1. Introduction
To meet the requirements of higher capacities and longer lifetimes, battery material properties and production technologies have to be improved. Battery cell performance is directly correlated to the volumetric energy density that is adjusted during calendering. Furthermore, the cell’s mechanical properties are strongly affected by applying a compressive force. Manufacturing mechanically stable electrodes is indispensable as the subsequent process steps, like cutting or winding, must not damage the electrode. A strong adhesion between the current collector and the coating is important to prevent delamination during handling and cell operation as the electrode faces shrinking and expansion processes during cycling [
1,
2]. There are several approaches to measure and describe the mechanical properties of electrodes. Gupta et al. performed U-shape bending tests with single-sided NMC (lithium nickel manganese cobalt oxide) cathodes to investigate the bending stiffness and the elastic modulus [
2]. It was shown in other research that the mechanical properties are dependent on the behavior of the binder [
1]. Haselrieder et al. investigated the plastic and elastic deformation of graphite anodes via nanoindentation tests [
3]. Haselrieder et al. as well as Billot et al. performed pull-off tests to measure the adhesion strength. They showed that the adhesive strength is mostly determined by the binder’s amount and distribution [
1,
4]. Furthermore, Billot et al. showed that calendering with different process parameters, like compression rate, roll diameter and temperature, influence the behavior of the binder [
4].
As described above, the mechanical properties are related to the calendering of electrodes and, therefore, to the requirements of a battery cell. One important requirement is the volumetric energy density of the electrodes, which is adjusted by calendering. Additionally, the electrical resistance decreases after compaction; therefore, the power capability increases, although the specific capacity might decrease because of particle cracks or closed pores within the material. For the optimal electrochemical properties of a battery cell, Zheng et al. already showed in 2012 that a porosity percentage of 30–40% is needed for an NMC cathode [
5]. In commercial electrodes, the porosity is also around 30% [
6]. The theoretical maximum density of NMC cathodes is 4.3 g/cm
3. Densities of 3.2 g/cm
3 (corresponding to a porosity of about 25%) were achieved by both Kang et al. and Meyer et al. [
7,
8]. The required high forces cause active material fractures, which lead to capacity losses from the cell. An optimum in terms of electrochemical properties was obtained at a density of 3.0 g/cm
3 [
7,
8]. This density corresponds to a porosity of approx. 35%, which is also in the range defined by Zheng et al. [
5]. Therefore, the challenge for calendering is to maximize the volumetric energy density, using knowledge of the material behavior regarding low porosities and high stresses during the calendering process. Nevertheless, the aim of NMC cathodes is to obtain an energy density of above 3.6 g/cm
3 to achieve advantages compared to other materials [
8]. Besides this, it is necessary to modify the material, like using a particle surface coating or by adding aluminum to the active material to get a stable cycling process [
9].
Particularly in the case of high electrode compression, various mechanical effects occur in the calendering process. Foil embossing is observed on the uncoated collector edge as wrinkles in the running direction form at a specific angle. The lengthening of the coated part of the electrode leads to the so-called saber effect, also known as camber or banana effect. The curvature occurs after slitting or during the calendering of asymmetric electrodes. Electrode corrugation appears as periodic waviness in the running direction over the entire web width. Corrugations at the coating edge are small waves located on the transition area of the coating and collector, which are caused by the edge effect occurring during coating [
9,
10].
Günther et al. evaluated the further processability of the electrodes qualitatively, with regard to the subsequent processes. However, no quantifications were made [
10].
Regarding the separation of the electrodes into sheets, it is still not clear which effects from the calendering process occur regarding the geometrical properties of the sheets, which highly affect the subsequent stacking process. Mayer and Fleischer carried out a theoretical impact analysis for this purpose, wherein the influence of calendering and singulation on the individual single sheets was investigated [
11]. Furthermore, a methodology to draw conclusions on the resulting stacking accuracy, based on the shape of the single sheets, was outlined [
11]. Despite the lack of quantitative studies, the shape of the single electrode sheets has a massive impact on the achieved stacking accuracy after the stacking process.
To sum up, on the one hand, the process chain from calendering to separation has an important influence on cell performance in general; on the other hand, there is a strong dependence on subsequent production processes. In addition, the investigation of mechanical properties in the processing of electrodes is still hardly quantified in the literature. For this reason, the effects of strong compaction during calendering on the electrodes, as well as on the individual single sheets after separation, will be investigated in this paper.
2. Materials and Methods
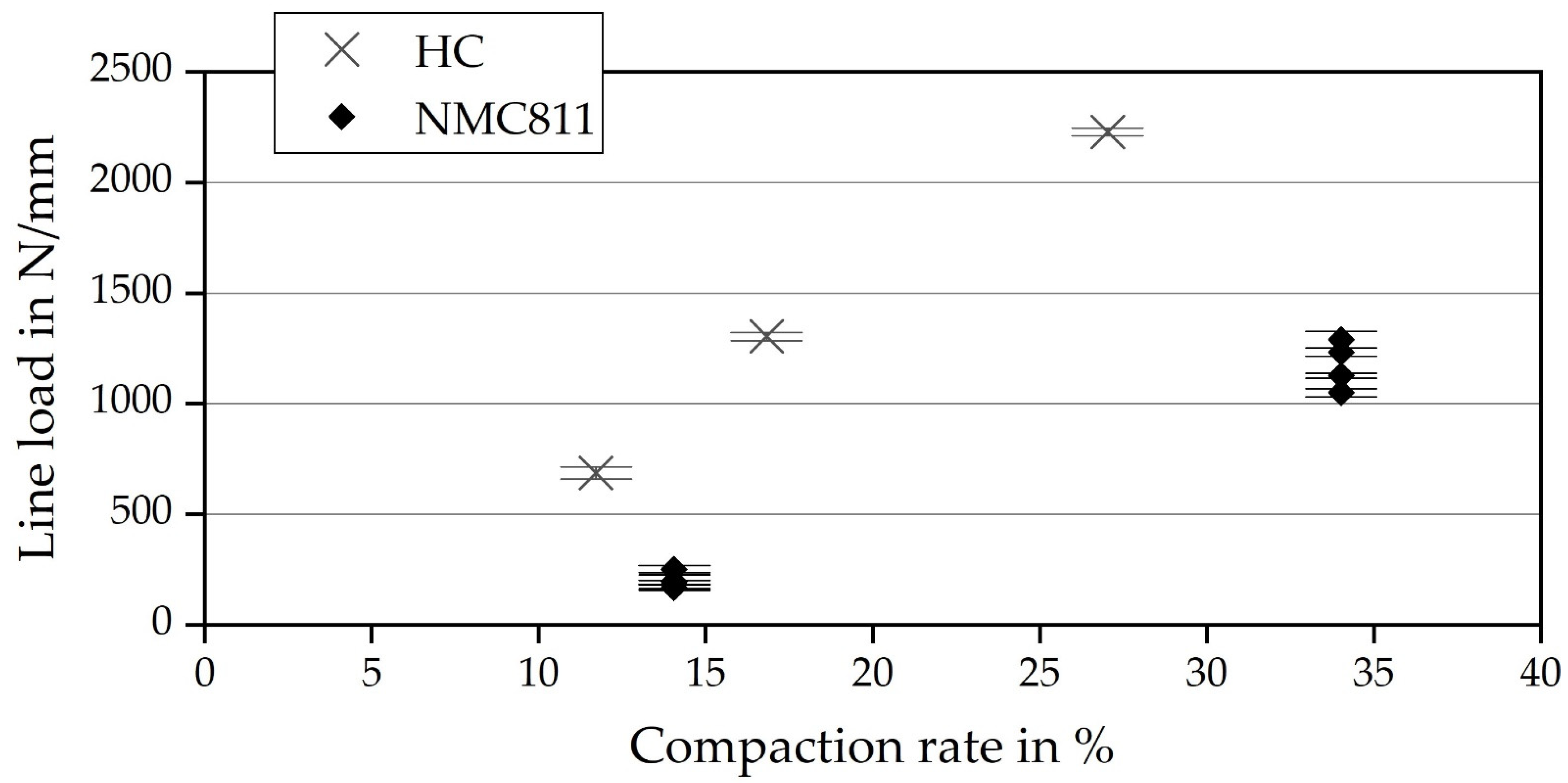
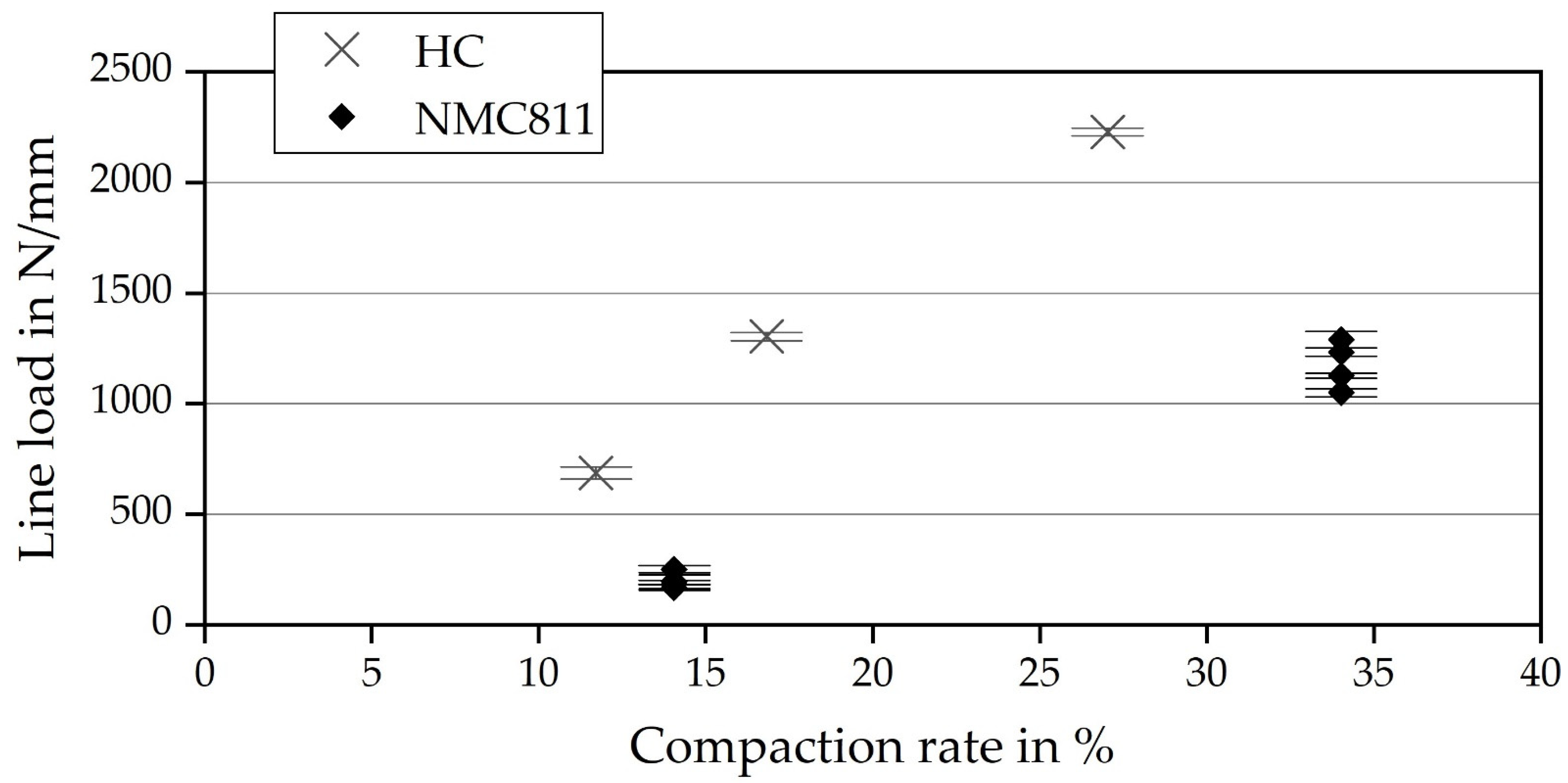
The relationships between different densities, the characteristics of geometric behavior, and the impact on the separation process are investigated. To be able to formulate statements independent of the type of material, two different materials are chosen. The idea is not to compare the two different active materials used on the anode and cathode sides but to see the difference between single- and double-sided coated electrodes. Since there was no single-sided coated NMC811-material available, the investigations were conducted with a NMC811 cathode (double-sided coating) and a hard carbon anode (single-sided coating). It is assumed that the general mechanical behaviors are comparable because the active material particles show the same morphology. Both have spherical particles.
The NMC811 cathode was manufactured uncalendared by Enertech International, containing 94% active material, 3% carbon black and 3% binder. The surface loading of the coating is 20.8 mg/cm2, which is applied symmetrically on both sides of a 15 µm-thick aluminum foil. The coating width is 155 mm, on a 215 mm-wide aluminum foil.
The hard carbon anode was manufactured at the Karlsruhe Institute of Technology (KIT). The water-based slurry contained 93% of spherical-shaped hard carbon particles (BHC-240, Shandong Gelon LIB Co., Ltd., Linyi, Shandong, China) with a diameter of about 10 µm (D50), 1.4% carbon black and 5.6% of the binder system, CMC/SBR. The slurry was coated, single-sided, on a 200 mm-wide and 20 µm-thick aluminum foil with a coating width of 150 mm [
12].
For the calendering process, the experiments were investigated with the calender from KIT, built by Saueressig. The calendering machine has rollers with a diameter of 700 mm and a width of 500 mm that can be tempered up to 90 °C. The maximum possible line load is 2000 N/mm, while the maximum web speed is 30 m/min.
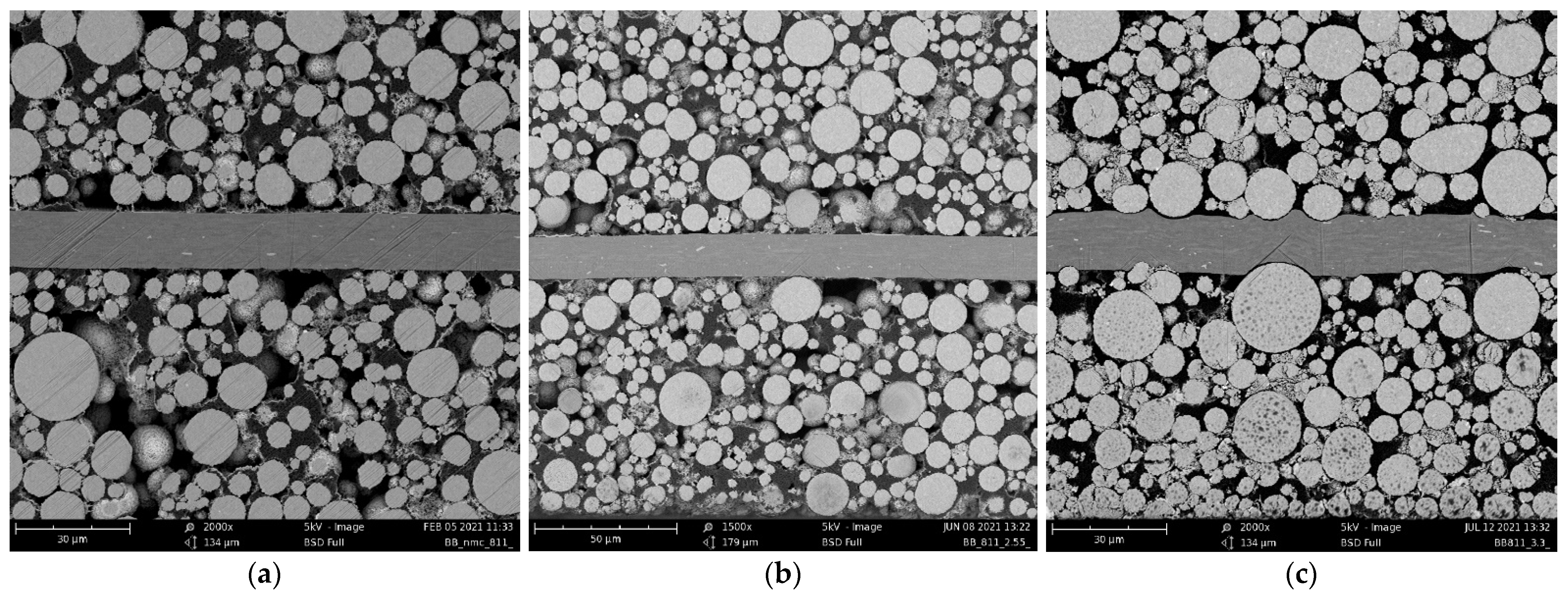
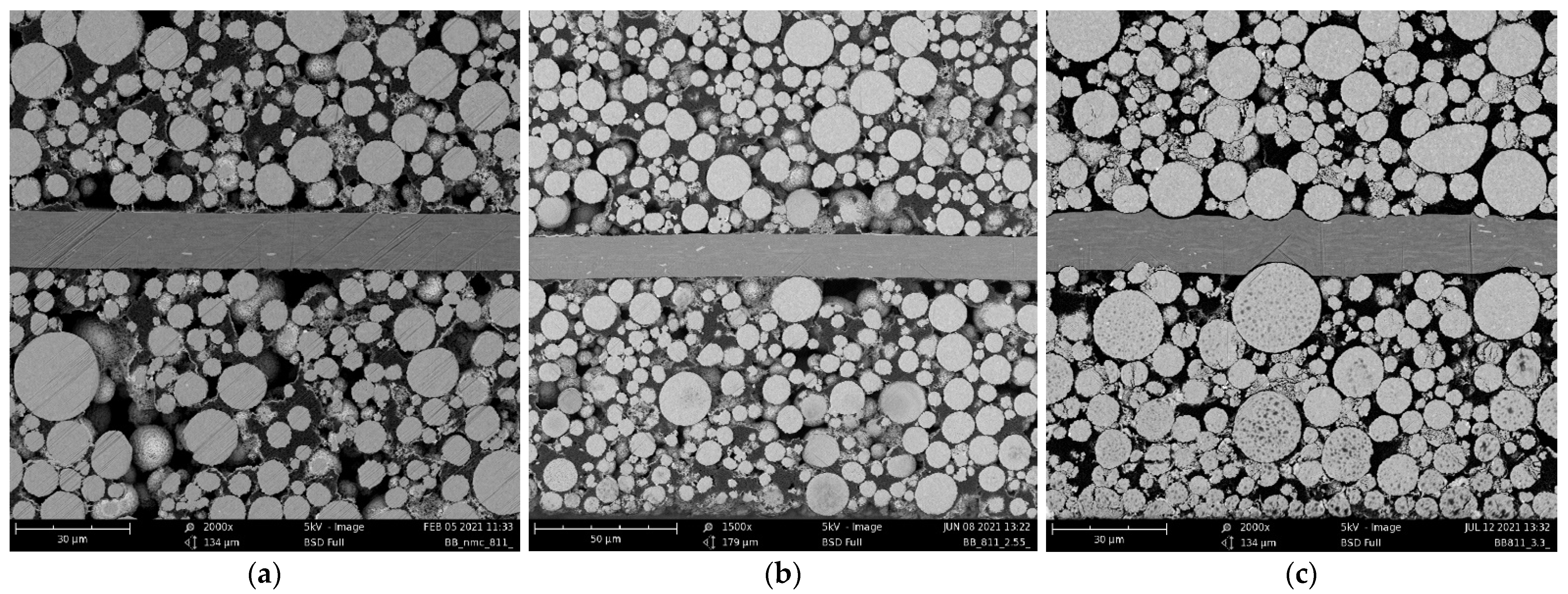
Cross-sections of uncalendared and calendered NMC811 electrodes were made with an argon ion cutter, EM TIC 3X (Leica Microsystems GmbH, Wetzlar, Germany). Scanning electron microscopy (SEM) images were obtained using a Phenom ProX (Thermo Fisher Scientific, Waltham, MA, USA).
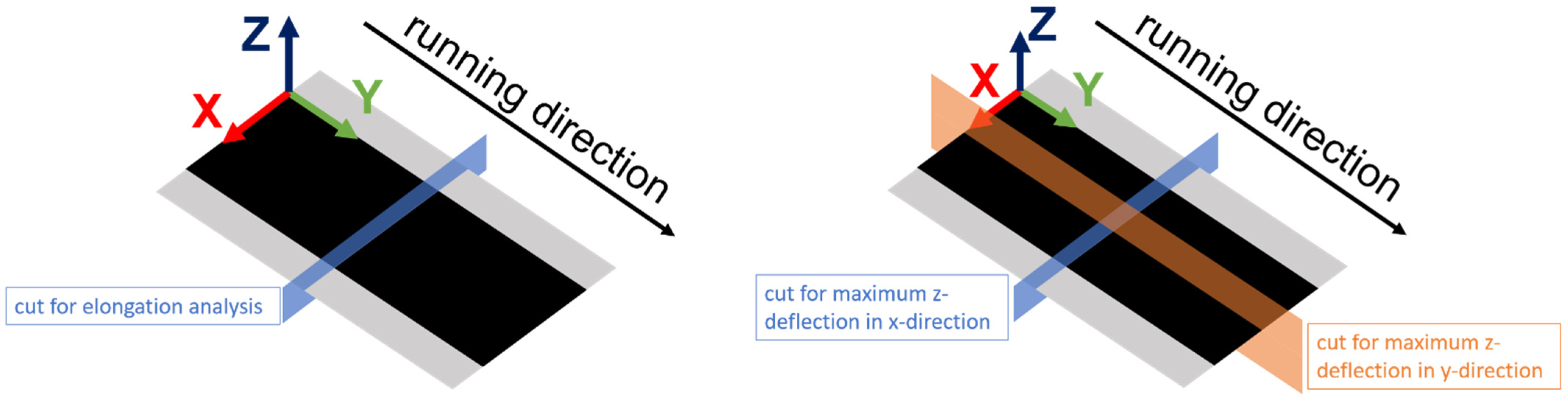
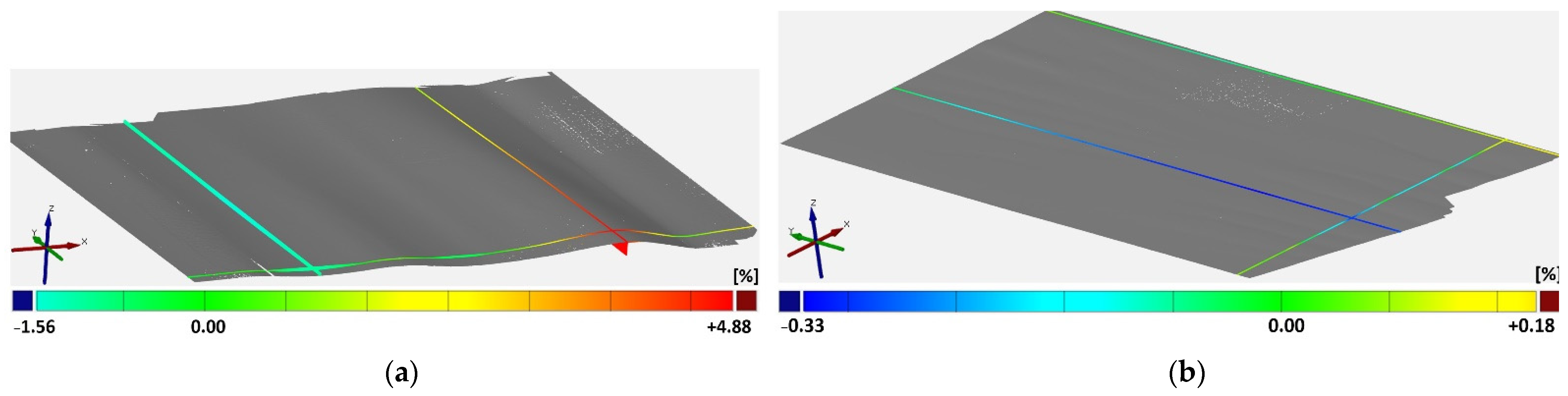
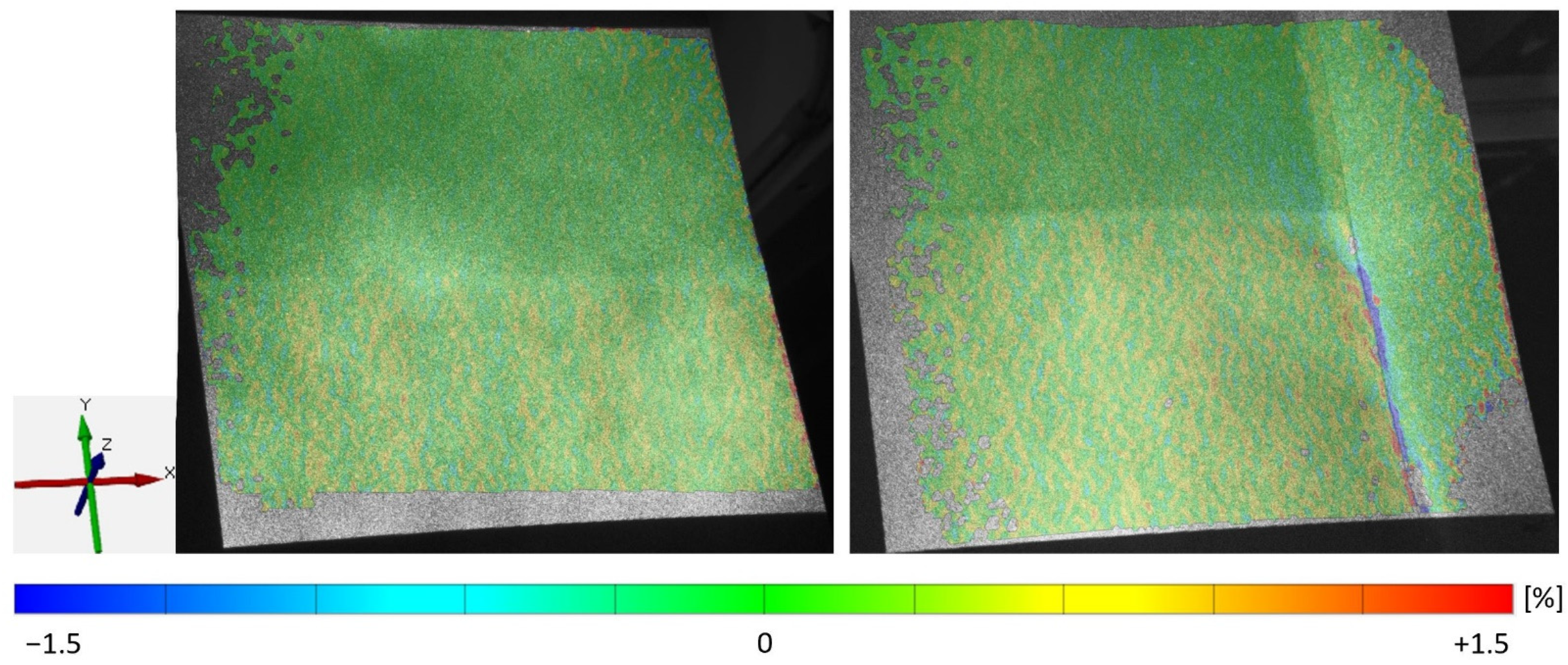
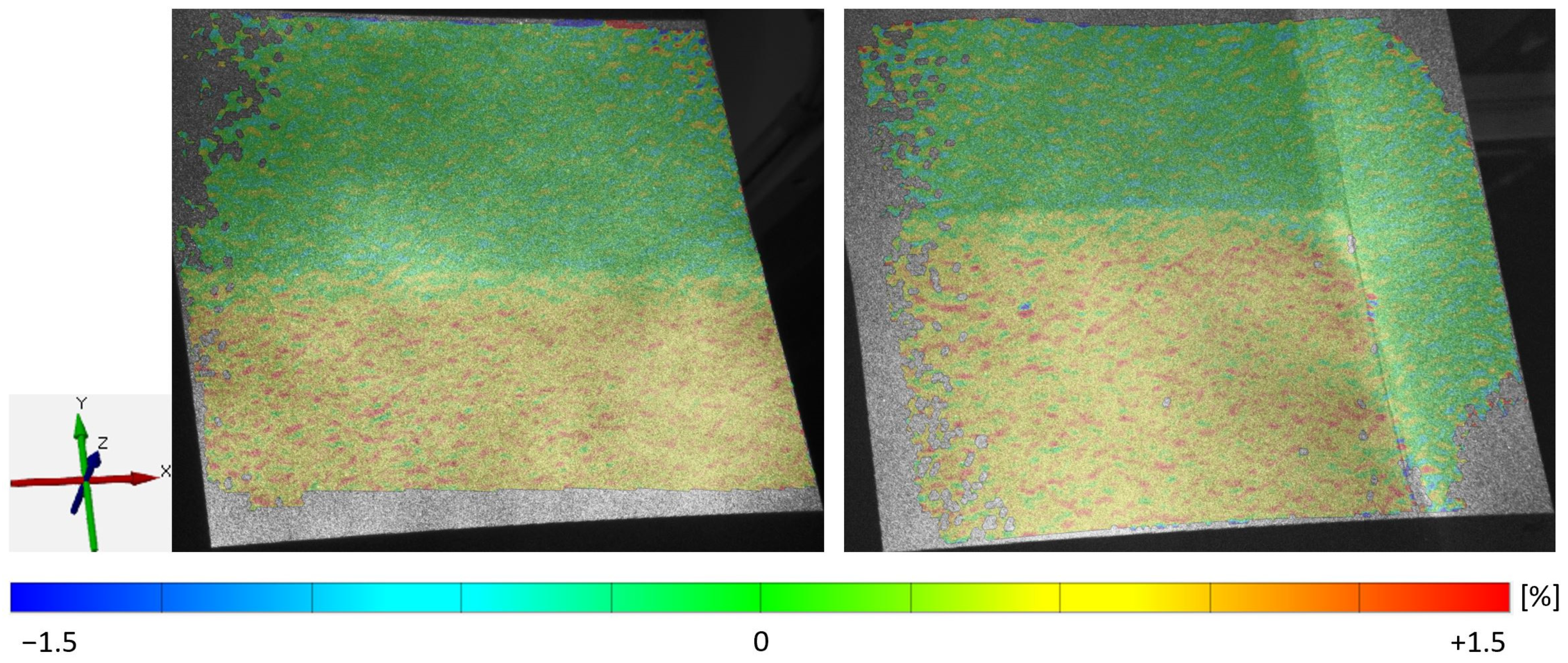
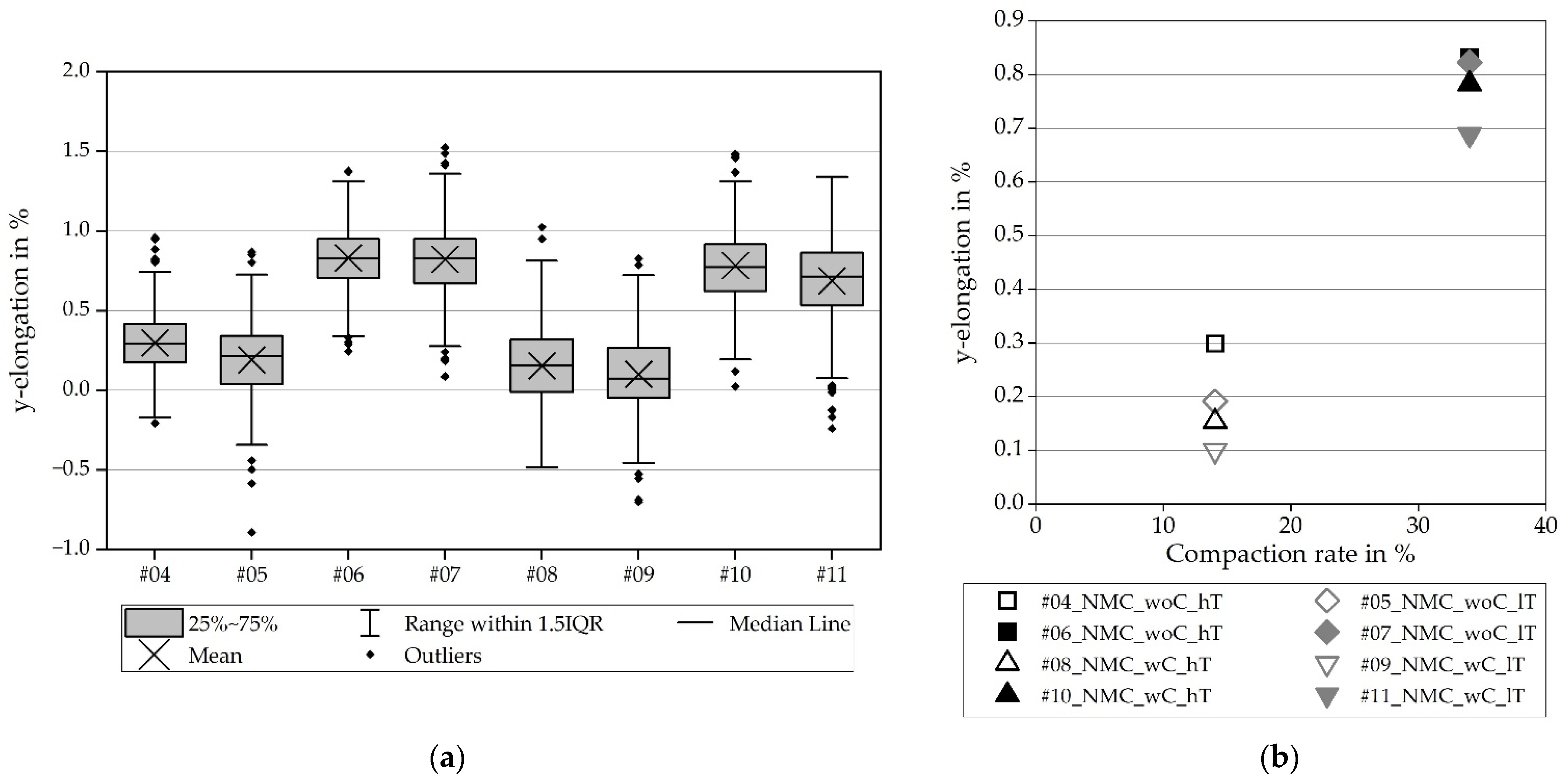
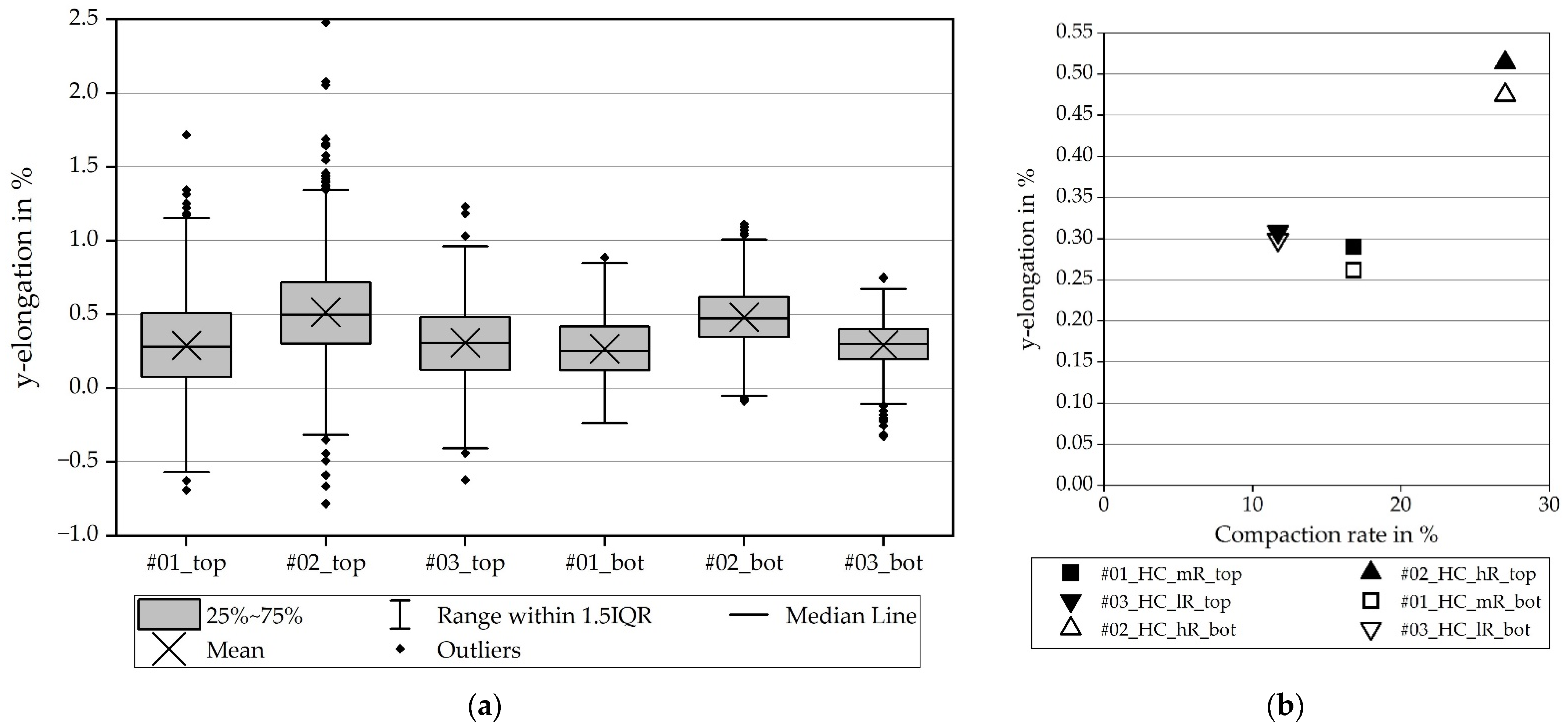
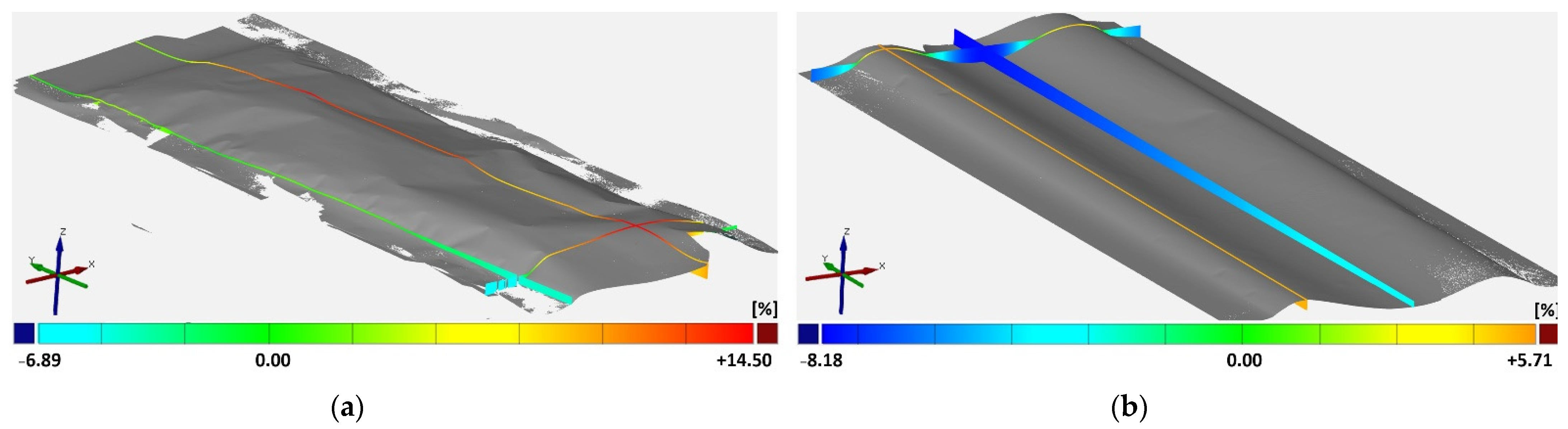
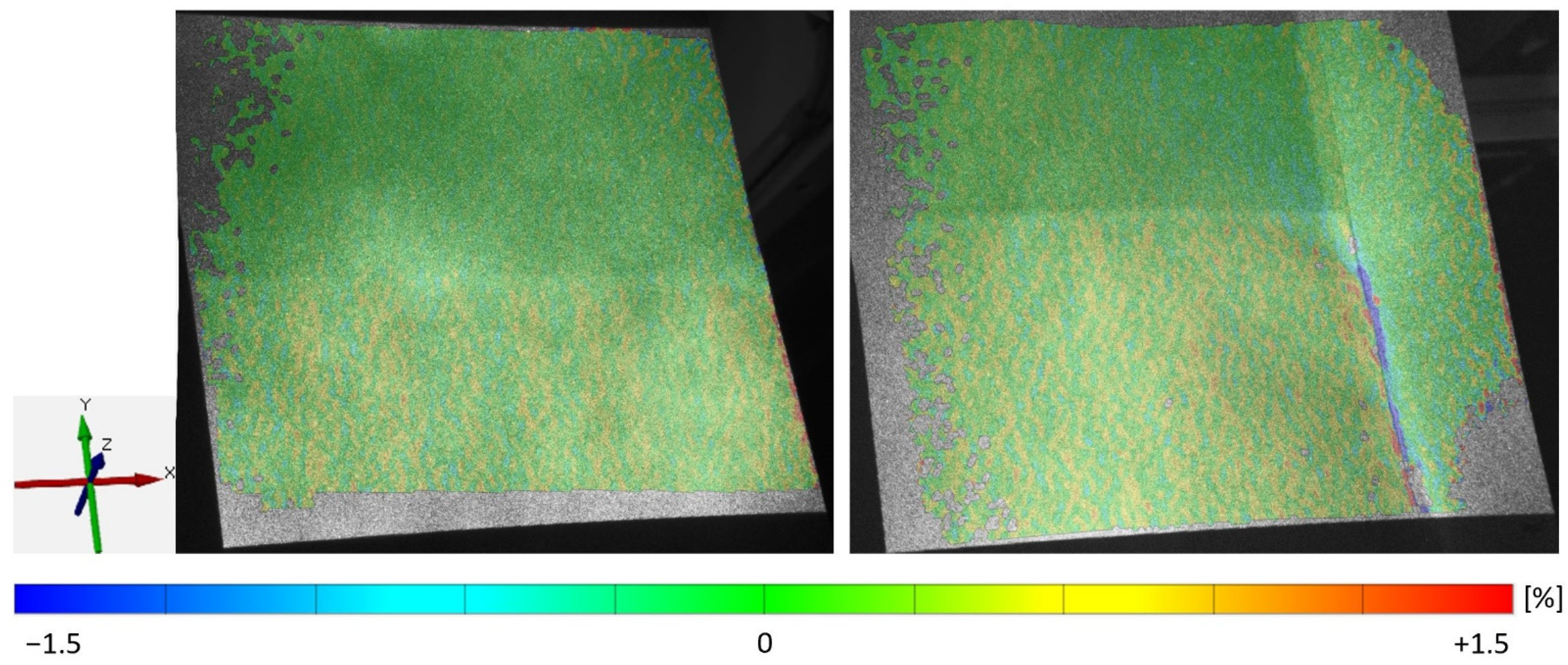
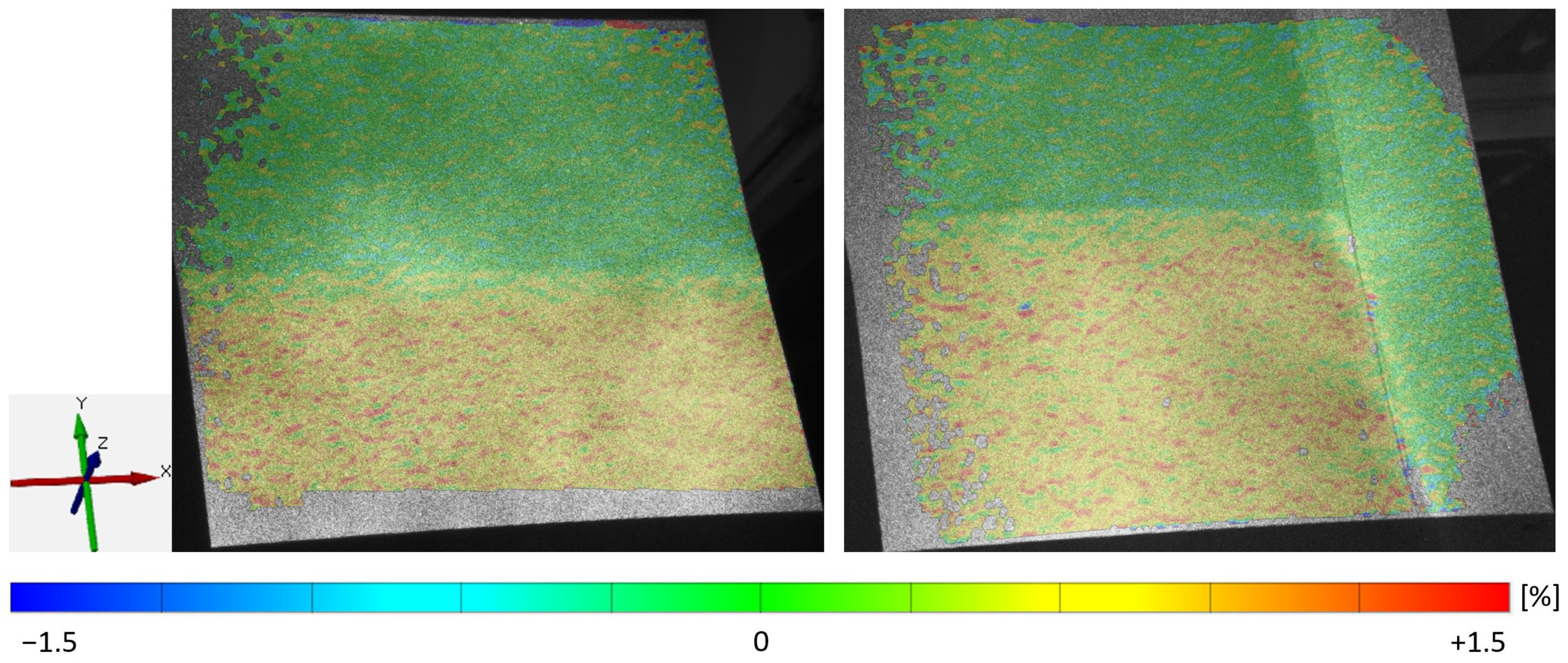
To be able to determine the influence of the calendering process on the subsequent process steps, the results are evaluated using the introduced elongations and resulting geometric formations. The detection of the elongation of the electrode surface due to calendering is performed with an optical 3D coordinate measurement machine, an ATOS Core 135 (GOM GmbH, Braunschweig, Germany) [
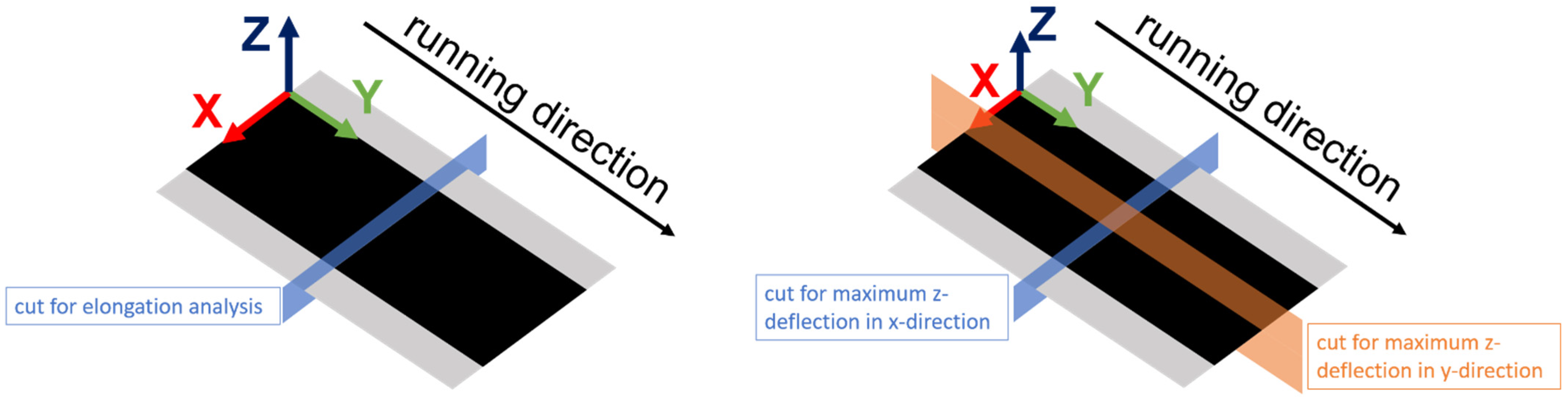
13]. To achieve this, a random color pattern is sprayed onto the electrode surface and two pictures are taken. One is taken before and one directly after calendering so that the deviations between the color dots can be measured and the integrated software can calculate the elongation. The calculated elongation comprises the x and y parts. The x-elongation is evaluated in the x-direction, which is defined as being crosswise to the running direction (see
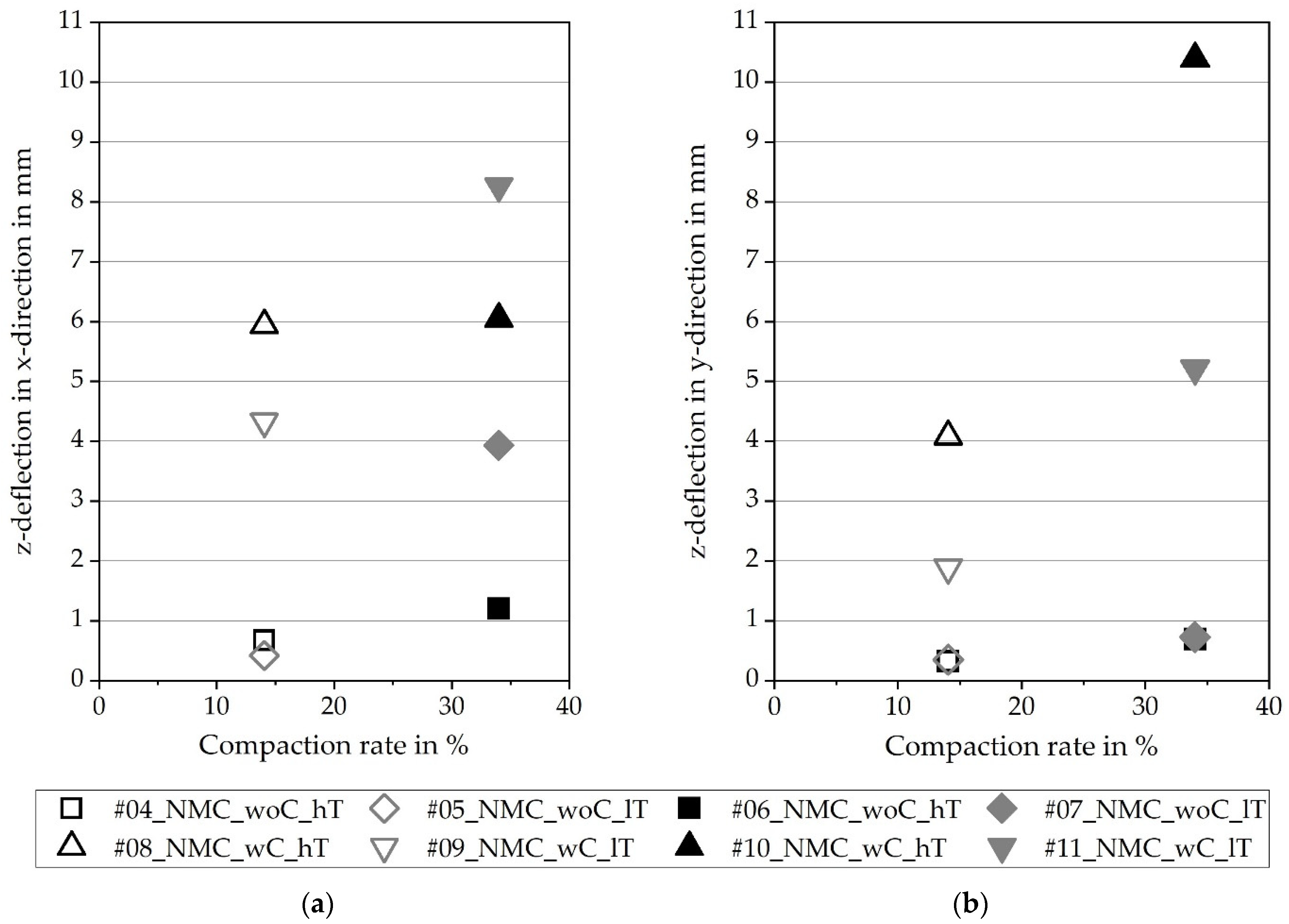
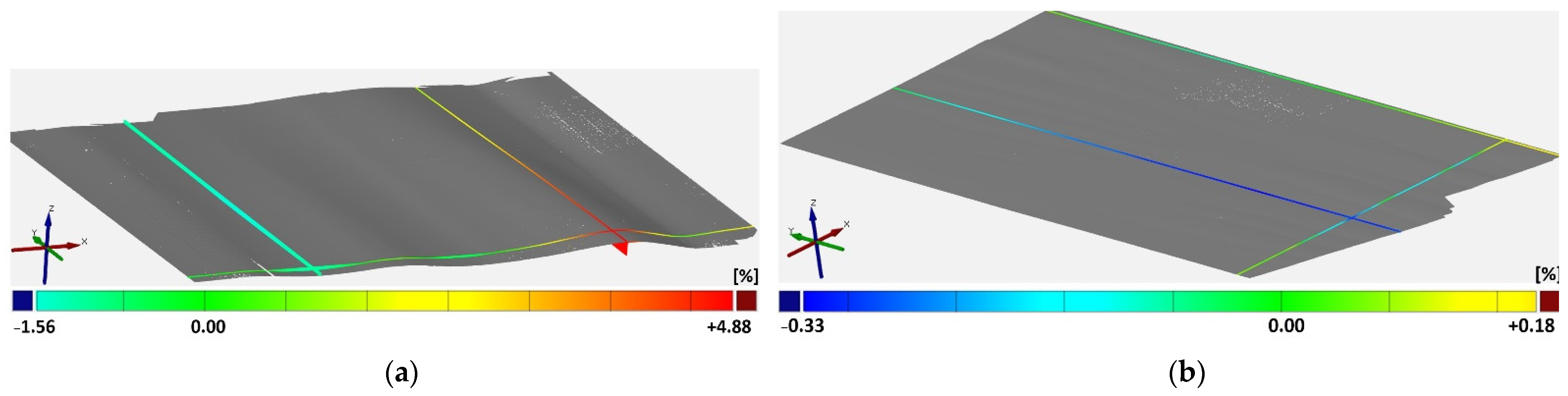
Figure 1). Analogously, the y-elongation is evaluated in the y-direction; that is, in the running direction. Furthermore, for the purposes of this study, 3D scans of the surface of the electrode were processed for the investigation of deformations. The maximum absolute deflections in the z-direction, perpendicular to the web in the x-direction (crosswise to the running direction), and in the y-direction (in running direction) were analyzed for the 3D scans.
To compare the present results with other research papers, density is considered a common material property. The density was calculated using the thickness and the weight of electrode samples (exclusive of the collector foil). For the measurement of electrode thickness, the digital indicator MarCator 1075R (Mahr GmbH, Goettingen, Germany) was used [
14,
15]. The weight of the electrode samples was measured with the laboratory balance EW 220-3NM (KERN & SOHN GmbH, Balingen-Frommern, Germany) [
16].
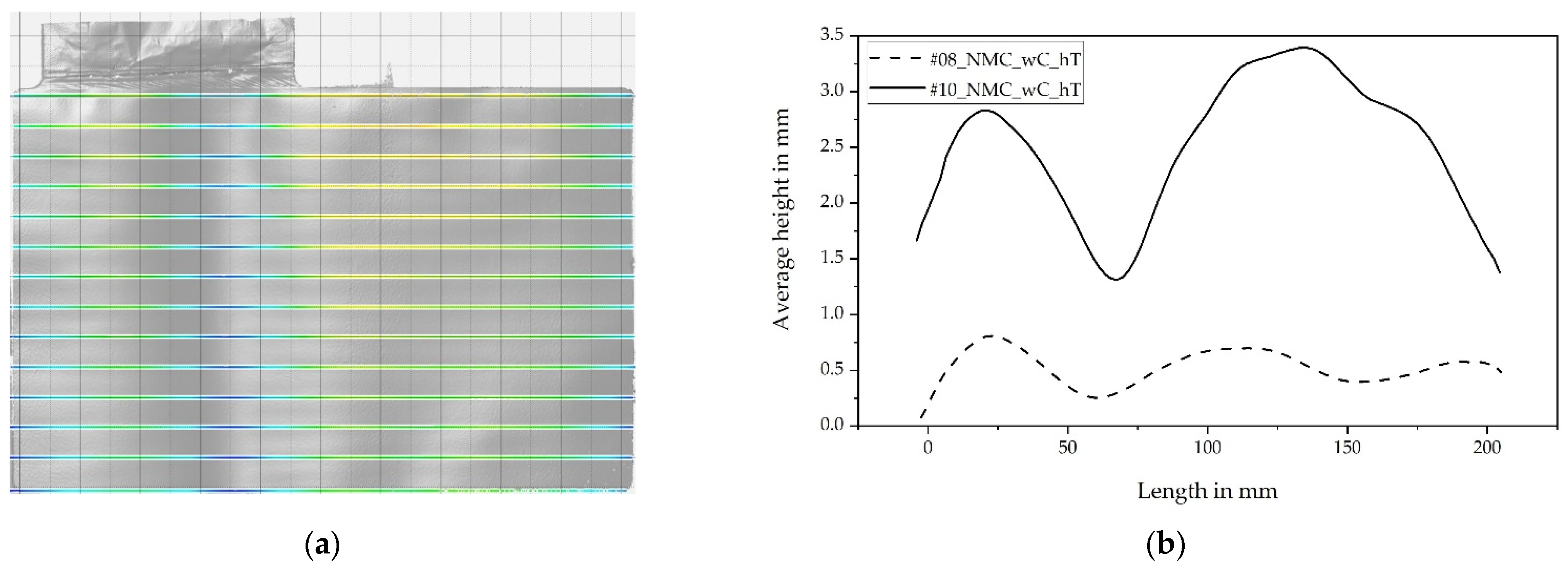
Separation into single-sheet electrodes was carried out by means of a strip steel-cutting device in the laboratory at KIT, which was built by the Manz company. For this purpose, strips of about 25 cm were cut from the calendered electrode coil. These were placed under the steel strip tool, which punched out the shape from the underlying electrode using compressed air. The sheet size is ~200 mm × 135 mm. To evaluate the geometric shape of the single-sheet electrodes, the above-described optical 3D coordinate measurement machine, an ATOS Core 135 (GOM GmbH, Braunschweig, Germany), was used. The single-sheet electrodes were placed on a flat table and the shape, including absolute deflections in the z-direction, was recorded. In order to assess the geometric shape, contour lines were evaluated in the machine direction at intervals of 10 mm. These were averaged with each other to obtain an averaged curve for the elevation profile of the sheet.
To increase the overall understanding from the generated material parameters to the impact on the processes themselves and the resulting electrochemical properties, the cathode material was analyzed in the coin cells.
For electrochemical measurements, coin cells were assembled in a half-cell setup (NMC811 cathode vs. lithium metal anode). Therefore, CR2032 cells from the MTI Corporation, purchased through PI-KEM, were used as cell housing materials, lithium chips were purchased from PI-KEM, along with a glass-fiber GFD separator from VWR and electrolyte from Gotion (1M LiPF6 in EC/DMC + 3 wt % VC).
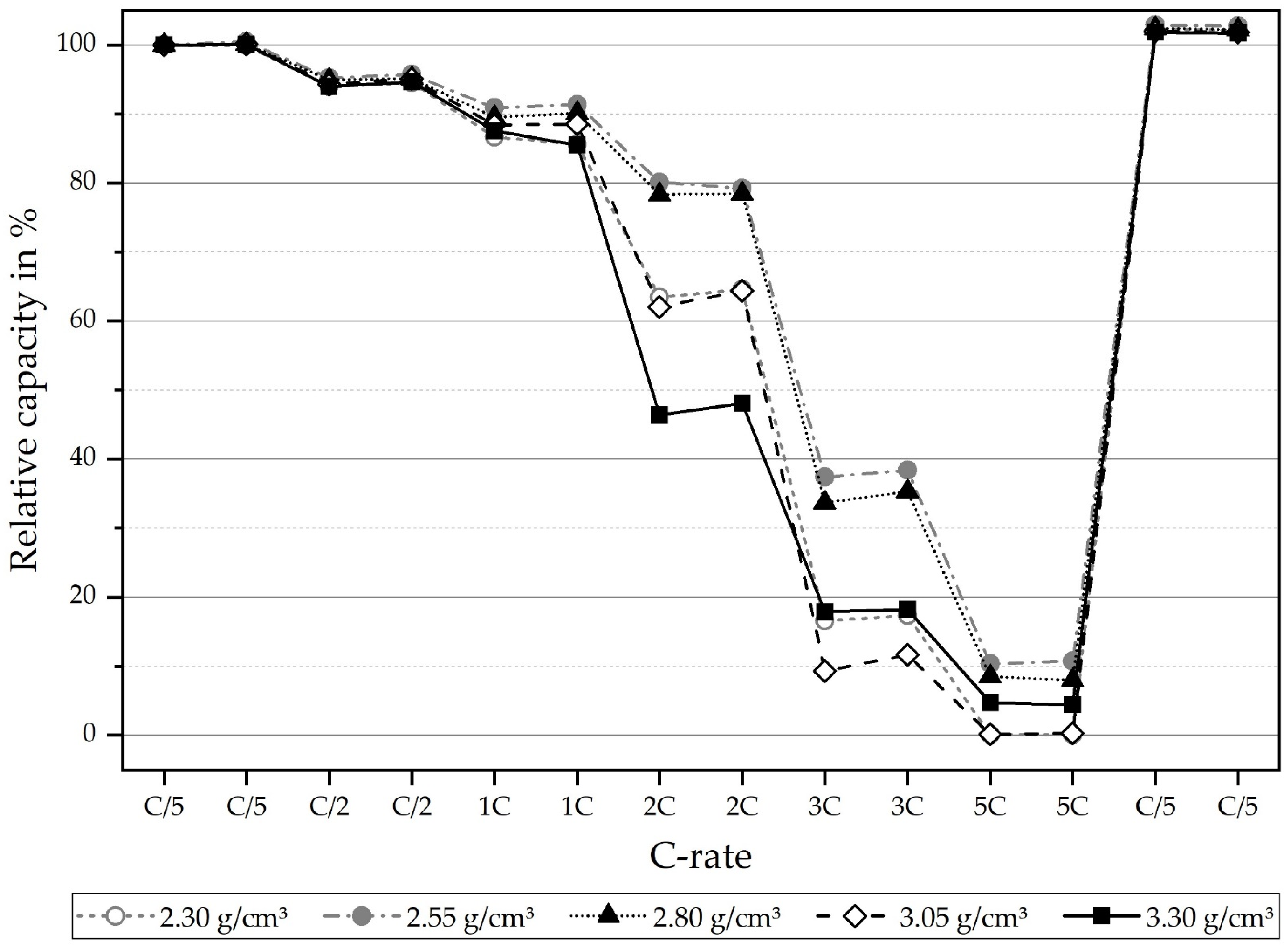
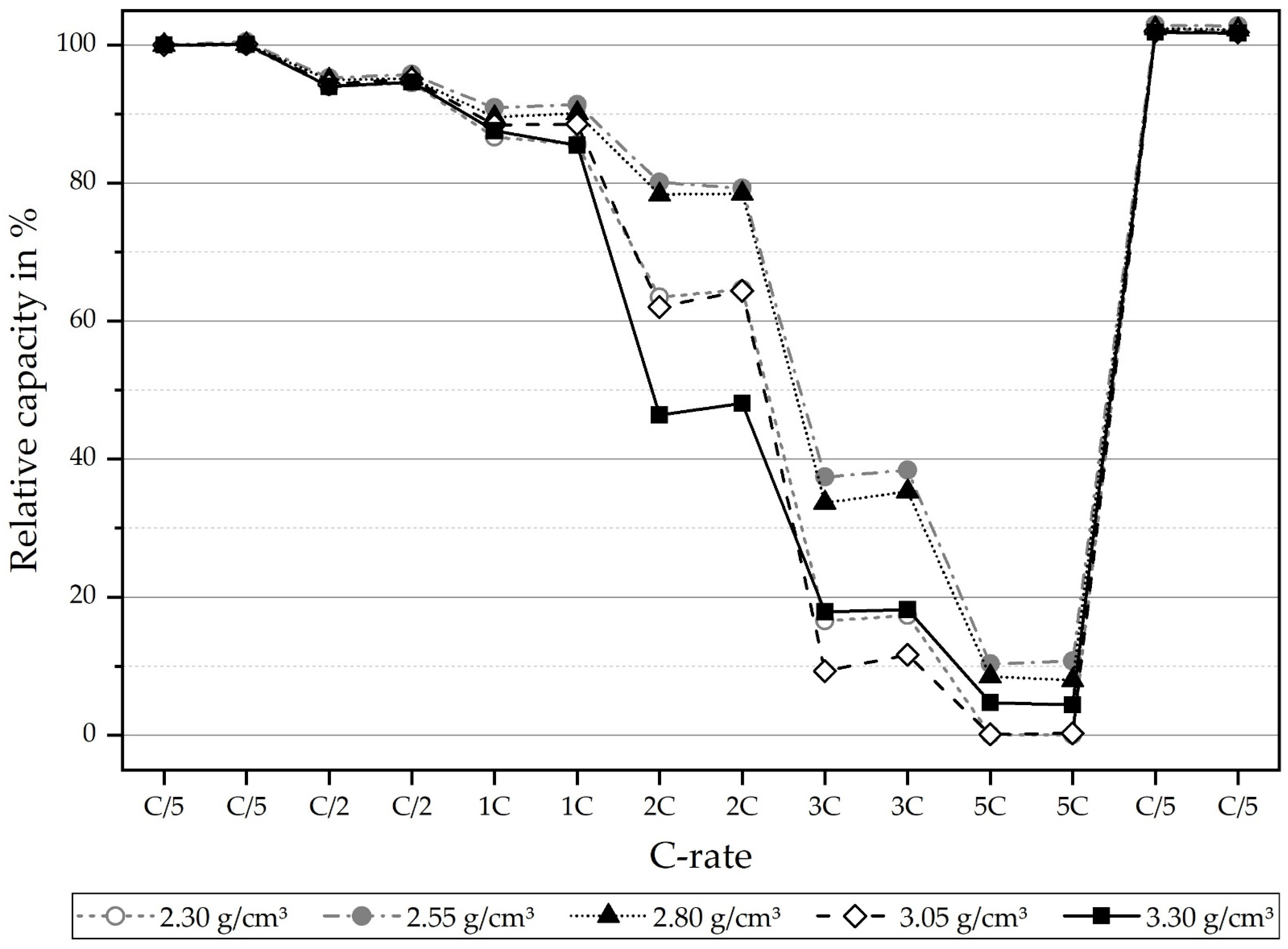
The NMC811 cathodes were punched into 12 mm-diameter disks; for the lithium anode, 15.8 mm-diameter disks were used, and the glass fiber separator was cut into 17 mm-diameter circles. The cathodes and separators were dried under reduced pressure at 130 °C and 180 °C, respectively, before cell assembly. The cells were assembled in an Ar-filled glovebox and filled with 350 µL of electrolyte to allow for sufficient wetting. For each calendering condition (2.30, 2.55, 2.80, 3.05 and 3.30 g/cm3), two coin cells were built to enable replication of the results.
The coin cells were tested using a BioLogic VMP3 potentiostat. For setting the C-rate, the capacity of the cathode was practically determined in a pre-test, starting with a theoretical capacity from the datasheet of 4.4 mAh/cm2. By applying a current of C/20 (I = 0.22 mA) for charge and discharge (3.0–4.3 V), practically, 3.9 mAh/cm2 was determined and this capacity was used for all subsequent formation and rate tests (1C = 3.9 mA/cm2 cathode or 4.4 mA/cm2 coin cell). All cells were formatted by cycling three cycles at C/10 (charge with CC C/10 and CV at 4.3 V until I < C/20; discharge at C/10 CC); the voltage range was 3.0–4.3 V. Then, an antisymmetric rate test was performed with the same charge current of C/5 CC, including a CV phase at 4.3 V until I < C/20. The discharge rate was varied after each set of two full cycles (C/5, C/2, 1C, C/5, 2C, 3C, 5C, C/5).
4. Discussion and Outlook
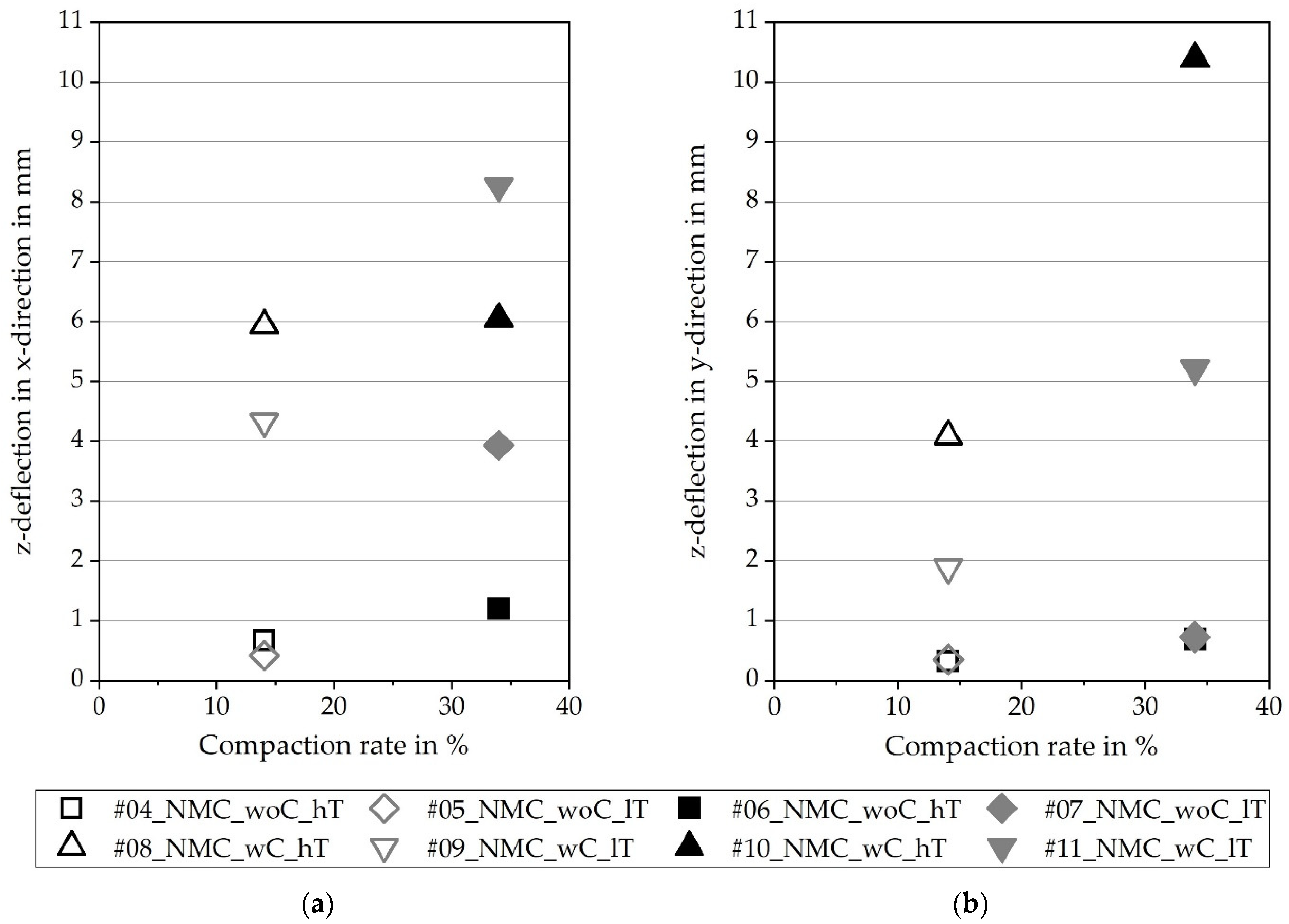
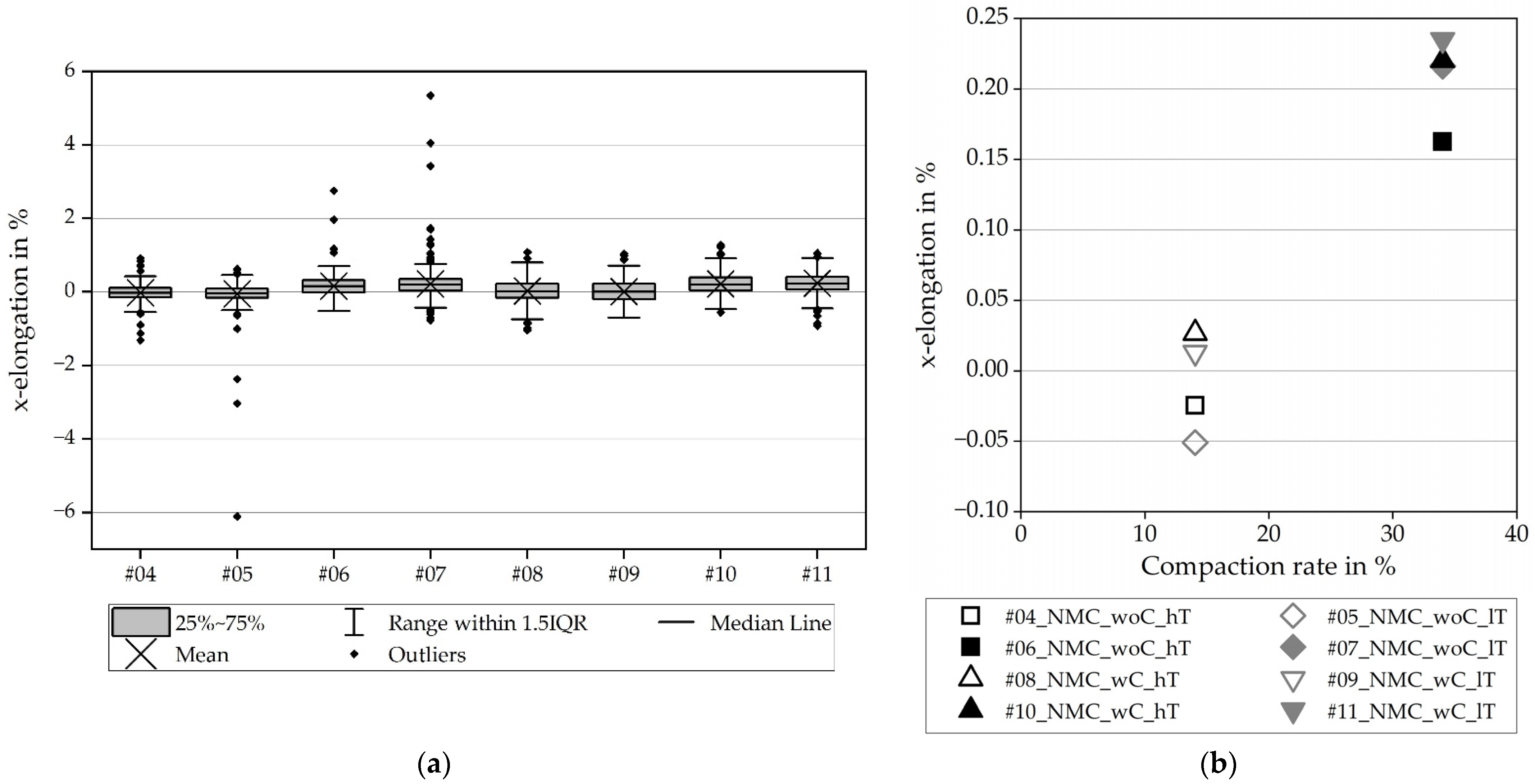
This paper demonstrates that the material’s behavior and its interaction with the machine have a significant influence on calendering and separation. An increasing compaction rate during calendering leads to stronger deflections of the electrodes. For single-sided coated electrodes, both corrugation and bulges occur, whereas double-sided coated electrodes only show corrugation. Electrodes without an uncoated current collector stay flat, up to small corrugations. Despite increasing the x- and y-elongations while increasing compaction rates, the electrode has no limitation in compensating displacement, due to the lack of an uncoated foil boundary. Web tension seemed to have no significant influence on the deflection. The influence of the material’s properties on the material’s behavior during processing is still not fully understood. For instance, the particle morphology, the type of substrate, or the calender roller diameter are parameters that are expected to have an impact on the processing results. Due to the remaining uncertainties, the above assumptions have to be verified and confirmed in further scientific work. Additionally, the impact of calendering on web guidance and winding also needs to be investigated as these are critical processes for the sensitive coating. Subsequently, during the slitting process, the stressed electrode may result in a saber effect that complicates or even precludes further processing.
In addition, this paper presents the influence of calendering on the separation process, with the resulting shape of single-sheet electrodes. The separation of the electrodes shows a strong dependence of the electrode shape on the compaction rate. Corrugations after calendering propagate into the single sheet. The higher the compaction rate, the greater the corrugations in the single-sheet electrode. However, it has not yet been investigated regarding up to which level of corrugation the tolerances of the subsequent processes, in particular the stacking process and its resulting stacking accuracy, can be maintained. One interesting approach is to simulate the stacking process, to quantify which z-deflections can be tolerated since these also occur at lower compaction rates. For this purpose, the presented paper can serve as input data, particularly in the form and amplitude of the corrugations, for a simulation that is presented, for example, in [
11].
The paper provides a first quantification of the mechanical behavior of the electrodes, which might cause problems during further processing. However, the actual effects, especially regarding the fulfillment of tolerances in subsequent processes, are still barely investigated and require further research.


 ,
, 





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}