Modeling and Optimization of COD Removal from Cold Meat Industry Wastewater by Electrocoagulation Using Computational Techniques

 ,
,  ,
,  ,
,  and
and 
Abstract
1. Introduction
2. Materials and Methods
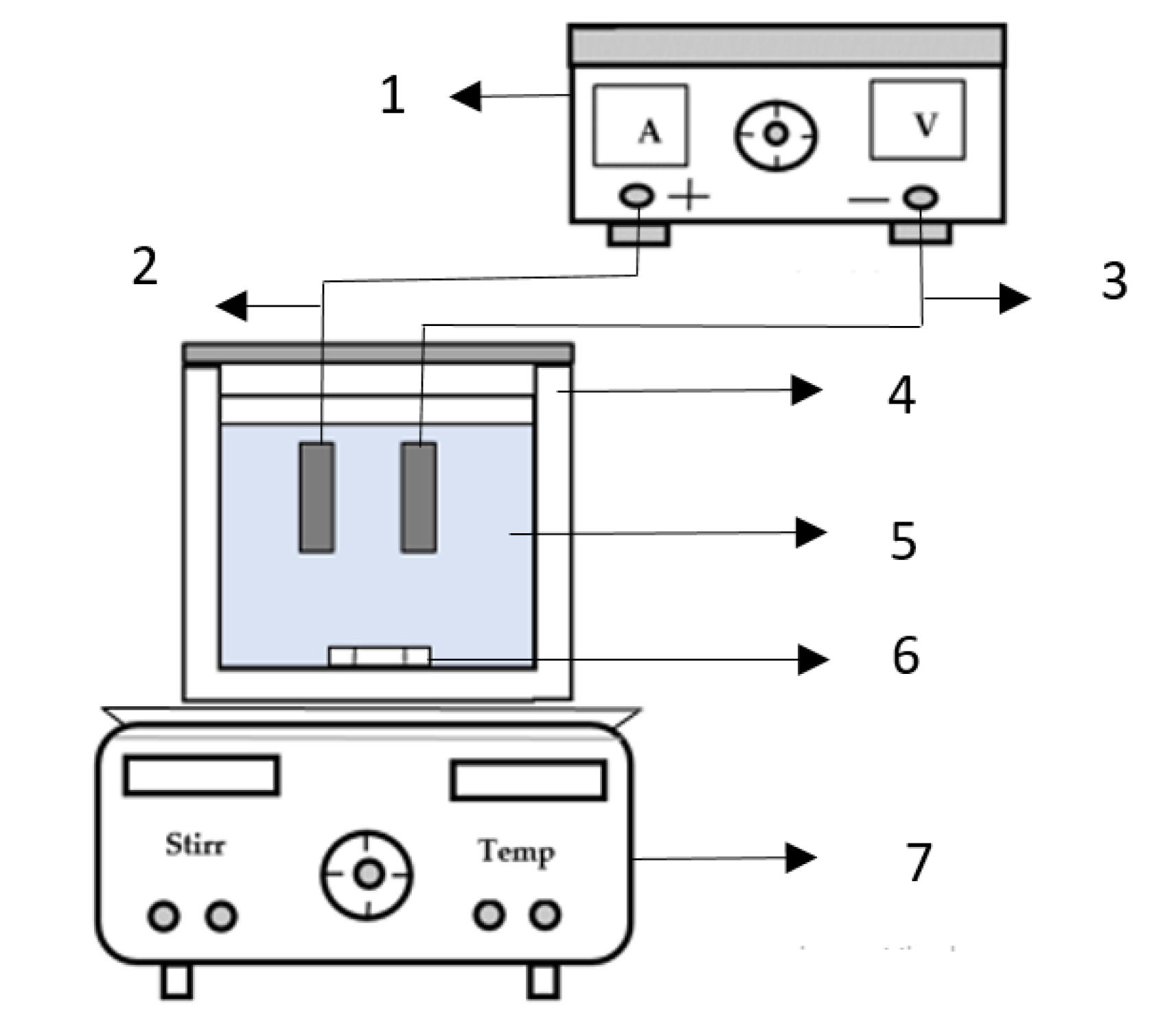
2.1. Electrocoagulation for Cold Meat Industry Wastewater
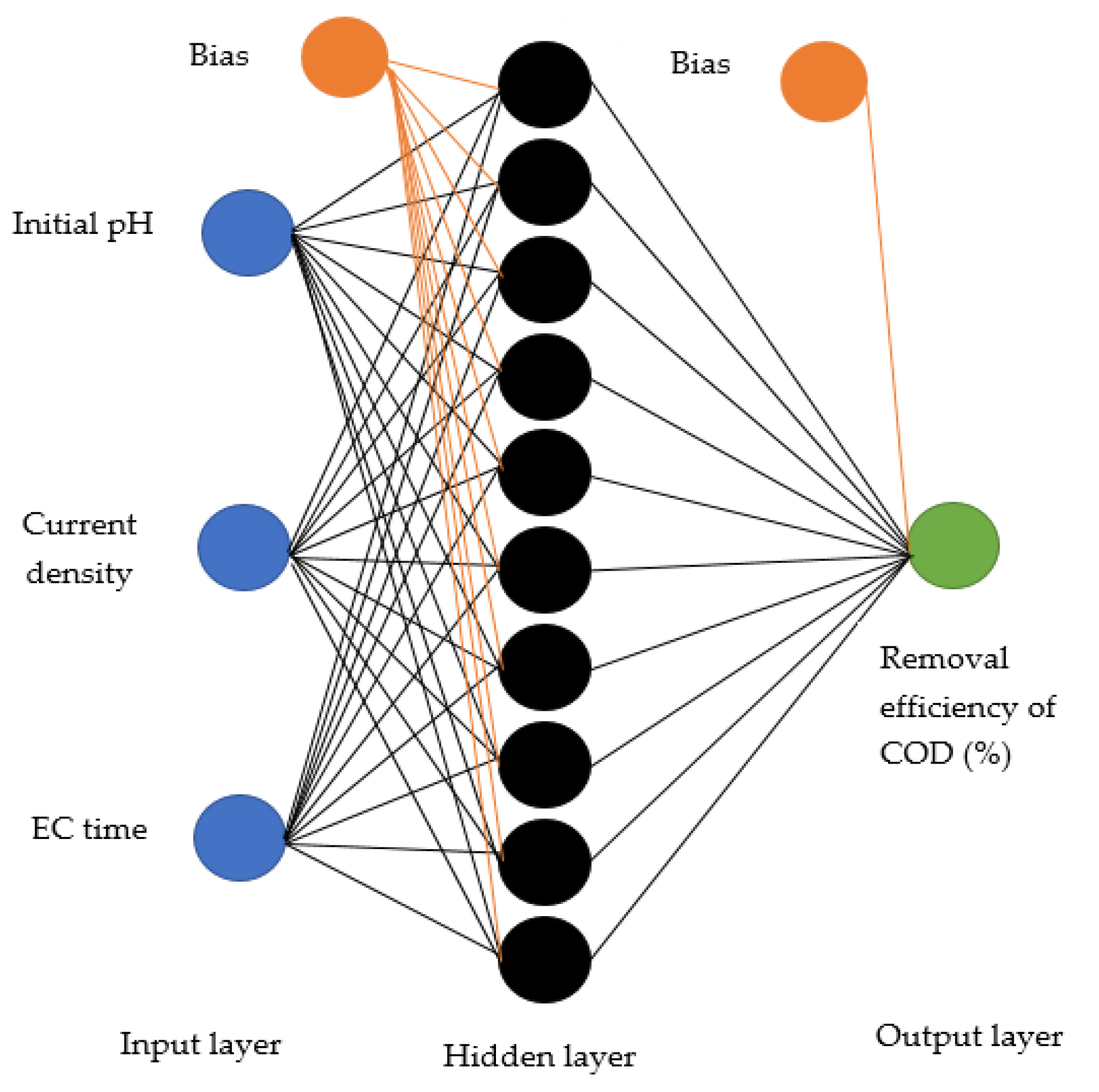
2.2. ANN Modeling and Optimization
2.3. RSM Modeling and Optimization
2.4. Evaluation of the Developed Mathematical Models
2.5. Operational Cost
3. Results
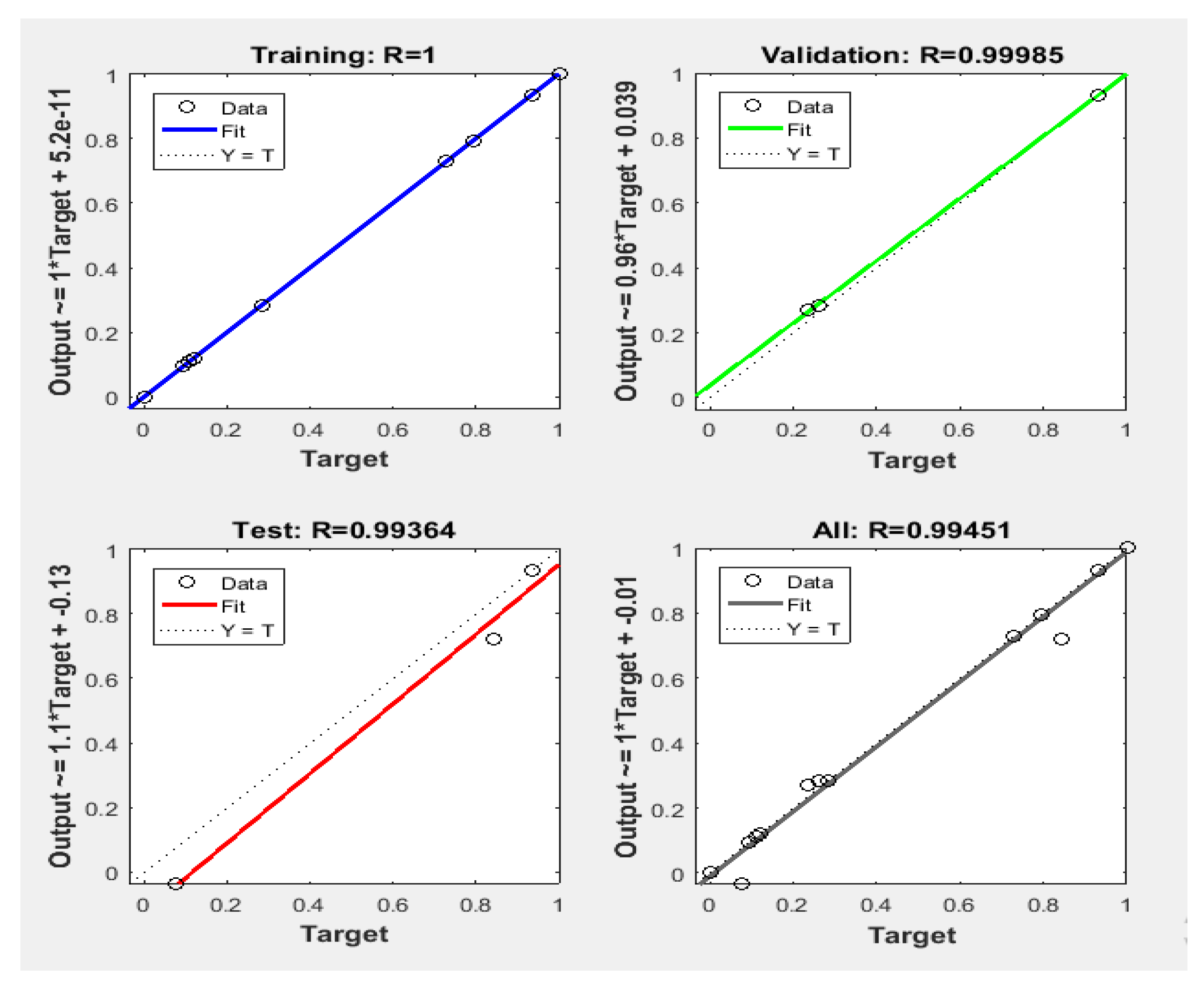
3.1. Neural Network Modeling
3.2. RSM Modeling
3.3. Evaluation of the Predictive Performance of Proposed Models
3.4. Effects of the Variables on COD Removal
3.4.1. Effect of pH
3.4.2. Effect of Current Density
3.4.3. Effect of Electrolysis Time
3.5. Optimization Process
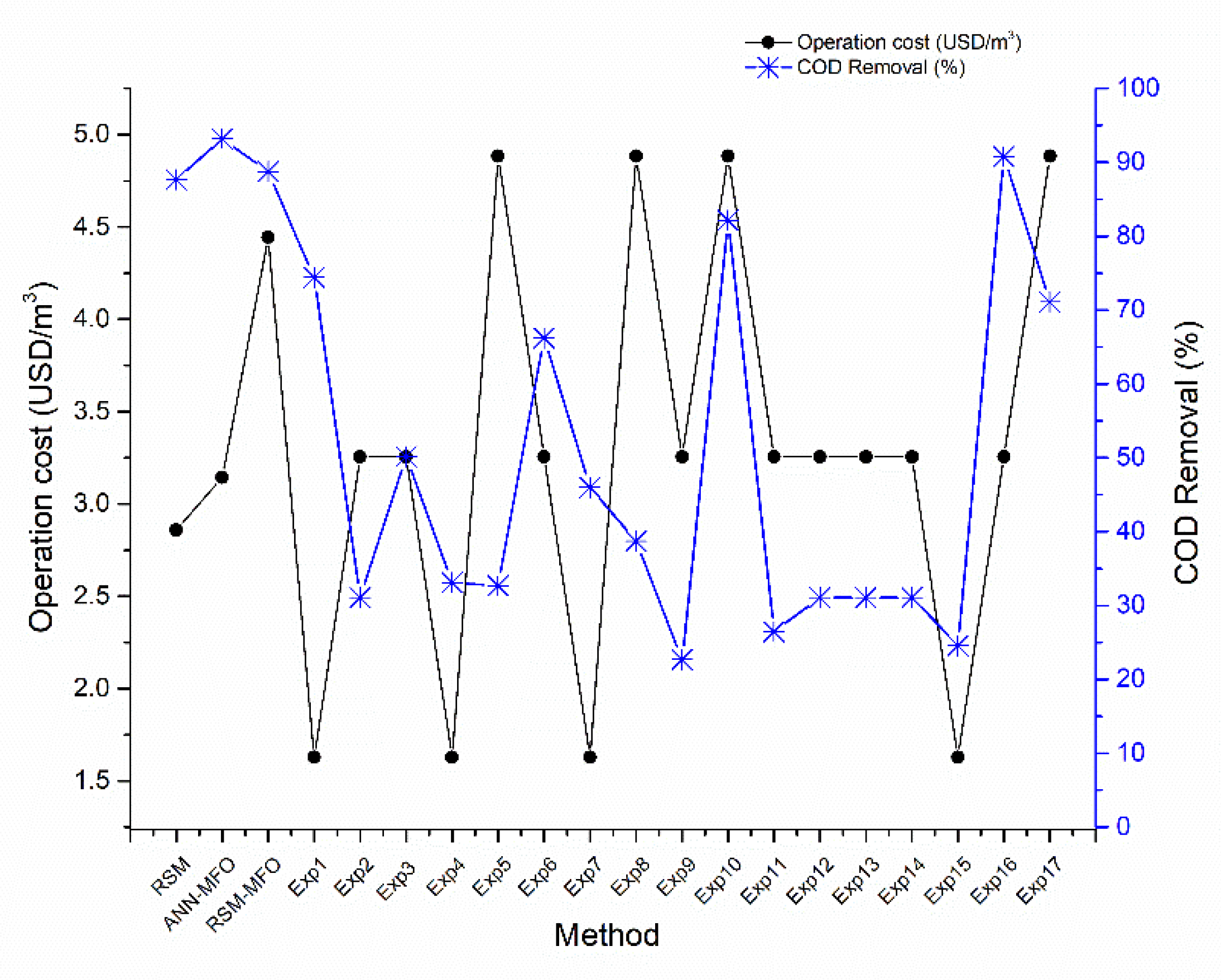
3.6. Operational Cost
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Palacios, H.; Urena, H.; Zurita, F.; de León, A.A.G.; Sundaram, G.; Sulbarán-Rangel, B. Nanocellulose and Polycaprolactone Nanospun Composite Membranes and Their Potential for the Removal of Pollutants from Water. Molecules 2020, 25, 683. [Google Scholar] [CrossRef]
- Hernández-Ramírez, D.A.; Herrera-López, E.J.; Rivera, A.L.; del Real-Olvera, J. Artificial Neural Network Modeling of Slaughterhouse Wastewater Removal of COD and TSS by Electrocoagulation; Springer International Publishing: Cham, Switzerland, 2014. [Google Scholar]
- León-Becerril, E.; García-Camacho, J.E.; del Real-Olvera, J.; López-López, A. Performance of an upflow anaerobic filter in the treatment of cold meat industry wastewater. Process Saf. Environ. Prot. 2016, 102, 385–391. [Google Scholar] [CrossRef]
- Thirugnanasambandham, K.; Sivakumar, V.; Maran, J.P. Response surface modelling and optimization of treatment of meat industry wastewater using electrochemical treatment method. J. Taiwan Inst. Chem. Eng. 2015, 46, 160–167. [Google Scholar] [CrossRef]
- Shahedi, A.; Darban, A.K.; Taghipour, F.; Jamshidi-Zanjani, A. A review on industrial wastewater treatment via electrocoagulation processes. Curr. Opin. Electrochem. 2020, 22, 154–169. [Google Scholar] [CrossRef]
- Thirugnanasambandham, K.; Sivakumar, V.; Maran, J.P. Optimization of process parameters in electrocoagulation treating chicken industry wastewater to recover hydrogen gas with pollutant reduction. Renew. Energy 2015, 80, 101–108. [Google Scholar] [CrossRef]
- Salari, D.; Niaei, A.; Khataee, A.; Zarei, M. Electrochemical treatment of dye solution containing C.I. Basic Yellow 2 by the peroxi-coagulation method and modeling of experimental results by artificial neural networks. J. Electroanal. Chem. 2009, 629, 117–125. [Google Scholar] [CrossRef]
- Azadi Aghdam, M.; Kariminia, H.-R.; Safari, S. Removal of lignin, COD, and color from pulp and paper wastewater using electrocoagulation. Desalin. Water Treat. 2016, 57, 9698–9704. [Google Scholar] [CrossRef]
- Pandey, N.; Thakur, C. Study on treatment of paper mill wastewater by electrocoagulation and its sludge analysis. Chem. Data Collect. 2020, 27, 100390. [Google Scholar] [CrossRef]
- Sahu, O.P.; Chaudhari, P.K. Electrochemical treatment of sugar industry wastewater: COD and color removal. J. Electroanal. Chem. 2015, 739, 122–129. [Google Scholar] [CrossRef]
- Priya, M.; Jeyanthi, J. Removal of COD, oil and grease from automobile wash water effluent using electrocoagulation technique. Microchem. J. 2019, 150, 104070. [Google Scholar] [CrossRef]
- Nasr, M.; Ateia, M.; Hassan, K. Artificial intelligence for greywater treatment using electrocoagulation process. Sep. Sci. Technol. 2016, 51, 96–105. [Google Scholar] [CrossRef]
- Sarve, A.; Sonawane, S.S.; Varma, M.N. Ultrasound assisted biodiesel production from sesame (Sesamum indicum L.) oil using barium hydroxide as a heterogeneous catalyst: Comparative assessment of prediction abilities between response surface methodology (RSM) and artificial neural network (ANN). Ultrason. Sonochem. 2015, 26, 218–228. [Google Scholar] [CrossRef] [PubMed]
- Mirjalili, S. Moth-flame optimization algorithm: A novel nature-inspired heuristic paradigm. Knowl.-Based Syst. 2015, 89, 228–249. [Google Scholar] [CrossRef]
- Thiyagupriyadharsan, M.R.; Suja, S. A Hybrid Approach for Detecting the Brain Tumor in Hyperspectral Images Using Moth Flame Optimized K-Means Clustering. J. Med. Imaging Health Inform. 2019, 9, 1354–1360. [Google Scholar] [CrossRef]
- Yıldız, B.S.; Yıldız, A.R. Moth-flame optimization algorithm to determine optimal machining parameters in manufacturing processes. Mater. Test. 2017, 59, 425–429. [Google Scholar] [CrossRef]
- Singh, R.K.; Gangwar, S.; Singh, D.K.; Pathak, V.K. A novel hybridization of artificial neural network and moth-flame optimization (ANN–MFO) for multi-objective optimization in magnetic abrasive finishing of aluminium 6060. J. Braz. Soc. Mechan. Sci. Eng. 2019, 41, 270. [Google Scholar] [CrossRef]
- Mirsoleimani-azizi, S.M.; Amooey, A.A.; Ghasemi, S.; Salkhordeh-panbechouleh, S. Modeling the Removal of Endosulfan from Aqueous Solution by Electrocoagulation Process Using Artificial Neural Network (ANN). Ind. Eng. Chem. Res. 2015, 54, 9844–9849. [Google Scholar] [CrossRef]
- Marín-Muñíz, J.L.; Adame-García, J.; del Ángel-Coronel, O.A.; Zurita, F.; Sandoval, L. Influence of a new ornamental species (Spathiphyllum blandum) on the removal of COD, nitrogen, phosphorus and fecal coliforms: A mesocosm wetland study with PET and tezontle substrates. Water Sci. Technol. 2020, 81, 961–970. [Google Scholar] [CrossRef]
- Tak, B.-Y.; Tak, B.-S.; Kim, Y.-J.; Park, Y.-J.; Yoon, Y.-H.; Min, G.-H. Optimization of color and COD removal from livestock wastewater by electrocoagulation process: Application of Box–Behnken design (BBD). J. Ind. Eng. Chem. 2015, 28, 307–315. [Google Scholar] [CrossRef]
- Baird, R.; Eaton, A.; Rice, E. Standard Methods for the Examination of Water and Wastewater; American Public Health Association: Washington, DC, USA, 2017. [Google Scholar]
- Betiku, E.; Odude, V.O.; Ishola, N.B.; Bamimore, A.; Osunleke, A.S.; Okeleye, A.A. Predictive capability evaluation of RSM, ANFIS and ANN: A case of reduction of high free fatty acid of palm kernel oil via esterification process. Energy Convers. Manag. 2016, 124, 219–230. [Google Scholar] [CrossRef]
- Bui, H.M. Applying Response Surface Methodology to Optimize the Treatment of Swine Slaughterhouse Wastewater by Electrocoagulation. Pol. J. Environ. Stud. 2018, 27, 1975–1981. [Google Scholar] [CrossRef]
- CFE. Comision Fededal de Electricidad Tarifas 2020. Available online: https://app.cfe.mx/aplicaciones/ccfe/tarifas/tarifas/tarifas_casa.asp?Tarifa=DACTAR1&Anio=2020 (accessed on 10 October 2019).
- IndexMundi. Aluminum Futures End of Day Settlement Price. Available online: https://www.indexmundi.com/commodities/?commodity=aluminum (accessed on 10 October 2019).
- Alibaba. Soda Cáustica Hidróxido Sódico NaOH 99% Min de Gránulos. Available online: https://spanish.alibaba.com/g/caustic-soda-prices.html (accessed on 10 October 2019).
- Aziz, A.; Basheer, F.; Sengar, A.; Irfanullah; Khan, S.U.; Farooqi, I.H. Biological wastewater treatment (anaerobic-aerobic) technologies for safe discharge of treated slaughterhouse and meat processing wastewater. Sci. Total Environ. 2019, 686, 681–708. [Google Scholar] [CrossRef] [PubMed]
- Bustillo-Lecompte, C.F.; Mehrvar, M. Slaughterhouse wastewater characteristics, treatment, and management in the meat processing industry: A review on trends and advances. J. Environ. Manag. 2015, 161, 287–302. [Google Scholar] [CrossRef]
- Avramović, J.M.; Veličković, A.V.; Stamenković, O.S.; Rajković, K.M.; Milić, P.S.; Veljković, V.B. Optimization of sunflower oil ethanolysis catalyzed by calcium oxide: RSM versus ANN-GA. Energy Convers. Manag. 2015, 105, 1149–1156. [Google Scholar] [CrossRef]
- Merzouk, B.; Gourich, B.; Sekki, A.; Madani, K.; Vial, C.; Barkaoui, M. Studies on the decolorization of textile dye wastewater by continuous electrocoagulation process. Chem. Eng. J. 2009, 149, 207–214. [Google Scholar] [CrossRef]
- Barrera-Díaz, C.; Roa-Morales, G.; Ávila-Córdoba, L.; Pavón-Silva, T.; Bilyeu, B. Electrochemical Treatment Applied to Food-Processing Industrial Wastewater. Ind. Eng. Chem. Res. 2006, 45, 34–38. [Google Scholar] [CrossRef]
- Khandegar, V.; Saroha, A.K. Electrocoagulation for the treatment of textile industry effluent—A review. J. Environ. Manag. 2013, 128, 949–963. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Factor | Parameter | Coded Variables | ||
|---|---|---|---|---|
| −1 | 0 | 1 | ||
| A | pH | 5 | 7 | 9 |
| B | Current density (mA/cm2) | 2 | 4 | 6 |
| C | Electrocoagulation time (min) | 20 | 40 | 60 |
| Model | Property | Value |
|---|---|---|
| ANN | Algorithm | Moth-flame optimization algorithm |
| Input layer | No transfer function | |
| Hidden layer Output layer Minimized error function | Hyperbolic tangent sigmoid transfer function (tansig) Pure linear (purelin) mean squared error (MSE) | |
| Number of training iteration | Minimum gradient of 0.00015 | |
| Number of input neurons | 3 (Initial pH, current density and EC time) | |
| Number of hidden neurons | (4, 6, 8, 10 and 12) | |
| Number of output neurons | 1 (COD removal) |
| Parameter | Units | Value |
|---|---|---|
| pH | U.P | 5 ± 0.2 |
| COD | mg/L | 3482 ± 125 |
| BOD | mg/L | 2470 ± 264 |
| TSS | mg/L | 776 ± 140 |
| Turbidity | NTU | 423 ± 34 |
| FOG | mg/L | 1114 ± 220 |
| Color | U. Pt-Co | 8043 ± 805 |
| Number of Neurons | MSE |
|---|---|
| 4 | 0.885 |
| 6 | 0.922 |
| 8 | 1.415 |
| 10 | 0.134 |
| 12 | 0.740 |
| Source | Sum of Squares | df | Mean Square | F Value | p Value |
|---|---|---|---|---|---|
| Model | 7723.33 | 9 | 858.15 | 47.97 | <0.0001 |
| A–pH | 1461.24 | 1 | 1462.24 | 81.29 | <0.0001 |
| B–current density | 3409.32 | 1 | 3409.32 | 190.59 | <0.0001 |
| C–time | 271.10 | 1 | 271.10 | 15.16 | 0.0060 |
| A2 | 252.93 | 1 | 252.93 | 14.14 | 0.0071 |
| B2 | 1901.85 | 1 | 1901.85 | 106.32 | <0.0001 |
| C2 | 174.52 | 174.52 | 9.76 | 0.0168 | |
| Residual error | 125.22 | 7 | 17.89 | ||
| Lack of fit | 68.36 | 3 | 22.79 | 1.60 | 0.3218 |
| Pure error | 56.85 | 4 | 14.21 | ||
| Cor total | 7848.54 | 16 |
| Run | Independent Variables | Response | ||||
|---|---|---|---|---|---|---|
| X1 | X2 | X3 | Experimental | Predicted ANN-MFO | Predicted RSM | |
| pH | Current Density (mA/cm2) | EC Time (min) | COD Removal (%) | COD Removal (%) | COD Removal (%) | |
| 1 | 0 | 1 | −1 | 74.42 | 74.42 | 71.39 |
| 2 | 0 | 0 | 0 | 31.09 | 31.09 | 29.40 |
| 3 | 1 | −1 | 0 | 50.16 | 50.16 | 46.82 |
| 4 | 0 | −1 | −1 | 33.08 | 33.08 | 31.15 |
| 5 | −1 | 0 | 1 | 32.68 | 31.8 | 40.13 |
| 6 | −1 | 1 | 0 | 66.22 | 66.21 | 69.54 |
| 7 | 1 | 0 | −1 | 46.02 | 46.02 | 47.05 |
| 8 | 0 | −1 | 1 | 38.72 | 38.72 | 41.75 |
| 9 | 0 | 0 | 0 | 22.66 | 22.09 | 29.40 |
| 10 | 0 | 1 | 1 | 82.16 | 82.16 | 84.07 |
| 11 | −1 | −1 | 0 | 26.47 | 26.47 | 28.70 |
| 12 | 0 | 0 | 0 | 31.09 | 31.09 | 29.40 |
| 13 | 0 | 0 | 0 | 31.09 | 31.09 | 29.40 |
| 14 | 0 | 0 | 0 | 31.09 | 31.09 | 29.40 |
| 15 | −1 | 0 | −1 | 24.57 | 25.01 | 28.49 |
| 16 | 1 | 1 | 0 | 90.78 | 89.98 | 88.54 |
| 17 | 1 | 0 | 1 | 71.1 | 71.08 | 58.69 |
| Parameter | ANN-MFO | RSM |
|---|---|---|
| R | 0.9987 | 0.9790 |
| R2 | 0.9974 | 0.9605 |
| Adjusted R2 | 0.9991 | 0.9623 |
| MSE | 0.1137 | 20.0408 |
| RMSE | 0.3372 | 4.4767 |
| Method | pH | Current Density (mA/cm2) | EC (minutes) | Predicted Value | Actual Value |
|---|---|---|---|---|---|
| RSM | 8.2 | 5.4 | 35.12 | 88.91 | 87.67 |
| ANN-MFO | 8.9 | 6.6 | 38.62 | 92.91 | 93.18 |
| RSM-MFO | 8.6 | 5.4 | 54.61 | 86.17 | 88.73 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Morales-Rivera, J.; Sulbarán-Rangel, B.; Gurubel-Tun, K.J.; del Real-Olvera, J.; Zúñiga-Grajeda, V. Modeling and Optimization of COD Removal from Cold Meat Industry Wastewater by Electrocoagulation Using Computational Techniques. Processes 2020, 8, 1139. https://doi.org/10.3390/pr8091139
Morales-Rivera J, Sulbarán-Rangel B, Gurubel-Tun KJ, del Real-Olvera J, Zúñiga-Grajeda V. Modeling and Optimization of COD Removal from Cold Meat Industry Wastewater by Electrocoagulation Using Computational Techniques. Processes. 2020; 8(9):1139. https://doi.org/10.3390/pr8091139
Chicago/Turabian StyleMorales-Rivera, Juan, Belkis Sulbarán-Rangel, Kelly Joel Gurubel-Tun, Jorge del Real-Olvera, and Virgilio Zúñiga-Grajeda. 2020. "Modeling and Optimization of COD Removal from Cold Meat Industry Wastewater by Electrocoagulation Using Computational Techniques" Processes 8, no. 9: 1139. https://doi.org/10.3390/pr8091139
APA StyleMorales-Rivera, J., Sulbarán-Rangel, B., Gurubel-Tun, K. J., del Real-Olvera, J., & Zúñiga-Grajeda, V. (2020). Modeling and Optimization of COD Removal from Cold Meat Industry Wastewater by Electrocoagulation Using Computational Techniques. Processes, 8(9), 1139. https://doi.org/10.3390/pr8091139