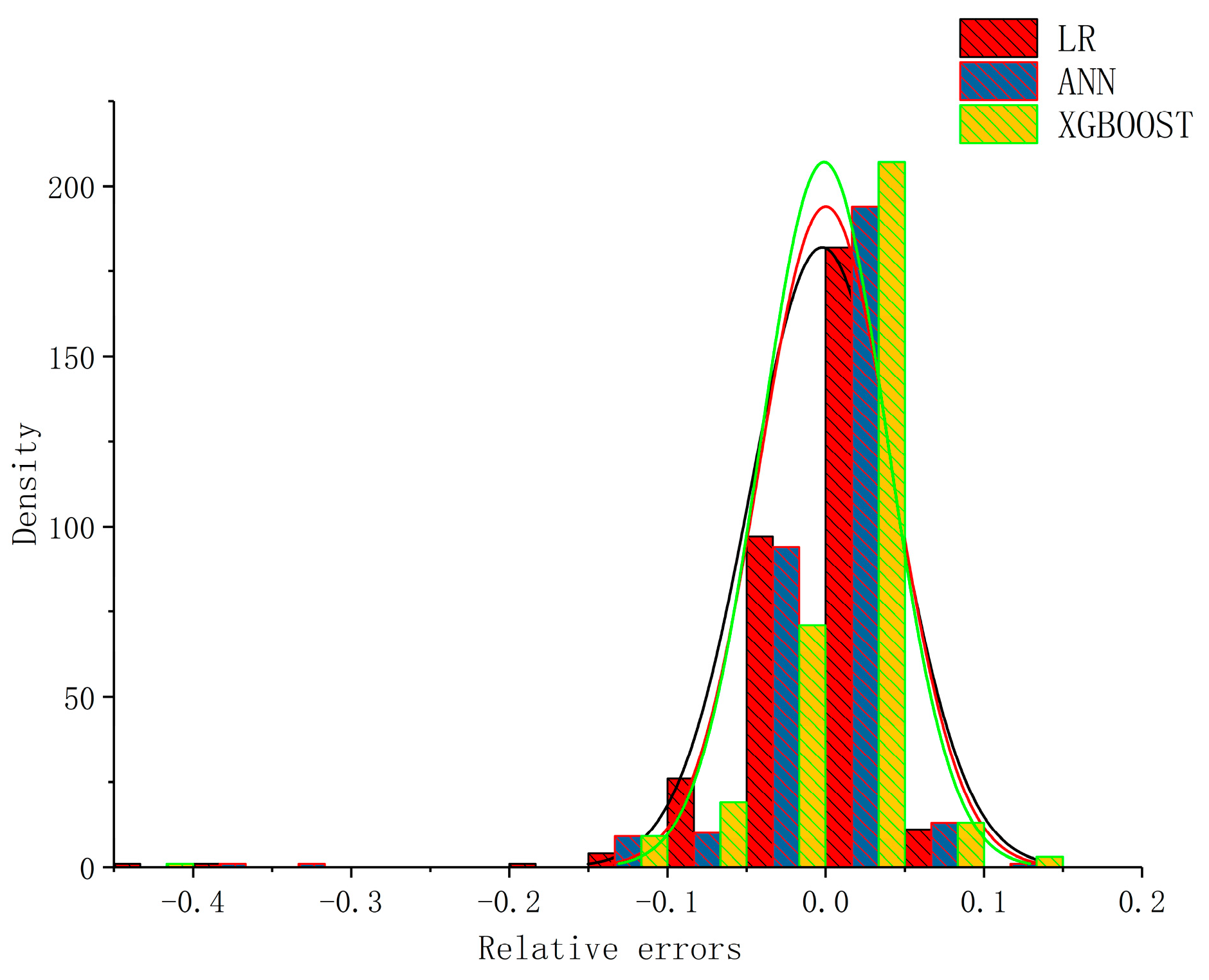
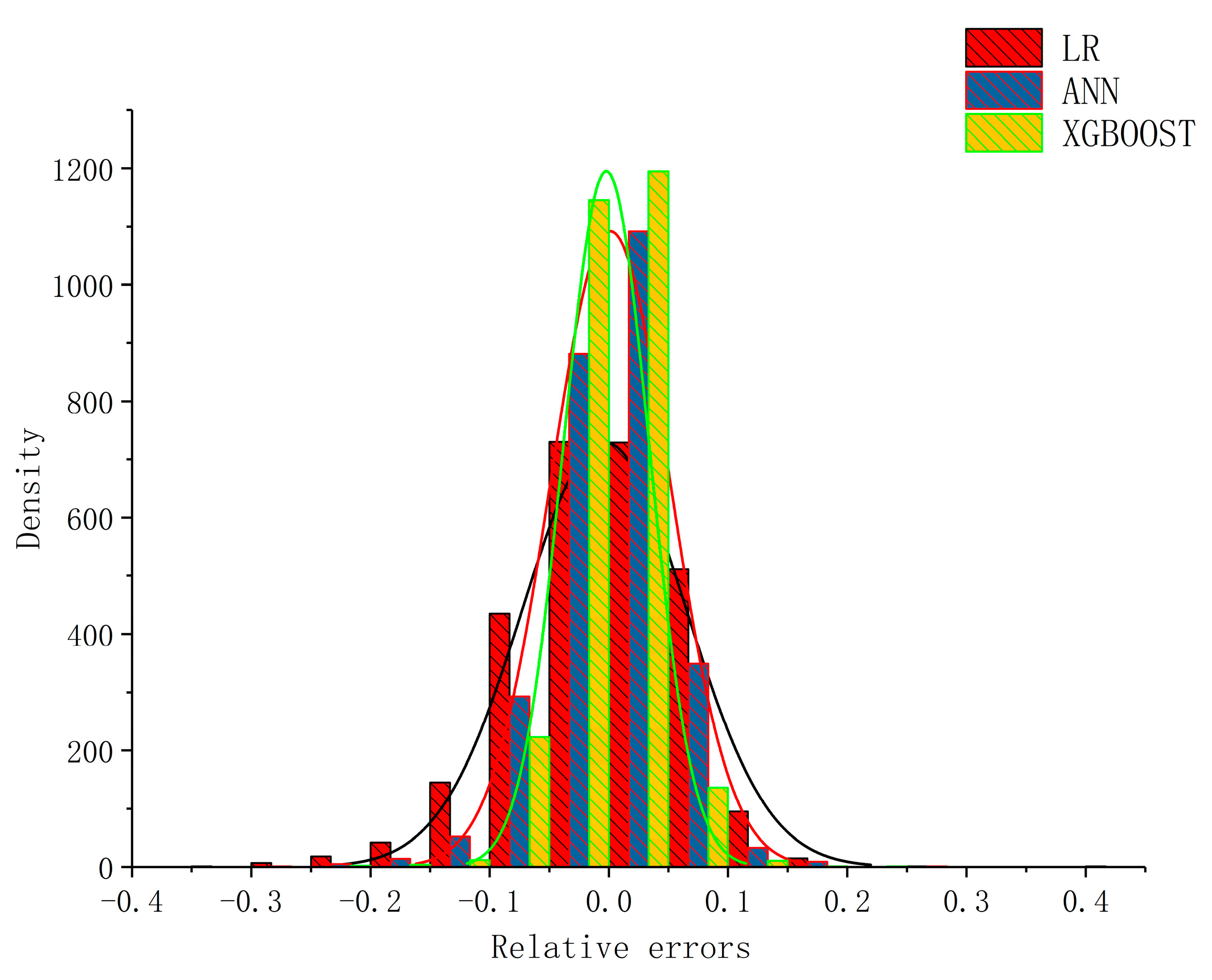
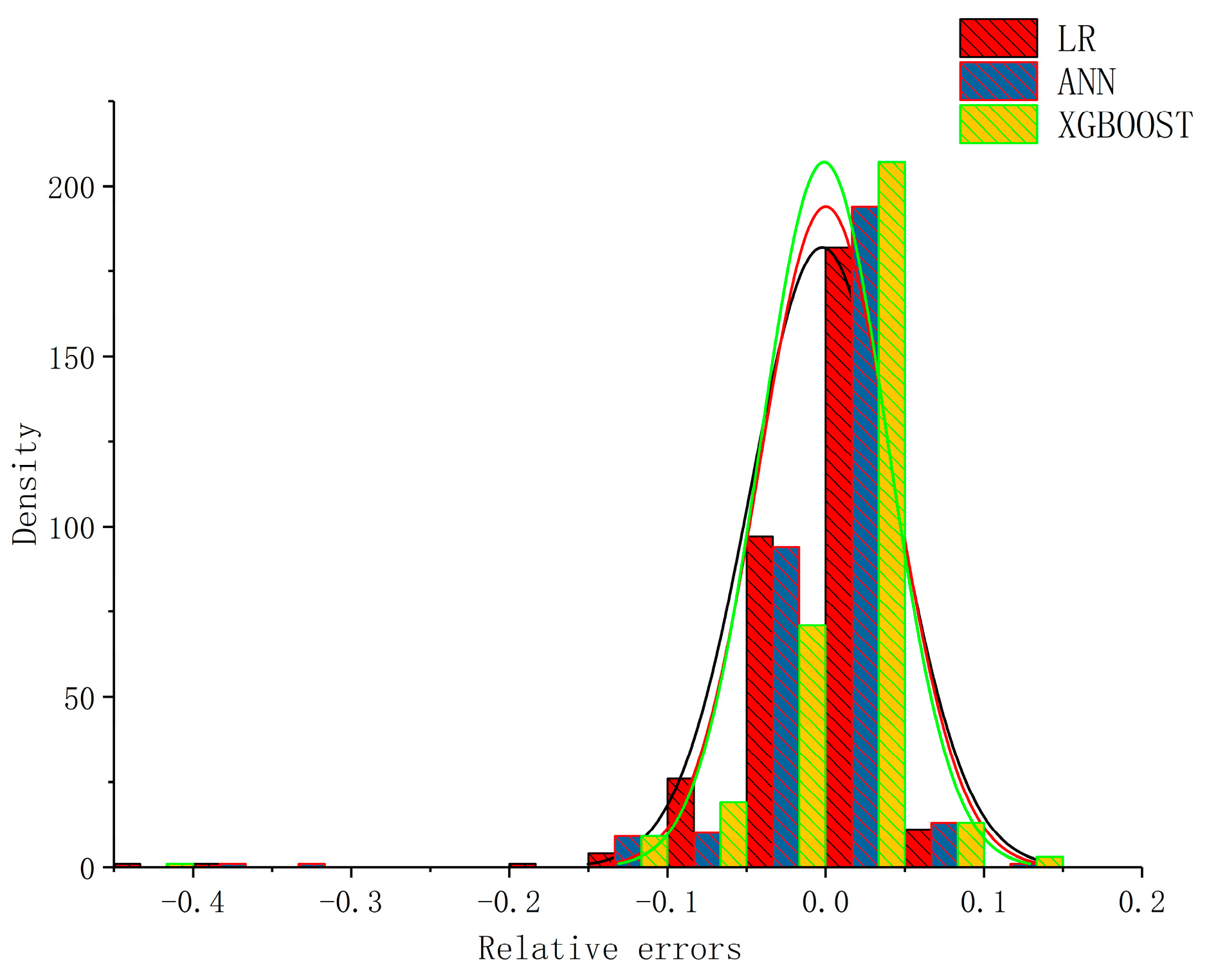
Figure 5 and
Figure 6 present the density plots of the relative errors in the electricity consumption model built by LR, the ANN and the XGBOOST, and the curve in the figure shows that the relative errors of the XGBOOST are more concentrated at zero, which means the XGBOOST has better performance.
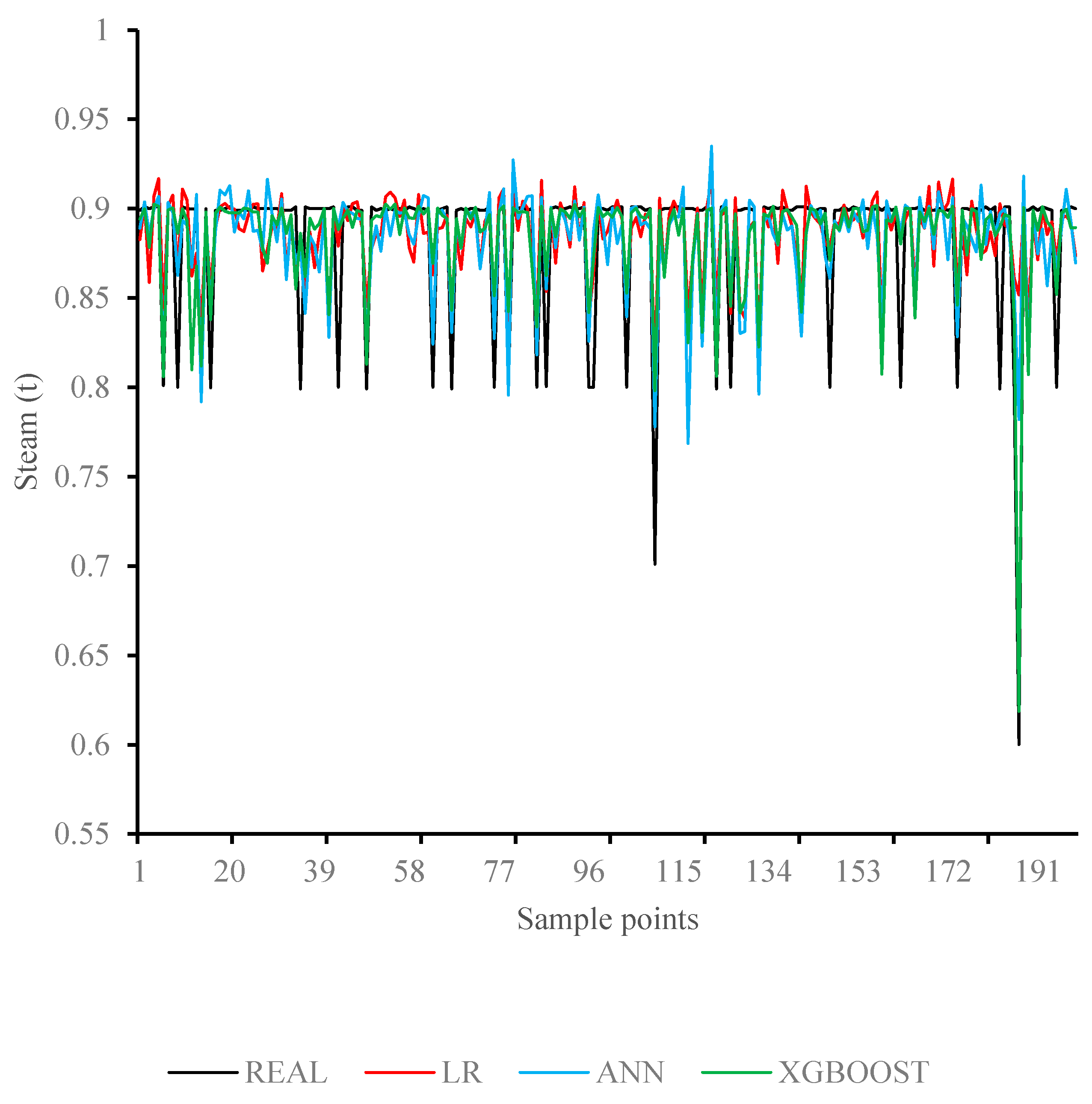
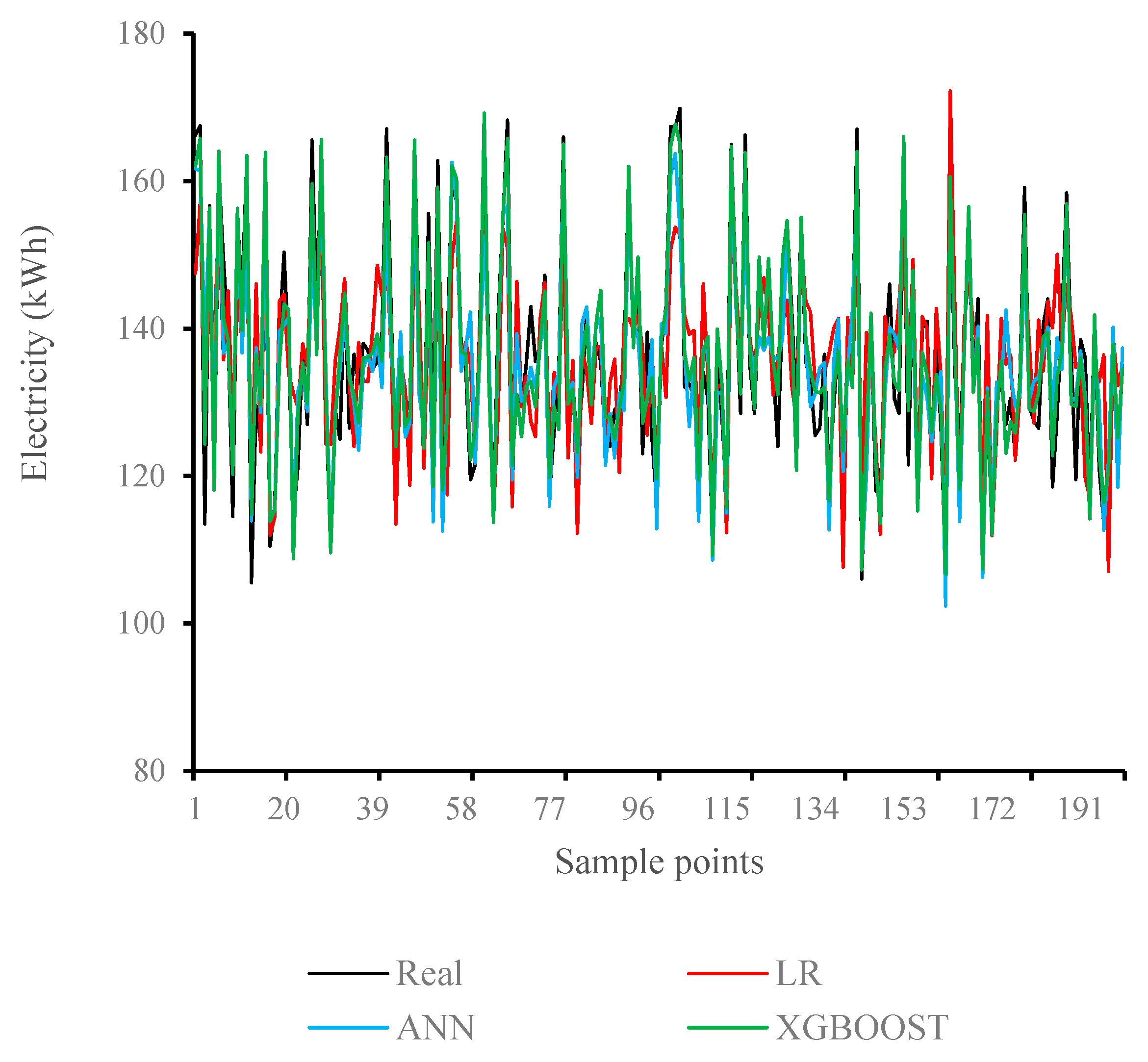
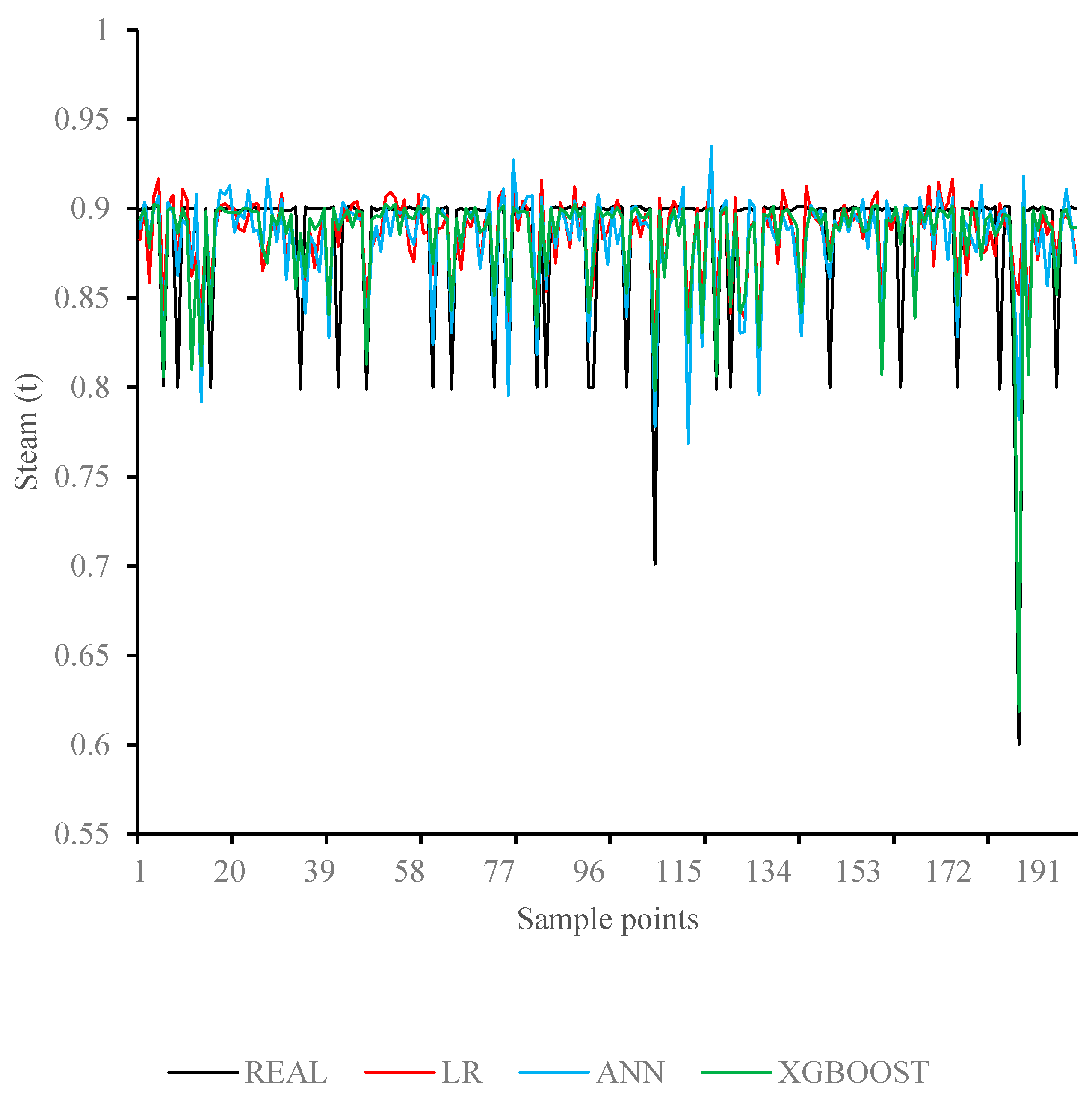
Figure 7 shows a part of real electricity consumption and the corresponding predicted electricity consumption, while
Figure 8 shows a part of real steam consumption and the corresponding predicted steam consumption. From
Figure 7 and
Figure 8, it can be seen that the predicted values are close to the predicted values for all the models, which means modeling energy consumption and electricity consumption of tissue paper machines based on the empirical model is feasible.
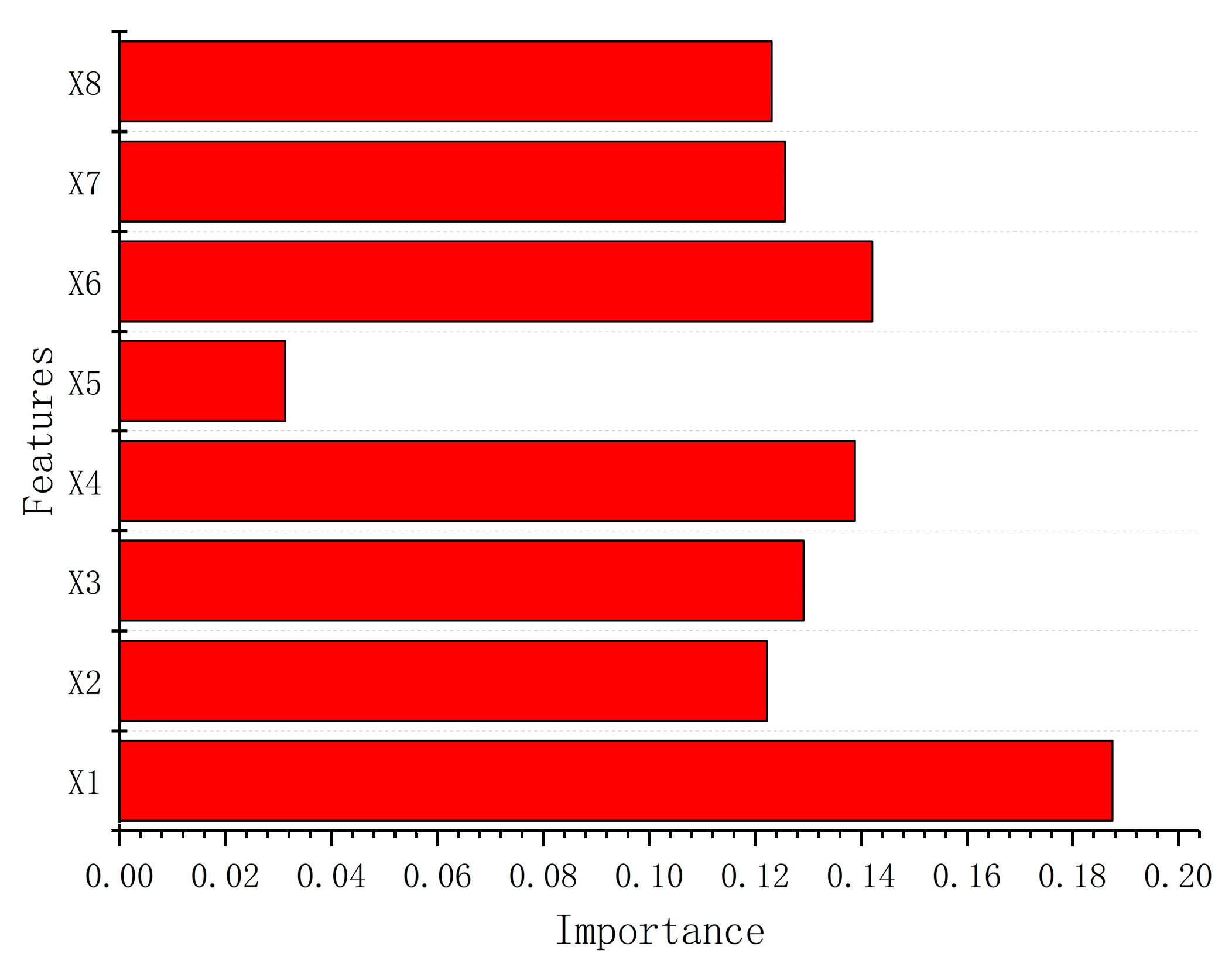
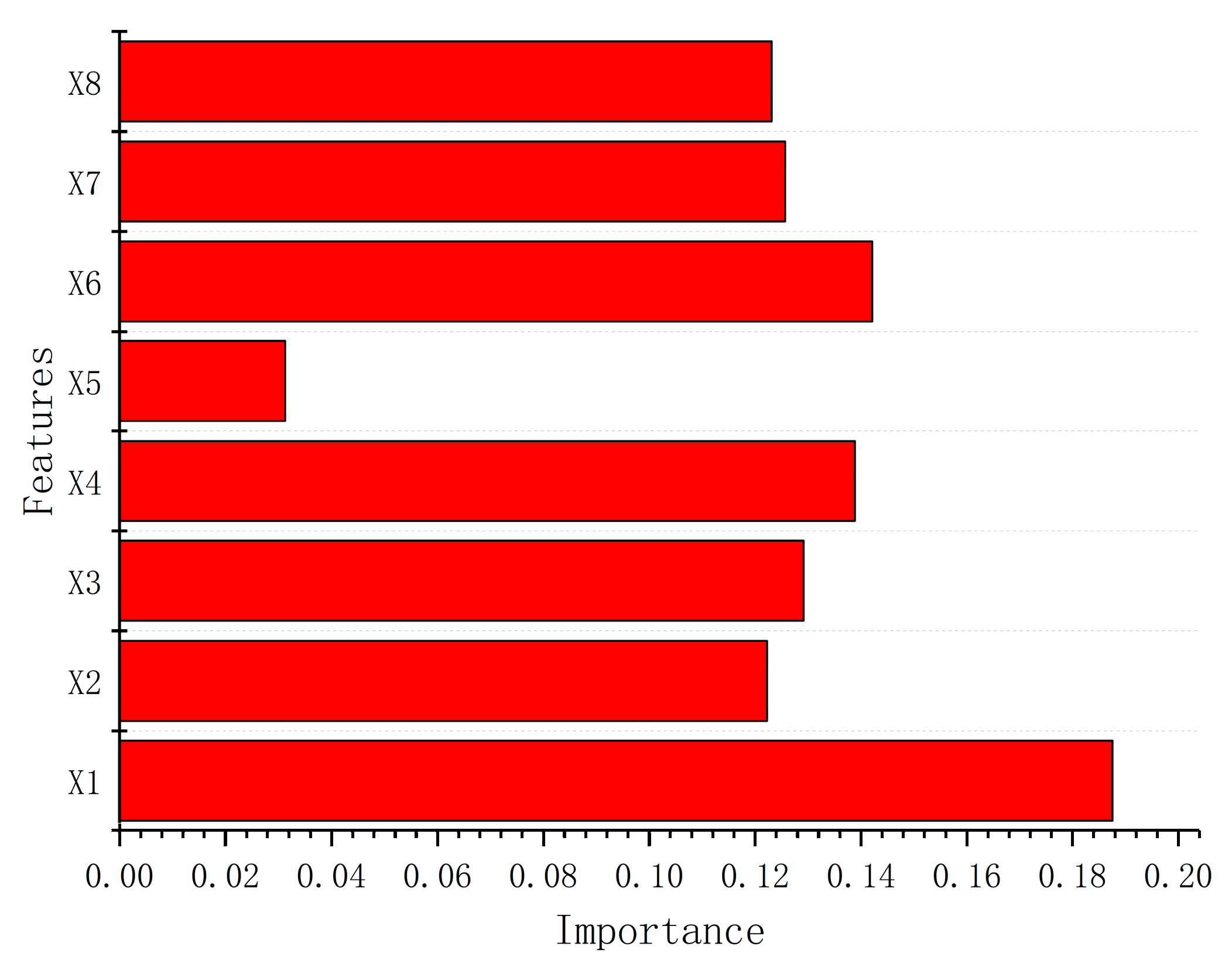
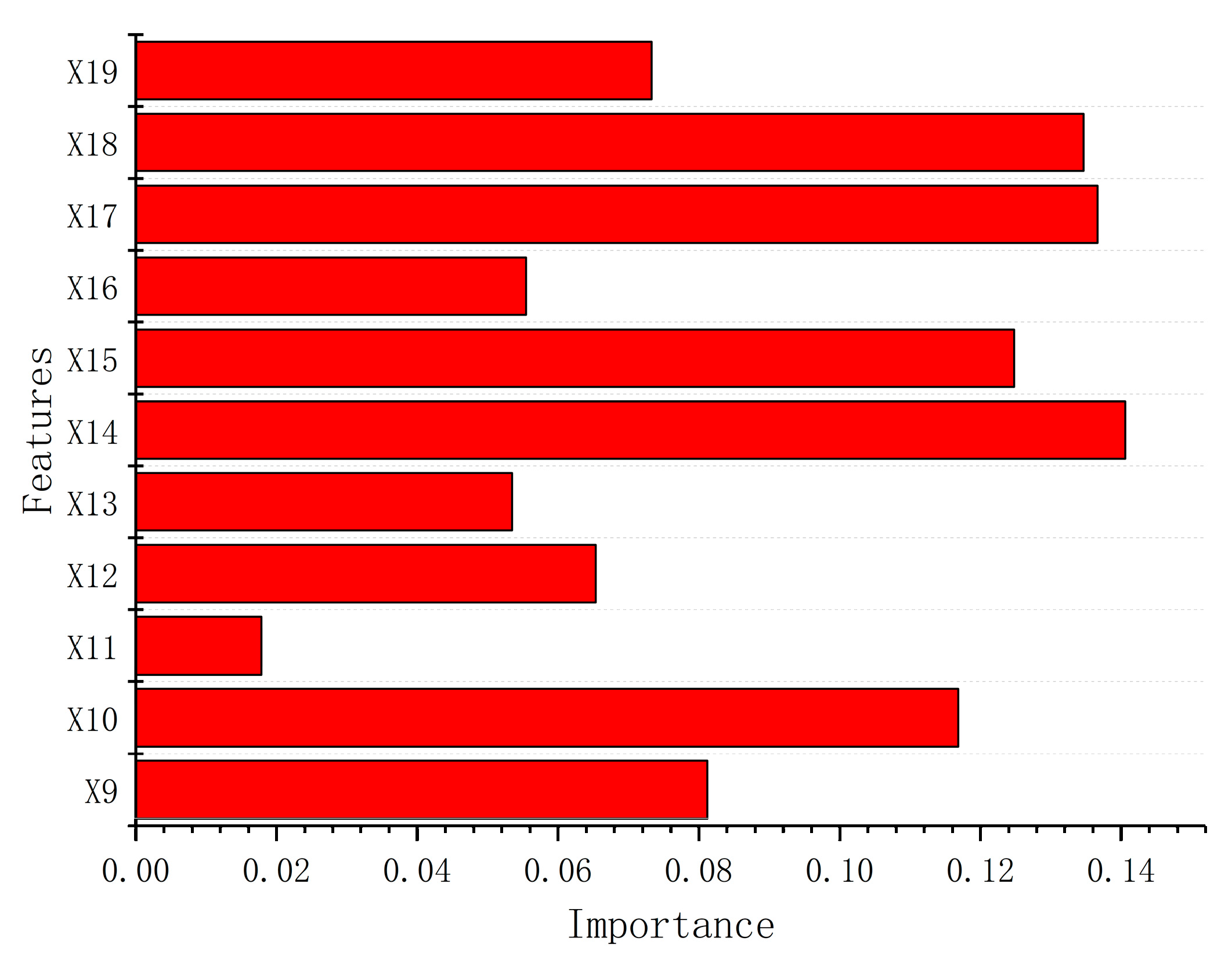
In fact, the electricity consumption and steam consumption of tissue paper machines are influenced by many process parameters, when the influence of different process parameters on electricity consumption and steam consumption is different. Some process parameters are strongly related to electricity consumption and steam consumption, indicating that these process parameters are the important features of electricity consumption modeling and steam consumption modeling, and vice versa. In order to evaluate the importance of the model features, it is calculated by the XGBOOST. The importance of the features of the electricity consumption model and the steam consumption model is shown in
Figure 9 and
Figure 10 respectively. From
Figure 9, it can be observed that the reel cylinder speed (X
1) is the most important feature for the electricity consumption model, while the grammage (X
5) is the least important feature for the electricity consumption model. From
Figure 10, it can be seen that the grammage (X
11) is the least important for the steam consumption model, while the temperature of supply air in the dry side (X
14), the temperature of supply air in the wet side (X
15), the pressure of the dryer (X
17) and the pressure of steam (X
18) are extremely important for the steam consumption model. For the studied tissue paper machine, the grammage (X
5 and X
11) values are discrete, and there are very few quantitative values, which lead to the situation that the grammage is not important for the electricity consumption model and the steam consumption model. In the papermaking process, the reel cylinder is one of the most electricity-consuming devices in the papermaking process. Additionally, many devices’ speed is related to reel cylinder speed (X
1), or in other words, the electricity consumption of many devices is related to the electricity consumption of the reel cylinder. That is why the reel cylinder speed (X
1) is so significant for the electricity consumption model. The steam is mainly consumed in the dryer section, and the mechanism of steam consumption in the dryer section is extremely complicated. Thus, it is difficult to quantify the importance of the parameters of devices for steam consumption in the mechanism. Our study quantifies the importance of the parameters concerning the devices for the steam consumption model.
Figure 9 and
Figure 10 show the importance of the features of the electricity consumption model and the steam consumption model. Besides, it can be seen that some of the features are not important for electricity consumption and steam consumption modeling. It remains uncertain whether these features can improve the accuracy of the model or decrease the accuracy of the model. For the problems mentioned above, the present study tends to remove the least important feature (grammage) for the model and rebuild the electricity consumption model and the steam consumption model using the XGBOOST. The rebuilt models are evaluated and determine whether this insignificant feature is removed.
Table 8 shows the RMSE and MAPE of the rebuilt models. From
Table 6 and
Table 8, it can be seen that the RMSE and MAPE of the XGBOOST model that excludes the grammage (X
5 and X
11) are close to the XGBOOST model that contains the grammage. Thus, the grammage (X
5 and X
11) can be removed when the electricity consumption model and the steam consumption model are built. Based on
Figure 9 and
Figure 10, it can be found that other features are important for the electricity consumption model and the steam consumption model, and these features should not be removed.









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}