Process Improvements for Direct Reduced Iron Melting in the Electric Arc Furnace with Emphasis on Slag Operation



Abstract
1. Introduction
2. Process Characteristics of DRI/HBI Melting and Refining in the EAF
3. Increased Mass and Energy Efficiency by Controlled EAF Slag Operation
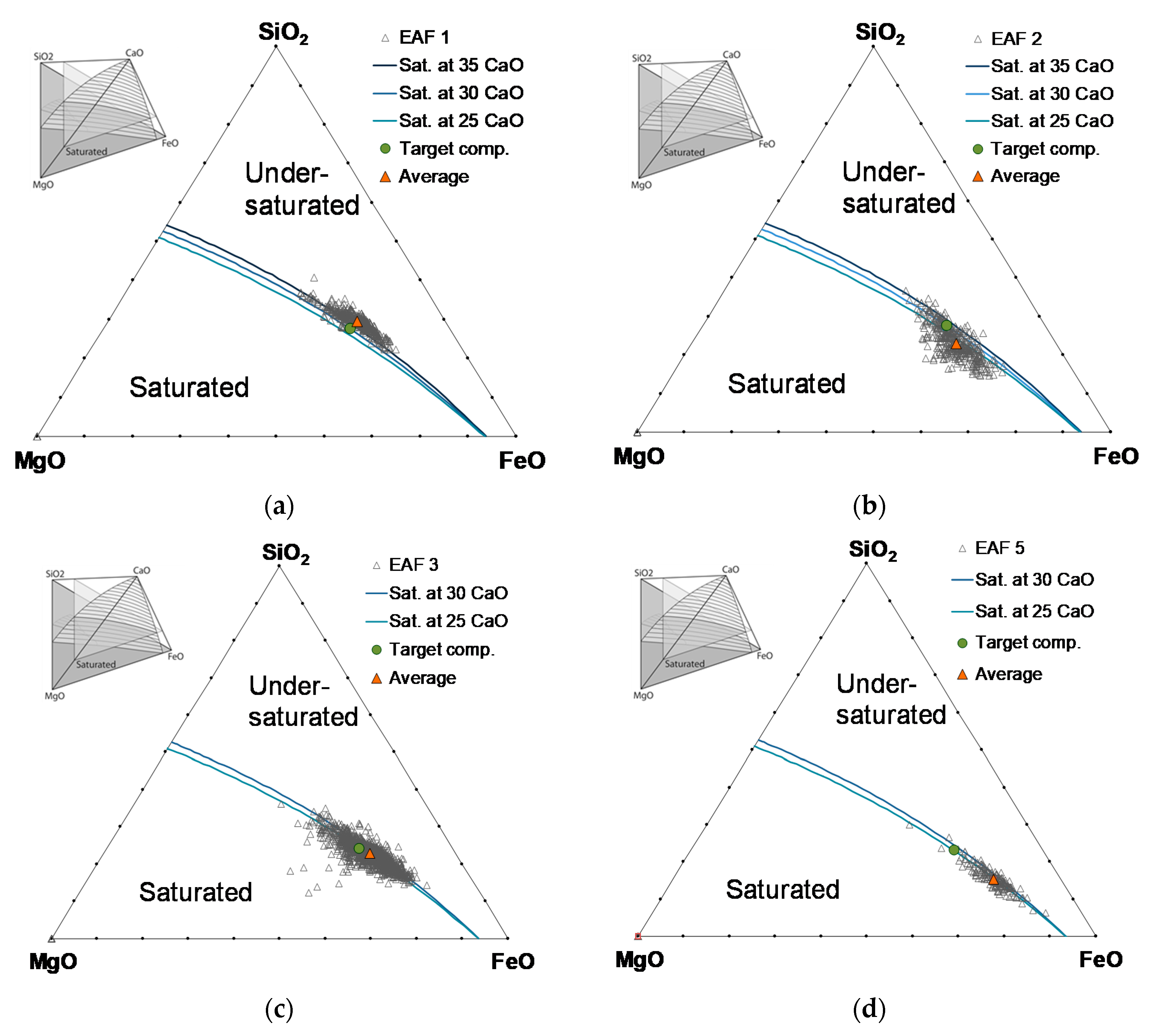
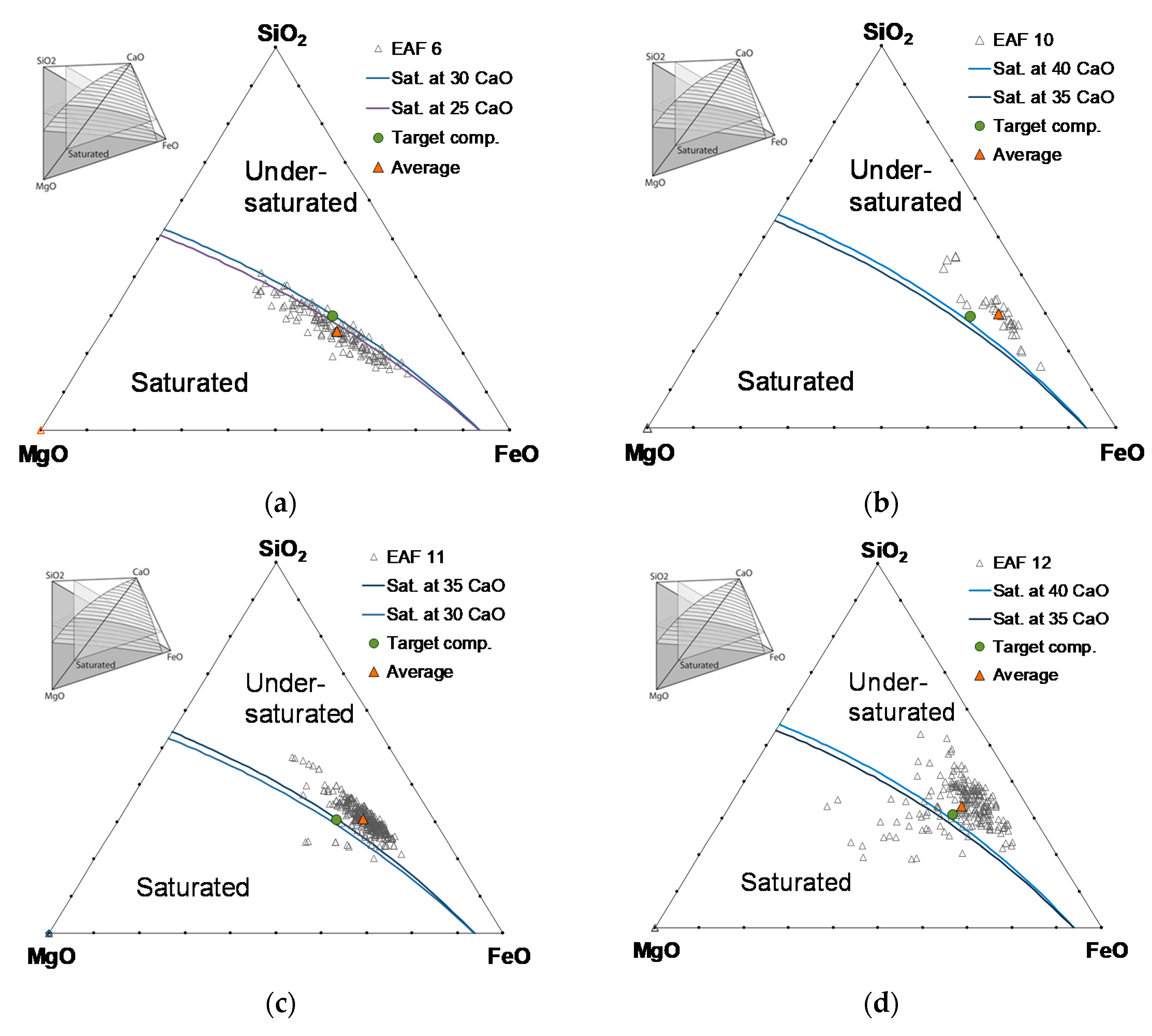
3.1. Slag Analysis as Helpful Tool to Monitor, Control and Improve EAF Operation
3.2. Slag Characteristics of DRI-EAF Heats
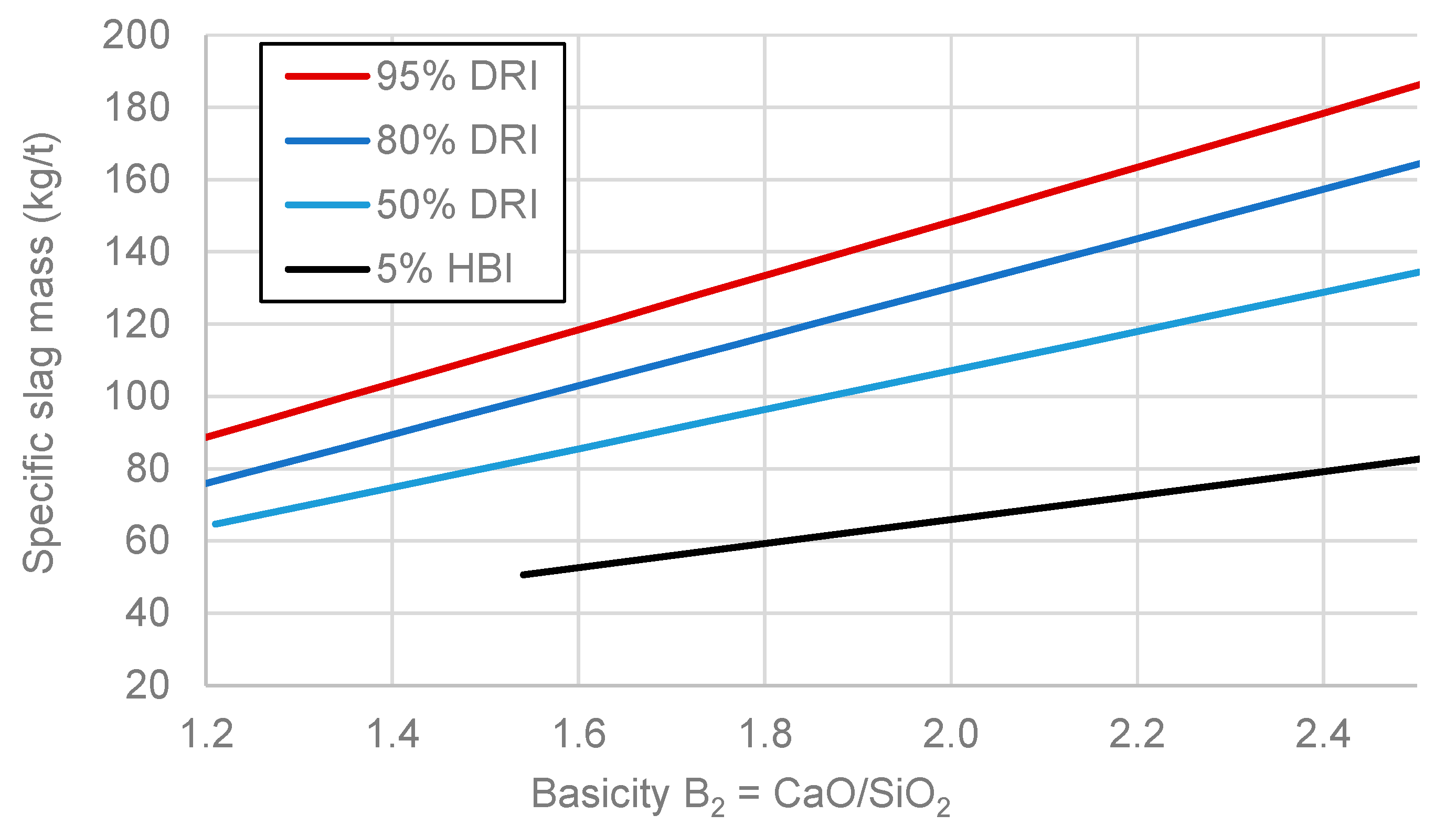
3.3. Slag Operation of DRI Heats at Lower Total Slag Mass
4. EAF Process Modeling and Results.
4.1. Consistent Mass and Energy Balance Model for EAF Process
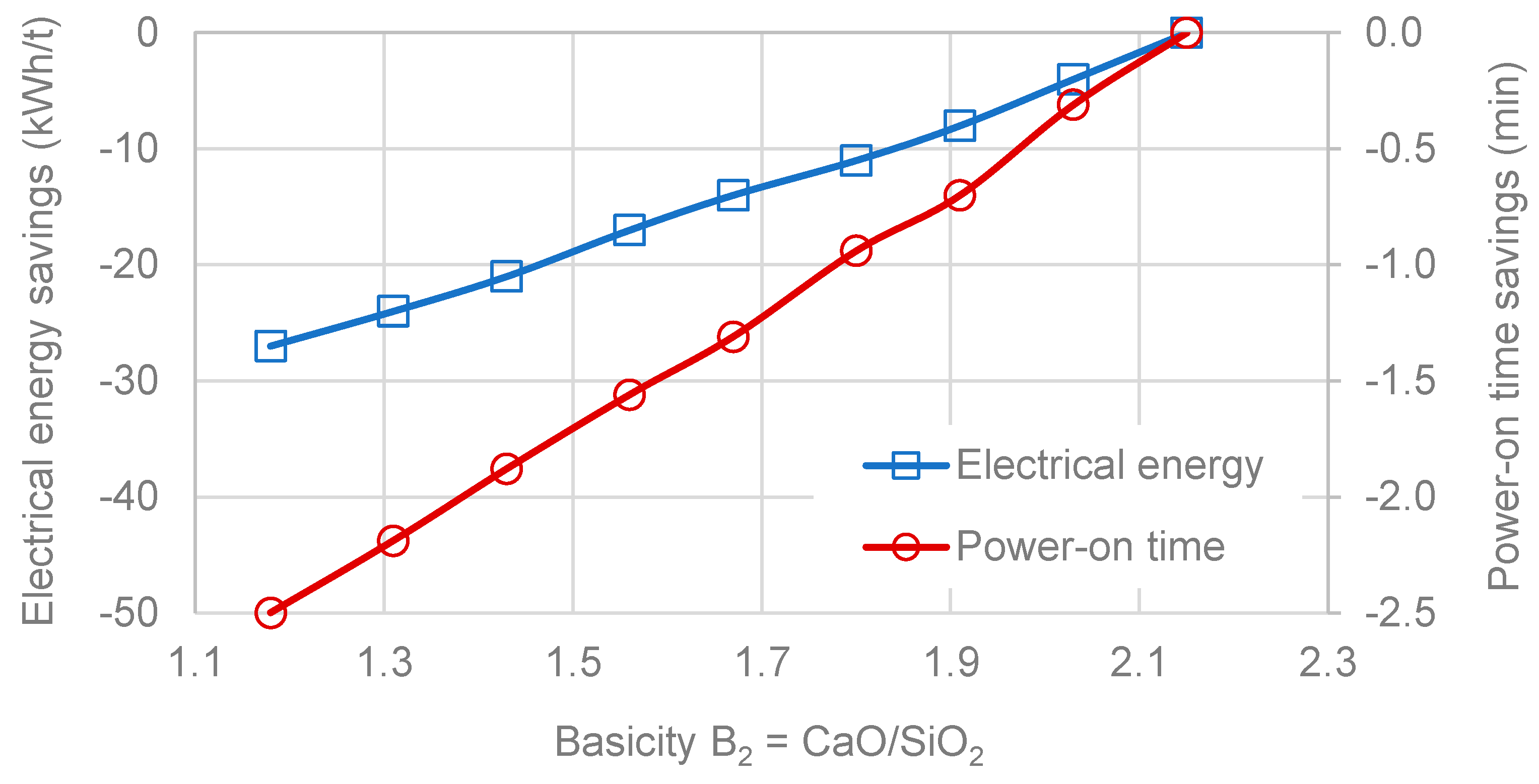
4.2. Results–Implications on Energy Balance, Savings and Productivity
5. Discussion
Author Contributions
Funding
Conflicts of Interest
References
- Wörtler, M.; Schuler, M.; Voigt, N.; Schmidt, T.; Dahlmann, P.; Lüngen, H.B.; Ghenda, J.T. Steel’s contribution to a low-carbon Europe 2050. In Technical and Economic Analysis of the Sector’s CO2 Abatement Potential; The Boston Consulting Group, Steel Institute VDEh: Boston, FL, USA, 2013. [Google Scholar]
- Toktarova, A.; Karlsson, I.; Rootzén, J.; Göransson, L.; Odenberger, M.; Johnsson, F. Pathways for Low-Carbon Transition of the Steel Industry—A Swedish Case Study. Energies 2020, 13, 3840. [Google Scholar] [CrossRef]
- Pardo, N.; Moya, J.A. Prospective scenarios on energy efficiency and CO2 emissions in the European Iron & Steel industry. Energy 2013, 54, 113–128. [Google Scholar] [CrossRef]
- Ravenscroft, C.M.; Howell, R.W.; Bonelli, G. Building a bigger DRI plant: Expanding operational flexibility with responsible and reliable scale-up of new 2.5 Mtpy MIDREX® cDRI/hDRI plants in Algeria. In Proceedings of the Association for Iron and Steel Technology Conference Proceedings 2018 (AISTech 2018), Philadelphia, PA, USA, 7–10 May 2018; pp. 715–723. [Google Scholar]
- Formanek, L.; Lüngen, H.B.; Prölss, J.; Rose, F.; Stellmacher, U. Iron, Chapter 3. Direct Reduction Processes. In Ullmann’s Ency-clopedia of Industrial Chemistry; Wiley-VCH Verlag GmbH & Co.: Hoboken, NJ, USA, 2019. [Google Scholar] [CrossRef]
- Memoli, F.; Kemper, K. The Innovative DRI-EAF Route for the Production of High-Purity Pig Iron. In Proceedings of the Association for Iron and Steel Technology Conference Proceedings 2018 (AISTech 2018), Philadelphia, PA, USA, 7–10 May 2018; pp. 625–632. [Google Scholar]
- Dey, N.R.; Prasad, A.K.; Singh, S.K. Energy survey of the coal based sponge iron industry. Case Stud. Therm. Eng. 2015, 6, 1–15. [Google Scholar] [CrossRef][Green Version]
- Vishal, G.; Choudhary, P.; Deo, B.; Sahoo, S.K.; Malakar, P.; Pothal, G.; Chattopadhyay, P. Optimal control of accretion growth and quality of sponge iron in a coal-fired rotary kiln at Tata Sponge, India. In Proceedings of the Association for Iron and Steel Technology Conference Proceedings 2018 (AISTech 2018), Philadelphia, PA, USA, 7–10 May 2018; pp. 773–780. [Google Scholar]
- Mehl, S. Sustainable Technologies for Small, Mid and Large-Scale Iron Ore Pellet Production and Mid-Scale DRI. In Proceedings of the Iranian Iron & Steel Conference, Kish, Iran, 14–16 September 2015. [Google Scholar]
- Kekkonen, M.; Holappa, L. Comparison of different coal-based direct reduction processes. In Helsinki University of Technology Publications in Materials Science and Metallurgy; Report TKK-MK-99; Helsinki University: Espoo, Finland, 2000; ISBN 951-22-5134-5. [Google Scholar]
- Sawa, Y.; Yamamoto, T.; Takeda, K.; Itaya, H. New coal-based process to produce high quality DRI for the EAF. ISIJ Int. 2001, 41, S17–S21. [Google Scholar] [CrossRef]
- Meijer, K.; Borlee, J.; Skorianz, M.; Feilmayr, C.; Goedert, P.; Dry, R. HIsarna—Highly Energy-Efficient Ironmaking. In Proceedings of the Association for Iron and Steel Technology Conference Proceedings 2015 (AISTech 2015), Cleveland, OH, USA, 4–7 May 2015; pp. 1116–1122. [Google Scholar]
- Song, J.; Jiang, Z.; Bao, C.; Xu, A. Comparison of Energy Consumption and CO2 Emission for Three Steel Production Routes—Integrated Steel Plant Equipped with Blast Furnace, Oxygen Blast Furnace or COREX. Metals 2019, 9, 364. [Google Scholar] [CrossRef]
- The Intergovernmental Panel on Climate Change. 2006 IPCC Guidelines for National Greenhouse Gas Inventories, Volume 3: Industrial Processes and Product Use, Chapter 4: Metal Industry Emissions; The Intergovernmental Panel on Climate Change: Geneva, Switzerland, 2006. [Google Scholar]
- Rammer, B.; Millner, R.; Boehm, C. Comparing the CO2 Emissions of Different Steelmaking Routes. Berg Hüttenmänn. Monatsh. 2017, 162, 7–13. [Google Scholar] [CrossRef]
- World Steel Dynamics. 2019 World Direct Reduction Statistics; World Steel Dynamics: Englewood Cliffs, NJ, USA, 2020; pp. 1–15. [Google Scholar]
- Memoli, F. Behavior and Benefits of High-Fe3C DRI in the EAF. In Proceedings of the Association for Iron and Steel Technology Conference Proceedings 2015 (AISTech 2015), Cleveland, OH, USA, 4–7 May 2015; pp. 1928–1945. [Google Scholar]
- Chevrier, V. MIDREX H2—Ultimate Low-CO2 Ironmaking and Its Place in the New Hydrogen Economy. In Proceedings of the Association for Iron and Steel Technology Conference Proceedings 2018 (AISTech 2018), Philadelphia, PA, USA, 7–10 May 2018; pp. 725–729. [Google Scholar]
- Kirschen, M.; Badr, K.; Pfeifer, H. Influence of direct reduced iron on the energy balance of the electric arc furnace in steel industry. Energy 2011, 36, 6146–6155. [Google Scholar] [CrossRef]
- Memoli, F.; Jones, J.A.T.; Picciolo, F.; Palamini, N. The use of DRI in a Consteel® EAF Process. Iron Steel Technol. 2015, 12, 72–80. [Google Scholar]
- Song, S.; Zhao, J.; Pistorius, P.C. MgO refractory attack by transient non-saturated EAF slag. Metall. Mater. Trans. B 2020, 51, 891. [Google Scholar] [CrossRef]
- Pfeifer, H.; Kirschen, M.; Simoes, J.P. Thermodynamic analysis of electrical energy demand. In Proceedings of the 8th European Electric Steelmaking Conference, London, UK, 9–12 May 2005; The Institute of Materials, Minerals and Mining IOM3 Conference Communications. pp. 211–232. [Google Scholar]
- Vieira, D.; de Almeida, R.A.M.; Bielefeldt, W.A.; Vilela, A.C.F. Slag Evaluation to Reduce Energy Consumption and EAF Electrical Instability. Mater. Res. 2016. [Google Scholar] [CrossRef]
- Pretorius, E.B.; Carlisle, R. Foamy slag fundamentals and their practical application to electric furnace steelmaking. Iron Steelmak. 1999, 26, 79–88. [Google Scholar]
- Pretorius, E.B. Slag Fundamentals. An Introduction to the Theory and Practice of EF Steelmaking. Iron Steel Soc. 1998, 26, 79–88. [Google Scholar]
- Kirschen, M. Visualization of Slag Data for Efficient Monitoring and Improvement of Steelmaking Slag Operation in Electric Arc Furnaces, with a Focus on MgO Saturation. Metals 2021, 11, 17. [Google Scholar] [CrossRef]
- Patrizio, D.; Razza, P.; Pesamosca, A. Capacity enhancement at Emirates Steel: Continuous improvement in EAF performance with hot DRI Charge. In Proceedings of the Association for Iron and Steel Technology Conference Proceedings 2015 (AISTech 2015), Cleveland, OH, USA, 4–7 May 2015; pp. 1954–1964. [Google Scholar]
- López, F.; Farrando, A.; López, M.; Picco, L.; Loeffelholz, M. Slag modeling for optimizing the use of fluxes in a DRI-based steelmaking operation. In Proceedings of the Association for Iron and Steel Technology Conference Proceedings 2016 (AISTech 2016), Pittsburgh, PA, USA, 16–19 May 2016; pp. 875–880. [Google Scholar]
- Meier, T.; Gandt, K.; Hay, T.; Echterhof, T. Process Modeling and Simulation of the Radiation in the Electric Arc Furnace. Steel Res. Int. 2018, 89, 1700487. [Google Scholar] [CrossRef]
- Meier, T.; Hay, T.; Echterhof, T.; Pfeifer, H.; Rekersdrees, T.; Schlinge, L.; Elsabagh, S.; Schliephake, H. Process Modeling and Simulation of Biochar Usage in an Electric Arc Furnace as a Substitute for Fossil Coal. Steel Res. Int. 2017, 88, 1600458. [Google Scholar] [CrossRef]
- Meier, T. Modellierung und Simulation des Elektrolichtbogenofens. Ph.D. Thesis, RWTH Aachen University, Aachen, Germany, 2016. [Google Scholar]
- Hay, T.; Echterhof, T.; Visuri, V.V. Development of an Electric Arc Furnace Simulator Based on a Comprehensive Dynamic Process Model. Processes 2019, 7, 852. [Google Scholar] [CrossRef]
- Hay, T.; Reimann, A.; Echterhof, T. Improving the Modeling of Slag and Steel Bath Chemistry in an Electric Arc Furnace Process Model. Metall. Mater. Trans. B 2019, 50, 2377–2388. [Google Scholar] [CrossRef]
- Kim, G.; Pistorius, P.C. Strength of Direct Reduced Iron Following Gas-Based Reduction and Carburization. Metall. Mater. Trans. B 2020, 51, 2628–2641. [Google Scholar] [CrossRef]
- Monsen, B.E.; Thomassen, E.S.; Bragstad, I.; Ringdalen, E.; Hoegaas, P.H. Characterization of DR Pellets for DRI Applications. In Proceedings of the Association for Iron and Steel Technology Conference Proceedings 2015 (AISTech 2015), Cleveland, OH, USA, 4–7 May 2015; pp. 739–750. [Google Scholar]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Prod. Site | C | Femet | MgO | CaO | SiO2 | Al2O3 | Metallization 1 |
|---|---|---|---|---|---|---|---|
| A | 2.0 | 88.4 | 2.0 | 0.7 | 3.7 | 0.5 | 81.5 |
| B | 1.8 | 91.4 | 0.3 | 0.4 | 2.4 | 0.9 | 95.1 |
| C | 1.7 | 80.5 | 1.5 | n.a. | 3.1 | 0.2 | 91.4 |
| D [21] | 2.5 | 88.9 | 0.3 | 1.0 | 1.5 | 0.4 | 94.4 |
| E [17] | 4.3 | 87.3 2 | 3.8 | 96.0 | |||
| F [17] | 4.0 | 83.0 2 | 6.2 | 94.0 | |||
| Charges Based on | 100% Scrap | 80–95% DRI | |
|---|---|---|---|
| Share of DRI/HBI | (%) | 0–5 (HBI) | 60–95 (DRI) |
| Electric energy demand | (kWh/t) | 340–390 | 530–680 |
| Natural gas | (m3/t) | 5–10 | 0–2 |
| Oxygen | (m3/t) | 25–37 | 20–35 |
| Coal and carbon fines | (kg/t) | 2–9 | 8–17 |
| Slag former (lime, doloma, etc.) | (kg/t) | 23–35 | 27–60 |
| Tap temperature | (°C) | 1600–1635 | 1600–1635 |
| Tap-to-tap time | (min) | 50–60 | 60–100 |
| Metal yield | (%) | 90–94 | 87–92 |
| Scrap | # | CaO | SiO2 | FeO | MgO | Al2O3 | MnO | Cr2O3 | Total 1 | σ FeO | Basicity | |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| EAF 1 1 | 422 | 26.1 | 16.7 | 29.5 | 10.5 | 8.4 | 5.6 | 1.6 | 99.6 | 4.1 | 1.6 4 | 1.5 5 |
| EAF 2 1 | 359 | 31.1 | 11.6 | 28.1 | 10.6 | 5.4 | 5.0 | 1.1 | 94.4 | 4.6 | 2.7 4 | 2.5 5 |
| EAF 3 1 | 1216 | 25.6 | 13.5 | 34.5 | 11.3 | 6.0 | 6.4 | 2.5 | 100.7 | 5.3 | 1.9 4 | 1.9 5 |
| EAF 4 1 | 472 | 25.6 | 12.1 | 29.7 | 9.4 | 14.5 | 4.6 | 2.1 | 97.9 | 4.9 | 2.1 4 | 1.3 5 |
| EAF 5 2 | 149 | 27.3 | 8.8 | 40.2 | 8.3 | 3.5 | 7.0 | 3.2 | 99.4 | 5.2 | 3.1 4 | 2.9 5 |
| EAF 6 1 | 424 | 28.4 | 12.6 | 36.2 | 3.8 | 8.7 | 9.6 | n.a. | 99.8 | 3.9 | 2.3 4 | 1.5 5 |
| EAF 7 1 | 202 | 30.0 | 14.5 | 34.5 | 10.8 | 4.5 | 1.9 | 0.6 | 98.3 | 4.5 | 2.1 4 | 2.1 5 |
| EAF 8 1 | 858 | 36.1 | 15.7 | 25.0 | 9.3 | 10.3 | 0.7 | n.a. | 97.5 | 4.0 | 2.3 4 | 1.7 5 |
| DRI | CaO | SiO2 | FeO | MgO | Al2O3 | MnO | TiO2 | Total 2 | σ FeO | Basicity | ||
| EAF 9 1 | 132 | 27.0 | 16.0 | 31.1 | 14.9 | 6.0 | 1.9 | 1.2 | 98.0 | 8.3 | 1.7 4 | 1.9 5 |
| EAF 10 1 | 29 | 39.2 | 16.6 | 31.8 | 5.4 | 5.9 | 1.4 | n.a. | 100.3 | 6.9 | 2.4 4 | 2.0 5 |
| EAF 11 1 | 325 | 28.5 | 19.4 | 33.9 | 9.7 | 3.2 | 0.2 | 3.7 | 99.3 | 4.9 | 1.5 4 | 1.7 5 |
| EAF 12 1 | 203 | 36.9 | 17.4 | 30.1 | 7.7 | 5.1 | 0.9 | n.a. | 95.5 | 5.5 | 2.1 4 | 2.0 5 |
| EAF 13 3 | 519 | 32.4 | 18.7 | 28.5 | 10.4 | 8.7 | 1.2 | n.a. | 99.8 | 4.7 | 1.7 4 | 1.6 5 |
| EAF 14 1 | 19 | 40.5 | 17.7 | 21.7 | 9.4 | 6.7 | 1.9 | 0.8 | 99.2 | 9.6 | 2.3 4 | 2.0 5 |
| EAF 15 1 | 918 | 30.5 | 21.0 | 26.3 | 11.3 | 5.2 | 1.2 | n.a. | 95.9 | 4.5 | 1.4 4 | 1.6 5 |
| EAF 16 1 | 123 | 38.9 | 18.2 | 31.5 | 4.3 | 5.6 | 2.0 | n.a. | 100.4 | 6.2 | 2.1 4 | 1.8 5 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kirschen, M.; Hay, T.; Echterhof, T. Process Improvements for Direct Reduced Iron Melting in the Electric Arc Furnace with Emphasis on Slag Operation. Processes 2021, 9, 402. https://doi.org/10.3390/pr9020402
Kirschen M, Hay T, Echterhof T. Process Improvements for Direct Reduced Iron Melting in the Electric Arc Furnace with Emphasis on Slag Operation. Processes. 2021; 9(2):402. https://doi.org/10.3390/pr9020402
Chicago/Turabian StyleKirschen, Marcus, Thomas Hay, and Thomas Echterhof. 2021. "Process Improvements for Direct Reduced Iron Melting in the Electric Arc Furnace with Emphasis on Slag Operation" Processes 9, no. 2: 402. https://doi.org/10.3390/pr9020402
APA StyleKirschen, M., Hay, T., & Echterhof, T. (2021). Process Improvements for Direct Reduced Iron Melting in the Electric Arc Furnace with Emphasis on Slag Operation. Processes, 9(2), 402. https://doi.org/10.3390/pr9020402