
Comprehensive Understanding of Roller Milling on the Physicochemical Properties of Red Lentil and Yellow Pea Flours



Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Methods
2.2.1. Kernel Characteristics
2.2.2. Tempering
2.2.3. Milling
2.2.4. Proximate Analysis
2.2.5. Particle Size Distribution
2.2.6. Color Analysis
2.2.7. Bulk Density
2.2.8. Tapped Density
2.2.9. True Density
2.3. Statistical Analysis
3. Results and Discussion
3.1. Grain Characteristics
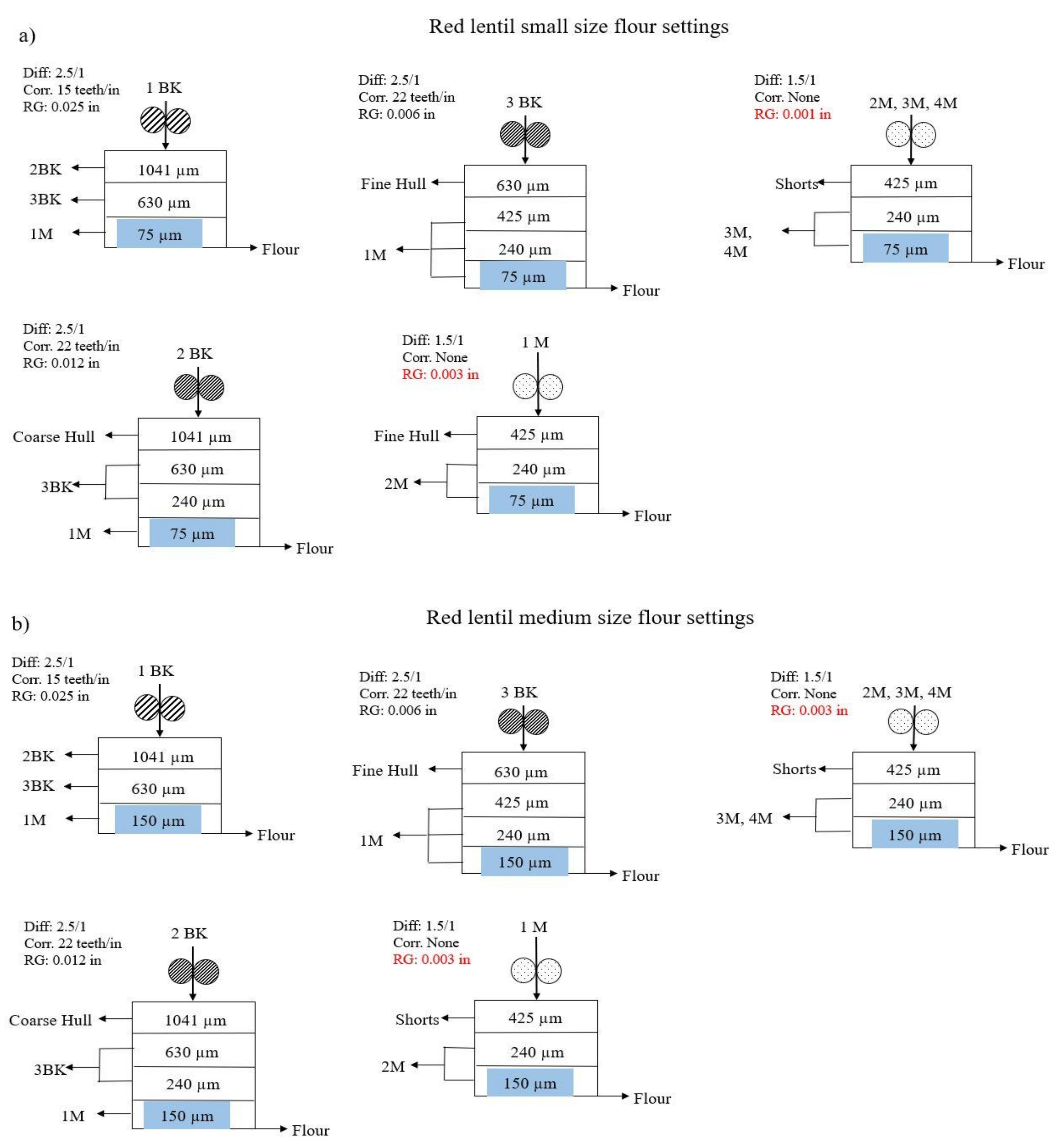
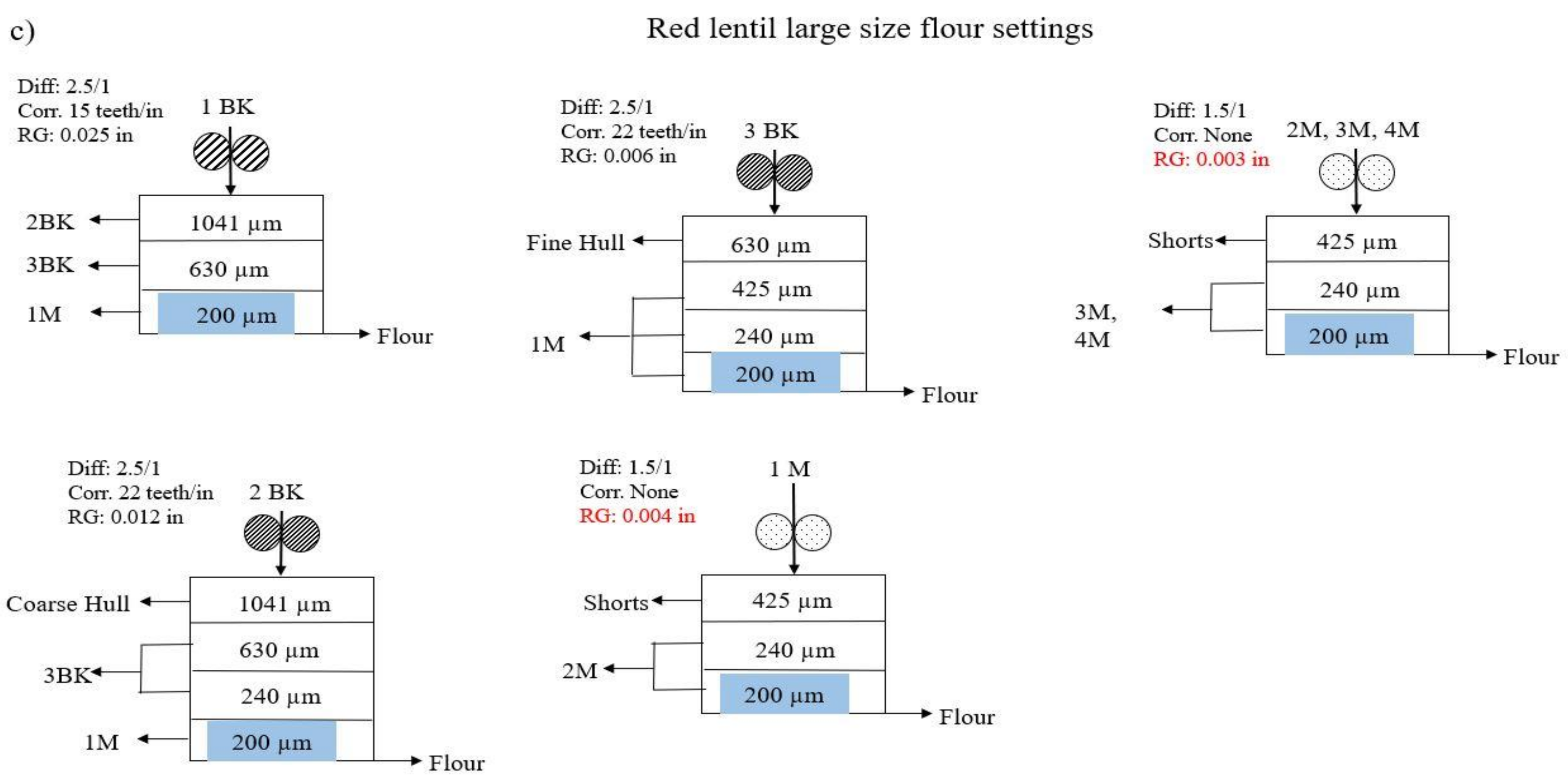
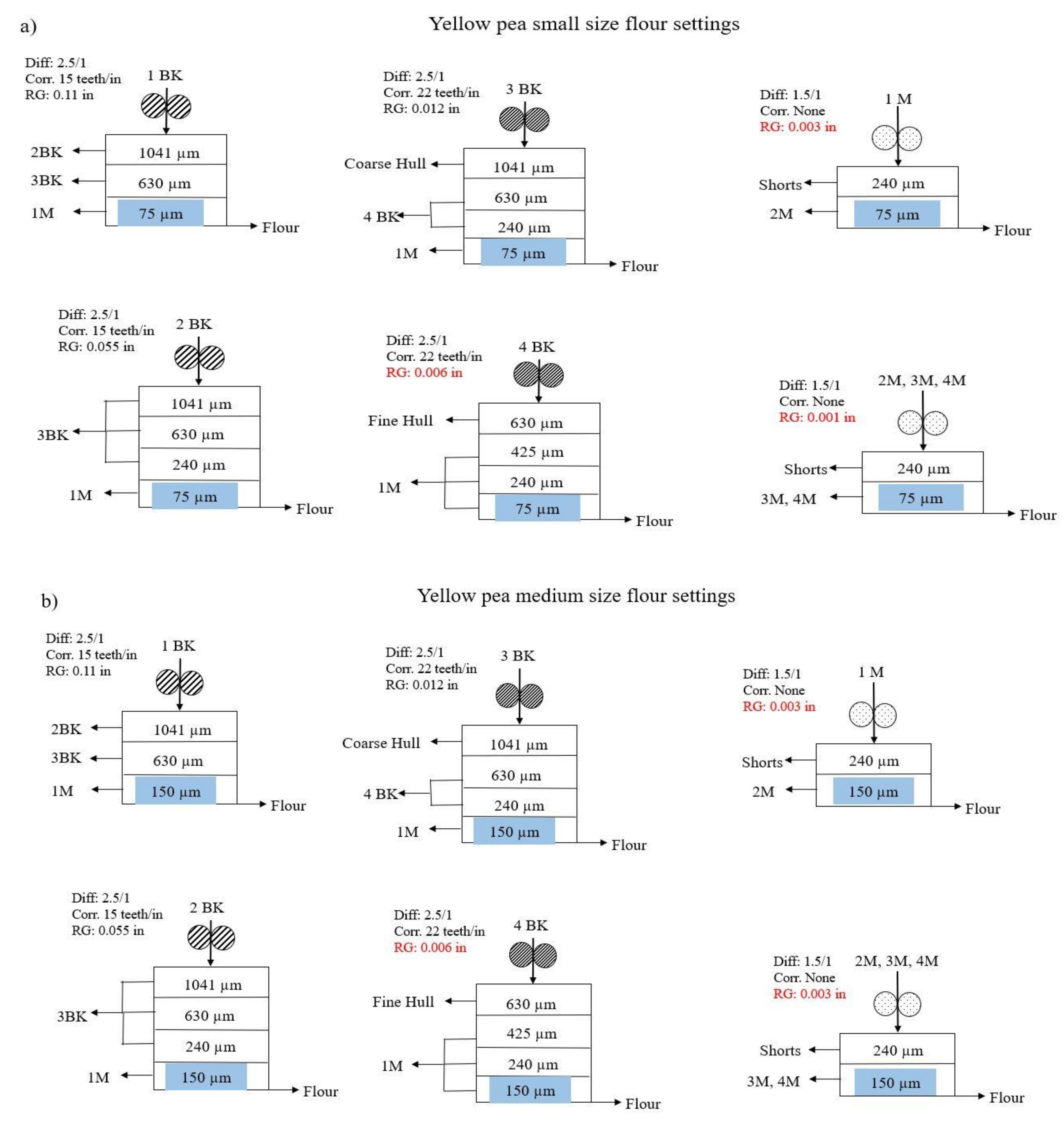
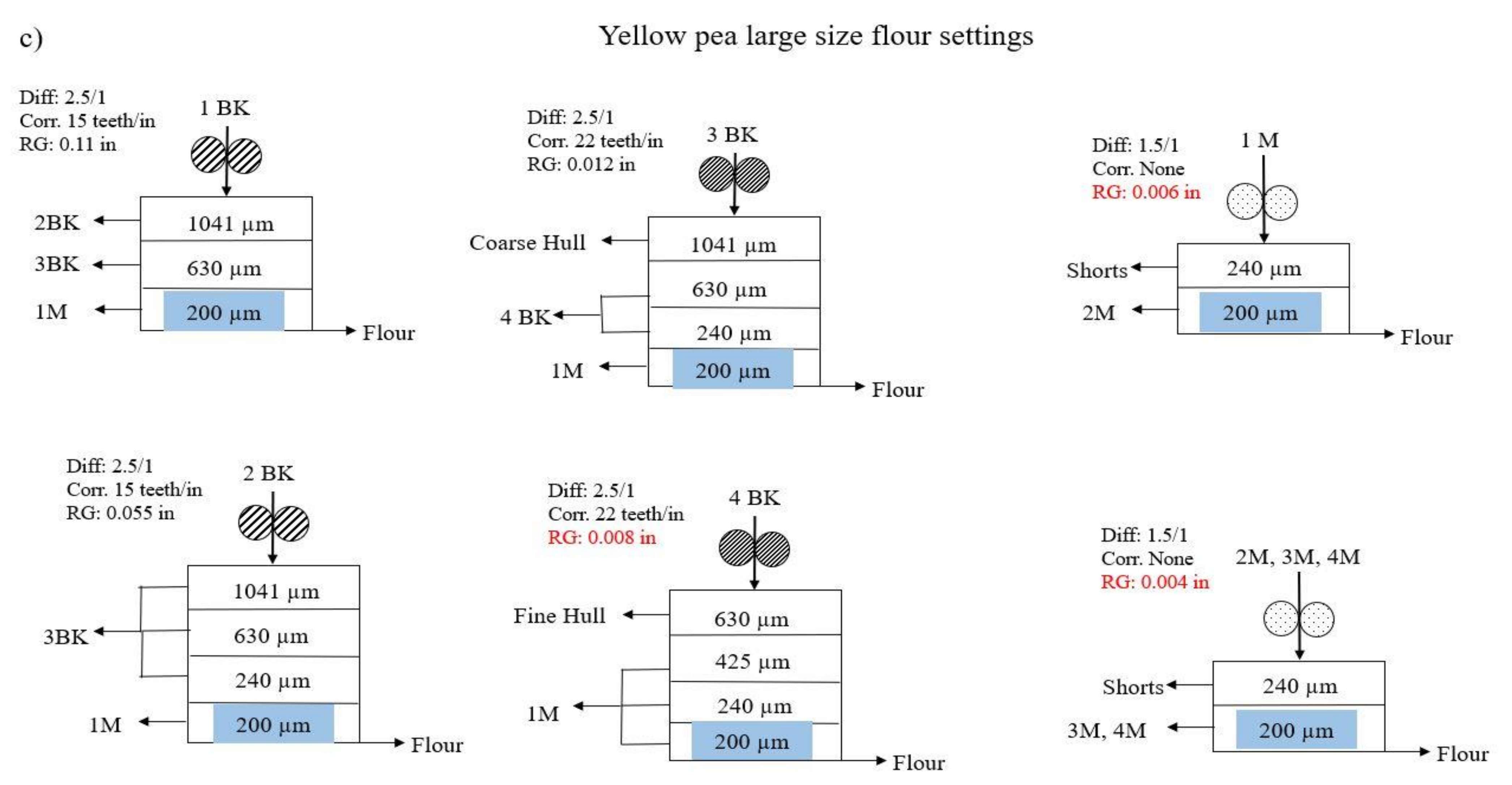
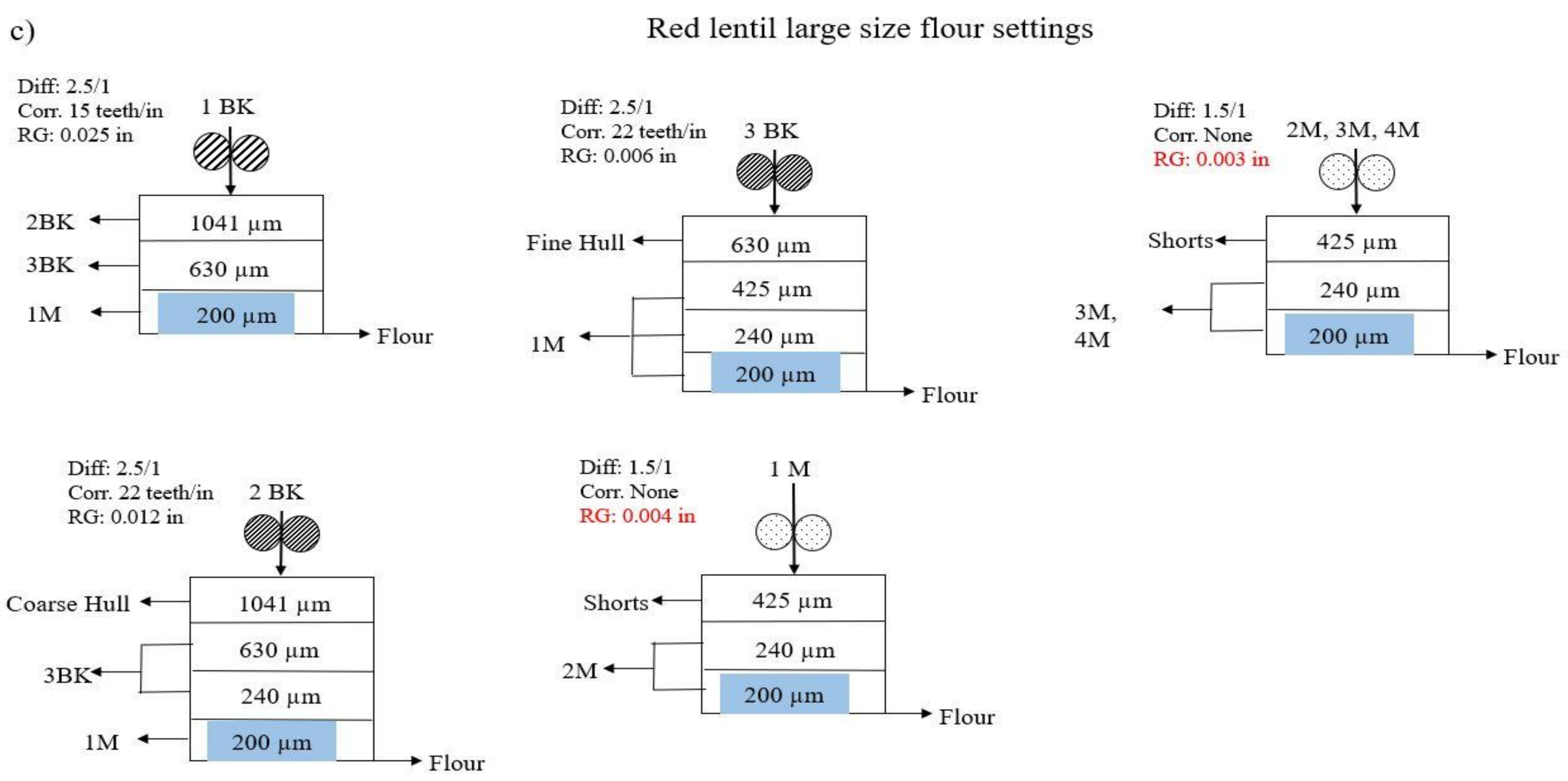
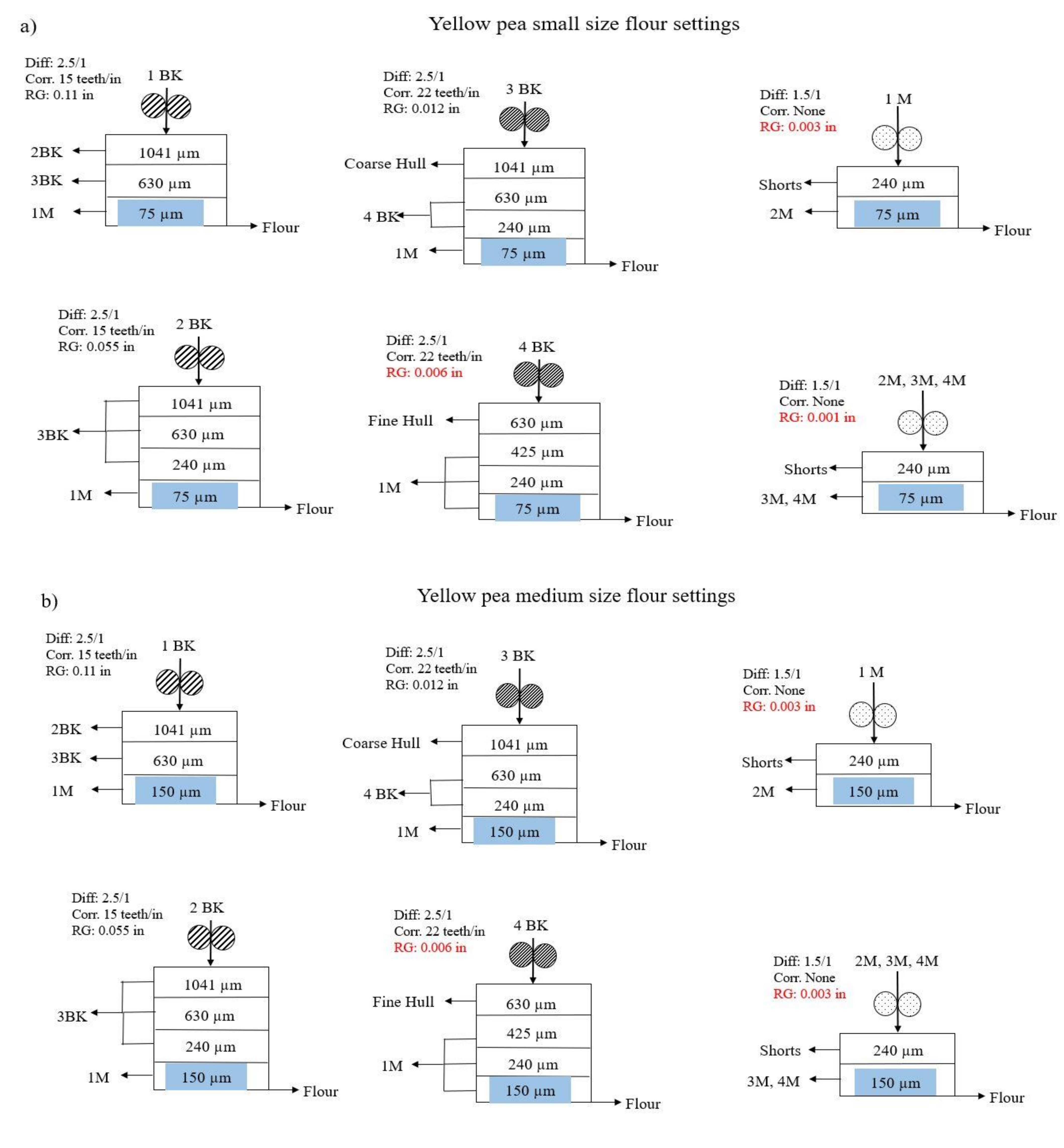
3.2. Development of Milling Flowsheets
3.2.1. Red Lentil Flour Mill Settings
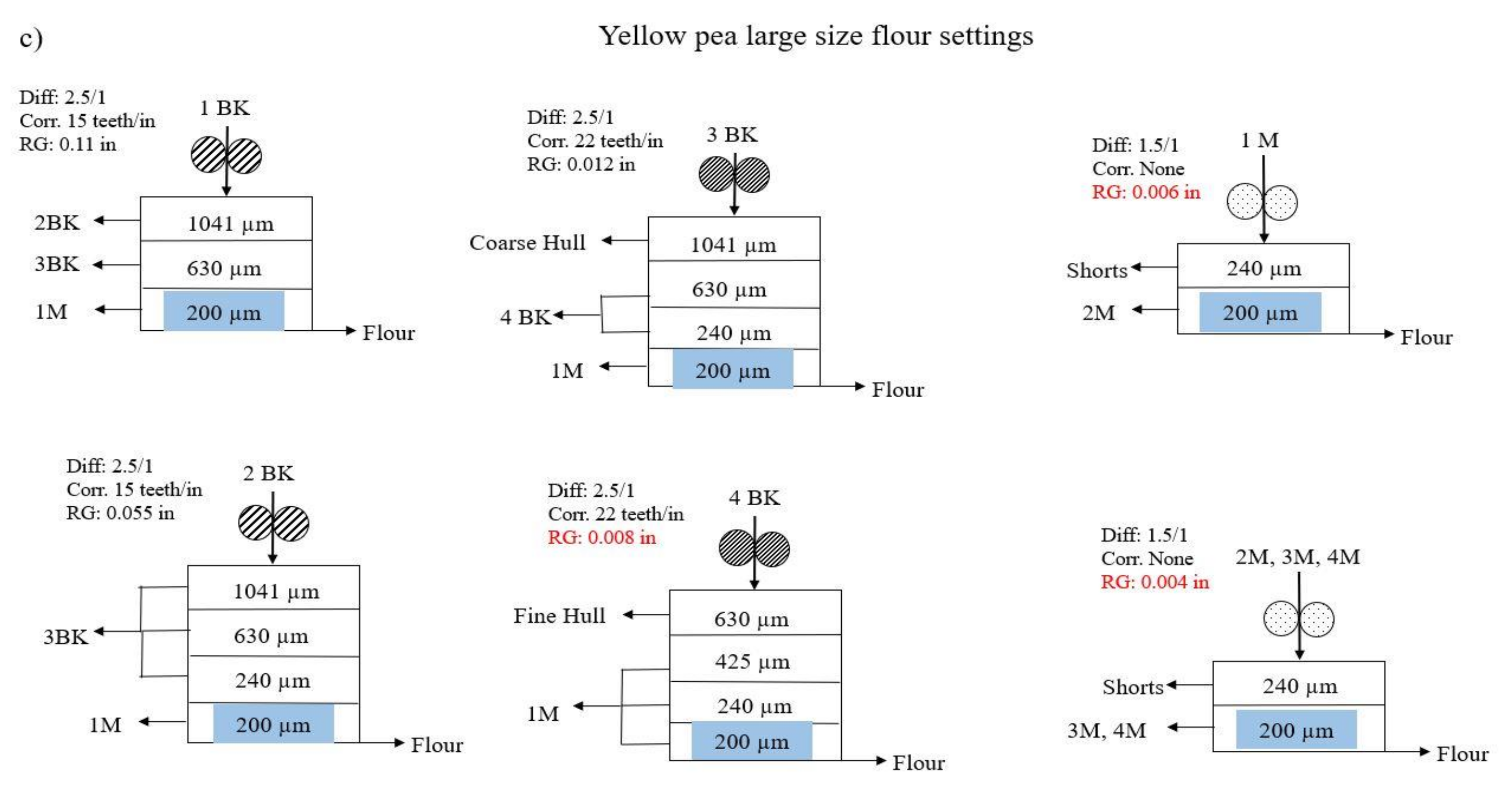
3.2.2. Yellow Pea Flour Mill Settings
3.3. Milling Yield
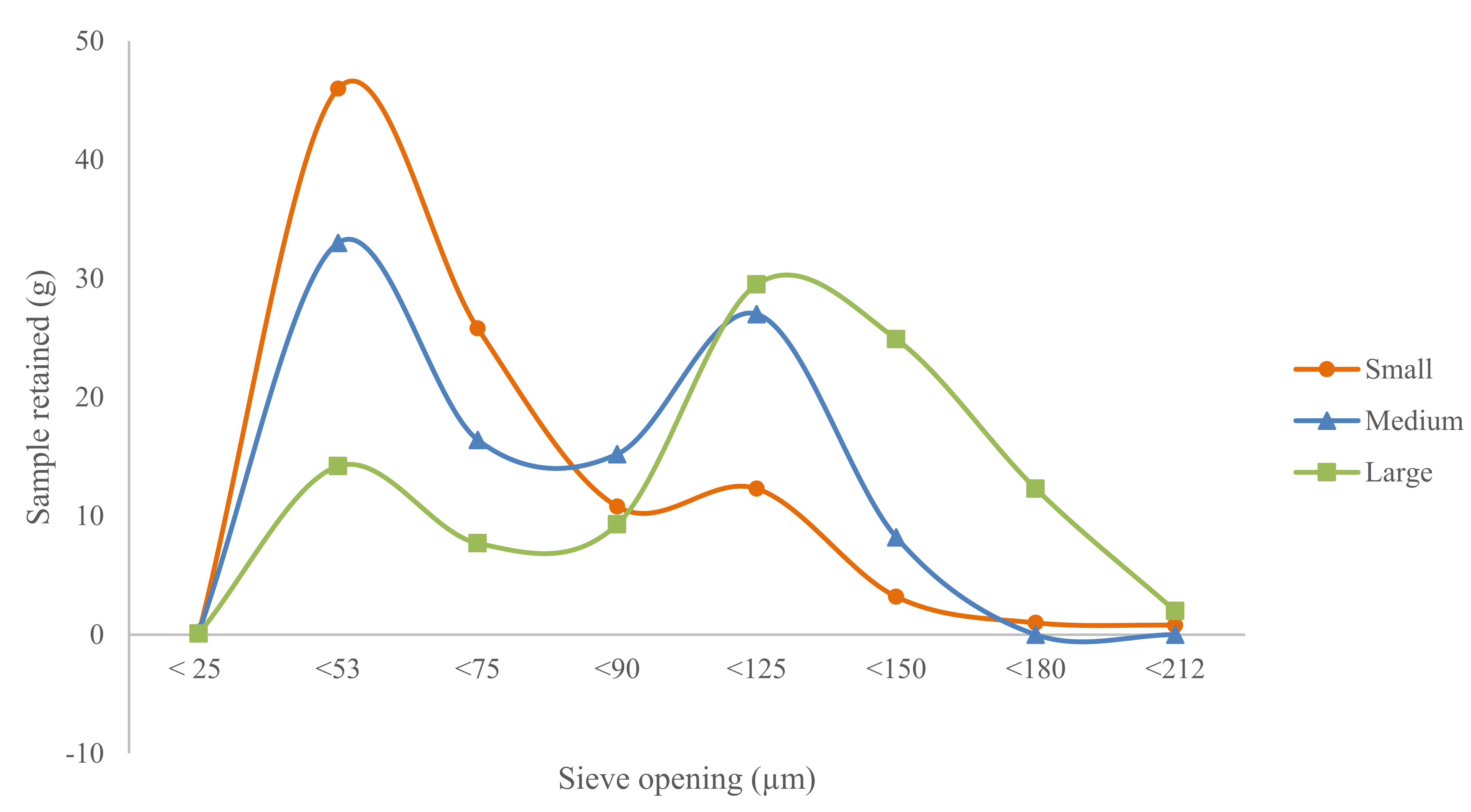
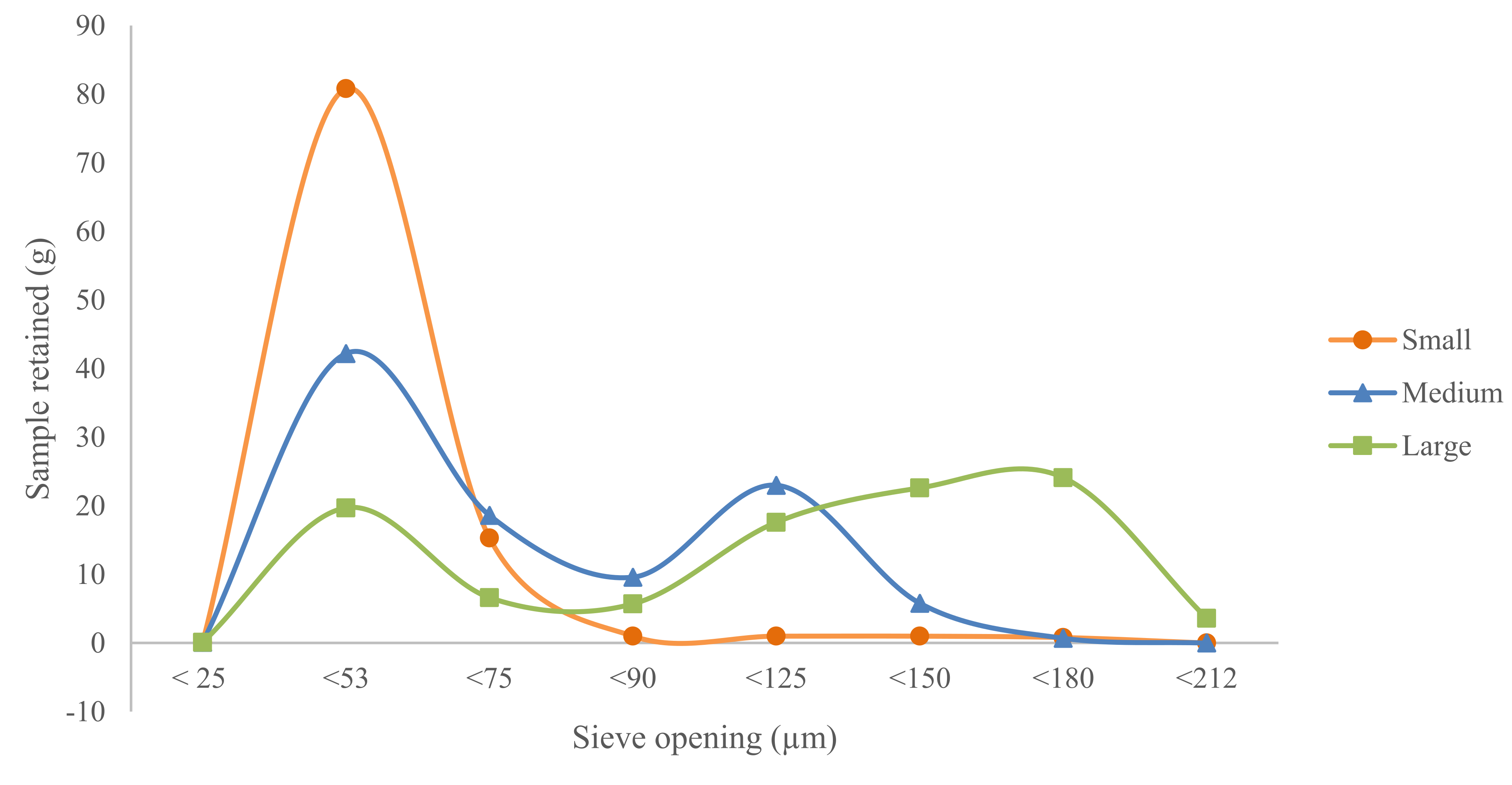
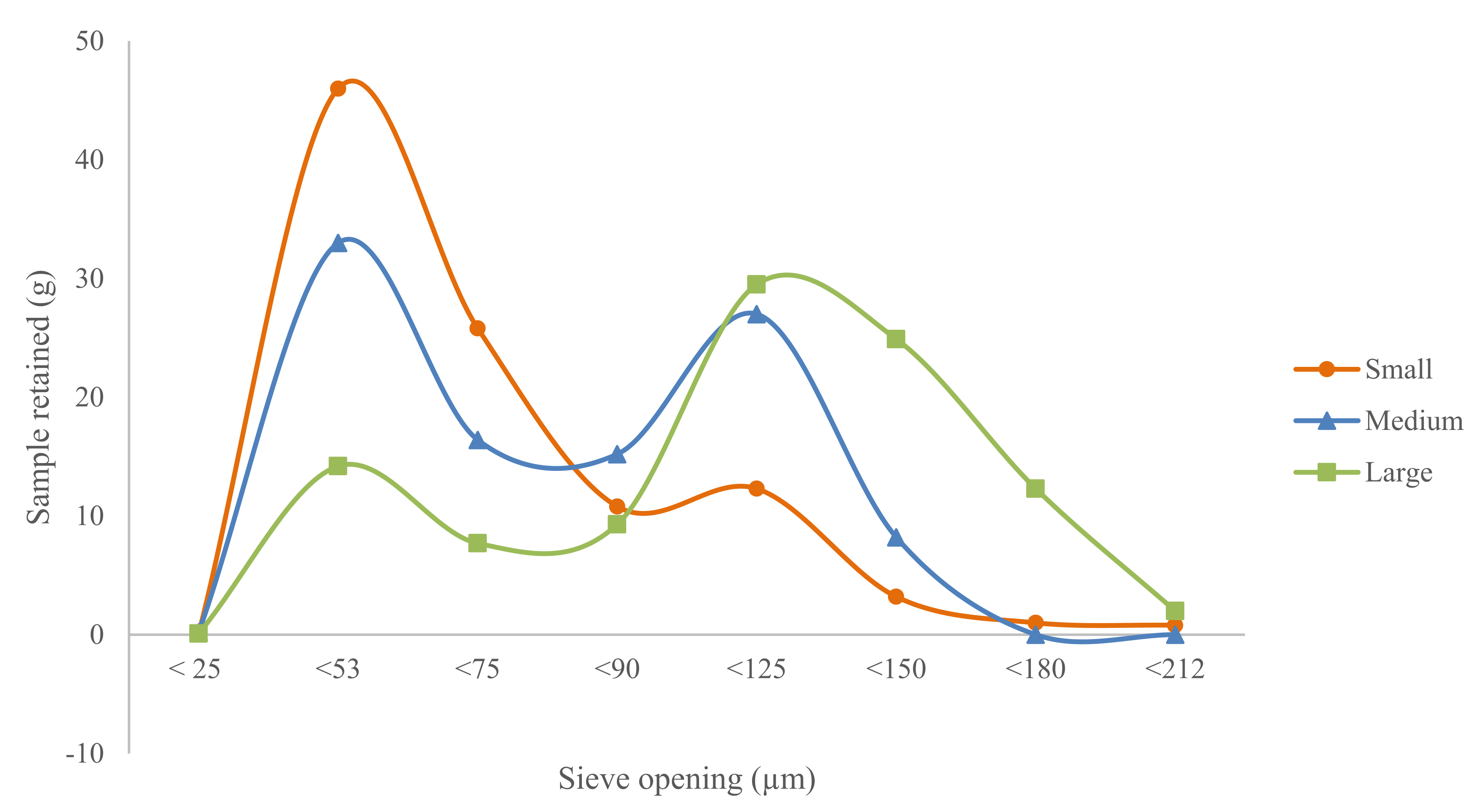
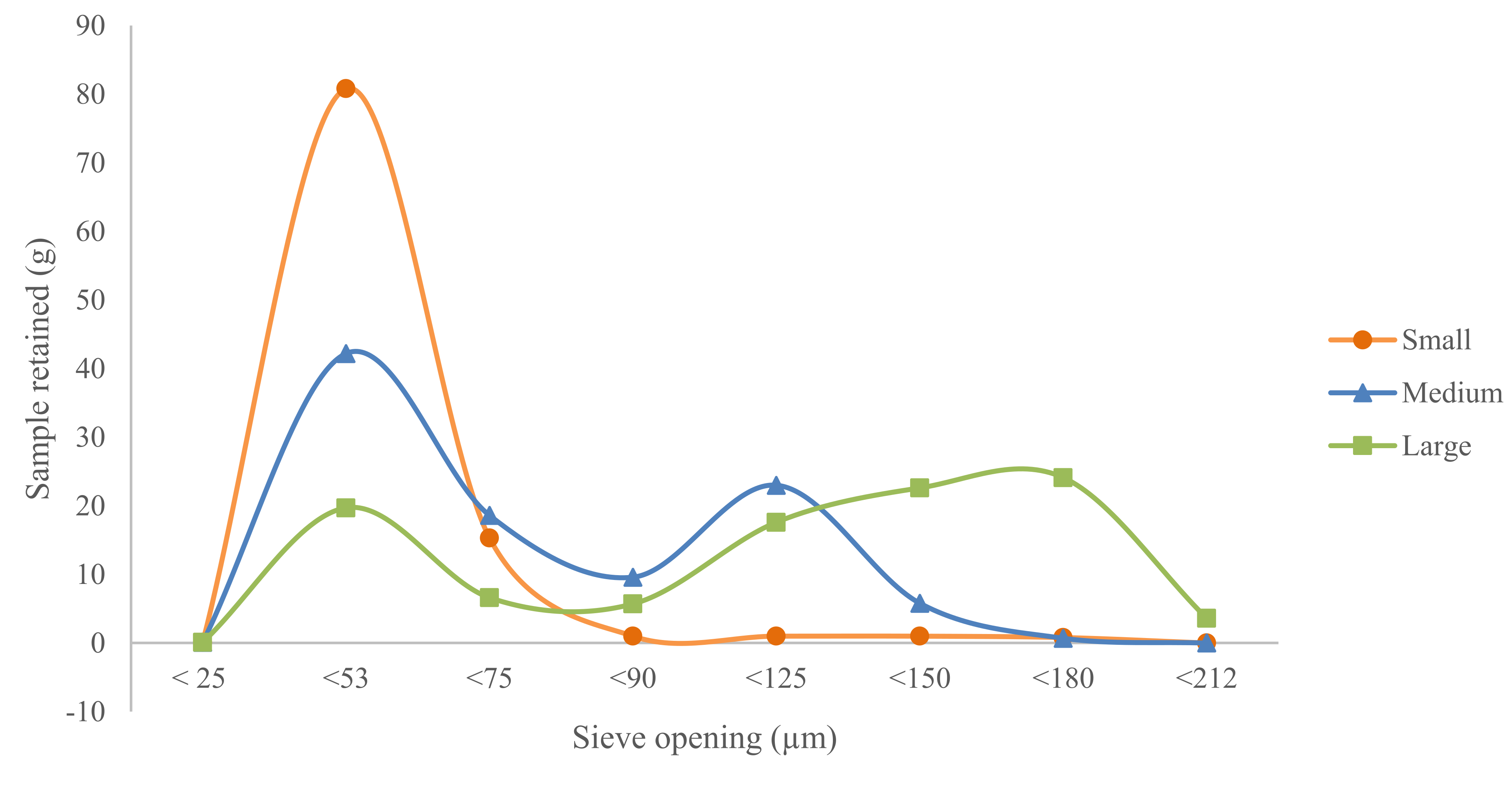
3.4. Particle Diameter and Particle Size Analysis
3.5. Pulse Flour Quality Evaluation
3.5.1. Red Lentil Flour Quality
3.5.2. Yellow Pea Flour Quality
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Rutherfurd, S.M.; Bains, K.; Moughan, P.J. Available lysine and digestible amino acid contents of proteinaceous foods of India. Br. J. Nutr. 2012, 108, S59–S68. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Tiwari, B.K.; Singh, N. Pulse Chemistry and Technology; Royal Society of Chemistry: Cambridge, UK, 2012. [Google Scholar]
- Temba, M.C.; Njobeh, P.B.; Adebo, O.A.; Olugbile, A.O.; Kayitesi, E. The role of compositing cereals with legumes to alleviate protein energy malnutrition in Africa. Int. J. Food Sci. Technol. 2016, 51, 543–554. [Google Scholar] [CrossRef]
- Herranz, B.; Canet, W.; Jiménez, M.J.; Fuentes, R.; Alvarez, M.D. Characterisation of chickpea flour-based gluten-free batters and muffins with added biopolymers: Rheological, physical and sensory properties. Int. J. Food Sci. Technol. 2016, 51, 1087–1098. [Google Scholar] [CrossRef]
- Giménez, M.A.; Drago, S.R.; De Greef, D.; Gonzalez, R.J.; Lobo, M.O.; Samman, N.C. Rheological, functional and nutritional properties of wheat/broad bean (Vicia faba) flour blends for pasta formulation. Food Chem. 2012, 134, 200–206. [Google Scholar] [CrossRef]
- Zucco, F.; Borsuk, Y.; Arntfield, S.D. Physical and nutritional evaluation of wheat cookies supplemented with pulse flours of different particle sizes. LWT-Food Sci. Technol. 2011, 44, 2070–2076. [Google Scholar] [CrossRef]
- Zhang, Y.; Hu, R.; Tilley, M.; Siliveru, K.; Li, Y. Effect of Pulse Type and Substitution Level on Dough Rheology and Bread Quality of Whole Wheat-Based Composite Flours. Processes 2021, 9, 1687. [Google Scholar] [CrossRef]
- Maskus, H.; Bourre, L.; Fraser, S.; Ashok, S.; Malcolmson, L. Effects of grinding method on the compositional, physical, and functional properties of whole and split yellow pea flours. Cereal Foods World 2016, 61, 59–64. [Google Scholar] [CrossRef]
- Campbell, G.M.; Bunn, P.J.; Webb, C.; Hook, S.C.W. On predicting roller milling performance: Part II. The breakage function. Powder Technol. 2001, 115, 243–255. [Google Scholar] [CrossRef]
- Marchini, M.; Carini, E.; Cataldi, N.; Boukid, F.; Blandino, M.; Ganino, T.; Vittadini, E.; Pellegrini, N. The use of red lentil flour in bakery products: How do particle size and substitution level affect rheological properties of wheat bread dough? LWT-Food Sci. Technol. 2021, 136, 110299. [Google Scholar] [CrossRef]
- Ahmed, J.; Taher, A.; Mulla, M.Z.; Al-Hazza, A.; Luciano, G. Effect of sieve particle size on functional, thermal, rheological and pasting properties of Indian and Turkish lentil flour. J. Food Eng. 2016, 186, 34–41. [Google Scholar] [CrossRef]
- Bourré, L.; Frohlich, P.; Young, G.; Borsuk, Y.; Sopiwnyk, E.; Sarkar, A.; Nickerson, M.T.; Ai, Y.; Dyck, A.; Malcolmson, L. Influence of particle size on flour and baking properties of yellow pea, navy bean, and red lentil flours. Cereal Chem. 2019, 96, 655–667. [Google Scholar] [CrossRef]
- Mohsenin, N.N. Physical Properties of Plant and Animal Materials; Gordon and Breach Science Publishers: New York, NY, USA, 1970. [Google Scholar]
- Cereals & Grains Association. AACC Approved Methods of Analysis, 11th ed.; Method 44-19.01: Moisture—Air-Oven Method, Drying at 135; Cereals & Grains Association: St. Paul, MN, USA, 1999. [Google Scholar]
- Cereals & Grains Association. AACC Approved Methods of Analysis, 11th ed.; Method 46-30.01: Crude Protein—Combustion Method; Cereals & Grains Association: St. Paul, MN, USA, 1999. [Google Scholar]
- Cereals & Grains Association. AACC Approved Methods of Analysis, 11th ed.; Method 30-10.01: Crude Fat in Flour, Bread, and Baked Cereal Products Not Containing Fruit; Cereals & Grains Association: St. Paul, MN, USA, 1999. [Google Scholar]
- Cereals & Grains Association. AACC Approved Methods of Analysis, 11th ed.; Method: 32-10.01: Crude Fiber in Flour, Bread, and Baked Cereal Products Not Containing Fruit; Cereals & Grains Association: St. Paul, MN, USA, 1999. [Google Scholar]
- Cereals & Grains Association. AACC Approved Methods of Analysis, 11th ed.; Method 08-01.01: Ash—Basic Method; Cereals & Grains Association: St. Paul, MN, USA, 2009. [Google Scholar]
- Cereals & Grains Association. AACC Approved Methods of Analysis, 11th ed.; Method 76-33.01: Damaged Starch—Amperometric Method by SDmatic; Cereals & Grains Association: St. Paul, MN, USA, 2011. [Google Scholar]
- Rivera, J.; Deliephan, A.; Dhakal, J.; Aldrich, C.G.; Siliveru, K. Significance of Sodium Bisulfate (SBS) Tempering in Reducing the Escherichia coli O121 and O26 Load of Wheat and Its Effects on Wheat Flour Quality. Foods 2021, 10, 1479. [Google Scholar] [CrossRef] [PubMed]
- Patwa, A.; Malcolm, B.; Wilson, J.; Ambrose, K.R. Particle size analysis of two distinct classes of wheat flour by sieving. Trans. ASABE 2014, 57, 151–159. [Google Scholar]
- Dziki, D.; Laskowski, J. Wheat kernel physical properties and milling process. Acta Agrophysica 2005, 6, 59–71. [Google Scholar]
- Gürsoy, S.; Güzel, E. Determination of physical properties of some agricultural grains. Res. J. Appl. Sci. Eng. Technol. 2010, 2, 492–498. [Google Scholar]
- Kumar, M.M.; Prasad, K.; Chandra, T.S.; Debnath, S. Evaluation of physical properties and hydration kinetics of red lentil (Lens culinaris) at different processed levels and soaking temperatures. J. Saudi Soc. Agric. Sci. 2018, 17, 330–338. [Google Scholar]
- Roy, F.; Boye, J.I.; Simpson, B.K. Bioactive proteins and peptides in pulse crops: Pea, chickpea and lentil. Food Res. Int. 2010, 43, 432–442. [Google Scholar] [CrossRef]
- Thakur, S.; Scanlon, M.G.; Tyler, R.T.; Milani, A.; Paliwal, J. Pulse flour characteristics from a wheat flour miller’s perspective: A comprehensive review. Compr. Rev. Food Sci. Food Saf. 2019, 18, 775–797. [Google Scholar] [CrossRef] [Green Version]
- Food and Drug Administration (FDA). Code of Federal Regulations Title 21; Sec 137.105 Flour. Available online: https://www.ecfr.gov/current/title-21/chapter-I/subchapter-B/part-137 (accessed on 10 October 2021).
- Kim, W.; Choi, S.G.; Kerr, W.L.; Johnson, J.W.; Gaines, C.S. Effect of heating temperature on particle size distribution in hard and soft wheat flour. J. Cereal Sci. 2004, 40, 9–16. [Google Scholar] [CrossRef]
- Peng, M.; Gao, M.; Abdel-Aal, E.S.; Hucl, P.; Chibbar, R.N. Separation and characterization of A-and B-type starch granules in wheat endosperm. Cereal Chem. 1999, 76, 375–379. [Google Scholar] [CrossRef]
- Raeker, M.Ö.; Gaines, C.S.; Finney, P.L.; Donelson, T. Granule size distribution and chemical composition of starches from 12 soft wheat cultivars. Cereal Chem. 1998, 75, 721–728. [Google Scholar] [CrossRef]
- Hall, C.; Hillen, C.; Garden Robinson, J. Composition, nutritional value, and health benefits of pulses. Cereal Chem. 2017, 94, 11–31. [Google Scholar] [CrossRef]
- Lebrun, P.; Krier, F.; Mantanus, J.; Grohganz, H.; Yang, M.; Rozet, E.; Boulanger, B.; Evrard, B.; Rantanen, J.; Hubert, P. Design space approach in the optimization of the spray-drying process. Eur. J. Pharm. Biopharm. 2012, 80, 226–234. [Google Scholar] [CrossRef] [PubMed]
- Motte, J.C.; Tyler, R.; Milani, A.; Courcelles, J.; Der, T. Pea and lentil flour quality as affected by roller milling configuration. Legume Sci. 2021, 1–15. [Google Scholar] [CrossRef]
- Xu, M.; Jin, Z.; Simsek, S.; Hall, C.; Rao, J.; Chen, B. Effect of germination on the chemical composition, thermal, pasting, and moisture sorption properties of flours from chickpea, lentil, and yellow pea. Food Chem. 2019, 295, 579–587. [Google Scholar] [CrossRef] [PubMed]
- Siliveru, K.; Ambrose, R.K.; Vadlani, P.V. Significance of composition and particle size on the shear flow properties of wheat flour. J. Sci. Food Agric. 2017, 97, 2300–2306. [Google Scholar] [CrossRef]
- Kuakpetoon, D.; Flores, R.A.; Milliken, G.A. Dry mixing of wheat flours: Effect of particle properties and blending ratio. LWT-Food Sci. Technol. 2001, 34, 183–193. [Google Scholar] [CrossRef]
- Wang, L.; Flores, R.A. Effects of flour particle size on the textural properties of flour tortillas. J. Cereal Sci. 2000, 31, 263–272. [Google Scholar] [CrossRef]
- Gu, Z.; Jiang, H.; Zha, F.; Manthey, F.; Rao, J.; Chen, B. Toward a comprehensive understanding of ultracentrifugal milling on the physicochemical properties and aromatic profile of yellow pea flour. Food Chem. 2021, 345, 128760. [Google Scholar] [CrossRef]
- Deng, L.; Manthey, F.A. Laboratory-scale milling of whole-durum flour quality: Effect of mill configuration and seed conditioning. J. Sci. Food Agric. 2017, 97, 3141–3150. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Test Variable | Red Lentils | Yellow Peas |
|---|---|---|
| Arithmetic mean diameter (mm) | 3.77 ± 0.26 b | 6.61 ± 0.37 a |
| Geometric mean diameter (mm) | 3.42 ± 0.22 b | 6.48 ± 0.37 a |
| Sphericity (%) | 76.54 ± 1.82 b | 92.99 ± 4.2 a |
| Bulk density (kg/m3) | 815.43 ± 3.76 a | 759.73 ± 3.39 b |
| Tap density (kg/m3) | 866.41 ± 1.15 a | 820.67 ± 2.08 b |
| True Density (kg/m3) | 1419.87 ± 1.33 a | 1407 ± 0.36 b |
| L* (0- black to 100-white) | 62.39 ± 0.92 a | 42.40 ± 0.05 b |
| a* (-green to +red) | 9.07 ± 0.14 a | 6.94 ± 0.90 b |
| b* (-blue to +yellow) | 13.84 ± 0.20 b | 20.03 ± 1.26 a |
| 1000 Kernel weight (g) | 19.2 ± 0.38 b | 224.8 ± 0.79 a |
| Moisture (% wet basis) | 10.6 ± 0.58 a | 11.88 ± 0.11 a |
| Crude protein (%) | 24.48 ± 0.01 a | 20.07 ± 0.06 b |
| Crude fat (%) | 0.38 ± 0.01 b | 0.9 ± 0.09 a |
| Crude fiber (%) | 3.33 ± 0.12 b | 5.29 ± 0.05 a |
| Ash (%) | 2.32 ± 0.00 b | 2.47 ± 0.01 a |
| Total carbohydrates excluding crude fiber (%) | 59.9 ± 0.45 a | 60.4 ± 0.07 a |
| Sample | Type | Flour | Bran | Shorts |
|---|---|---|---|---|
| Red Lentils | S | 84.86 ± 0.19 a | 10.15 ± 0.48 a | 3.31 ± 0.2 a |
| M | 83.74 ± 0.42 b | 9.92 ± 0.23 a | 3.84 ± 0.59 ab | |
| L | 82.27 ± 0.28 c | 9.71 ± 0.22 a | 4.26 ± 0.08 b | |
| Yellow peas | S | 82.55 ± 0.37 C | 9.84 ± 0.12 A | 3.84 ± 0.10 B |
| M | 84.07 ± 0.17 B | 9.45 ± 0.07 B | 4.85 ± 0.10 A | |
| L | 86.86 ± 0.36 A | 8.61 ± 0.10 C | 3.45 ± 0.08 C |
| Flour Type | Geometric Mean Diameter (μm) | |
|---|---|---|
| Red Lentil Flour | Yellow Pea Flour | |
| Small | 56.05 ± 3.59 | 41.38 ± 0.56 |
| Medium | 67.01 ± 3.29 | 60.81 ± 2.02 |
| Large | 97.17 ± 2.6 | 98.31 ± 0.87 |
| Test Variable | Red Lentil Flour | ||
|---|---|---|---|
| S | M | L | |
| Moisture (% wet basis) | 9.90 ± 0.1 a | 10.04 ± 0.04 a | 9.39 ± 0.22 b |
| Crude protein (%) | 25.50 ± 0.11 a | 25.47 ± 0.11 a | 25.71 ± 0.12 a |
| Crude fat (%) | 0.98 ± 0.14 a | 0.98 ± 0.04 a | 0.68 ± 0.22 a |
| Crude fiber (%) | 0.85 ± 0.1 a | 0.90 ± 0.02 a | 0.97 ± 0.08 a |
| Total carbohydrates excluding crude fiber (%) | 60.73 ± 0.2 ab | 60.41 ± 0.13 b | 61.08 ± 0.35 a |
| Ash (%) | 2.04 ± 0.33 a | 2.19 ± 0.05 a | 2.16 ± 0.01 a |
| Damaged starch (AACC) | 5.47 ± 0.13 a | 4.19 ± 0.30 b | 3.41 ± 0.13 b |
| L* (0- black to 100-white) | 80.54 ± 0.51 a | 79.14 ± 0.61 ab | 77.96 ± 0.79 b |
| a* (-green to +red) | 11.09 ± 0.05 b | 13.88 ± 0.12 a | 14.33 ± 0.52 a |
| b* (-blue to +yellow) | 26.57 ± 0.04 b | 29.88 ± 0.29 a | 30.31 ± 0.90 a |
| Bulk density (kg/m3) | 487 ± 1.41 c | 566 ± 1.41 b | 576 ± 1.41 a |
| Tap density (kg/m3) | 735 ± 0.00 b | 773.5 ± 3.53 a | 764 ± 2.83 a |
| True density (kg/m3) | 1456.6 ± 0.37 a | 1453 ± 0.15 c | 1454.3 ± 0.2 b |
| Hausner ratio | 1.51 ± 0.00 a | 1.37 ± 0.00 b | 1.33 ± 0.00 c |
| Porosity | 66.56 ± 0.11 a | 61.05 ± 0.1 b | 60.39 ± 0.1 c |
| Test Variable | Yellow Pea Flour | ||
|---|---|---|---|
| S | M | L | |
| Moisture (% wet basis) | 11.10 ± 0.08 a | 11.14 ± 0.05 a | 11.22 ± 0.09 a |
| Crude protein (%) | 21.58 ± 0.12 b | 22.03 ± 0.01 a | 21.25 ± 0.08 c |
| Crude fat (%) | 0.91 ± 0.09 a | 0.81 ± 0.15 a | 0.50 ± 0.11 b |
| Crude fiber (%) | 1.19 ± 0.03 a | 1.18 ± 0.06 a | 1.11 ± 0.04 a |
| Total carbohydrates excluding crude fiber (%) | 62.78 ± 0.13 b | 62.35 ± 0.13 c | 63.42 ± 0.12 a |
| Ash (%) | 2.43 ± 0.02 a | 2.51 ± 0.06 a | 2.50 ± 0.01 a |
| Damaged starch (AACC) | 9.05 ± 0.28 a | 7.10 ± 0.02 b | 5.90 ± 0.66 c |
| L* (0- black to 100-white) | 83.61 ± 0.53 a | 82.6 ± 0.62 a | 83.11 ± 1.23 a |
| a* (-green to +red) | 1.56 ± 0.04 b | 1.65 ± 0.09 b | 2.19 ± 0.06 a |
| b* (-blue to +yellow) | 22.22 ± 0.28 b | 22.70 ± 0.32 b | 25.27 ± 0.58 a |
| Bulk density (kg/m3) | 440.5 ± 4.95 b | 451.5 ± 4.96 b | 468.5 ± 0.71 a |
| Tap density (kg/m3) | 687.5 ± 3.54 a | 681.5 ± 4.95 a | 678 ± 5.66 a |
| True density (kg/m3) | 1469.63 ± 1.76 a | 1458.07 ± 0.51 b | 1459.6 ± 0.92 b |
| Hausner ratio | 1.56 ± 0.01 a | 1.51 ± 0.01 b | 1.45 ± 0.01 c |
| Porosity | 70.02 ± 0.29 a | 69.03 ± 0.35 a | 67.89 ± 0.07 b |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Pulivarthi, M.K.; Nkurikiye, E.; Watt, J.; Li, Y.; Siliveru, K. Comprehensive Understanding of Roller Milling on the Physicochemical Properties of Red Lentil and Yellow Pea Flours. Processes 2021, 9, 1836. https://doi.org/10.3390/pr9101836
Pulivarthi MK, Nkurikiye E, Watt J, Li Y, Siliveru K. Comprehensive Understanding of Roller Milling on the Physicochemical Properties of Red Lentil and Yellow Pea Flours. Processes. 2021; 9(10):1836. https://doi.org/10.3390/pr9101836
Chicago/Turabian StylePulivarthi, Manoj Kumar, Eric Nkurikiye, Jason Watt, Yonghui Li, and Kaliramesh Siliveru. 2021. "Comprehensive Understanding of Roller Milling on the Physicochemical Properties of Red Lentil and Yellow Pea Flours" Processes 9, no. 10: 1836. https://doi.org/10.3390/pr9101836
APA StylePulivarthi, M. K., Nkurikiye, E., Watt, J., Li, Y., & Siliveru, K. (2021). Comprehensive Understanding of Roller Milling on the Physicochemical Properties of Red Lentil and Yellow Pea Flours. Processes, 9(10), 1836. https://doi.org/10.3390/pr9101836